Embed Size (px)
Citation preview

IV-1Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo

IV-2Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Índice
1. Riesgo en Muestreo2. Índices de Calidad en Planes de Aceptación3. Construcción e Interpretación de Curvas de Operación de Planes de
Muestreo4. Construcción e Interpretación de Curva AOQ5. Límite de Calidad Promedio de Salida (AOQL)6. Comparación entre Planes ANSI-ASQC Z1.4-2008 y Planes C=0 7. Planes de Muestreo Dobles8. Planes de Muestreo con Número de Aceptación Cero (C=0)9. Planes de Muestreo por Variables ANSI-ASQ Z1.9-2008

IV-3Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Enfoques para Evaluar un Lote
1. Aceptar sin inspección2. Inspección 100% 3. Muestreo de aceptación

IV-4Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Muestreo de Aceptación
El Muestreo de Aceptación se refiere a la inspección y la toma de decisión con respecto a productos.Tres aspectos del muestreo son importantes:
1. Involucra muestreo aleatorio de un “lote”completo
2. Acepta y Rechaza lotes (no logra mejoramiento de calidad) “Sentencia del lote”
3. Herramienta de auditoría

IV-5Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Por qué Muestreo de Aceptación y no Inspección 100%?
• La prueba es destructiva• El costo de la inspección 100% es alto• La inspección 100% no es factible
(requiere demasiado tiempo)• El proveedor tiene un buen historial de
calidad.

IV-6Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Ventajas y Desventajas del Muestreo
Ventajas• El numero requerido de personal es relativamente pequeño, por lo
que resulta menos costoso• Los resultados pueden ser obtenidos en un corto tiempo, por lo que
se pueden identificar rápidamente oportunidades de mejoramiento.• Menos daños por manejo• Procesos sistemáticos pueden ser evaluados con un pequeño
número de áreas• Reduce la cantidad de error de inspección
Desventajas• Riesgo de aceptar lotes “malos”, y rechazar lotes “buenos”• Los esfuerzos de mejoramiento de acciones correctivas pueden ser
mal dirigidos • Menos información obtenida• Requiere planeación y documentación• Ningún plan de muestreo puede garantizar la identificación de todas
las unidades defectuosas.

IV-7Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Métodos de Aceptación por Muestreo
• Muestra aleatoria: similar a sacar un numero de un sombrero. Se espera que la muestra represente verdaderamente el rango y la distribución relativa de características de la población; si no es así se introduce error de sesgo (bias) y las bases estadísticas del procedimiento del muestreo de aceptación se pierden.
• Muestra estratificada : cuando se desea que porciones particulares de la población sean evaluadas.
• Muestreo sistemático : cuando se selecciona cada n numero de artículos, por ejemplo cada 10
• Muestreo Cluster : cuando se toma una muestra aleatoria de un subgrupo seleccionado.
• Muestreo Best Judgment: es cuando la opinión de un experto es usada para determinar la mejor locación y características del grupo de muestra

IV-8Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Muestreo de Aceptación
• Muestreo de Aceptación: es el proceso de muestrear un lote de material para evaluar el nivel de no conformancia relativa al límite de calidad especificado.Cuando se realiza apropiadamente, el muestreo puede mantener las no conformancias debajo de un nivel llamado AOQL (average outgoing qualitylevel). Algunos procesos de muestreo están basados en los planes:
Reemplaza a MIL-STD 105
ANSI/ASQ Z1.4Atributos
Variables Reemplaza a MIL-STD 414
ANSI/ASQ Z1.9
C=0

IV-9Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Formación de Lotes
Consideraciones antes de la inspección:– Los lotes deben ser homogéneos– Son mas preferibles los lotes grandes que
los lotes pequeños– Los lotes deben estar conformados de
acuerdo a los sistemas de manejo de materiales usados en las plantas del proveedor y del cliente.

