Embed Size (px)
DESCRIPTION
Gestione Qualità
Citation preview

POLIFILM s.r.l.Industria Film Plastici
Autore: AIELLO VITTORIO - 0612600188
Progetto per il corso di Gestione della Qualità tenuto dal Prof. Ing. Palmieri Roberto
Università degli Studi di Salerno

1
POLIFILM s.r.l. nasce nel 1980 alle falde del Vesuvio su un’area di circa 40.000 mq di cui 28.000 mq
coperti, e da sempre si occupa della produzione di film plastici per l’agricoltura e il packaging industriale.
Nel corso degli anni l’azienda si è dotata dei più moderni e complessi impianti di produzione, tanto che oggi
la gamma dei prodotti è tra le più complete presenti sul mercato, sia per tipologie di prodotto (film per
copertura di serre e tunnel termici e non, monostrato, coestrusi a due e a tre strati, film per vigneti, film per
pacciamatura, film per insilati, film barriera per disinfestazione e solarizzazione, film per l’imballaggio
industriale) che per dimensioni (da 80 cm fino a 16 m di larghezza).
Tappe fondamentali ed importanti raggiunte dall’azienda sono:
nell’anno 2000, la certificazione del Sistema di Gestione per la
Qualità UNI EN ISO 9001:2000
nell’anno 2004, il conseguimento della Certificazione Ambientale UNI EN
ISO 14000:2004
Tutto questo ha consentito alla POLIFILM di essere tra le più importanti
aziende italiane di produzione di film plastici ed essere presente in
numerosi mercati esteri come Francia, Spagna, Grecia, Croazia, Tunisia, Marocco, Nuova Zelanda, ecc.

2
L’impegno dell’azienda è teso a fornire agli utilizzatori finali prodotti di qualità superiore. Questa scelta è
determinata dalla volontà dell’azienda di rafforzare le posizioni di estremo rilievo raggiunte negli anni, nei
mercati altamente competitivi nei quali opera e di affermarsi in nuovi settori nel quadro della rapida
evoluzione dei consumi e delle tecnologie.
Nel percorrere questa strada difficile ma stimolante, l’Azienda può contare sulla forza e tradizione del suo
marchio e fare affidamento sulla esperienza e volontà di successo dei suoi titolari. La mission aziendale è
quella di “fornire un prodotto, ma soprattutto un servizio altamente specializzato, supportato da un personale
qualificato e da un assortimento capace di soddisfare le esigenze dei clienti più tecnici ed esigenti”.
SICUREZZA NEI LUOGHI DI LAVORO

3
La sicurezza nei luoghi di lavoro è assicurata dal Sistema di Gestione della Sicurezza, che
implica il miglioramento nel tempo delle misure di sicurezza una volta assicurato il rispetto
stringente di tutte le norme relative agli ambienti di lavoro, alla sicurezza degli stessi e dei
dipendenti e di tutti coloro che si trovino, anche solo occasionalmente, nei locali aziendali .
I principali interventi destinati al miglioramento degli ambienti di lavoro effettuati nel 2010 sono:
‐ Integrazione del documento della valutazione dei rischi in relazione alle variazioni intervenute
nel periodo, tenendo presente l’adozione delle ultime novità legislative;
‐ programmazione ed effettuazione degli interventi di informazione, formazione ed
addestramento del personale in relazione alle proprie responsabilità ed ai rischi specifici;
‐ ripetizione del collaudo della rete antincendio dell’intero opificio con il controllo rispondenza
delle caratteristiche di erogazione ai parametri minimi.

4
I principali interventi formativi per la sicurezza tenuti nel corso dell’anno 2010 sono:
‐ incontri di sensibilizzazione ed aggiornamento sui rischi del lavoro;
‐ incontro di sensibilizzazione con i preposti delle singole aree aziendali.
Infortuni e malattie
Le assenze per malattie ed infortunio sono monitorate costantemente, al fine di individuarne
possibili cause e, ove possibili, porre in essere gli opportuni rimedi.

5
NUMERO INFORTUNI
2004 2005 2006 2007 2008 2009 2010 INFORTUNI 8 5 3 4 2 4 2

6
ORGANIGRAMMA SOCIETARIO
0
1
2
3
4
5
6
7
8
2004 2005 2006 2007 2008 2009 2010
infortuni

7
Composizione dell’organico
Al 31 dicembre 2010, la distribuzione della forza lavoro risulta evidenziata nei seguenti grafici:
DIREZIONE AIELLO VITTORIO
RESPONSABILE AMMINISTRATIVO
CAPOLONGO DEBORAH
ADDETTO ALLA CLIENTELA
PARENTE CARMINE
segreteria CONTABILITA'
AIELLO GIUSEPPE
ASSISTENTE AMMINISTRATIVO
RAINONE MARCO
UNITA' PRODUTTIVA
36 DIPENDENTI
RESPONSABILE COMMERCIALE
PRISCO IVAN
VENDITORE
FINELLI ENZA
RESPONSABILE APPROVVIGIONAMENTI
DI DIO M.
UFFICIO
LEGALE
SCUOTTO LUISA
RESPONSABILE RICERCA E SVILUPPO
ING. LORIA
N. 3 INGEGNERI DIREZIONE QUALITA'
PRISCO LUIGI

8
POLIFILM s.r.l. Suddivisione per sesso
UOMINI DONNE
Dipendenti 45 5
ORARIO DI LAVORO
I 36 dipendenti dell’unità produttiva sono suddivisi in 6 gruppi
composti da 6 operai ciascuno; durante il giorno si alternano, ogni 8
ore, 3 gruppi, quindi ogni gruppo lavora, alternativamente, 3 o 4
giorni ogni settimana.
RETRIBUZIONE
Il lavoro è remunerato come previsto dalla contrattazione
collettiva di primo livello e dalla contrattazione di secondo livello
che assicura un trattamento migliorativo rispetto alla contrattazione nazionale.
Sono previsti dei benefits aziendali individuati nelle agevolazioni tariffarie per i familiari dei dipendenti,
regolati secondo accordi aziendali e regolarmente assoggettati in base alle disposizioni in vigore.
Al fine di consentire ad ogni lavoratore di provvedere in miglior modo alle esigenze economiche familiari,
l’Azienda corrisponde a tutti i lavoratori un cospicuo anticipo, se richiesto, il 26 di ogni mese, con il saldo
delle competenze, anche di quelle variabili, il giorno 15 del mese successivo. La retribuzione è erogata
attraverso accrediti in conto corrente siano essi bancari che postali.
Organico
uomini
donne

9
SERRE E TUNNEL
THERMOPLAST (Film in LDPE • coestruso tre strati): Questo film si contraddistingue per una
buona resistenza sia meccanica che agli agenti atmosferici. L’uniformità degli spessori e delle

10
larghezze, unita ad una buona trasmittanza totale, ne fanno uno dei prodotti ancora oggi più
utilizzati. Nella famiglia sono compresi i tipi: Neutro, Additivato, Additivato 22 mesi e 33 mesi.
THERMOSTAR (Film termico a luce diretta • coestruso 3 strati • medio tenore di EVA • buon
effetto serra): È un film che, grazie alla particolare miscela di materie prime, coniuga l’elevata
resistenza meccanica e la buona elasticità ad ottime prestazioni in termini di trasparenza e
termicità. È indicato per tutte le colture molto sensibili ad abbassamenti, anche lievi, di
temperatura. E' inoltre particolarmente indicato per serre a "doppio telo gonfiato" e per
strutture dove il tensionamento del film risulti difficoltoso.
LIRSALUX (Film termico a luce diretta • coestruso 3 strati • alto tenore di EVA • elevato effetto
serra): È il film che garantisce, mediante le proprietà del copolimero EVA, la massima trasmittanza
totale alle radiazioni solari visibili ed ultraviolette lunghe ed un assai elevato effetto serra. È
indicato per tutte le colture che necessitano di abbondante luce diretta e termicità, per le quali la
precocità e la resa dei raccolti permettono di ottenere notevoli vantaggi economici. In particolare
il Lirsalux è consigliato per le coltivazioni protette della fragola, melone, anguria e pomodoro da
mensa tra le specie orticole e garofano, stella di Natale, ciclamino, gerbera e primula tra le specie
floricole.
TRISTAR (Film termico a luce diffusa • coestruso 3 strati • alto tenore di EVA • elevatissimo
effetto serra): Studiato specificamente per il miglior effetto serra ed il massimo risparmio
energetico. Tristar infatti, grazie all’azione di accumulo e di mantenimento del calore all’interno
della serra, garantisce il massimo effetto serra durante le ore notturne, consentendo di evitare
danni alle colture, soprattutto in caso di repentini e sensibili cali di temperatura. Grazie alla
presenza di speciali assorbitori IR, questo film a luce diffusa impedisce che un irraggiamento

