Embed Size (px)
Citation preview

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
1
POVRCHOVÉ TRHLINY PRI LISOVANÍ MOSADZE CuZn30 ZA TEPLA
SURFACE CRACKS OF BRASS CuZn30 AT HOT PRESSING
Rudolf Pernis Ondrej Híreš Jana Jurenová
Trenčianska univerzita Alexandra Dubčeka v Trenčíne, Fakulta špeciálnej techniky, Katedra
strojárskych technológií a materiálov, Študentská 2, 911 50 Trenčín, Slovensko, E-mail: [email protected], [email protected]
Alexander Dubcek University of Trencin, Faculty of Special Technology, Department of
Technologies and Materials in Engineering, Študentská 2, 911 50 Trenčín, Slovak Republic E-mail: [email protected], [email protected]
Abstrakt
Mosadzné tyče CuZn30 sú určené pre hlboké ťahanie za studena. Podľa označenie DIN, sa jedná o mosadz s materiálovým číslom 2.0265 (u nás staršie označenie ako Ms70). Podľa chemického zloženia sa jedná o mosadz, ktorá obsahuje 69 až 71 % Cu, nečistoty maximálne 0,1 % a zostatok je Zn. Osvojenie výroby tyčí z CuZn30 v rozsahu priemerov 10 až 15 mm pôvodne vychádzalo zo skúseností výroby mosadzných tyčí typu CuZn40Pb2, ktoré sú určené pre trieskové opracovanie a sú bežne výrobne zvládnuté. Samotné tavenie a odlievanie mosadze CuZn30 bolo zvládnuté, pretože takmer celá produkcia sa spracovávala valcovaním za tepla. Výroba tyčí z CuZn30 si však vyžaduje lisovanie čapov za tepla a práve prvé skúšky lisovania za tepla ukázali, že mosadz CuZn30 je právom zaraďovaná do skupiny ťažko lisovateľných materiálov. Lisovanie za tepla sa vyznačovalo výraznou tvorbou priečnych povrchových trhlín. Štúdium podmienok lisovania mosadze CuZn30 za tepla, bolo uskutočnené za účelom hľadania príčin vzniku trhlín. Výsledkom štúdia lisovania mosadze CuZn30 za tepla je stanovenie činiteľov, ktoré majú vplyv na tvorbu priečnych trhlín a stanovenie podmienok lisovania, ktoré zamedzia vzniku týchto trhlín. Príspevok obsahuje obrázkovú dokumentáciu, ktorá poukazuje na problematiku pôvodu trhlín. Abstract
CuZn30 brass bars are used for cold deep drawing. In accordance to DIN labelling it is brass of material number 2.0265 (previous labelling Ms70). Due to chemical composition brass contains from 69 % to 71 % copper, maximum volume of impurities 0,1 % and the rest is zinc. Implementation of CuZn30 bars into production in a range of diameters from 10 to 15 millimetres was based on experiences of CuZn40Pb2 brass bars used for machining and they have already used in production. Melting and casting of brass CuZn30 was successful because almost all products were worked by hot rolling. A production of CuZn30 brass requires hot pressing of pins. The first tests of hot pressing have shown that brass CuZn30 belongs to a group of hard pressable materials. For hot pressing is typical formation of transverse surface cracks. A study of hot pressing conditions using material CuZn30 was realized in order to find reasons of cracks initiation. The study of brass CuZn30 at hot pressing resulted in determination of factors influencing formation of transverse cracks and determination of pressing conditions to avoid cracks formation. A paper consists of figures focused on cracks origin.

