Embed Size (px)
Citation preview

Power Semiconductors Contributing in Energy Management
Printed on recycled paper
Whole Number 255, ISSN 0429-8284
2016Vol.62 No. 4
FU
JI EL
EC
TR
IC R
EV
IEW
Po
wer S
emico
nd
ucto
rs Co
ntrib
utin
g in
En
ergy M
anag
emen
tVol.62 N
o.4 2016

Cover Photo (clockwise from the upper left):3rd-generation direct liquid cooling power modules for automotive applications with RC-IGBT, High-side 2-in-1 IPS “F5114H” for automobiles, All-SiC 2-in-1 module, 2nd-generation SJ-MOSFET for automotive applications “Super J MOS S2 Series”
42016Vol.62 No. Power Semiconductors Contributing in Energy
Management
To curb the emissions of CO2, which is a cause of global warming, eff ective measures include utilizing renewable energy represented by photovoltaic and wind power generation, improving energy conversion effi ciency and introducing electrically driven vehicles, such as hybrid electric vehicles (HEVs) and electric vehicles (EVs). One key to those measures is power electronics technology, which controls electric en-ergy. Fuji Electric has developed and commercialized power semicon-ductors, which contribute to overwhelming downsizing and effi ciency improvement of power electronics equipment.
This special issue presents the latest technologies and products re-lating to Fuji Electric’s power semiconductors.
FUJI ELECTRIC REVIEW vol.62 no.4 2016date of issue: December 30, 2016
editor-in-chief and publisher EGUCHI NaoyaCorporate R & D HeadquartersFuji Electric Co., Ltd.Gate City Ohsaki, East Tower, 11-2, Osaki 1-chome, Shinagawa-ku,Tokyo 141-0032, Japanhttp://www.fujielectric.co.jp
editorial offi ce Fuji Electric Journal Editorial Offi cec/o Fuji Offi ce & Life Service Co., Ltd.1, Fujimachi, Hino-shi, Tokyo 191-8502, Japan
Fuji Electric Co., Ltd. reserves all rights concerning the republication and publication after translation into other languages of articles appearing herein.All brand names and product names in this journal might be trademarks or registered trademarks of their respective companies.
AmericaFuji Electric Corp. of America
Sales of electrical machinery and equipment, semiconductor devices, drive control equipment, and devices
Tel +1-732-560-9410URL http://www.americas.fujielectric.com/
Fuji Electric Brazil-Equipamentos de Energia Ltda *Sales of inverters, semiconductors, and power distribution
Tel +55-11-2283-5991URL http://americas.fujielectric.com/pt-br/
Reliable Turbine Services LLCRepair and maintenance of steam turbines, generators, and peripheral equipment
Tel +1-573-468-4045
Fuji SEMEC Inc.*Manufacture and sales of door opening and closing systems
Tel +1-450-641-4811
AsiaFuji Electric Asia Pacifi c Pte. Ltd.
Sales of electrical distribution and control equipment, drive control equipment, and semiconductor devices
Tel +65-6533-0014URL http://www.sg.fujielectric.com/
Fuji SMBE Pte. Ltd. *Manufacture, sales, and services relating to low-voltage power distribu-tion board(switchgear, control equipment)
Tel +65-6756-0988 URL http://smbe.fujielectric.com/
Fuji Electric (Thailand) Co., Ltd. *Sales and engineering of electric substation equipment, control panels, and other electric equipment
Tel +66-2-210-0615 http://www.th.fujielectric.com/
Fuji Electric Manufacturing (Thailand) Co., Ltd.Manufacture and sales of inverters (LV/MV), power systems (UPS, PCS, switching power supply systems), electric substation equipment (GIS) and vending machines
Tel +66-2-5292178
Fuji Tusco Co., Ltd. *Manufacture and sales of Power Transformers, Distribution Transformers and Cast Resin Transformers
Tel +66-2324-0100 URL http://www.ftu.fujielectric.com/
Fuji Electric Vietnam Co.,Ltd. *Sales of electrical distribution and control equipment and drive control equipment
Tel +84-4-3935-1593
Fuji Furukawa E&C (Vietnam) Co., Ltd. *Engineering and construction of mechanics and electrical works
Tel +84-4-3755-5067
PT. Fuji Electric Indonesia *Sales of inverters, servos, UPS, tools, and other component products
Tel +62 21 398-43211 URL http://www.id.fujielectric.com/
Fuji Electric India Pvt. Ltd. *Sales of drive control equipment and semiconductor devices
Tel +91-22-4010 4870 URL http://www.fujielectric.co.in
Fuji Electric Philippines, Inc.Manufacture of semiconductor devices
Tel +63-2-844-6183
Fuji Electric (Malaysia) Sdn. Bhd.Manufacture of magnetic disk and aluminum substrate for magnetic disk
Tel +60-4-403-1111 URL http://www.fujielectric.com.my/
Fuji Furukawa E&C (Malaysia) Sdn. Bhd. *Engineering and construction of mechanics and electrical works
Tel +60-3-4297-5322
Fuji Electric Taiwan Co., Ltd.Sales of semiconductor devices, electrical distribution and control equipment, and drive control equipment
Tel +886-2-2511-1820
Fuji Electric Korea Co., Ltd.Sales of power distribution and control equipment, drive control equip-ment, rotators, high-voltage inverters, electronic control panels, medium- and large-sized UPS, and measurement equipment
Tel +82-2-780-5011 URL http://www.fujielectric.co.kr/
Fuji Electric Co.,Ltd. (Middle East Branch Offi ce)Promotion of electrical products for the electrical utilities and the indus-trial plants
Tel +973-17 564 569
Fuji Electric Co., Ltd. (Myanmar Branch Offi ce)Providing research, feasibility studies, Liaison services
Tel +95-1-382714
Representative offi ce of Fujielectric Co., Ltd. (Cambodia)Providing research, feasibility studies, Liaison services
Tel +855-(0)23-964-070
EuropeFuji Electric Europe GmbH
Sales of electrical/electronic machinery and components Tel +49-69-6690290 URL http://www.fujielectric-europe.com/
Fuji Electric France S.A.SManufacture and sales of measurement and control devices
Tel +33-4-73-98-26-98 URL http://www.fujielectric.fr/
Fuji N2telligence GmbH *Sales and engineering of fuel cells and peripheral equipment
Tel +49 (0) 3841 758 4500
ChinaFuji Electric (China) Co., Ltd.
Sales of locally manufactured or imported products in China, and export of locally manufactured products
Tel +86-21-5496-1177 URL http://www.fujielectric.com.cn/
Shanghai Electric Fuji Electric Power Technology (Wuxi) Co., Ltd.
Research and development for, design and manufacture of , and provi-sion of consulting and services for electric drive products, equipment for industrial automation control systems, control facilities for wind power generation and photovoltaic power generation, uninterruptible power systems, and power electronics products
Tel +86-510-8815-9229
Wuxi Fuji Electric FA Co., Ltd.Manufacture and sales of low/high-voltage inverters, temperature controllers, gas analyzers, and UPS
Tel +86-510-8815-2088
Fuji Electric (Changshu) Co., Ltd.Manufacture and sales of electromagnetic contactors and thermal relays
Tel +86-512-5284-5642 URL http://www.fujielectric.com.cn/csfe/
Fuji Electric (Zhuhai) Co., Ltd.Manufacture and sales of industrial electric heating devices
Tel +86-756-7267-861 http://www.fujielectric.com.cn/fez/
Fuji Electric (Shenzhen) Co., Ltd.Manufacture and sales of photoconductors, semiconductor devices and currency handling equipment
Tel +86-755-2734-2910 URL http://www.szfujielectric.com.cn/
Fuji Electric Dalian Co., Ltd.Manufacture of low-voltage circuit breakers
Tel +86-411-8762-2000
Fuji Electric Motor (Dalian) Co., Ltd.Manufacture of industrial motors
Tel +86-411-8763-6555
Dailan Fuji Bingshan Vending Machine Co.,Ltd. Development, manufacture, sales, servicing, overhauling, and installa-tion of vending machines, and related consulting
Tel +86-411-8754-5798
Fuji Electric (Hangzhou) Software Co., Ltd.Development of vending machine-related control software and develop-ment of management software
Tel +86-571-8821-1661 URL http://www.fujielectric.com.cn/fhs/
Fuji Electric FA (Asia) Co., Ltd.Sales of electrical distribution and control equipment
Tel +852-2311-8282
Fuji Electric Hong Kong Co., Ltd.Sales of semiconductor devices and photoconductors
Tel +852-2664-8699 URL http://www.hk.fujielectric.com/en/
Hoei Hong Kong Co., Ltd.Sales of electrical/electronic components
Tel +852-2369-8186 URL http://www.hoei.com.hk/
Overseas Subsidiaries* Non-consolidated subsidiaries

Contents
FUJI ELECTRIC REVIEW vol.62 no.4 2016
1.2-kV SiC Trench MOSFET 218TSUJI, Takashi IWAYA, Masanobu ONISHI, Yasuhiko
Power Semiconductors Contributing in Energy Management
All-SiC 2-in-1 Module 222CHONABAYASHI, Mikiya OTOMO, Yoshinori KARASAWA, Tatsuya
Enhanced Breakdown Voltage for All-SiC Modules 227HINATA, Yuichiro TANIGUCHI, Katsumi HORI, Motohito
Enhanced Thermal Resistance of Molding Resin Used for All-SiC 232ModulesNAKAMATA, Yuko TACHIOKA, Masaaki ICHIMURA, Yuji
7th-Generation “X Series” IGBT Module “Dual XT” 236YOSHIDA, Kenichi YOSHIWATARI, Shinichi KAWABATA, Junya
7th-Generation “X Series” RC-IGBT Module for Industrial Applications 241YAMANO, Akio TAKAHASHI, Misaki ICHIKAWA, Hiroaki
2nd-Generation Small IPM Series 246TEZUKA, Shinichi SUZUKI, Yoshihisa SHIRAKAWA, Toru
2nd-Generation SJ-MOSFET for Automotive Applications 265“Super J MOS S2A Series”TABIRA, Keisuke NIIMURA, Yasushi MINAZAWA, Hiroshi
Critical Mode PFC Control IC “FA1A60N” and LLC Current Resonant 269Control IC “FA6B20N” for High-Efficiency Power SuppliesSONOBE, Koji YAGUCHI, Yukihiro HOJO, Kota
2nd-Generation Low Loss SJ-MOSFET with Built-In Fast Diode 275“Super J MOS S2FD Series”WATANABE, Sota SAKATA, Toshiaki YAMASHITA, Chiho
Functionality Enhancement of 3rd-Generation Direct Liquid Cooling 256Power Modules for Automotive Applications Equipped with RC-IGBTSATO, Kenichiro ENOMOTO, Kazuo NAGAUNE, Fumio
Speed Enhancement for the 3rd-Generation Direct Liquid Cooling 251Power Modules for Automotive Applications with RC-IGBTKOGE, Takuma INOUE, Daisuke ADACHI, Shinichiro
High-Side 2-in-1 IPS “F5114H” for Automobiles 261MORISAWA, Yuka TOBISAKA, Hiroshi YASUDA, Yoshihiro
“MICREX-SX Series” Motion Controller “SPH3000D” 28072- to 145-kV Compact Gas-Insulated Switchgear “SDH714” 283Frozen Storage Container “WALKOOL” 286
New Products

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
218
1. Introduction
Fuji Electric contributes to a sound material-cycle society through variety of power electronics systems utilized for railcars, automobiles, power supplies and electric power systems. Power semiconductor devices, which are core components of power electronics sys-tems, have been evolving from those of silicon (Si) to those of silicon carbide (SiC), which is one type of wide band gap semiconductors. In the voltage rating of 1.2 kV, Si insulated gate bipolar transistors (IGBTs) have been replaced by SiC metal-oxide-semiconductor-field-effect-transistors (MOSFETs), which show lower conduction losses and switching losses than those of Si-IGBTs, due to the lower drift layer resistance of ap-proximately one-three hundredth of that of Si(1) and no minority carriers swept during switching.
Fuji Electric has developed and released SiC pla-nar gate MOSFETs and all-SiC modules, in which SiC planar gate MOSFETs were mounted(2),(3). The all-SiC modules have been incorporated into our high-efficiency, compact and lightweight power conditioning sub-systems (PCSs)(4) and mega solar PCSs(5).
This paper describes our recent development of 1.2-kV SiC trench gate MOSFETs.
2. Design and Features of SiC Trench Gate MOSFETs
Compared with Si, SiC has a higher interface state density at the interface between SiO2 as the gate oxide and SiC, and the capturing of electrons more likely to occur. As a result, there is an increase in MOS chan-nel resistance, and this prevents SiC MOSFETs from the reduction of on-state resistance to its theoretical
TSUJI, Takashi * IWAYA, Masanobu * ONISHI, Yasuhiko *
1.2-kV SiC Trench MOSFET
Fuji Electric has developed and released SiC planar gate MOSFETs. Excessive shrinkage of the cell pitch of planar MOSFETs leads to a high JFET resistance, which prevents them from achieving a low on-resistance close to the theoretical limit. To the contrary, the cell pitch of trench-gate MOSFETs can be shrunk without the increase of the JFET resistance. We have therefore developed a 1.2-kV SiC trench gate MOSFET. We have optimized the struc-tures of the MOS channel and the JFET region, as well as reduced the cell pitch. Our trench-gate MOSFETs realize low switching loss, the increase of the threshold voltage 2.4 times, and the reduction of the on-state resistance by 48% compared with the conventional planar MOSFETs.
limit(6). An effective means of reducing MOS channel resistance is increasing cell density (refining), as well as improving the SiO2/SiC interface. However, exces-sive refinement of conventional planar gate MOSFETs results in an increase in junction field-effect transistor (JFET) resistance(1). On the other hand, refinement of trench gate MOSFETs, which have the MOS channel oriented perpendicular to the surface, do not result in an increase in the JFET resistance, and as a result, on-state resistance can be reduced in proportion to refine-ment.
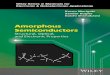
The cross-sectional structure of our recently de-veloped SiC trench gate MOSFETs and a photograph of the chip are shown in Fig. 1. The development was based on the following 3 points:
(a) Improvement of the gate oxide reliability(b) Simultaneous establishment of a high threshold
voltage and a low on-state resistance(c) Simultaneous establishment of a low on-state
resistance and a high breakdown voltageIn order to improve the reliability of the gate ox-
(a) Cross-sectional structure (b) Chip photograph
Gate Source
Drain
Sourceelectrode
p base
SiO2
n+substrate
n−drift layer
n+p+
C CA
n+ p+
p basep+ n n p+
B B
Gat
e
p+
Fig.1 SiC trench gate MOSFET

2191.2-kV SiC Trench MOSFET
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
ide, it is necessary to relax the high electric field on the gate oxide at the bottom of the trench in the reverse bi-ased mode. Therefore, we adopted a structure to cover the gate oxide at the bottom of trenches with p-wells (see A in Fig. 1). The device simulation shows that the electric field reaches a maximum at the bottom corner portion of the p-well at the bottom of the trench, and thus, we confirmed the relaxation of the electric field in the gate oxide(7).
In order to establish a high threshold voltage and low on-state resistance simultaneously, we reduced the cell pitch and optimized the MOS channel length. As shown in Fig. 2, on-state resistance decreased in pro-portion as the shrinkage of the cell pitch. In order to maintain a high process capability of the process, the cell pitch was set to approximately one half of that of planar gate MOSFETs.
As for the simultaneous establishment of a low on-state resistance and high breakdown voltage, we opti-mized the JFET regions (see C in Fig. 1), which were located in the areas between the p-wells at the bot-tom of the trench (see A in fig. 1) and those below the source contact (see B in Fig. 1). By making this optimi-zation, we were able to determine multiple parameters by utilizing a device simulation(7). The relationship be-
tween the on-state resistance and breakdown voltage trade-off is shown in Fig. 3. This optimization of the JFET region enabled us to reduce on-state resistance by about 3%, while improving breakdown voltage by about 2%.
3. Characteristics
3.1 Static characteristicsThe static characteristics of the recently developed
SiC trench gate MOSFETs are shown in Fig. 4. The drain current-drain voltage characteristics in the for-ward biased mode at device junction temperatures of 25 °C and 175 °C are shown in Fig. 4 (a). It shows the on-state voltages at the rated current of 1.3 V at 25 °C and 2.3 V at 175 °C, respectively. The drain current-drain voltage characteristics in the reverse biased mode are shown in Fig. 4 (b). The breakdown voltages are 1.55 kV at 25 °C and 1.61 kV at 175 °C, respec-tively. These breakdown voltages are high enough for the devices in the voltage rating of 1.2-kV. Similar to the planar gate MOSFETs, the breakdown voltage in-creases in proportion as the rise in temperature.
The temperature dependencies of the threshold voltage and on-state resistance are shown in Fig. 5. The threshold voltage reduces monotonically with the temperature rise within a range from 25 °C to 200 °C, and decreases by approximately 26% at 175 °C com-
0.5 0.6 0.7 0.8 0.9 1.0Cell pitch (a.u.)
2.0
1.5
1.0
0.5
0
Ron∙A
(a.u
.)
Fig.2 Cell pitch dependence of on-state resistance
1,000 1,200 1,400 1,600 1,800Breakdown voltage (V)
1.6
1.5
1.4
1.3
Ron∙A
(a.u
.)
After optimization
Before JFET region optimization
Trade-offimprovement
Fig.3 Relationship between on-state resistance and break-down voltage trade-off
0 500 1,000 1,500 2,000Drain voltage VDSS (V)
Dra
in c
urr
ent I D
SS (
a.u
.)
(b) Drain current- Drain voltage curves in the reverse biased mode
0 1 2 3 4Drain voltage VDS (V)
Dra
in c
urr
ent I D
S (a
.u.)
(a) Drain current- drain voltage characteristics in the forward biased mode
175°C
175°C
25°C
25°C
1.0
0.6
0.7
0.8
0.9
0.1
0.2
0.3
0.4
0.5
0
1.0
0.6
0.7
0.8
0.9
0.1
0.2
0.3
0.4
0.5
0
Fig.4 Static characteristics of SiC trench gate MOSFET

220 FUJI ELECTRIC REVIEW vol.62 no.4 2016
pared with that of 25 °C. The on-state resistance in-creases monotonically with the rise of temperature, and increases by approximately 57% at 175 °C com-
pared with that of 25 °C. According to the dependence of the on-resistance on the temperature, the trench gate MOSFETs could suppress the thermal runaway in case of connecting multiple chips in parallel because temperature rise causes an increase of the on-state resistance and a decrease of the current in turn even when a current crowding occurs in a specified chip.
It should be also denoted that the trench gate MOSFETs have successfully reduced the on-state re-sistance normalized by unit area by approximately 50% compared with the planar gate MOSFETs. The trench gate MOSFETs are expected to contribute to further reduction of the cost in overall systems in terms of the miniaturization of cooling components and the improvement of efficiency in modules and power electronics systems.
3.2 Switching characteristicsThe switching test circuit and the typical turn-on
and turn-off waveforms are shown in Fig. 6. The turn-on time, which is defined by the duration from the time of VGS=0 V until the time that drain current reaches 90% in the on state, is approximately 60 ns. The turn-off time, which is defined by the duration from the time that the gate voltage is 90% in the on state until the time the drain current reaches 10% in the on state, is approximately 75 ns.
The gate resistance dependence of the switching
0 50 100 150 200Temperature Tj (°C)
1.2
1.0
0.8
0.6
0.4
0.2
0
Ron∙A
(a.
u.)
Th
resh
old
volt
age V
th (
a.u
.)
2.0
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
Fig.5 Temperature dependencies of threshold voltage and on-state resistance
DUT
Gateresistance Rg
SBD
Vbus
Inductive load L
VGS
IDS
VDS
(a) Switching test circuit
(c) Turn-off waveforms
VGS
IDS
50 ns/div
50 ns/div
VDS
(b) Turn-on waveforms
Fig.6 Switching test circuit and typical waveforms
Trench gateMOSFET
Planar gateMOSFET
25°C
175°C
Vbus = 600 V
(b) Turn-off loss
(a) Turn-on loss
0 10 20 30 40 50 60Gate resistance Rg (Ω)
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Tu
rn-o
n lo
ss E
on (
a.u
.)
Trench gateMOSFET
Planar gateMOSFET
25°C
175°C
Vbus = 600 V
0 10 20 30 40 50 60Gate resistance Rg (Ω)
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Tu
rn-o
ff lo
ss E
off
(a.u
.)
Fig.7 Gate resistance dependence of switching loss

2211.2-kV SiC Trench MOSFET
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
circuit capability test at a drain voltage of 800 V and at the temperature of 175 °C are shown in Fig. 8. We confirmed a sufficiently high enough short-circuit capa-bility of 9.8 µs.
The waveforms during the avalanche withstand-ing capability test at an inductive load of 100 µH and at the temperature of 175 °C are shown in Fig. 9. The avalanche withstanding energy was 6.0 J/cm2, and this was at the same level as the planar gate MOSFETs.
4. Postscript
This paper described the recent development of 1.2-kV SiC trench gate MOSFETs in Fuji Electric.
By the shrink of the cell pitch and the optimiza-tion of the channel length, our recently developed SiC trench gate MOSFETs have achieved higher threshold voltages and lower on-state resistances than SiC pla-nar gate MOSFETs. In the future, we will endeavor for the further improvement of the quality at the SiO2/SiC interface in order to decrease on-state resistance.
Some of our research was carried out as part of a project of the joint research body “Tsukuba Power Electronics Constellations (TPEC).” We would like to conclude by expressing our appreciation to all those in-volved in the project.
References(1) B.J.Baliga, POWER SEMICONDUCTOR DEVICE,
PWS Publishing Company.(2) Nakano, H. et al. Ultra-Compact, High-Reliability All-
SiC Module. FUJI ELECTRIC REVIEW. 2013, vol.59, no.4, p.221-225.
(3) Nakamura, H. et al. All-SiC Module Packaging Tech-nology. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.224-227.
(4) Matsumoto, Y. et al. Power Electronics Equipment Ap-plying SiC Devices. FUJI ELECTRIC REVIEW. 2015, vol.58, no.4, p.212-216.
(5) Oshima, M. et al. Mega Solar PCS Incorporating All-SiC Module “PVI1000 AJ-3/1000”. FUJI ELECTRIC REVIEW. 2015, vol.61, no.1, p.11-16.
(6) T.Kimoto and J.A.Cooper, FUNDAMENTALS OF SILI-CON CARBIDE TECHNOLOGY, 2014 John Wiley & Sons.
(7) Kobayashi, Y. et al. Simulation Based Prediction of SiC Trench MOSFET Characteristics. FUJI ELECTRIC REVIEW. 2016, vol.62, no.1, p.12-16.
loss is shown in Fig. 7. Under the condition of drain voltage of 600 V, gate resistance of 22 Ω and the tem-perature of 25 °C, the trench gate MOSFET could re-duce turn-on loss by 47% and turn-off loss by 48% com-pared to the planar gate MOSFETs. The reason for this is most likely due to the fact that feedback capaci-tance Crss is smaller for the recently developed trench gate MOSFETs than for the planar gate MOSFETs.
The turn-on loss is lower at 175 °C than at 25 °C. The reason for this is thought to be the short charging time for the gate due to the lower threshold voltage at 175 °C than that at 25 °C. On the other hand, the turn-off loss at 175 °C is slightly higher. This is thought to be due to the longer discharge time for the gate because the difference between the drive gate voltage and threshold voltage is somewhat larger at 175 °C than that at 25 °C.
3.3 Short-circuit and avalanche withstanding capabilitiesThe waveforms before rupture under the short-
VGS20 V/div
500 V/div
2 µs/div
9.8 µs
VDS
IDS
Fig.8 Waveforms during short-circuit capability test
Vg
Vd
1.9 kV
Id
4.5 µs
Fig.9 Waveforms during avalanche withstanding capability test

