-
1
LTPÉCOLE POLYTECHNIQUE FÉDÉRALE DE LAUSANNE
Powder Technology
From Landslides and Avalanches to Concrete
and Chocolate
Prof. P. Bowen (EPFL), Dr. P. Derlet (PSI)
WEEK 13
Sintering Mechanisms & New Technologies- (3)
Processing – Forming - Shaping
-
Teaching plan 2017
Files of lectures and notes to be found on LTP website :
http://ltp.epfl.ch/Teaching
Week-DATE File.
no.
Powder Technology – Wednesday 10.15-12.00 – MXG 110
1- sept 20 1 Introduction - PB
2 – sept 27 2 Powder packing and compaction - 1- PB -
3 – oct 4 3 Powder packing and compaction - 2-PB- and guest
lecturer - MS
4 – oct 11 4 Powder packing and compaction -3- PD
5 – oct 18 4 Powder packing and compaction - 4 – PD
6 – oct 25 5 Particle – Particle Interactions 1 - PB
7 – nov1 6 Particle – Particle Interactions 2- PB
8 – nov 8 7 Particle – Particle Interactions - 3-PB
9 – nov -15 8 Introduction to atomistic scale simulations PD
10 – nov 22 9 Compaction, Sintering & Defects in metals at
atomistic scale - PD
11 -nov-29 11 Sintering Mechanisms (& New Technologies) - 1
– PD
12 - dec 6 11 Sintering Mechanisms (& New Technologies) - 2
– PD
13 – dec 13 10 New Technologies (& Sintering Mechanisms) -3
PB
14 – dec 20 12 New Technologies (& Sintering Mechanisms) and
exam 4 – PB
PB – Prof. Paul Bowen (EPFL), PD – Dr. Peter Derlet (PSI)
MS- Dr. Mark Sawley (EPFL)
-
Today’s Objectives
This Week
• Standard forming methods…..ceramics and metals
– Dry Pressing…(Generalities from 3rd year & summary PT
compaction
courses – weeks 4&5 file PowderTech 4)
– Wet methods – overview - slip casting, tape casting, injection
moulding
– Limitations …additive manufacturing approach
– General intro to additive manufacturing…video…importance of
dispersion!!!
– Green bodies…Sintering…standard procedures (next week)…
• Additive manufacturing and sintering combined – SLS
– Introduction…..Video…..
– Detailed study thesis Cedric André importance of particle
packing …..
Next week …
• Summary of standard sintering methods and procedures
• New sintering processes, SPS, flash sintering, cold
sintering…
• Typical questions, Powder Technology – Learning outcomes,
• Exam….
4
-
Standard forming methods – Dry pressing ceramics
• Dry pressing – Compaction – Ceramics (3rd year* p.209 &
TP2)
• Ceramics – powders granulated (PT week 3 – Neural network
–
particle packing) with
• Binder (e.g. polyvinyl alcohol PVA) and
• Plasticizer (e.g. polyethylene glycol PEG [-CH2-CH2-O-]n)
• 3- stages of compaction
– i) rearrangement →RCP of granules
– ii) deformation → plastic…PEG/PVA
– iii) granule fracture/densification
– Ceramic particle density ~ 60% →RCP
• Limitations L/D – density gradients - friction
4
*Les Traité des Matér, Vol. 16 « Les Céramiques » J. Barton, P.
Bowen, C. Carry & J.M. Haussonne, PPUR, 2005
Grey – C, Red – O, White- H
PVA
-
Standard forming methods – Compaction metals
• Dry pressing – Compaction – Metals (PT weeks 4&5) – higher
plasticity cf
ceramics…also 3 stages …
– Stage 0 – packing…. rearrangement → RCP ….
– Stage 1 – deformation – increase in contact area -connected
pores (60%-80%)
– Stage 2 – sealing off of pores between particles (80%-90%) -
porous solid
• Density variations as L/D increases…lubrication walls vs
powder
• Four major mechanisms controlling densification are
– rearrangement, plastic deformation, power-law creep and
diffusional flow
5
DEM modellingDrucker-Prager-Cap
(DPC) model
-
Limitations – compaction
• Generally shapes have to be symetrical and simple in 2D
i.e.
small orthogonal features not possible
• Ceramics limited in size…few cm..
• Length to diamter ratio…> 2 start getting density
gradients
• Ceramics max force 150-200 MPa – otherwise elastic rebound
leading to defects..
• For cylinders and tubes – isostatic pressing (10’s cm)
• Metals …work hardening can limit compact density
• Sizes higher – cars 9-25 kg compacted & sintered steel
parts..
