Embed Size (px)
Citation preview

School of Chemical and Process EngineeringEnergy Research Institute
Potential integration of heat and pressure based systems with anaerobic digestion
Andrew Ross
The Waste Biorefinery Platform21st May 2015 The Studio, Birmingham, UK

Valorisation of Digestate
Growing interest in “digestate enhancement technologies” with the aim of:
increasing the value of digestates; providing secure and suitable market for the digestate. create new markets for digestate products; and decrease the operating costs (OPEX) of the facility.

Introduction
Technology - Hydrothermal carbonisation (HTC)
Products - Bio-Coal/hydrochar
Results –Digestate/press cake
Integration- AD and carboxylate platform

Hydrothermal processing involves the conversion of organic material in hot compressed water at high temperature and pressure (200-500oC, 15-270 bar).
Products are dependent upon process severity.
Hydrothermal processing
Hydrothermal carbonisation (HTC) -Bio-Coal
Hydrothermal liquefaction (HTL) - Bio-Oil
Hydrothermal gasification (HTG) - Syngas

Energy and nutrient cycling
High pressure hydrothermal systems
(28 MJ/kg)
HTCCarbonisation
HTLLiquefaction
HTGGasification

Hydrothermal carbonisation (HTC)
Typically performed at 200-250oC, 15-40 bar
Upgrades biomass to a uniform higher energy density product.
Any biomass can be processed by HTC but useful for converting wet biomass (unlike pyrolysis and torrefaction)
Wet feedstocksSewage sludgeManuresWet distiller’s grains (WDG) DigestateAlgae
Biomass
HTC Coal
Water and TOC
Gas Mainly CO2
Sugars, organic
acids, furans and
phenols
Lignite like
material

Why the interest in HTC?
Biomass
• Low bulk density
• High moisture
• Low calorific value
• Hydrophilic
• Difficult to mill
Bio-Coal
• Higher bulk density?
• low moisture
• High calorific value
• Hydrophobic
• Easily friable
HTC = potential pre-treatment for biomass• Combustion and gasification• Biomass based synthetic chemicals

HTC processing steps
Energy considerations Water kept in liquid phase. Thermal efficiency reported to be 80%
(Erlach et al, 2012, Funke & Ziegler, 2011)
Economic considerations TCI – 10 million euro (10 MW plant) Bio-Coal production cost - €10 GJ
(Erlach et al, 2012, Stemann et al, 2013)
HTC takes place in pressured water at 200-250oC at or above the saturation pressure

Technology status
• Production of “Bio-Coal” as a fuel
Large interest in Germany and Spain
Pilot scale hydrothermal carbonization facilities
Ingelia (Spain), CPL (UK), SunCoal Industries (Germany)
• Production of functionalised materials“hydrochar” as soil additive
Low cost adsorbents
Functionalised carbons
Developing interest in this area (US and Europe)

Laboratory simulation
Processing
High pressure reactors (10ml to 2 litres) Process variables (temp, time, feedstock)
Characterisation of products
BioCoal/Hydrochar characterisation Fuel properties and agronomic use Analysis and treatment of process water

Energy Densification
Energy densification due to de-oxygenation due to removal of hydroxyl (-OH), carboxyl (C=O) and carbon-oxygen bonds (C-O)
woody biomass show a high energy densification
Typical yields at 200oC ~60-70 wt% (25 MJ/kg)
Typical yields at 250oC ~40-50 wt% (28 MJ/kg)
Increased HHV with residence time

HTC Chemistry
Oxygen is removed as either H2O
or CO2 by dehydration (main
reaction) and decarboxylation.
(i) Hydrolysis
(ii) dehydration/decarboxylation
(iii) Condensation
(iv) polymerisation –to larger molecules
(v) Aromatisation – to large aromatic clusters
Reactions in HTC
Optimum HTC reaction conditions dependent on the end use of the HTC products

Van Krevelen
Fraction of the NH4+ and PO4
3- extracted into the process waters(potential for recovery)
Wet wastes such as food waste, sludge and MSW show a more moderate increase in HHV
Wet wastes typically have higher ash content
Some feedstock result in high levels of organics dissolved in process water.
Coals
Lignite & HTC 250
HTC 200
Raw biomass

Slagging and fouling
Ash = metal oxides in fuel
• Can be problematic
• Slagging = melting and fusion of ash in furnace
low temp =
high temp (1500°) =
– K + Na lower melting temperature
– Ca + Mg increase melting temperature
• Fouling = formation of corrosive alkali chlorides on heat exchangers
– K + Na + Cl + S problematic

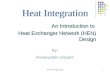
Analysing ash behaviour
Original sample
Shrinkage Deformation Hemisphere Flow
Ash fusion test using an ash fusion oven

Ash transition temperatures
550
750
950
1150
1350
1550
Srinkage Deformation Hemisphere Flow
Tem
pe
ratu
re (
cels
ius)
Transition
Ash Transition Temperatures for Miscanthus
Furnace Limit - 1570°C
HTC 250oC
Improvement
Raw biomass
HTC 200oC
Shrinkage

Extraction of inorganics in HTC
Big reduction in fouling
Some extraction of NH4+
and PO43-
Typical behaviour of inorganics during HTC

Bio-coal properties
• HTC improves biomass handling properties
– higher calorific value,
– higher bulk density,
– lower moisture content,
– less hydrophilic and
– easily friable
• HTC leads to significant demineralisation– Reduces fuel slagging and fouling propensity
• Improved properties for combustion and gasification