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
222
1. Introduction
In order to achieve a low-carbon society, it is necessary to make positive use of renewable energy and adopt energy-saving power electronics equipment. Power semiconductors play a major role in power elec-tronics equipment for power conversion. Currently, the technological advances of silicon (Si) devices have made them widely popular, but we are already nearing the theoretical limit of their physical properties. It is against this backdrop that wide-band-gap semiconduc-tor silicon carbide (SiC) has been gaining attention as a next generation semiconductor material. Since SiC devices can deliver significantly lower loss than Si de-vices, it is expected that they will contribute to further energy savings.
Fuji Electric has developed and started mass producing an all-SiC module consisting of SiC metal-oxide-semiconductor field-effect transistor (SiC-MOS-FET) and SiC Schottky barrier diode (SiC-SBD) for mega solar power conditioning sub-systems (PCSs). By utilizing an all-SiC module for the booster circuit of a PCS, loss can be reduced by 20%, and conversion ef-ficiency can achieve the world’s highest level of 98.8%. Simultaneously improving conversion efficiency and optimizing the circuit has enabled the PCS to achieve footprint miniaturization of approximately 60% when compared to the installation of 2 of the previous mod-els(1).
We have recently developed an all-SiC 2-in-1 module that has been adopted in the development of a high-performance compact IP65 inverter character-ized by its dustproof and waterproof features (see Fig. 1). This inverter can be mounted directly on the wall of workshops and does not require a dedicated electric
CHONABAYASHI, Mikiya * OTOMO, Yoshinori * KARASAWA, Tatsuya *
All-SiC 2-in-1 Module
Fuji Electric has developed an All-SiC 2-in-1 module utilizing a SiC device that has been adopted in the develop-ment of a high-performance compact IP65 inverter characterized by its dustproof and waterproof features. In order to make use of the much lower switching loss of SiC devices compared with Si devices, it is necessary to create a highly reliable packaging technology that ensures high-temperature operation while also reducing wiring inductance inside the module. Fuji Electric has developed a package with a new structure to meet these requirements. As a re-sult, the IP65 inverter reduces loss in the main circuit by 44% when compared with conventional inverters that use Si devices.
panel for storage. This paper describes the element technologies and characteristics of the all-SiC 2-in-1 module.
2. Element Technologies
2.1 Application of SiC devicesSiC has a maximum electric field strength of ap-
proximately 10 times that of Si. Therefore, we were able to significantly reduce power loss by reducing the thickness of the drift layer (i.e., the main cause of elec-tric resistance) to about 1/10 the size of that of Si. In contrast to Si, the adoption of SiC has made it possible to develop devices with high withstand voltage. Fur-thermore, since the band gap of SiC is approximately 3 times wider than that of Si, stable operation is possible even at high temperatures. In addition to this, the thermal conductivity of SiC is at least 3 times that of Si, enabling it to have a high exothermicity.
In order to implement low on-state resistance for previous Si devices, bipolar operation was necessary. As a result, they suffered from a high switching loss since carrier injection and sweeping were required at the time of the switching operation. Contrary to pre-vious Si devices, SiC devices make use of the above mentioned characteristics, enabling them to be used as
(a) All-SiC 2-in-1 module (b) IP65 inverter
Fig.1 All-SiC 2-in-1 module and IP65 inverter

223All-SiC 2-in-1 Module
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
devices in the structures of SBD and MOSFET with a withstand voltage of 1,200 V or higher. MOSFET and SBD differ from bipolar transistors such as insulated gate bipolar transistors (IGBTs) and pn diodes in that they are capable of extremely fast switching on account of their unipolar operation, thus making it possible for them to greatly reduce switching loss.
Fuji Electric commenced operation of the world’s first SiC 6-inch wafer production line at its Matsu-moto Factory in 2013. The external appearance of the 6-inch wafer is shown in Fig. 2.
2.2 Newly structured packageAs mentioned in Section 2.1, SiC-MOSFET is ca-
pable of much faster switching than Si-IGBT. How-ever, this increased switching speed is accompanied by a higher surge voltage, and as a result, it is necessary to reduce the wiring inductance inside the module. Furthermore, it is necessary to adopt a highly reliable packaging technology for the module that ensures op-eration at the high temperatures of SiC devices, while also enabling multiple small-sized chips such as SiC-MOSFETs to be connected in parallel.
In order to solve these challenges, Fuji Electric has developed a newly structured package for its all-SiC 2-in-1 module (see Fig. 3(2),(3)).
By making a change to the previously adopted aluminum wire bonding shown in Fig. 3 (b), we have been able to ensure a flow of high current for the newly structured package of Fig. 3 (a) by utilizing copper pin wiring on the surface of the SiC device. Furthermore, the small size of the SiC chip made it possible to pack them in densely, thus enabling multiple parallel con-nections. In addition, the newly structured package has reduced internal inductance to about a quarter of that of structures utilizing aluminum wire bond-ing. By making a change to the conventionally used insulating substrate that mounts the power chip, we have aimed at reducing thermal resistance by adopt-ing a ceramic insulating substrate bonded with thick copper plates. In addition to these changes, we have also made a change to the conventionally used encap-
sulation resin based silicone gel inside the module, by adopting a highly thermal-resistant epoxy resin to sup-press deformations in the bonding portions of the chip and copper pins. By adopting this structure, we have ensured high reliability with a ΔTj power cycle capabil-ity of 10 times that of previous products.
3. Characteristics
3.1 I -V characteristic at time of conductionThe characteristic that determines loss generated
at the time of module conduction (steady-state loss) is the I-V characteristic. The I-V characteristics of the all-SiC 2-in-1 module and Si-IGBT module are shown in Fig. 4. Unlike IGBT, MOSFET has no built-in volt-age. Therefore, compared with Si-IGBT, the all-SiC
Fig.2 6-inch wafer
Highly thermal-resistant epoxy resin
Silicone gelTerminal
Metallic base Ceramic insulating substrate
Power chip
Aluminum wiringTerminal case
SiC-MOSFET SiC-SBD
Copper pin
Power substrate
Ceramic insulating substrate
(b) Conventionally structured package
(a) Newly structured package
Fig.3 Comparison of newly structured package and conven-tionally structured package
All-SiC 2-in-1 module steady-state loss < Si-IGBT module steady-state loss
Si-IGBT module IC-VCE characteristic
All-SiC 2-in-1 module ID-VDS characteristic
T j = 150 °C, VGS = +15 V
0 0.2 0.4 0.6 0.8 1.0 1.2 1.4Voltage (a.u.)
1.6
1.4
1.2
1.0
0.8
0.6
0.4
0.2
0
Cu
rren
t (a
.u.)
Fig.4 I -V characteristics

224 FUJI ELECTRIC REVIEW vol.62 no.4 2016
2-in-1 module is capable of reducing steady-state loss under a certain current.
3.2 Switching characteristicSwitching loss is classified into 3 different types:
turn-on loss generated during turn-on, turn-off loss generated during turn-off and reverse recovery loss
generated during reverse recovery. Turn-on loss is shown in Fig. 5, turn-off loss in Fig. 6, reverse recovery loss in Fig. 7 and total switching loss in Fig. 8. Com-pared with the Si-IGBT module, the all-SiC 2-in-1 module reduces turn-on loss by 62%, turn-off loss by
Si-IGBT module
−62%
VCC = 600 V, I o = rating, T j =150 °C (Si), 175 °C (SiC)VGS = +15/−15 V (Si), +15/−5 V (SiC)
10 10050Gate resistance Rg (Ω)
6
5
4
3
2
1
0
Tu
rn-o
n lo
ss E
on (a
.u.)
All-SiC 2-in-1 module
Fig.5 Turn-on loss
Si-IGBT module
10 100Gate resistance Rg (Ω)
6
5
4
3
2
1
0
Tu
rn-o
ff lo
ss E
off (
a.u
.)
−74%
50
VCC = 600 V, I o = rating, T j =150 °C (Si), 175 °C (SiC)VGS = +15/−15 V (Si), +15/−5 V (SiC)
All-SiC 2-in-1 module
Fig.6 Turn-off loss
Si-IGBT module
All-SiC 2-in-1 module−100%
10 100Gate resistance Rg (Ω)
6
5
4
3
2
1
0
Rev
erse
rec
over
y lo
ss E
rr (a
.u.)
50
VCC = 600 V, I o = rating, T j =150 °C (Si), 175 °C (SiC)VGS = +15/−15 V (Si), +15/−5 V (SiC)
Fig.7 Reverse recovery loss
Si-IGBT module
−75%
10 100Gate resistance Rg (Ω)
14
10
12
8
6
4
2
0T
otal
sw
itch
ing
loss
Eto
tal (
a.u
.)50
VCC = 600 V, I o = rating, T j =150 °C (Si), 175 °C (SiC)VGS = +15/−15 V (Si), +15/−5 V (SiC)
All-SiC 2-in-1 module
Fig.8 Total switching loss
f c = 4 kHz, VCC = 600 V, I o =13.5 A (RMS value), R g = 27 Ω, cosφ= 0.9, λ=1
−46%
All-SiC 2-in-1 module
Si-IGBT module
2.0
1.8
1.6
1.4
1.0
0.6
0.2
1.2
0.8
0.4
0
Inve
rter
gen
erat
ed lo
ss (
a.u
.) Diode reverse recovery loss
Diode steady-state loss
Si-IGBT/SiC-MOS turn-off loss
Si-IGBT/SiC-MOS turn-on loss
Si-IGBT/SiC-MOS steady-state loss
Fig.9 Inverter generated loss simulation results
VCC = 600 V, Io =13.5 A (RMS value), Rg = 27 Ω, cosφ= 0.9, λ=1
All-SiC 2-in-1 module
Si-IGBT module
0 2 4 6 8 10 14 1812 16 20Carrier frequency (kHz)
5
4
3
2
1
0
Inve
rter
gen
erat
ed lo
ss (
a.u
.)
Fig.10 Carrier frequency dependence of the inverter generated loss

225All-SiC 2-in-1 Module
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
and a self-cooled structure.In order to achieve this, we have utilized the all-
SiC 2-in-1 module characteristics (low loss, guaranteed high-temperature operation, high reliability and low thermal resistance) to facilitate the development of the IP65 inverter. By using the all-SiC 2-in-1 modules, we have achieved a 44% reduction in main circuit loss compared with products mounted with the conven-tional Si modules.
4. Postscript
We have described the all-SiC 2-in-1 module that contributes to the development of the IP65 inverter.
Currently, the mainstream type of SiC-MOSFET is the planar gate type, which forms a gate on the sub-strate surface. In order to respond to the market de-mand for further energy savings and cost reductions, it is necessary to reduce on-state resistance Ron during SiC-MOSFET conduction. To achieve this, Fuji Elec-tric is currently developing a trench gate MOSFET(4). By equipping the all-SiC 2-in-1 module with the trench gate MOSFET, it will be possible to further reduce the size and increase the capacity of the module.
In the future, we intend to provide the all-SiC 2-in-1 module to be mounted to various types of power electronics equipment to contribute to the development of power electronics technology and the realization of a low-carbon society.
References(1) Oshima, M. et al. Mega Solar PCS Incorporating All-
SiC Module “PVI1000 AJ-3/1000”. FUJI ELECTRIC REVIEW. 2015, vol.61, no.1, p.11-16.
(2) Nashida, N. et al. All-SiC Module for Mega-Solar Power Conditioner. FUJI ELECTRIC REVIEW. 2014, vol.60, no.4, p.214-218.
(3) Nakamura, H. et al. All-SiC Module Packaging Tech-nology. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.224-227.
74% and reverse recovery loss by 100%. As a result, compared with the conventional Si-IGBT module, the all-SiC 2-in-1 module makes it possible to reduce total switching loss by 75%.
3.3 Inverter generated loss simulationWe implemented an inverter generated loss simu-
lation for the all-SiC 2-in-1 module and Si-IGBT mod-ule under general use conditions for the inverter. The results of the simulation at a carrier frequency of 4 kHz are shown in Fig. 9. Compared with the Si-IGBT module, the all-SiC 2-in-1 module has a lower inverter generated loss of 46%.
The carrier frequency dependence of the inverter generated loss is shown in Fig. 10. Furthermore, since the all-SiC 2-in-1 module has extremely low switching loss compared with the Si-IGBT module, the increase in inverter generated loss remains small even when increasing the carrier frequency. Therefore, since the all-SiC 2-in-1 module is capable of implementing switching at a higher carrier frequency than Si-IGBT, passive components such as filters can be miniatur-ized, and this, in turn, contributes to the miniaturiza-tion of power electronics equipment.
3.4 Application to productsFuji Electric has utilized the element technology
described in Section 2 to produce the all-SiC 2-in-1 module with a product series expansion as shown in Table 1. IP65 inverters have used Type 1 since it has the advantage of being the most compact [dimensions: W62 × D20 × H12 (mm)]. As a result, the module has a reduced footprint of approximately 60% compared with conventional Si-IGBT modules [dimensions: W94 × D34 × H30 (mm)].
The IP65 inverter is developed for applications used in severe environments such as food processing lines, industrial furnaces and livestock stables. Invert-ers used in these types of environments must not only be compact, but must have a high degree of protection
Table 1 Product series expansion of the all-SiC 2-in-1 module
Item Type 1 Type 2 Type 3L
External appearance
Dimensions (mm) W62 × D20 × H12 W68 × D26 × H13 W126 × D45 × H13Package New structured package
Rating
Rated voltage (V) 1,200
Rated current (A) 15, 35 50, 75 150, 200, 320
Applied element
MOSFET SiC-MOSFET
SBD SiC-SBD

226 FUJI ELECTRIC REVIEW vol.62 no.4 2016
(4) Kobayashi,Y. et al. Simulation Based Prediction of SiC Trench MOSFET Characteristics. FUJI ELECTRIC REVIEW. 2016, vol.62, no.1, p.12-16.

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
227
1. Introduction
As interest in environmental issues including global warming is increasing, reduction of emissions of greenhouse gases such as CO2 is called for, and it is expected that high efficient power conversion tech-nologies realize energy saving. Power semiconduc-tors play a major role in power conversion equipment. Silicon (Si) semiconductor devices, which have been the mainstream, have improved over many years and their performance is approaching the theoretical limits based on their physical properties. Accordingly, wide band gap semiconductor devices such as silicon carbide (SiC) and gallium nitride (GaN) are being developed vigorously. In particular, SiC devices are capable of dramatically reducing the loss and expected to contrib-ute toe energy saving by decreasing the losses of power electronics products. At present, they are becoming widespread in fields that require a breakdown voltage of approximately 1 kV, such as power conditioning sub-systems (PCSs) for photovoltaic power generation and power supplies for data servers. In the future, it is ex-pected that SiC devices will be employed in fields that require high reliability such as hybrid electric vehicles and electric vehicles and high-voltage fields from 3 to 10 kV such as railways.
Fuji Electric has developed a newly structured package consisting of copper pin connections and resin molding for All-SiC modules in place of conventional structures consisting of wire bonding and silicone gel molding. By applying these technologies, enhanced breakdown voltage for All-SiC modules are realized.
HINATA, Yuichiro * TANIGUCHI, Katsumi * HORI, Motohito *
Enhanced Breakdown Voltage for All-SiC Modules
In recent years, SiC devices have been widespread mainly in fields that require a breakdown voltage of ap-proximately 1 kV. They are expected to be used in the high voltage fields that require a breakdown voltage from 3 to 10 kV such as railways, as well as the automotive field that require high reliability such as hybrid vehicles and electric vehicles. Fuji Electric has developed a newly structured package featuring copper pin connections and resin molding to achieve SiC modules with high breakdown voltage. Based on the results of electric field simulations and thermal analysis, the electric field strength relaxation and high heat radiation are achieved by the optimization of the position-ing and thickness of electrodes on the insulation substrate.
2. Basic Module Structure and Issues to be Resolved for Increasing Breakdown Voltage
As shown in Fig. 1, the structure of an All-SiC module is significantly different from that of a con-ventional silicon insulated gate bipolar transistor (Si-IGBT) module(1),(2). For developed All-SiC module, copper pins formed on the power substrate are used as joint technology instead of conventional aluminum wire. This structure enables loading high current and high-density packaging of SiC devices. As the ceramic insulating substrate to mount semiconductor chips, silicon nitride (Si3N4) insulating substrate with a
Epoxy resin
Front copper plate
Back copper plate
Ceramic insulating substrate
Ceramic
(b) Conventional structure (Si-IGBT module)
(a) Developed structure (All-SiC module)
Copper pin Semiconductor chip
Silicone gel Aluminum wiring
Semiconductor chip Terminal
Resin case
Copper base
Solder
Ceramic insulating substrate
Power substrate
Fig.1 Module structure

228 FUJI ELECTRIC REVIEW vol.62 no.4 2016
thicker copper plate compared with conventional sub-strate has been used to reduce the thermal resistance. In addition, application of epoxy resin instead of the conventional silicone gel as a molding resin prevents degradation of the solder layer and deterioration of the insulation performance in high-temperature operation, achieving high reliability.
For long-term usage of power semiconductor mod-ules, it is necessary to ensure stable insulation perfor-mance against thermal stress and voltage variations depending on the usage condition and environment. For the insulation design of power semiconductor mod-ules, the breakdown electric field is one of the impor-tant factor. Electric field strength is greatly affected by the voltage applied to the materials, the shapes of the constituent materials and dielectric constant. In addition, electric field strength generally increases at the defects of the molding material, such as voids and peeled parts, and the edge of copper electrodes on ce-ramics insulating substrates. For silicone gel that is used as the molding resin in conventional structure, voids or cracks tend to be generated in operation at a high temperature of 175 °C or higher, and that possibly causes breakdown. For that reason, determination of an appropriate molding resin and a ceramic is impor-tant in order to develop All-SiC packages with high breakdown voltage capability of operation at high tem-peratures. Furthermore, it is necessary to develop the structure that enables the electric field mitigation of the boundary region of power substrates and ceramic insulating substrates.
3. Package Design Technology for high Breakdown Voltage
3.1 Package design relating to insulation performanceRegions with high electric field strength in a semi-
conductor module tend to be located in the insula-tors, such as epoxy resin and ceramics, at the edge of a copper plate or at the edge of a semiconductor chip surface. Breakdown modes of power semiconductor modules are classified into ceramic penetration break-down originating from high electric field strength point and creeping breakdown along joint region between the epoxy resin and the surface of the insulators, such as copper plate and ceramics. We focused on the triple points between the copper plates, epoxy resin, and ceramics because of their high electric field and per-formed electric field simulation.
Figure 2 shows the electric field strength distribu-tions of a power module with same length from the edge of ceramics to both copper plate [see Fig. 2 (a)], and with different length from the edge of ceramics to both copper plates [see Fig. 2 (b)]. In both cases, the electric field simulation are performed under the same condition for the thickness and type of ceramic, the thickness of the copper plate, and the type of epoxy resin. The results of the simulation indicate that the
highest electric field strength point is located at the triple point between front copper plate, ceramics and epoxy resin.
Figure 3 shows the maximum electric field strength change in both cases of power modules: to change the ceramic thickness from that in Fig. 2 (a) and to change the position of the surface copper plate from that in Fig. 2 (b). From the simulation results, increasing the thickness of the ceramic and equalizing the distances between the edge of the ceramic and both side of cop-per plates lead to the mitigation of the electric field strength. However, thick ceramics degrades the heat dissipation performance of the module. In addition,
Electric fieldStrong
Triple point
Weak
(a) Equal distances from edge of ceramic to edges of front and back copper plates
(b) Different distances from edge of ceramic to edges of front and back copper plates
Front copper plate
Epoxy resin
Cross-section view of analysis model
Ceramic
Back copper plate
Ceramic insulating substrate
Fig.2 Results of electric field simulation (electric field strength distributions)
Electric field mitigation
Electric field mitigation
Position differenceEpoxy resin
Front copper plate
Ceramic
Back copper plate
(a) Effect of ceramic thickness
0 0.5 1.0Ceramic thickness (a.u.)
1.0
0.8
0.6
0.4
0.2
0Ele
ctri
c fi
eld
stre
ngt
h (
a.u
.)
(b) Effect of positions of surface and back copper plates
0 0.5 1.0Position difference (a.u.)
1.0
0.8
0.6
0.4
0.2
0Ele
ctri
c fi
eld
stre
ngt
h (
a.u
.)
Fig.3 Results of electric field simulation (changes in electric field strength)

229Enhanced Breakdown Voltage for All-SiC Modules
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
the change of the thickness or position of the copper plates may leads large thermal stress due to the differ-ence in the coefficient of thermal expansion of materi-als, causing the thermal deformation of the ceramic insulating substrate. This possibly causes cracks in the ceramic, leading to degrade the insulation perfor-mance.
The thermal resistance of ceramics generally ac-counts for 20% to 30% of the thermal resistance of power module. As shown in Fig. 3, electric field strength varies more greatly in a region where the ceramic is thinner, and increasing the thickness of ce-ramic can reduce the electric field strength to less than half of the maximum value. However, the thermal re-sistance of the ceramic increases nearly in proportion to the thickness and the heat dissipation performance is significantly deteriorated. Accordingly, the struc-tural design that optimizes insulation and heat dissi-pation performance is required.
3.2 Package structure with high heat dissipation perfor-manceWe carried out thermal analysis for the conven-
tional and developed structures. Figure 4 shows the temperature distributions. In the developed structure, the thickness of the front copper plate under the chip decrease the thermal resistance of the module because heat diffusion in the in-plate direction within the front copper plate lead to a reduction in the thermal resis-tance of ceramic with low heat conductivity(3)-(5). Figure 5 shows the relationship between the ceramic thick-ness and thermal resistance. The developed structure allows thermal resistance to be significantly reduced compared with that of a conventional structure. This achieves both high insulation and high heat dissipa-tion performance even if the ceramic thickness is in-creased to improve insulation performance. On the other hands, the effect of the reduction of the thermal resistance depends on the semiconductor chip size and heat conductivity of ceramics. Accordingly, we maxi-
mize the reduction of the thermal by optimizing the module structure depending on the current and voltage ratings.
4. Evaluation of Molding Resin for Enhanced Breakdown Voltage
Initial breakdown voltage testing and high-temper-ature and voltage application testing at humidity envi-ronment for a long time were conducted to evaluate the insulation performance of modules.
In particular, assuming operating conditions at high-temperature and high-voltage environment, the breakdown voltage of silicone gel used for conventional structures decreases as the temperature increases. Meanwhile, the deterioration of the insulation perfor-mance of epoxy resin at high-temperature condition is smaller than those of silicone gel. Therefore, epoxy resin is superior to use in a high-temperature and high-breakdown-voltage environment.
4.1 Insulation evaluation of molding resinWe compared the insulation performance of sili-
cone gel used for the conventional structures and epoxy resin molding used for the developed structure. We prepared test samples that have the same shape of ce-ramic and copper plate and different molding materi-als (see Fig. 6), applied a voltage across the terminals bonded with the surface electrode and the back elec-trode, and measured the breakdown voltage. Figure 7 and Fig. 8 show the relationship between the break-down voltage and cumulative breakdown rate and the breakdown points respectively. When the cumulative breakdown rate is 1%, the breakdown voltage of epoxy resin is 16.3 kV, which is approximately 1.9 times as high as that of silicone gel, 8.8 kV. The breakdown for silicone gel molding proceed in the silicone gel from the triple points between the front copper plate, ceramic and silicone gel to the back copper plate. On the other
Semiconductor chip
Solder
Ceramic insulating substrate
Thermal greaseCooling fin
Temper-ature
High
Low(a) Developed structure (without copper base)
Semiconductor chip
SolderCeramic insulating substrate
Copper baseThermal grease
Cooling fin
(b) Conventional structure (with copper base)
Fig.4 Results of thermal analysis (temperature distributions)
0.25 1.00.25 1.0
Ceramic thickness (a.u.)
1.0
0.8
0.6
0.4
0.2
0Th
erm
al r
esis
tan
ce R
th (
j-c)
(a.
u.)
Semiconductor chipSolder under chipFront copper plateCeramic
Ceramic insulating substrateBack copper plate
Solder under insulating substrateCopper base
0.50.5Conventional structureDeveloped structure
Fig.5 Relationship between insulating substrate thickness and thermal resistance

