Embed Size (px)
Citation preview

5th EU-Indonesia Business Dialogue (EIBD) 19th of November 2014, Jakarta
Position PaPerautomotive sector
Serving the community
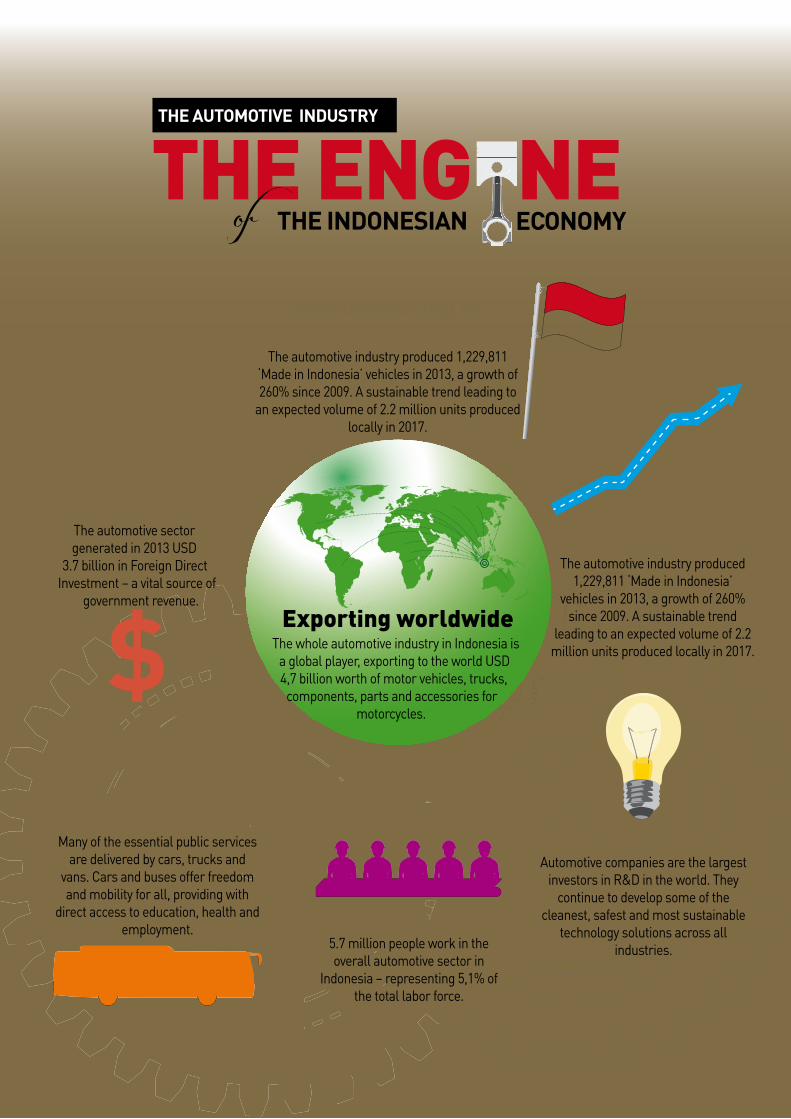
Many of the essential public services are delivered by cars, trucks and
vans. Cars and buses offer freedom and mobility for all, providing with
direct access to education, health and employment.
Spurring innovationAutomotive companies are the largest
investors in R&D in the world. They continue to develop some of the
cleanest, safest and most sustainable technology solutions across all
industries.
Creating Jobs5.7 million people work in the overall automotive sector in
Indonesia – representing 5,1% of the total labor force.
Exporting worldwideThe whole automotive industry in Indonesia is
a global player, exporting to the world USD 4,7 billion worth of motor vehicles, trucks, components, parts and accessories for
motorcycles.
Generating Government
RevenueThe automotive sector generated in 2013 USD
3.7 billion in Foreign Direct Investment – a vital source of
government revenue.
Manufacturing in Indonesia
The automotive industry produced 1,229,811 ‘Made in Indonesia’ vehicles in 2013, a growth of 260% since 2009. A sustainable trend leading to
an expected volume of 2.2 million units produced locally in 2017.