HTC and AD
HTC appears to be a suitable route for treating digestateand/or press cake
Could provide multiple benefits
Reducing waste Lower fugitive emissions from disposal of sludge Increasing Biogas yieldsmultiple markets for solid product (biocoal/hydrochar)Nutrient recovery

MAD
Digestate @ 5wt% TS
HTC
Bio-Coal
Integration with AD
(20 wt% TS)
Appropriate feed
Dewatering
Recycled (organic rich) process water
First reported by B. Wirth, J. Mumme, B. ErlachAnaerobic Treatment of HTC Waste Water
Danso-Boateng et al, (2015) Hydrothermal carbonisation of sewage sludge: Effect of process conditions on product characteristics and methane production
Waste water

MAD
Digestate @ 5wt% TS
HTC
Recycled process water
Bio-Coal
Integration with AD
Appropriate feed
Appropriate co-feedMake up to 20 wt% TS or even higher
Removal of N and P
Suitable AD feedstock
Dilution water
Remove the need for dewatering by co-processing with additional feed.
Using lignocellulosics improve the quality of the bio-coal

Press cake from AD
VGF b RES b WWT a Agricultural b
Ash(%) 54.0 43.8 48.4 12.8
VS (%) 46.0 56.2 51.6 87.2
% C (db) 20.9 27.0 29.0 45.7
% H (db) 2.4 3.9 5.2 6.2
% N (db) 1.6 1.9 3.6 3.8
% O (db) 21.1 21.2 12.9 30.8
a - supplied by Aqua Enviro – commercial scale AD plantb – supplied by OWS, Belgium – from test facility
VGF -from AD of source separated organic fraction of municipal wasteRES -from AD of mixed residual MSW WWT -from AD of primary and secondary sludge AGR -from AD of agricultural products (mainly maize)

HTC of AD press cake
Increasing VS
Press cake often high in ash resulting in high yields but only moderate energy densification.
Higher the lignocellulosiccontent, higher the energy densification.
Mainly maize – high lignocellulosic
60
%
80
%30
%
45
%
70
%
75
%
60
%
80
%
Increasing Ash
Different press cakes following AD

Hydrochar as soil additive?
Hydrochars have more functionality than biochars and contain “humic like material”
Nutrients interact with hydrochar based on the presence of: (i) Surface functional groups (CEC)(ii) Mineral matter (AEC)
Hydrochars may have higher agronomic value than digestate although post-treatment may be required.
Higher CEC (cmol/kg)

Biological methane potential
Wirth B., Mumme J., Anaerobic digestion of waste water from hydrothermal carbonization of corn silage, Appl. Bioenergy, 2013, 1, 1-10.
HTC water Biogas yields Reference
Sewage sludge 0.5 L g TOC-1 Blöhse (2013)
Digestate 1 L g TOC-1 Blöhse (2013)
Corn silage 0.6 L g TOC-1 Wirth et al. (2013)
AD tests of HTC process water using mesophilic (35-37°C) batch digester tests

The process water can be evaporated and analysed
The Buswell equation can be used to estimate biogas yields based on assumed conversion
Biogas from Process water
1 tonne presscake AGR @200oC WWT @200oC
TS 200 kg 200 kg
ODM 87.2 wt% 55 wt%
Hydrochar 160 kg (80%) 90 kg (45%)
Ash 19 wt% 58 wt%
HHV 15.2 MJ/kg 15.4 MJ/kg
Bio-coal 2432 MJ 1386 MJ
Process water 30 kg 90 kg
ODM 80 wt% 88 wt%
Methane* 7.9 m3 47.3 m3
175 MJ 1040 MJ
79 kWh 473 kWh
% of total energy 6.7% 42%
Linking to Anaerobic digestion:
Partially supplies natural gas demand Treats waste liquid stream Improves energy return on investment
* Assuming 75% conversionPotential inhibition??

Process water composition
pH range from 4.7 - 7.0 TOC range from 10,000 – 40,000 mg/L C/N ratio from 8-10 Ammonium 2-3000 mg/L Phosphate 4-600 mg/L
VFA Sugars Other
Acetic acid Glucose Furfural
Formic acid Ribose 4-HMF
Lactic acid Inorganics
Citric acid PO43- and NH4
+
Species identified in process water
Process water typically contains around 15% mineral matter and 85% VM

HTC and Carboxylate platform?
Many of the organic acids are key primary and secondary products of fermentation reactions in the carboxylate platform.
Potential for further processing into biofuels or industrial solvents?
Examples of Carboxylate conversion reactions
Modified from Agler et al, (2001)
Biological reduction of carboxylates to alcohols Biological elongation of short-chain carboxylates

Put HTC first?
MADHTC
process water
Bio-Coal
Methane? or Carboxylates?
Low pH
2. Variables HRT OLR pH
1. Benefits? Optimise for Bio-coal Remove contaminants Digester size/throughput
Feed
3. challenges Inhibition? Yields?
Process HRT OLR pH Products
Methanogenesis Very long Low 6.8 Methane
Hydrogenesis Short High 5 Hydrogen
Solventogenesis Moderate Moderate 5.5 Carboxylates
4. Barriers Separation barrier? Methanogen barrier? Ecology barrier ?

Conclusions
HTC should be investigated further as a ”digestateenhancement technology”.
Potential exists for:
Treatment of digestate Increasing value of digestateCreate new markets from digestate Increasing biogas yields
Future integration of HTC and carboxylate platform ?

Acknowledgements
Thank you for listening
Any questions?
Dr Nigel Horan
Dr Miller Camargo-ValeroAidan Smith