Embed Size (px)
Citation preview

Intelligent Machines?
Professional
Sept 2008
A-Plant Launches New Customer and Technical Training Centre
Plant&EquiPmEntProfessional
Biofuels Fuel of the future?
Introd
ucing Mike and his Magical Friends...

2
nEwS
thatcham accreditation Recommended by Home Office
System with independent power Advised by National Plant Equipment Register (TER)
uHF tracking Beacons Recommended by the Police
no give away detectable wiring Essential for equipment users
Robust and iP67 waterproof Crucial for tough environments
international capability, managed 24/7 Recommended by the Police
Dedicated licensed finding company Achieving maximum recovery results
Easy to install or transfer
Customer care Service value performance
Plant Security Tracking
FREE demonstrations: Call automatrics 01329 663812
success story
more info at www.mtrack.co.uk
3September 2008
EditorialThose who can remember watching the old science fiction films of aliens from outer-space and making robots out of old cardboard boxes, tin foil and empty kitchen rolls probably smile at the naivety of childhood – but wasn’t it exciting stuff at the time?
Yesterday’s science fiction is now science fact and it is surprising how many of the gadgets used as props in Star Trek are now regularly used in everyday life. Mobile phones, wireless communications and scanning devices used to monitor human organs (remember Drs McCoy and Spock?) are just but a few examples.
Machines have also advanced significantly and an exciting combination of wireless communication, nano-technology and robotics have paved the way for scientists to create artificial intelligence and machines that think for themselves and communicate with each other. Scientists now predict that machines will have intelligence levels far greater than the human inventors who created them within the next fifty years. The potential for the plant and equipment community is huge: work tasks that may endanger human life or health could be completed by robots; machines can work 24/7 thus increasing production rates and profit margins; and machines could potentially enhance quality control. The social impact upon workers is less certain in theory and could robots even begin to question their role in society.
Machines that actually think and take decisions are here today and although seminal work has produced robots with limited functionality, it is only a matter of time before the first living machine is developed. Let us hope that they don’t rebel! “We’ll be back……” to this topic later in this issue!
Editorial team Philippa Spittle, Karen Jones
Published and Distributed by On-track Multimedia for OPERC
While every effort is made to ensure the accuracy of information published in Plant and Equipment Professional, neither the Editors nor the Off-highway Plant and Equipment Research Centre can accept any responsibility for inaccuracies or omissions. The views expressed in articles are of the author(s) and do not necessarily reflect those of the Editors or the Off-highway Plant and Equipment Research Centre.
Off-highway Plant and Equipment Research Centre (OPERC) PO Box 5039, Dudley, West Midlands, DY1 9FQ tel/Fax: +44 (0)1384 356202 Email: [email protected] (general) [email protected] (newsletter) web: www.operc.com
Copyright © 2008 On-track Multimedia
Volvo l70F is ‘clean and green’
65
13
78
10
31
1416
2017
2021
2224262830
12
32343536384244454647
Success at the OSCaRs for a-Plant
Clear focus sees Deutz engines drive ahead
See-through regulations: Spillard unveil revolutionary sonar system
intelligent machines?
Safety alert - mobile elevating work platforms
liebherr keep control of mobile cranes
liebherr’s specialist crawler loaders for landfill applications
Pennine Scotland piles on the business
JCB announces record profits for 2007
BOSCH wins ‘Product of the Year’ award
a-Plant launches new Customer and technical training Centre
mike’s magical machines
Global credit crunch
Petersfield company fined £10,500 for health and safety breaches
OPERC release new noise at work module
Ssshhh – quiet please! it’s the noise at work Regulations!
Komatsu takes action against counterfeit parts
life after 40 for Hewden
Pre and post operation checks within quarries
Biofuels - Fuel of the future?
CmPE Renaissance
the new star in diamond blade performance
Digging downunder - to reach common-sense on quick-hitches
manufacturer tool hire by stealth
Expert opinion: quick tips for site managers to check competency cards
introducing Grahame tobin to OPERC Executive
news megabytes
letters to the Editor
Volvo l70F is ‘clean and green’

September 20084
5September 2008
Komatsu takes action against counterfeit parts Komatsu is taking action to protect customers against the use of counterfeit parts. The company says that use of these inferior quality parts, that don’t meet Komatsu engineering standards, can lead to premature wear and tear and result in huge repair costs. It is also an infringement against intellectual property, by use of the Komatsu trademark, trade name and logo.
The sales of counterfeit products continue to rise worldwide. Although China is a major production base, these transactions are not limited to the Asian market and counterfeit parts are shipped all over the globe. The safest way to guarantee acquisition of genuine manufacturer parts is to order them directly from an official distributor or from the dealer network.
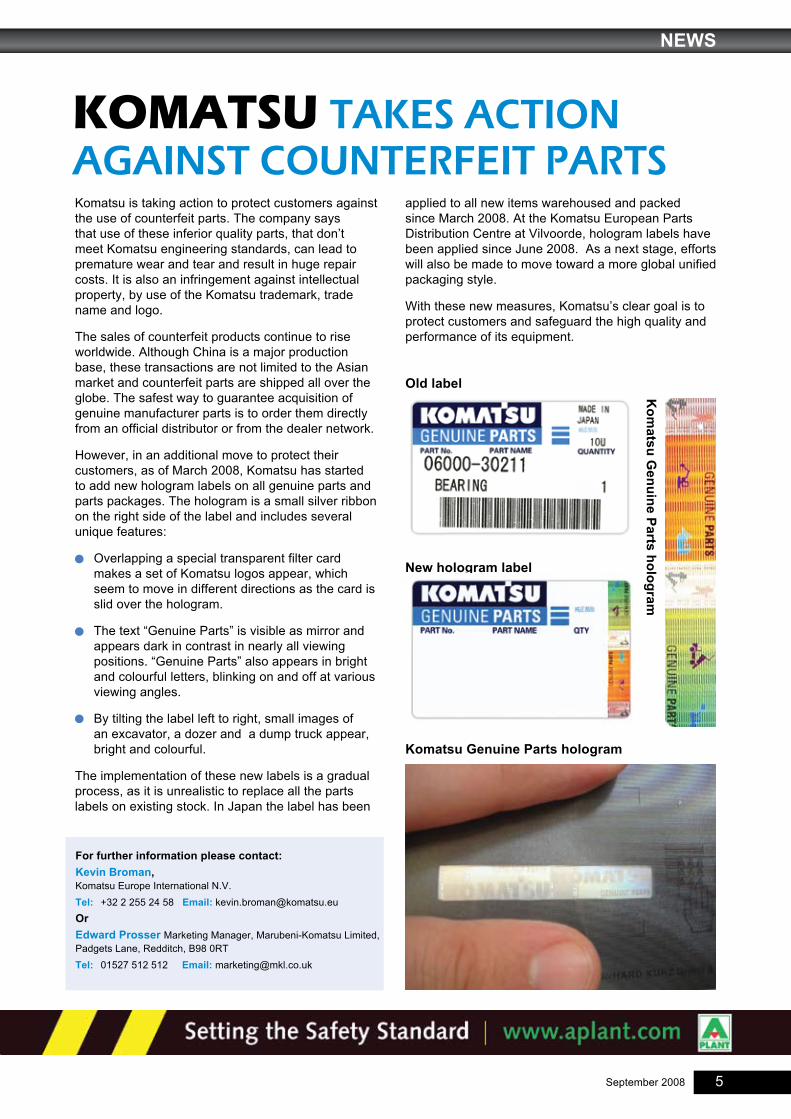
However, in an additional move to protect their customers, as of March 2008, Komatsu has started to add new hologram labels on all genuine parts and parts packages. The hologram is a small silver ribbon on the right side of the label and includes several unique features:
Overlapping a special transparent filter card makes a set of Komatsu logos appear, which seem to move in different directions as the card is slid over the hologram.
The text “Genuine Parts” is visible as mirror and appears dark in contrast in nearly all viewing positions. “Genuine Parts” also appears in bright and colourful letters, blinking on and off at various viewing angles.
By tilting the label left to right, small images of an excavator, a dozer and a dump truck appear, bright and colourful.
The implementation of these new labels is a gradual process, as it is unrealistic to replace all the parts labels on existing stock. In Japan the label has been
nEwS
Komatsu Genuine Parts hologram
For further information please contact:Kevin Broman, Komatsu Europe International N.V.tel: +32 2 255 24 58 Email: [email protected] Edward Prosser Marketing Manager, Marubeni-Komatsu Limited, Padgets Lane, Redditch, B98 0RT tel: 01527 512 512 Email: [email protected]
new hologram label
Old label
Kom
atsu Genuine Parts hologram
applied to all new items warehoused and packed since March 2008. At the Komatsu European Parts Distribution Centre at Vilvoorde, hologram labels have been applied since June 2008. As a next stage, efforts will also be made to move toward a more global unified packaging style.
With these new measures, Komatsu’s clear goal is to protect customers and safeguard the high quality and performance of its equipment.
September 20086
In a remarkable run of success, leading hire company A-Plant has scooped the CMI Customer Focus Award for the third year running at the UK’s ‘Business Oscars’. A-Plant won the coveted award at the National Business Awards North West Regional Finals 2008 hosted at the ACC in Liverpool, attended by more than 500 VIP’s and business leaders.
That wasn’t the only success for A-Plant on the night as the company was also declared winner of the 3i Growth Strategy of the Year Award in recognition of A-Plant’s organic growth strategy to achieve outstanding levels of sales, profit and market share improvement.
A-Plant - which has its headquarters in Warrington, Cheshire, employs over 2,000 people and hires out Plant, Tools and Specialist Equipment from over 200 depots nationwide - recently celebrated exceptional financial results for its 2007/8 financial year, achieving turnover of £214.8 million and increasing operating profits by 46% to £30.2 million. A-Plant forms part of FTSE-250 company Ashtead Group plc which achieved annual Group turnover of more than £1 billion.
The National Business Awards celebrate the cream of UK enterprise and have been described by Gordon Brown as the UK’s ‘Business Oscars’.
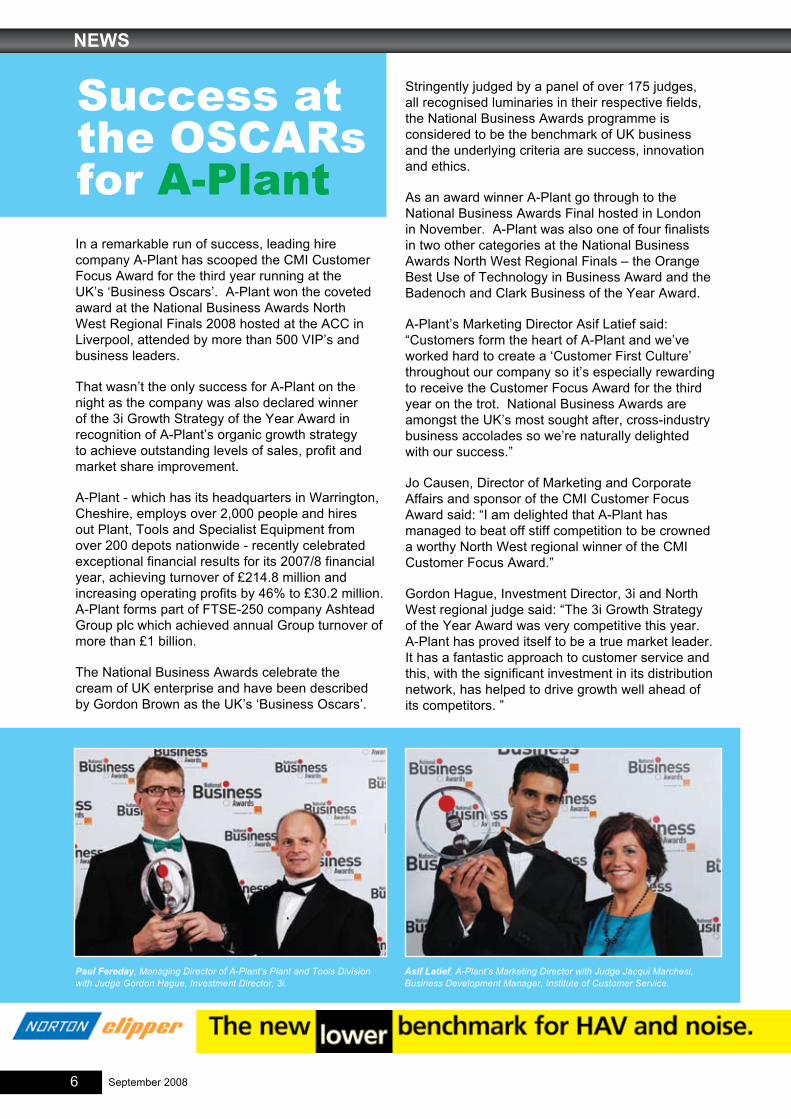
Paul Fereday, Managing Director of A-Plant’s Plant and Tools Division with Judge Gordon Hague, Investment Director, 3i.
Asif Latief, A-Plant’s Marketing Director with Judge Jacqui Marchesi, Business Development Manager, Institute of Customer Service.
Stringently judged by a panel of over 175 judges, all recognised luminaries in their respective fields, the National Business Awards programme is considered to be the benchmark of UK business and the underlying criteria are success, innovation and ethics.
As an award winner A-Plant go through to the National Business Awards Final hosted in London in November. A-Plant was also one of four finalists in two other categories at the National Business Awards North West Regional Finals – the Orange Best Use of Technology in Business Award and the Badenoch and Clark Business of the Year Award.
A-Plant’s Marketing Director Asif Latief said: “Customers form the heart of A-Plant and we’ve worked hard to create a ‘Customer First Culture’ throughout our company so it’s especially rewarding to receive the Customer Focus Award for the third year on the trot. National Business Awards are amongst the UK’s most sought after, cross-industry business accolades so we’re naturally delighted with our success.”
Jo Causen, Director of Marketing and Corporate Affairs and sponsor of the CMI Customer Focus Award said: “I am delighted that A-Plant has managed to beat off stiff competition to be crowned a worthy North West regional winner of the CMI Customer Focus Award.”
Gordon Hague, Investment Director, 3i and North West regional judge said: “The 3i Growth Strategy of the Year Award was very competitive this year. A-Plant has proved itself to be a true market leader. It has a fantastic approach to customer service and this, with the significant investment in its distribution network, has helped to drive growth well ahead of its competitors. ”
Success at the OSCARs for A-Plant
nEwS
7September 2008
well you know that you’re 40 when you:
can hum the tune to the a-team;
start reading and collecting gardening books;
find a late night out is a real endurance test;
sound like your parents when speaking to your children; and
think slippers are an essential fashion item.
We could go on but we’ll spare you the misery! Besides, this opening text is aimed at OPERC’s founder and convenor, Dr David Edwards who is 40 this year and noticing the extra grey hairs as well as the reducing amount on top – his reply has been to say that: “grass doesn’t grow on a busy street!”
In the corporate world, age is something to be proud of and being 40 is a real achievement because it illustrates financial stability and strength and exhibits a portfolio of committed customers and good management. This year Hewden is 40 years old and during that time it has become one of the most recognised brands and names within the UK hire industry. In recent years Hewden has been through tremendous change, and some would say blood letting, but in reality changes within Hewden have been focused on restructuring and redefining
the role of this firmly established hire company. The product of this metamorphosis is a vibrant and streamlined company which should now be ready to take on the next 40 years!
On behalf of OPERC, Chief Examiner, Mr Barry Robinson MBE said “Hewden have been an absolute stalwart supporter of OPERC over the years and have invested time and energy into some fantastic publications and guidance for industry. I am delighted to say Happy Birthday to Hewden and all her staff – they are, and will remain, a predominant feature of the hire landscape and long may it continue.”
Life after 40 for Hewden
Congratulations to everyone at Hewden – you might need to use one of your rough terrain telescopic handlers to lift the cake and candles when you reach 80!
nEwS