Powering Economic GrowthThe automotive industry produced
1,229,811 ‘Made in Indonesia’ vehicles in 2013, a growth of 260%
since 2009. A sustainable trend leading to an expected volume of 2.2
million units produced locally in 2017.
the indonesian economy
the automotive industry
The eng ne of


Automotive
3
sector
automotive
introductionThe automotive industry has become one of the central pillars of Indonesia’s manufacturing sector, the rapid expansion of the automotive market being sustained by the period of optimism and steep consumption growth Indonesia is living through. While much of its potential is in fact still to be unleashed, Indonesia has become one of the most promising auto markets to look into in the upcoming years. The attractiveness of the Indonesian market has not escaped global players in the automotive industry, who continue to heavily invest in the country. Investments are flowing in from both already established companies and newcomers. Besides Japanese car makers aiming to secure their market share, European, American and other Asian (notably South Korean and Indian) car and automobile components manufacturers (e.g. tire companies) have heavily contributed to Indonesia’s economy over the past four years.
As of June 2014, the Indonesian automotive market shows impressive year-on-year growth rates in terms of sales and production but also exports (Indonesian automotive products are exported to more than 80 countries):
cKd exPortscBu exPortstotal exPorts
275,000
200,000
127,115
71,918
indonesia sales
indonesia vehicle Production
770,635
878,546
792,356830,398
IndonesIan automotIve market
Pick-uP and double cabins
16%
Trucks
10%
sedan 2%
MPV
71%
buses and
suV 4x4 1%
IndonesIan automotIve market Growth
(In unIts)
IndonesIan automotIve exports (In unIts)

2014 - EIBD REcommEnDATIon PAPER4
However, to date Indonesia has only 800 automotive spare-parts suppliers, much lower than the 2,300 suppliers in Thailand.
the euroPean industry: more than a century of automotive excellence
The European Union is the world’s largest producer of motor vehicles. The EU automotive industry has always been keen to contribute to the development of the Indonesian automotive industry and the Indonesian economy in general. It is a huge employer of skilled workforce and a key driver of knowledge and innovation.
• EU automobile manufacturers provide over 10% of EU manufacturing employment, with 3.5 million direct jobs and another 9.1 million jobs indirectly.
• The automotive sector is the EU’s largest investor in R&D, accounting for 25% of total R&D spending (EUR 32 billion per year).
• The EU automotive industry applies for more than 9,500 patents per year. In Germany alone around ten new patents are registered each day.
• Europe’s cars, vans, trucks and buses are the cleanest, safest and quietest in the world. Automobile manufacturers are the world’s leaders in technology, which is reflected in the continuous creation of new environmentally friendly technologies.
1. indonesia towards Becoming the automotive Production huB in asean
With the planned establishment of the ASEAn Economic community (AEc) in 2015, the region is expected to witness increased trade flows and experience greater competition for firms to invest in their countries. This single market and production area will intensify regional trade and open up opportunities for exporters, with a demand expected to be driven by an expanding middle class and a broadening economic base. Strong sales growth, generated by the ever-expanding purchasing power of the emerging middle class, will enable local car manufacturers to further increase production capacity, which would in turn, also encourage the entry of more spare-parts suppliers into the domestic market.
Indonesia, driven by its growing car market, looks to be heading toward becoming an important automobile-production hub, not only for the regional market, but also for other developing countries.
The top three automotive producers in ASEAn: Thailand, malaysia, and Indonesia, have all taken advantage of various governments schemes to promote a thriving automotive industry and are accounted for 90% of motor vehicle output (passenger vehicles and trucks) in ASEAn.
The growth of Indonesia’s car industry has been supported by the introduction of the LcGc (Low cost Green car) regulation in late 2013. The scheme to have the LcGc cars to cost less than IDR 100

Automotive
million (USD $8,403), have proved popular. The Indonesian government offered tax incentives to LcGc producers that meet the requirements of fuel efficiency targets as it aims to turn Indonesia into the regional hub for LcGcs ahead of the start of the AEc in 2015.
overall, to build a competitive industry the authorities must ensure attractive regulations for global investors and temper industrial relations. Additional key steps need to be taken by Indonesia to reach out for the position of leading automotive hub in Southeast Asia.
a. imPlementing Progressively the international automotive standards
In its race towards becoming ASEAn’s automotive production hub, Indonesia will have to change its single focus on local production standards.
currently, Indonesia national Standards (SnIs) are regulating most of the car parts either produced locally or imported. A better alignment with the international production standards represented by the Un Regulations laid out in the Un/EcE 1958 Agreement could result in enormous benefits to Indonesian manufacturing facilities. The Un Regulations are accepted and applied by all major car brands and sales markets including but not limited to those of Europe, Japan and north America (parties of the 1998 Agreement) and are therefore essential to a prosperous and export oriented automotive industry.
An alignment with the international automotive standards would therefore be essential for Indonesian manufacturers to expand their businesses globally while a lack of adaptation to those standards might on the other hand lead to long term drawbacks for the Indonesian automotive industry.