11
solare troppo forte possa danneggiare le colture, senza per questo compromettere la qualità e la
quantità della luce trasmessa. Il Tristar è "famoso" per il suo additivo antigoccia.
PACCIAMATURA
Film protettivo per terreno
La pacciamatura dei terreni coltivati nasce per soddisfare varie esigenze legate ai diversi tipi di suoli e di
colture.
Tra queste esigenze ricordiamo:
Controllo delle erbe infestanti
Controllo delle temperature del suolo (incremento o riduzione)

12
Controllo dei livelli di umidità
Separazione della pianta e del frutto dal terreno
La Polifilm è attualmente in grado di produrre film per pacciamatura che per caratteristiche dimensionali,
trasmissione della luce, proprietà meccaniche e di resistenza agli agenti atmosferici, consentono di coprire
tutte le esigenze del mercato. I film per pacciamatura sono tutti disponibili anche in versione forata, con fori
a diametro variabile da 40, 60, 80 mm, nonché in versione microforata. La clientela, nella richiesta dei film
per pacciamatura, deve esprimere:
Spessore;
Larghezza del film;
Distanza tra le file dei fori;
Distanza tra i fori;
Diametro del foro.
I film POLIFILM rispettano gli Standard dettati dalle norme:
13
UNI EN 13206 “Film termoplastici di copertura per uso in agricoltura ed ortocultura”;
UNI EN 13655 “Film termoplastici di pacciamatura per uso in agricoltura ed ortocultura”.
CARATTERISTICHE FILM DA COPERTURA
EFFETTO SERRA : È la capacità del film di
incamerare e trattenere calore all’interno della
serra. Quanto più elevato è l’effetto serra tanto più
elevata sarà la protezione delle colture dalle basse
temperature. I films cosiddetti termici hanno
sicuramente un “effetto serra” superiore a quelli
normali.
14
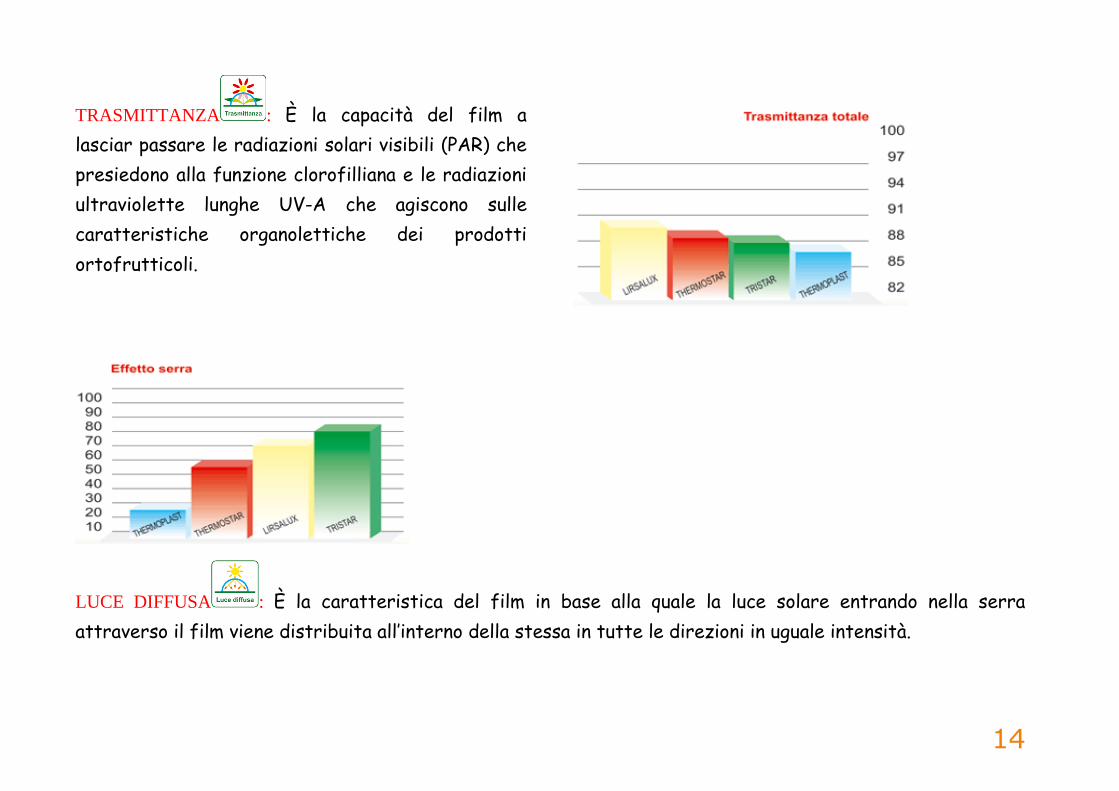
TRASMITTANZA : È la capacità del film a
lasciar passare le radiazioni solari visibili (PAR) che
presiedono alla funzione clorofilliana e le radiazioni
ultraviolette lunghe UV-A che agiscono sulle
caratteristiche organolettiche dei prodotti
ortofrutticoli.
LUCE DIFFUSA : È la caratteristica del film in base alla quale la luce solare entrando nella serra
attraverso il film viene distribuita all’interno della stessa in tutte le direzioni in uguale intensità.

15
LUCE DIRETTA : È la caratteristica del film in base alla quale la luce solare entrando nella serra
attraverso il film mantiene la stessa direzione.
STABILIZZAZIONE AI RAGGI UV : Indica la "stabilizzazione" del film ai raggi ultravioletti. Questo
trattamento serve ad impedire il degrado anticipato del film plastico causato dalla sua esposizione ai raggi
solari.
ANTIGOCCIA : Indica la proprietà del film di agevolare lo scorrimento della condensa ai lati della serra,
in modo da non ostacolare l’ingresso della luce solare all’interno della serra stessa. Questo trattamento ha
una durata limitata nel tempo.
RESISTENZA MECCANICA : Indica la resistenza del film alla trazione e all'urto.
COESTRUSIONE : È il processo produttivo che permette l’accoppiamento in linea di due o più strati di
materiale plastico. Tale processo oltre a migliorare le qualità meccaniche del film, permette di accoppiare
vari tipi di materiali unendo così i vantaggi e le caratteristiche tecniche di ognuno di essi.

16
Su richiesta Su richiesta
Su richiesta
Su richiesta Su richiesta
MATERIE PRIME
POLIETILENE: sotto forma di granuli, è una resina termoplastica con formula chimica (-C2H4-)n,
dove n può arrivare fino ad alcuni milioni. La Polifilm utilizza il polietilene a bassa densità(LDPE),
che è molto ramificato, quindi più duttile e meno rigido. caratteristiche: densità= 0,95 g/cm3,
temperatura di fusione= 140 gradi centigradi.
17
COPOLIMERO EVA: è un copolimero dell’ acetato di vinile dell’ etilene. È caratterizzato da densità=0,938
g/cm3, resistenza alla rottura= 150Kg/cm3, punto di fusione=84 gradi centigradi.
ADDITIVO ANTIGOCCIA.
FORNITORI
Il polietilene è interamente fornito dalla POLIMERI EUROPA, società petrolchimica soggetta alla direzione
di ENI S.p.A.
L’ eva e gli altri additivi, sono invece forniti da aziende nazionali ed extra-nazionali, quali Chemical
Distribution S.p.A., Polindustry S.p.A.
PROVENIENZA MATERIE PRIME

18
93%
7%
Provenienza
Italia Europa
100%
Polietilene
Italia
73%
10%
14% 3%
Altri additivi
Italia Francia Turchia Grecia

19
Trattandosi di sostanze petrolchimiche, il costo è fortemente influenzato dalla fluttuazione del pezzo del petrolio, che influisce,
conseguentemente, anche sul costo dell’energia necessaria alla sintesi delle materie plastiche.
Si riporta il grafico rappresentante l’oscillazione del prezzo del polietilene ed eva, relativa al 2010:
Media polietilene: 1406,25€/tonn
Media eva: 1689.25€/tonn
I trimestre II trimestre III trimestre IV trimestre
Polietilene 1365 1420 1455 1385
Eva 1645 1710 1735 1667
0
200
400
600
800
1000
1200
1400
1600
1800
2000E
UR
O/
TO
NN
ELLA
TA
Andamento prezzo