September 20088
A new sonar system launched by Spillard Safety Systems could provide an excellent contribution to an overall safe system of work employed by practitioners.
Craig Spillard, Director of Spillard Safety Systems said:
“The system is there to improve a lack of visibility at the front end of a forward tipping dump truck but it could be used on wheeled loaders, rigid dump trucks or indeed any other machine with a blind spot. Several large players within industry have already adopted this new system and we can provide competitive rates of purchase.”
See-through Regulations: Spillard Unveil Revolutionary Sonar System
nEwS
He continues: “Case studies thus far have revealed that the HSE are beginning to be more proactive on this issue especially when additional aids and devices have not been fitted. A customer has informed me that HSE inspectors have been known to request that a man with a red flag walk in front of a machine. This would probably cost far more in the longer term and potentially puts the man with the flag at risk. The benefits of additional devices far outweigh the cost and risk posed and industry has now switched onto this fact.”
an important safety issue for uK industry relates to the problem of pedestrians being struck by forward tipping site dump trucks, and other machines, that may have a blind spot. Forward tipping dump trucks have been at the centre of the attention due to their increase in size over recent years, with some models now weighing in at over 10 tonnes.
For more information, please contact:
Craig Spillard, Director,
Spillard Safety Systems, Solutions House, Deepmore Close, Four Ashes, Wolverhampton, WV10 7DB.
tel: 0870 200 2310 Fax: 0870 200 2910
web: www.spillard.comCraig Spillard, Director, Spillard Safety Systems next to one of the sonar devices

9September 2008
nEwS
PuwER 1998, Regulation 17 states that:
“….so far as reasonably practicable, the operator of any control is able [should be able] to ensure from that position of control that no person is in a place where he would be exposed to any risk to his health and safety as a result of the operation of that control…...”
In the case of vehicles and mobile plant, the operator of the controls is the driver; and the position of control is the normal seated position in the cab.
The Health and Safety Executive has confirmed that where there is inadequate direct vision (and resulting from this, a potential danger), appropriate all-round awareness (ARA) technologies must be provided.*
The Regulation goes on to state, in paragraph 263, that operators need to have a view of any part of the equipment that may put anyone at risk. A direct view is best, but if this is not possible, then supplementary additional mirrors or visual and sensing facilities may be necessary to achieve this.
Provision and Use of Work Equipment Regulations
There does seem to be some confusion in industry as to what standard of specification a machine should be manufactured to in order to comply with the requirements of Health and Safety Executive (HSE) inspectors. The Machinery Directive requires that (para 1.1.2(a)):
“Machinery must be designed and constructed so that it is fitted for its function, and can be operated, adjusted and maintained without putting persons at risk when these operations are carried out under the conditions foreseen, but also taking into account any reasonable foreseeable misuse thereof.”
One HSE Inspector has recently argued on the topic of quick hitches that industry has relied too heavily on a safe operator and that good design is a better way of eliminating the risk. As a result, there is a move to ban semi-automatic hitches because of the risk that an operator would fail to insert a safety pin. This is an idea that has divided opinions throughout industry where some strongly argue that all hitches are dangerous when operators are not trained and competent in the safe use of the specific hitch utilised.
Why therefore are the very same manufacturers who have supported this stance not prepared to install additional ARA aids and devices onto their machines
Viewpoint - duplicity in guidance?as standard? Surely it is equally foreseeable that an operator cannot possibly see through a blind spot on a machine? Should the proposed ban on semi-automatic hitches succeed, then surely this would set a precedence for more stringent requirements imposed upon manufacturers in the future?
At present, practitioners are told to use a man holding a red flag or better still retrofit technology at a cost to themselves – it is fortunate that good systems and support are available if needed.
Regulation 17(3)(a) is already being used to require the provision of reversing aids where site conditions warrant it.
Regulation 28[e] considers the driver’s field of view. This Regulation applies when mobile work equipment is about to move, or while it is travelling:
“Where the driver’s field of vision is inadequate to ensure safety then visibility aids or other suitable devices should be provided so far as is reasonably practicable.” (PUWER, 1998).
PUWER suggests a wide variety of aids that could be used to improve a driver’s field of vision including plain and convex mirrors, sonar, radar and CCTV systems. The selection of these devices for use on mobile work equipment is a matter for risk assessment, taking account of the specific purposes for which the devices are provided and their ability to improve driver visibility under given operational circumstances.
* (An OPERC publication providing practical guidance on all-round awareness is available from the OPERC on-line bookshop - www.operc.com)

September 200810
artificial intelligence (ai) is an evocative term and conjures the vision of humanoid robots (androids), space travel, man’s exploration and exploitation of technology and his dominance over other species inhabiting this planet. However, what is the reality and will such technology ever be used to create intelligent plant and equipment? to answer this question one has to really understand how the human brain works and what developments have been made in ai.
An average human brain weighs only three pounds but consists of approximately 100 billion
interconnected cells called neurons. A neuron acts like an electric switch in the home and has two positions - on and off. When ‘off’, the neuron is at rest; when ‘on’ it fires an electrical impulse down a ‘wire’ called an axon. The end of the axon has a small part that emits a chemical (called a transmitter) across a gap (called a synapse) which is connected to another neuron that then passes this chemical message on. Billions of these interconnected axons generate a small amount of electrical charge equal to a 60 watt bulb. By measuring electrical activity, doctors can assess how the brain is working. This basic description may appear simple, but the power of the human brain is huge considering the computation it has to perform in order for an individual to see, hear, move, speak, feel sensation through the skin and so forth.
SPECial REPORt
AI attempts to mimic the biological brain by creating artificial mathematical neurons and axons. The strength of connection is altered via a synaptic joint which consists of weights that adjust to training stimuli. In simple terms, a mathematical model is repeatedly presented with desired and predicted data (such as sales forecasts, price increases etc.) until it learns how to adjust weights within the model to derive the best prediction result. There are different types of AI such as neural networks, fuzzy logic, genetic algorithms and hybrid systems that combine elements of two or more types. Bewildered readers are encouraged to read on as the article now reverts from the staple diet of academics back to plain, simple English……. From
a simplistic perspective, most types of AI are no more complex than the biological neurological network found within the common earthworm! Many others rely far too heavily upon pre-programmed actions and rules and are not actually intelligent at all, albeit they are very clever and innovative.
Within the plant and equipment industry, we sometimes hear rumours about intelligent software and machines but again, are these developments real intelligence? The answer is sadly no in many instances. Take for example driverless technology. New techniques such as visualisation (which aims to map images of the operating area of a machine in real time, similar to vision through human eyes), radar and solar and global positioning systems (GPS) can be combined to replicate some of the human senses in order to guide a machine around a fixed known area such as a transport route, but the machines do not think for themselves!
Intelligent machines?

11September 2008
Intelligent machines?
Other systems allow operators to automatically pre-programme the excavation or loading of materials into awaiting dump trucks. Clever stuff but again, all too often, these advances are not intelligent either or at best, exhibit limited intelligence.
The qualities that have made the human species top of the food chain are the ability to think, learn and react to an ever changing environment, to have emotions and based upon information from the senses, make calculated judgements – not always a good idea when you watch the antics of contestants on Big Brother! Humans use all senses in combination to determine a problem and develop a suitable solution to it. It is true that not
SPECial REPORt
every solution is ideal otherwise machines would not breakdown, accidents would not happen and machine operational performance would always be at an optimum level. Nevertheless, the power of the human brain has considerable advantages over the restricted AI and what we often see today is the use of AI to improve a machine’s performance in specific areas of programming where repetition can be simulated and reliably reproduced, quickly and efficiently time after time without fault.
So is this as far as it can go or will the future bring new developments to expand the capabilities of this limited AI? Techno-readers, Star Trek fanatics and anoraks - prepare to be excited. Whilst the pioneering work of early computational scientists working on the field of AI has produced many significant developments and continues to do so, it would appear that other ground-breaking areas of science could potentially revolutionise AI. One such area is nanotechnology which can be broadly defined as the control of matter on an atomic or molecular scale (or as an SI unit 1x10-9 m) – in other words extremely small! Combining AI with nanotechnology has huge potential and scientists now believe that intelligent
machines are within their grasp. Nanotechnology will enable smaller and far more powerful computers to be built, computers that will enable other technologies to be combined within one integrated system. The possibilities are endless because when reinforced with other technologies (such as CCTV, thermal sensors, wireless communications and press sensors) in one integrated machine, scientists believe a ‘living’ robot could be created with the potential to exceed the capabilities of the human brain. At this stage however, an ability to replicate emotional intelligence (e.g. love, humour, compassion, etc) looks to be far more remote.
The potential for creating advanced and fully automated robotic machines with true intelligence is therefore with us today. Professionals within the plant and equipment community will see a slow and piecemeal adaptation of robotics on modern machines. We may still be some way off producing the world’s first intelligent machine but now that the technology is available, innovative mechanical engineers will not be far behind. Whether the human race is willing to give up its dominance over all life forms is another question!

September 200812
The new LICCON2 generation of Liebherr’s mobile crane control system takes operational efficiency, equipment performance and safety to new heights with even more innovative technological developments. A sophisticated yet user-friendly on-board computer system, LICCON2 computing power and capacity have been optimized. Mobile cranes with this new generation control system are now equipped with a new colour screen, touch-screen display below the joysticks and a mobile control and display BTT-Bluetooth terminal.
The colour data display on the new LICCON2 monitor in the crane cab enhances readability and clarity; indications, warning displays and crane utilisation are even easier to view. Below the joysticks, touch-screen displays are provided for comfortable and easy activation of the different operational functions. Amongst these are the carrier drive and steering programmes, the suspension system, setting up of the crane on outriggers, adjustment of the working floodlights as well as the cab’s heating and climate control.
The BTT-Bluetooth function provides operators with a wireless and remote system for rigging the crane on site. Outrigger activation and positioning can be safely carried out. Engine start and stop function and engine speed, electronic inclination display and automatic leveling during set-up on the outriggers are available as standard. As an optional extra, a facility to display outrigger ground pressures can also be provided if required.
Using the new BTT-Bluetooth system, the crane driver can attach and detach the hookblock from the front bumper by remotely controlling the hoist winch and the luffing ram on the telescopic boom – all under close view. This function is an added benefit for the operator because, until now, the hookblock could only be viewed through a mirror or by using additional site personnel for guidance.
Depending on the crane model, the BTT-Bluetooth feature can be programmed with additional functions such as mounting of swing-on extensions or counterweights. On the 1,200t capacity LTM 11200-9.1, for example, BTT is also used for assembling the boom. Another user benefit is that, during road travel, the BTT-Bluetooth terminal can be plugged into the driving cockpit for the display of mileage and working hours information.
For further information, please contact:
liebherr-Great Britain limited
tel: 01767-602100 Fax: 01767-602110 E-mail: [email protected]
Liebherr Keep Control of Mobile Cranes
nEwS