For global carmakers to introduce new technologies, the domestic market and local manufacturing industry need to be ready. With production lines and technologies not up to date, car makers might eventually move their preferences to other countries like Thailand or malaysia who do recognize Un Regulations.
Harmonizing the automotive Indonesia national Standards with the international ones will allow Indonesian manufacturers to compete in ASEAn and overseas’ markets and increase evermore their volume of exports. This harmonization also goes in line with the goals of the ASEAn regional integration and the work currently undertaken in the mutual recognition of automotive products (ASEAn mRA on type approval for automotive products and systems).
In the future, becoming an exporting hub will be essential to Indonesia to create additional wealth. With domestic economic growth slowing down eventually it might be essential to have an exporting industry to rely on. Thailand, with exporting rate at 60% of domestic car production, demonstrates impressively how such an industry can provide a countries economy with a strong backspin and ensure continuous growth in wealth.
With growing possibility to export, global car makers will decide to expand their production lines, leading to enhanced volume of foreign direct investments which would in turn, also encourage the entry of more spare-parts suppliers into the domestic market.
5

2014 - EIBD REcommEnDATIon PAPER6
most countries worldwide do have their own national standards. The UnEcE 1958 Agreement very much takes into account the existing local conditions and Un Regulations can be implemented in parallel to the national standards. Short term prospects for the Indonesian automotive industry are bright. The adoption of the international automotive standards promises to transform Indonesia into a more advanced, technology-driven automotive industry.
conclusion and way forward:
• Implement progressively the Un Regulations, taking into account the characteristics of the local industry, taking as a starting point the 19 Un Regulations identified in the ASEAn mRA on type approval for automotive products and systems.
• Develop a technical authority and appoint qualified testing laboratories to test and approve automotive products and systems to the Un Regulations in order that approval under the Un/EcE can be issued in Indonesia. Utilize the laboratories of the cars and car components’ manufacturers, as well as independent testing facilities for this purpose.
• Identify the capacity / knowledge gaps in its industry and certification bodies and utilize the existing technical assistance programs to fill them in (JASIc, EU funded ARISE project, EU funded TSP II Program).
• Respect the principle of mutual recognition and approve any manufacturer’s regulated product (‘E’ marking), regardless of the country in which that component was produced.
B. harmonizing the fuel quality and fuel standards with the other asean memBer states
In Indonesia, the automotive industry is one of the key contributors to the country’s economy and wealth. This has been made possible with the supportive accompanying industrial policies of the government, which would continue to be a crucial factor for the future of the industry.
Particularly worthy of note in this respect is the planned implementation of Euro 4 fuel quality standards in Indonesia in 2016 by the government, which is an important step towards a competitive and sustainable automotive industry in Indonesia and we sincerely hope on an even earlier implementation.
Around the world, demand trends are going towards ‘cleaner’ cars with a progressive introduction of higher emission standards and an increased quality of the fuel (both inter-linked elements also having a very positive impact on the overall fleet fuel consumption). The vehicles failing to meet those required standards cannot enter most markets and the cars’ manufacturers are not willing to reduce their own emission performances.
With the realization of Euro 4 fuel quality standards there are various economic benefits and strategic advantages to the Indonesian people and industries.
Automotive
This would also be crucial towards achieving successful and sustainable development in the automotive industry. Therefore, a clear, reliable and binding road map for implementation is necessary.
With today’s Euro 2 standards, locally produced/assembled and imported vehicles need to be downgraded to be compatible with local fuel standards, which is expensive to the industry as well as for the end consumers.
Exporting is at the same time very limited since most of the global automotive markets are already mandating Euro 4 and above, which cannot be served with locally produced vehicles. Due to this issue, the current foreign direct investment are still very limited, since the local demand will be in long-term not big enough, and producing for export would mean having to produce two different engine platforms fulfilling Euro 2 in locally and Euro 4 overseas.
With a move towards Euro 4, modern state of the art engine technologies would be produced by the local automotive industry. With that, Euro 4 parts, systems and vehicles could be exported to other markets and would therefore lead to business expansion and increased employment as well as foreign direct investment in Indonesia. This development can be seen in Thailand, where the automotive export business has risen to more than 60 percent of the overall automotive production.
In addition, Euro 4 fuel quality reduces significant levels of sulfur and harmful particulate emissions, outperforming Euro 2 fuel in any environmental and economical matter by far. Thus, this would improve air quality and efficiency in overall fuel consumption within the Indonesian vehicle park. Furthermore, an introduction of Euro 4 fuels would enable the automotive industry to introduce modern low fuel consumption technologies which would at the same time reduce fuel subsidies, thereby releasing some financial pressure from the government budget.