20
La Polifilm rifornisce numerose aziende e privati e, per quanto riguarda i film per pacciamatura, la produzione è
su commessa, cioè basata sulle esigenze e richieste della clientela.
Il costo dei film si è attestato, nel 2010, intorno al prezzo di: € 4,50/kg.
Si riporta la tabella dei pesi relativi ad un metro lineare di film di polietilene, in relazione alla larghezza e allo
spessore:
Largh. m
Spessore in mm
0,030 0,035 0,040 0,050 0,060 0,080 0,100 0,150 0,200 0,300
Pesi gr
0,25 6,90 8,05 9,20 11,50 13,80 18,40 23,00 34,50 46,00 69,00 0,30 8,28 9,66 11,04 13,80 16,56 22,08 27,60 41,40 55,20 82,80 0,40 11,04 12,88 14,72 18,40 22,08 29,44 36,80 55,20 73,60 110,40 0,50 13,80 16,10 18,40 23,00 27,60 36,80 46,00 69,00 92,00 138,00 0,70 19,32 22,54 25,76 32,20 38,64 51,52 64,40 96,60 128,80 193,20 0,90 24,84 28,98 33,12 41,40 49,68 66,24 82,80 124,20 165,60 248,40
1,00 27,60 32,20 36,80 46,00 55,20 73,60 92,00 138,00 184,00 276,00 1,30 35,88 41,86 47,84 59,80 71,76 95,68 119,60 179,40 239,20 358,80 1,50 41,40 48,30 55,20 69,00 82,80 110,40 138,00 207,00 276,00 414,00 1,75 48,30 56,35 64,40 80,50 96,60 128,80 161,00 241,50 322,00 483,00 1,80 49,68 57,96 66,24 82,80 99,36 132,48 165,60 248,40 331,20 496,80
2,00 55,20 64,40 73,60 92,00 110,40 147,20 184,00 276,00 368,00 552,00

21
2,20 60,72 70,84 80,96 101,20 121,44 161,92 202,40 303,60 404,80 607,20 2,50 69,00 80,50 92,00 115,00 138,00 184,00 230,00 345,00 460,00 690,00
3,00 82,80 69,60 110,40 138,00 165,60 220,80 276,00 414,00 552,00 828,00 3,20 88,32 103,40 117,76 147,20 176,64 235,52 294,40 441,60 588,80 883,20 3,50 96,60 112,70 128,80 161,00 193,20 257,60 322,00 483,00 644,00 966,00 3,60 99,36 115,92 132,48 165,60 198,72 264,96 331,20 496,80 662,40 993,60
4,00 110,40 128,80 147,20 184,00 220,80 294,40 268,00 552,00 736,00 1104,00 4,20 115,92 135,24 154,56 193,20 231,84 309,12 386,40 579,60 772,80 1159,20 4,50 124,20 144,90 165,60 207,00 248,40 331,20 414,00 621,00 828,00 1242,00
5,00 138,00 161,00 184,00 230,00 276,00 368,00 460,00 690,00 920,00 1380,00 6,00 165,60 193,20 220,80 276,00 331,20 441,60 552,00 828,00 1104,00 1656,00 7,00 193,20 225,40 257,60 322,00 386,40 515,20 644,00 966,00 1288,00 1932,00
8,00 220,80 257,60 294,40 368,00 441,60 588,80 736,00 1104,00 1472,00 2208,00 8,20 226,32 264,04 301,76 377,20 452,64 603,52 754,40 1131,60 1508,80 2263,20 8,50 234,60 273,70 312,80 391,00 495,20 625,60 782,00 1173,00 1564,00 2346,00
9,00 248,40 289,80 331,20 414,00 496,80 662,40 828,00 1242,00 1656,00 2484,00 9,30 256,68 299,46 342,24 427,80 513,36 684,48 855,60 1283,40 1711,20 2566,80 9,50 262,20 305,90 349,60 437,00 524,40 699,20 874,00 1311,00 1748,00 2622,00
10,00 276,00 322,00 368,00 460,00 552,00 736,00 920,00 1380,00 1840,00 2760,00 10,30 284,28 331,66 379,04 473,80 568,56 758,08 947,60 1421,40 1895,20 2842,80 10,50 289,80 338,10 386,40 483,00 579,60 772,80 966,00 1449,00 1932,00 2898,00 10,80 298,08 347,76 397,44 496,80 596,16 764,88 993,60 1490,40 1987,20 2980,80
11,00 303,60 354,20 404,80 506,00 607,20 809,60 1014,00 1518,00 2024,00 3036,00 11,50 317,40 370,30 423,20 529,00 634,80 846,40 1058,00 1587,00 2116,00 3174,00
12,00 331,20 386,40 441,60 552,00 662,40 883,20 1104,00 1656,00 2208,00 3312,00

22
12,50 246,00 402,50 460,00 575,00 690,00 920,00 1150,00 1725,00 2300,00 3450,00
13,00 358,80 418,60 478,40 598,00 717,60 956,80 1196,00 1764,00 2392,00 3588,00 14,00 386,40 450,80 515,20 644,00 772,80 1030,40 1288,00 1932,00 2576,00 3864,00 15,00 414,00 483,00 552,00 690,00 828,00 1104,00 1380,00 2070,00 2760,00 4140,00
MERCATI
Sul mercato nazionale le vendite sono localizzate, per la maggior parte, al centro-sud, in cui l’azienda occupa un
posto ben consolidato negli anni; negli ultimi 10 mesi, quindi dall’inizio del 2010, si registrato un incremento di
vendite al nord Italia, in particolare, nelle regioni del nord-est.
Riguardo i mercati esteri, l’azienda, grazie alla qualità dei prodotti, riesce a ritagliarsi un importante spazio
nell’area mediterranea, principalmente in Spagna, Malta, Tunisia e Croazia e inizia ad affacciarsi nei Paesi al
nord dell’Italia, quali la Francia.

23
Si riporta una rappresentazione grafica della ripartizione delle vendite:
55%
11%
11% 8% 10%
5%
Ripartizione vendite
Italia Spagna Tunisia Croazia Malta Francia

24
I macchinari utilizzati per la lavorazione del polietilene sono gli estrusori.
La macchina di estrusione per film è costituita dalle seguenti parti principali:
◊ tramoggia, per il caricamento del materiale plastico in granuli che arriva, mediante sistema pneumatico di
trasporto, direttamente dai silos di stoccaggio oppure manualmente dai sacchi;
◊ camera di plastificazione, costituita da una vite di estrusione posta all’interno di un cilindro riscaldato
esternamente da resistenze elettriche, che, con la sua rotazione, spinge, comprime, fonde e omogeneizza il
materiale plastico in granuli. La temperatura raggiunta varia da 160°C a 250°C a seconda del tipo di materiale
impiegato;

25
◊ filtro, per la rimozione delle impurità presenti nel materiale plastico fuso;
◊ filiera: elemento in acciaio inox composto da una parte interna fissa di forma circolare e da una parte esterna
cilindrica munita di viti per la regolazione, in modo da garantire la perfetta coassialità dei due elementi. Il tutto
può essere messo in rotazione per distribuire uniformemente su tutta la superficie eventuali errori di spessore
del film, al fine di ottenere una bobina regolare. Il film ottenuto viene stirato per ottenere lo spessore
desiderato, gonfiandolo con aria compressa o mediante ventilatori ad alta pressione;
◊ colonna di guida, alta fino a 10 m, serve come sostegno al tubolare plastico per consentire un raffreddamento
ottimale;
◊ gruppo di traino, posto sulla sommità della struttura, è costituito da una coppia di cilindri in acciaio-gomma,
che schiaccia e tira il tubolare.
◊ trattamento corona, per eseguire l’ossidazione della superficie del film per permettere l’ancoraggio delle
successive lavorazioni (stampa o altro). Il trattamento è ottenuto mediante scariche elettriche ad alta
frequenza con una differenza di potenziale di 20.000 volt oppure tramite bruciatori a fiamma libera;
◊ gruppo di traino, costituito da una coppia di cilindri in acciaio-gomma, che tira il tubolare;
◊ zona di taglio, mediante lame fisse che tagliano il tubolare in strisce di varia larghezza;
◊ ribobinatore, costituito da un cilindro a pressione che fa arrotolare il film sopra un mandrino di cartone o di
plastica.

26
Gli impianti posseduti e utilizzati sono sette:
TR80: si ottiene qualsiasi tipo di prodotto e per qualsiasi utilizzo. Dimensione diametro della testa di
estrusione= 350mm; dimensione diametro tubolare= da 80 a 400 cm;
TR100C: dimensione diametro testa= 300 mm; dimensione diametro tubolare= da 80 a 380 cm;
TR160,TR120A e TR100A: da essi si ottengono film per copertura di serre e tendoni; hanno dimensioni
differenti;
TR120B e TR100B: utilizzato per produrre film per pacciamatura e film per copertura laterale di serre;
differiscono per dimensioni.