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
2
1. ÚVOD Výrobcovia mosadzných hlbokoťažných výťažkov neustále hľadajú cesty, ktoré vedú
k znižovaniu predhmotnosti a tým tiež materiálových nákladov. Zavedené technológie výroby rotačných hlbokoťažných výťažkov, začínajú výsekom rondeliek z vyvalcovaného pásu z mosadze CuZn30 (staršie označenie Ms70). Podľa chemického zloženia sa jedná o mosadz, ktorá obsahuje 69 až 71 % Cu, nečistoty maximálne 0,1 % a zostatok je Zn. Podľa označenie DIN, sa jedná o mosadz s materiálovým číslom 2.0265. Znižovanie nákladov znamená
zavádzať technológie, ktoré zvyšujú využitie materiálu [1]. Analýza klasickej technológie výroby mosadzných výťažkov z pásov (viď Fig. 1.) ukázala, že zvyšovanie počtu vysekávaných radov rondeliek z pásov už neprináša očakávaný efekt v znižovaní vlastných nákladov. K tomu, aby bolo možné i naďalej znižovať materiálové náklady vo výrobe mosadzných výťažkov, bol nutný technologický skok. Tento nastal až keď, sa začala do výrobnej praxe zavádzať výroba výťažkov
z mosadzných tyčí, alebo zo zvitkov drôtu [2]. Aj keď po materiálovej stránke sa jedná o rovnaké chemické zloženie, mosadzné tyče musia mať definované vlastnosti v úzkom intervale. Pomerne dlhú dobu trvalo, než sa technológia výroby mosadzných výťažkov z tyčí začala presadzovať u konečného spotrebiteľa tyčí.
Výroba samotných mosadzných kalíškov z tyčí sa uskutočňuje v dvoch operáciách za studena. V prvej operácií nastáva beztrieskové delenie časti tyče a zároveň prvé tvárnenie. Oddelený výtvarok sa v druhej operácií kalíškuje, ukážka výrobkov v Fig. 2. Pri výrobe kalíškov nevzniká žiaden odpad (ak nepočítame krátky koniec tyče, ktorý je v upínači stroja).
Preto sa dá povedať, že pri tejto technológií je predhmotnosť rovná jednej (z jedného kg tyčí sa vyrobí jeden kg kalíškov). Z tohto pramení aj pomenovanie technológie výroby mosadzných kalíškov, ako bezodpadová technológia.
Pre tyče Ø 14,2 mm sú vyžadované tolerancie priemeru: +0,00 až –0,07 mm.
Mechanické vlastnosti podľa DIN 17 672, pevnosť Rm = 430 až 500 MPa, ťažnosť A10 = min. 15 % a tvrdosť po priereze 130 až 150 HB. Takto definované mosadzné tyče, určené pre hlboké ťahanie za studena, neboli vyrábané a výrobca nemal žiadne skúsenosti s ich výrobou. Na čom sa dalo stavať, boli dlhodobé skúsenosti s výrobou tyčí z mosadze typu CuZn40Pb2, ktoré sú určené pre trieskové opracovanie (olovnaté automatové mosadze). Základná technologická schéma výroby mosadzných tyčí je uvedená v Fig. 