13September 2008
Clear Focus Sees Deutz Engines Drive AheadDEUTZ, one of the world’s leading independent diesel and gas engine manufacturers, has enjoyed a period of consistent growth over the past 12 months.
Strong demand, particularly in the compact engines sector, meant that new orders in 2007 increased by 22.2 per cent. Unit sales climbed to 285, 861 engines, a rise of 20.8 per cent, with Group revenue increased by 28.8 per cent to EUR 1.524.2 billion - driven primarily by international business growth.
Overall nett income was also significantly boosted by the sale of DEUTZ Power Systems, as part of the company’s strategy for a more concentrated focus as an independent manufacturer of compact engines. This was reflected by significant growth in the compact engines sector, where new orders increased by 26.7 per cent, with unit sales up 25.0 per cent.
DEUTZ AG-UK Branch Manager, Klaus-Ulrich Klinger, said: “In keeping with the overall Group strategy, we have concentrated on further improving our customer service and strengthening the company’s position in the British market - particularly with major OEM’s, plant hire groups and large fleet operators - with an enhanced distributor network providing more localised sales, service and parts support to the ever growing number of other UK customers”.
Originally established in 1864, DEUTZ now has an engines range extending from 9kW to 500kW, with models
suitable for a wide variety of markets and applications, including the construction, quarrying, mining, materials handling, agricultural, groundcare, industrial and airport ground handling equipment sectors.
DEUTZ engines are widely used in excavators, wheeled loaders, access platforms, compactors, cranes, crushers, screeners, compressors, lift trucks, tractors, ride-on mowers, chippers, shredders, gensets and other off-highway mobile plant.
The company has also just introduced a new range of Air-cooled Diesel Gensets (ADG). These powerful yet compact generating sets are available in three, four & six cylinder versions and set new standards in quality, performance, reliability and efficiency.
Full sales, service and product support is available through the DEUTZ UK centrally located Cannock facility, supported by a dedicated nationwide team of factory trained Service Engineers, equipped with a fleet of mobile workshops, together with a network of specialist appointed local distributors.
For further information about the DEutZ compact engines range contact:
DEUTZ AG-UK Branch, Deutz House, Willow Park, Burdock Close, Cannock, Staffordshire, WS11 7FQ.
tel: 01543 438900 Fax: 01543 438932 Email: [email protected]
nEwS
September 200814
Cuts HAV
Call: 0845 602 6222 email: [email protected]
byhalf!
Norton’s new technology CS 451 CLIPPER floor saw sets thenew lower benchmark for HAV.
OPERC Release New Noise at Work Moduleworking in partnership with the plant hire giant GaP and the Hire association Europe, OPERC has just released a new self-study health and safety module that will introduce trainees to the subject of noise in the workplace.
nEwS
Noise is something we are all familiar with, since it is around us in our everyday lives, but being exposed to too much loud noise can lead to permanent hearing damage called noise-induced hearing loss. It can also cause other health problems and increase the risk of accidents in the workplace. Exposure to noise is therefore a serious workplace hazard. In fact, noise-induced hearing loss is the most common occupational disease in Europe and accounts for a third of all work-related diseases.
Due to the seriousness of the risk, employers have a legal duty under the Control of Noise at Work Regulations 2005 to protect their employees from noise at work and one aspect of this duty is to provide employees with information and training on noise, the risks to their health and safety and ways to minimise this risk. The OPERC health and safety study module Noise at Work (OPERC-SM-008) provides an excellent way to achieve this and the module includes:

15September 2008
Cuts HAV
Call: 0845 602 6222 email: [email protected]
byhalf!
Norton’s new technology CS 451 CLIPPER floor saw sets thenew lower benchmark for HAV.
nEwS
a description of noise and how it is measured;
an explanation of how noise can affect health and safety, and particularly, how it can cause damage to hearing;
identification of where risks from noise at work may arise and what affects the level of risk;
a brief discussion of some relevant health and safety legislation for noise at work, including the legal limits for exposure; and
a description of the actions both the employer and employee can take to protect the employee from noise at work.
1
2
3
4
5
The module is divided into three parts. Part one introduces the module’s contents, aims and objectives and clearly states the designed learning outcomes. Part two presents the main learning materials in a clear and easy-to-understand way, and is well complemented with figures, photographs and tables. A bullet point summary of all the key learning points then precedes part three, which provides self assessment questions to allow the trainee to test what they have learned.
The module complements the existing suite of over 30 modules accessible within the OPERC Llifelong Learning Zone, each module being a self-contained carefully designed learning resource and other subjects include manual handling, fire, trips and slips, working at height and hand-arm vibration. The LLZ represents a cost effective, easily accessible, ‘self-study’ learning resource that can significantly raise employee knowledge on health and safety (H&S) issues. OPERC believes that training and competence development should not simply comprise a one-off event undertaken at the start of an employee’s career. Rather, it should be part of an holistic, continual employee personal development strategy.
Although OPERC primarily serves the plant and equipment sector, many of the training modules are equally applicable to other industrial sectors, since they facilitate learning in most industry-wide basic health and safety subjects. Industry-specific subject modules are available and OPERC’s experts can design and produce training modules in almost any subject you may require – for additional information, email [email protected].
1
2
3
4
5

September 200816
JCB ANNOUNCES RECORD PROFITS FOR 2007 JCB has recently announced record pre-tax profits of £187 million for 2007 following the most successful year in its 62-year history. The result was achieved in a year when machine sales rose to more than 72,000 and turnover reached a new peak of £2.25 billion.
JCB Chairman Sir Anthony Bamford said: “2007 saw JCB make great progress and it was our best-ever year. The outlook for the remainder of 2008 does look challenging but I believe we are well-placed to adapt to these difficult conditions.”
The pre-tax profits for 2007 were 25% higher than the £149 million achieved in 2006. Last year sales rose by nearly 30 per cent from £1.75 billion and machine sales increased to record levels from the 2006 peak of 55,000 units. Emerging markets provided the
main source of business growth in 2007, particularly India, Poland, Russia, Bulgaria, Romania and South America. New products and ranges accounted for 50 per cent of the growth.
In 2007, JCB’s share of the world construction equipment market rose to 12 per cent, up from 10.4 per cent in 2006. JCB also remained the world’s third largest construction equipment manufacturer by volume.
But the company is warning of a tougher outlook for the rest of 2008 as the impact of the credit crunch and rapidly rising commodity prices take hold. JCB CEO Matthew Taylor said: “Trading conditions throughout 2008 will continue to be difficult because of the credit crunch. There are signs that the downturn
in the North American market is now spreading into some western European markets. The recent high growth rates in some of the emerging markets are also now showing signs of slowing.”
JCB’s investment in new plants, products and customer support continues at record levels to underpin future growth, with the construction of the £40 million JCB Heavy Products factory in Uttoxeter; the new £7 million JCB Attachments factory in Uttoxeter, a £36 million extension to its Backhoe Loader plant in New Delhi, India and the future opening of a new £15 million parts centre and training facility in Savannah, USA. JCB is also launching 28 new products in 2008.
nEwS

17September 2008
Biofuels Fuel of the
future?
much has been written and spoken in the news and media recently with regard to biofuels and the associated environmental impacts of a switch to using them. traditionally, mobile plant operates on heavy oils such as diesel, so how viable is a switch to biofuels within the mobile plant sector? whilst this article cannot undertake an in-depth viability study of biofuels, it will aim to address the following questions: what is biofuel? How are biofuels already being used? are biofuels more efficient and are they really better for the environment?
wHat iS BiOFuEl?Biofuel (bioorganic fuel) is the scientific term given to any organic (plant or animal) substances which combust or burn. Biofuel is therefore distinct from fossil fuels such as coal and oil. Wood is a solid mass biofuel (biomass) fuel and has been used for thousands of years as an energy source for heat and light. Vehicles however require much more power density from fuel, so biofuels in this context take the form of biodiesel and bioalcohol.
Biodiesel is produced from (plant or animal) oils or fats and it is a liquid similar in composition to mineral diesel made from fossil oil. Biodiesel can be used in any diesel engine when mixed with mineral diesel, although the majority of vehicle manufacturers limit their recommendations to 15% biodiesel blended with mineral diesel. In many European countries, a 5% biodiesel blend is widely used and is available at thousands of fuel stations. Recently the UK Government announced plans to include a 2.5% ratio of biofuel in transport fuels.
Bioalcohols (biologically produced alcohols) are most commonly ethanol, and less commonly propanol and butanol. Bioalcohol is produced by fermentation of sugars derived from wheat, corn and any sugar or starch that alcoholic beverages can be made from (e.g. potato and fruit waste). The ethanol production method uses enzyme digestion (to release sugars from stored starches), fermentation of the sugars, distillation and drying. This process requires significant energy input for heat (often using unsustainable natural gas or fossil fuel) and although the most popular bioalcohol, bioethanol is the most complicated to produce.
Biofuel is not a new concept however; both Henry Ford and Rudolph Diesel (inventor of the diesel engine) designed engines to run on biofuels, the concept being that owners could grow and produce their own fuel. In the early half of the 20th century, both the UK and Germany sold biofuels mixed with petrol or diesel made from fossil fuels; however the availability, low cost and more intensive power density of fossil fuel later ensured market dominance.
SPECial REPORt
continued on next page...

September 200818
SPECial REPORt
altERnatiVE FuElBiofuel is a form of renewable energy and, unlike fossil fuel, does not depend on finite reserves. Bioorganic fuel can be produced as a byproduct of processing organic matter or it can be intentionally farmed (termed agrofuel). There is, however, more to alternative fuels than just biofuels; although biofuel is a type of alternative fuel (alternative to fossil fuels) there are many more. Some other types include nuclear power, hydrogen fuel cells, air engines (which use compressed air) and diesel produced from coal. This last method uses the Fischer-Tropsch process to convert carbon dioxide and carbon monoxide into heavier hydrocarbons by using catalytic chemicals. This process is widely used in South Africa, where the majority of the country’s diesel fuel is made this way.
HOw aRE BiOFuElS BEinG uSED tODaY?The leading producer and end-user of biofuels is Brazil, where approximately 16 billion litres per annum are produced from sugarcane. It may be surprising to learn that nearly two thirds of all new cars manufactured as of now are designed to run on a fuel mix of biofuel.
In Europe, the European Union has set a 2010 target for 5.75% of transport fuel to come from biofuel. Regulation changes with Formula 1 Grand Prix racing specify that fuel used to contest the World Championship in 2008 must be 5.75% biofuel and biofuel is already making inroads into other forms of motorsport; last year Volvo entered the World Touring Car Championship with a bioethanol fuelled car.
In the realm of off-highway heavy plant, research into the use of biofuels has been carried out over a number of years. First generation biofuels (as discussed here) are already being used in a number of applications. As with road transport the best results in terms of performance and efficiency have come from using a mix, or blend (up to 30%) of biofuel
with (70%) mineral diesel without experiencing major issues. Of importance in this area is the quality of fuel used, which should conform to agreed standards, and the way in which the fuel is handled and distributed.
It could be argued that alternative fuels should be considered complementary to, rather than a replacement for, mineral/fossil fuels. In the current climate with mineral fuels commanding high prices, it may be suggested that alternatives such as biofuels can be used side-by-side, together with mineral fuels, to manage cost and reserves.
aRE BiOFuElS mORE EFFiCiEnt?Efficiency is calculated by an equation where the output is divided by the input and expressed as a percentage, so efficiency of a fuel can never exceed 100%. In mechanical terms, input is the fuel (which has an energy value) and output is the performance or function of the machine, measured against the amount of fuel used, the end result being calculated as efficiency in percentage terms. A Kilowatt-hour is a standard measure of power usage.
The following comparison is enlightening. Traditional mineral oil diesel has been found to be approx 35% energy efficient; bioethanol has been tested at between 15% & 18% energy efficient. However, the combustion of mineral oil diesel releases approx 750g of carbon per Kilowatt hour, whilst the combustion of bioethanol releases between 100g and 200g of carbon per Kilowatt-hour.
Basically what this means is that biofuel is less efficient in terms of useful energy converted by combustion, but it does release significantly less carbon in emissions, widely believed to be a major contributor to poor air quality and global warming. It could be argued that the cultivation of crops to be used in biofuel production will contribute to the conversion of carbon dioxide back into oxygen by means of photosynthesis. However, although this is true to some extent, biofuels are not carbon neutral.