IV-10Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Riesgo en MuestreoFenómeno de incertidumbre
CRITERIO DE VERDAD
DIAGNOSTICO VERDADERO FALSO
VERDADERO
VV OK
FV ERROR TIPO II
RIESGO ββββ Riesgo del comprador
FALSO
VF ERROR TIPO I
RIESGO αααα Riesgo del proveedor
FF OK
Comúnmente = .05
Pa=Comúnmente = .10
1 - β
1 - α

IV-11Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Índices de Calidad para Planes de Muestreo de Aceptación
• Límite de calidad aceptable (AQL)Se puede definir como el peor nivel de calidad que se considera satisfactorio. Las unidades del límite de calidad pueden ser seleccionadas para cumplir con necesidades particulares de un producto: máximo por ciento defectuoso; máximo numero de defectos por 100 unidades; máximos puntos de demérito; etc. Como un AQL es un límite de calidad “aceptable”, la probabilidad de aceptación ( Pα = 1 - α , complemento del riesgo del proveedor) debe ser alta (entre un 90 y 98%), aunque no perfectamente definida.Cuando un cliente designa algún valor específico de AQL para un cierto defecto o grupo de defectos, él indica al proveedor que su plan de muestreo de aceptación aceptará la gran mayoría de los lotes (o batches) que el proveedor suministre, si el nivel promedio de defectuosos (o defectos por cien unidades) en esos lotes es no mayor al valor designado de AQL.La designación de un AQL no implica que el proveedor tenga el derecho de proveer a sabiendas artículos defectuosos.

IV-12Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Índices de Calidad para Planes de Muestreo de Aceptación
• AQL 95 : El peor nivel de calidad, en % defectuoso..., que se considera satisfactorio y que tiene un 95% de probabilidades de ser aceptado en un muestreo aleatorio.
• Nivel de calidad rechazable (RQL)Es la definición de calidad “no satisfactoria”. En los planes Dodge-Roming se designa como “por ciento defectuoso tolerable en lote”(LTPD). Como un RQL es un nivel de calidad “no aceptable”, su probabilidad de aceptación (Pβ = β, riesgo del comprador) es baja y en ocasiones tampoco esta totalmente definida.
• RQL10 : El mejor nivel de calidad, en % defectuoso..., que se considera no satisfactorio y que solo tiene un 10% de probabilidades de ser aceptado en un muestreo aleatorio.

IV-13Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Niveles de Inspección
Tabla 1.1

IV-14Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo Sencillos para Inspección Normal
Estándar ANSI/ASQC Z.4-2003

IV-15Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
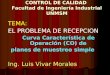
Curva Característica de Operación
• La curva característica de operación (OC) mide el desempeño de un plan de muestreo de aceptación.
• La curva OC muestra la probabilidad de que un lote sometido con cierta fracción defectuosa sea aceptado ó rechazado.
– El eje horizontal muestra el porcentaje defectuoso,– El eje vertical muestra el porcentaje de lotes que puede que se
espera sea aceptado si los lotes son producidos con ese porcentaje de defectos.
• Cada plan posible tiene su propia curva OC.
• Un entendimiento de las implicaciones de una curva OC ayuda a entender los riesgos para el productor y el cliente, y a decidir los niveles de inspección y los tamaños de lote.

IV-16Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Curva Característica de Operación
CURVA CARACTERISTICA DE OPERACION
0.0000
0.2000
0.4000
0.6000
0.8000
1.0000
1.2000
0 0.005 0.01 0.015 0.02
Proporciòn Defectuosa
Pac
1-αααα
0.5
ββββ
AQL IQLLQL
LTPD % Defectuoso (100p)
0.5 1.0 1.5 2.0RQL

IV-17Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Tablas de distribución Poisson
EJECICIOS RESUELTOS
EJERCICIOS
Ejercicios de Curvas Características de Operación

IV-18Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Calidad Promedio de Salida (AOQ)
• La calidad promedio de salida (Average Outgoing Quality, AOQ) es la calidad promedio esperada de productos salientes, incluyendo todos los lotes aceptados, mas todos los lotes rechazados que han sidosorteados 100% y han tenido todas las unidades no conformantesreemplazadas por unidades conformantes. Esta relación entre la fracción defectuosa en el material antes de la inspección (% calidad entrada) y la fracción defectuosa remanente después de la inspección se describe así: AOQ= p . Pa (N-n)/N. Cuando la cantidad de lote N es mucho mayor que la cantidad de muestra n, AOQ = p.Pa.
• El Limite de calidad promedio de salida (Average Outgoing QualityLimit, AOQL) es el máximo de los AOQs para todas las posibles calidades de entrada para un plan de muestreo de aceptación dado.