27
FATTURATO: 4'500’000€ Quantità di produzione venduta: 1000 tonnellate
COSTI QUALITA’/NON QUALITA’: 450’000€ 10% del fatturato
PROFITTO: 292’500€ 6,5% del fatturato
COSTI DELLA PRODUZIONE: 3'757’500€ divisi in:
a) Materie prime: 1’584’000€ 35,2% del fatturato
b) Stipendi: 1'665’000€ 37% del fatturato
c) Consumi energetici ed altro: 508’500€ 11,3% del fatturato

28
La Polifim adotta sistemi statistici per il controllo della qualità, al fine di ottenere una produzione
confacente le specifiche di progetto e le richieste del cliente.
Inoltre vengono adottati metodi e strumenti per l’analisi dei rendimenti e della produttività.
STRUMENTI PER ANALISI RENDIMENTI E PRODUTTIVITA’
o Diagramma Causa-Effetto
o Diagramma di Pareto
o Schema di rendimento

29
DIAGRAMMA CAUSA-EFFETTO
Per classificazione dei processi produttivi
Mette in relazione le possibili cause che, durante il processo produttivo, portano a
scarti ed, eventualmente, al riciclo del materiale plastico. Ne seguono perdite di
profitto e di rendimento dell’azienda.

30
co
proporzione additivi
Pesatura
additivi
Controllo automatico peso
Vite di estrusione
Voltaggio elettrico
Velocità rotazione
Temperature nelle 5 zone del condotto
Eccessivo divario tra le temperature
delle 5 zone Controllo degli operai
manutenzione filtri
perfetta fusione PE
temperatura
Si ritorna al problema temperatura nella fase
estrusione
viti di regolazione
manutenzione Impianto aria
compressa
ventilatori
pressione
Cilindri acciaio-gomma
usura
lame usura
larghezza Errata
impostazione manuale
cilindro pressione
Controllo periodico
Controllo esatto avvolgimento
Inesperienza operaio
resistenze

31
DIAGRAMMA DI PARETO
Evidenzia le classi di difetti, al fine di dare un’immediato orientamento sulle azioni da
intraprendere circa il tipo di difetto da risolvere per primo. Ci si concentra sui difetti
più frequenti in quanto, affinchè si vogliano ottenere risultati significativi, per
esperienza si sa che è più facile (nel senso di meno costoso e più proficuo) ridurre a
metà un difetto molto frequente, piuttosto che ridurre a zero un difetto poco
frequente.
Il diagramma di Pareto è un ottimo strumento per avere un’ efficace rappresentazione
dell’ incidenza di ciascuna classe di difetti sul rendimento; infatti, dal diagramma di
frequenza, gli errori più frequenti vengono posti in un diagramma che indica, per
ciascuno, i costi che comportano, al fine di intervenire sul difetto che porta maggiori
costi.

32
Dati relativi alle carte di controllo dal 22/11/2010 al 22/12/2010
REGISTRAZIONE DIFETTI
Tipo di difetto % per tipo di difetto Costo mensile (€)
Foratura 49% 1’200
Mixaggio 34% 2’500
Riavvolgimento 10% 400
Taglio 6% 900
Controllo 1% 500
Totale 100% 5’500

33
0
5
10
15
20
25
30
35
40
45
50
foraturamixaggio
riavvolgimentotaglio
controllo
49
34
10
6
1
% FREQUENZA DIFETTI

34
Il confronto tra i due diagrammi indica che, nonostante il difetto dovuto ad un non perfetto mixaggio di
polietilene ed additivi non sia il più frequente, è quello che comporta maggiori costi, quindi è il primo difetto su
cui intervenire, essendo il nostro scopo quello di diminuire i costi dovuti a errori di produzione.
Con l’aiuto del diagramma Causa-Effetto, si è notato che non è stata eseguita manutenzione alla pesatrice degli
additivi, la quale risulta non perfettamente tarata: infatti viene aggiunta una quantità eccessiva di additivi, il
che comporta un prodotto non corrispondente alla qualità desiderata e soprattutto uno spreco di additivi che
hanno un costo rilevante.
0
500
1000
1500
2000
2500
mixaggioforatura
tagliocontrollo
riavvolgimento
2500
1200
900
500 400
COSTI MENSILI PER CIASCUNA CLASSE DI DIFETTI

35
Oltre che per l’analisi di rendimento, i diagramma di Pareto hanno assunto notevole importanza circa il
miglioramento della sicurezza.
Provvedimenti adottati:
incontri di sensibilizzazione ed aggiornamento sui rischi del lavoro;
programmazione ed effettuazione degli interventi di informazione, formazione ed
addestramento del personale in relazione alle proprie responsabilità ed ai rischi
specifici;
0
10
20
30
40
50
60
70
% INCIDENTI IN FUNZIONE
DELLE PARTI DEL CORPO
DITA
VIE
RESPIRATORIE
OCCHI
BRACCIA
0
10
20
30
40
50
60
70
80
90
CAUSE LESIONI ALLE DITA
(PARTE DEL CORPO PIU' LESA,%)
SCHIACCIAMENTO E
CESOIAMENTO
IMPIGLIAMENTO E
TRASCINAMENTO
TAGLIO

36
SCHEMA DI RENDIMENTO
% media all’anno Perdite di rendimento per
topologia
Ore/anno
17 Rilavorazioni 150
14 Manutenzione macchinari 102
10 Pausa pranzo 94
8 Turnover del personale 70
7 Scarti 56
9 Cambio
materiale/misura/spessore 38
6 Errori accidentali 20
7 Altro 6

37

38
0
50
100
150
SCHEMA DI RENDIMENTO

39
DIAGRAMMA DI REDDITIVITA’
2’173’5000
(CF)
C tot.
RT
Quantità (tonn)
Reddito totale
Costi totali
B.E.P.= 736,7 tonn
Prezzo unitario di
vendita(media)=
4500€/tonn
Costo variabile unitario
(media)= 1550€/tonn
Costi fissi= 2’173’5000€
Retta dei ricavi
RT= 4500*Q
Retta dei costi
CT= 1550*Q + CF
Area dei profitti
Area delle perdite

40
STRUMENTI DEL
CONTROLLO QUALITA’
o Foglio di controllo
o Tabella di frequenza
o Istogramma
o Poligonale di frequenza
o Carte di controllo
o Piani di campionamento

41
Oltre le analisi e i controlli del responsabile qualità, in stabilimento sono
previsti controlli obbligatori che gli operai devono eseguire nelle seguenti
circostanze:
o Almeno ogni due ore
o Per ogni cambio misura/spessore e/o cambio materiale
o In caso di regolazioni e malfunzionamenti
L’ esito di queste verifiche va annotato nel seguente foglio di controllo:

42

43
CONTROLLO DEL PROCESSO DI LAVORAZIONE DEL THERMOPLAST
ALL’IMPIANTO TR160 (SPESSORE DEL FILM)
0,174 0,186 0,175 0,159 0,193
0,187 0,163 0,169 0,184 0,187
0,182 0,157 0,177 0,15 0,188
0,149 0,18 0,196 0,158 0,184
0,171 0,17 0,162 0,181 0,146
0,161 0,168 0,154 0,19 0,182
0,174 0,153 0,176 0,192 0,197
0,152 0,166 0,174 0,186 0,18
0,175 0,187 0,173 0,149 0,145
0,184 0,18 0,19 0,159 0,168
0,166 0,16 0,165 0,176 0,179
0,154 0,173 0,167 0,163 0,158
0,176 0,187 0,159 0,193 0,189
0,163 0,182 0,147 0,154 0,194
0,155 0,16 0,167 0,158 0,159
0,162 0,167 0,174 0,193 0,188
0,178 0,175 0,163 0,156 0,185
0,146 0,152 0,194 0,172 0,184
0,156 0,182 0,146 0,174 0,164
0,166 0,15 0,158 0,182 0,177
0,148 0,157 0,162 0,183 0,19
0,157 0,163 0,172 0,185 0,191
0,151 0,159 0,175 0,181 0,158
0,173 0,158 0,149 0,161 0,19
0,169 0,171 0,163 0,18 0,189
Foglio di controllo relativo al prodotto THERMOPLAST e
all’impianto TR160 – 125 dati -
MEDIA = 0,170608
MEDIANA = 0,171
MODA = 0,163
DEVIAZIONE STANDARD
= 0,013951
TOLLERANZA ASSEGNATA =
0,17±O,O3 mm
TOLLERANZA NATURALE =
0,17±3σx = 0,17±0,041853