19September 2008
SPECial REPORt
A number of interesting questions are raised. Can the reduced carbon emissions be offset against the carbon released during the fertilisation, production and harvesting of crops used in production of biofuels? What are the financial cost implications?
aRE BiOFuElS BEttER FOR tHE EnViROnmEnt?
An editorial in the Wall Street Journal on the 17th June 2006 stated:
“The most widely cited research on this subject comes from Cornell’s David Pimental and Berkeley’s Ted Patzek. They’ve found that it takes more than a gallon of fossil fuel to make one gallon of ethanol — 29% more. That’s because it takes enormous amounts of fossil-fuel energy to grow corn (using fertiliser and irrigation), to transport the crops and then to turn that corn into ethanol.”
The production of biofuel involves a significant amount of fossil fuel in the growth and harvesting of crops and in the energy intensive production process. There could be a slightly misguided perception that biofuels are carbon neutral or very low in emissions. This would not appear to be the case and although releases of carbon from the use of biofuel may be less than those of traditional fuels, the decreased efficiency of the fuel requires more of it to be used, so the carbon benefits of biofuel may not be as advantageous in real applications, as appears on paper. In fact the greatest disadvantage of biofuel is its relative inefficiency in terms of power output. On the other hand, biofuel is non-toxic and biodegradeable.
Other wider reaching environmental issues also exist. Environmentalists are concerned that the shift towards producing biofuel crops in large quantity will have a damaging effect on the natural environment
and existing ecosystems. In some parts of the world there is a very real danger that cash crops such as those used for the production of fuel will be planted in place of traditional crops, which are now no longer economically viable. There is also speculation that woodland or even rainforest could be cut down and the land used to grow crops for use as biofuel. The knock on effects of this in terms of ecosystems could have a much wider impact, with some species of plants and animals becoming rare or in some part extinct. Clearly the production & application of biofuels would need to be managed responsibly.
COnCluSiOnIn conclusion, biofuel is less power-dense than fossil fuel, which has a negative effect on efficiency. Research suggests that biofuel is more expensive to produce and not necessarily any better for the environment, so the question really is: Why bother with biofuel at all?
The simple answer is that fossil fuel is a finite resource with limited reserves and when it is gone, it is gone. Fossil fuels take thousands of years to be naturally replaced and these fuels, such as mineral oil, are being consumed at a much faster rate than the planet can replenish them. Alternatives must be explored and evaluated. Governments and businesses have a social responsibility to investigate the possibilities of using sustainable forms of fuel. Biofuel is renewable energy; it can be produced as a byproduct and also farmed as a crop for production.
What is needed is a responsible, balanced approach where biofuel is used to complement or sustain existing reserves of fossil fuels. Clearly an overnight switch to biofuels en-masse would not be beneficial from an environmental perspective, but as a responsible society, alternative fuels should be investigated and evaluated. Where there is a viable application (whereby efficiency is maintained and sustainable fuels used), biofuels should be examined to determine if integration into existing processes and systems is possible.
September 200820
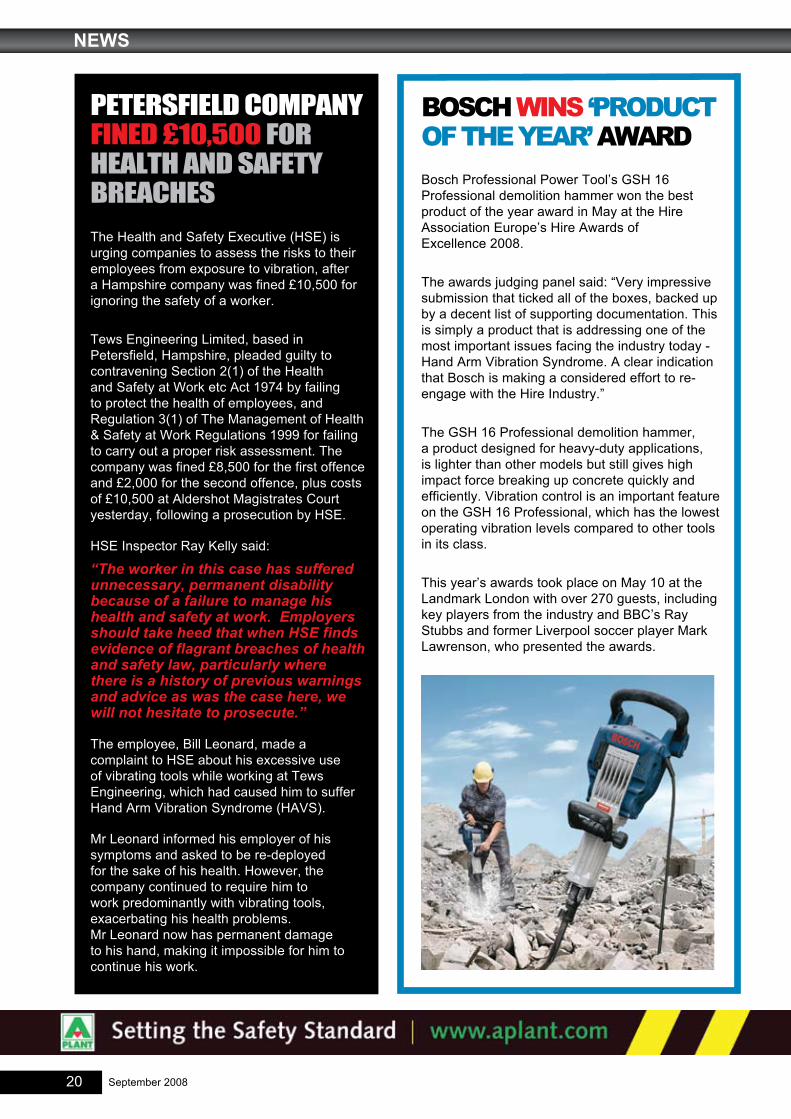
BOSCH WINS ‘PRODUCT OF THE YEAR’ AWARDBosch Professional Power Tool’s GSH 16 Professional demolition hammer won the best product of the year award in May at the Hire Association Europe’s Hire Awards of Excellence 2008.
The awards judging panel said: “Very impressive submission that ticked all of the boxes, backed up by a decent list of supporting documentation. This is simply a product that is addressing one of the most important issues facing the industry today - Hand Arm Vibration Syndrome. A clear indication that Bosch is making a considered effort to re-engage with the Hire Industry.”
The GSH 16 Professional demolition hammer, a product designed for heavy-duty applications, is lighter than other models but still gives high impact force breaking up concrete quickly and efficiently. Vibration control is an important feature on the GSH 16 Professional, which has the lowest operating vibration levels compared to other tools in its class.
This year’s awards took place on May 10 at the Landmark London with over 270 guests, including key players from the industry and BBC’s Ray Stubbs and former Liverpool soccer player Mark Lawrenson, who presented the awards.
PETERSFIELD COMPANY FINED £10,500 FOR HEALTH AND SAFETY BREACHESThe Health and Safety Executive (HSE) is urging companies to assess the risks to their employees from exposure to vibration, after a Hampshire company was fined £10,500 for ignoring the safety of a worker.
Tews Engineering Limited, based in Petersfield, Hampshire, pleaded guilty to contravening Section 2(1) of the Health and Safety at Work etc Act 1974 by failing to protect the health of employees, and Regulation 3(1) of The Management of Health & Safety at Work Regulations 1999 for failing to carry out a proper risk assessment. The company was fined £8,500 for the first offence and £2,000 for the second offence, plus costs of £10,500 at Aldershot Magistrates Court yesterday, following a prosecution by HSE.
HSE Inspector Ray Kelly said:
“The worker in this case has suffered unnecessary, permanent disability because of a failure to manage his health and safety at work. Employers should take heed that when HSE finds evidence of flagrant breaches of health and safety law, particularly where there is a history of previous warnings and advice as was the case here, we will not hesitate to prosecute.”
The employee, Bill Leonard, made a complaint to HSE about his excessive use of vibrating tools while working at Tews Engineering, which had caused him to suffer Hand Arm Vibration Syndrome (HAVS).
Mr Leonard informed his employer of his symptoms and asked to be re-deployed for the sake of his health. However, the company continued to require him to work predominantly with vibrating tools, exacerbating his health problems. Mr Leonard now has permanent damage to his hand, making it impossible for him to continue his work.
nEwS
21September 2008
SAFETY ALERT (ALT-002)
Mobile Elevating Work PlatformsBaCKGROunD
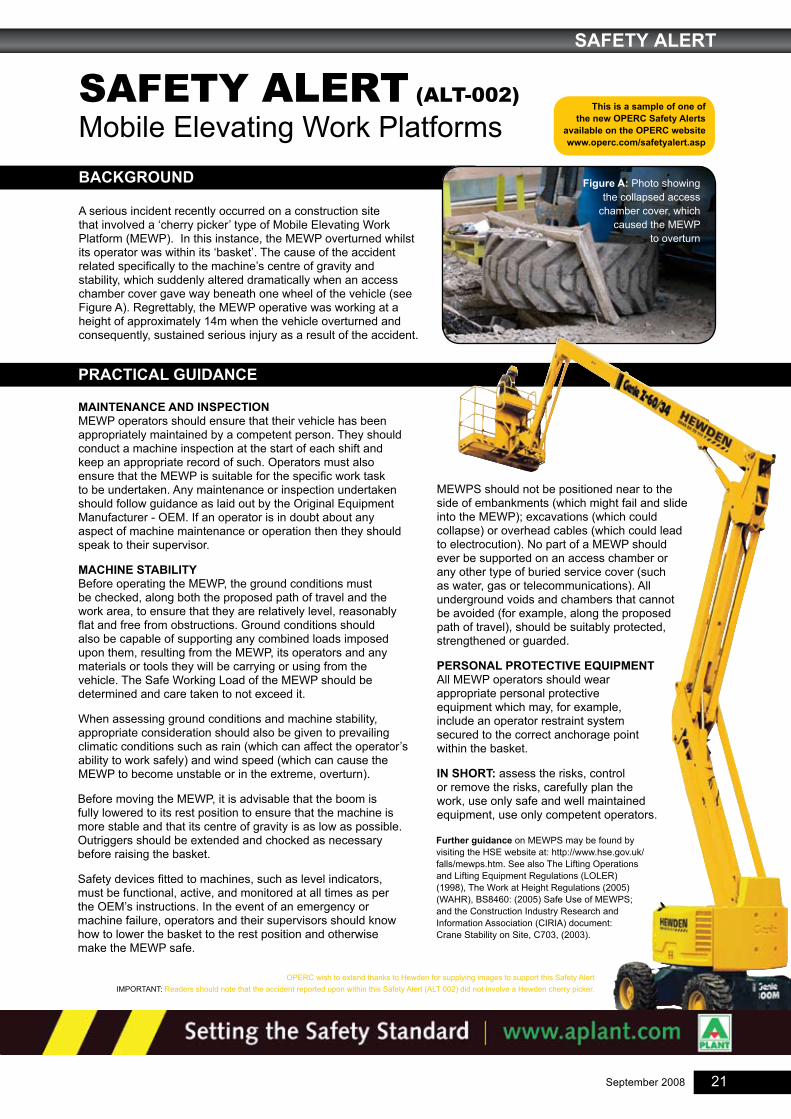
A serious incident recently occurred on a construction site that involved a ‘cherry picker’ type of Mobile Elevating Work Platform (MEWP). In this instance, the MEWP overturned whilst its operator was within its ‘basket’. The cause of the accident related specifically to the machine’s centre of gravity and stability, which suddenly altered dramatically when an access chamber cover gave way beneath one wheel of the vehicle (see Figure A). Regrettably, the MEWP operative was working at a height of approximately 14m when the vehicle overturned and consequently, sustained serious injury as a result of the accident.
PRaCtiCal GuiDanCE
Figure a: Photo showing the collapsed access
chamber cover, which caused the MEWP
to overturn
maintEnanCE anD inSPECtiOn MEWP operators should ensure that their vehicle has been appropriately maintained by a competent person. They should conduct a machine inspection at the start of each shift and keep an appropriate record of such. Operators must also ensure that the MEWP is suitable for the specific work task to be undertaken. Any maintenance or inspection undertaken should follow guidance as laid out by the Original Equipment Manufacturer - OEM. If an operator is in doubt about any aspect of machine maintenance or operation then they should speak to their supervisor.
maCHinE StaBilitY Before operating the MEWP, the ground conditions must be checked, along both the proposed path of travel and the work area, to ensure that they are relatively level, reasonably flat and free from obstructions. Ground conditions should also be capable of supporting any combined loads imposed upon them, resulting from the MEWP, its operators and any materials or tools they will be carrying or using from the vehicle. The Safe Working Load of the MEWP should be determined and care taken to not exceed it.
When assessing ground conditions and machine stability, appropriate consideration should also be given to prevailing climatic conditions such as rain (which can affect the operator’s ability to work safely) and wind speed (which can cause the MEWP to become unstable or in the extreme, overturn).
Before moving the MEWP, it is advisable that the boom is fully lowered to its rest position to ensure that the machine is more stable and that its centre of gravity is as low as possible. Outriggers should be extended and chocked as necessary before raising the basket.
Safety devices fitted to machines, such as level indicators, must be functional, active, and monitored at all times as per the OEM’s instructions. In the event of an emergency or machine failure, operators and their supervisors should know how to lower the basket to the rest position and otherwise make the MEWP safe.
MEWPS should not be positioned near to the side of embankments (which might fail and slide into the MEWP); excavations (which could collapse) or overhead cables (which could lead to electrocution). No part of a MEWP should ever be supported on an access chamber or any other type of buried service cover (such as water, gas or telecommunications). All underground voids and chambers that cannot be avoided (for example, along the proposed path of travel), should be suitably protected, strengthened or guarded.
PERSOnal PROtECtiVE EquiPmEnt All MEWP operators should wear appropriate personal protective equipment which may, for example, include an operator restraint system secured to the correct anchorage point within the basket.
in SHORt: assess the risks, control or remove the risks, carefully plan the work, use only safe and well maintained equipment, use only competent operators.
Further guidance on MEWPS may be found by visiting the HSE website at: http://www.hse.gov.uk/falls/mewps.htm. See also The Lifting Operations and Lifting Equipment Regulations (LOLER) (1998), The Work at Height Regulations (2005) (WAHR), BS8460: (2005) Safe Use of MEWPS; and the Construction Industry Research and Information Association (CIRIA) document: Crane Stability on Site, C703, (2003).
this is a sample of one of the new OPERC Safety alerts
available on the OPERC website www.operc.com/safetyalert.asp
OPERC wish to extend thanks to Hewden for supplying images to support this Safety Alert IMPORTANT: Readers should note that the accident reported upon within this Safety Alert (ALT 002) did not involve a Hewden cherry picker.
SaFEtY alERt