3. Od začiatku bolo jasné, že ťažiskový problém osvojenia výroby CuZn30 tyčí je v operácií lisovania čapov za tepla. Horizontálny hydraulický prietlačný lis s menovitou silou 35 MN a výstupnou rýchlosťou výlisku vv z lisovacej matrice na zvinovačkách umožňuje využiť rýchlosť zvinovania do vvmax=6 m/s. Pri lisovaní mosadze CuZn40Pb2 bol dosiahnutý lisovací pomer λλλλ=700, pričom bolo možné využiť maximálnu rýchlosť výlisku a kvalita výlisku odpovedala požadovanému štandardu. Lisovací pomer λλλλ charakterizuje pomer prierezu recipienta SR (v našom prípade
Obr. 2. Výrobky z CuZn30 tyčí: a - výtvarok, b - kalíšok Fig. 2. Products from CuZn30 bars: a – semi-finished cup,
b – final shape of the cup
Obr. 1. Odpad po výseku rondeliek z pásov Fig. 1. Waste after cutting of roundels from
strips

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
3
definovaný s priemerom recipienta DR=210 mm a DR=250 mm) a prierezu výlisku Sv (daný priemerom výlisku dv). Lisovací pomer λλλλ počítaný z priemerov je určený
2
v
R
d
Dλ
= (1)
Podľa [4] pre mosadz CuZn30 lisovanú za tepla, maximálne prípustný lisovací pomer je
60λmax = (2)
Vzhľadom na požadované konečné vlastnosti CuZn30 tyčí, priemer výlisku bol stanovený na dv=18,5 mm. V úvahu preto pripadalo použitie recipientu s menším priemerom DR=210 mm. Tieto rozmery limitovali lisovací pomer
8,12818,5
210λ
2
=
= (3)
Z porovnania rov. (1) a (2) vidieť, že v podmienkach výrobnej spoločnosti by to musel byť lis s recipientom
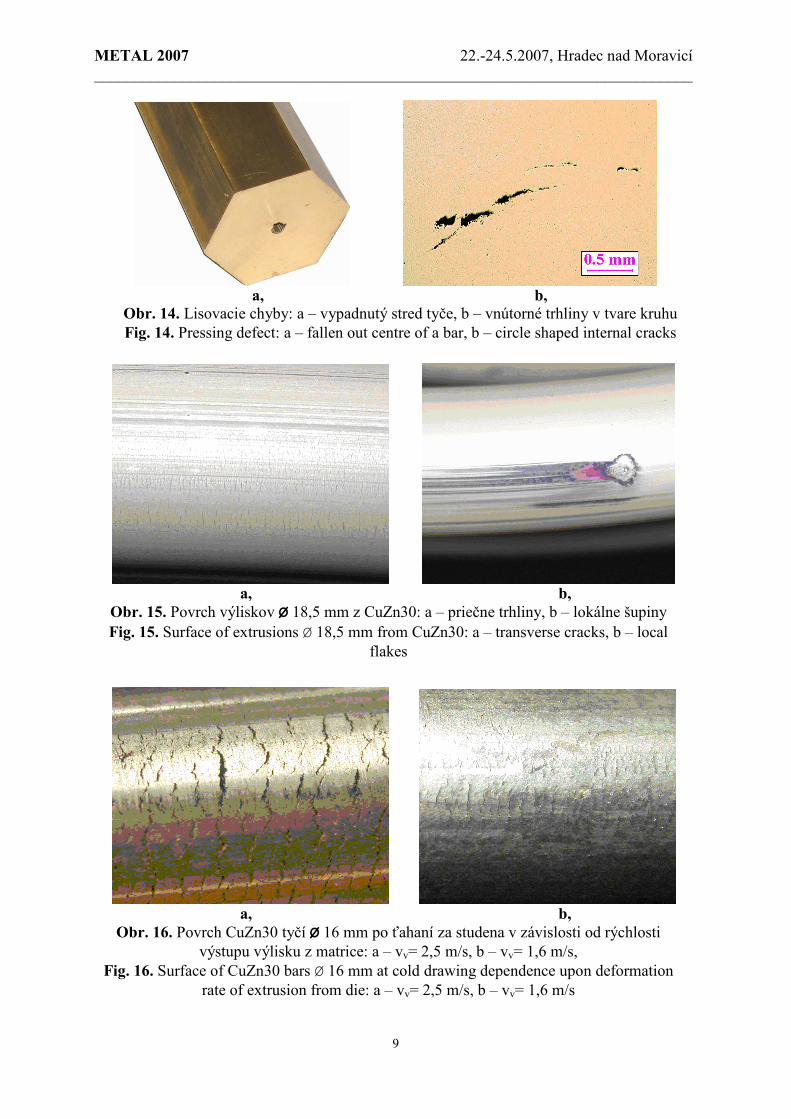
o priemere 140 mm, čo však výrobná spoločnosť zamietla. Preto, bolo uskutočnené skúšobné lisovanie mosadze CuZn30 v recipiente s priemerom vŕtania 210 mm a lisovacím pomerom λλλλ=128,8. Lisovacia teplota bola 780 až 820 °C a výstupná rýchlosť výlisku z matrice vv=2,5 m/s. Čapy boli vylisované a zvinuté do zvitku. Stav povrchu výlisku však bol neprijateľný, na povrchu boli okom viditeľné priečne trhliny (viď Fig. 15a.) a lokálne nalepeniny (viď Fig. 15b.). Aj keď výlisky CuZn30 nespĺňali kvalitatívne požiadavky, boli podrobené ťahaniu za studenna s redukciou εεεε=25 % na priemer tyče Ø 16 mm. Povrchové priečne trhliny na výlisku dokumentované v Fig. 15a. sa po ťahaní za studena ešte viac otvorili, viď Fig. 16a. 2. LITERÁRNY ROZBOR