44
Suddivisione dei valori in gruppi di 5 elementi
Gruppo n° XL XS Range Media 1 0,174 0,186 0,175 0,159 0,193 0,193 0,159 0,034 0,1774
2 0,187 0,163 0,169 0,184 0,187 0,187 0,163 0,024 0,178
3 0,182 0,157 0,177 0,15 0,188 0,188 0,15 0,038 0,1708
4 0,149 0,18 0,196 0,158 0,184 0,196 0,149 0,047 0,1734
5 0,171 0,17 0,162 0,181 0,146 0,181 0,146x 0,035 0,166
6 0,161 0,168 0,154 0,19 0,182 0,19 0,154 0,036 0,171
7 0,174 0,153 0,176 0,192 0,197 0,197° 0,153 0,044 0,1784
8 0,152 0,166 0,174 0,186 0,18 0,186 0,152 0,034 0,1716
9 0,175 0,187 0,173 0,149 0,145 0,187 0,145 0,042 0,1658
10 0,184 0,18 0,19 0,159 0,168 0,19 0,159 0,031 0,1762
11 0,166 0,16 0,165 0,176 0,179 0,179 0,16 0,019 0,1692
12 0,154 0,173 0,167 0,163 0,158 0,173 0,154 0,019 0,163
13 0,176 0,187 0,159 0,193 0,189 0,193 0,159 0,034 0,1808
14 0,163 0,182 0,147 0,154 0,194 0,194 0,147 0,047 0,168
15 0,155 0,16 0,167 0,158 0,159 0,167 0,155 0,012 0,1598
16 0,162 0,167 0,174 0,193 0,188 0,193 0,162 0,031 0,1768
17 0,178 0,175 0,163 0,156 0,185 0,185 0,156 0,029 0,1714
18 0,146 0,152 0,194 0,172 0,184 0,194 0,146 0,048 0,1696
19 0,156 0,182 0,146 0,174 0,164 0,182 0,146 0,036 0,1644
20 0,166 0,15 0,158 0,182 0,177 0,182 0,15 0,032 0,1666
21 0,148 0,157 0,162 0,183 0,19 0,19 0,148 0,042 0,168
22 0,157 0,163 0,172 0,185 0,191 0,191 0,157 0,034 0,1736
23 0,151 0,159 0,175 0,181 0,158 0,181 0,151 0,03 0,1648
24 0,173 0,158 0,149 0,161 0,19 0,19 0,149 0,041 0,1662
25 0,169 0,171 0,163 0,18 0,189 0,189 0,163 0,026 0,1744

45
Tabella di frequenza
Classe n° Confini di classe Valori centrali Spunta dei dati Frequenze
1 0,1425-0,1475 0,145 ||||| 5
2 0,1475-0,1525 0,150 |||||||| 8
3 0,1525-0,1575 0,155 |||||||||| 10
4 0,1575-0,1625 0,160 |||||||||||||||||| 18
5 0,1625-0,1675 0,165 ||||||||||||| 13
6 0,1675-0,1725 0,170 |||||||| 8
7 0,1725-0,1775 0,175 |||||||||||||||||||| 20
8 0,1775-0,1825 0,180 ||||||||||||| 13
9 0,1825-0,1875 0,185 ||||||||||||| 13
10 0,1875-0,1925 0,190 |||||||||| 10
11 0,1925-0,1975 0,195 ||||||| 7

46
ISTOGRAMMA
0
5
10
15
20
25
FREQ
UENZE
0,1425-0,1475
0,1475-0,1525
0,1525-0,1575
0,1575-0,1625
0,1625-0,1675
0,1675-0,1725
0,1725-0,1775
0,1775-0,1825
0,1825-0,1875
0,1875-0,1925
0,1925-0,1975

47
POLIGONALE DI FREQUENZA
0
5
10
15
20
25
0.145 0.15 0.155 0.16 0.165 0.17 0.175 0.18 0.185 0.19 0.195
Poligonale di frequenza

48
L’istogramma risulta frastagliato ed ha un andamento anomalo; inoltre la poligonale di
frequenza non ha una distribuzione simmetrica, quindi non identifica una curva
normale(di Gauss): ciò indica che il processo è fuori controllo statistico.
Una delle principali cause che determina un risultato in termini di spessore così
variabile è la non omogenea temperatura nell’ultima zona, la 5, della camera di
plastificazione dell’estrusore.
Si procede, pertanto, alla raccolta di un numero di dati, relativi la temperatura della
zona 5, necessario a valutare se ci sia dispersione.
La temperatura nella zona 5 dovrebbe essere di 240° con tolleranza, in difetto e in
eccesso, di 10°.

49
CONTROLLO DELLA TEMPERATURA DELLA ZONA 5 DELlA CAMERA DI PLASTIFICAZIONE (le temperature
vengono registrate dal pannello di comando – 160 dati -)
230 233 234 234 232 235 231 233 238 234
231 234 235 235 232 237 231 235 239 230
234 233 232 236 231 236 238 230 232 233
235 231 239 240 231 240 237 234 232 230
232 230 234 233 237 231 232 232 232 232
235 234 232 233 234 235 236 232 233 231
238 232 232 239 233 231 230 235 234 232
231 232 233 236 237 233 232 231 238 230
233 232 231 234 240 243 235 242 232 235
245 235 234 228 226 235 229 226 234 237
246 243 235 232 234 233 227 226 234 233
233 229 228 229 232 232 245 236 228 233
234 234 234 233 229 228 233 239 237 241
240 246 237 235 234 233 246 231 237 235
229 236 233 232 234 233 233 228 227 233
235 247 242 243 246 233 246 227 240 230
TABELLA DI FREQUENZA
MEDIA= 234,1438
MEDIANA= 233
MODA= 233
DEVIAZIONE STANDARD
=
4,349289
TOLLERANZA ASSEGNATA =
240°±10°
TOLLERANZA NATURALE =
240°±3σX = 240°±13,047867°

50
Classe n° Confini di
classe
Valori
centrali
Spunta dei dati Frequenze
1 225,5-227,5 226,5 ||||| 5
2 227,5-229,5 228,5 |||||||||| 10
3 229,5-231,5 230,5 ||||||||||||||||||||| 21
4 231,5-233,5 232,5 ||||||||||||||||||||||||||||||||||||||||||||||||| 49
5 233,5-235,5 234,5 |||||||||||||||||||||||||||||||||||| 36
6 235,5-237,5 236,5 ||||||||||| 11
7 237,5-239,5 238,5 |||||||| 8
8 239,5-241,5 240,5 ||||||| 7
9 241,5-243,5 242,5 ||||||| 7
10 243,5-245,5 244,5 |||| 4
11 245,5-247,5 246,5 || 2
ISTOGRAMMA

51
0
10
20
30
40
50
60FREQ
UENZE
225,5-227,5
227,5-229,5
229,5-231,5
231,5-233,5
233,5-235,5
235,5-237,5
237,5-239,5
239,5-241,5
241,5-243,5
243,5-245,5
245,5-247,5
Campo di tolleranza
Media

52
Si nota chiaramente che il valore medio appare spostato verso il limite di
tolleranza inferiore e la dispersione è notevole. Quindi solo in una ridotta
percentuale di casi la temperatura si assesta intorno al il valore di 240°, che è
quello desiderabile e necessario per una fusione tale da permettere uno spessore
di 0,17mm del film.
Il passo successivo per l’identificazione del problema, è quello di annotare le
temperature giorno per giorno, divise nelle varie ore della giornata; in questo modo
si potrà verificare se l’impianto, in alcuni momenti della giornata, non lavori in
condizione di regime.
Per quest’ analisi dinamica dei dati, si ricorre alle carte di controllo.