IV-19Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Comparación de Curvas de Operación de Planes de Mue streo
1. Muestras del 10% del lote 2. Tamaño de muestra constante Número de aceptación diferente
N=50 n=5 C=0
N=100 n=10 C=0
N=200 n=20 C=0
N=1000 n=100 C=0
n=20 C=1 n=20
C=3
n=20 C=6
n=20 C=10

IV-20Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Comparación de Curvas de Operación de Planes de Mue streo
5. Probabilidad de aceptación del 10% de un lote 2.2% defectuoso.
2. Tamaño de lote diferente, Tamaño de muestra constante, Número de aceptación constante.
N=1000 n=100 C=0
N=1000 n=170 C=1
N=1000 n=240 C=2
N=50 n=20 C=0
N=1000 n=20 C=0
N=200 n=20 C=0
N=100 n=20 C=0

IV-21Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Operación de los Planes de Muestreo ANSI/ASQ Z1.4 - 2008
DECISION SOBRE
DEPENDE DE RECOMENDACIONES
AQL * La importancia de la característica por inspeccionar * Los costos
* No es posible trabajar ningún plan si no se tiene esta especificación * Agrupar los defectos en categorías similares, de acuerdo a su importancia * Establecer AQL’s.
Nivel de inspección
* Si la inspección es costosa, compleja o destructiva
* Si la inspección es costosa, compleja o destructiva, emplear los Niveles Especiales S1, S2, S3 o S4
* Si la inspección es convencional , usar los Niveles Generales I, II y III. El Nivel I es usado cuando se requiere menos discriminación (requiere sólo 40% de la muestra del nivel II). El nivel III cuando se requiere más discriminación (requiere 160% de la muestra del nivel II). * Si se inicia la inspección, usar el Nivel General II.
Tipo de muestreo * Aspectos económicos y organización de la actividad
* Si se inicia la inspección, usar Planes Sencillos * Cuando el proveedor es consistentemente muy bueno, se pueden aplicar los Planes Dobles o Múltiples para economizar inspección.
Grado de inspección
* La confiabilidad del proveedor
* Si no se tiene razón para dudar del proveedor, ni elementos para asegurar su confiabilidad, emplear Inspección Normal. * Si el proveedor es inconsistente, emplear Inspección Rigurosa.
Para un AQL de 2.5% y Lote de 1500 piezas
1073Acc. No.
20012550Sample Size
IIIIIILevel

IV-22Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo ANSI/ASQ Z1.4-2008 (ISO 2859)
Hay varios puntos acerca del estándar que deben ser enfatizados:
1. ANSI/ASQ Z1.4-2008 es orientado a AQL2. Los tamaños de muestra están relacionados con los
tamaños de lote.3. Las reglas de switcheo de normal a rigurosa y de rigurosa
a normal han tenido muchas críticas. 4. Un abuso común del estándar es el no usar para nada las
reglas de switcheo.

IV-23Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo Dobles
• Es un método en el cual se toma una primera muestra que es menor que la que podría ser tomada para un muestreo sencillo.
• Si la calidad de la primera muestra es suficientemente buena o suficientemente mala el lote puede ser aceptado o rechazado inmediatamente.
• Solamente en el caso intermedio se toma una segunda muestra y seexamina para decidir si se acepta o se rechaza el lote.
• Este método permite iniciar la evaluación del lote con una muestra pequeña para ahorrar tiempo y costos.
• Cuando este método es usado, cada muestra debe ser seleccionada del lote completo.

IV-24Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo Dobles

IV-25Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo Dobles
Acepte el lote
Rechace el lote
Inspeccione la primera
muestra de n1 piezas. Cuente el número de
defectuosos(D1)
D1 no excedeC1
D1 excede C1 pero no excede C2
D1 excede C2
Inspeccione una segunda muestra de n2 piezas.Cuente el número de
defectuosos(D2)
D1 +D2excede
C2 ?
No
Si

IV-26Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Muestreo C=0
• Los planes con numero de aceptación “Cero” fueron desarrollados para proveer igual o mayor protección al consumidor, con menos inspección que los planes de muestreo correspondientes ANSI/ASQ Z1.4 (que reemplazaron al MIL-STD-105). Además de las ventajas económicas , estos planes son simples para usar y administrar, y pueden ser aplicados para cualquier tipo de producto.
• Bajo estos planes, el inspector no acepta ni rechaza el lote si encuentra una o mas “no conformidades”. El inspector “detiene el lote , pasando este a revisión y disposición del personal de Ingeniería/Administración con respecto a la extensión y seriedad de la no conformidad.