• 10’s cm ..but again… too big get density gradients
• E.g. http://www.perrytool.com/ precision gears, pulleys,
bearings,
• cams, sprockets, fasteners, soft magnetic components and
• complex multi-level, close tolerance mechanical parts
6
3cm
2cm
http://www.perrytool.com/products_gears.shtmlhttp://www.perrytool.com/products_pulleys.shtmlhttp://www.perrytool.com/products_bearings.shtmlhttp://www.perrytool.com/products_magnetics.shtmlhttp://www.perrytool.com/products_mechanical.shtml
-
7
Wet Ceramic Slip Casting technique
Suspension forming method
Prepare suspension – called slip
Slip = concentrated suspension
Need adequate viscosity to pour into
the mould
Want a minimum of liquid
Give us a minimum shrinkage during
drying
Porous mould – cappilary suction Pc
Deposit thickness α t 0.5
Can also use to make films – tape
casting - 10-250 mm thickness
Suspension
Filter 0.2 mm
Mould - Silicone
Porous Support
rP lvc
cos2
-
8
Slip casting – cups or solid forms
empty mouldfilled with suspension
drained of excess suspension
taken from mould for drying
empty mould filled with suspension
pressure or slurry suppliment
final green solid form - for drying
drain casting
– par vidange
solid casting
- forme remplit
-
9
Application Traditional Ceramics
Porcelaine – hand basin, toilets
Complex shape and big!!!
Slip casting 45% vol solids - 80 minutes per
mould
Pressure casting – add gas pressure
2 minutes!! 40 times quicker
Modern plants semi-automatic
1week to mix and mill powders before using
the « slip »
High green densities (before firing) of 69%
can be reached with optimum dispersion and
particle size distribution
LAUFEN - Switzerland
-
P. Bowen, EPFL. 13/12/2017 10
Wet methods – injection moulding – metals & ceramics
Small precision pieces –very complex forms - precise… 1-2
microns without machining
Mixture of ceramic or metal powder – polymers (20% wt, 50%
vol)
Heat to 150 - 200°C – plastic injection
Limitations – expensive tooling (80,000 €) - size limited –
cm…
Very good for large series, thousands of pieces
Binder burnout… slow 1-3 days…new technology BASF – 2-4 hrs
HNO3 at 120°C (limited to BASF powder quality…no control)
http://www.pim-international.com/metal-injection-molding/binders-and-binder-removal-techniques/
SPT Roth SA- Ceramic injection moulding (CIM) of small complex
& precise
components in micron tolerances. Materials include Alumina,
Zirconia, Zirconia-toughened
Alumina and polycrystalline Ruby. Limitation size max cm….
•Medical tools & implants - Dental applications - Industrial
and Electronic components
•Nozzles with hole diameter less than 15µm -
http://www.smallprecisiontools.com/
Nozzles
https://www.osha.gov/dts/osta/otm/otm_iii/otm_iii_1.html
http://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/ceramic-materials-table/?oid=439&lang=enhttp://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/custom-engineered-ceramic-parts-application-examples/medical-tools-and-implants-bioceramic-biocompatible-ceramic/?oid=522&lang=enhttp://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/custom-engineered-ceramic-parts-application-examples/dental-applications-anatomical-shape-translucent-ceramics/?oid=523&lang=enhttp://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/custom-engineered-ceramic-parts-application-examples/industrial-components-wear-resistance-high-precision/?oid=524&lang=enhttp://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/custom-engineered-ceramic-parts-application-examples/electronic-applications-high-complexity-wear-resistance/?oid=677&lang=enhttp://www.smallprecisiontools.com/products-and-solutions/fine-ceramics-solutions/custom-engineered-ceramic-parts-application-examples/ceramic-and-metallic-nozzles-with-small-precision-holes/?oid=891&lang=en
-
Wet methods - general limitations
• Slip casting slow…can speed up with – addition of pressure but
complexity
of form still limited
• Drying – slow – days…
• Limited thickness…cm’s
• Injection moulding – high cost of tooling...need to test proof
of concept
before making expensive tools…
• Additive manufacturing – initially called rapid prototyping –
proof of
concept…for complex pieces...then perhaps use injection
moulding…
• Much work over past 20 years …become interesting for
pieces…
• improved resolution, improved green body homogeneity
• Giving comparable sintered densities to standard
techniques
• New Horizons are promising – even more complex pieces…..
11
-
Additive manufacturing
• Ceramics –
• The most difficult thing for ceramic processing is to make
a
complex shape with high reliability!