22
It is now widely acknowledged that panic in the world’s financial markets has led to a steep fall in share prices and in turn the current credit crunch. To help underpin and support the banking system, the UK government has backed the Bank of England’s £50 billion plan to help prevent additional damage to the UK banking system. Banks themselves are also seeking additional finances. For example, the Royal Bank of Scotland has requested £12 billion from shareholders to bolster its financial position. Barclays too has recently reported losses in the first quarter of the year and has blamed tough market conditions.
Where did this economic uncertainty start and what consequences will it have for the plant and equipment community? In simple terms, consumers have borrowed too much funding from banks to support an insatiable desire for bigger homes, cars and other consumables. As the economy has slowed down globally, many of these possessions have been reclaimed but cannot be sold on because prudent investors have recognised the economic slowdown and have instead sat on finances. With more homes, cars and consumables flooding into the market, sales are beginning to grind to a halt. This is a classic supply-demand situation; there is too much supply so demand has fallen in line with the falling availability of finance. Unsold houses depress the market and so house prices fall again, work dries up and recession bites home.
This description is a purposefully simplistic explanation of causation, but provides background to the main concern of this article, which is to question what will happen
within the plant and equipment community as a result of this situation. The impact is varied but one has to begin by recognising that the plant and equipment sector is a service sector, a sector that provides facilities, products and services to other industries. Slow, or zero, growth and activity in the construction, quarrying and manufacturing industries will translate as a dearth of activity throughout the supply chain that supports these industries. Machine manufacturers at the head of the supply chain will probably feel the pinch first as demand for new machinery begins to slow down. The impact on the hire industry will soon follow as it will find it difficult to attract both finance from banks and also work from industry. The evidence of this is already there. At the recent SED event, various smaller hire contractors reported an unwillingness of some banks and finance houses to invest in new ventures – this could purely be chance or it could be just more evidence of a recession on its way.
If the recession that looms gloomily across the Atlantic does reach these shores, then one can expect to see hard times ahead including minimal profits and at worst insolvency. Shrewd industrialists are now battening down the hatches to cut losses now. Stories are rife about large, respectable companies who have encouraged staff into early retirement, cut back on training and marketing budgets and reduced investment in research and development to a minimum. Some industry specialists argue
that the recession is already with us; with increasing food and fuel prices, the housing market is beginning to show signs of a major slump. Some contractors have already cut back on the workforce and this will have major repercussions throughout the supply chain.
Lean times are ahead, if not already with us, but it looks as though those who prepare now are those who will survive this unfortunate downturn in economic fortune. Historically, companies that continue to invest during recession are the ones that increase market share post recession but it is extremely difficult to generalise or gamble when the future fortunes of your staff are at risk. Let us hope for normality and stability sooner rather than later.
Global credit crunchGlobal credit crunch
SPECial REPORt
September 200822

Global credit crunch

September 200824
SPECial REPORt
Over the past decade the plant and equipment community has continued to grow in stature, particularly since the quarrying, construction and civil engineering industries rely more today on machines than at any other point in the past. Whether your interest lies with small power tools or huge mobile machines, plant and machinery practitioners are now recognised as being the true professionals they are. To support those working within industry OPERC
has produced a wide range of reference materials and
resources; professional publications for senior managers and safety
practitioners, learning modules for
operators and managers, safety
alerts, an on-line health and safety test
to measure operator knowledge, to name but a few.
However, OPERC executive recently reviewed the materials and resources issued to industry and although the portfolio of guidance, and quality of that guidance, has increased considerably, the focus seems to be on either operators or managers working in the industry now, today. There are limited resources for the younger generations, things that will stimulate young minds and encourage them to consider a career in plant and machinery.
To begin to address this, OPERC Executive has taken the bold decision to launch a brand new children’s resource specifically devoted to plant and equipment. Yes, we’ve had Bob the Builder, Fireman Sam, Postman Pat and others but we’ve never really had our own dedicated plant and equipment crew! The OPERC initiative aims to address this by providing stories, animations, activities and information for children of all ages, all based around a central character Mike and his ‘magical machines’. After all, children love tractors, dump trucks and excavators so why not other machines. One only has to visit a JCB dancing diggers event or Royal Agricultural show to witness the power and awe of machines in the eyes of children.
A team was assembled at OPERC to focus on this (consisting of Miss Philippa Spittle, editor and narrator, Miss Karen Jones, graphics designer and Mr Geoff Tristram, artist) and the idea for Mike’s Magical Machines was born.

25September 2008
SPECial REPORt
Miss Spittle explains: “The central figure is a young boy called Mike whose dad is a machine operator. One day, Mike is playing with his toy machines in the garden shed when he discovers an old chair taken from a machine his Dad used to operate. When he sits on the chair something magical happens and before he knows it he is transported into a land where all his machines come to life.”
She continues: “The idea is that when Mike encounters a problem, or has a query, relating to machines (or the environments they operate in) in the real world, he can transport to this other world to find the solution with the help of his magical machines. We have created a close-knit group of machine friends with characters which will appeal to both boys and girls. The potential for the characters is huge and we hope that industry gets behind this latest initiative and supports it. We want to combine education with fun, and also introduce and reinforce key health and safety messages. ”
As a special preview taster for Plant and Equipment Professional readers, we have displayed some of the characters across these pages. The four younger characters - the backhoe twins Billy and Becky, Roland the Ride on Roller and Minnie (no prizes for guessing what she is!) – are Mike’s closest friends and together they help him solve his ‘real-world’ problems, often enlisting the help of the older characters such as Barry the Bulldozer and Chris ‘the Brain’ Crane!
Mr Adam Scorcese, OPERC Vice President said: “This is an excellent way to reach out to younger people and inspire them; it is something fun for them but at the same time provides an ideal way to educate and inform.”
The new website for Mike and his magical machines is nearly completed and an activity book containing most of the characters has already been published and is available for purchase for only £1.99. A second activity book is already underway, and all activities from the books will be available to be downloaded free of charge from the new website, as well as extra on-line games and activities.
We are also extremely grateful to Mr Fraser Pratt and Mr Chris Adams, formerly at Norton,
for supporting this work – hopefully other manufacturers will realise the benefit of
supporting initiatives that encourage younger people to become interested
in a career in the plant and equipment industry.

September 200826
Volvo L70F is ‘clean and green’ at WJ & AJW Ryman
WJ & AJW Ryman of Wall near Lichfield, Staffs have opted for a Volvo L70F for their green composting division, continuing their long association with Volvo that has spanned the last twenty five years.
For Andrew Ryman and his sons Richard and Stuart, opting once again for a Volvo loading shovel brings back memories of the time father, and then very young sons, purchased a Volvo BM 4200 in 1983. Purchased after a chance visit to the Volvo stand at a potato event held on the Royal Showground, the machine was put to work on Mr Ryman’s 1000 acre farm on the outskirts of Lichfield. Soon after, the performance, reliability and operator comfort prompted the purchase of an L30 that was sold by a young area manager working at that time for Volvo BM. “The very same machine, sold by the now European President for Volvo, Chris Rees, is still at work twenty years later,” muses Andrew Ryman. “Since then we reckon that the machine has handled well in excess of 100,000 tonnes of sugar beet as well as a multitude of other crops we harvest on the farm with just one engine rebuild”.
Andrew Ryman flanked by his sons Richard (left) and Stuart are stalwart fans of Volvo loading shovels
nEwS
27September 2008
Your virtual office assistant
Providing a 24/7 confidential, reliable and cost-effective on-line transcription service for all your typing requirements.
To learn more about us, visit our website at: www.typingmatters.co.uk
For an informal discussion about our services please contact us by:
Email: [email protected]
Tel: (01785) 606677
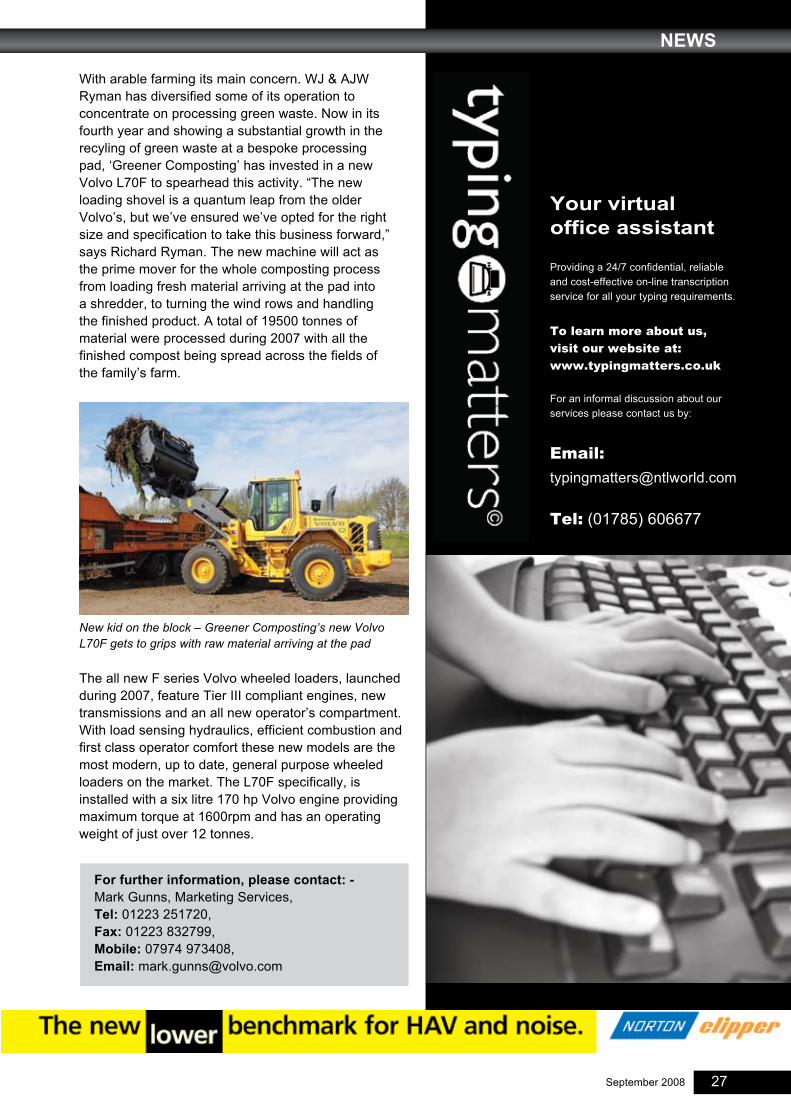
With arable farming its main concern. WJ & AJW Ryman has diversified some of its operation to concentrate on processing green waste. Now in its fourth year and showing a substantial growth in the recyling of green waste at a bespoke processing pad, ‘Greener Composting’ has invested in a new Volvo L70F to spearhead this activity. “The new loading shovel is a quantum leap from the older Volvo’s, but we’ve ensured we’ve opted for the right size and specification to take this business forward,” says Richard Ryman. The new machine will act as the prime mover for the whole composting process from loading fresh material arriving at the pad into a shredder, to turning the wind rows and handling the finished product. A total of 19500 tonnes of material were processed during 2007 with all the finished compost being spread across the fields of the family’s farm.
The all new F series Volvo wheeled loaders, launched during 2007, feature Tier III compliant engines, new transmissions and an all new operator’s compartment. With load sensing hydraulics, efficient combustion and first class operator comfort these new models are the most modern, up to date, general purpose wheeled loaders on the market. The L70F specifically, is installed with a six litre 170 hp Volvo engine providing maximum torque at 1600rpm and has an operating weight of just over 12 tonnes.
For further information, please contact: -Mark Gunns, Marketing Services, tel: 01223 251720, Fax: 01223 832799, mobile: 07974 973408, Email: [email protected]
New kid on the block – Greener Composting’s new Volvo L70F gets to grips with raw material arriving at the pad
nEwS

September 200828
Gavin Savage, Scotland Area Manager for Pennine, said, “Team Scotland, as we are known throughout the company, has developed exponentially over the last nine months. Due to continued business growth in Scotland – we have exceeded our budgeted target for the first six months of this year – a move was needed to keep in line with our increased workload in the region.”
Pennine is currently working on several school projects in Perth and the Central Belt, providing ground improvement as part of the redevelopment of schools across Scotland. Other recent work includes a number of residential, retail and industrial contracts stretching from Dumfries to the Highlands.
Pennine Scotland PILES ON THE BUSINESS
nEwS
Gavin Savage, Scotland Area Manager
for Pennine
Gavin Savage continued, “Our diverse client portfolio has helped drive the growth for the Scottish office. This diversity has had a positive impact on our business, ensuring we remain active, even during the historically quiet summer period.”
Pennine was formed in 1989 and became a part of Balfour Beatty Ground Engineering in 2005. The company is renowned for its high standards as a contractor in the UK and worldwide, offering a complete design and installation process for ground improvements. Recent projects include Palm Island, Dubai, the widening of the M6 in Carlisle and the Port of Valencia, Spain.
Scottish Office details: Pennine Suite 44 Stirling Business Centre wellgreen Place Stirling FK8 2DZ
tel: 01786 431440 Email: [email protected]
Following the recent expansion of its Scottish team, Pennine, part of Balfour Beatty Ground Engineering, has moved its regional office to larger premises in Stirling. the ground improvement specialist has relocated to accommodate the rapidly growing Scottish team (which has more than doubled in size in the last year); an indication of the strength of Pennine’s business in Scotland.
29September 2008