53
CARTE DI CONTROLLO
o Carta di controllo x – R
o Carta di controllo u

54
CARTA DI CONTROLLO DELLE X Formule utilizzate:
Valore medio: X= Σ x
n
Media generale: X = Σ x
k
LC = media generale
LSC = media generale + A2R
LIC = media generale –A2R
n = numero dei campioni
contenuti in un sottogruppo
k = numero dei sottogruppi
R = valore medio dell’escursione
n A2 D
4 D3
2 1,88 3,267 0 3 1,023 2,575 0 4 0,729 2,282 0 5 0,577 2,115 0 6 0,483 2,004 0 7 0,419 1,924 0,076

55
CARTA DI CONTROLLO DELLE R
Formule utilizzate:
Escursione : R = x(valore massimo) – x(valore minimo)
Valore medio dell’escursione : R = Σ R
K
LC = valore medio dell’escursione
LSC = D4R
LIC = D3 R
n A2 D
4 D3
2 1,88 3,267 0 3 1,023 2,575 0 4 0,729 2,282 0 5 0,577 2,115 0 6 0,483 2,004 0 7 0,419 1,924 0,076

56
RACCOLTA DATI RELATIVI LA TEMPERATURA DELL’ESTRUSORE NELLE ORE DIURNE
(25 GIORNI CONSECUTIVI)
Sottogruppo
N°
Data 8:00 10:00 12:00 14:00 16:00 X R
1 12 Ott. 240 239 240 242 239 240,0 3
2 13 Ott. 239 241 238 240 241 239,8 3
3 14 Ott. 240 237 239 242 238 239,2 5
4 15 Ott. 241 242 239 243 241 241,2 4
5 16 Ott. 242 238 240 237 237 238,8 5
6 17 Ott. 237 238 240 236 241 238,4 5
7 18 Ott. 244 242 239 241 241 241,4 5
8 19 Ott. 238 239 237 239 239 238,4 2
9 20 Ott. 241 240 244 245 240 242,0 5
10 21 Ott. 239 240 241 237 236 238,6 5
11 22 Ott. 240 242 241 240 239 240,4 3
12 23 Ott. 235 239 238 240 239 238,2 5
13 24 Ott 238 239 241 243 244 241,0 6
14 25 Ott 241 238 240 236 235 238,0 6
IMPIANTO TR160
Media generale (LC):
x = 239,992
LSC = 242,212
LIC = 237,772
57
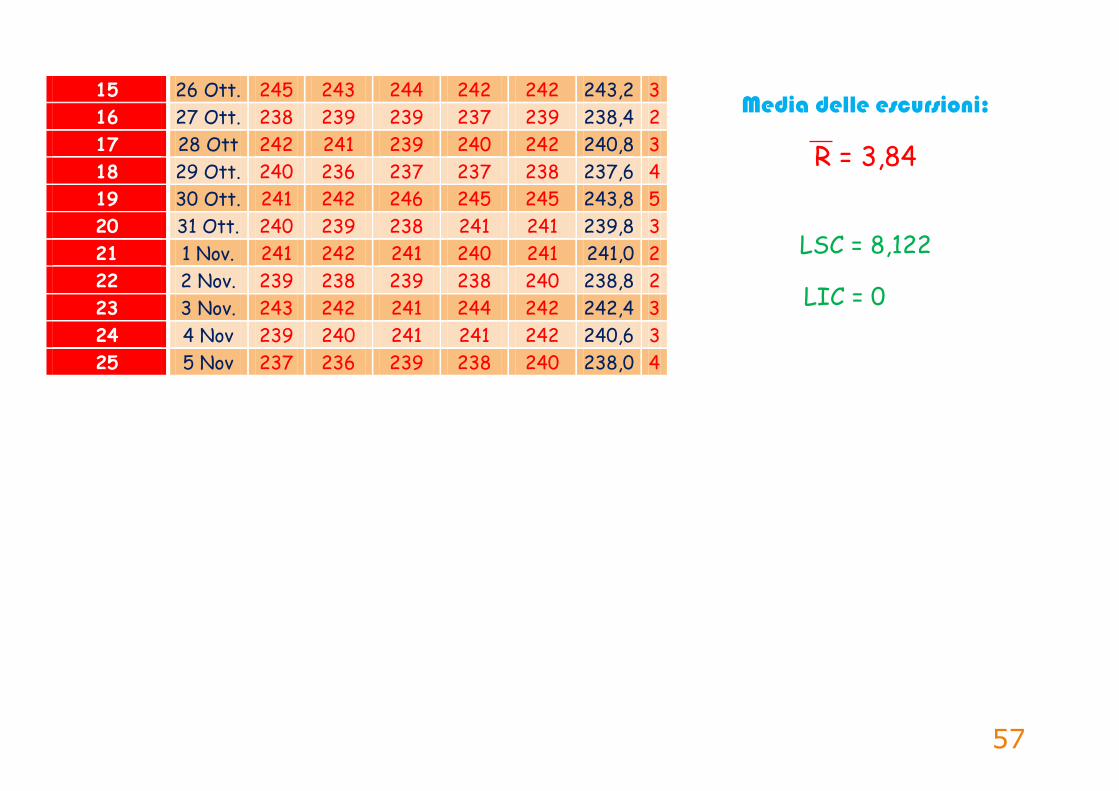
15 26 Ott. 245 243 244 242 242 243,2 3
16 27 Ott. 238 239 239 237 239 238,4 2
17 28 Ott 242 241 239 240 242 240,8 3
18 29 Ott. 240 236 237 237 238 237,6 4
19 30 Ott. 241 242 246 245 245 243,8 5
20 31 Ott. 240 239 238 241 241 239,8 3
21 1 Nov. 241 242 241 240 241 241,0 2
22 2 Nov. 239 238 239 238 240 238,8 2
23 3 Nov. 243 242 241 244 242 242,4 3
24 4 Nov 239 240 241 241 242 240,6 3
25 5 Nov 237 236 239 238 240 238,0 4
Media delle escursioni:
R = 3,84
LSC = 8,122
LIC = 0

58
CARTA DI CONTROLLO DELLE X
235
236
237
238
239
240
241
242
243
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
• X
• X
• LIC
• LSC

59
CARTA DI CONTROLLO DELLE R
-0.5
0.5
1.5
2.5
3.5
4.5
5.5
6.5
7.5
8.5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
R
R
LSC
LIC

60
Le carte di controllo X-R non rivelano presenza di una serie o di una
tendenza, oppure di un addensamento su una delle linee di controllo,
quindi non si riscontrano anomalie.
Si riportano il foglio dati e le carte relativi alle temperature registrate
gli stessi giorni, ma nelle ore notturne.
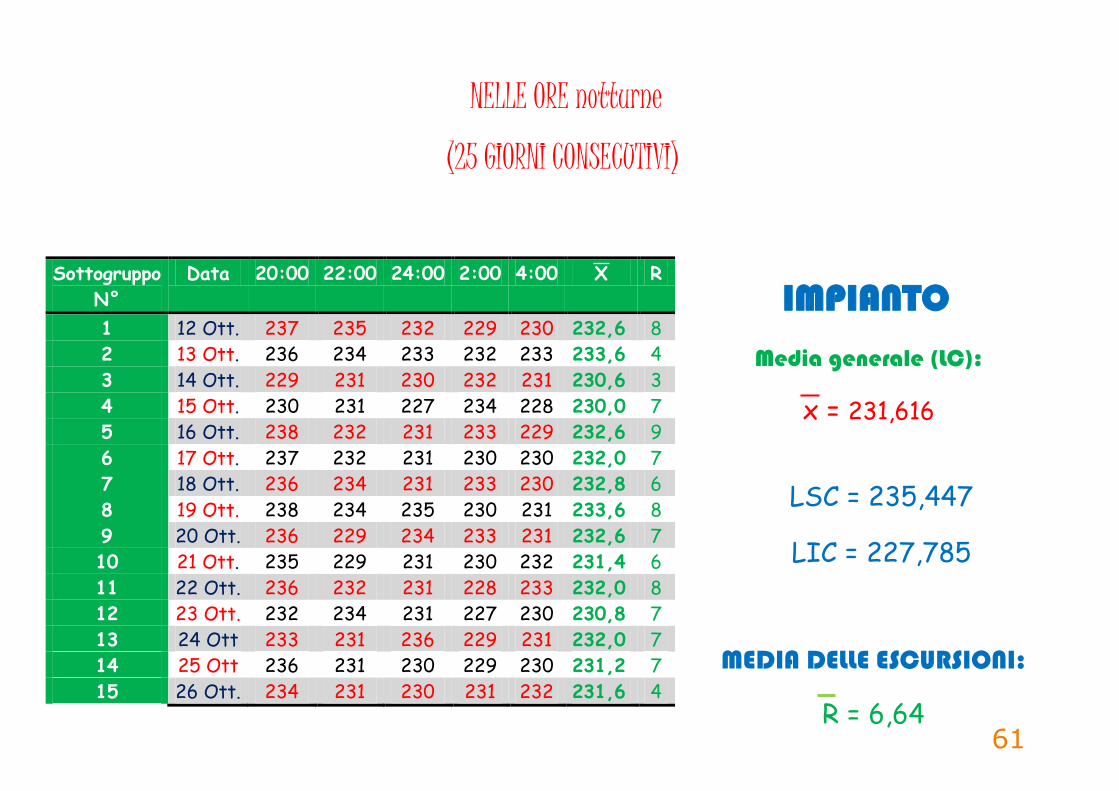
RACCOLTA DATI RELATIVI LA TEMPERATURA DELL’ESTRUSORE
61
NELLE ORE notturne
(25 GIORNI CONSECUTIVI)
Sottogruppo
N°
Data 20:00 22:00 24:00 2:00 4:00 X R
1 12 Ott. 237 235 232 229 230 232,6 8
2 13 Ott. 236 234 233 232 233 233,6 4
3 14 Ott. 229 231 230 232 231 230,6 3
4 15 Ott. 230 231 227 234 228 230,0 7
5 16 Ott. 238 232 231 233 229 232,6 9
6 17 Ott. 237 232 231 230 230 232,0 7
7 18 Ott. 236 234 231 233 230 232,8 6
8 19 Ott. 238 234 235 230 231 233,6 8
9 20 Ott. 236 229 234 233 231 232,6 7
10 21 Ott. 235 229 231 230 232 231,4 6
11 22 Ott. 236 232 231 228 233 232,0 8
12 23 Ott. 232 234 231 227 230 230,8 7
13 24 Ott 233 231 236 229 231 232,0 7
14 25 Ott 236 231 230 229 230 231,2 7
15 26 Ott. 234 231 230 231 232 231,6 4
IMPIANTO
TR160
Media generale (LC):
x = 231,616
LSC = 235,447
LIC = 227,785
MEDIA DELLE ESCURSIONI:
R = 6,64