230 FUJI ELECTRIC REVIEW vol.62 no.4 2016
If partial discharge is generated, degradation of encap-sulation material originated from the discharge point is propagated, and that is likely to result in a break-down after the long term operation. Defective prod-ucts can be identified and eliminated by verifying the generation of a partial discharge, and that prevent a breakdown of the products.
Figure 9 shows the results of partial discharge testing of test samples using silicone gel molding and epoxy resin molding. The voltage at which electric charges start to increase as the voltage rises is defined as the partial discharge inception voltage (PDIV), and the voltage at which electric charges decrease to zero as the voltage drops is defined as the partial discharge extinction voltage (PDEV). For silicone gel molding, the PDIV was 7 kV. Meanwhile, With epoxy resin molding, no partial discharge occurred even at 10 kV, indicating it is less likely to generate a partial dis-charge compared with silicone gel molding.
Figure 10 shows the PDIV and PDEV observed in the repeated partial discharge testing. For the sample with epoxy resin molding, partial discharge was gener-ated not in the molding resin but along the outside of the case at approximately 15 kV. The graph uses the
hands, for the epoxy resin, the breakdown is due to ce-ramic penetration. This indicates that the insulation performance of the epoxy resin molding is determined by the breakdown capability of the ceramic insulat-ing substrate itself, and improving the thickness and breakdown voltage of the ceramic allows the break-down voltage to be further enhanced.
4.2 Life expectancy evaluation of molding resinAs a method of evaluating the long-term product
lifetime based on an initial product evaluation, it is ef-fective to investigate the existence of partial discharge.
Molding resin (silicone gel or epoxy resin)
Case
Front electrode
Back electrode
Ceramic insulating substrate
Fig.6 Test sample shape
Breakdown point
Ceramic
Frontcopper plate
Copper base, silicone gel (transparent) Epoxy resin
(a) Silicone gel molding (enlarged photo of top surface)
(b) Epoxy resin molding (photo after polishing surface copper plate)
Fig.8 Breakdown points
Epoxy resin
Silicone gel
1 2 5 10 20 30 50 80Breakdown voltage (kV)
99.9
0.01
50.0
0.050.1
0.51.0
5.010.0
80.095.0
Cu
mu
lati
ve b
reak
dow
n r
ate
(%)
Fig.7 Relationship between breakdown voltage and cumulative breakdown rate
Voltage riseVoltage drop
Voltage rise
No discharge up to 10 kV
Voltage drop
(a) Silicone gel molding
0 5 10
Applied voltage (RMS value) (kV)
1,000
100
10
1
Ele
ctri
c ch
arge
q(p
C)
(b) Epoxy resin molding
0 5 10
Applied voltage (RMS value) (kV)
1,000
100
10
1
Ele
ctri
c ch
arge
q(p
C)
Fig.9 Results of partial discharge testing on test samples
0 1 2 3 4 5 6Number of repetitions
1.0
0.8
0.6
0.4
0.2
0
Vol
tage
(a.
u.)
Partial discharge inception voltage
Partial discharge extinction voltage
Epoxy resin molding
Silicone gel molding
Fig.10 Partial discharge inception voltage and partial dis-charge extinction voltage

231Enhanced Breakdown Voltage for All-SiC Modules
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
tion performance depending on encapsulation material. In the future, by expanding the application area of All-SiC modules with enhanced breakdown voltage by further improving their reliability, we will contribute to the development of power electronics technology and the realization of a low-carbon society.
References(1) Nakamura, H. et al. All-SiC Module Packaging Tech-
nology. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.224-227.
(2) Nashida, N. et al. All-SiC Module for Mega-Solar Power Conditioner. FUJI ELECTRIC REVIEW. 2014, vol.60, no.4, p.214-218.
(3) Horio, M. et al. “New Power Module Structure with Low Thermal Impedance and High Reliability for SiC Devices,” Proceedings of PCIM, 2011, p.229-234.
(4) Ikeda, Y. et al. “Investigation on Wirebond-less Power Module Structure with High-density Packaging and High Reliability,” Proceedings of ISPSD, 2011, p.272-275.
(5) Horio, M. et al. “Ultra Compact and High Reliable SiC MOSFET Power Module with 200 ºC Operating Capa-bility,” Proceedings of ISPSD, 2012, p.81-84.
values observed in the test. The PDIV of epoxy resin exhibits twice higher than that of silicone gel.
In silicone gel molding, once partial discharge is generated, the PDIV gradually decreases as the num-ber of repetitions increases. It is assumed that voids resulting from cracks in the silicone gel originating from the discharge points or bubbles due to the gen-eration of cracked gas are generated, and that lead to degradation propagating in the silicone gel or along the boundary between the silicone gel and ceramic. Mean-while, in the epoxy resin, partial discharge at the same testing voltage does not generate. Therefore, we con-clude that degradation due to partial discharge is not likely to occur in long time operation, and the molding resin is a promising technology to enhance the break-down voltage of SiC devices.
5. Postscript
This paper has described the methodologies to en-hance the breakdown voltage for All-SiC modules. The effect of the structure of the power module on the miti-gation of electric field strength and heat dissipation performance has been studied based on simulation. Furthermore, we investigated the difference in insula-

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
232
1. Introduction
Power modules are used in wide-ranging fields such as the social infrastructure field that deals with renewable energy including photovoltaic and wind power generation, electric railway field, automotive field including hybrid electric vehicles (HEVs) and electric vehicles (EVs) and consumer field including air conditioners as key devices of power conversion sys-tems.
Regarding power modules intended for power con-version systems, there are increasing demands for size and weight reduction and performance enhancement. However, the performance of conventional Si devices has come close to its limits and full-scale diffusion of power modules equipped with SiC as next-generation devices is expected.
Compared with conventional Si devices operating at 175 °C, SiC devices are capable of operating at high temperatures of 200 °C or higher with a current den-sity that is 2 to 3 times higher. As a result, the semi-conductor encapsulation resin that molds the power devices requires even higher thermal resistance and withstand voltage(1).
This paper describes an improvement to the ther-mal resistance of molding resin allowing continuous operation at 200 °C or higher for resin-molded all-SiC modules that maximize the performance of SiC devices.
2. Power Module
2.1 Package structure and featuresUnlike the conventional wire bonding structure,
which is the mainstream of Si devices, the structure of a power module is composed of a semiconductor
NAKAMATA, Yuko * TACHIOKA, Masaaki * ICHIMURA, Yuji *
Enhanced Thermal Resistance of Molding Resin Used for All-SiC Modules
SiC devices are capable of operating at high temperatures of 200 ºC or higher, while conventional Si devices at 175 ºC, and the molding resin that molds the power devices requires an even higher thermal resistance to spread in the market. Our All-SiC module maximizes the performance of SiC devices, and we have confirmed that the mod-ule can operate continuously at temperatures of 200 ºC or higher through the use of a high thermal-resistant molding resin that is characterized by a longer thermal-resistant service life and improved tracking resistance.
chip, copper pins, ceramic insulating substrate, solder and molding resin as shown in Fig. 1. Copper pins are formed instead of conventional wiring and, as the insu-lation in the power module, epoxy resin is used instead of silicone gel(2).
This structure employs a power substrate and low-thermal-resistance insulating substrate and uses cop-per pins for the wiring connection of the power chip. This has made it possible to miniaturize the power module and made current pathways shorter to achieve lower inductance. In addition, by strengthening the bonding between the chip electrode and copper pins, ΔTj power cycle capability has been improved.
2.2 Issues with improvement to thermal resistance of molding resinOne important indicator of thermal resistance
of molding resin is glass transition temperature Tg. Glass transition is a phenomenon in which molding resin is heated and changes from a glassy state to a rubbery state; and the temperature at which glass transition occurs is Tg. At a temperature higher than Tg, the coefficient of thermal expansion (CTE) and the coefficient of elasticity rapidly change and character-istics required of molding resin such as strength, ad-
Molding resin
Surface copper plate
Back copper plateCeramic insulating substrate
Ceramic
Copper pin Semiconductor chip Power substrate
Fig.1 Internal section structure of package

233Enhanced Thermal Resistance of Molding Resin Used for All-SiC Modules
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
hesion and insulation are degraded. Accordingly, to improve the thermal resistance of a power module, it is necessary to increase Tg of the molding resin.
However, in order for the molding resin to achieve a long-term thermal resistance at 200 °C or higher, increasing Tg alone is insufficient. It must endure long-term reliability tests such as a power module heat cycle test, high-temperature application test and tem-perature humidity bias (THB) test. Furthermore, to guarantee continuous use at a junction temperature Tj of 200 °C, when an accelerated life test specified by the UL Standard is conducted the molding resin must maintain the breakdown voltage based on the product standard. To guarantee Tj=200 °C, life of 6,663 h at 225 °C is required and the molding resin must have a sufficient thermal resistance to deal with temperatures higher than Tj.
3. Resin Molding Technology
3.1 Relationship between glass transition temperature Tg and thermal reductionThe glass transition temperature Tg is defined as
the temperature at which the secondary differentiation curve of the displacement curve peaks in the thermo-mechanical analysis (TMA) chart shown in Fig. 2.
One method of increasing Tg, which is an indicator of molding resin, is to increase the number of crosslink points formed by single bonds. However, the chemical bonding force of single bonds is weak and the crosslink points are susceptible to breakage. This accelerates pyrolysis in a high-temperature environment, causing the strength, adhesion and insulation to decrease.
Accordingly, to achieve a high-thermal-resistance resin whose characteristics do not degrade by pyrolysis while ensuring high Tg, as shown in Fig. 3, it is neces-sary to select a resin composition with a large aromatic ring/CH2 ratio in addition to increasing the number of crosslink points of the resin.
While increasing epoxy crosslink points causes Tg to increase, the 200 °C storage thermal reduction ratio increases in the negative direction. Increasing aro-
matic units brings the 200 °C storage thermal reduc-tion ratio down closer to zero but Tg decreases. In this way, Tg and the 200 °C storage thermal reduction ratio have a trade-off relationship. To achieve a large 200 °C storage thermal reduction ratio as well as high Tg, a structure with aromatic crosslink units such as multi-functional aromatic units and rigid crosslink points is required.
3.2 Tracking resistanceIntroducing aromatic crosslink units into the mold-
ing resin increases the number of crosslink points and improves Tg. However, the number of aromatic rings, which are the main skeleton of aromatic crosslink units, increase and this makes the molding resin more susceptible to carbonization, leading to a lower track-ing resistance(3).
As a high electric field is applied to the surface of the molding resin, dust and moisture attached to the surface of the molding resin tend to cause arc dis-charge. As a result, the surface is carbonized and car-bonized conductive paths are formed. This may reduce the insulation, possibly leading to a breakdown.
For molding resin of power modules used in a se-vere installation environment such as those used for photovoltaic and wind power generation, it is essential to improve the tracking resistance. Molding resin with the comparative tracking index (CTI), which indicates tracking resistance, falling under Material Group I (600 ≤ CTI) of Table 1 is required.
Fuji Electric has figured out a good composition of Displacement
Secondary differentiation
180 190 200 210 220 230Tg
Temperature (°C)
0.50
0.45
0.40
0.35
0.30
0.25
0.20
0.15
7
6
5
4
3
2
1
0
Dis
plac
emen
t (%
)
Sec
onda
ry d
iffe
ren
tiat
ion
(×1
0–5)
Fig.2 TMA chart of molding resin
Aro
mat
ic r
ing/
CH
2 rat
ioS
mal
lL
arge
200°
C s
tora
ge t
her
mal
red
uct
ion
rat
io (
%)
150 225Glass transition temperature Tg (°C)
Conventionalmolding resin
Number of crosslink pointsFew Many
New moldingresin
composition
-0.2
0.0
Aromatic (multifunctional) crosslink unitRigid crosslink point
Aromatic unitEpoxy crosslink point
Many Few
Few Many
Fig.3 Relationship between Tg and 200 °C storage thermal reduction ratio
Table 1 Comparative tracking index
Molding material clas-sification *1 Comparative tracking index (CTI *2)
Material group I 600 ≤ CTI
Material group II 400 ≤ CTI < 600
Material group III a 175 ≤ CTI < 400
Material group III b 100 ≤ CTI < 175
*1 According to IEC 60664-1*2 CTI: Comparative tracking index

234 FUJI ELECTRIC REVIEW vol.62 no.4 2016
the molding resin to achieve a CTI of 600 or above for the molding resin intended for SiC power modules.
3.3 IncombustibilityThe flame retardant added to the molding resin for
power modules has its sublimation or other decomposi-tion temperature around 200 °C. The accelerated life test conditions of the UL1557 that are used for guar-anteeing operation at Tj=200 °C correspond to 6,663 h at 225 °C, which is close to the decomposition tempera-ture of the flame retardant. To improve incombustibil-ity, it is necessary to select a flame retardant with a high decomposition temperature and introduce a resin composition having crosslink units provided with in-combustibility such as multi-aromatic rings and rigid crosslink points.
3.4 Prediction of thermal-resistant service lifeThermal resistance may be defined in 2 ways:
short-term thermal resistance and long-term thermal resistance.
Short-term thermal resistance is the resin’s abil-ity to maintain its shape and properties in a high-temperature environment, even if only for a short time. Short-term thermal resistance is represented by the upper limit temperature that allows the physical properties of resin to be maintained, to which Tg cor-responds.
Long-term thermal resistance is the ability of resin to maintain its shape and properties even if it is con-tinuously exposed to a certain temperature. Long-term thermal resistance is represented by the pyrolysis tem-perature Td. When resin is left in a high-temperature condition, oxidative degradation due to heat causes crosslink points and other bonds to be break, which de-creases Td. Accordingly, to improve thermal resistance it is essential to increase Td.
When heated, resin becomes rubbery at Tg and, if it is further heated, pyrolysis occurs at Td.
We predicted the thermal-resistant service life in terms of long-term thermal resistance(4) by using thermogravimetry. Measurements were conducted at different rates of temperature rise and the 1% ther-mal reduction temperature Td1 at each rate was deter-mined. From this, an Arrhenius plot was made based on chemical kinetics to calculate the activation energy of pyrolysis. Next, from the result of thermogravi-metric measurement conducted during temperature rise, Formula 1 was used to find the thermal-resistant
service life τ where the weight is reduced by 1% when resin is exposed to a certain temperature.
…………………………………(1)
τ : Thermal-resistant service life (s) at use en-vironment temperature Tc
Ea : Activation energy (J/mol) R : Gas constant [J/(mol∙K)] T : Temperature (K) B : Rate of temperature rise in thermogravi-
metric measurement (K/s) T0 : Starting temperature of thermogravimetric
measurement (temperature at which pyrol-ysis has not occurred) (K)
Td1 : 1% thermal reduction temperature (tem-perature at which thermal reduction due to pyrolysis is 1% in thermogravimetric mea-surement) (K)
Tc : Use environment temperature (K)
Table 2 shows the results of predicting a physical property and thermal-resistant service life of molding resin. The 3 types of molding resin have been obtained by adjusting the amount of aromatic crosslink units to have Tg fixed at 215 °C, CTE at 13 ppm/K and coef-ficient of elasticity at 16 GPa and Td1 varied. The CTI was specified to be 600 or higher under Material Group I and incombustibility the accreditation criterion for incombustibility*1 V-0.
The thermal-resistant service life gets longer with a higher Td1 and Resin C with Td1=411 °C has been confirmed to maintain thermal resistance of 225 °C for 6,663 h as specified by UL1557.
3.5 Results of accelerated life test on power modulesFigure 4 shows the method of conducting an insula-
tion test on power modules after the accelerated heat life test.
=exp
Td1
T0
( )-RT
dT
Bexp ( )-RTc
x
E a
E a
*1: Accreditation criterion for incombustibility: Incombusti-bility of plastics used for industrial material applications (Superior) 5 V > V-0 > V-1 > V-2 > HB (Inferior)
Table 2 Results of predicting physical property and thermal-resistant service life of molding resin
ResinPyrolysis
temperature Td1(°C)
Service life at 200 °C(h)
Service life at 225 °C(h)
Resin A 320 21 4
Resin B 338 712 103
Resin C 411 75,000 10,500
Copper wiring
Power module
Conductive tape
2.5 kV
Fig.4 Method of insulation test

235Enhanced Thermal Resistance of Molding Resin Used for All-SiC Modules
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent4. Postscript
This paper has described a way to improve the thermal resistance of molding resin for all-SiC mod-ules. We have developed resin for power modules that allows continuous operation at 200 °C or higher. We have done this by improving tracking resistance, which runs counter to the improvement of thermal resis-tance, while extending thermal-resistant service life.
In the future, we intend to develop ways to apply high thermal-resistant molding resin and help to en-hance the reliability of power modules.
References(1) Horio, M. et al. “New Power Module Structure with
Low Thermal Impedance and High Reliability for SiC Devices”PCIM Europe 2011, 37 (2011), p.229-234.
(2) Nashida, N. et al. All-SiC Module for Mega-Solar Power Conditioner. FUJI ELECTRIC REVIEW. 2014, vol.60, no.4, p.214-218.
(3) Nishimura, T. et al. High-power IGBT Modules. FUJI ELECTRIC REVIEW. 2008, vol.55, no.2, p.51-55.
(4) Ichimura, Y. Kinetics Analysis of Insulating Material. Application Brief.1986, TA NO.25, p.1-4.
To check operation with Tj=200 °C, for power mod-ules that use the types of resin listed in Table 2, we conducted an accelerated heat life test under the con-ditions of 225 °C for 6,663 h according to UL1557. In Resin A, cracks were generated that reached the sides of the insulating substrate and the breakdown voltage could not satisfy the standard. With Resin B, a short circuit occurred at the edge of the insulating substrate, causing a breakdown. Meanwhile, with Resin C, peel-ing between the molding resin and components such as the insulating substrate and elements and cracking in the molding resin were restrained and the insulation performance was satisfied (see Fig. 5).
As shown in Table 3, evaluation of resin using power modules showed a better result with higher Td1. This is assumed to be because introducing a rigid skel-eton prevented pyrolysis at 225 °C and, as a result, no peeling or cracking occurred in the accelerated heat life test and insulation was ensured.
Resin CResin B
Appearance of module after test
Observation of insulating substrate
Resin AItem
Cracks
NormalShort circuitPeeling on periphery
Fig.5 Results of heat test on power modules
Table 3 Results of evaluation of resin using power modules
Resin Breakdown test pass rate
Resin A 0%
Resin B 60%
Resin C 100%

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
236
1. Introduction
In recent years, there has been increasing demand to improve energy efficiency and reduce CO2 emissions as measures for mitigating global warming, and as a result, there has been growing demand for renewable energies such as photovoltaic power generation and wind power generation. In particular, the continuous increase in capacity of power conversion equipment has expanded the need for large capacity insulated gate bipolar transistor (IGBT) modules in this field.
Furthermore, power conversion equipment has been increasingly required to exhibit compactness, low power dissipation and high reliability. Under these background, Fuji Electric developed the 7th-generation “X Series” IGBT module “Dual XT” (X Series Dual XT).
2. Product Line-Up
The external and internal appearance of the X
YOSHIDA, Kenichi * YOSHIWATARI, Shinichi * KAWABATA, Junya *
7th-Generation “X Series” IGBT Module “Dual XT”
Power conversion system has been increasingly required to exhibit compactness, low power dissipation and high reliability. Under these background, Fuji Electric developed the 7th-generation “X Series” IGBT module “Dual XT” (X Series Dual XT). The X Series Dual XT has reduced power dissipation through semiconductor chip characteristic enhancement, while also improving the package current-carrying capability through package structure enhancement. In addition, by improving the ΔTj power cycle capability and the heat resistance of the insulation-use silicone gel, the module achieves a junction temperature of Tjop=175 °C under continuous operation. It is also the industry’s first mod-ule in this package size that has a 1,200-V/800-A rating.
Series Dual XT is shown in Fig. 1, and the product line-up is provided in Table 1. The line-up consists of a total of 4 types of packages: solder pin types (M254, M285) and press-fit pin types (M282, M286). In order to expand rated current and improve reliability, the M285 package and M286 package adopt a thick cop-per structure for the main terminals as well as a high thermal-conductive insulating substrate, while also applying a new packaging technology that makes use of copper wire bonding technology and a high compara-tive tracking index (CTI) resin based case. By apply-
High CTI resin based case Thick copper
terminal
Copper wiringHigh heat-dissipating
insulating substrate
Fig.1 X Series Dual XT external and internal appearance
Table 1 X Series Dual XT product line-up
Product type Pin typeRated voltage (V)
Rated current (A)
Package type
Insulating substrate
2MBI225XNA120-50
Solder pin type
1,200
225
M254 Al2O32MBI300XNA120-50 300
2MBI450XNA120-50 450
2MBI600XNE120-50 600M285 AlN
2MBI800XNE120-50 800
2MBI225XNB120-50
Press-fit pin type
225
M282 Al2O32MBI300XNB120-50 300
2MBI450XNB120-50 450
2MBI600XNF120-50 600M286 AlN
2MBI800XNF120-50 800
2MBI225XNA170-50
Solder pin type
1,700
225
M254 Al2O32MBI300XNA170-50 300
2MBI450XNA170-50 450
2MBI600XNE170-50 600 M285 AlN
2MBI225XNB170-50
Press-fit pin type
225
M282 Al2O32MBI300XNB170-50 300
2MBI450XNB170-50 450
2MBI600XNF170-50 600 M286 AlN