IV-27Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
C=0 Sampling Plans

IV-28Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Plan de muestreo C=0

IV-29Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Comparación entre Planes de Muestreo
ANSI/ASQC Z1.4
AQL Tamaño de muestra No. de aceptacion.
1.0 % 125 3 4.0 % 125 10
PLAN C = 0
AQL asociado Tamaño de muestra No. de aceptacion
1.0 % 42 0 4.0 % 18 0

IV-30Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Los Planes de Muestreo C=0 son Usados Cuando:
• Se espera que las partes manufacturadas cumplan con los requerimientos especificados.
• Se desea menor inspección para características menos criticas.
• No existe ningún acuerdo con el proveedor (por escrito) sobre el uso de un determinado AQL, y el muestreo es llevado a cabo porque la inspección 100% en general en todas las características de todas las partes, es impráctica.
• Los inspectores, como una regla general, no tienen permitido aceptar intencionalmente producto no conforme.

IV-31Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Los planes de inspección por variables usan las mediciones reales de productos muestra para tomar la decisión de aceptar o rechazar un lote, a diferencia de los planes de muestreo por atributos que clasifican los productos como conformantes o no conformantes. Son más complejos de administrar que los planes de atributos, por lo que requieren mas destreza, sin embargo, tienen algunos beneficios, que incluyen:
1. Igual protección que un plan de muestreo por atributos con un tamaño de muestra mucho más pequeño. Hay varios tipos de planes de muestreo en uso, tres de estos son:
� σσσσ conocida� σσσσ desconocida pero que puede ser estimada usando desviación
estándar muestral s,� σσσσ desconocida y el rango R es usado como un estimador
Planes de Inspección por Variables (ANSI/ASQ Z1.9-2008)

IV-32Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Planes de Inspección por Variables
Ejemplo de comparación entre tamaños de muestra usando un plan de atributos contra el tamaño de muestra usando los 3 diferentes métodos de plan de variables
2. Los planes de muestreo por variables permiten la determinación de que tan cerca se esta desempeñando el proceso con respecto al nominal o a los límites de especificación.

IV-33Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
Desventajas de los Planes de Inspección por Variables
Los planes de inspección por variables, tales como ANSI/ASQ Z1.9-2003, tienen algunas desventajas y limitaciones:
1) La asunción de normalidad de la población de la cual se están tomando las muestras.
2) Contrario a los planes de muestreo por atributos, características separadas tendrán diferentes promedios y dispersiones, resultando en un plan de muestreo para cada característica.
3) Los planes por variables son más complejos en administración
4) Los gages para variables son generalmente mas caros que los gages para atributos.

IV-34Curso de Certificación de Ingeniero de Calidad CQE Preparado por MC, CQE, CMQ/OE y CSSBB Angélica Astrain
1. A randomly drawn sample used to determine whether a defined inspected lot conforms to requirements is known as:a) An acceptance sampleb) A statistical process control samplec) A process validation sampled) A measurement system correlation sample
2. A primary advantage to using double sampling rather than single sampling is that double sampling:a) Gives lot a second chance to be rejectedb) Provides more protection to the customerc) Improves the likelihood of accepting the lot when it is of average qualityd) Requires a smaller number of total samples when quality is very good or very bad
3. Two quantities which uniquely determine a singleattributes sampling plan are:
a. AQL and LTPDb. Sample size and rejection numberc. AQL and producer's riskd. LTPD and consumer's risk
4. The best description of sampling is:a. Contained in ANSI/ASQ Z1.4b. Taking a few representative pieces off the topc. The selection of random itemsd. Assurance that deficiencies are eliminated
PREGUNTAS DE PLANES DE MUESTREO
5. A sampling method that classifies individualsinto nonoverlapping groups and then selectssimple random samples from each group isknown as:
a. Stratified samplingb. Systematic samplingc. Simple random samplingd. Convenience sampling
6. The power of a test for the difference between means is measured by
a. ab. 1-ac. bd. 1-b
7. When sample size is increased, the operating characteristic curvea. steepenb. flatten
c. remain unchangedd. reduce discrimination
8. The percent defective that is considered unsatisfactory but which the customer is willing to accept with a small probability of acceptance is known as the
a. AOQb. AOQLc. AQLd. LTPD