Tvárniteľnosť mosadze CuZn40Pb2 za tepla sa dá zaradiť do skupiny mosadzí, ako najlepšie lisovateľných za tepla. V protiklade stojí αααα-mosadz CuZn30, ktorá patrí do skupiny ťažko lisovateľných kovov. Z porovnania oboch mosadzí je zrejmé, že rozdielnosť lisovateľnosti ovplyvňuje chemické zloženie mosadze. Závislosť medze pevnosti a ťažnosti od obsahu zinku v mosadzi za normálnej teploty uvádza Fig. 4. Mosadz CuZn30 sa svojim chemickým zložením blíži k maximu ťažnosti, ktorú vôbec mosadz za studena môže
Obr. 3. Základná schéma výroby tyčí z mosadze CuZn30 [3] Fig. 3. Basic scheme of production CuZn30 brass bars [3]
Obr. 4. Pevnosť a ťažnosť zliatin Cu-Zn v liatom stave [5]
Fig. 4. Tensile strength and elongation of cast Cu-Zn alloys [5]

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
4
dosiahnuť. Mosadz CuZn40Pb2 už patrí do skupiny αααα+β +β +β +β mosadzí a jej ťažnosť za studena prudko klesá. Pevnostné maximum mosadzí je posunuté práve na rozhranie mosadzí αααα+β+β+β+β a ββββ. Fig. 4. K posúdeniu lisovateľnosti mosadzí za tepla je možné využiť graf Fig. 5. z literatúry [6]. Na pozadí rovnovážneho binárneho diagramu Cu-Zn sú zostrojené izočiary stredného pretvárneho odporu získané pechovaním padajúceho kladiva. Z grafu je pozorovateľný rozdiel deformačného odporu, napr. pri 800 °C má mosadz CuZn30 σσσσD=180 MPa a mosadz CuZn40Pb2 σσσσD<100 MPa. So stúpajúcim podielom Zn stúpa tiež podiel ββββ fázy, ktorá spôsobuje prudké zníženie pretvárneho odporu za tepla. Z čoho vyplýva dobrá lisovateľnosť mosadze CuZn40Pb2 (alebo jej náhrady [9]) a naopak mosadz CuZn30, ktorá neobsahuje fázu ββββ je za tepla ťažko lisovateľná. V [6] pre mosadz CuZn28 (mosadz blízka CuZn30) je hranica lisovateľnosti opäť daná rov. (2) a ešte je doplnená o maximálnu výstupnú rýchlosť výlisku z matrice
m/min 100 v, 60λ max vmax == (4)
Pretože 35 MN lis má ukazovateľ výstupnej lisovacej rýchlosti v m/s, bola prepočítaná výstupná lisovacia rýchlosť
m/s 1,66v max v = (5)
Z tohto poznatku teda vyplýva, že ohraničenie lisovateľnosti mosadze CuZn30, len lisovacím pomerom nie je dostačujúce, ale je k tomu potrebné ešte priradiť rýchlosť výlisku. To znamená, že pri hodnotení lisovateľnosti mosadze CuZn30 za tepla, je potrebné brať do úvahy nie len lisovací pomer, ale taktiež rýchlosť lisovania. Tieto dva faktory v rozhodujúcej miere ovplyvňujú tvorbu priečnych trhlín na výlisku.
Ako sa menia mechanické vlastnosti olovnatej mosadze Ms58Pb za tepla, je uvedené v Fig. 6. Pri teplote tvárnenia 750 až 800 °C táto mosadz dosahuje maximum ťažnosti, čo je obzvlášť vhodné pre tvárnenie za tepla. Vhodne by bolo preskúmať tiež mosadz CuZn30, plastometrickou metódou [7], alebo aspoň statické skúšky v oblasti lisovacích teplôt [8].