2377th-Generation “X Series” IGBT Module “Dual XT”
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
ing this new technology, Fuji Electric has realized the industry’s first 1,200-V/800-A rated module at this package size.
3. Characteristics
In order to improve the efficiency of energy conver-sion, it is necessary to improve power dissipation for IGBT modules, and the characteristics of this power dissipation depend on the properties of the semicon-ductor chips of the IGBT and free wheeling diode (FWD).
3.1 IGBT characteristic improvementImprovement of collector-emitter saturation volt-
age has been realized by reducing the thickness of the drift layer in the X Series Dual XT IGBT. Further-more, the voltage oscillation and withstand voltage degradation that can occur in the case of thinned drift layers during turn-off has been suppressed by optimiz-ing the field stop (FS) layer.
Compared with the “V Series” Dual XT, the X Se-ries Dual XT IGBT has significantly improved char-acteristics, including saturation voltage reduction of approximately 0.4 V and turn-off energy reduction of approximately 7% as shown in Fig. 2.
3.2 FWD characteristic improvementReduction of the anode-cathode forward voltage
has been realized by reducing the thickness of the drift layer in the X Series Dual XT FWD. In addition, Softer reverse recovery waveforms compared with con-ventional product has been achieved by optimized local life time control as shown in Fig. 3. Furthermore, sig-nificantly reduced reverse recovery energy by reducing reverse recovery peak current and tail current(1) has been realized.
Compared with conventional products, the X Series Dual XT FWD has significantly improved characteris-tics, including a forward voltage reduction of approxi-
mately 0.1 V and a reverse recovery energy reduction of approximately 9% as shown in Fig. 4.
3.3 Power dissipation comparisonThe result of calculating power dissipation is
shown in Fig. 5. As a result of the improvements men-tioned in Sections 3.1 and 3.2, the X Series Dual XT
X Series
V Series
t : 200 ns/divVAK: 200 V/divI f: 200 A/div
V Series (conventional product): 2MBI450VN-120-50X Series: 2MBI450XNA120-50VCC = 600 V, R g = +/−0.56 Ω, VGE = +/−15 V, T j =150 °C, L s =35 nH
If
VAK
Fig.3 Reverse recovery waveforms
V Series (previous product): 2MBI450VN-120-50X Series: 2MBI450XNA120-50VCC = 600 V, R g = +/−0.56 Ω, VGE = +/−15 V, T j = 150 °C, L s = 35 nH
1.6 1.7 1.8 1.9 2.0Forward voltage VF (V)
80
60
40
20
0
Rev
erse
rec
over
y e
ner
gy(m
J/pu
lse)
Forward voltage: Approx. 0.1 V reductionReverse recovery energy: Approx. 9% reduction
X Series V Series
Fig.4 Trade-off characteristic (FWD)
V Series (conventional product): 2MBI450VN-120-50X Series: 2MBI450XNA120-50VCC = 600 V, I o = 288 A, F o = 50 Hz, cosφ= 0.8, modulation rate = 1.0, T a = 50 °C, R g = +/−0.56 Ω
f c = 1kHz f c = 3 kHz f c = 5 kHz
600
400
200
Approx. 12% reduction
X Series Approx. 7% reduction
Approx. 5%reduction
0
Pow
er d
issi
pati
on (
W)
P rrP fP onP offP sat
V Series
Fig.5 Power dissipation
V Series (conventional product): 2MBI450VN-120-50X Series: 2MBI450XNA120-50VCC = 600 V, R g = +/−0.56 Ω, VGE = +/−15 V, T j =150 °C, L s = 35 nH
X Series V Series
1.5 1.7 1.9 2.1 2.3 2.5Saturation voltage VCE(sat) (V)
100
80
60
40
20
0
Tu
rn-o
ff e
ner
gy (
mJ/
puls
e)
Saturation voltage: Approx. 0.4 V reductionTurn-off energy: Approx. 7% reduction
Fig.2 Trade-off characteristic (IGBT)

238 FUJI ELECTRIC REVIEW vol.62 no.4 2016
has been able to reduce power dissipation by approxi-mately 12% at carrier frequency of 1 kHz when com-pared with conventional products.
4. Packaging Technology
Table 2 shows the features of the X Series Dual XT (M285, M286) packaging structure. In order to contribute to the miniaturization of devices, the newly developed packaging structure aimed at increasing output current without package size up. To achieve this target, it was necessary to improve both the exo-thermicity of package, semiconductor chip and thermal conduction for better cooling.
4.1 Reduction of thermal resistance by newly developed AlN insulating substrateIn order to efficiently cool down the heat gener-
ated by the semiconductor chip, the X Series Dual XT (M285, M286) has newly developed high thermal con-ductive insulating AlN substrate(2).
The junction-case thermal resistance is shown in Fig. 6. IGBT module which has the newly developed AlN insulating substrate can reduce its thermal re-sistance by approximately 45% compared with IGBT module with Al2O3 insulating substrate which is widely used in case of same chip size.
4.2 Heat generation reduction inside package by copper wiringConventional products adopted aluminum wiring
for the main circuit wiring inside the package. How-ever, the aluminum wiring causes high temperature rising by large current. For that reason, the maximum rated current to be limited to 600 A in conventional products. Therefore, the X Series Dual XT (M285, M286) has adopted copper wiring for the main circuit wiring. As shown in Table 3, copper has a specific re-
sistance that is 40% lower than aluminum, as well as a higher thermal conductivity of 77%. As results of the improvement, temperature rising has been dramati-cally improved. Furthermore, the aluminum wiring between the terminal and insulating substrate of con-ventional products is packed in local area of package. In order to achieve even lower package heating for the wiring, the X Series Dual XT has optimized circuit pat-tern on insulating substrate which can be realized to bond larger number of copper wires.
The evaluation results for the heating of the package are shown in Fig. 7. Compared with the wir-ing temperature rise of ΔT =58 °C in the packages of conventional products, the X Series Dual XT (M285, M286) package has reduced this value to less than half with ΔT =20 °C.
4.3 Reduction of heat generation for the main terminal of package by thicker copper for terminalsThe X Series Dual XT (M285, M286) has thickened
the main terminals from 1.5 mm to 2.0 mm compared with conventional products, while also reducing heat generation by optimizing the shape of the terminals. Compared with the main terminal temperature rise of ΔT =46 °C in the packages of conventional products, the X Series Dual XT (M285, M286) package has re-duced this value to half with ΔT =23 °C as shown in Fig. 7.
Table 2 Features of X Series Dual XT (M285, M286) packaging structure
Item X Series Dual XT V Series Dual XT (conventional product)
Mounted chip X Series V Series
Rated voltage 1,200 V 1,200 V
Max. rated current 800A 600A
Insulating sub-strate AlN Si3N4
Copper thickness of output terminal 2.0 mm 1.5 mm
Wire bond-ing
Output terminal Copper Aluminum
Between insulating substrate
Copper Aluminum
Tjop 175 °C 150 °C
Case resin mate-rial High CTI resin Conventional resin
Silicone gel High heat-resistant gel (-40 to +175 °C)
Conventional gel (-40 to +150 °C)
45% reduction
0.001 0.01 0.1 1Pulse width (s)
10
1
0.1
0.01Jun
ctio
n-c
ase
ther
mal
res
ista
nce
(a.
u.)
Al2O3Insulating substrate
Condition: Comparison with same chip size
AlN insulating substrate
Fig.6 Junction-case thermal resistance
Table 3 Properties of wiring materials
Material Specific resistance(10-8Ω∙m)
Thermal conductivity[W/(m∙K)]
Aluminum 2.5 220
Copper 1.5 390
Copper thickness of output terminal 40% reduction 77% improvement

2397th-Generation “X Series” IGBT Module “Dual XT”
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
ever, the application of a newly developed solder mate-rial(3) and the use of a new wire bonding technology for the semiconductor chip have enabled a capability that is approximately twice that of conventional products under conditions of Tjmax =175 °C, ΔTj =50 °C.
As a result, the ΔTj power cycle capability of the X Series Dual XT has a capability at Tjmax =175°C that ex-ceeds conventional products operating at Tjmax =150°C.
Silicone gel is used to ensure insulation perfor-mance for the inside of the IGBT module. The rela-tionship between the temperature and life time of the silicone gel is shown in Fig. 9. Conventional silicone gel has a life time of 10 years or more at a temperature of 150 °C, but it degrades to approximately 2 years at a temperature of 175 °C. The newly developed silicone gel(3) for X Series Dual XT has a life expectancy of ten years or more even at a temperature of 175 °C which can be realized same life time of the silicone gel of con-ventional products operating at 150 °C.
5. Summary
The X Series Dual XT has reduced power dissipa-tion through enhancing characteristics of semiconduc-tor chip, while also improving current-carrying ca-pability for package by improving package structure. Furthermore, it has achieved continuous operation at Tjop =175 °C by improving ΔTj power cycle capability and heat resistance of insulation-use silicone gel. As the results, it is capable of improving output current during actual operation and energy conversion effi-ciency in products utilizing IGBT modules such as in-verters.
As an example of the effect of these enhancements, relationship between inverter output current and IGBT junction temperature is shown in Fig. 10. By applying the X Series Dual XT, output current is im-proved by 40% compared with conventional products(4).
4.4 Expansion of continuous operation junction tempera-ture Tjop
In order to achieve an even higher output current for the X Series Dual XT, the continuous operation junction temperature Tjop has been expanded from 150 °C to 175 °C compared with conventional products. To expand Tjop, it was necessary to improve capability for large temperature changes (ΔTj power cycle capabil-ity), while also enhancing long-term reliability at high temperatures (heat resistance of insulation-use sili-cone gel).
The ΔTj power cycle capability is shown in Fig. 8. In conventional products, there would be a dramatic deg-radation of the ΔTj power cycle capability when Tjmax =150 °C rose to 175 °C. In the X Series Dual XT, how-
(b) V Series Dual XT (conventional product)
T= 58 °C (aluminum wiring)
Δ
T= 46 °C (main terminal)Δ
(a) X Series Dual XT
Current direction
Condition: IDC= 400 A
Current direction
T= 20 °C (copper wiring)Δ
T= 23 °C (main terminal)Δ
Fig.7 Evaluation results for the heat generation of the package
V Series (Tjmax=175 °C)
X Series (Tjmax=175 °C)
Two-foldimprovement
V Series (Tjmax=150 °C)
40 50 60 70 80 90 100Tj (°C)
107
106
105
104
Condition: cumulative failure rate = 1%
Tj p
ower
cyc
le c
apab
ilit
y (c
ycle
s)Δ
Fig.8 ΔTj power cycle capability
18 252423222120191/environmental temperature (×10-4K-1)
Sil
icon
e ge
l lif
e ti
me
Newly developed silicone gel
Conventional silicone gel
10 years
2 years
175
°C
150
°C
Fig.9 Relationship between silicone gel temperature and life time

240 FUJI ELECTRIC REVIEW vol.62 no.4 2016
with its package size by significantly enhancing the characteristics of the semiconductor chip and adopting a new packaging technology. In the future, Fuji elec-tric plans to continue to offer products that make use of the newest technologies to contribute to the minia-turization, efficiency improvement and higher reliabil-ity of various types of power conversion equipment.
References(1) Onozawa, Y. et al. “Development of the 1200 V FZ-
Diode with soft Recovery Characteristics by the New Local Lifetime Control Technique”. Proceeding of ISPSD 2008, p.80-83.
(2) Momose, F. et al. “The New High Power Density Pack-age Technology for the 7th Generation IGBT Module”, PCIM Europe 2015.
(3) Kawabata, J. et al. 7th-Generation “X Series” IGBT Module. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.237-241.
(4) Takahashi, M. et al. “Extended Power Rating of 1200 VIGBT Module with 7 G RC- IGBT Chip Technologies”, Proceeding of PCIM Europe 2016.6. Postscript
The 7th-generation “X Series” IGBT module “Dual XT” has become the industry’s first 800 A rated module
V Series
X Series
+40%
V Series (conventional product): 2MBI600VN-120-50X Series: 2MBI800XNE120-50VCC = 600 V, f o = 50 Hz, f c = 8 kHz, cosφ= 0.9, modulation rate = 1.0, T a = 50 °C
0 0.5 1.0 1.5 2.0Output current Io (a.u.)
225
200
175
150
125
100
75
50
IGB
T ju
nct
ion
tem
pera
ture
(°C
)
Fig.10 Inverter output current and IGBT junction temperature

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
241
1. Introduction
In recent years, there have been increasing expec-tations for power electronics technology that utilizes energy efficiently and contribute to energy savings in order to prevent global warming and realize safe, se-cure and sustainable society. Above all, the demand for power semiconductors is expanding as a key device of power conversion system used in wide-ranging fields including the industrial, consumer, automotive and re-newable energy fields.
Fuji Electric has commercialized insulated gate bipolar transistor (IGBT) modules, which are power semiconductors, in 1988. Ever since then, Fuji Elec-tric has contributed to miniaturization, cost reduction and performance improvement for power conversion system through many IGBT module technology inno-vations such as miniaturizing the size, reducing the loss and improving the reliability. However, any fur-ther miniaturization of IGBT modules increases power density, which may lead to lower reliability due to an increase in operating temperatures of IGBTs and free-wheeling diodes (FWDs). Accordingly, to miniaturize IGBT modules while maintaining high reliability, the chips and packages technology innovation is essential to miniaturize IGBT modules and maintain the high reliability.
Fuji Electric has carried out chip and package technology innovation, and commercialized the 7th-generation “X Series” IGBT module(1),(2). In addition, we have developed a reverse-conducting IGBT (RC-IGBT), which integrates an IGBT and a FWD into one chip, and then the 7th-generation “X Series” RC-IGBT module for industrial applications(3),(4). By applying the chip technology of the 7th-generation X Series and
YAMANO, Akio * TAKAHASHI, Misaki * ICHIKAWA, Hiroaki *
7th-Generation “X Series” RC-IGBT Module for Industrial Applications
In recent years, IGBT modules have been increasingly required to be smaller in size while exhibiting lower loss and higher reliability. To meet the requirements, Fuji Electric has developed an industrial-use reverse conducting IGBT (RC-IGBT) module by using an RC-IGBT that integrates an IGBT and a free wheeling diode (FWD) on a single chip. Furthermore, the module greatly reduces loss and thermal resistance and enhances reliability through optimiza-tion based on our 7th-generation “X Series” technology. These technology innovations have achieved enhancements such as expansion of rated current, increased power density and miniaturization, all of which were impossible through the combination of conventional IGBT and FWD.
optimizing the chip structures, we have successfully reduced the number of chips and the total chip area in spite of the power loss equivalent to the combination of the X Series IGBT and X Series FWD. Furthermore, by combining the package technology of the 7th-gen-eration X Series with the RC-IGBT, we have reduced the thermal resistance and improved the reliability. Through the technology innovations, we have achieved further high power density and miniaturization of IGBT modules, which were impossible through conven-tional combination of IGBT and FWD.
2. Features
2.1 Features of the “X Series” RC-IGBT for industrial ap-plicationsIn the conventional IGBT, a current flows only
from the collector to the emitter when a voltage is ap-plied to the gate.
An inductor, which is used as a load of inverters widely used as power conversion system, generates induced electromotive force in the direction to prevent any current change by the self-induction effect. As a result, even if the IGBT is turned off, the current tend to flow in the same direction, therefore it is necessary to connect the FWD in antiparallel to the IGBT in order to flow the current in reverse direction. Mean-while, the “X Series” RC-IGBTs achieve the same pur-pose with one device by using an RC-IGBT technology (see Fig. 1).
Figure 2 shows a cross-section view of the X Series RC-IGBT. The X Series RC-IGBTs employ the 7th-generation X Series IGBTs chip technology that use a trench gate as the surface structure and a field stop (FS) layer as the backside structure. As with the X Series IGBTs, the X Series RC-IGBTs employ even fine pattern design rules as compared with the 6th-genera-

242 FUJI ELECTRIC REVIEW vol.62 no.4 2016
tion “V Series” IGBTs and optimized the surface struc-ture. In this way, they have achieved a significant reduction of the collector-emitter saturation voltage VCE(sat) that contributes to conduction loss. The lat-est thin wafer processing technology has also been ap-plied to improve the trade-off relationship between the saturation voltage and turn-off switching loss. The X Series RC-IGBTs integrate FWD regions and have p-n junctions on the collector side. Accordingly, we have added the processes of patterning and impurity layer formation on the backside to form the p-type layer on the collector side of the IGBT and the n-type layer on the cathode side of the FWD on the backside of the same chip. In addition, the trade-off relationship has been improved by lifetime control.
2.2 Electrical characteristicsFigure 3 shows the output characteristic of the
1,200-V X Series RC-IGBTs. The X Series RC-IGBTs are capable of outputting a current in both the forward direction (IGBT) and reverse direction (FWD) with one chip. A saturation voltage lower than that of the V Series IGBTs has been realized by applying the chip technology of the 7th-generation X Series. With RC-IGBTs, electrons are injected into the cathode layer of the FWD region. This suppresses hole injection from the collector layer of the IGBT and thus hinders
conductivity modulation. For that reason, snapback phenomenon has been reported to occur(5),(6) in the low saturation voltage region. Meanwhile, with the X Se-ries RC-IGBTs, snapback phenomenon has been solved by optimizing the each structures of the chip.
Turn-off waveforms of the X Series RC-IGBTs are shown in Fig. 4, turn-on waveforms in Fig. 5 and reverse recovery waveforms in Fig. 6. Figure 4 indi-cates that the surge voltage of the X Series RC-IGBTs is equivalent to that of combinations of the V Series
RC-IGBTIGBT
Emitter
Gate
Collector
Anode Emitter
(FWD)
IGBT region
FWD region
(IGBT)
Gate
CathodeCollector
FWD
Fig.1 Schematic view and equivalent circuit of “X Series” RC-IGBT
IGBT region FWD region
n+p+
n+ n+ n+ n+
Field stop layer
Fig.2 Cross-section view of “X Series” RC-IGBT
V Series IGBT
X Series IGBT
X Series FWD
V Series FWD
X Series RC-IGBT
IGBT (IC> 0)FWD (IC< 0)
Condition: Comparison based on the same active area
-4 -3 -2 -1 0 1 2 3 4On-state voltage VCE(sat) (V), Forward voltage Vf (V)
200
150
100
50
0
-50
-150
-100
-200
Col
lect
or c
urr
ent I C
(A)
Fig.3 Output characteristic of “X Series” RC-IGBT
400 600 800 1,000 1,200 1,400 1,600Time (ns)
1,200
1,000
800
600
400
200
0
-200
300
250
200
150
100
50
0
-50
Col
lect
or-e
mit
ter
volt
age V
CE
(V)
Col
lect
or c
urr
ent I C
(A)
VCE
IC
X Series IGBT + FWDV Series IGBT + FWD
X Series RC-IGBT
Fig.5 Turn-on waveforms of “X Series” RC-IGBT
400 600 800 1,000 1,200 1,400 1,600Time (ns)
1,200
1,000
800
600
400
200
0
-200
300
250
200
150
100
50
0
-50
Col
lect
or-e
mit
ter
volt
age V
CE
(V)
Col
lect
or c
urr
ent I C
(A)
X Series IGBT + FWDV Series IGBT + FWD
VCE
IC
X Series RC-IGBT
Fig.4 Turn-off waveforms of “X Series” RC-IGBT

2437th-Generation “X Series” RC-IGBT Module for Industrial Applications
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
IGBT and FWD and of the X Series IGBT and FWD. The tail current during turn-off switching is smaller than that of the combination of the V Series IGBT and FWD and the turn-off loss Eoff is lower by 23% with no abnormal waveforms observed. The X Series RC-IG-BTs use a thinner wafer than that of the combination of the V Series IGBT and FWD in order to improve the characteristics. Use of a thinner wafer concerns oscil-lation at turn-off and breakdown voltage degradation. However, with the X Series RC-IGBTs, the wafer re-sistivity and the each structures have been optimized to successfully suppress oscillation and breakdown voltage degradation. As shown in Fig. 5 and Fig. 6, the current waveforms for the combination of the V Series IGBT and V Series FWD have steep slopes, but the X Series RC-IGBT realizes soft recovery waveforms by optimizing lifetime control. Lowering the reverse recovery current peak Irrm and the tail current has re-duced the reverse recovery loss Err by 20%. No abnor-mal waveforms are observed in either the turn-on or the reverse recovery waveforms.
Figure 7 shows the trade-off characteristic of the IGBT as a comparison based on the same active area. Each point for the X Series RC-IGBT in the figure is a result of carrying out trade-off adjustment by changing
lifetime control. Based on the same switching loss, the X Series RC-IGBT has improved the saturation voltage by 0.5 V as compared with the V Series IGBT. In addi-tion, IGBT characteristics equivalent to those of the X Series IGBTs can be expected.
Figure 8 shows the trade-off characteristic of the FWD as a comparison based on the same active area. Each point for the X Series RC-IGBT in the figure is a result of trade-off adjustment in the same way as Fig. 7. Based on the same switching loss, the X Series RC-IGBT has improved the forward voltage by 0.3 V as compared with the V Series FWD. In addition, FWD characteristics equivalent to those of the X Series FWDs can be expected.
2.3 Thermal characteristicsWith the X Series RC-IGBTs, an IGBT and an
FWD has been integrated into one chip and the heat generated due to power loss in the IGBT or FWD re-gions is radiated from the entire chip. Accordingly, reduction of thermal resistance can be expected. To further reduce thermal resistance, a new aluminum nitride (AlN) insulating substrate has been applied as the package technology of the 7th-generation X Series.
General AlN substrates have high thermal con-ductivity, which decreases thermal resistance and, to deal with their low bending strength, ceramics thicker than alumina (Al2O3) insulating substrates, which are widely in use, are used to put them into practical ap-plications. However, thicker substrates affects to the thermal resistance and reliability. To improve these issues, it was necessary to make the thinner AlN in-sulating substrates. Conventionally, thinning of AlN insulating substrates posed issues such as substrate cracking in the mounting process and reduction of isolation capability, which hindered them from being put to practical use. To address these issues, we have increased the strength by revising the sintering condi-tions of AlN and optimized the insulation design by revising the creepage distance to realize a new thinner AlN insulating substrate.
400 600 800 1,000 1,200 1,400 1,600Time (ns)
1,400
1,200
1,000
800
600
400
200
0
-200
150
100
50
0
-50
-100
-150
-200
-250
An
ode-
cath
ode
volt
age V
AK (
V)
For
war
d cu
rren
t I f
(A
)
I f
VAK
X Series IGBT + FWDV Series IGBT + FWD
X Series RC-IGBT
Fig.6 Reverse recovery waveforms of “X Series” RC-IGBT
Improved by 0.5 V
V Series IGBT
X Series IGBT
X Series RC-IGBT
Measuring conditions: VCE(sat) : IC =100 A, VGE = +15 V, Eoff : VCC = 600 V, IC =100 A, VGE = +15 V/−15 V, Reverse recovery dv /dt =10 kV/µsCondition: Comparison based on the same active area
1.0 1.5 2.0 2.5 3.0On-state voltage VCE(sat) (V)
20
15
10
5
0
IGB
T t
urn
-off
loss
Eof
f (m
J)
Fig.7 Trade-off characteristic of “X Series” RC-IGBT (IGBT)
Measuring conditions:Vf : I f =100 A, VGE = −15 V (X Series RC-IGBT), Err: Vcc = 600 V, I f =100 A, VGE =+15 V/−15 V, Reverse recovery dv /dt = 10 kV/µsCondition: Comparison based on the same active area
0.5 1.0 1.5 2.0 2.5FWD forward voltage Vf (V)
15
10
5
0
FW
D r
ever
se r
ecov
ery
loss
Err
(mJ)
X Series RC-IGBT
Improved by 0.3 V
V Series FWDX Series FWD
Fig.8 Trade-off characteristic of “X Series” RC-IGBT (FWD)