September 200830
BaSiC SPECiFiCatiOnS:
mODEl | lR 624 litronic | lR 634 litronic
OPERatinG wEiGHt | 16.89-18.55 tonnes 20.75-22.70 tonnes
EnGinE OutPut | 105kw (143HP) | 135kw (184HP)
BuCKEt CaPaCitiES | 1.50-1.80m³ | 1.90-2.40m³
Renowned for designing and building specialist equipment for numerous materials handling applications, Liebherr claims to be the UK market leader in crawler loaders for landfill tasks. The latest Generation IV fully hydrostatic tracked loading shovels include two models in the range which are specifically engineered and factory-built for all the requirements of landfill work – the LR 624 Litronic and the LR 634 Litronic. A number of specific landfill features have been designed into the machines and the latest engine technology is employed to ensure reliability, performance, fuel economy and reduced noise and exhaust emissions.
Liebherr’s well proven and highly developed hydrostatic drive system remains at the heart of the crawler loader range, which now also includes the well-proven high-technology Litronic engine and hydraulics management system to ensure optimum output and efficiency at all times, as well as fulfilling a diagnostic role for maintenance and workover.
One of the most versatile machine ranges employed on landfill, Liebherr hydrostatic crawler loaders are capable of a wide variety of tasks, including:- loading and carrying, sorting and condensing garbage, bulldozing and grading. Additionally, these machines also come into their own for spreading landfill cover or on general earthmoving duties when new cells have to be created.
Standard landfill specification includes all the necessary features required to protect the machine and operator – even on the most arduous of sites. These features include lift cylinder covers, external air supply alternator, exhaust manifold isolation, radiator guard, engine air pre-cleaner with automatic dust ejection, cooling system reversible fan, final drive protection rings and fine perforated plates to the engine housing. Optional extras are available such as rear striker bar, fuel tank guard, track shoes with trapezoidal holes and tilt cylinder guard. Rear-view CCTV systems can be installed, as can an automatic central lubrication system.
For the operator, the spacious cab on Liebherr crawler loaders is a comfortable, functional and safe work station for optimum performance and minimum fatigue, is glazed with tinted armoured glass and is fully ROPS and FOPS protected. Employing the science of ergonomics, the cab is lightly pressurised to prevent dust and odour incursion and is fully air-conditioned. A fully adjustable seat, with ventral safety belt, includes twin joystick controls integrated into the armrests – one for travel speed and direction, the other for
attachment movements; Liebherr also offers an option of steering pedals via V-pattern travel control. There is even a lockable storage space under the armrest, a cup holder, coat hook and a 12v electric coolbox.
Front end attachments include standard, multi-purpose, waste and clamshell buckets with appropriate bolt-on or flush-mounted weld adaptors for teeth and cutting edges suited to the purpose. A rear-mounted rigid drawbar or three-shank ripper can also be fitted and the latter is particularly useful for loosening overburden.
SpecialiSt crawler loaderS for landfill applicationS
liebherr’S
nEwS

31September 2008
A-Plant Launches New Customer and Technical Training Centre
A-Plant, one of the UK’s largest providers of plant, tool and specialist equipment hire, has opened a new National Customer & Technical Training Centre in Nottingham. Established as a complementary value added service to A-Plant’s market-leading equipment rental service, the new Centre will provide a central focus for the delivery of a wide range of training courses designed to meet the needs of A-Plant customers.
The courses initially available are designed to enable companies within the construction, manufacturing, water, medical, health, process, service and allied sectors to comply with ever-changing industrial and legislative demands.
Substantial and continual investment in the Health and Safety market in particular, has ensured that A-Plant is at the forefront of industry practice and certification, offering Health and Safety training to the highest standards possible. The training in this area forms part of A-Plant’s commitment to increasing health and safety levels for its own employees and also for employees in all the industries it serves.
Bob Harper, Head of the new National Customer & Technical Training Centre, said: “At A-Plant we understand that many of our customers are looking for training support in many areas, particularly in connection with health and safety - that’s why we’ve invested in our new Customer & Technical Training centre in Nottingham. We already provide training solutions in a number of key areas but we are also committed to working with customers to identify additional training solutions that can add value for them.”
A-Plant’s Customer & Technical Training Centre offers a wide range of training, including courses in connection with Manual Handling, Abrasive Wheels, Working at Height, Safety Harness Awareness, Fall Arrest, Driver Load/Unload and Site Safety Awareness including CSCS test preparation.
A-Plant is an accredited IPAF and PASMA Training provider delivering accredited and certificated PASMA Mobile Access Tower Training and IPAF Mobile Elevated Work Platform (MEWP) Operator, Demonstrator and Harness Training. All the programmes available at the National Customer Training Centre in Nottingham can also be delivered at customer sites anywhere in the UK.
For more detailed information about A-Plant training services visit www.aplant.com or call the Customer & Technical Training team on Tel: 0845 600 8573.
nEwS

September 200832
SPECial REPORt
The Control of Noise at Work Regulations 2005 came into force in Great Britain on 6 April 2006, with the exception of the music and entertainment sectors where they came into force on 6 April 2008. The fundamental aim of these revised regulations is to protect workers from excessive noise in the workplace. However, this noise legislation does not appear so far to have had the same impact upon industry as the comparative vibration regulations, and yet noise-induced hearing loss is the most common occupational disease in Europe and accounts for a third of all work-related diseases.
The damage caused by excessive noise exposure upon the human ear can be irreparable, with the most obvious and significant effect being a total loss of hearing. According to the Health and Safety Executive (HSE), over 1.1 million people in the UK are exposed to potentially damaging noise levels in their workplace and a further 170,000 already suffer from deafness or other noise-related ear conditions as a result of this exposure1. However, hearing loss is not the only way a person’s health and safety can be affected by noise at work; other effects include:
tinnitus – a ringing sensation in the ears which can be more distressing than hearing loss itself;
stress and tiredness – which can occur even where noise levels are not high enough to cause
hearing damage, depending upon the type of noise, the complexity of the work task and how much concentration is needed;
loss of balance or an inability to concentrate;
an increase in the risk of accidents, as noise can
cover warning sounds, such as the reversing
signal on a vehicle, or make it more difficult to hear and understand what someone is saying; and
for pregnant women, health risks to the unborn child, as there is evidence
that exposure to loud noises
in the womb can potentially affect
hearing in later life.
Work that includes the use of vibrating tools
and equipment, or chemical solvents called ‘ototoxics’, may
also increase the risk to hearing.
This list makes compelling reading and yet there are still some who continue to rely on personal protective equipment (PPE) as the main way to protect workers from noise, even though this should be the last line of defence. What safety managers should do, in accordance with the noise regulations, is to undertake a proper risk assessment of the impact of noise in the workplace and then, if necessary, implement a planned programme of noise control measures. These measures will include reducing the noise level produced by plant and equipment (for example using
SSSHHH – QUIET PLEASE! IT’S THE NOISE AT WORK REgULATIONS!

33September 2008
SPECial REPORt
1 To support the Regulations, the Health and Safety Executive (HSE) has developed some excellent resources, many of which can be downloaded free of charge from: http://www.hse.gov.uk/noise.
2 OPERC has recently revised and released its Noise at Work self-study module for employees (see separate article in this issue) and this is available from the OPERC bookshop at www.operc.com.
quieter machines or applying engineering controls such as silencers, damping, and so forth) and reducing the noise levels reaching workers (through the use of sound enclosures, barriers and sound-proofing).
Unfortunately, the issue of noise in the workplace seems to have become lost somewhere behind the hysteria that has surrounded hand-arm vibration. Indeed, recent research work conducted at Loughborough University would suggest that although managers on site are becoming more aware of noise as an issue, workers remain largely ignorant of the requirements and/or how to protect themselves and their colleagues from excessive noise2.
Mr Barry Robinson, MBE, OPERC Chief Examiner said: “This is potentially a time bomb for future generations of managers to deal with unless we either rethink or reinvigorate our existing strategies to deal with noise.”
The good news is that many manufacturers are taking the issue of noise seriously and are in the process of developing new innovative techniques to remove the noisy processes, dampen the noise of the tool at source and even design new appendages that are claimed to be near silent. Such innovations will increase the demand for these products, as industry realises that an alternative and safer choice is available, often at no extra cost to the end user. This approach of acknowledging a need and developing a solution to cater for that need is exactly what defines an ethical manufacturer and no doubt the market share of such manufacturers will increase as a result.

September 200834
nEwS
Norton’s revolutionary SILENCIO diamond blade range is taking the construction industry by storm. These new blades combine the very latest developments in advanced segment technology with Norton’s own patent-pending noise-damping technology to create a truly outstanding diamond blade performance.
Norton SILENCIO diamond blades use patent-pending steel core and gullet designs that virtually eliminate all blade noise. And Norton SILENCIO diamond blades are proving to be especially efficient in the high-frequencies (2-6kHz), which are the most painful and disturbing, and carry the furthest. Both solutions jointly reduce the total noise level by up to 15 dB(A), and specific frequency bands by up to 25 dB(A), - that’s a massive 30% reduction - making these blades perfect for sensitive locations including pedestrian areas, schools and hospitals.
And thanks to a new Saint-Gobain specification, these newly developed
15mm segmented diamond blades, fine-tuned for each application and available in three different specifications for petrol handheld saws, floor saws and masonry saws, are proving to be the fastest cutting diamond blade in the Clipper range.
Such noise reduction is, for instance, the difference between the noise in a discotheque and that of a lorry. The noise reduction of these newly developed steel-centers is more than four times as effective as lasers-cuts and more than twice as effective as conventional copper-sandwich steel-centers.
Diamond blades, when used predominantly on petrol handheld saws, floor saws and masonry saws, generate noise up to 115 dB(A) - equivalent to a rock concert or an aircraft passing low overhead. The blade noise is mainly generated by the microscopic oscillations of the steel-center under pressure in the cut.
The need to use ‘silent’ diamond blades in pedestrian and residential
The new star in diamond blade performance
As the graph shows, Norton Silencio is especially efficient in the high-frequencies, which are the most painful and
disturbing, and carry the farthest.
‘Whistle’ noise is generated when a blade is spinning because of the air flowing through
the gullets and this can produce noise up to115dB (A) in petrol hand-held saws, floor
saws and masonry saws. Norton SILENCIO diamond blades use a new patent-pending design that prevents any airflow inside the
steel-centre gullets and completely cancels out the whistling effect.
areas, city-centres, schools and hospitals which are especially sensitive to noise has become more urgent with concerns about its effect on people without adequate protection passing close to or being in the vicinity of sawing and cutting. Construction workers will be adequately protected by PPE such as ear-defenders, however, cutting usually takes place in the open, where the noise spreads to adjacent areas and directly affects the public.
Local authorities are increasingly monitoring construction activity to minimise pollution caused by noise, dust and other nuisances. The Control of Pollution Act 1974 enables local authorities to impose conditions on the way in which work is carried out on construction sites and public works in order to limit the noise impact on surrounding dwellings and people.
In addition, any reduction in noise levels when operating diamond blades inside buildings is welcomed as the noise generated is increased by the reverberations from the surrounding walls and ceilings; the possibility of using Silenced centre blades is a great advantage to everyone.
For further information contact norton on 01785 279550
email: [email protected]
Visit: www.construction.norton.eu
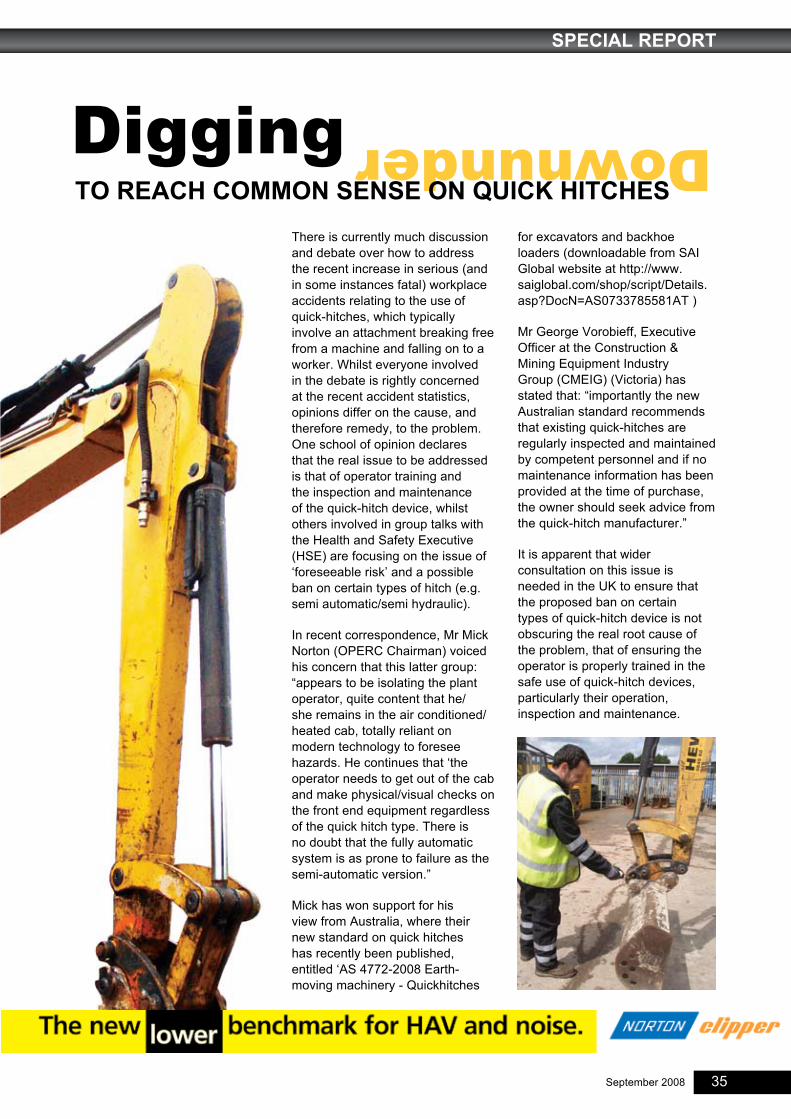
35September 2008
There is currently much discussion and debate over how to address the recent increase in serious (and in some instances fatal) workplace accidents relating to the use of quick-hitches, which typically involve an attachment breaking free from a machine and falling on to a worker. Whilst everyone involved in the debate is rightly concerned at the recent accident statistics, opinions differ on the cause, and therefore remedy, to the problem. One school of opinion declares that the real issue to be addressed is that of operator training and the inspection and maintenance of the quick-hitch device, whilst others involved in group talks with the Health and Safety Executive (HSE) are focusing on the issue of ‘foreseeable risk’ and a possible ban on certain types of hitch (e.g. semi automatic/semi hydraulic).
In recent correspondence, Mr Mick Norton (OPERC Chairman) voiced his concern that this latter group: “appears to be isolating the plant operator, quite content that he/she remains in the air conditioned/heated cab, totally reliant on modern technology to foresee hazards. He continues that ‘the operator needs to get out of the cab and make physical/visual checks on the front end equipment regardless of the quick hitch type. There is no doubt that the fully automatic system is as prone to failure as the semi-automatic version.”
Mick has won support for his view from Australia, where their new standard on quick hitches has recently been published, entitled ‘AS 4772-2008 Earth-moving machinery - Quickhitches
for excavators and backhoe loaders (downloadable from SAI Global website at http://www.saiglobal.com/shop/script/Details.asp?DocN=AS0733785581AT )
Mr George Vorobieff, Executive Officer at the Construction & Mining Equipment Industry Group (CMEIG) (Victoria) has stated that: “importantly the new Australian standard recommends that existing quick-hitches are regularly inspected and maintained by competent personnel and if no maintenance information has been provided at the time of purchase, the owner should seek advice from the quick-hitch manufacturer.”
It is apparent that wider consultation on this issue is needed in the UK to ensure that the proposed ban on certain types of quick-hitch device is not obscuring the real root cause of the problem, that of ensuring the operator is properly trained in the safe use of quick-hitch devices, particularly their operation, inspection and maintenance.
DownunderDiggingtO REaCH COmmOn SEnSE On quiCK HitCHES
SPECial REPORt