• The most critical part for ceramic processing is particles,
not
sintering…
• Once forming done to best possible packing and best
homogeneity and uniformity (densities, pore sizes) then
advanced sintering techniques can be useful
• If not always limited by heterogeneities…weak points for
mechanical properties or optical properties…
• Slides 46-79 week 1……
• Metals
• …complex shapes …and sintering at same time
• Selective Laser Sintering…
12
-
Additive manufacturing – 3D printing techniques for
ceramics* - direct technologies
13
DIWDIPFDC
3DP SLSDLP/SLA
Lewsi et al J. Am. Ceram. Soc., 89 [12] 3599 (2006)
Ceramic particles in appropriate
thermoplastic binders
Ink is continuously
extruded through a fine
cylindrical nozzle
Direct ink-jet printing
Ink-jet printing of material
in the form of droplets
in a desired pattern via a
layer-by-layer build
sequence
Lous et al J. Am. Ceram. Soc., 83 [1] 124 (2000)
*Franks et al. J Am Ceram Soc 2017; 1–33
*Zocca et al. J. Am. Ceram. Soc., 98 [7] 1983–2001 (2015)
Suspension/ink
-
Additive manufacturing – 3D printing techniques for
ceramics – powder beds – indirect technologies
14
3DP SLSDLP/SLA
Stereolithography
https://www.youtube.com/watch?v=NM55ct5KwiI
Stereolithography (SLA) and
Digital light processing (DLP)
-similar principles – different possible
outputs.
Both use UV or light curable resins
SLA - laser that travels over the cross
sectional area of each layer of the part
DLP uses digital light projector screen to
flash a single image of each layer all at once
Powder bed Powder bed
binder
Powder-Based 3D Printing –
an inkjet printing head spits
a binding
liquid onto a powder bed,
thus defining the cross
section
of the object in that layer.
Selective Laser Sintering local densification of the powders by
directly sintering. Direct laser sintering of ceramics
is complicated by the poor resistance of this class of materials
to thermal shock. But good with metals
-
European leaders
15
Lift-up DLP
Common Strategy: flocculated ceramic resin with very high
viscosity!
Top-Down SLA
-
What can it do?
-
- - Shanghai (China) (Prof. Zhao Zhe)
20
Low shrinkage during printing, the thin sheet of 300mm can be
sintered
without noticeable deformation
Low viscosity which lead to potential applications with desk-top
machines
Easy to be burned resin design which is critical for fast
processing and also
low post-processing cost
Top-Down DLP and SLA;
Low Viscosity dispersion-type ceramic resins
-
3D Printing Ceramic Materials
• Practical Properties:
– Shelf life-time:6 months with re-dispersability
– Continuous Work Time:2 weeks
– Smallest channel size:200mm
– Thinnest wall thickness:300mm
– Smallest support size:200mm
– Viscosity at 30s-1: 800-3000cps
– Exposure time:3-30sec (DLP), >1500mm/sec (SLA)
– Penetration thickness:>100-300mm
21
• Density after sintering: 3.93g/cm3 for 99.99% pure
alumina and 6.03g/cm3 for zirconia 3Y-TZP
• Printing time: 50mm layer thickness, each layer
20sec, almost 1cm/hour
• The principles for printing materials development:
surface modification of powder is the key!
-
Still defects observed….cf standard processing
22
Reality: inter-layer defects, incomplete edges and fringes of
layer thickness….
-
Reduced Defects By Better Power Dispersion
23
Inter-layer can be reduced but still some small pores need to be
removed! Further development of slurry is necessary。
3Y-TZP,1600°C
3Y-TZP,1600°C
-
Topological Design For Structure And Functions
• Light-weight design;truss-like cellar/lattice structure
design; Biomimiticstructure and functions.
• It is very promising that 3D printing ceramics can break the
bottle-neck limits
for ceramic material applications…open new avenues….
24
-
The Intrinsic Benefits from 3D Printing
25
• Built through layer-by-layer mode, limited thickness and
volume of elastic
ceramic materials will decrease the residual stress during the
forming and
sintering stages.
• It is expected that 3D printed Ceramics can be better than
traditional processing
products if material design can be good enough.
• Material design golden rule: low shrinkage during the
layer
stacking/solidification.
• This will improve the binding strength between layers and also
reduce all
structural defects which severely affect the reliability of
ceramics.
• Key for Success:good powder dispersion and good material
design
• Commercialization:focus on Sterolithography but with solid
consideration with precision and size.