With the previous implementation of Pertamina Dex fulfilling Euro 3 standards (with reduced sulphur content), the government is on the right course to improve fuel quality and meet international standards.
Improving the fuel quality to Euro 4, would also diminish the technological gap between Indonesia and other ASEAn countries like Thailand or Singapore, who are already using Euro 4 and Euro 5 respectively and moving on to Euro 6 in 2017 (in the case of Singapore). not only as a general step forward to align fuel standards, in addition would it also secure the competiveness of Indonesia within the ASEAn Economic community (AEc) in 2015 to intensify cross border trade with its neighboring countries.
Additionally, the introduction of Euro 4 fuel could also be set as a basis for the LcGc program. Since today’s LcGc cars are produced based on Euro 2 fuel standards, the produced cars are very limited to export since most of the markets have already more stringent emission regulations. Whereas, basing the LcGc cars on Euro 4 fuel standards will enable all manufacturers to additionally focus on export which will automatically lead to increased production, increased investment and therefore to additional employment. A very good example therefore is Thailand, where the green car program (phase 2) is already based on Euro 5 emission regulations.
Although it is noted that the process will require lead-time and investments to upgrade oil refineries, a clear regulatory commitment to Euro 4 quality standards is necessary to achieve the abovementioned benefits.
7
2014 - EIBD REcommEnDATIon PAPER
BiodieselThe automotive industry appreciates Indonesia’s Palm-oil industry and the Government’s ambitious biodiesel targets.
Having less green house gas emissions and being biodegradable by using biodiesel is a positive development towards a sustainable future. Therefore, the industry strongly supports the introduction of a biodiesel bi-mixture in Indonesia.
At the same time, technological limitation and serious consequences of using biodiesel mixtures above 7% (e.g. B10 / B20) as planned by the Government have to be emphasized. Therefore, the automotive industry would advise to limit the share of biodiesel within conventional diesel fuel of 5% with Euro 2 standards and 7% with Euro 4 standards.
Long-term studies have proven that such higher mixtures would harm fuel related parts and systems. The global automotive supplier industry has therefore signed a common position paper, stating the limitation of biodiesel mixture to a maximum of 7% since higher blends would inevitably cause defects to any engine fed in. These severe technical damages on engines and injection systems occur, since Biodiesel shows a significantly more rapid oxidation and it is further possible for harmful byproducts to contaminate the fuel. Thus, it is noted that any transgression of the proposed blending limits would compulsorily lead to technical field problems and potentially result in complete engine failures.
Therefore, engines running on such higher biodiesel blends will automatically lose their warranty, as this is considered a self-induced damage. one will have to understand, that the replacement costs for engines and injection systems could be easily much higher than the savings achieved from using biodiesel.
In addition, the production of methyl ester based biodiesel is generally more expensive than regular diesel fuel, based on crude oil. Based on this fact, an introduction of the planned 10 or 20 percent biodiesel mixture would therefore further increase the fuel subsidy burden and also contradicts with the fuel subsidy reduction plans announced by the President of Indonesia.
conclusion and way forward:
• Establish a task force with relevant industry and government stakeholders in order to develop a clear and timely road map for the implementation of the Euro 4 quality standards. This roadmap should come together with a detailed master plan of development of Euro 4 gas stations.
• Develop the related regulations to show a clear commitment to the implementation of the Euro 4 quality standards.
• To avoid severe technical damages on automobile’s engines and injection systems, limit the share of biodiesel within conventional diesel fuel of 5% with Euro 2 standards and 7% with Euro 4 standards.
• Base the vehicles produced under the LcGc program on EURo 4 fuel standards which will not only help to reduce fuel subsidies, but also help to gradually eliminate the subsidies in the long-term.
8

Automotive
9
ii. develoP an investment friendly environment to facilitate large investments and increase the transfer of Know-how
The attractiveness of Indonesia as an investment destination is improving with investment in the automotive industry reaching new records every year. If the results seem bright, some challenges remain such as poor infrastructure, high electricity tariffs, restrictive labor regulation and cumbersome licensing procedures. The multi-layered system of decision making of the Indonesian regulatory authority for the automotive industry often fosters an unexpected and frequent policy drift.