62
16 27 Ott. 229 232 228 232 231 230,4 4
17 28 Ott 236 231 228 229 229 230,6 8
18 29 Ott. 231 237 229 229 230 231,2 8
19 30 Ott. 231 233 227 234 231 231,2 7
20 31 Ott. 234 232 231 229 232 231,6 5
21 1 Nov. 236 233 228 229 228 230,8 8
22 2 Nov. 235 228 229 231 230 230,6 7
23 3 Nov. 237 231 230 233 230 232,2 7
24 4 Nov 235 232 231 231 229 231,6 6
25 5 Nov 236 229 228 231 230 230,8 8
CARTA DI CONTROLLO DELLE X
LSC = 14,04
LIC = 0

63
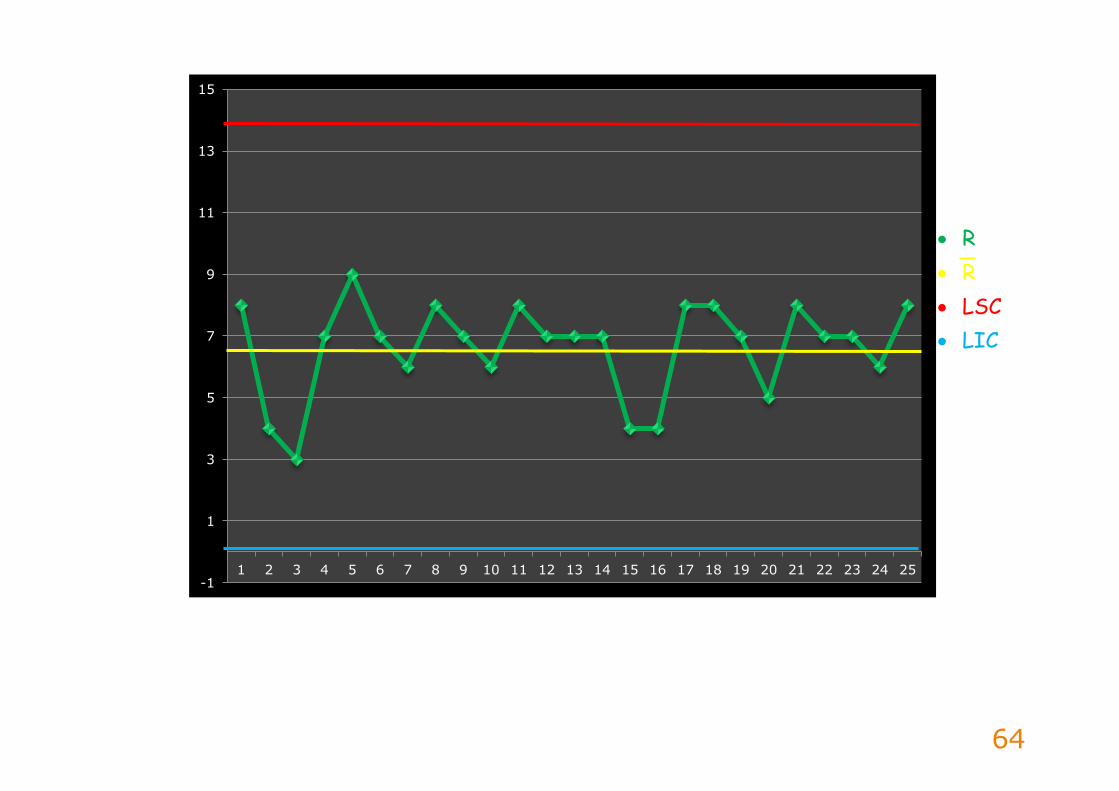
CARTA DI CONTROLLO DELLE R
227
228
229
230
231
232
233
234
235
236
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
X
X
LSC
LIC
64
-1
1
3
5
7
9
11
13
15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
R
R
LSC
LIC
65
La carta di controllo delle x mostra una serie di 13 punti, disposti al di sotto
della linea centrale, segno di un’anomalia.
Ciò sta ad indicare che durante le ore notturne si verifica un problema nella
camera di plastificazione dell’estrusore per quanto riguarda la temperatura di
fusione del polietilene.
Si riporta, in solo diagramma delle x, la poligonale relativa le ore diurne e
quella relativa le ore notturne, al fine di evidenziare la differenza di
temperatura che si ha nei due diversi momenti del giorno.

66
CONFRONTO TRA LE CARTE DELLE X
220
225
230
235
240
245
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
carta relativa le ore notturne
carta relativa le ore diurne
temperatura in condizione di regime

67
Quel che si evince da quest’analisi è che durante le ore notturne l’impianto
TR160 non lavora in condizioni di regime e non riesce a raggiungere una
temperatura,, in camera di plastificazione tale da poter permettere la
produzione di film con lo spessore desiderato.
Per la risoluzione di questo problema è stato organizzato un circolo di qualità
composto da 5 dipendenti, specializzati in differenti settori:
N° 2 ingegneri
N° 1 responsabile qualità – coordinatore del gruppo
N° 2 capiturno
L’analisi del circolo di qualità è stata distribuita in sei riunioni, due a
settimana, di durata variabile dai 15 ai 20 minuti, e tenute nell’ufficio del
responsabile qualità.

68
Ricercando la causa di questo problema, si è capito che, essendo notevolmente
maggiore il consumo di energia nelle ore notturne, ne consegue un evidente
calo di potenza fornita all’impianto; quindi si è deciso di dotare l’impianto di un
generatore di potenza alternativo che sopperisca al calo di potenza.
responsabile qualità
ingegnere
capoturno
ingegnere
capoturno

69
CARTA DI CONTROLLO U
Formule utilizzate:
U = Numero di difetti per sottogruppo
Numero di unità per sottogruppo =
c
n
U = Difetti totali in tutti i sottogruppi
Unità totali in tutti i sottogruppi
= Σ c
Σ n
Linea centrale: LC = u
Limite superiore di controllo: LSC = u + 3√(u/n)
Limite inferiore di controllo: LIC = u - 3√(u/n)
70
Si è utilizzata la carta di controllo U per monitorare una particolare
irregolarità della superficie del film, ovvero la presenza di rigature e
non si è ricorsi alla carta di controllo c perché il film in polietilene non
è costante in superficie.