-
P. Bowen, EPFL,CdP 13/12/2017 26
Steric -polymer adsorption – layer thickness
Dispersion – Colloidal Stability - IMPORTANT
Repulsive
Electrostatic, ion adsorption, dissociation, polyelectrolyte
h
(a)
(b)
++
+
+
++
+
+
+
++
++
+
+
++
+
+
+
++
(distance h between particles)
hak al
r = ( h + 2a )
*U. Aschauer, et al J. Dispersion Science Technology, 32(4), 470
– 479 (2011).
( ), , 212k lha a h
aF A
h 2 k l
k l
a aa
a a
Harmonic average radius
2
2
0 22
1
h L
ES h L
eF a
e
Electrostatic potential
From zeta potential)
1/ Electricaldouble layer thickness
5
3
2
3 2, 2 1
5
B adsster k l
k T LF a a a
s h
Lads - Adsorbed layer thickness, s - Spacing of adsorbed
molecules
In mushroom configuration – geometry important
Attractive - dispersion or Van der Waals forces – A(h) – Hamaker
constant
(dielectric properties)
26
L – charge/zeta plane
-
Dispersion – Colloidal Stability - IMPORTANT
♦ Net potential/force is algebraic sum of
repulsive and attractive forces
#Robert J. Flatt, Paul Bowen, J. Am. Ceram. Soc., 89 [4]
1244–1256 (2006)
0
Inte
rac
tio
n E
ne
rgy
charge
polymer
Attraction - VdW
h
(-)
(+)
1-4 nm
Repulsion total
,htotal VdW ES SterhaF F F F
Total Interaction
VT = VA + VR
Maximum Energy Barrier, VT = VVdW + VE (+ VS )
27
2 k l
k l
a aa
a a
Harmonic average radius
hak al
r = ( h + 2a )
-
Selective Laser Sintering - ExampleTHESE N◦ 3716 (2006)
PRESENTEE A L’ INSTITUT DE PRODUCTION ET ROBOTIQUE (IPR)
ECOLE POLYTECHNIQUE FEDERALE DE LAUSANNE
POUR L’OBTENTION DU GRADE DE DOCTEUR ̀ ES SCIENCES
PAR
CEDRIC ANDRE
EPFL
Laboratoire de Gestion et Procédés de Production (LGPP)
Institut de Production et Robotique (IPR)
CH-1015 Lausanne
Switzerland
acceptée sur proposition du jury :
Prof. R. Glardon, directeur de thèse
Dr. E. Boillat, directeur de thèse
Prof. N. Boudeau, rapporteur
Dr. P. Bowen, rapporteur
Dr. C. Martin, rapporteur
Lausanne, EPFL, 2006
-
Selective Laser Sintering (SLS)
Applications....2017...
- Stainless steel - automotive industry
- Heat exchangers (SS)
- T- Blade Aerospace (thermal barrier support)(Ti)
- Laminar flow reversers (Al) (plant engineering)
- Dental crowns and bridges, Sensor element - CoCr (Medical)
https://www.youtube.com/watch?v=te9OaSZ0kf8
VIDEO _ https://www.youtube.com/watch?v=rEfdO4p4SFc
METHOD
1. First layer
2. Laser sweeps surface
-partial melting of particles
- consolidation on cooling
3. Reservoir descends
– second layer sintered
4. Repeat steps 1-3…
UT Austin, 1995Advantages
1. Metals, polymers,
ceramics(mixed with polymers)
2. Rapid fabrication – CAD file
3. Recycle non-used powder
4. Complex geometries…possible
5. Graded layers or gradients
https://www.youtube.com/watch?v=rEfdO4p4SFc
-
Powder technology related questions
• Powder bed density (particle arrangement)
• Heat transport in a powder bed
• Mass transport in a powder bed
• Sintering, surface quality....
P0 - power (w)
f - pulse frequency kHz)
h – distance de ratser (mm)
v – speed of sweep (mm/s9
ecouche - layer thickness (mm)(200-700 mm)
rbed - layer density before
sintering (g/cm3)
tp- pulse duration (nsecs)
Parameters Microstructure
Density
Roughness
Mechanical
Hardnes
Precision…
Properties
-
Key Parameters for SLS
31
• How energy is supplied to the powder ?
• How much energy is supplied to the powder ?
• To what is this energy brought?
-
Microscopic properties of the powder and bed
• Stainless steeel – model powder
• Follows log-normal distribution
• Low agglomeration factor 1.4
• Apparent density (RLP) – 4.4 g/cm3 (56%)
• Tapped density (RCP) – 5.2 g/cm3 (67%)
• Bed density varied from 4.3 to 4.6 g/cm3
32
-
DEM – modelling (C. Martin – Grenoble)
• Gas – compressed – particle coordination number (Z) and
density (rbed)
33
o DEM results between RLP and
RCP found experimentally
o Apparent density - 56%
o Tapped density - 67%
m - coefficient of friction
w energy of adhesion (J/m2)
DEM
conditions
Properties
m w r bed Z
0 0 65.2 5.4
0.2 0 58.3 4.7
0.2 1 57.4 5.6?