However, the interest from global carmakers is there and more can still be done in order to attract potential new comers, broaden the scope of activities of the existing players, but also to address a certain neglect from global car component makers.
a. diversify the local Production to Broaden the local industry’s exPertise
If compared to other automotive market in the world, Indonesia shows one particularity: 7-seater mPVs are best-sellers in the local market, their characteristics seemingly adequate to the Indonesian middle class demand - lower in price due to the tax regime, well suited for the local infrastructure and can accommodate a number of passengers commensurate with the average size of Indonesian households. consequently, mPVs are the most assembled cars in Indonesia.
This status quo is more and more being disrupted with two issues arising: 1) the potential for export is rather limited as 7-seater mPV do meet mainly the Indonesian demand; 2) this same local demand is changing with the increasing purchasing power of the middle class.
In order to adapt to this more stringent demand, Indonesia should consider diversifying its local production, including sedans and SUVs. This goal was already addressed in the ambitious roadmap for the development of the Indonesian automotive industry drawn by the ministry of Industry of the Republic of Indonesia. Some further policy development appears to be needed to accelerate its realization.
Incentivizing the local production of cars in different market segments will encourage global carmakers to intensify their production activities in Indonesia. Larger production lines will lead to an increased demand for local suppliers. The accompanying introduction of new technologies, combined with a transfer of knowledge and capacity building of the local staff, will lead the local industry to develop further. While most of these models are highly in demand for exports, within a few years, Indonesia could change entirely its market structure.
The LcGc and LcE program was one step in this direction but the scope still remains limited. The introduction of a technology neutral and emission based vehicle incentive program will be the next step forward. An excise tax for vehicles based on co2 emissions or fuel consumption would encourage the use of low co2 emission vehicles and therefore support the market entry of other environmentally-friendly technologies such as advanced internal combustion engine technologies (advanced petrol and diesel), natural gas (cnG), hybrid and electric vehicles. Within a few years, Indonesia could become

2014 - EIBD REcommEnDATIon PAPER10
the regional reference and production hub for green vehicles. Such a program will also have a positive impact on the overall fuel consumption and therefore fuel subsidies, emissions and air quality, but also in terms of increased tax revenue.
In parallel, Indonesia should continue to enhance the development of small commercial cars and medium mPV, vehicles with higher demand in overseas market and therefore better potential to be exported.
conclusion and way forward:
• Establish the standard LcE fuel consumption test formula by adopting UnEcE 101 with speed 80 km and 60 km and tolerance 4% for Indonesian road condition as proposed by Eurocham Automotive Working Group
• Develop further a technology neutral and emission based vehicle incentive program, taking as a benchmark for the excise tax the co2 emissions.
• Develop incentives to encourage the local industry to strengthen their local business and export activities.
• organize a series of consultations with the industry to assess the progress on the realization of the Indonesian automotive industry roadmap and identify the capacity / knowledge gaps still to be addressed.
B. further imProving the Business environment to suPPort the marKet entry of new comers
The growing interest from foreign companies shows once again that Indonesia remains one of the world’s major investment destinations. The Government of Indonesia should use this momentum to further attract foreign investors to help spur the country’s economic growth. The Government of Indonesia inherits the responsibility to craft and manage the execution strategy around Indonesia’s resilience and competitiveness in welcoming the AEc 2015. Indonesia must foster a more globally competitive automotive sector that can better compete with other nations, as well as open the door to international expansion opportunities for local companies.
opportunities for the automotive industry will likely arise from the growing middle class, strong economic growth, and a shift in spending powers of the Government. By 2020, it is estimated that a significant part of the population – approximately 141 million people - will be part of the middle class. The car penetration in Indonesia is of approximately 70 cars per thousand people for a population of 251 million, a very low average compared to some of Indonesia’s neighbors (e.g. 123 in Thailand and 300 in malaysia). The expansion of Indonesia’s middle class is expected to contribute to increased purchasing power in the domestic automotive market.
Automotive
11
In order to achieve the goal of producing 1.7 million vehicles, the Government may want to focus on improving the investment regulations for the automotive industry, with for example the provision of tax income facility for car manufacturers investing in the country. overall, a strong, clear and consistent regulatory environment is necessary to attract long-term, value-added investments contributing to the overall welfare of Indonesia and to its economic development. The automotive industry is willing to support the policy making process with its expertise and international experience. The joint elaboration of the testing method for the LcE program was a very positive example of the technical contribution of the automotive industry and its possible inputs to all technical guidelines included in government’s regulations.
The recent policy developments have been positive and the industry can only be pleased with the commitments of the newly appointed Government of Indonesia to reform the bureaucracy, as well as modernize the overall country’s infrastructure. Indeed, Indonesia urged to develop a reliable infrastructure (e.g. toll roads, electricity supply, port) in order to ensure the sustainability of investors’ manufacturing facilities and remain competitive in ASEAn.