244 FUJI ELECTRIC REVIEW vol.62 no.4 2016
current than that of a conventional combination of IGBT and FWD with the same package.
Table 2 shows Dual XT and PrimePACK2*1 as line-up of products with a rated voltage of 1,200 V and fea-tures in Table 3. Conventional Dual XT with a rated voltage of 1,200 V has the upper limit the rated cur-rent of 600 A for a combination of the V Series IGBT and FWD. Through the use of the chip technology and package technology of the 7th-generation X Series, the rated current has been increased to 800 A by combin-ing the X Series IGBT and FWD. Furthermore, adopt-ing the X Series RC-IGBT provides a module with a rated current of 1,000 A using the same package. In comparison to PrimePACK2 that uses the V Series IGBT and FWD, Dual XT offers a 40% reduction in the module footprint. In addition, by using the X Series RC-IGBT, thermal resistance Rth(jc) can be reduced by 27%. In this way, it covers the range of PrimePACK2, which uses the conventional V Series IGBT and FWD.
Figure 11 shows the calculation results of output current Io in inverter operation and the maximum IGBT junction temperature Tjmax for the Dual XT prod-ucts respectively with a combination of the V Series IGBT and FWD, combination of the X Series IGBT and FWD and the X Series RC-IGBT. In addition, using the X Series RC-IGBT can reduce power loss and the junction-case thermal resistance. Furthermore, by ap-
The junction-case thermal resistance is shown in Fig. 9. The new AlN insulating substrate features approximately 45% lower thermal resistance as com-pared with Al2O3 insulating substrates based on the same chip size, which is a significant improvement. This has resolved the issue of a temperature rise caused by miniaturization of IGBT modules. Further-more, by optimizing wire bonding and applying high-strength new solder and high heat resistance silicone gel, high reliability has been ensured and while guar-anteeing continuous operation at 175 °C.
3. Power Density Increase and Miniaturization
Table 1 shows a comparison with the V Series IGBT module of 1,200 V/100 A, and Fig. 10 shows cal-culation results of the power loss, junction tempera-ture, Tj and temperature rise from the case to junction, ΔTjc for the respective modules. By applying the chip technology and package technology of the 7th-genera-tion X Series, we have significantly reduced the power loss and thermal resistance as compared with the con-ventional combination of the V Series IGBT and FWD. We have thus ensured high reliability and guaranteed continuous operation at 175 °C. In addition, use of the X Series RC- IGBT makes it possible to reduce the number of chips and the total chip area, and miniatur-ization of IGBT modules can be expected.
Based on these merits, applying the RC-IGBT chip technology and the chip technology and package tech-nology of the 7th-generation X Series can expand rated
0.001 0.01 0.1 1Pulse width (s)
10
1
0.1
0.01Jun
ctio
n-c
ase
ther
mal
res
ista
nce
(a.
u.)
Al2O3 Insulating substrate
Condition: Comparison based on the same chip size
New AlN insulating substrate
Fig.9 Junction-case thermal resistance
V SeriesIGBT module
X Series RCRC-IGBT module
107.0 W
T jmax =124°C
101.7 W
150
100
125
75
50
25
0
Pow
er lo
ss (
W)
Calculation conditions: V cc = 600 V, I o = 50 A (RMS value), F o = 50 Hz, F c = 8 kHz, Power factor = 0.9, Modulation rate = 1.0, Ambient temperature T air = 50°C, R th (heatsink) = 0.085 K/W, Thermal paste = 50 µm, 2 W/(m∙K)
P sat
P off
P on
P f
P rr
=16.8°CT jc∆T jmax =134°C
=24.3°CT jc∆
Fig.10 Power loss and junction temperature of 1,200 V/100 A IGBT modules
Table 1 Comparison between 1,200-V/100-A IGBT modules
Item X SeriesRC-IGBT module
V SeriesIGBT module
Chip X Series RC-IGBT V Series IGBT + FWD
Insulating substrate New AlN insulat-ing substrate
Al2O3 insulating substrate
Continuous operating temperature Tj (°C)
175 150
Table 2 Product lineup of “Dual XT” and PrimePACK2 with a rated voltage of 1,200 V
Product nameRated current (A)
225 300 450 600 800 900 1,000
Dual XT
V Series IGBT + FWD
X Series IGBT + FWD
PrimePACK* V Series IGBT + FWD
* PrimePACK: Trademark or registered trademark of Infineon Tech-nologies AG
X SeriesRC-IGBT

2457th-Generation “X Series” RC-IGBT Module for Industrial Applications
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
4. Postscript
This paper has described the 7th-generation “X Series” RC-IGBT modules for industrial applications. They have achieved even higher power density and miniaturization by applying an RC-IGBT, which inte-grates an IGBT and an FWD into one chip. We believe that using this module will lead to further miniaturiza-tion and cost reduction of power conversion equipment and widely contribute to society. In the future, we intend to continue working on technology innovation of IGBT modules and contribute to the realization of a safe, secure and sustainable society.
References(1) Kawabata, J. et al. “The New High Power Density 7th
Generation IGBT Module for Compact Power Conver-sion Systems”, Proceeding of PCIM Europe 2015.
(2) Kawabata, J. et al. 7th-Generation “X Series” IGBT Module. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.237-241.
(3) Takahashi, M. et al. “Extended Power Rating of 1200 V IGBT Module with 7 G RC- IGBT Chip Technologies”, Proceeding of PCIM Europe 2016.
(4) Takahashi, K. et al. “1200 V Class Reverse Conducting IGBT Optimized for Hard Switching Inverter”, Pro-ceeding of PCIM Europe 2014.
(5) Takahashi, H. et al. “1200 V Reverse Conducting IGBT”, Proceeding of ISPSD 2004. p.133-136.
(6) M, Rahimo. et al. “The Bi- mode Insulated Gate Tran-sistor (BIGT) A Potential Technology for Higher power Applications”, Proceeding of ISPSD 2009. p.283-286.
plying the package technology of the 7th-generation X Series, the guaranteed continuous operating tem-perature has been increased from the conventional 150 °C to 175 °C. As a result, a higher current density than before has been achieved with the same package and even higher power density and miniaturization of IGBT modules realized. In this way, it is possible to meet the requirements expected of IGBT modules such as miniaturization, loss reduction and higher reliabil-ity.
V Series IGBT + FWD1,200 V/600 A
X Series RC-IGBT1,200 V/1,000 A
X Series IGBT + FWD1,200 V/800 A
Conditions: F o= 50 Hz, F c= 4 kHz
0 200 400 600 800Output current I o (A)
200
150
175
125
100
75
50
25Max
imu
m I
GB
T ju
nct
ion
tem
pera
ture
Tjm
ax (
°C)
Fig.11 Maximum IGBT junction temperature of “Dual XT”
*1: PrimePACK: Trademark or registered trademark of Infi-neon Technologies AG
Table 3 Features of “Dual XT” and PrimePACK2 with a rated voltage of 1,200 V
Item Dual XT PrimePACK*
External appearance
Module footprint (cm2) 93 93 93 153
Chip V Series IGBT + FWD X Series IGBT + FWD X Series RC-IGBT V Series IGBT + FWD
Module rated current (A) 600 800 1,000 900
Insulating substrate SiN insulating substrate New AlN insulating sub-strate
New AlN insulating sub-strate Al2O3 insulating substrate
Thermal resistance Rth(jc) (K/W)
IGBT : 0.04FWD : 0.06
IGBT : 0.037FWD : 0.044
IGBT : 0.022FWD : 0.022
IGBT : 0.03FWD : 0.054
* PrimePACK: Trademark or registered trademark of Infineon Technologies AG
17289
15062

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
246
1. Introduction
In recent years, there has been increasing demand for energy-saving in motor drive devices to prevent global warming caused by the increase in greenhouse gases. Among these devices, packaged air conditioners (for commercial use), which consume a relatively large amount of energy, were designated as being subject to the “Top Runner Program” in FY2015, thus requiring a significant improvement in their annual performance factor (APF, indicates year-round efficiency in energy consumption) and higher efficiency in the intermedi-ate load region. Furthermore, compactness and space savings are also being required, as well as improve-ment of loss under high loads in order to expand the range of operating temperatures in outdoor units.
In addition, there has also been increased demand for high efficiency in industrial-use general-purpose in-verters and servo systems, whose housings and frames have been increasingly downsized, in order to corre-spond to the expansion in output capacity.
Fuji Electric has met these demands with the de-velopment of its compact, low-loss and low-noise small-intelligent power module (IPM(1)), which integrates a 3-phase inverter bridge circuit, control circuit and pro-tective circuit, for application in inverter type small-motor drives.
Recently, in order to further improve the energy-saving performance of motor drive devices in packaged air conditioners, general-purpose inverters and servo systems, we have introduced a 20 and 30 A rated cur-rent 2nd-generation small IPM(2) equipped with 7th-generation insulated gate bipolar transistor (IGBT) chip technology(3) into our product line-up.
TEZUKA, Shinichi * SUZUKI, Yoshihisa * SHIRAKAWA, Toru *
2nd-Generation Small IPM Series
Fuji Electric has recently added products with current ratings of 20 and 30 A to our 2nd-generation small IPM series to meet the needs of motor drive devices. Applying the 7th-generation IGBT chip technology as a base and optimizing the lifetime control and drift layer thickness of the FWD, we have significantly reduces the temperature rise while lowering noise and loss. We ran a temperature rise simulation of a package air conditioner that has a standard cooling capacity of 14 kW at the maximum load, which are expected to be actual conditions. It showed 11ºC lower temperatures than the 1st-generation small IPM. It can therefore expand the allowable output current of the devices.
2. Product Overview
Figure 1 shows the external appearance of the re-cently developed 2nd-generation small IPM, and Table 1 shows the product line-up and the main characteris-tics.
The products employ the same compact package as the currently mass produced 10- and 15-A products, the external dimensions of which is 43 × 26 × 3.7 (mm), and the modules contribute to the miniaturization of inverter circuit.
Similar to the 10- and 15-A products, 2 different types of temperature protection functions are avail-able: one type with only analog temperature output, and the other type with analog temperature output and overheat protection.
The recently developed 20- and 30-A products can be used for a variety of devices such as compressor driving units of packaged air conditioners with capac-ity of 8 to 14 kW, general-purpose inverters with an output of 1.0 to 2.2 kW, and servo amplifiers with 0.4
Fig.1 2nd-generation small IPM

2472nd-Generation Small IPM Series
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
to 1.0-kW output.Figure 2 shows the internal equivalent circuit.
Similar to the 10- and 15-A products, the modules mount a 3-phase inverter bridge circuit composed of low-loss IGBTs utilizing 7th-generation IGBT chip technology and high-speed freewheeling diodes (FWD) mounted on an aluminum insulating substrate. A single low voltage integrated circuit (LVIC) for operat-ing the low-side IGBTs of the 3-phase inverter bridge circuit and 3 high voltage integrated circuits (HVIC) for operating the high-side IGBTs are directly mounted on the lead frame.
In addition, by including the boot-strap-diodes (BSD) with built-in current limiting resistor, the power supply of the high-side drive circuit can be configured with only a small number of components.
Compared with the 1st-generation small IPM, the 2nd-generation small IPM has expanded the permissi-ble output current of the inverter circuit and improved design flexibility by utilizing low-loss devices and ex-panding the operation-guaranteed temperature Tj (ope) from 125 °C to 150 °C.
3. Design
3.1 Device designThe expansion of the current capacity brought
concern about an increase in the noise generated dur-ing switching operation. Thus, as a countermeasure, a low-noise design for improving the trade-off between switching loss and noise has been adopted.(1) Reduction of conduction loss
We have optimized the gate threshold voltage and
the cell pitch layout of the trench gate of the IGBT based on the 7th-generation IGBT chip technology to reduce conduction loss.
Figure 3 shows the IGBT on-state voltage and col-lector current characteristics. Compared with the 1st-generation small IPM, the on-state voltage of the 30-A rated products is reduced by approximately 8% at the rated current, and approximately 7% at the low-cur-rent region, which greatly influences APF, that is, an important factor for air conditioning applications.(2) Reduction of turn-off loss
Though increasing the switching speed is one of the measures to reduce turn-off loss, it may increase generated noise due to the sharp rise in dv/dt.
For the 2nd-generation small IPM, we have sup-pressed dv/dt to the same level as that of the 1st-generation small IPM to the same level as that of the 1st-generation small IPM while successfully suppress-ing the tail current generated during IGBT turn-off, and improved the trade-off between noise and turn-off loss. In order to suppress the tail current, we have op-timized the thickness of the IGBT drift layer and the amount of carriers injected from the rear-surface pn junction and field stop layer.
Figure 4 shows the trade-off characteristics be-tween turn-off loss and the voltage noise level based on the frequency analysis of the turn-off waveforms of the IGBT. The module has the same voltage noise level as the 1st-generation small IPM at the rated current of 30 A while also significantly reducing the turn-off loss by approximately 50%.(3) Reduction of turn-on loss
Figure 5 shows the switching waveforms during re-
Table 1 Product lineup and main characteristics
Type name VCE ICVCE (sat)(typ.)
VF(typ.) Temperature protection function
6MBP20XSA060-50
600 V
20 A 1.45 V 1.50 VAnalog temperature output
6MBP20XSC060-50 Analog temperature output + overheat protection
6MBP30XSA060-5030 A 1.45 V 1.55 V
Analog temperature output
6MBP30XSC060-50 Analog temperature output + overheat protection
3 × BSD
HVIC
HVIC
HVIC
LVIC6 × IGBT
6 × FWD
Fig.2 Internal equivalent circuit
VCC =VB (U) =VB (V) =VB (W) =15 V, Tj =125 °C
0.5 1.0 1.5On-state voltage VCE (V)
40
30
20
10
0
Col
lect
or c
urr
ent I C
(A
)
1st-generation small IPM
2nd-generation small IPM
Fig.3 IGBT on-state voltage and collector current characteristics

248 FUJI ELECTRIC REVIEW vol.62 no.4 2016
covery. If we use the FWD of the 1st-generation small IPM and increase the switching speed to reduce the switching loss, there would be a large increase in gen-erated noise due to the increase in surge voltage. In order to simultaneously suppress generated noise and reduce turn-on loss, it is necessary to reduce the recov-ery current and suppress the surge voltage.
Figure 6 shows the trade-off characteristic between the turn-on loss and voltage noise level during FWD recovery. We have optimized the recently developed product in terms of the lifetime control and thickness
of the FWD drift layer and reduced the turn-on loss by approximately 20% compared with the 1st-generation small IPM at a rated current of 30 A while maintain-ing the same voltage noise level.
3.2 Control circuit designThe LVIC overheat protection function needs to
ensure that the LVIC junction temperature Tj (LVIC) does not exceed the operation-guaranteed value while also making sure that the protection function is not engaged due to temperature rise during continuous op-eration of the IGBT.
The upper limit of the operating temperature range of the LVIC junction temperature Tj (LVIC) in the 2nd-generation small IPM is 150 °C as shown in Fig. 7. Furthermore, when the temperature of IGBT reaches the upper limit of the IGBT operation-guaranteed temperature Tj (ope) of 150 °C, the temperature of the adjacent LVIC will rise to 136 °C, and as a result, it is necessary to ensure that overheat protection is not engaged at this temperature or below. Therefore, we have suppressed the variation in detection of LVIC junction temperature and established an overheat protection range of 143 °C ±7 °C. On the other hand, 135 °C is specified for the upper limit of the LVIC junc-tion operating temperature range Tj (LVIC) in the 1st-generation small IPM. Furthermore, when the junc-tion operating temperature reaches the upper limit of the IGBT operation-guaranteed temperature Tj (ope) of 125 °C, the temperature of the adjacent LVIC will rise to 115 °C. As a result, the overheat protection range was set at 125 °C ±10 °C. Therefore, the 2nd-generation small IPM not only expands the operating temperature range of the LVIC, but by increasing the precision of the reference power circuit inside the IC to ensure that the detection range is ±7 °C or lower. Consequently, we have expanded the IGBT operation-guaranteed temperature Tj (ope) to 25 °C above that of the 1st-generation small IPM, or 150 °C, which allows the expansion of permissible output current. In addi-tion, by maintaining compatibility with the 1st-gener-
0 0.25 0.50 0.75 1.00 1.25 1.50Turn-off loss Eoff (a.u.)
1st-generation small IPM
2nd-generation small IPM
1.50
1.25
1.00
0.75
0.50
Vol
tage
noi
se le
vel (
a.u
.)
Condition: Analysis at the frequency of 45 MHz
Fig.4 Trade-off characteristics between IGBT voltage noise level and turn-off loss
VDC = 300 V, VCC =15 V, Tj =125 °C
IF: 15 A/div
VR: 100 V/divt : 100 ns/div
IF: 15 A/div
VR: 100 V/divt : 100 ns/div
(a) 2nd-generation FWD applied, during high-speed switching
(b) 1st-generation FWD applied, during high-speed switching
Fig.5 Switching waveforms during recovery
0.50 0.75 1.00 1.25 1.50Turn-on loss Eon (a.u.)
1.75
1.25
1.50
1.00
0.75
0.50
Vol
tage
noi
se le
vel (
a.u
.)
Condition: Analysis at the frequency of 45 MHz
1st-generation small IPM2nd-generation
small IPM
Fig.6 Trade-off characteristics between FWD voltage noise level and turn-on loss
100 110 120 130 140 150 160
150
140
130
120
110
100
90
IGBT junction temperature (°C)
1st-generationTj (ope) max: 125°C
2nd-generation overheat protection range: 143 ±7 °C
2nd-generation: Tj (LVIC) max=150 °C
1st-generation: Tj (LVIC) max=135°C
1st-generation overheat protection range: 125 ±10 °C
2nd-generationTj (ope) max: 150 °CL
VIC
ove
rhea
t pr
otec
tion
dete
ctio
n t
empe
ratu
re (
°C)
Fig.7 LVIC overheat protection detection temperature and IGBT junction temperature

2492nd-Generation Small IPM Series
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
below. As a result, it can be used for the air condition-ers, the output current capacity of which require larger rating IPM than the 1st-generation small IPM.
Figure 10 shows the results of the temperature rise simulation during acceleration/deceleration in a servo amplifier with an output of 1.0 kW, and Figure 11 shows the results of the temperature rise simulation during the motor lock operation.
The temperature rise during acceleration and de-celeration and the motor lock operation for the 2nd-generation small IPM is nearly identical to that of the 1st-generation small IPM. On the other hand, the 2nd-generation small IPM has an extended operation-guar-anteed temperature Tj (ope) of 150 °C, which is higher than that of the 1st-generation small IPM, 125 °C, thus enabling operation at the operation-guaranteed tem-perature Tj (ope) or below. As a result, it can be used for the servo amplifiers, the output current capacity of which require larger rating IPM than the 1st-genera-tion small IPM.
Figure 12 shows the measured results of the tem-perature at the soldered parts of the printed circuit board for a package air conditioner mounted with the 600-V/30-A product operating in an ordinary state
ation small IPM in regard to the characteristic value of the analog temperature output function built into the LVIC, we can support our customers to standardize protection circuit designs.
3.3 Package designThe 2nd-generation small IPM has the package
structure that the package is directly soldered to the printed circuit board of equipment, such as packaged air conditioners and general-purpose inverters. As the output current of the printed circuit board increases, the temperature of the external lead terminal rises, and as a result, the temperature at the soldered parts also rises. On the other hand, in order to ensure the reliability of the soldered parts, the temperature at the soldered parts during operation must be kept within 90 °C to 100 °C or below. To achieve this, the output current had to be restricted.
Figure 8 shows the cross section structure of the package. Similar to previous 10- and 15-A products, the recently developed modules have the structure that conducts Joule heat generated by the wire to the aluminum insulating substrate. In addition, according to the expansion of the current capacity, they use 50% lower impedance wires than that of the conventional products to suppress temperature rise at the external lead terminal, thus reducing the Joule heat.
4. Application Effect
This section provides the application effect of the 600-V/30-A products used for packaged air condition-ers and servo amplifiers.
Figure 9 shows the simulation results of tempera-ture rise at maximum load for a standard 14 kW pack-aged air conditioner.
A temperature rise at maximum load is lower for the 2nd-generation small IPM than the 1st-generation small IPM by 11 °C because of the loss-reduction effect previously mentioned. In addition, compared with the 1st-generation small IPM, the 2nd-generation small IPM has expanded the operation-guaranteed tempera-ture Tj (ope) from 125 °C to 150 °C, thus enabling opera-tion at the operation-guaranteed temperature Tj (ope) or
BSD IGBT FWD
Molding resin
Heat dissipation path of heat generated from wire
Copper foil
LVIC, HVICAluminum wire
(50% reduction in impedance)
External lead terminal
Externallead terminal
Case resin Aluminum insulating substrate
Fig.8 Package’s cross section structure
150 °C
125 °C
Tj IGBT Tj FWD
VDC = 373 V, fo = 70 Hz, fc = 5.9 kHz, Io = 25 A (RMS value), 3-phase modulation, Tc = 55 °C
2nd-generation small IPM 1st-generation small IPM
175
150
125
100
Tem
pera
ture
Tj (
°C)
11 °C lower Tj (ope) limit
Fig.9 Results of temperature rise simulation during maximum load in package air conditioner
Tj IGBT (acceleration)Tj FWD (acceleration)
Tj IGBT (deceleration)Tj FWD (deceleration)
Tj (ope) limit
150 °C
125 °C
VDC = 300 V, fo =17 Hz, fc = 5 kHz, Io =17 A (RMS value), 3-phase modulation, Tc =100 °C
2nd-generation small IPM 1st-generation small IPM
175
150
125
100
Tem
pera
ture
Tj (
°C)
Fig.10 Results of temperature rise simulation during accelera-tion/deceleration in servo amplifier

250 FUJI ELECTRIC REVIEW vol.62 no.4 2016
nal lead terminals of the package. Consequently, the ability to suppress the temperature rise in the soldered parts has enabled the expansion of permissible output current by approximately 19%.
Figure 13 shows the evaluation results regarding conduction noise when applying in a servo amplifier with an output of 0.75 kW. The module is compliant with the limit value (QP) prescribed in Category C2 of EN61800-3 and achieved the desired low-noise charac-teristic in combination with the previously described temperature-rise suppression effect.
5. Postscript
In this paper, we described the 20- and 30-A prod-ucts which expanded the current capacity of the 2nd-generation small IPM series. Similar to the currently being mass produced 10- and 15-A products, these products employ optimized low-noise, low-loss devices based on the 7th-generation IGBT chip technology, and they can achieve energy savings in inverter controlled motor drive devices.
In the future, we plan to continue developing prod-ucts that contribute to improving the energy-saving performance of motor drive devices.
References(1) Yamada, T. et al.“ Novel Small Intelligent Power Mod-
ule For RAC”, proc. 2012 PCIM Asia.(2) T. Heinzel. et al. “The New High Power Density 7th
Generation IGBT Module for Compact Power Con-version Systems”, Proceeding of PCIM Europe 2015, p.359-367.
(3) Araki, R. et al. 2nd-Generation Small IPM. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.242-246.
under pulse width modulation (PWM). The soldered parts of the 2nd-generation small IPM is lower than that of the 1st generation small IPM by approximately 14 °C because of the lower loss of the device and the suppression effect in the temperature rise of the exter-
150 °C
125 °C
Tj IGBT Tj FWD
VDC = 300 V, ONduty = 50%, fc = 5 kHz, Io = 22 A, Tc =100 °C
2nd-generation small IPM 1st-generation small IPM
175
150
125
100
Tem
pera
ture
Tj (
°C)
Tj (ope) limit
Fig.11 Results of temperature rise simulation during motor lock operation in servo amplifier
VDC = 300 V, fo = 70 Hz, fc =10 kHz, Io = 21 A (RMS value), 3-phase modulation, θf ≒0.25 °C/W
T(land) = 82.3 °C
(a) 2nd-generation small IPM
(b) 1st-generation small IPM
T(land) = 96.7 °C
Fig.12 Results of measuring temperature of soldered compo-nents during PWM operation in package air conditioner
1 M 10 MFrequency (Hz)
100
80
60
40
20
0
Vol
tage
leve
l (dB
µV)
EN61800-3, Category C2
QP value
AV value
S-phase
R-phase
T-phase
Fig.13 Results of conduction noise evaluation in servo amplifier