-
SLS – control of microstructures
Statistical analysis and simulation (DEM)
• 39 points – statistical experimental hybrid design – looking
for
• Relationship – microstrcrural parameter - h = h(tP, Er,
rbed).
34
rb
ed
g.c
m-3
[]
Er [J.mm-2]
tP [ns]
tP [ns]
Er
[J.m
m-2
]
h
X1 ≡ tP
X2 ≡ Er
X3 ≡ rlit
-
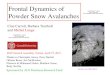
Microstructural Parameter* - h
• From solid area ( = total area-pore area) – Fs
• Perimeter of pore-solid interface – p
• And equivalent perimeter of powder bed before sintering –
pFs
• pFs = dv50 nFs , where nFs the number of particles to cover
analysis area)
• From image analysis….get binary image ….
• Can describe the fineness and denisty of the sintered
layer
35
Original grey scale Binary image
*Thesis Cedric Andre , EPFL, N◦ 3716 (2006)
-
Microstructural Parameter* - h
36*Thesis Cedric Andre , EPFL, N◦ 3716 (2006)
h = 0.35 0.5 0.7
Classe 1 :
fine
heterogeneous
Classe 2 :
fine
homogeneous
Classe 3 :
large
oriented
Classe 4 :
Large melted
Affinement de la structure
• 4 – classes of microstructure…according to h
0.9
-
Energy Density
37
sample a03, h = 0.87sample m074, h = 0.80
P0 = 11W, v = 40mm.s-1, h = 45mm, P = 2 kW
^
Er = 6.1 J.mm-2
tP = 550 ns
rlit = 4.3 g.cm-3
P0 = 6W, v = 22.2mm.s-1, h = 45mm, P = 0.5 kW
^
• Same energy density but different power and velocities….
• Similar if slightly different features…according to h
-
Influence of powder bed
thickness
-
Concrete!!!!
• https://www.youtube.com/watch?v=WzmCnzA7hnE
39
• ETHZ – NCCR
• Digital
Fabrication
-
Today’s Objectives
This Week
• Standard forming methods…..ceramics and metals
– Dry Pressing…(Generalities from 3rd year & summary PT
compaction
courses – weeks 4&5 file PowderTech 4)
– Wet methods – overview - slip casting, tape casting, injection
moulding
– Limitations …additive manufacturing approach
– General intro to additive manufacturing…video…importance of
dispersion!!!
– Green bodies…Sintering…standard procedures (next week)…
• Additive manufacturing and sintering combined – SLS
– Introduction…..Video…..
– Detailed study thesis Cedric André importance of particle
packing …..
Next week …
• Summary of standard sintering methods and procedures
• New sintering processes, SPS, flash sintering, cold
sintering…
• Typical questions, Powder Technology – Learning outcomes,
• Exam….
4
-
Teaching plan 2017
Files of lectures and notes to be found on LTP website :
http://ltp.epfl.ch/Teaching
Week-DATE File.
no.
Powder Technology – Wednesday 10.15-12.00 – MXG 110
1- sept 20 1 Introduction - PB
2 – sept 27 2 Powder packing and compaction - 1- PB -
3 – oct 4 3 Powder packing and compaction - 2-PB- and guest
lecturer - MS
4 – oct 11 4 Powder packing and compaction -3- PD
5 – oct 18 4 Powder packing and compaction - 4 – PD
6 – oct 25 5 Particle – Particle Interactions 1 - PB
7 – nov1 6 Particle – Particle Interactions 2- PB
8 – nov 8 7 Particle – Particle Interactions - 3-PB
9 – nov -15 8 Introduction to atomistic scale simulations PD
10 – nov 22 9 Compaction, Sintering & Defects in metals at
atomistic scale - PD
11 -nov-29 11 Sintering Mechanisms& New Technologies - 1 –
PD
12 - dec 6 11 Sintering Mechanisms & New Technologies - 2 -
PD
13 – dec 13 10 Sintering Mechanisms &New Technologies -3
PB
14 – dec 20 12 Sintering Mechanisms & New Technologies- and
exam 4 – PB
PB – Prof. Paul Bowen (EPFL), PD – Dr. Peter Derlet (PSI)
MS- Dr. Mark Sawley (EPFL)