September 200836
nEwS
Manufacturer tool hire by stealth?The hire sector is an essential part of the plant and equipment community, not least because it provides an invaluable service to industry as and when such is required. The standard of expertise across the wide range of products and services provided by hire companies is phenomenal and in the absence of this service, industry would be forced to purchase expensive equipment that may not be utilised fully (the costs of low utilisation rates are often discounted by the inexperienced purchaser of tools). Consider the last recession in the early 1990s. Prior to the recession, many within industry had invested huge amounts of liquid cash into capital assets such as plant and equipment. However, once the recession hit home, liquid cash contained within these capital assets could not be realised to pay bills and debts and so many companies went bankrupt. Those who streamlined activities and utilised hire survived the economic storm and grew stronger post recession. Hire companies today also provide invaluable health and safety guidance materials to customers, ensure that products hired are well maintained and serviced and pull together a myriad of products from a wide range of manufacturers into a one-stop-shop.
In recent months the industry has been buzzing with the news that some tool manufacturers may now be beginning to compete with their traditional hire customers by offering what has become known as ‘hire by stealth’ directly to wider industry. Allegedly, some deals offer a complete repair and maintenance contract over a specified period of tool ownership and monthly rates of purchase that are competing with hire costs. Whilst this situation may be common throughout Continental Europe, our European cousins have failed to notice that the UK is not part of Continental Europe and that our industry is not structured in the
same way. Hence the growth of the hire sector in this country to satisfy the need of UK industry. Some refer to the fact that the UK is only a small part of the global economy and question why the UK should be different and why there should not be a standard for Europe? Whilst generic standards are fine, the global corporate community has for some time recognised the value of individuality. Take for example, the huge campaign by HSBC bank; a campaign that specifically attempts to address local needs and customs. Failure to take account of these strong drivers of customer satisfaction will invariably leave customers feeling undervalued and unwanted.
Does this latest news mean that the tool hire company will disappear? The answer is most definitely no for the larger hire companies. Nevertheless, it does mean that some tool manufacturers, who may also hire, are now in direct competition with the hire industry and as such, relations could become strained. The smaller hire companies are possibly at the greatest risk if this strategy is adopted by tool manufacturers since they do not have the economies of scale that their larger competitors exhibit – remembering that smaller companies could have to compete with manufacturers (their suppliers) and larger hire companies (their competitors). It is now quite possible that given the pending recession and potential competition from both sides, that smaller hire companies may find it increasingly difficult to compete.
In the longer term, one can foresee a Mexican stand-off developing and should this happen, then it is quite possible that the larger hire companies themselves may become more involved in tool manufacture – they certainly have the capability.
nEwSSPECial REPORt

37September 2008

September 200838
SPECial REPORt
WHY CARRY OUT PRE & POST OP CHECKS?There is a generally accepted axiom, that if you value something you take care of it. This applies equally to people, personal possessions and equipment that is used in day-to-day work. “Take good care of your tools and they will take good care of you”. At the heart of the quarrying industry lies plant, both fixed and mobile - large, expensive machinery vital to the business of extracting and processing rock. Quarrying sites are naturally hard environments with challenging conditions throughout the entire year. Therefore it makes sense to take care of the condition of mobile plant, as it is essential to the business of quarrying.
In order to ensure that mobile plant is maintained in good, safe working order most quarries should have a policy of carrying out checks on the condition of the machine at the beginning of the shift and after use at the end of a shift. Large companies often have uniform procedures for carrying out these checks and have developed checklists to aid operators when carrying out checks. But how effective are these ‘pre and post op’ checks? Do they really ensure that plant is maintained in good, safe working order?
PRE & POST OPERATION CHECKS WITHIN QUARRIES wHat tO lOOK FOR anD wHY
WHEN SHOULD PRE AND POST OP CHECKS BE CARRIED OUT?In a perfect world, pre and post operation checks would be carried out every time a machine is used, however this is seldom practical. Certainly a machine should be checked daily before the shift begins, especially if the machine has been stood overnight or for a period of time. A post op check may take place at the end of the shift or at the end of the working day. It may be considered best practice to make a brief check of the machine between shifts, as faults and defects may have developed through use on previous shifts. Obviously a full pre op check cannot be carried out when components and lubricants in the machine may be hot from operation. Nevertheless it is important to ensure that a machine is in good, safe working order when it is under one’s responsible charge.

39September 2008
SPECial REPORt
HOW SHOULD PRE & POST OP CHECKS BE CARRIED OUT?
aRtiClE BY MR gAVIN BRAIN
What things should be considered when carrying out a pre op check? Although there are differences between types of plant and manufacturers, as a general rule the following basic checks should always be carried out to determine condition and signs of damage:
Tyres – condition & pressure
Wheels and wheel nuts – damage, signs of oil leaking from hub – wheels nuts all present and tightly fixedSteps and handrails
Windows & mirrors
Cameras/reversing alarms and VMS
Exhaust
Lights and beacons
Axles
Rams, joints and pins
Hydraulic pipes
Prop shaft and articulated joints – if fitted
Locking bar – fixed in place with all locking pins
Mud flaps/guards
Engine compartment – leaks, wear, signs of damage and component securityDrive belts
Radiator & cooling fan – especially its condition and signs of leaksEngine oil – levels checked and topped up if required
Transmission oil – levels checked and topped up if requiredHydraulic oil – levels checked and topped up if necessaryCoolant – checked and topped up if required
Washer reservoir – checked and topped up if required
Road tax – if required
Licence plate – if required
Some additional checks may also be required depending on the plant in question. For a dumper, the following should also be checked:
Rear window guard
Suspension units
Stabiliser bar
‘A’ Frame
Butt – all welds and hinges
Brake reservoirs
And for a wheeled loader:
Stop blocks
Bucket – condition of teeth, wear plate, cutting edge and all weldsGrease reservoir
Once these external checks have taken place, a number of further system checks are required. The battery isolator can be switched on and the cab should be entered using three points of contact. It should be clean and any obstructions on the floor of the cab removed. The vehicle should be in neutral with the park brake applied and the following checks than made:
Seat – condition & position
Seat belt
Mirrors – set correctly
continued on next page...
September 200840
SPECial REPORt
A full all-round visual check should also be carried out before moving off and commencing work. There are a number of things to check and one effective technique to cover everything and leave nothing out, is to start at the steps to the cab. Looking from the top of the vehicle to the bottom, check all aspects that can be seen, from the flashing beacon down to evidence of leaks underneath the machine. Then take two steps to the right and repeat the process, top – to bottom. This should include the dumper body or loader engine compartment and rear wheel. This process can be repeated all around the machine, to the front and finally arriving back at the cab steps, ready to continue checks inside the cab. A check should also be made to ensure that the ground conditions are safe, preferably dry and not wet or icy, so that there is no risk of slips, trips and falls whilst the checks are carried out. A post operative check would include visual inspection to check that there has been no deterioration of plant condition during the period of operation.
WHO HAS RESPONSIBILITY FOR PLANT CONDITION?One potential issue that may arise is where more than one person operates a given piece of plant. The danger that may develop is that no one takes ‘ownership’ or responsibility for it. It stands to reason that if an individual is the main driver of an item of mobile plant, and operates solely on that particular piece of plant, then that individual takes on a sense of ownership. Where a piece of mobile plant is spare, rarely used or used by a number of different people, then ownership may not fall to any of the people who use it. In situations like this, it is easy to assume that someone else has carried out the pre and post op checks. However, the ultimate responsibility for checking the plant must always fall to the individual who will be using it.
Once an item of plant falls into a state of poor maintenance, those concerned for the machine’s condition may lose interest. If an operator consistently carries out pre and post op checks and consistently flags up issues of maintenance, which are not addressed, they may become indifferent. On the other hand, management may reason that the machine is old and spending considerable sums of money to rectify faults would not be economically viable. This is a decision for management to make, however, plant should never be in service if faults have been raised which render the item of plant unsafe or a risk to health & safety.
In the event of a serious incident involving plant that is in poor condition or in need of maintenance, where there is evidence of the operator repeatedly recording defects, where would liability ultimately end? Managers have legislation to comply with, including HASWA & PUWER, and employees have the right to refuse putting themselves or others in danger and can decline to operate a poorly maintained, unsafe machine. Clearly it is a shared responsibility to report defects and rectify these as soon possible, distinguishing between when a plant is in safe condition and when it is not is clearly important.
PRE & POST OPERATION CHECKS wHat tO lOOK FOR anD wHY (CONT..)
The ignition should then be turned on and the following checked:
System Check
Fuel
Horn
Lights
Radar
Camera & screen
Warning lights and alarms
Reversing alarm
Steering
Secondary steering
Hydraulics
Brakes – hand brake holds when in gear & foot brake stops loader after short move

41September 2008
SPECial REPORt
WHAT FAULTS OR DEFECTS COULD MAKE PLANT UNSAFE?
In any instance where the safety of the operator or other personnel is threatened by the condition of mobile plant, it is highly recommended that the machine be taken out of service until it is made safe again. Some of the defects listed here are obvious; others are less so. For example, at what point does a fluid leak become major? On occasion in production driven industries, machines with leaks are sometimes kept topped up and running, because taking them out of service would not be financially expedient on a busy or small operation where there is inadequate cover. However, this would not be recommended as best practice, especially since environmental issues are increasingly prevalent. If a machine is leaking fluids, further advice should be sought and appropriate action taken.
There may additionally be less serious defects reported for a machine which do not require it to be taken out of service. Quite often, these minor faults are reported and the machine continues to be used until parts can be ordered and fitted.
aRtiClE BY MR gAVIN BRAIN
Some example defects are:
Brake lightsIndicatorsHeadlights particularly when working in poor visibility, or at night or during winterFlashing beaconsMinor cracks or chips to windscreen or windows
The following list gives examples of some of the faults, or defects, which occur on plant. These faults would render a machine unsafe and may require the machine to be parked up until faults are rectified
Reversing aids not working if fitted (this includes radars, lights, bleepers and camerasBrakes
Steering
Cracks in line of vision on windscreen
Mirrors - if their condition impairs vision
Headlights particularly when working in poor visibility, or at night or during winterIntegral vehicle structure (cracks in frame and joints)Potentially dangerous tyre damage (deep cuts and gashes in the tyre, bald tread or embedded foreign objects)Safety warning devices
Wipers
Steps and handrails and guardrails
Major oil leaks or fuel leaks
Damage to the seat or seatbelt
Door handles where they inhibit access and egressPark brake
(This list is not exhaustive)
However, it is often the little things that can have greatest impact. In 1986 the space shuttle Challenger was destroyed less than two minutes after launch due to an o-ring failure. A simple gasket, a seal - a component with no moving parts - failed and caused disaster and the loss of life as all crew on board were killed. It is in no way suggested that the particular component had not been checked for suitability and condition. Put simply a very basic, seemingly insignificant component failed with catastrophic results.
The importance of carrying out regular, conscientious pre and post op checks can never be underestimated as the safety and lives of those working in quarries is at stake.
thanks to mr t. Peek of aggregate industries and mr n. Philp of wBB minerals for assistance and information.