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
251
1. Introduction
As the control of CO2 emissions becomes tighter in order to prevent global warming, hybrid electric ve-hicles (HEVs), which use both engines and motors, and electric vehicles (EVs), which are propelled only by mo-tors, have been commercialized. Their development is still vigorously in progress and their further prolifera-tion is anticipated. Inverters are used for the power control of HEVs and EVs, and they need to be made smaller so that they can be installed in the limited on-board space while also being given a greater power density so that they can accommodate the high output of batteries and motors.
Figure 1 shows the power density trends of Fuji Electric’s insulated gate bipolar transistor (IGBT) mod-ules. The power density of the 7th-generation mod-ules, or the latest generation of IGBT modules for in-dustrial use, is around 300 kVA/L. In comparison, the
KOGE, Takuma * INOUE, Daisuke * ADACHI, Shinichiro *
Speed Enhancement for the 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications with RC-IGBT
Fuji Electric has employed a thin reverse-conducting IGBT (RC-IGBT) in the development of a 3rd-generation di-rect liquid cooling module for automotive applications that is characterized by its high-speed packaging structure. By utilizing an RC-IGBT that integrates an IGBT and FWD on a single chip, the module achieves faster switching at turn-on and turn-off. In addition, parasitic inductance has been decreased by 50% compared with conventional packages through use of the RC-IGBT and internal layout optimization. Furthermore, superimposed surge voltage has been re-duced by adopting a packaging structure that equips all 3 phases with a PN terminal pair. These technologies have enabled the 3rd-generation module to reduce switching loss by 30% compared with 2nd-generation modules.
power density of the 3rd-generation modules, which is the latest generation of automotive IGBT modules, is 800 kVA/L, or approximately 2.5 times higher.
In order to meet the need for a greater power den-sity, Fuji Electric has developed the 7th-generation reverse-conducting IGBT (RC-IGBT), which integrates an IGBT thinned by applying the latest wafer thinning technology and free wheeling diode (FWD) into one chip(1)(2). When operating an inverter, switching loss as well as steady-state loss must be reduced so as to de-crease the generated loss.
This paper describes the thinned RC-IGBT tech-nology and a packaging structure in which the switch-ing loss has been reduced by enhancing the speed. They are intended to be used to reduce the loss of the 3rd-generation direct liquid cooling power module for automotive applications (3rd-generation automotive module).
2. Low-Inductance Package Design
2.1 Features of RC-IGBT in inductance reductionFigure 2 shows a schematic structure of an RC-
IGBT. The RC-IGBT for HEVs is based on a field stop (FS) RC-IGBT, which is mass-produced, and has
2nd gen.
1st gen.7th gen.
4th gen.
3rd gen.
Copper fin direct liquid cooling type for automotive applications
Aluminum fin direct liquid cooling type for automotive applications
Indirect liquid cooling type for industrial applications
Copper-based indirect liquid cooling type for automotive applications
1995 2000 2005 2010 2015 2020(Year)
800
600
400
200
0
Pow
er d
ensi
ty (
kVA
/L)
Fig.1 Power density trends of IGBT modules
IGBT regionFWD region
Gate pad
Chip thick-ness
IGBT region FWD region
Field stop layer
n+p+
n+ n+ n+ n+
Fig.2 Schematic structure of RC-IGBT

252 FUJI ELECTRIC REVIEW vol.62 no.4 2016
the IGBT and FWD regions formed in stripes. The latest wafer thinning technology has been used to reduce power loss, and the surface structure includ-ing the trench intervals, channel density and contact has been optimized to improve the performance of the RC-IGBT. Figure 3 shows the output characteristics of the 7th-generation RC-IGBT and the conventional 6th-generation IGBT and FWD based on the same cur-rent density. By using the wafer thinning technology and optimizing the surface structure, VCE(sat) and VF have been dramatically reduced as compared with the conventional combination of the 6th-generation IGBT and FWD.
With the RC-IGBT, the IGBT and FWD are in-tegrated into one chip, and this makes it possible to reduce the size of the package. The 7th-generation RC-IGBT can achieve the same output power as that of the conventional chip but with a size that is equivalent to 70% of the conventional product. Figure 4 shows the board layout of the RC-IGBT and a common con-ventional half-bridge circuit. With the RC-IGBT, the board area can be decreased to 75% of that of a conven-tional IGBT module composed of an IGBT and FWD and the length of the current pathway from the P- to the N-terminal can be reduced to 78%.
The parasitic inductance of an IGBT module de-pends on the width of the current pathway from the P- to the N-terminal and the distance between the P- and N-terminals. Constituting an IGBT module with an
IGBT and FWD sets a limit to the length of the current pathway. For that reason, in order to reduce the para-sitic inductance, parallel connections, which allow the current pathway width to be larger, and a laminated bus bar, which allows the distance between the P- and N-terminals to be shorter, are often applied. However, these measures tend to cause the package size to in-crease(3)-(6). The RC-IGBT features a shorter current pathway and the parasitic inductance can be dramati-cally reduced while the package can be miniaturized as well.
2.2 Package design for reduction of superimposed surge voltageAs is well known, reducing the inductance of a pack-
age causes the surge voltage at turn-off and reverse recovery to decrease. The parasitic inductance of the 3rd-generation automotive module (6MBI800XV-075V) has been decreased by applying the 7th-generation RC-IGBT and optimizing the internal layout to around a half of that of the 2nd-generation automotive module (6MBI600VW-065V(7)), which employs a 6th-generation IGBT and FWD. However, it is important to not only reduce the parasitic inductance but also the superim-posed surge voltage in inverter operation. The surge voltage of a 3-phase inverter is generated across the P- and N-terminals of the module at turn-off with the smoothing capacitor connected with the module. If turn-off occurs between the U-phase and another phase (V-phase), for example, the surge voltage gener-ated across the P- and N-terminals is superimposed.
Figure 5 shows the surge voltage across the P- and N-terminals for the respective generations. In au-tomotive inverters, a smoothing capacitor is used by connecting it in series. With the package of the 3rd-generation automotive module, while the switching speed (-di/dt) is 1.5 times higher, the surge voltage across the P- and N-terminals has been dramatically reduced. The surge voltage can be easily superimposed when the P- and N-terminals are common to the indi-vidual phases as in the package of the 2nd-generation
6th-generation IGBT
7th-generation RC-IGBT
6th-generation FWD
7th-generation RC-IGBT
0 1 2 3Collector-emitter voltage VCE (V)
(a) IGBT
800
600
400
200
0
Col
lect
or c
urr
ent I C
(A)
0 1 2 3Forward voltage VF (V)
(b) FWD
800
600
400
200
0
For
war
d cu
rren
t I F
(A)
Fig.3 Output characteristics of RC-IGBT and conventional IGBT + FWD
7th-generationRC-IGBT
6th-generationIGBT + FWDItem
0.78 1Ratio of current pathway betweenP and N
0.75 1Board size ratio
Board layout
U U
P NIGBT
P NRC-IGBT
FWD
Fig.4 Comparison between RC-IGBT and conventional board layouts

253Speed Enhancement for the 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications with RC-IGBT
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
automotive module. Meanwhile, with the package of the 3rd-generation automotive module, the P- and N-terminals of the individual phases are independent, which significantly reduces the surge voltage across the P- and N-terminals.
To evaluate the superimposed surge voltage, we measured the surge voltage in 2-phase switching. Figure 6 shows an equivalent circuit of superimposed surge voltage measurement in 2-phase switching.
With the 2nd-generation automotive module, the limitations of the packaging structure made it difficult to measure the current for the individual phases. Ac-cordingly, the current was measured for the 2 phases together. Figure 7 shows turn-off waveforms for mod-
t : 200 ns/div
IC U-phase: 100 A/div
VCE U-phase: 100 V/div
VPVNV: 100 V/div
Smoothing capacitor
IGBT module
W V U
PW NW PV NV PU NU
(a) 3rd-generation automotive module (structure with 3 P-N terminal pairs)
t : 200 ns/div
IC U-phase: 100 A/div
VCE U-phase: 100 V/div
VPN: 100 V/div
Smoothing capacitor
IGBT module
W V U
P N
(b) 2nd-generation automotive module (structure with one P-N terminal pair)
VPN∆
VPN∆
−di /dt =7 kA/µsVPVNV =20 V∆
−di /dt =4.6 kA/µsVPN =100 V∆
Fig.5 Surge voltage across P- and N-terminals for respective generations
(a) Single-phase switching
(b) 2-phase switching
Smoothingcapacitor
Current sensorU-phaselower arm
V-phaselower arm
Smoothingcapacitor
Current sensorU-phaselower arm
V-phaselower arm
U V W
P
N
U V W
PVPW
PU
NV
NW
NU
VDC
VDC
0 V
0 V
VGE =15 V
VGE =15 V
Fig.6 Equivalent circuit of superimposed surge voltage mea-surement
Single-phase switching U-phase: 500 A
IC U-phase: 100 A/div
VPVNV: 100 V/div
VCE U-phase: 100 V/div
t : 200 ns/div
(a) 3rd-generation automotive module (structure with 3 P-N terminal pairs)
(b) 2nd-generation automotive module (structure with one P-N terminal pair)
VCE∆ −di /dt = 7 kA/µs VCE = 223 V∆
2-phase switching U-phase: 500 AV-phase: 500 A
IC U-phase: 100 A/divIC V-phase: 100 A/div
VPVNV: 100 V/div
VCE U-phase: 100 V/div
t : 200 ns/div
VCE∆ −di /dt = 7 kA/µs VCE = 223.6 V∆
Single-phase switching U-phase: 500 A
IC U-phase: 100 A/div
VPN: 100 V/div
VCE U-phase: 100 V/div
t : 200 ns/div
VCE∆ −di /dt = 4.6 kA/µs VCE = 194 V∆
2-phase switching U-phase: 500 AV-phase: 500 A
IC U-phase + V-phase: 150 A/div
VPN: 100 V/div
VCE U-phase: 100 V/div
t : 200 ns/div
VCE∆ −di /dt = 4.6 kA/µs VCE = 248 V∆
Fig.7 Turn-off waveforms for modules of respective genera-tions

254 FUJI ELECTRIC REVIEW vol.62 no.4 2016
2nd-generation automotive module and that of the 3rd-generation automotive module combining RC-IGBT with a package having a structure with 3 pairs of P- and N-terminals. The comparison assumes inverter operation under the conditions of Vcc=400 V, output current (RMS value)=400 A and switching frequency fc=10 kHz. Turn-on di/dt and turn-off -di/dt were set so that the surge voltage including the superimposed surge voltage would be the same. The size of the RC-IGBT is equivalent to 70% of the entire size of the product including the IGBT and FWD. A 30% reduc-tion in the switching loss has been achieved by increas-ing the switching speed.
4. Postscript
This paper has described speed enhancement for the 3rd-generation direct liquid cooling power module for automotive applications that uses RC-IGBT.
To make the reverse recovery characteristic gen-tler, the 7th-generation RC-IGBT has optimized the surface structure and the field stop (FS) layer. By utilizing the RC-IGBT, faster switching at turn-on and turn-off has been achieved. In addition, parasitic inductance of the 3rd-generation direct liquid cooling power module for automotive applications has been de-creased by 50% compared with conventional packages. This has been achieved by using the RC-IGBT and optimizing the internal layout. Furthermore, super-imposed surge voltage has been reduced by adopting a packaging structure that equips all 3 phases with a P-N terminal pair.
These technologies have allowed the 3rd-genera-tion direct liquid cooling power module for automotive applications to achieve a 30% reduction in switching loss as compared with the 2nd-generation direct liq-uid cooling power module for automotive applications. These technologies can be expected to make tremen-dous contributions to creating HEV and EV inverter systems with higher power density.
In the future, we intend to further improve design technology and work on the development of products that can achieve miniaturization and higher power density.
References(1) Noguchi, S. et al. RC-IGBT for Mild Hybrid Electric
Vehicles. FUJI ELECTRIC REVIEW. 2014, vol.60, no.4, p.224-227.
(2) Higuchi, K. et al. “New standard 800 A/750 V IGBT module technology for Automotive applications”, PCIM Europe 2015, p.1137-1144.
(3) C. Muller, S. Buschhom. “Power-module optimizations for fast switching a comprehensive study”, PCIM Eu-rope 2015, p.434-441.
(4) Kawase, D. et al. “High voltage module with low in-ternal inductance for next chip generation-next High Power Density Dual”, PCIM Europe 2015, p.217-223.
ules of the respective generations. The top waveform corresponds to single-phase switching of the U-phase alone and the bottom waveform corresponds to 2-phase switching with the U- and V-phases. With the 2nd-generation automotive module, the surge voltage in 2-phase switching showed an increase of 54V as com-pared with single-phase switching. The 3rd-generation automotive module, on the other hand, showed little difference between single-phase and 2-phase switch-ing. In addition, while the switching speed (-di/dt) was 1.5 times higher, the surge voltage with the 3rd-generation automotive module was lower than that of the 2nd-generation automotive module. This result indicates that the 3rd-generation module allows an in-crease in switching speed of more than 1.5 times from the 2nd-generation automotive module with the same battery voltage and device withstand voltage condi-tions. Superimposed surge voltage is also generated at reverse recovery. Accordingly, with the 3rd-generation automotive module, the switching speed at turn-on can be increased as well.
3. Loss Characteristics of Module Applying RC-IGBT
Figure 8 shows the results of calculating the power loss for modules of the respective generations. It shows a comparison between the power loss of the
−30%
Switching loss
Steady-state loss−36%
(a) Power loss in powering mode
(b) Power loss in regenerative mode
Automotive3rd gen.
Automotive2nd gen.
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Pow
er lo
ss (
a.u
.)
−30% Switching loss
Steady-state loss
−20%
Automotive3rd gen.
Automotive2nd gen.
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
Pow
er lo
ss (
a.u
.)
PrrPoffPonPfPsat
PrrPoffPonPfPsat
Fig.8 Results of calculation of power loss for modules of re-spective generations

255Speed Enhancement for the 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications with RC-IGBT
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
switching”, CIPS2010.(7) Adachi, S. et al. “High thermal conductivity technology
to realize high power density IGBT modules for electric and hybrid vehicles”, PCIM Europe 2012, p.1378-1384.
(5) G. Borghoff. “Implementation of low inductive strip line concept for symmetric switching in a new high power module”, PCIM Europe 2013, p.185-191.
(6) R.Bayerer, D.Domes. “Power circuit design for clean

A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
256
1. Introduction
To reduce CO2 emissions and conserve the earth’s resources, countries of the world are accelerating their efforts and automakers are actively working on the de-velopment of hybrid electric vehicles (HEVs) and elec-tric vehicles (EVs). HEVs and EVs use inverters for driving electric motors, and one of the key components that play an important role is an insulated gate bipolar transistor (IGBT) module. IGBT modules are required to be compact and exhibit low power loss so that the electric power of batteries can be efficiently used.
In order to meet these requirements, Fuji Elec-tric has offered IGBT modules that employ a direct liquid cooling system as products, and continued with their development(1). We have recently developed a 3rd-generation direct liquid cooling power module for automotive applications (3rd-generation module for automotive applications). It has had the performance and functionality further enhanced from those of con-ventional direct liquid cooling power modules for auto-motive applications.
This paper describes the functionality enhance-ment for the 3rd-generation direct liquid cooling power module for automotive applications integrating a re-verse-conducting IGBT (RC-IGBT(2)).
2. Features
Figure 1 shows the external appearance of the de-veloped 3rd-generation module for automotive applica-tions. This product has achieved higher heat dissipa-tion performance than that of conventional products by optimizing the refrigerant flow channel design. An aluminum water jacket combined with a cover and
SATO, Kenichiro * ENOMOTO, Kazuo * NAGAUNE, Fumio *
Functionality Enhancement of 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications Equipped with RC-IGBT
Fuji Electric has developed a 3rd-generation direct liquid cooling power module for automotive applications such as hybrid and electric vehicles. Power modules for automotive applications are required to be compact and exhibit low power loss. We have improved heat dissipation performance of the module by using an aluminum water jacket that combines the liquid cooling fins with cover as well as refrigerant inlet and outlet ports with a flange structure. In addition, employing a reverse conducting IGBT (RC-IGBT) that integrates an insulated gate bipolar transistor (IGBT) with free wheeling diode (FWD) enables the power module with the same active area to reduce power loss by 20%. As a result, the power module has achieved a lower loss and a smaller size.
flanged refrigerant inlet and outlet ports have been employed and all the user needs to do is ensure that the refrigerant is run through the flanged inlet and outlet ports at the specified flow rate.
Table 1 shows the major product specifications of the 3rd-generation module for automotive applications, and Fig. 2 shows an equivalent circuit diagram of the
Flange
Flanged refrigerant inlet/outlet port
(a) Front side (b) Back side
Fig.1 3rd-generation module for automotive applications
Table 1 Major specifications of 3rd-generation module for automotive applications
Item Rating/Characteristic
Collector-emitter voltage 750 V
Rated current 800A
Maximum operating tempera-ture 175 °C
Dimensions W162 × D116 × H24 (mm)Withstand voltage 2,500 V (AC RMS value)
IGBT saturation voltage 1.45 V (25 °C, 800A)
FWD forward voltage 1.50 V (25 °C, 800A)
IGBT/FWD thermal resistance 0.14 °C/W (10 L/min, LLC)
Mass 560 g

257Functionality Enhancement of 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications Equipped with RC-IGBT
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
module. The main features of the product are as fol-lows:(1) Miniaturization of power module
The 7th-generation chip technology has been ap-plied to the IGBT in order to reduce power loss. Fur-thermore, an RC-IGBT integrating an IGBT and free-wheeling diode (FWD) in one chip has been employed to reduce the power module size by 15%. In addition, the RC-IGBT has been equipped with a function of detecting the current running through the IGBT and junction temperature. This allows a good chip perfor-mance to be realized with the small size maintained and the protection operation can be ensured against short-circuiting and overheating.
With the 3rd-generation module for automotive applications, as shown in Fig. 2, the IGBT of each arm is provided with anode and cathode terminals of the diode for temperature detection and a terminal for cur-rent detection. Each arm also has gate and emitter terminals required for driving. The diode for tempera-ture detection is integrated in the RC-IGBT.(2) Cooler structure with high heat dissipation perfor-
manceImproved heat dissipation performance and a
lower profile have been realized by using a cooler structure combining liquid cooling fins and a cover. A flanged structure is employed for the refrigerant inlet and outlet ports and watertightness with the inverter housing is ensured by using an O-ring.(3) Reduction of inductance of main terminal wiring
We have reduced the Inductance by providing in-dependent input terminals for the respective phases connected to the smoothing capacitor and minimizing the length of the wiring so as to reduce the switching
loss caused by high-speed switching and to reduce the surge voltage in current interruption(3).
3. Elemental Technologies for Functionality Enhancement
3.1 RC-IGBT design technologyFigure 3 shows a schematic structure of the RC-
IGBT. The structure employs a field stop (FS) IGBT and has the IGBT and FWD regions alternately laid out in stripes in one chip. Integration in one chip makes it possible to reduce the region called a guard ring for ensuring withstand voltage around the chip. This makes the chip area smaller than a conventional product composed of 2 chips. The heat generated dur-ing IGBT operation is dissipated from the FWD re-gions as well and vice versa. This provides the effect of reducing thermal resistance during the respective IGBT and FWD operations. Furthermore, the latest wafer thinning technology, trench structure and chan-nel density optimization have achieved lower power loss and chip miniaturization, contributing to minia-turization of power modules. The ratio between the IGBT and FWD regions has been optimized by taking into account inverter power running*1 operation and regenerative*2 operation. In addition, by integrating the IGBT and FWD, turn-off loss can be reduced with the RC-IGBT by also using the FWD regions as the carrier emission path during turn-off operation of the IGBT.
With this development, we have employed an RC-IGBT, optimized the allocation of the IGBT and FWD regions and utilized the latest-generation chip technol-ogy. In this way, the electrical characteristics as an IGBT module can also be improved, and this has led to a reduction of power loss. With the same active area, a power loss reduction of 20% has been achieved(4).
3.2 RC-IGBT protective technologyAs one generation of IGBT technology makes way
for another and saturation voltage and switching loss
G: IGBT gate terminalE: IGBT emitter terminalA: Temperature detection diode anode terminalK: Temperature detection diode cathode terminalS: Current detection terminalP: Terminal for collector voltage detection
U
P1 P2 P3
N1 N2 N3
VW
31 (P)
7 (A1)
8 (K1)
6 (S1)
10 (G1)
9 (E1)
17 (A3)
18 (K3)
16 (S3)
20 (G3)
19 (E3)
27 (A5)
28 (K5)
26 (S5)
30 (G5)
29 (E5)
4 (A2)
5 (K2)
3 (S2)
1 (G2)
2 (E2)
14 (A4)
15 (K4)
13 (S4)
11 (G4)
12 (E4)
24 (A6)
25 (K6)
23 (S6)
21 (G6)
22 (E6)
Fig.2 Equivalent circuit of 3rd-generation module for automo-tive applications
IGBT regionFWD region
Gate pad
Ch
ip t
hic
knes
s
IGBT region FWD region
Field stop layer
n+p+
n+ n+ n+ n+
Fig.3 Schematic structure of RC-IGBT
*1: Power running: Transmission of the motive power of a motor for acceleration
*2: Regeneration: Returning of the electric power generated by a motor in deceleration to the battery

258 FUJI ELECTRIC REVIEW vol.62 no.4 2016
are reduced, short-circuit protection takes on impor-tance. That is, a short-circuit current increases as sat-uration voltage decreases. This makes it necessary to interrupt the current in a short time without exceeding the maximum short-circuit energy capability and to suppress any increase of the surge voltage. If a short circuit occurs in the RC-IGBT, for quick and reliable interruption, the 3rd-generation module for automo-tive applications uses short-circuit protection with a current detection system (see Fig. 4). In this system, part of the short-circuit current is split to the current detection terminal and the voltage for current detec-tion VSC generated on the resistor connected is used for starting short-circuit protection operation. The value of the current for starting short-circuit protection is determined by setting the resistance values for resis-tors RSE1 and RSE2 connected in series. Fuji Electric provides drive boards for module evaluation that are equipped with a short-circuit protection circuit based on a current detection system. Here we present the functions of drive boards for evaluation use and de-scribe the concept of short-circuit protection.(1) Drive board for evaluation use
Figure 5 shows the external appearance of the drive board for evaluation use mounted on the 3rd-gen-eration module for automotive applications. The drive
board for evaluation use is equipped with IGBT drive circuits for 6 arms and the gate drive voltage is +15/-0 V (on-state voltage/off-state voltage). To suppress the short-circuit current just as a short circuit is detected, a function is provided to clamp the gate drive voltage. In addition to the short-circuit protection function, the drive board is provided with a function to monitor the direct current voltage input to the power module. This is done by using the terminals for collector voltage de-tection of the power module shown in Fig. 2.
Figure 6 shows an example of short-circuit protec-tion waveforms of the 3rd-generation module for auto-motive applications obtained by using the drive board for evaluation use. The following describes the flow of operation of short-circuit protection for these wave-forms.
(a) A short circuit occurs and VSC (see Fig. 4) rises (see Fig. 6 ①).
(b) When VSC has exceeded the threshold voltage judged as a short-circuit current, the gate-emit-ter voltage is gate-clamped to 12 V so as to sup-press the short-circuit current (see Fig. 6 ②).
(c) As the short-circuit state continues, the gate-clamped state also continues (see Fig. 6 ③).
(d) When the gate-clamped state has continued for a certain period, the state is judged as an abnor-mality with a short circuit. Then, soft interrup-tion operation is performed in which the gate-emitter voltage is gradually reduced (see Fig. 6 ④).
(e) The soft interruption operation is finished at a gate-emitter voltage sufficiently lower than the gate threshold voltage of the IGBT and the gate-emitter voltage is turned off in the normal inter-ruption state (see Fig. 6 ⑤).
(2) Points in short-circuit protection designWhat is required is to provide short-circuit protec-
tion by reliably detecting short circuit operation with-out element breakdown. The following lists the points in short-circuit protection design.
VSC
RSE1
RSE2
VSE
Collector
Emitter
Gate
Sense
Fig.4 Short-circuit protection based on current detection sys-tem
Fig.5 Drive board for evaluation use mounted on 3rd-genera-tion module for automotive applications
②
①
⑤
③
④
Collector− emitter voltage: VCE
Gate− emitter voltage: VGE
Voltage for current detection: VSC
Collector current: IC
VCE: 100 V/div, IC: 1,000 A/div, VGE: 5 V/divVSC: 2 V/div, t : 2 µs/div
Fig.6 Short-circuit protection operation waveforms

