Embed Size (px)
Citation preview

Presented By,
R.N.ALAGENDRAN (07LM01)N.KIRUBHA VENKATESH (07LM06)P.MANIKANDAN (07LM10)S.NAGENDAR (07LM11)
S.PRASATH (07LM12)

COMPANY PROFILE
One of India’s largest private sector companiesThe leading commercial vehicle manufacturerRevenues over USD $ 8.8 billion (2007-08). The company has manufacturing plants at Jamshedpur,Pune and Lucknow in UP.
Born out of a vision to offer the Indian customer all the comfort of a big car, at the price of a small car. The country’s first indigenously designed, developed and manufactured passenger car.Launched the Tata Indigo, a sedan last year. Has a strong client following not only in India but also in Europe.
TATA MOTORS
PASSENGER CAR BUSINESS UNIT AT PUNE

Assy. Shop
Paint Shop
Offices Materials Comp
House
T.Axle Engine
Press BIW
Pump HouseSub Stn.
LPG
Yard
ETP CVBU
N
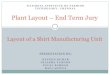
Plant Layout

Plant Profile: PCBU Pune
Spread Of Plant - 178 Acres.
Production Level - 1000 units/day (2008-09)
Total Shop Sub – stations - 27 nos.
Total Connected Load - 65 Mw.

MANUFACTUING PROCESS
Dispatch
Vehicle Assembly
Pretreatment,coat & Painting
Stamping
Engine
Transaxle &Heat Treatment
BIW
CommittedHuman
Resource
EfficientMachinery
&Equipment
MaterialResources
EnabledProcesses

MANUFACTUING PROCESSTransaxle & Heat Treatment + Engine:
Engine machine shop — This is where the five most critical parts of the engine are made: cylinder block, cylinder head, crankshaft, camshaft and connecting rod.
Engine assembly — The five critical parts and outsourced components are brought together here.
Engine testing — Diesel and petrol engines are checked separately in ‘testing cubicles’ and ‘test beds’ for power, fuel efficiency, smoke, torque and leaks.
Transaxle shopTransaxle is the correct term, according to engineers, for what the rest of the world understands as a gearbox. The transaxle shop at
the Indica is divided into six areas: soft machining, heat treatment, hard machining, housing, assembly and testing.

MANUFACTUING PROCESSStamping
The vehicle begins to take shape. The pieces are automatically moved to one of two
large, stamping presses with dies moulded into various shapes.
Over 5,400 tons of pressure used to transform into a specific body part.
Body-In-White (BIW)Welding Shop containing 326 robots who position stamped body parts and accurately weld them together to form the vehicle body, called a “Body-In-White.” Team Members attach hinges, doors, hood and trunk.

MANUFACTUING PROCESS
Paint
Body moves into the Paint Shop for the nine-hour painting process. The vehicle rotates 360 degrees in a unique electrocoat bath.Robots apply primer, a base coat using one of 15 different water-based paint colors.Paint Shop is an environmentally-controlled area,Team Members must wear special overalls and gloves to protect themselves and the paint’s finishThe Paint Shop has over four miles of conveyor systems to move the vehicle bodies through each different process. After drying, the freshly-painted vehicle body heads to General Assembly.

MANUFACTUING PROCESSGeneral Assembly
General Assembly houses approximately 1,150 Team Members.
The painted vehicle body moves where wires, brake controls, and other parts are connected in the vehicle, under the hood, and trunk. The doors are taken off early and sent to another area where speakers, power windows, door seals and other parts are installed. In the chassis area, the underside of the vehicle is completed and the engine and drive train are connected to the body. After the tires, battery, front and rear glass, and seats are installed, the doors are reattached to the vehicle. Oil, engine coolant, gasoline and other vital fluids are added, and then the vehicle is started for the first time. A roll booth tests the braking system and vehicle is driven on a two-mile test track to check for rattles or other issues.

MANUFACTUING PROCESS
A shower test checks for leaks and once a vehicle meets all quality standards it is ready to be shipped to a dealer
QualityQuality checks are built into each step in the production process. Each vehicle has to pass a series of stringent tests, including satisfactory performance on a two-mile test track. Tata Motors is the first Indian company that has implemented DELMIA solutions from end-to-end. DELMIA solutions at Tata Motors have enabled the assessment of equipment and logistics planning in a virtual world. Through the 3D simulation of assembly processes and tests, such as clash, interference or tool accessibility, the finer details can also be ironed out in advance.

JOURNEY TOWARDS ENERGY EXCELLENCE
THE METHODOLOGY
Benchmarking
Enhanced Capacity Utilization through Technology up gradation
Energy Audits
Energy Conservation through low cost automation
Thermography :An Innovative way of Energy Conservation
Energy Conservation through Process Optimization
Energy Conservation through rework elimination.
TEP : Energy Conservation, An Attitude of mind & not the effort.
Sustainability through Continual Improvement

BENCHMARKING
Inputs from M/s Harbor & Associates(USA) on various Automobile Manufacturing aspects such as:
- Level of Automation
- Quality norms and standards followed internationally
- Throughput
Study of processes and practices followed in similar industries
Information sharing with domestic and international players .

Capacity UtilizationIntroduction of Various new Models on
Indica Platform
Indica Sports Indica Estate City Rover
Indica : Base Model
Tata Indigo

THANK YOU