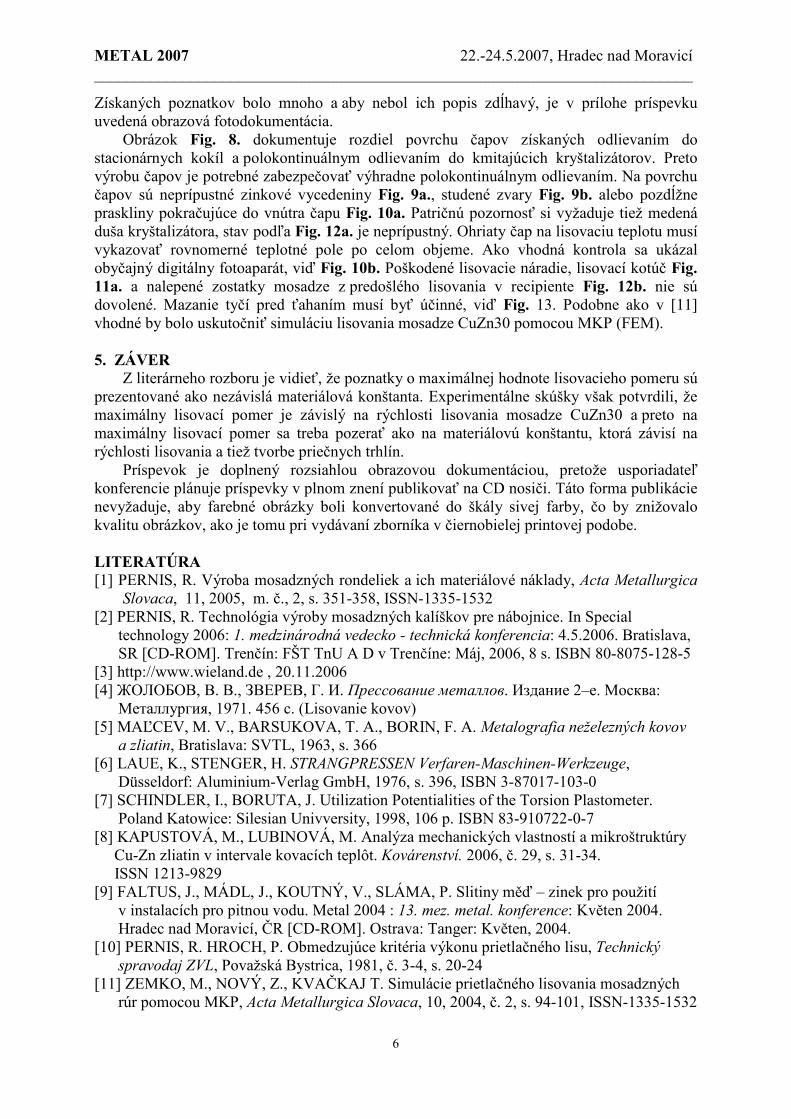
Nalepeniny a šupiny na výliskoch, ktoré dokumentuje Fig. 15b. majú široký pôvod. Preto len niektoré faktory, ktoré v rozhodujúcej miere ovplyvňujú uvedené chyby: kvalita povrchu lisovaných čapov, rovnomerný ohrev čapov, lisovacie náradie a celistvosť košele. Obrázky Fig. 14a. a Fig. 14b. zase dokumentujú vnútorné chyby, ktoré vznikli v procese lisovania. Pre vznik týchto chýb vytvára podmienky technológia lisovanie priamym spôsobom, viď Fig. 6. Jedná
Obr. 5. Stredný pretvárny odpor pri
pechovaní zliatin Cu-Zn [6] Fig. 5. Mean deformation resistance
of Cu-Zn alloys at upsetting [6]
Obr. 7. Schéma lisovania tyčí: a – priami lis, b – nepriami lis
Fig. 7. Scheme of bars pressing: a – direct press, b – indirect press
Obr. 6. Mechanické vlastnosti mosadze Ms58Pb za tepla [5] Fig. 6. Mechanical properties of brass Ms58Pb at a higher
temperature [5]

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
5
sa o známu chybu, zalisovaný kužeľ. Technológia nepriameho lisovania zamedzuje práve vzniku tejto chyby. V Fig. 7. jednotlivé pozície znamenajú: 1 –lisovaný čap, 2 – recipient, 3 – matrica, 4 – razník, 5 – lisovací kotúč a 6 – držiak matrice. Lis a jeho menovitá sila, je danosť s ktorou technológ musí počítať. Zároveň treba uviesť, že konkrétny prietlačný lis má aj ďalšie obmedzenia ako napríklad: rýchlosť zvinovania výliskov, rýchlosť razníka, priemery vŕtania používaných recipientov, okamžité vodné chladenie výliskov na výstupe z matrice, viď [10]. 3. EXPERIMENTÁLNE VÝSLEDKY
Prvé experimentálne výsledky lisovania mosadze CuZn30, ktoré vychádzali zo skúsenosti lisovania mosadze CuZn40Pb2, poukázali na neaplikovateľnosť doterajších skúseností z výroby CuZn40Pb2 tyčí. S prihliadnutím na rov. (5), bol opakovaný experiment lisovania CuZn30 so zníženou rýchlosťou lisovania, vv=1,6 m/s na výstupe z matrice. Po hodnotení povrchu výliskov bolo zrejmé, že početnosť viditeľných priečnych trhlín podstatne poklesla. Ďalej pri podrobnom skúmaní priečnych trhlín bolo možné konštatovať, že zníženie lisovacej rýchlosti znížilo počet priečnych makrotrhlín, ale priečne mikrotrhliny sú ešte stále významne zastúpené. Experiment potvrdil, že cesta vedúca k odstráneniu priečnych trhlín je v znížení rýchlosti lisovania. Výlisky z CuZn30 boli opäť ťahané za studena na tyče Ø 16 mm. Povrch ťahaných tyčí CuZn30 dokumentuje Fig. 16b. čo v porovnaní s Fig. 16a. dokumentuje zníženie výskytu priečnych trhlín. Ďalšie experimenty boli zamerané na skúmanie vplyvu lisovacej rýchlosti na vznik priečnych trhlín. Experimentálne bolo potvrdené, že spoľahlivé lisovanie CuZn30 za tepla, bez tvorby priečnych trhlín je možné pri rýchlosti lisovania