71
FOGLIO RACCOLTA DATI
Sottogruppo
numero
Dimensione
sottogruppo
n
Numero
Rigature
c
N.rigature
per unità
u
LC LSC LIC fornitura
1 1,2 3 2,5 2,47 6,77 0 B
2 1,2 2 1,7 2,47 6,77 0 A
3 1,2 5 4,2 2,47 6,77 0 C
4 1,5 5 3,3 2,47 6,32 0 C
5 1,5 4 2,7 2,47 6,32 0 C
6 1,5 2 1,3 2,47 6,32 0 A
7 1,5 7 4,7 2,47 6,32 0 C
8 1,5 6 4,0 2,47 6,32 0 C
9 1,2 6 5,0 2,47 6,77 0 C
10 1,2 4 3,3 2,47 6,77 0 B

72
11 1,6 2 1,3 2,47 6,20 0 A
12 1,6 1 0,6 2,47 6,20 0 A
13 1,6 4 2,5 2,47 6,20 0 B
14 1 3 3,0 2,47 7,18 0 B
15 1 4 4,0 2,47 7,18 0 C
16 1 0 0 2,47 7,18 0 A
17 1 5 5,0 2,47 7,18 0 C
18 1,3 1 0,8 2,47 6,61 0 A
19 1,3 2 1,5 2,47 6,61 0 B
20 1,3 0 0 2,47 6,61 0 A
21 1,3 6 4,6 2,47 6,61 0 B
22 1,3 3 2,3 2,47 6,61 0 B
23 1,3 1 0,8 2,47 6,61 0 A
24 0,9 2 2,2 2,47 7,44 0 B
25 0,9 0 0 2,47 7,44 0 A

73
26 0,9 1 1,1 2,47 7,44 0 A
27 0,9 1 1,1 2,47 7,44 0 A
28 1,5 0 0 2,47 6,32 0 A
29 1,5 2 1,3 2,47 6,32 0 B
30 1,5 2 1,3 2,47 6,32 0 B
31 1,5 3 2,0 2,47 6,32 0 B
32 1,5 1 0,7 2,47 6,32 0 A
33 1,1 1 0,9 2,47 6,97 0 A
34 1,1 3 2,7 2,47 6,97 0 C
35 1,1 3 2,7 2,47 6,97 0 C
36 1,1 7 6,4 2,47 6,97 0 C
37 1,1 0 0 2,47 6,97 0 A
38 1,6 4 2,5 2,47 6,20 0 B
39 1,6 8 5,0 2,47 6,20 0 C
40 1,6 5 3,1 2,47 6,20 0 C

74
41 1,6 5 3,1 2,47 6,20 0 B
42 1,6 2 1,3 2,47 6,20 0 A
43 1,8 6 3,3 2,47 5,98 0 C
44 1,8 8 4,4 2,47 5,98 0 C
45 1,8 9 5,0 2,47 5,98 0 C
46 1,8 7 3,9 2,47 5,98 0 C
47 1 2 2,0 2,47 7,18 0 A
48 1 3 3,0 2,47 7,18 0 B
49 1 0 0 2,47 7,18 0 A
50 1 2 2,0 2,47 7,18 0 A
Σ n = 65,9 Σ c = 163
L’ unità di misura della dimensione dei sottogruppi è il m2

75
CARTA DI CONTROLLO U
0
1
2
3
4
5
6
7
8
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49
U
LC
LSC
LIC

76
La carta di controllo U non mostra alcun difetto anomalo: vale a dire che
nessun punto si trova al di sopra del limite superiore.
Ma in 6 casi si è registrato il valore più basso, ovvero 0, e si dovrà capire quale
sia la causa positiva, che dovrà essere inglobata nel processo, in modo da
ridurre il numero di difetti.
Si noti che, per ogni misurazione, si è annotato anche il fornitore di polietilene
col quale è stato prodotto il film analizzato:
A = POLIMERI EUROPA
B = CHEMICAL DISTRIBUTION S.p.A.
C = POLINDUSTRY S.p.A.
Il film che rivela il minor numero di difetti è quello prodotto col polietilene
fornito dalla Polimeri Europa; si può quindi concludere che la causa positiva sia
attribuibile alla migliore qualità della fornitura della Polimeri Europa.

77
MATRICE VALUTAZIONE FORNITORI
POLIMERI
EUROPA
CHEMICAL
DISTRIBUTION
POLINDUSTRY
Qualità prodotto 9 7 5 Velocità di consegna 8 6 8 Costi di spedizione più
bassi 6 7 7
Flessibilità nel pagamento 7 8 6 Affidabilità: 8 7 6
a) Analisi di bilancio 8 8 5 b) Rapporto
fatturato/c.i. 9 7 6
c) Fonti finanziarie 7 6 7 d) Rendimento 8 9 6 e) Solvibilità 9 5 7
Scala valutazione: 1 ( minimo) a 10 ( massimo)
La maggior parte delle informazioni relative l’affidabilità delle imprese sono state ricavate dai registri della
Camera di Commercio.

78
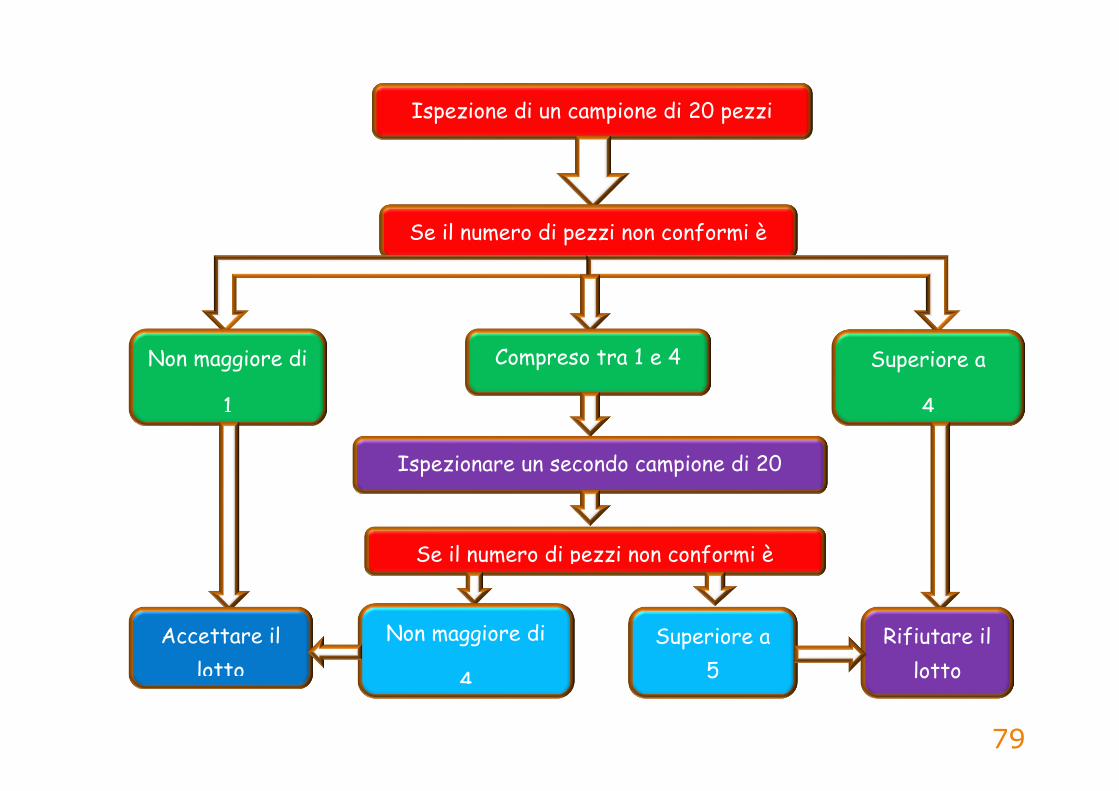
PIANO DI CAMPIONAMENTO DOPPIO
Si sottopone a controllo un lotto di 200 guarnizioni in politene per l’impianto di
filtraggio degli estrusori, di cui vanno esaminate l’elasticità e le
caratteristiche meccaniche.
Si utilizza un piano di campionamento doppio con LQA= 4% e grado di severità
normale.
UNI 4842 – 75, Prospetto 1(codice letterale per la numerosità del campione)
Numerosità lotto = 200 – livello di collaudo generale II = lettera G
Prospetto III – A
Numerosità primo campione = 20 NA = 1 NR = 4
Numerosità secondo campione = 20 NA = 4 NR = 5
79
Ispezione di un campione di 20 pezzi
Se il numero di pezzi non conformi è
Non maggiore di
1
Compreso tra 1 e 4 Superiore a
4
Accettare il
lotto
Ispezionare un secondo campione di 20
pezzi
Se il numero di pezzi non conformi è
Non maggiore di
4
Rifiutare il
lotto
Superiore a
5







![S,FD, .DFD .DFD] ], S,FD - Barkat-e-Khwaja · s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s T T s s](https://img.pdfslide.net/doc/110x75/5e88b534bd43685401059abf/sfd-dfd-dfd-sfd-barkat-e-khwaja-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s.jpg)



















![VC,[ ;]gGT J HDFVT V[8,[ D:,S[ VFc,F ChZT · s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s s T T s s](https://img.pdfslide.net/doc/110x75/5f0d1d827e708231d438c0d8/vc-ggt-j-hdfvt-v8-ds-vfcf-chzt-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s-s.jpg)