259Functionality Enhancement of 3rd-Generation Direct Liquid Cooling Power Modules for Automotive Applications Equipped with RC-IGBT
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
should be detected in this period. However, to pre-vent any misdetection, VSC must be set lower than the short circuit detection voltage in normal switch-ing.(c) Period iii
In this period, the turn-on current and gate-emitter voltage shift to the specified set values and VSC is low.
Figure 8 shows VSC at turn-on, indicating values in period ii, which must be lower than the short circuit detection voltage in the entire current and tempera-ture ranges applied. In addition, the gate clamp period in short-circuit protection operation must be set in con-sideration of period i in normal switching as described above.
3.3 Technologies applied to high heat-dissipating coolerThe 3rd-generation module for automotive appli-
cations adopts an aluminum water jacket combined with a cover and flanged refrigerant inlet and outlet ports. By integrating the heat sink and water jacket and devising an effective fin shape, heat dissipation performance has been improved by 30% from conven-tional products(4),(5). The 3rd-generation module for au-tomotive applications is characterized by the adoption of a flange structure for the refrigerant inlet and outlet ports. This section describes how sealing performance of the flange structure is ensured by using an O-ring.
The direct liquid cooling power module is mounted on the equipment housing by a flange via a sealing material. A seal for preventing refrigerant leakage is required even when the operating temperature or re-frigerant pressure changes. Figure 9 shows an example of use of an O-ring for the 3rd-generation module for automotive applications. In reality, deformation and vibration may be generated in the entire equipment depending on the use environment and current apply-ing conditions. Therefore, it is necessary to maintain a state in which the O-ring is always in contact with the flange and housing in use environment with an appro-priate crush width.
(a) Short circuit detection voltageDetermine the voltage value at which a short-
circuit current is detected.(b) VSC maximum voltage
The maximum voltage shall be at or lower than the withstand voltage of the drive IC.(c) Gate clamp voltage
Determine the limit value for a short-circuit cur-rent.(d) Gate clamp hold time and soft interruption op-
eration timeDetermine the respective periods for ensuring
that the short circuit energy is kept at or below the breakdown level.In normal IGBT switching operation, VSC must
be lower than the short circuit detection voltage and within the range of the maximum applicable current. In the unlikely event of misdetection of a short circuit in normal operation, IGBT switching loss may be in-creased or malfunction of the equipment may occur. In setting the short circuit detection voltage for short-circuit protection described above, behavior of VSC in normal operation must also be considered.(3) Example of evaluation results
Figure 7 shows operation waveforms including be-havior of VSC at turn-on, and Fig. 8 the chip tempera-ture dependence of VSC in a short-circuit state and at turn-on.
The following describes the behavior of VSC in peri-ods i to iii in Fig. 7.
(a) Period iThe collector current increases, and the inclina-
tion of the current causes a transient rise of VSC. This period is within the range of normal operation and must be specified not to detect short circuits.(b) Period ii
In this period, the collector current has reached a certain level but the gate-emitter voltage is held at the IGBT threshold voltage level for a certain time and high VSC occurs in this period. Short circuits
Collector− emitter voltage: VCE
Gate−emitter voltage: VGE
Voltage for current detection: VSC
Collector current: IC
i ii iii
VCE: 100 V/div, IC: 200 A/div, VGE: 5 V/divVSC: 2 V/div, t : 400 ns/div
Fig.7 Turn-on operation waveforms
Short circuit operation
Short circuit detection voltage
-50 0 50 100 150 200Chip temperature Tj (°C)
Vol
tage
for
cu
rren
t de
tect
ion
VSC
(a.u
.)
Turn-on operation
Fig.8 Chip temperature dependence of voltage for current detection

260 FUJI ELECTRIC REVIEW vol.62 no.4 2016
ment for the 3rd-generation direct liquid cooling power module for automotive applications integrating an RC-IGBT. RC-IGBT is an elemental technology for real-izing functionality enhancement of power modules, and it has protection technology and the technologies applied to coolers for realizing direct cooling. They support users with inverter equipment design. In the future, we intend to move forward with further tech-nology innovations and provide a wider selection of easier-to-use high-functionality products.
References(1) Higuchi, K. et al. “An intelligent power module with
high accuracy control system”. Proceedings of PCIM Europe 2014, May 20-22, Nuremberg, P.39-46.
(2) Yoshida, S. et al. RC-IGBT for Automotive Applica-tions. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.263-266.
(3) Adachi, S. et al. “Automotive power module technolo-gies for high speed switching”. Proceedings of PCIM Europe 2016, May 10-12, Nuremberg, P.1956-1962.
(4) Arai, H. et al. 3rd-Generation Direct Liquid Cool-ing Power Module for Automotive Applications. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.252-257.
(5) Gohara, H. et al. Packaging Technology of 3rd-Genera-tion Power Module for Automotive Applications. FUJI ELECTRIC REVIEW. 2015, vol.61, no.4, p.258-262.
Fuji Electric offers an adapter to connect with a flange to run a refrigerant for user evaluation use. Fig-ure 10 shows the external appearance of the adapter for flange connection.
4. Postscript
This paper has described functionality enhance-
O-ring diameter: > 2.4 mmP15 (JIS standard shape)Material: NBR (nitrile rubber)Hardness: 70
Groove depth: O-ring diameter × 0.7 to 0.8
Cooler
Refrigerant jacket
Fig.9 Example of seal using O-ring
(a) Main unit (b) Mounted
O-ring
Fig.10 Adapter for flange connection

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
261
1. Introduction
In recent years, electronic control has been increas-ingly used in automotive electrical systems based on the keywords of safety, the environment and energy saving. In addition to these keywords, semiconduc-tor products used in these electrical systems have also been required to be compact and highly reliable.
Fuji Electric has been developing intelligent power switches (IPSs) suitable for electrical systems such as engines, transmissions and brakes. We designed these IPSs by integrating a vertical power metal-oxide-semiconductor field-effect transistor (power MOSFET) used as an output stage and a lateral MOSFET that composes a control/protection circuit on a single chip. We established a product line featuring high-side IPSs in which a semiconductor device is mounted on the
MORISAWA, Yuka * TOBISAKA, Hiroshi * YASUDA, Yoshihiro *
High-Side 2-in-1 IPS “F5114H” for Automobiles
In recent years, electronic control has been advancing in automotive electrical systems based on the keywords of safety, environment, and energy savings. In addition to these keywords, semiconductor products are also required to be compact and highly reliable. Fuji Electric has developed the high-side 2-in-1 intelligent power switch (IPS) “F5114H” for automotive applications to achieve even greater device miniaturization. Fuji Electric has equipped the SSOP-12 package, which has the same external dimensions as the SOP-8 package, with 2 chips that have the same functionality as previous products, allowing for 2 channels on the same mounting area as the previous one channel products. It also utilizes a highly reliable wire that can be used in high temperature environments. These enhance-ments have made it possible to greatly reduce ECU size.
power supply side and a load on the ground side, and low-side IPSs with the opposite arrangement. Using IPSs makes it possible to reduce the number of circuit components of an electronic control unit (ECU) while giving a smaller footprint, which leads to a reduction in the size of the ECU itself. In recent years, the ap-plication of the 4th-generation IPS device technologies and process technologies(1)-(2) has promoted further min-iaturization of chips. This paper describes the high-side 2-in-1 IPS “F5114H” for automotive applications developed with the aim of achieving greater miniatur-ization.
2. Product Overview
The main features of the F5114H are as follows:(a) Chips of 2 channels mounted on a small SSOP-
F5114H (Developed
product)
Type Outline
SSOP-12
Package
2
F5044H(Conventional
product)SOP-8 1
No. of channels Device configuration
p+
Source
Change of output-stage power MOSFETPlanar Trench
Smaller design rules for working the circuit section
Drain Drain
Drain (VCC)
Drain (VCC)
Gate Source SourceGate Gate Gate Gate
p+
p+ p+ n+ n+
n+
n+ n+ n+ n+n+Source Drain
GateGateSource
SourceDrain Gate Gate GateGate
p+ p+ p+p
p p
pp
n+ n+ n+
n+n-
n+ n+ n+ n+ n+ n+
p+ p+
Fig.1 Outline and device configuration of “F5114H”

262 FUJI ELECTRIC REVIEW vol.62 no.4 2016
12 package(b) Use of highly reliable wire
Figure 1 shows the outline and device configuration of the F5114H. By utilizing the 4th-generation IPS de-vice technologies and process technologies, we changed the output-stage power MOSFET from a conventional planar gate MOSFET into a trench gate MOSFET. As for the circuit section, we applied smaller design rules for the element devices themselves, reduced the wiring area connecting between element devices, and applied multi-metal-layer technology to miniaturize chips. Along with the miniaturization of chips, we mounted 2 chips that have an equivalent functionality as the conventional products on the SSOP-12 package that has the same footprint as the SOP-8 package. This contributes to further miniaturization of electrical sys-tems as well as total cost savings as a result of the re-duction in the number of components. For the bonding wire, we adopted materials that can ensure reliability against the temperature rise in the devices themselves due to ECU miniaturization as well as in the operating environment.
3. Characteristics
Figure 2 shows the circuit block diagram, Table 1
VCC
GND
OUT
Internalpower supply
Over-temperature
detection
IN
STOvercurrent
detection
Undervoltage
detection
Logiccircuit
Level shiftdriver
Open loaddetection
Fig.2 Circuit block diagram of “F5114H” (one channel)
Table 1 Absolute maximum ratings
Item Symbol Condition Rating
Supply voltage (V)Vcc1 250 ms — 50
Vcc2 DC -0.3 35
Output current (A) IDPer chan-
nel* — 1.65
Output voltage (V) VOA — Vcc-50 —
Power dissipation (W) PD * — 1.5
Input voltage (V) VIN DC -0.5 7
Input current (mA) IIN DC -10 10
Status voltage (V) VST DC -0.3 7
Status current (mA) IST — — 5
Junction temperature (°C) Tj — -40 175
Storage temperature (°C) TSTG — -55 175
* When mounted on a glass-epoxy 4-layer printed circuit board [10 × 5 × 1.2 (mm)], 2 channels turned on simultaneously
Table 2 Logic table
Mode IN ST OUT
Normal operation LH
LH
LH
Over-temperature detection
LH
LL
LL
Overcurrent detec-tion
LH
LL
LL
Open load detec-tion L H H
Low-voltage detec-tion
LH
LL
LL
IN input terminal open
LOpen
LL
LL
Table 3 Electrical characteristics
Item Symbol ConditionStandard value
Min. Max.
Operating voltage (V) VccTj = -40 to 175 °C 4.5 16
Low-voltage detection (V) UV1 VIN = 5 V 2 4.3
Low-voltage recovery (V) UV2 VIN = 5 V 2.2 4.5
Standby current (mA)
Icc (L) 1RL = 10ΩVIN = 0 V
— 0.6
Icc (L) 2OUT openVIN = 0 V
— 0.6
Operating current (mA) Icc (H)VIN = 5 VRL = 1 kΩ
— 5
Input threshold voltage (V)VIN (H) Vcc = 4.5 to 16 V
RL = 10Ω
2.8 —
VIN (L) — 1.5
Input current (µA)IIN (H) VIN = 5 V 5 70
IIN (L) VIN = 0 V -10 10
On-state resistance (Ω) RDS (on)
IL = 1.5 ATj = 25 °C
— 0.12
IL = 1.5 ATj = 175 °C
— 0.27
Output leakage current (mA)
IOHVOUT = VccVIN = 0 V
— 2
IOLVOUT = 0 VVIN = 0 V
-0.24 —
Overcurrent detection (A) IOCVcc = 13 VVIN = 5 V
2 7
Peak current in overcurrent mode (A) PeakI
Vcc = 13 VVIN = 5 V
— 16
Periodic cycle in overcurrent mode (ms) Per — 3
Duty cycle in overcurrent mode (%) Duty — 40
Over-tempera-ture detection
Detection (°C) Ttrip1VIN = 5 V
— 207
Recovery (°C) Ttrip2 175 —
Turn ON delay time (µs) tACCON
Vcc = 13 VRL = 10Ω
VIN = 5 V − 0 V
— 140
Turn OFF delay time (µs) tACCOFF — 140
Turn-on time (µs) ton — 120
Turn-off time (µs) toff — 70
Status voltage L level (V) VST (L)
VIN = 0 VRL = 10ΩIst = 0.6 mA
— 0.5
Status leak current (µA) ISTleakVIN = 5 VRL = 10ΩVst = 7 V
— 10
Status delay (µs)
tST (on) Vcc = 13 VRL = 10Ω
VIN = 5 V − 0 VVst = 5 V
— 200
tST (off) — 200
Open load detection voltage (V) VOIHVIN = 0 V
VST = L -> H4 —
Open load recovery voltage (V) VOILVIN = 0 V
VST = H -> L— 1.6

263High-Side 2-in-1 IPS “F5114H” for Automobiles
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
shows the absolute maximum ratings, Table 2 shows the logic table and Table 3 shows the electrical char-acteristics of the F5114H. In addition to electrical characteristics equivalent to the conventional IPS “F5044H,” the F5114H offers the following functions:
(a) Load short-circuit protection function(b) Low power supply voltage detection function(c) Current-carrying capability sufficient to support
2 channels
3.1 Load short-circuit protection functionThe load short-circuit protection function protects
not only the device itself but also the system and load when an overcurrent flows in the output-stage power MOSFET. This function is used to detect overcurrent and reduce the electric power during a load short-circuit, and limit the peak current to a constant level at which the output current is oscillated. This reduces the noises generated from elements even in an abnor-mal state. The F5114H offers improved product safety through the double-protective functions against over-current and over-temperature.
3.2 Low power supply voltage detection functionThe product operates under the low power supply
voltage conditions including any instantaneous drop in the power supply voltage such as when the engine is started. Even if the power supply voltage drops to 4.5 V, it maintains an on-state resistance almost equiva-lent to that of the normal voltage of 13 V. Moreover, in the range where the power supply voltage drops below 4.5 V, it is designed to turn off the output immediately when it detects the low voltage, in order to prevent unstable circuit operation. By taking these measures, we ensure an element performance equivalent to that under normal conditions even when the power supply voltage drops.
3.3 Current-carrying capability sufficient to support 2 channelsCompared with the conventional one-channel prod-
ucts, the 2-channel product has 2 chips on a single
package. Consequently, there are worries about a de-cline in the allowable current and allowable watt loss. As a countermeasure, we set the guaranteed junction temperature to 175 °C to prevent the decline of the al-lowable current and watt loss.
Figure 3 shows the allowable current range of the F5114H. Even when the 2 channels are turned on si-multaneously, which is the toughest thermal operating condition, the product ensures the current-carrying ca-pability of ID=1.65 A (at Ta=25 °C) per channel. It also ensures the allowable watt loss of PD=1.5 W which is equivalent to that of the conventional products.
4. Package Features
4.1 Redundant package designAs shown in Fig. 4, the F5114H has a structure
with separate lead frames for respective chips in order to allow the functions of each channel to work indepen-dently. Components such as the internal power supply and GND circuit are not shared but are allocated indi-vidually for the respective channels. This has achieved a redundant design to prevent the operation of one channel from being interfered with even when the other channel abnormally heats up or breaks. More-over, from a fail-safe standpoint, we designed the ter-minal arrangement to provide a non connect (NC) ter-minal between the power supply terminal (VCC) and output terminal (OUT) to reduce the risk of breakdown due to a short-circuit between adjacent terminals. The terminal width and pitch have followed a package de-sign conforming to JEITA EIAJ EDR-7314A*1. Lead-free solder (Sn-Ag) is used for the terminal plating.
4.2 Use of highly reliable wireWe have worked to address the temperature rise
in the devices themselves due to ECU miniaturization as well as a temperature rise in the operating environ-
F5114H Only one channel turned on
F5114H 2 channels turned on simultaneously (Current value per channel)
RDS(on)= 0.27 Ω max.
-50 -25 0 25 50 75 100 150125 175Ambient temperature Ta (°C)
3.0
2.5
2.0
1.5
1.0
0.5
0
All
owab
le c
urr
ent
(A)
Fig.3 Allowable current range of “F5114H”
Mold resin
Wire
Chip
Lead frame
Channel 1 Channel 2
Terminal No.①②③④⑤⑥⑦⑧⑨⑩⑪⑫
Terminal nameIN1ST1
GND1IN2ST2
GND2OUT2
NCVCC2VCC1
NCOUT1
① ⑥
⑫ ⑦
Fig.4 Schematic of internal structure of “F5114H”
*1: JEITA EIAJ EDR-7314A: Integrated circuit package de-sign guideline regarding shrink small outline packages (SSOPs) established by the Japan Electronics and Infor-mation Technology Industries Association (JEITA)

264 FUJI ELECTRIC REVIEW vol.62 no.4 2016
in the higher temperature environments expected in the future.
5. Postscript
This paper described the high-side 2-in-1 IPS “F5114H” for automotive applications. It can help to reduce the footprint and total cost by mounting chips of 2 channels on a package of the same size as the conventional one-channel products with equivalent current-carrying capability ensured. In addition, we adopted highly reliable wire to ensure operation in increasingly severe high-temperature environments. Fuji Electric is committed to contributing to the minia-turization, price reduction and reliability improvement of electrical systems by expanding its IPS product line.
References(1) Nakagawa, S. et al. One-Chip Linear Control IPS,
“F5106H”. FUJI ELECTRIC REVIEW. 2013, vol.59, no.4, p.251-254.
(2) Toyoda, Y. et al. “60 V-Class Power IC Technology for an Intelligent Power Switch with an Integrated Trench MOSFET”. ISPSD 2013, p.147-150.
ment. Hence, the guaranteed temperature range of the F5114H is set to Tj=-40 °C to +175 °C
(1) so that it
can be used in environments at higher temperatures than before. Since the period of operation in high-tem-perature environments is expected to be longer in the future, we need to adopt wire materials that can offer improved reliability at high temperatures.
Figure 5 shows the conditions of the interface be-tween the wire and aluminum electrode pad after they are left in a high-temperature environment for a long period of time. The conventional wire shows a change in the condition of the interface, whereas the highly reliable wire adopted for this product shows almost no change. Thus, we could improve the reliability for use
Condition
Initial
Aftertest
Conventional wireHighly reliable wire
Fig.5 Observation result of cross-section of interface between wire and electrode after high-temperature shelf test

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
265
1. Introduction
Recently, in the automotive market, eco-friendly vehicles represented by hybrid electric vehicles (HEVs), plug-in hybrid electric vehicles (P-HEVs) and electric vehicles (EVs) have been attracting atten-tion as environmental regulations become increasingly stringent and users’ environmental awareness rises. Efficient use of the electric power of the batteries mounted on these types of vehicles directly leads to an improvement in fuel efficiency, and power conversion technology (power electronics) is gaining importance. In addition, to improve the comfort of passengers by making the vehicle cabin more spacious, there is a strong demand to make automotive power converters smaller. Accordingly, power conversion equipment, such as automotive DC-DC converters and chargers, has to be compact, highly efficient and low-noise products. Semiconductor switching elements such as power metal-oxide-semiconductor field-effect transis-tors (MOSFETs) used in these types of power conver-sion equipment are also required to be compact, low loss and low noise.
In order to meet these requirements, Fuji Electric developed the 1st-Generation “Super J MOS S1 Se-ries(1)-(3)” in 2011, which adopted a superjunction struc-ture to achieve low on-state resistance and low switch-ing loss; in 2014, we developed and commercialized the “Super J MOS S1A Series” (S1A Series), a discrete product for automotive applications.
This paper presents the 2nd-Generation SJ-MOS-FET for automotive applications “Super J MOS S2A Series” (S2A Series) that features lower conduction loss than that of the S1A Series and suppresses the jump in the drain-source voltage VDS (VDS surge) in
TABIRA, Keisuke * NIIMURA, Yasushi * MINAZAWA, Hiroshi *
2nd-Generation SJ-MOSFET for Automotive Applications “Super J MOS S2A Series”
There has been increasing demand for smaller power conversion equipment and better fuel efficiency in eco-friendly vehicles such as hybrid electric vehicles. Accordingly, power MOSFET products are being required to be compact, low loss and low noise. Fuji Electric has developed and launched the “Super J MOS S1A Series,” a product for automotive applications that adopt a superjunction structure characterized by their low on-state resistance and low switching loss. More recently, Fuji Electric has developed the 2nd-Generation SJ-MOSFET for automotive applica-tions “Super J MOS S1A Series,” which reduces conduction loss while improving the trade-off between switching loss and jumping voltage during turn-off switching. The use of this product contributes to size reduction and enhanced ef-ficiency of the power conversion equipment for automotive applications.
turn-off switching.
2. Design Concept
Figure 1 shows a breakdown of the loss generated in a power MOSFET in a power factor correction (PFC) circuit of a charger for automotive applications. The generated loss of a power MOSFET can be roughly classified into conduction loss Pon and switching loss consisting of turn-on loss Pton and turn-off loss Ptoff. To improve the efficiency of power conversion equipment, both the conduction loss and switching loss should be reduced. The conduction loss is reduced by lower-ing the on-state resistance, and the switching loss is reduced by increasing the switching speed. However, increasing the switching speed on the turn-off side in order to reduce the switching loss causes VDS surge to increase during turn-off switching, and false turn-on may occur due to gate oscillation, which poses an issue.
Accordingly, the S2A Series aims to reduce conduc-tion loss by reducing the on-state resistance per unit area, Ron∙A, to less than that of the S1A Series, and
100PFC
90
80
70
60
Ptoff
Pton
Pon
50
40
30
20
10
0
Gen
erat
ed lo
ss (
%)
(a) PFC circuit (b) Generated loss of MOSFET
MOSFET
Fig.1 Generated loss of MOSFET in PFC circuit of charger