In order to improve the local business environment and further support the development of the local automotive industry, a similar commitment should be foreseen for the modernization of the testing and certification infrastructure in Indonesia. Indeed, to date, automotive companies often suffer delays in the testing of their products, consequence of a lack of laboratories with appropriate testing infrastructure in the country. Industry experts estimate that each additional day of delay reduces trade by at least 1% (World Bank, oEcD). The modernization of the testing and certification infrastructure could be encouraged through the support to the investments in Indonesia of private inspection and certification laboratories. Those private laboratories are also guarantors of technical knowledge, which could only increase the transfer of know-how to the local labor force. Besides the obvious increased efficiency (reduced waiting time and related costs), the availability of test and evaluation capability to international standards will also provide an essential support to domestic producers in order to design and develop new components and systems. All will therefore contribute to increase the local automotive industry’s competitiveness.
conclusion and way forward:
• Include the automotive industry (e.g. oEm) in the Regulation no. 52/2011 which will allow a 30% tax return on investments for investing companies (including investment expansion).
• Use the expertise and experience of the automotive industry and associations as source of inputs for the policy making process.
• Support the modernization of the local testing and certification infrastructure by encouraging investments from private inspection and certification laboratories.

2014 - EIBD REcommEnDATIon PAPER
annex
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 1
Fuel Requirements for Diesel Fuel Injection SystemsDiesel Fuel Injection Equipment Manufacturers
Common Position Statement 2012
Please note that this statement supersedes all previous joint statements
BackgroundThe continuous world-wide tendency to increase engine performance and reduce emissions has necessitated the development of new generations of enhanced diesel fuel injection equipment, supporting the achievement of stringent legislation targets. Rising injection pressures and multiple injections result in higher operating temperatures, increased contact pressures and reduced clearances. Minimum standards of fuel quality are essential to maintain durability and emission compliance over a longer duration.
International standards have been established defining fuel quality and continue to be revised on an as needed basis. Alterations to fuel quality, e.g. by increasingly severe refinery hydro-processing being introduced to remove sulphur also reduce the content of aromatics and destroy surface active compounds and antioxidants. Removal of these beneficial compounds effects boundary lubrication, commonly known as lubricity, and inherent oxidation stability and must be compensated for. Fuel parameters such as cetane number, viscosity, density, lubricity, oxidation stability, sulphur and aromatic content together with the absence of free water and dirt contamination are key parameters required to ensure performance of equipment in the field.
Biofuels are becoming increasingly available to end-users. In Europe (EU) and in the United States of America (USA), as well as in other countries, fuel sources such as rapeseed methyl ester (RME), soybean methyl ester (SME), palm oil methyl ester (PME) and others, collectively known as fatty acid methyl esters (FAME), are being used as alternatives and extenders for mineral oil derived fuels. Furthermore, the EU Biofuels Directive 2003/30/EC requires member states to ensure that a minimum proportion of biofuels is placed on the market. It must be recognized that the physical and chemical characteristics of bio components are significantly different to conventional fuels and that care must be taken in their specification and use.
Diesel fuel injection equipment (FIE) manufacturers fully support the development of alternative sources of fuel. Where possible, compatible components were provided and validated. However, many vehicles, engines and equipment are not designed to run on them. It is recommended to refer to the vehicle and engine manufacturers ‘Limitations of Use’ documents for guidance. Prior to use, users should also check whether appropriate biofuel quality is guaranteed.
General Diesel Fuel Quality Standards: The European fuel standard EN 590:2009 embodies the latest fuel quality requirements. Fuel injection equipment manufacturers' products might not meet the expected lifetime performance and emissions targets if EN 590:2009 fuel or fuel with similar properties to the EN 590:2009 specification is not used. The responsibility therefore must fall to the equipment user and/or the fuel supplier to ensure that the fuels used are compatible with the fuel system and objectives of the emissions legislation.
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-
12

Automotive
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 2
Users of diesel engines are reminded that fuel standards apply only to the point of delivery from the distribution network, generally from the pump nozzle of the filling station. From this point on it is the user’s responsibility to protect the fuel from free water and dirt contamination to enable engines to achieve their designed performance, emission, and durability targets. Engine/vehicle manufacturers should provide appropriate fuel conditioning depending on application, duty cycle, territory, and climate.