September 200842
CmPE Renaissance An interview with David Fielden CmPE national Chairman
As reported in the last issue of Plant and Equipment Professional, the Contractors Mechanical Plant Engineers (CMPE) have just elected Mr David Fielden (Yorkshire Branch) as their new National Chairman for 2008 to 2009. David is renowned for his direct, yet diplomatic, style and hence he currently enjoys the support of many within the association (which recently celebrated its 50th anniversary). David has expressed a strong desire to continue to reinvigorate CMPE and return the association to its former glory at a faster rate than many of his contemporaries had anticipated.
In his first interview for a major trade journal, David provides his frank and honest thoughts and opinions on how the CMPE can confidently move the association and its members forward into the future.
Q. What plans do you have for the CMPE over the next 12 months?
A. There are three main streams that I would wish to pursue over the next twelve months and these will only be achieved with the support of National Committee members.
First, I would want to move our very successful Certificate of Competence scheme for plant operators from being a paper-based system to a fully automated electronic system as soon as possible. Such a system will be far more streamlined and efficient and provide a better services to users whilst cutting costs and paperwork to a minimum. We have to acknowledge that the world has changed dramatically in recent years and young people today are more reliant upon having the very latest technology at their finger tips.
Second, I want to raise the profile of the CMPE website across wider industry through articles such as this, but also increase the quality and range of resources currently found on the website. We have a great and thoroughly dedicated team working on the website at present but more help and support may be required especially from existing members. Members of CMPE are experts in their own right
and who better to contribute to current debates, technical issues or future government policy? We have an untapped pool of resources here that is the envy of many and we need to encourage wider member participation. However, external support is also required and new sponsors for events, seminars and publications will be sought.
Third, I want to introduce a scheme for corporate members of the CMPE. We are currently running some trials within the Yorkshire region and this feasibility study will allow me to develop a strong case for a firm recommendation to National Committee members. It seems natural that CMPE should offer a corporate rate so that employees within a company can partake in the many benefits of membership.
Q. What do you see as your greatest challenge?
A. Without a doubt, we need to get more young people involved at National Committee meetings. We currently have about 600 members and many of these are young, upwardly mobile, professional engineers who hold fairly senior positions for their age. For some reason, we struggle to get these talented people to come to National Committee meetings and yet these are the very same professionals out there serving industry. We need to appeal to this youth and talent for new ideas, points of view and energy – let us not forget that they are the future.
PEOPlE

43September 2008
CmPE Renaissance An interview with David Fielden CmPE national Chairman
PEOPlE
Q. How do you see the future of the Certificate of Competence scheme?
A. The Certificate of Competence (Coc) scheme is going from strength to strength nationally but there are a few branches that could do a lot better. Since major improvements were implemented by the National Registrar, Chris Miller (of Staffs and Midlands branch), we seem to have benefited from a more efficient scheme, offering a service that cannot be met elsewhere. It is full credit to Chris and the CoC team for providing such an excellent service.
Q. What new services do you plan to unveil for members?
A. I intend to augment all services across the board but support from National Committee members is again essential, as the association must move forward together. Brand is an important focus for me though, as I want to make sure that more people throughout industry are aware of such things as what CMPE are all about, the excellent portfolio of services we have to offer, where we stand on important issues and how the association can help industry.
Our CNN Magazine, which is available to members, provides an excellent forum to disseminate technical information and guidance and we need to make more use of this invaluable resource.
Q. What plans do you have for CNN?
A. CNN needs to be relaunched and members need to be more proactive in supporting the editorial team. It is wonderful to see and read about important historical developments in the world of plant and machinery from retired members, since history helps educate new graduate engineers. However, it is equally important to provide information and guidance for professional people on the latest developments in industry today. We need a better balance within the magazine and I am confident that members will support this stance and help to prepare articles for inclusion.
Q. You often refer to people but what makes a good branch?
A. It is all down to the officers and members within a branch to be proactive and embrace new ideas, promote services and work with industry as and
when possible. There are some great branches out there and in particular Wessex, Staffs and Midlands and Yorkshire are all busy attracting new members, holding great seminars for industry and promoting industry best practice. In fact the Yorkshire branch has doubled its membership in recent years and this is all due to branch members being proactive. I have noticed that a small number of branches who no longer attract new members are not as active within industry, so industry does not see the benefit in joining that branch. Most CMPE members are good at networking and this is our real strength.
Q. What social activities do you offer?
A. There are some excellent activities held around the branches and also at national meetings. The ability to attend these social events is an excellent benefit of being a CMPE member as we frequently offer interesting talks and seminars from industrialists, trips to manufacturer plants, health and safety road shows and other more informal gatherings. These encourage and strengthen the network of professional colleagues and friends. Branch meetings are not exclusive to branch members as you can attend seminars at any branch – you will always be given a warm welcome!
Q. If there was one thing that you could achieve over the year, what would that be?
A. Without a doubt, to bring new blood into National Committee meetings. This may be seen as a contentious point and I do not wish to be disrespectful to members who have served the association faithfully for up to 15 years. However, we have to maintain currency and keep at the cutting edge of issues impacting upon industry; encouraging a younger input to the committee is essential if we want to secure a bright future for the CMPE over the next 50 years!
Q. David, who do you put your success down to?
A. Without a doubt, my strength is drawn from my much loved wife Gillian who works tirelessly to support both me and the association. She does a huge amount of work behind the scenes and success would be an empty word without her at my side.

September 200844
Expert opinion: Quick Tips for Site Managers to Check Competency Cards
Carol Pillinger Director / General manager EmP awarding Body limited
Knowledge Centre, Wyboston Lakes Wyboston, Beds MK44 3BY
tel: 01480 479267 DDi: 01480 479268 mob: 07786 448598 Fax: 01480 213854
web: www.empawards.com
EMP Awarding Body Ltd, Registered in England. Registered No: 5041935. Registered Office: 7 Regent Street, Nottingham NG1 5BS,
there have been some accidents investigated by HSE recently where the operatives involved have held competence cards. when HSE investigated further they found that the competence card seemed to have a questionable value because it was not issued by a credible body.
Who issued the card and are there sufficient details of the issuer to allow you to trace them and talk to them?
Has the company issuing the card any credibility in your industry? For example, is it accredited by a body like EMP – the accrediting body for the quarrying industry - or CSCS for the Construction industry
Does the card or the issuer’s website state the following?
Full details of the training the cardholder received
Full details of any assessment of competence which the cardholder undertook
If relevant, details of how the competence is benchmarked to the national occupational standards for that particular occupation
If it is not on the card issuer’s website then phone them and ask about these details
Is the card relevant to the industry? A CSCS card might be held for a piece of mobile plant, but does there need to be some CPD to make the competence relevant to a quarry rather than a construction site or vice versa?
How old is the card and is it still valid? If the card is a few years old you might want to question what CPD has taken place since then to maintain competency.
Can the issuer validate that the card is not a forgery by checking the candidate’s name and details on the card against their own database?
Lots of training companies issue cards these days but you need to feel confident about accepting them. HSE has a considerable amount of guidance on their website regarding competency and, as a manager or supervisor, you need to be completely clear that the card you are looking at matches that guidance.
A final point to remember: just because an employee or a contractor has a valid competence card, it does not remove the need for appropriate supervision.
165
4
32
If you are offered a competence card try to look for the following:
this article was outlined by
ms Carol Pillinger, Director / General
Manager, EMP Awarding Body Ltd
ExPERt OPiniOn
45September 2008
Introducing Grahame Tobin to OPERC ExecutiveOne of the key roles of the OPERC association is to actively engage and promote innovative products and services of leading professional bodies. One way is by periodically inviting senior members of the plant and equipment community onto OPERC Executive to contribute to the general direction of the association.
A latest recruit is Mr Grahame Tobin who has been the Training Standards Advisor for Independent Training Standards Scheme and Register (ITSSAR) since April 2004. Grahame said: “My role involves travelling the country, monitoring training delivered by Category 1 lift truck and plant instructors, as well as Category 2 training organisations, and monitoring tutors delivering instructor training at Category 3 training organisations. Other duties of the role are to attend HSE meetings and I am also the OPERC representative for ITSSAR. After 3 years hard work, and following a combined effort by myself and more importantly ITSSAR registrants, we have recently achieved Accrediting Body status in Southern Ireland. “
ITSSAR has been established since 1991 and operates from offices based in Wokingham, Berkshire. ITSSAR is approved and listed as an accrediting organisation by the Health & Safety Commission (HSC) in the Approved Code of Practice (ACoP) for Lift Truck Operator Training. Its sole function is to write and monitor training standards for a broad range of mechanical handling equipment including construction plant. This ensures that its registrants are delivering the highest quality of training within the workplace. Periodic review of all the course syllabus manuals
takes place and these manuals are re-addressed by the ITSSAR Standards Forum. This forum is made up of selected experienced ITSSAR training providers who have a vast knowledge and expertise in a wide range of mechanical handling equipment.
Grahame has an extensive history of training and education dating back to 1983 and full details can be found at: www.operc.com/grahame-tobin.asp
Grahame said “It is an honour to be selected for this position within OPERC; I hope to be able to make a positive contribution to the already high training and safety standards that OPERC promote.”
Mrs Lynda Dopson, Managing Director at ITSSAR said: “We are delighted to be invited to take a more proactive role at the centre of activity within OPERC and we are pleased to have Grahame as our representative.”
Given the extensive knowledge that Grahame clearly exhibits, particularly in relation to lift trucks, his appointment within OPERC Executive has been warmly welcomed.
For more information about itSSaR, readers should contact:
ms. lynda Dopson, Managing Director ITSSAR, Armstrong House, 28 Broad Street, Wokingham, Berkshire, RG40 1AB
tel: 0118 989 3229 Fax: 0118 979 6058 E-mail: [email protected]
PEOPlE
September 200846
MB nEwS mEGaBYtES
Step forward in Pendolino lengthening project An agreement has been reached with Virgin Rail Projects Ltd to support the Department for Transport’s plans to introduce longer ‘Pendolino’ trains on the West Coast Main Line.
HSE’s safety warning to farmers for the harvest seasonHealth and Safety Executive (HSE) figures show that in the 10 year-period between 1997/98 to 2006/07 there were 399 fatal accidents involving farm workers and 134 of these fatal incidents occurred during the harvest months of August, September and October. HSE is urging all farmers to take extra precautions with agricultural machinery during the harvest season.
High job numbers helped by more people coming off benefitsThe number of people claiming out-of-work benefits continues to fall. Alongside this, figures released by the Office for National Statistics show that the number of people in employment increased in the last 3 months. Work and Pensions Minister, James Plaskitt, said: “The welcome news is that the numbers on incapacity benefits and lone parent benefit continue to fall as our reforms kick in, and more people who were written off before now having the chance to join the high numbers in work. The disappointing news is the increase in unemployment, but there is considerable help available to people through Jobcentre Plus, where there are over 600,000 vacancies available at the moment.
Plant Hire Executive 21 this year!Plant Hire Executive which is fondly known as PHE is a monthly magazine that has gained a significant reputation for quality editorial and cutting edge articles. This year the magazine has been serving industry for 21 years and the Editors at PEP extend many congratulations to all involved in the production and distribution of this journal. Well done PHE!
Always remember that a fire cannot
start without a source of heat
or ignition’
nEwS mEGaBYtES
Have you thought about advertising in Plant and Equipment Professional?Email us at [email protected] for more details.

47September 2008
Letters to the EditorDo you have any views or opinions you would like to share with other readers?Send your letters to the Editor to:
On-track multimedia for OPERC
PO Box 5039 Dudley West Midlands DY1 9FQ
or email us quoting
‘Letters to the Editor’ to [email protected]
Competent to operate?
I have many years’ experience operating different plant items and I get
a little confused and sometimes angry with the number of card schemes
available. It seems as though in a mad rush to protect the ‘training
market’ for the big boys, us smaller operators always suffer. I’ve noticed
that work is slowing down in construction and so have decided to look
around for work in other industries. Lo and behold the cards I have do
not allow me to work in other industries and so it looks like doing yet
another exam, more assessment and as a result spending more money!
I understood that having an NVQ would show I am competent to operate,
but I still have to keep jumping through hoops. My question is, why
does the government allow this situation to continue? Surely it is not
in anyone’s interest to prevent people finding work so long as they are
qualified, competent and safe. What is the point of an NVQ if no one
recognises it? And, where does it say in the law that you have to have a
‘certain’ card? It all seems like a big money-go-round from where I’m
sitting.
Mr D Webster
Lancashire
industry Consultation Working within the plant and equipment community for a number of
years, I have witnessed a continual stream of quotations / citations from a
number of trade bodies, including OPERC, who claim to have consulted with
industry on various pieces of legislation and best practice guidance. What
I would like to know is how these consultations are held, who selects the
participants and most importantly, if the consultations are representative of
industry views? The reason I ask is that I am getting fed up of a constant
stream of new edicts being forced upon me, many of which I have had no
prior knowledge of, or involvement in. Is industry truly being consulted or
just the parties who tend to agree with the proposer’s predetermined political
stance.
Mr D OvertonLondon.
We reserve the right to edit letters.
Letters printed represent the opinions of the author and do not necessarily reflect those of the Editors or the Off-highway Plant and Equipment Research Centre.
lEttERS

September 200848




























![4 Plant, Machinery & Equipment[1]](https://img.pdfslide.net/doc/110x75/54fbb7744a7959f9348b4ddd/4-plant-machinery-equipment1.jpg)