Embed Size (px)
Citation preview
Pocket Guide toGalvanising
Phone 08 8360 4555

HoleSizes
1Inadequately vented fabrications may explodewhen immersed in molten zinc.
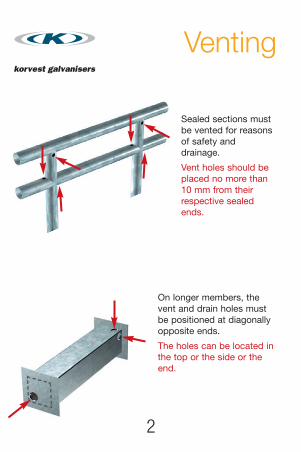
Venting
2
Sealed sections mustbe vented for reasonsof safety anddrainage.
Vent holes should beplaced no more than10 mm from theirrespective sealedends.
On longer members, thevent and drain holes mustbe positioned at diagonallyopposite ends.
The holes can be located inthe top or the side or theend.
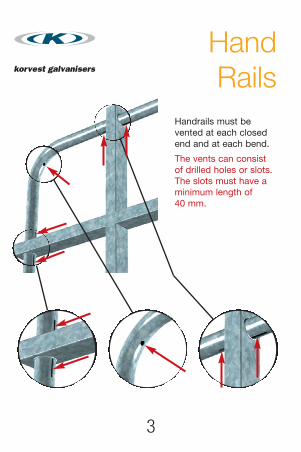
HandRails
3
Handrails must bevented at each closedend and at each bend.
The vents can consistof drilled holes or slots.The slots must have aminimum length of40 mm.
Fully WeldedPlates
4
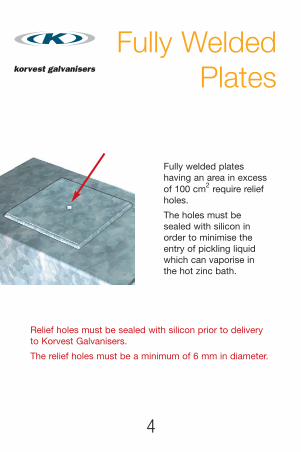
Fully welded plateshaving an area in excessof 100 cm2 require reliefholes.
The holes must besealed with silicon inorder to minimise theentry of pickling liquidwhich can vaporise inthe hot zinc bath.
Relief holes must be sealed with silicon prior to deliveryto Korvest Galvanisers.
The relief holes must be a minimum of 6 mm in diameter.
Holes orNotches
5
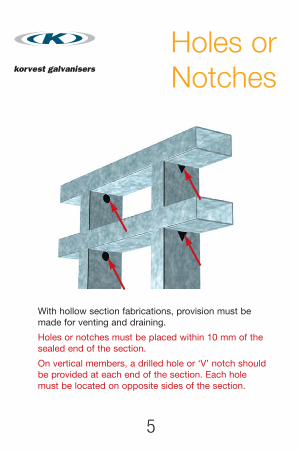
With hollow section fabrications, provision must bemade for venting and draining.
Holes or notches must be placed within 10 mm of thesealed end of the section.
On vertical members, a drilled hole or ‘V’ notch shouldbe provided at each end of the section. Each holemust be located on opposite sides of the section.
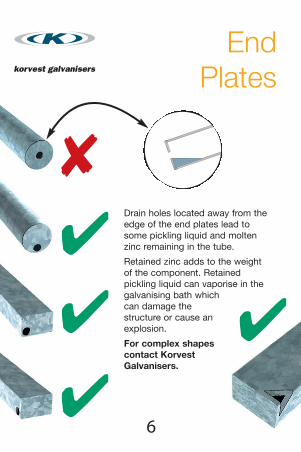
Drain holes located away from theedge of the end plates lead tosome pickling liquid and moltenzinc remaining in the tube.Retained zinc adds to the weightof the component. Retainedpickling liquid can vaporise in thegalvanising bath whichcan damage thestructure or cause anexplosion.For complex shapescontact KorvestGalvanisers.
EndPlates
6
Stiffeners
7
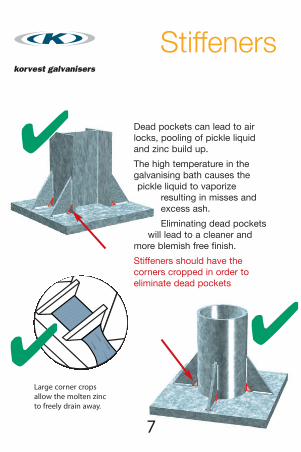
Dead pockets can lead to airlocks, pooling of pickle liquidand zinc build up.The high temperature in thegalvanising bath causes thepickle liquid to vaporize
resulting in misses andexcess ash.Eliminating dead pockets
will lead to a cleaner andmore blemish free finish.Stiffeners should have thecorners cropped in order toeliminate dead pockets
Large corner cropsallow the molten zincto freely drain away.
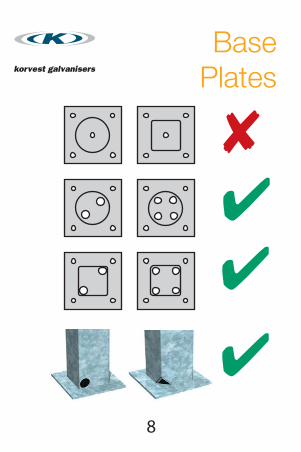
BasePlates
8

9
HangingPoints
Mesh
10
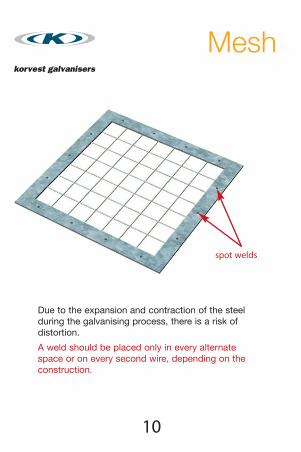
Due to the expansion and contraction of the steelduring the galvanising process, there is a risk ofdistortion.A weld should be placed only in every alternatespace or on every second wire, depending on theconstruction.
spot welds
SurfaceContaminants
& Distortion
11
Paint, Oil and Grease
Paint, oil and grease interferes with the galvanisingprocess. Surface contaminants must be removedbefore galvanising can proceed. Cleaning results intime delays and can incur extra charges.
Distortion
Distortion is an ever present risk during galvanising. Itresults from the relieving of stresses which have builtup during the steel manufacturing process and alsoduring fabication. Structures fabricated from sectionshaving different thicknesses and large surface areasare particularly prone.For assistance in design, please contact KorvestGalvanisers.
Centrifuge
12
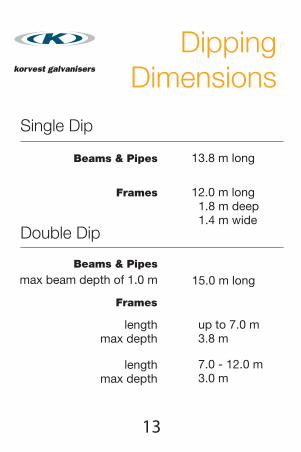
DippingDimensions
13

KORVEST GALVANISERS
580 Prospect Road
Kilburn 5084
South Australia
Phone 08 8360 4555


![English Language ENGB3 (Specification B and A Level/English... · 2019. 1. 17. · Mother: [laughing] pickle pickle pickle pickle (4.0) tickle tickle tickle tickle (5.0) stay still](https://img.pdfslide.net/doc/110x75/60c865a5de680548d76a8bdb/english-language-engb3-specification-b-and-a-levelenglish-2019-1-17.jpg)