m/s 1,0 0,8vv ÷= (6)
v závislosti na lisovacom pomere. Tento interval rýchlosti lisovania mosadze CuZn30, možno považovať za kritickú rýchlosť tvorby priečnych trhlín. Ak sa uskutoční lisovanie nadkritickou rýchlosťou, je možné reálne predpokladať, že lisovanie mosadze CuZn30 za tepla bude sprevádzané vznikom priečnych trhlín. Experimentálne skúšky lisovania za tepla kruhového výlisku Ø 18,5 mm z mosadze CuZn30 potvrdili, že hodnota maximálneho lisovacieho pomeru λλλλmax=60 bola prekonaná až dvojnásobne. CuZn30 výlisky v požadovanej kvalite je možné dosiahnuť aj s lisovacím pomerom λλλλ=128.8, ale však za iných deformačných podmienok. V našom prípade to znamenalo znížiť lisovaciu rýchlosť pod hranicu kritickej rýchlosti tvorby priečnych trhlín. Preto na hodnotu maximálneho lisovacieho pomeru λλλλmax sa nemôžeme pozerať ako na absolútnu a nemennú hodnotu, ale ako na premenlivú hodnotu, ktorá je závislá na rýchlosti lisovania vv. Maximálny lisovací pomer je funkciou rýchlosti lisovania λλλλmax=f(vv). Parametre lisovania CuZn30 čapov na výlisky Ø 18,5 mm boli v trvalej prevádzke nastavené tak, aby bola technológia lisovania stabilná a bol dodržaný predpísaný štandard kvality. Pechovanie čapu a rozbeh lisovania sa začína s rýchlosťou razníka, ktorá odpovedá rýchlosti lisovania 0,5 m/s a postupne sa rýchlosť razníka zvyšuje a dolisovanie čapu sa uskutočňuje rýchlosťou razníka, ktorá odpovedá rýchlosti lisovania 0,75 m/s. Maximálny lisovací pomer necharakterizuje lisovaciu silu, ktorá je potrebná na vylisovanie CuZn30 čapu, alebo či na lise dokážeme potrebný rozmer vylisovať, ale udáva najmenší prierez výlisku, ktorý v danom recipiente dokážeme vylisovať bez vzniku priečnych trhlín. 4. TECHNOLOGICKÝ AUDIT
Po zistení zákonitostí lisovania mosadze CuZn30 za tepla, bol uskutočnený kompletný technologický audit úplného výrobného procesu mosadzných tyčí od prípravy dávok do taviacich pecí až po balenie vyrobených tyčí. Dôvodom bola skutočnosť, že aj po odstránení priečnych trhlín sa ešte stále na povrchu výliskov a tyčí vyskytovali povrchové chyby.