Additives: Fuel standards are performance based. Meeting the standard specifications is a minimum requirement. In order to further improve fuel quality, the use of additives in the appropriate amount is helpful provided that harmful side-effects can be excluded (e.g. internal injector deposits). Additives demonstrated to have harmful effects that result in field issues must not be used, even if the blended fuel meets the performance standard. It is the responsibility of the fuel provider to exclude harmful side-effects.
Lubricity: It is essential that the lubricity of the fuel as measured by the HFRR test specified in ISO 12156-1 meets the requirement of a wear scar diameter not greater than 460 microns. In addition, it is recommended by the Diesel FIE manufacturers, that “first fill” of the fuel tank should be with fuel with good lubricity characteristics (HFRR < 400 µm) in order to guarantee good “run-in” of the injection system components. The US diesel specification (ASTM D975-11) and others includes a lubricity value of 520 µm maximum (according to ASTM D6079-11). Fuel with a lubricity exceeding 460 µm can adversely affect the lifetime of some fuel lubricated injection system components.
Cleanliness: The fine tolerances needed to produce high injection pressures demand good fuel cleanliness, with increasing emphasis on small particle sizes. The fuel injection equipment manufacturers encourage the standardization bodies in the EU and US to elaborate a precise test method for the determination of total contamination and for particle counting required to ensure the demand for improved fuel cleanliness of future FIE systems is met.
Deposits: Local and temporary deviations in fuel composition, additivation and/or contamination are responsible for in-system deposits, which impede the precise dynamics of the high pressure injection equipment. Such deposits affect vehicle performance, leading to complaints by the end customer. Two predominant types of deposits have been identified: metal-based salts and soaps as well as polymeric organic material with specific additive-related structural elements.
Among the metal containing deposits sodium is prevalent; with even trace contamination having an effect. Sodium contamination can be involuntarily transferred from refinery, pipeline transportation, fuel drying, storage and distribution.
Deposits on the internal surfaces can also be formed by chemical reaction/polymerisation of additives with acidic fuel components. Nitrogen functionalised additives, e.g. detergents of the polyisobutylene succin-imide (PIBSI) type were identified to form conversion products of higher molecular weight.
EN590:2009 section 5.4.3 states “Diesel fuel shall be free from any adulterant or contaminant that may render the fuel unacceptable for use in diesel engine vehicles”. It is the task and responsibility of the fuel industry (refineries, additive producers, pipeline operators, transport sector and fuel storage facilities) to apply increased diligence and protective measures to prevent deposit related incidents and ensure the fuel is suitable for use in modern high pressure fuel injection systems.
It should be noted that exposure of fuel to surfaces containing copper (Cu), zinc (Zn) or lead (Pb) can adversely affect fuel quality and should be minimised.
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-
13

2014 - EIBD REcommEnDATIon PAPER
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-
14

Automotive
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 4
sidered it essential to maintain the fuel stability level of B5 and B7 also for B10 and B30 and agreed to adapt future fuel standards accordingly.
In the US, ASTM D975-11 standard for diesel (B0 to B5) does not contain any mandatory stability requirement; the standards for B6 to B20 blends (ASTM D7467-10) and for pure FAME (ASTM D6751-11b) do not include sufficient stability safeguards present in both the EN 590:2009 and EN 14214:2009 standards. ASTM D6751-11b for FAME requires a minimum IP of 3 hrs, which is half of that required by EN 14214:2009, and for B6 to B20 blends an induction period of 6 hrs is fixed in ASTM D7467-10, compared to 20 hrs in EN 590:2009. It is expected that the operating performance and lifetime of fuel injection systems will be adversely affected by using fuels with reduced stability. To secure sufficient stability of diesel/FAME blends world-wide the FIE manufacturers request comparable regulations for every diesel fuel specification that allows blending of FAME. FIE manufacturers are powerless to prevent issues originating from the use of insufficiently stable fuel. Fuel suppliers need to take appropriate measures for stabilising fuels and are responsible for ensuring that the level of oxidation stability is sufficient to prevent damage due to depletion of oxidation reserve during use.
FAME Impurities: As FAME is being produced from an increasing number of new feedstock uncertainties are associated with additional impurities that might not become evident until vehicle operation. Further concerns are minor components of FAME with high molecular weight like steryl glycosides leading to filter plugging and use of diesel or FAME additives with interacting chemistries. There are also several possible risks associated with fuel delivery and supply chain, such as accumulated metal ion impurities affecting the quality of the final blend at the point of sale.
FAME Compatibility: Material issues may occur on older vehicles, designed before the use of FAME was considered. As FAME concentrations increase, compatibility issues become more likely with filters, hoses and seals being the most likely components affected.