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
6
Získaných poznatkov bolo mnoho a aby nebol ich popis zdĺhavý, je v prílohe príspevku uvedená obrazová fotodokumentácia.
Obrázok Fig. 8. dokumentuje rozdiel povrchu čapov získaných odlievaním do stacionárnych kokíl a polokontinuálnym odlievaním do kmitajúcich kryštalizátorov. Preto výrobu čapov je potrebné zabezpečovať výhradne polokontinuálnym odlievaním. Na povrchu čapov sú neprípustné zinkové vycedeniny Fig. 9a., studené zvary Fig. 9b. alebo pozdĺžne praskliny pokračujúce do vnútra čapu Fig. 10a. Patričnú pozornosť si vyžaduje tiež medená duša kryštalizátora, stav podľa Fig. 12a. je neprípustný. Ohriaty čap na lisovaciu teplotu musí vykazovať rovnomerné teplotné pole po celom objeme. Ako vhodná kontrola sa ukázal obyčajný digitálny fotoaparát, viď Fig. 10b. Poškodené lisovacie náradie, lisovací kotúč Fig. 11a. a nalepené zostatky mosadze z predošlého lisovania v recipiente Fig. 12b. nie sú dovolené. Mazanie tyčí pred ťahaním musí byť účinné, viď Fig. 13. Podobne ako v [11] vhodné by bolo uskutočniť simuláciu lisovania mosadze CuZn30 pomocou MKP (FEM). 5. ZÁVER
Z literárneho rozboru je vidieť, že poznatky o maximálnej hodnote lisovacieho pomeru sú prezentované ako nezávislá materiálová konštanta. Experimentálne skúšky však potvrdili, že maximálny lisovací pomer je závislý na rýchlosti lisovania mosadze CuZn30 a preto na maximálny lisovací pomer sa treba pozerať ako na materiálovú konštantu, ktorá závisí na rýchlosti lisovania a tiež tvorbe priečnych trhlín.
Príspevok je doplnený rozsiahlou obrazovou dokumentáciou, pretože usporiadateľ konferencie plánuje príspevky v plnom znení publikovať na CD nosiči. Táto forma publikácie nevyžaduje, aby farebné obrázky boli konvertované do škály sivej farby, čo by znižovalo kvalitu obrázkov, ako je tomu pri vydávaní zborníka v čiernobielej printovej podobe. LITERATÚRA [1] PERNIS, R. Výroba mosadzných rondeliek a ich materiálové náklady, Acta Metallurgica
Slovaca, 11, 2005, m. č., 2, s. 351-358, ISSN-1335-1532 [2] PERNIS, R. Technológia výroby mosadzných kalíškov pre nábojnice. In Special technology 2006: 1. medzinárodná vedecko - technická konferencia: 4.5.2006. Bratislava, SR [CD-ROM]. Trenčín: FŠT TnU A D v Trenčíne: Máj, 2006, 8 s. ISBN 80-8075-128-5 [3] http://www.wieland.de , 20.11.2006 [4] ЖОЛОБОВ, В. В., ЗВЕРЕВ, Г. И. Прессование металлов. Издание 2–e. Москва: Металлургия, 1971. 456 c. (Lisovanie kovov) [5] MAĽCEV, M. V., BARSUKOVA, T. A., BORIN, F. A. Metalografia neželezných kovov a zliatin, Bratislava: SVTL, 1963, s. 366 [6] LAUE, K., STENGER, H. STRANGPRESSEN Verfaren-Maschinen-Werkzeuge, Düsseldorf: Aluminium-Verlag GmbH, 1976, s. 396, ISBN 3-87017-103-0 [7] SCHINDLER, I., BORUTA, J. Utilization Potentialities of the Torsion Plastometer. Poland Katowice: Silesian Univversity, 1998, 106 p. ISBN 83-910722-0-7 [8] KAPUSTOVÁ, M., LUBINOVÁ, M. Analýza mechanických vlastností a mikroštruktúry Cu-Zn zliatin v intervale kovacích teplôt. Kovárenství. 