Other Biofuels: The FIE manufacturers support the use of bioparaffins obtained by hydro-treatment or co- processing of plant oil. Due to their paraffinic nature and high fuel and transport system compatibility, bioparaffins are also well-suited for blends with biogenic portions above 7 %. High blend rates of (bio-) paraffins or use in their pure form require extra validation. The necessary validation extent will depend on the parameters and limits defined in the CEN Workshop Agreement CWA 15940:2009 and in the future CEN Technical Specification of paraffinic diesel fuel and FAME blending. The FIE manufacturers note that their high pressure injection equipment is not designed to run on unesterified plant oil, even if such fuel meets all requirements defined in the CEN Workshop Agreement CEN/TC WS 56 or in existing national standards such as DIN V 51605.
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-
15

2014 - EIBD REcommEnDATIon PAPER16
_____________________________________________________________________________________________
Fuel Requirements for Diesel Fuel Injection Systems – Joint FIE Manufacturers’ Statement, issued in March 2012 3
Fatty Acid Methyl Ester (FAME) Standards: The European FAME standard EN 14214:2009 provides minimum quality requirements and limits relevant side products and tramp chemicals from FAME processing. In order to reduce the risk of premature failure of the fuel system, FAME must conform to EN 14214:2009, regardless whether used as 100 % fuel (B100) or as a blending component.
The European diesel fuel standard EN 590:2009 includes diesel blends with up to 7 % FAME (B7). All injection equipment is released for admixtures up to a maximum of 7 % FAME (meeting EN 14214:2009) with the resulting blend meeting the EN 590:2009 standard.
A more extensive revision of EN 14214:2009 is ongoing to facilitate blending of up to 10 % FAME (B10). The FIE manufacturers support the development of a European B10 standard rather than individual norms of the member states, and do not approve national decrees. The discussion about introducing higher blends is dominated by compatibility concerns with the existing fleet, consequently limiting release of higher blend rates to special vehicle applications only.
CEN is working on a feasibility study and preliminary specification for B30. B30 is intended for use in captive fleets only, as already practised in France for some years. An approval for the use of any blend with a high FAME content or of B100 requires a customised validation for the intended application(s).
The FIE manufacturers registered that the use of fatty acid ethyl esters (FAEE) is proposed in France. Knowledge about the characteristics of FAEE is still very limited, and testing with FAEE or FAEE blends in fuel systems has only been performed exemplarily. Progress in the normalisation of FAEE on the European level under CEN is required in order to create a reference basis for validation.
In the US, the quality of fatty acid esters is defined in the ASTM D6751-11b standard provided for different fatty acid alkyl esters (FAAE) intended for use in blends at concentrations of up to 20 %. Two additional standards have been developed to describe qualities of the blended fuels up to B5 (ASTM D975-11) and from B6 to B20 (ASTM D7467-10), respectively.
The use of B5 according to ASTM D975-11 is tolerated by the FIE manufacturers, although the absence of a stability requirement is seen as a large risk that should be reduced as soon as possible. Blends containing in excess of 5 % (V/V) FAAE (ASTM D6751-11b) require positive validation of specific issues associated with higher concentrations of low stability FAME (also in view of the fact that ASTM D6751-11b allows the use of fatty acid alkyl esters [other than methyl esters], which are not yet successfully evaluated).
FAME Stability: The reduced stability of FAME is of particular concern. Aged or poor quality FAME contains organic acids like formic acid and polymerisation products. The acids attack many components, and the polymers can lead to plugged filters, sediments and sticking moving parts drastically reducing the service life of the FIE. Long standstill periods bear the risk of reaching the point when the ageing reserve of the fuel inside the tank and FIE is depleted. Extra measures are recommended like well-timed monitoring of fuel stability or precautionary fuel exchange, followed by an idling operation when such extended periods of inactivity are anticipated. This also affects seasonally operated equipment such as harvesters or emergency generators and vehicles to be exported overseas. For this reason FAME-free EN 590 fuel is highly recommended for “first fill” or extended inactive periods.
Fuel stability is best described by the parameter ‘ageing reserve’, determined as induction period (IP) according to the EN 15751:2009 test method. B5 and B7 with an IP of ≥ 20 h has been demonstrated to be sufficiently stable for standard usage conditions in Europe. The stakeholders of CEN/TC19/WG24 con-

Organized by:
Media Partners:
Hosted by: Supported by:
Ministry of Trade Republic of Indonesia European Union
Sponsored by:EIBN Premium Partner:





