2006, č. 29, s. 31-34. ISSN 1213-9829 [9] FALTUS, J., MÁDL, J., KOUTNÝ, V., SLÁMA, P. Slitiny měď – zinek pro použití v instalacích pro pitnou vodu. Metal 2004 : 13. mez. metal. konference: Květen 2004. Hradec nad Moravicí, ČR [CD-ROM]. Ostrava: Tanger: Květen, 2004. [10] PERNIS, R. HROCH, P. Obmedzujúce kritéria výkonu prietlačného lisu, Technický spravodaj ZVL, Považská Bystrica, 1981, č. 3-4, s. 20-24 [11] ZEMKO, M., NOVÝ, Z., KVAČKAJ T. Simulácie prietlačného lisovania mosadzných rúr pomocou MKP, Acta Metallurgica Slovaca, 10, 2004, č. 2, s. 94-101, ISSN-1335-1532

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
7
a, b,
Obr. 10. Technologické chyby: a – pozdĺžne prasknutý čap, b – nerovnomerne ohriaty čap Fig. 10. Manufacturing defects: a – longitudinal cracked billet, b - non-uniform heated billet
a, b,
Obr. 8. Povrch odliatych čapov: a – kokilové liatie, b – polokontinuálne liatie Fig. 8. Surface of cast billets, a - permanent mould casting, b – semi-continuous casting
a, b,
Obr. 9. Neprípustné chyby čapov: a – zinkové vycedeniny, b – studený zvar Fig. 9. Inadmissible defects of billets: a – zinc segregates, b – incomplete root penetration
weld

METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
8
a, b,
Obr. 12. Stav náradia: a – neočistený kryštalizátor, b – nalepeniny v recipiente Fig. 12. Condition of equipment: a – non-purified crystallizer, b – undesirable particles
mounted in the container
a, b,
Obr. 13. Mazanie tyče pred ťahaním: a – nedokonalé mazanie, b – vhodné mazanie Fig. 13. Lubrication of a bar before drawing: a – imperfect lubrication, b – appropriate
lubrication
a, b,
Obr. 11. Lisovací kotúč: a – opotrebovaný a poškodený kotúč, b – nový kotúč Fig. 11. Pressing pad: a – worn and damaged pressing pad, b – new pressing pad
METAL 2007 22.-24.5.2007, Hradec nad Moravicí ___________________________________________________________________________
9
a, b,
Obr. 14. Lisovacie chyby: a – vypadnutý stred tyče, b – vnútorné trhliny v tvare kruhu Fig. 14. Pressing defect: a – fallen out centre of a bar, b – circle shaped internal cracks
a, b,
Obr. 15. Povrch výliskov Ø 18,5 mm z CuZn30: a – priečne trhliny, b – lokálne šupiny Fig. 15. Surface of extrusions Ø 18,5 mm from CuZn30: a – transverse cracks, b – local
flakes
a, b,
Obr. 16. Povrch CuZn30 tyčí Ø 16 mm po ťahaní za studena v závislosti od rýchlosti výstupu výlisku z matrice: a – vv= 2,5 m/s, b – vv= 1,6 m/s,
Fig. 16. Surface of CuZn30 bars Ø 16 mm at cold drawing dependence upon deformation rate of extrusion from die: a – vv= 2,5 m/s, b – vv= 1,6 m/s





![PECULIARITIES OF TENSILE DEFORMATION OF ...konsys-t.tanger.cz/files/proceedings/metal_07/Lists/...observed; this is typical of the deformation of pure molybdenum [3]. a b` c Fig. 3](https://img.pdfslide.net/doc/110x75/5f2f55234e161c5ac337574d/peculiarities-of-tensile-deformation-of-konsys-t-observed-this-is-typical.jpg)