266 FUJI ELECTRIC REVIEW vol.62 no.4 2016
improve the trade-off by reducing VDS surge without increasing switching loss.
3. Features
3.1 Reduction of conduction lossSince lowering the on-state resistance is effective
in reducing the conduction loss, we have worked on de-creasing Ron∙A of the S2A Series.
The superjunction structure applied to the S1A and S2A Series ensures withstand voltage with the entire drift layer by providing the n-type and p-type re-gions, which constitute the drift layer, alternately laid out. This allows the impurity concentration of the n-type regions in the drift layer to be increased even with the same withstand voltage as that of the conventional planar type. Thus, Ron∙A can be significantly reduced (see Fig. 2(4)-(8)).
We have improved the technology of the impurity diffusion process to increase the impurity concentra-tion in the n-type regions. This reduces the resistance value of the drift layer, and we have further reduced Ron∙A of the S2A Series to lower than that of the S1A Series(9),(10). Figure 3 shows a comparison of Ron∙A be-tween the S1A and S2A Serieses that have a with-stand voltage of 600 V. Ron∙A of the S2A Series is
15 mΩ∙cm2, which is 25% lower than that of the S1A Series, 20 mΩ∙cm2.
3.2 Reduction of VDS surgeAs described in Section 2, reduction of switching
loss and reduction of VDS surge are in a trade-off rela-tionship, and improving the relationship is an issue. The S2A Series reduces VDS surge without increasing switching loss to improve the trade-off.
We often cannot design an ideal circuit pattern for a power board due to the restrictions that we have to use existing power circuit patterns, part layouts, and other conditions. In that case, if the circuit has large inductance and inappropriate drive conditions and circuit constants, simply replacing the MOSFETs in-creases VDS surge, so that false turn-on may occur due to gate oscillation during switching.
As an example, we used a chopper circuit to com-pare the S1A Series and S2A Series. For ease of com-parison, this circuit was not optimized in terms of the drive conditions and circuit constants according to the MOSFETs to use. Figure 4 shows the turn-off switch-ing waveforms for the respective series. With the S1A Series, VDS surge increases, causing a false turn-on [see Fig. 4 (a)].
Power converters for automotive applications are mounted in the engine room and often used in a high-temperature environment, and the threshold voltage VGS(th) has negative temperature characteristics. This leads to the assumption that FETs to be used are sus-
pnpp n
Drain
nn
Gate Source
Drift layer
n+
pn+P+
Fig.2 Superjunction structure
25% reduction
S2A Series S1A Series
25
20
15
10
5
0
Ron∙A
(mΩ∙c
m2 )
(600-V withstand voltage model)
Fig.3 On-state resistance per unit area Ron∙A
t : 50 ns/div
VDS: 100 V/div
False on
VDS: 100 V/div
ID: 10 A/div
ID: 10 A/div
(a) S1A Series
(b) S2A Series
t : 50 ns/div
Fig.4 Turn-off switching waveforms (external gate resistance Rg: 2Ω)

2672nd-Generation SJ-MOSFET for Automotive Applications “Super J MOS S2A Series”
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
ceptible to gate oscillation and hence prone to false turn-on. It is considered effective to raise VGS(th) to suppress false turn-on. However, increasing VGS(th) alone causes VDS surge to increase at the time of turn-off switching, leading to the possibility of a false turn-on due to gate oscillation.
The S2A Series have taken the countermeasures, including the optimization of VGS(th) and the integra-tion of the gate resistance Rg into the chip, which in-crease VGS(th) while reducing VDS surge to prevent false turn-on [see Fig. 4 (b)].
Figure 5 shows the characteristics of the external gate resistance Rg and VDS surge evaluated by using the chopper circuit. When Rg is low, the S2A Series shows a VDS surge-reducing effect as compared with the S1A Series. As shown in Fig. 6, the S2A Series shows a lower turn-off switching loss Etoff than that of the S1A Series at the same VDS surge. This indicates that the trade-off between Etoff and VDS surge has im-proved.
As explained up to now, when the MOSFET that has conventionally been used is replaced with a new one, reduction of VDS surge eliminates the need for the user to change the circuit pattern or make significant changes to component constants. This facilitates the
design of a high-efficiency power supply.It also expands the selection of element withstand
voltages available, which has the effect of allowing the use of an element with a lower withstand volt-age, or lower on-state resistance, than what has been used. Accordingly, we have commercialized the 500-V and 400-V withstand voltage models for the S2A Se-ries, which had consisted of the 600-V and 650-V ones, equal voltages of the S1A Series models.
3.3 Reduction of loss under light load conditionsTo extend the lifespan of batteries, DC-DC convert-
ers for automotive applications are driven under light load conditions in most of the lifetime operation. For that reason, reducing the loss under light load condi-tions significantly contributes to an improvement in fuel efficiency. When the DC-DC converter is oper-ated under light load conditions, the current running through the MOSFET is small. Thus, the ratio of loss Eoss generated during charge and discharge to the out-put capacity Coss accounts for a large proportion. Ac-cordingly, with the S2A Series, the total gate electric charge QG has been reduced by optimizing the surface structure to successfully reduce Eoss by approximately 30% from that of the S1A Series (see Fig. 7).
The switching loss of the S2A Series has been re-duced by improving the trade-off between Etoff and VDS surge and reducing Eoss. This allows the power conver-sion circuit to be run at a higher frequency than con-ventionally done, which permits use of a smaller trans-former, leading to miniaturization of power conversion equipment.
3.4 Quality for automotive applicationsProducts for automotive applications are required
to have withstand capability against temperature changes. For the S1A and S2A Series, we worked on optimizing the chip thickness, the conditions of solder-ing under the chip during assembly, and the adhesion between the molding resin and lead frame. These measures significantly improved the temperature cycle capability as compared with consumer products with
S1A Series
S2A Series
0 5 10 15Rg (Ω)
650
600
550
500
450
400
VD
S su
rge
(V)
Fig.5 External gate resistance Rg and VDS surge characteristics
450 500 550 600 650VDS surge (V)
1,000
900
800
700
600
500
400
Eto
ff(µ
J)
S1A Series
S2A Series
Fig.6 Turn-off switching loss Etoff and VDS surge trade-off char-acteristics
Approx. 30% reduction
S2A Series S1A Series
25
20
15
10
5
0
Eos
s (µJ
)
Fig.7 Loss generated in charge and discharge Eoss

268 FUJI ELECTRIC REVIEW vol.62 no.4 2016
mΩ, contributes to miniaturization of power conversion equipment in terms of the package size.
Products with an on-state resistance of 25.4 to 160 mΩ with the TO-247 package and 81 to 160 mΩ with T-Pack are included in the product line. We have also launched the fast recovery diode (FRED) type “Super J MOS S2FDA Series,” which integrates faster built-in diodes than those incorporated in the S2A Series.
5. Postscript
The 2nd-Generation SJ-MOSFETs for automo-tive applications “Super J MOS S2A Series” is a line of products achieving both low loss and reduced VDS
surge. They make significant contributions to effi-ciency improvement and miniaturization of power con-version equipment.
In the future, in order to meet increasingly ad-vanced market needs, we intend to work on chip min-iaturization and on-state resistance reduction. We will do so by expanding the product line with a wider selection of withstand voltages and further refining the superjunction structure to develop high-performance, high-quality discrete products for automotive applica-tions.
References(1) Tamura, T. et al. “Super J-MOS” Low Power Loss Su-
perjunction MOSFETs. FUJI ELECTRIC REVIEW. 2012, vol.58, no.2, p.79-82.
(2) Tamura, T. et al. “Reduction of Turn-off Loss in 600 V-class Superjunction MOSFET by Surface Design”, PCIM Asia 2011, p.102-107.
(3) Watanabe, S. et al. “A Low Switching Loss Superjunc-tion MOSFET (Super J-MOS) by Optimizing Surface Design”, PCIM Asia 2012, p.160-165.
(4) Fujihira, T. “Theory of Semiconductor Superjunction Devices”, Jpn. J. Appl. Phys., 1997, vol.36, p.6254-6262.
(5) Deboy, G. et al. “A New Generation of High Voltage MOSFETs Breaks the Limit Line of Silicon”, Proc. IEDM, 1998, p.683-685.
(6) Onishi, Y. et al. 24 m· cm2 680 V Silicon Superjunction MOSFET”, Proc. ISPSD’02, 2002, p.241-244.
(7) Saito, W. et al. “A 15.5 m· cm2- 680 V Superjunction MOSFET Reduced On-Resistance by Lateral Pitch Narrowing”, Proc. ISPSD ’06, 2006, p.293-296.
(8) Oonishi, Y. et al. Superjunction MOSFET. FUJI ELEC-TRIC REVIEW. 2010, vol.56, no.2, p.65-68.
(9) Watanabe, S. et al. 2nd-Generation Low-Loss SJ-MOS-FET “Super J MOS S2 Series”. FUJI ELECTRIC RE-VIEW. 2015, vol.61, no.4, p.276-279.
(10) Sakata, T. et al. “A Low-Switching Noise and High-Efficiency Superjunction MOSFET”, Super J MOS® S2, PCIM Asia 2015, p.419-426.
the same package and the same chip size (see Fig. 8).
4. Product Line-Up and Characteristics
Table 1 shows the product line-up of the S2A Series and major characteristics. In addition to improving the on-state resistance and switching characteristics described up to now, compliance with the AEC Q101 standard, which is a standard for reliability assurance of automotive discrete products, is guaranteed for the entire product line.
While the S1A Series using the TO-247 package has a minimum value of the on-state resistance of 40 mΩ for 600-V withstand voltage models, the S2A Series achieves 25.4 mΩ. The small surface-mount device (SMD) T-Pack (D2-Pack) of the S1A Series has an on-state resistance of 145 mΩ with 600-V withstand voltage models. The S2A Series, which can achieve 79
S1A Series, S2A SeriesD2-Pack
Conventional product (consumer product)
0.001 0.01 0.1
10,000
1,000
100
10Tem
pera
ture
cyc
le c
apab
ilit
y (c
ycle
s)
T (K−1)1/ ∆
Fig.8 Temperature cycle capability
Table 1 “Super J MOS S2A Series” product line-up and major characteristics
VDSRDS (on)
max. ID FRED
TO-247 T-Pack(D2-Pack)
400 V 60 mΩ 42A Available — FMC40N060S2FDA
500 V 71 mΩ 39A Available FMY50N071S2FDA FMC50N071S2FDA
600 V
25.4 mΩ 95A FMY60N025S2A —
40 mΩ 66A FMY60N040S2A —
70 mΩ 39A FMY60N070S2A —
79 mΩ 37A FMY60N079S2A FMC60N079S2A
81 mΩ 36A Available FMY60N081S2FDA FMC60N081S2FDA
88 mΩ 33A FMY60N088S2A FMC60N088S2A
99 mΩ 29A FMY60N099S2A FMC60N099S2A
105 mΩ 28A Available FMY60N105S2FDA FMC60N105S2FDA
125 mΩ 23A FMY60N125S2A FMC60N125S2A
133 mΩ 22A Available FMY60N133S2FDA FMC60N133S2FDA
160 mΩ 18A FMY60N160S2A FMC60N160S2A

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
269
1. Introduction
In recent years, there have been demands for switching power supplies to have improved efficiency and save on system costs. According to the interna-tional standard IEC 61000-3-2, for power systems with an output power of 75 W or higher, a power fac-tor correction (PFC) circuit is required to suppress a harmonic current that may cause problems such as disturbed equipment operation or increased reactive power due to a decreased power factor. For power conversion sections, LLC current resonant circuits are widely used because they provide soft switching control that is effective in low-noise applications.
Fuji Electric has commercialized the critical mode PFC control IC “FA1A00N Series” designed for PFC circuits to save on power supply costs and improve effi-ciency during light loads. As for LLC current resonant circuits, we commercialized 2 types of LLC current res-onant control ICs sequentially: “FA5760N” that sup-ports a wide range of input voltages from 85 to 264 V AC and allows configuration of small power systems, and “FA6A00N” that offers low standby power and en-hanced protective functions.
While using its conventional technologies, Fuji Electric has now developed a critical mode PFC control IC “FA1A60N” and an LLC current resonant control IC “FA6B20N.” These are modules that allow power sys-tems to further improve efficiency during light loads, exhibit low standby power and reduce the number of power supply components (see Fig. 1).
The power supplies using these ICs will have the following features:
(a) Significantly reduced number of power supply components
SONOBE, Koji * YAGUCHI, Yukihiro * HOJO, Kota *
Critical Mode PFC Control IC “FA1A60N” and LLC Current Resonant Control IC “FA6B20N” for High-Efficiency Power Supplies
For the relatively large capacity switching power supplies for electronic equipment, a power factor correction (PFC) circuit is required to suppress harmonic current, and a LLC current resonant circuit is also widely used due to the effectiveness in low noise applications. Fuji Electric has developed the critical mode PFC control IC “FA1A60N” and LLC current resonant control IC “FA6B20N” adding new functionality while using our conventional technology. Using these ICs in combination allows power supply systems to improve the efficiency during light loads, achieve low standby power, and reduce the system cost by reducing the number of power supply components. Furthermore, as an enhancement over previous products, these ICs can be used in power supply adapters.
(b) Improved efficiency during light loads (efficiency of 75% at output power Po=5 W)
(c) Reduced power consumption in standby state(d) Heavy load start-up during low input voltage(e) Automatic switching between normal state and
standby stateThe achievements of (d) and (e) also allow these
ICs to be used in power supply adapters.This paper describes the features of the FA1A60N
and FA6B20N and the effects when they are used in power supplies.
2. Features of Critical Mode PFC Control IC “FA1A60N”
2.1 OverviewFigure 2 shows a block diagram of the FA1A60N
and Table 1 shows a functional comparison between the FA1A60N and a previous product. In general, a critical mode PFC control IC turns on at the minimum drain voltage (bottom) of a metal-oxide-semiconductor field-effect transistor (MOSFET). The previous prod-ucts are provided with a bottom skip function that skips turn-on signals during light loads to suppress the
(a) “FA1A60N” (b) “FA6B20N”
Fig.1 External appearance

270 FUJI ELECTRIC REVIEW vol.62 no.4 2016
rise in the switching frequency. On the other hand, to ensure further improvement in the efficiency during light loads, the FA1A60N is provided with a function to reduce current consumption by carrying out a burst op-eration, which deliberately has a switching stop period, as described in Section 2.2.
An electronic device can be in either normal state to operate its major functions or standby state to stop functions. Normal state activates a continuous switch-ing operation without setting a switching stop period, and standby state activates a burst operation. In the case of the FA1A60N, a signal that switches the state from normal to standby is sent from the LLC current resonant control IC FA6B20N to the RT terminal of the FA1A60N. In addition to the standby signal, the FA6B20N sends input voltage information and PFC stop signals. This allows the FA1A60N to provide highly efficient control. As for the package of the FA1A60N, we adopted a JEDEC-compliant 8-pin small outline package (SOP).
2.2 Highly efficient burst controlIn order to achieve low standby power in standby
state, it is effective to stop the switching of the PFC circuit. This method, however, has the following prob-lems:
(a) A switch circuit is required to interrupt the power supplied to the PFC control IC.
(b) The reduced output voltage of the PFC circuit causes low output voltage in a transient re-
RT
FB
COMP
CS
VCC
Error amplifier
Internal power supply
OUT
GND
Zero-current detection comparator
SP
SOVP
SP
PWMcomparator
Dynamic overvoltage protection
Short-circuit protection comparator
Low-voltage malfunction prevention comparator
Driver
UVLO
Filter
Overvoltage protection comparator
SO
VP
OV
P
Overcurrent protection comparator
Restart detection comparatorLevel shift
Reset-priorityQB
TimerRR
Bottom skip
Delay circuit
Frequencydetection
circuitC
QD
QBDFF
One shot
S
Tonmax
Ramp
Ramp oscillator
DOVP
UVLO
Q
QS
RF.F.SP
UVLO
Low-voltage protection comparator
Overshoot reduction protection comparator
LLD LLDZCD
Mask
QB
Burstcontrolcircuit
LLCcommunication
circuit
Timer Burst operation comparator
BurstStop
Vin
STOPSP
UVLOBurst
Bu
r_on
off
Burst_onoffBurst
Vin
Vin
Burst
BurstREF low-voltage malfunction prevention comparator
Staticovervoltage protection
Reset-priority
OVP
Timer
Q
QS
RF.F.
Reset-priority
Q
QS
RF.F.
+−
−+
+−
+ −
+ −
− +
− +
−+
+−
-+
+−
+−
+−
−+
−+
Fig.2 Block diagram of “FA1A60N”
Table 1 Functional comparison between “FA1A60N” and previous product
Item FA1A60N Previous product
Bottom skip function dur-ing light loads Yes Yes
Burst operation in standby state Yes No
Current consumption in standby state 250 µA 500 µA
Interconnection with LLC Yes No
Input voltageVin
Activated ActivatedSwitching stop
t
PFC outputvoltageVbulk
OUT terminal
Input voltageVin
Switching stop
t
PFC outputvoltageVbulk
OUT terminal
(a) PFC burst operation (FA1A60N)
(b) PFC operation stopped (previous product)
Fig.3 Operation of PFC during standby

271Critical Mode PFC Control IC “FA1A60N” and LLC Current Resonant Control IC “FA6B20N” for High-Efficiency Power Supplies
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
sponse to a heavy load.(c) The LLC current resonant circuit needs to sup-
port a wide range of input voltages, resulting in less flexible transformer design.
In order to solve these problems, we introduced a burst operation that works in standby state to the FA1A60N (see Fig. 3). The burst operation of the FA1A60N stops switching when the PFC out-put voltage Vbulk reaches the upper limit or higher, and restarts switching when the voltage drops be-low the lower limit. By reducing the switching loss while maintaining the output voltage of the PFC, we achieved high efficiency and low standby power in standby state.
3. Features of LLC Current Resonant Control IC “FA6B20N”
3.1 OverviewFigure 4 shows a block diagram of the FA6B20N
and Table 2 shows a functional comparison between the FA6B20N and a previous product.
The FA6B20N consists of a control circuit to con-trol the LLC current resonant circuit, a 630-V with-stand voltage driver circuit that can directly drive the switching devices on the high side and low side of a half-bridge circuit, and a 600-V withstand voltage start-up device that can start the IC with low power
consumption.The built-in automatic standby function, which
will be described in detail in Section 3.2, eliminates the need for external standby signals, so that this IC can be used in power supply adapters, which was impos-sible with previous products. Even in standby state, it achieves high efficiency and low standby power by operating the PFC circuit. Furthermore, the intercon-nected operation that activates the PFC circuit before the LLC current resonant circuit has enabled heavy load start-up during low input voltage. A JEDEC-com-pliant 16-pin SOP has been adopted for the package.
3.2 Automatic standby functionPrevious products used a burst operation to reduce
the standby power in standby state. During the opera-
Start-updevice
X capacitordischarge circuit
VH
VCC
STB
FB
FB voltagedetection circuit
HO
VB
VS
LO
IS IS voltagedetection circuit
Resonantcurrent
conversioncircuit
CA
CA voltagedetection circuit
VW MODE
Oscillator
Protectioncircuit
STB terminalstatus setting
circuit
Low-voltagemalfunctionprevention
GND
CS
VH voltagedetection circuit
CS voltagedetection circuit
STB terminalI/O selection
circuit
VCCvoltage
detectioncircuit
High-sidedriver
VB voltagedetection
circuit
VBS low-voltagemalfunctionprevention
Controlcircuit
Low-sidedriver
Overheatprotection circuit
Externalfault stop
circuit
Overcurrentprotection
control circuit
Overloadprotection
controlcircuit
Overcurrentprotection
timer circuit
MODE terminalstatus setting
circuitAutomaticdead time
adjustment
VW voltagedetection circuit
Automaticstandby
control circuit
Forcedturn-offcircuit
Soft startcontrol circuit
Burst controlcircuit
Brownout
Start-up circuit Internalpower supply
Unbalancecorrection circuit
bo
VCC
ocpdet
isdet
vwdet
vwdet
ocpdet
ocp
extin
extindt
dtocpdet
ftoff
prot
prot
stbin stbout
vhmo
stbin
caolpmo
bo
uvlo
uvlo
uvlo
uvlo
ssend
ssend
vbmo
vbmo
vbmo
vwdetcaolpmo
castbmo
stbouttsd
selvw
vbmostbmo
low_cs vhmo
prot
xc_det
vh_chg
vdd 5 Vvdd 3.3 Vuvlo_reg
uvlo_reg
low_vccovp_vcc
uvlo_vcc
on_trig
off_trig
low_fb
low_cs
olp_fbolp_ca
stb_llcpfc_ctrl
stb_fbstb_llc
olp_castb_llcstb_pfc
off_trig
on_trig
bodet_vbbodet_vh
stb_out
pfc_ctrl
olp_fbburst_fblow_fbstb_fb
ovp_vcclow_vcc
burst_fb
olp
selvw
castbmo
stbmo
Fig.4 Block diagram of “FA6B20N”
Table 2 Functional comparison between “FA6B20N” and previous product
Item FA6B20N Previousproduct
Automatic standby function Yes No
PFC operation in standby state Activated Stopped
Efficiency during light loads (Po=5W) 75% 60%
Standby power (Vin=230 V, Po=125 mW) 260 mW 270 mW
Interconnection with PFC Yes No

272 FUJI ELECTRIC REVIEW vol.62 no.4 2016
turn-off voltage level of the VW terminal from normal state (a-b) to standby state (a’-b’) to suppress the peaks of the resonant current (A’-B’). Moreover, shortening the period between the soft start (C) and soft end (C’) improves efficiency by reducing an invalid switching range.
3.4 Improved ESD withstand voltageThe human body model (HBM) ESD withstand
voltage on the VH terminal of previous LLC current resonant control ICs was +1 kV. The FA6B20N has achieved +2 kV by improving the built-in start-up de-vice of the VH terminal to supply an electric current to the VCC terminal.
4. Effects of Application to Power Supplies
4.1 Reduced number of circuit componentsAn example of the application circuit mounted with
the FA1A60N and FA6B20N is shown in Fig. 7. The interconnection between the PFC control IC and LLC current resonant control IC is established between the RT terminal of the FA1A60N and the STB terminal of the FA6B20N (see Section A in Fig. 7). Table 3 shows the effect of a reduced number of power supply com-ponents compared with a function-equivalent power supply mounted with previous products. A power sup-ply mounted with the FA1A60N and FA6B20N can eliminate the need for a circuit that transmits exter-nal standby signals and a switch circuit for supply-ing power to the VCC terminal of the PFC control IC. However, such a power supply requires an additional circuit for the interconnection between the RT and STB terminals. As a result, the total number of power supply components can be reduced to 95 from 102 of the previous product, a reduction of 7 components. It should be noted that we are now able to reduce the number of photocouplers, which are susceptible to mal-function.
tion, they needed to receive a standby signal from the secondary side of the power supply, which caused a problem of an increased number of components.
The FA6B20N is provided with a built-in function to detect the load information on the secondary side by detecting the resonant current from the LLC current resonant circuit on the primary side with the IS termi-nal and smoothing the voltage on the CA terminal with a capacitor. Figure 5 shows the relationship between Load Po and the CA terminal voltage of the FA6B20N. The FA6B20N can be in either normal state that con-tinues switching of IC operation or standby state that activates a burst operation by intentionally setting a switching stop period. Furthermore, it has an auto-matic standby function to switch between these states automatically. This function switches the state from normal to standby when the CA terminal voltage drops below 0.3 V, and from standby to normal when the CA terminal voltage rises to 0.35 V or higher.
The FA6B20N allows users to set the voltage to switch the state between standby and normal by se-lecting the resistance connected to the MODE terminal from 3 levels. To prevent an unstable condition where both standby state and normal state exist, hysteresis has been set to the switching voltage.
3.3 Highly efficient burst controlIn standby state, Fuji Electric’s LLC current reso-
nant control IC reduces switching loss and improves efficiency by using the burst control to reduce the num-ber of switching operations. When the output voltage decreases and the FB terminal voltage increases, the burst control starts switching by using a soft start that charges the CS terminal capacitor, which makes the output voltage increase. When the output voltage increases and the FB terminal voltage decreases, the switching is stopped with a soft end that discharges the CS terminal capacitor. Figure 6 shows the se-quence diagram of the burst control of the FA6B20N. It controls power loss caused by output voltage ripples, noises and resonant currents by switching the forced
Normal stateStandby state
0 0.2 0.4 0.6 0.8 1.0CA terminal voltage (V)
60
50
40
30
20
10
0
Loa
d P
o (W
)
Fig.5 Relationship between Load Po and CA terminal voltage of “FA6B20N”
CS terminal*
FB terminal*
LO terminal*
Output voltage Vo*
Resonant current Icr*
VW terminal*
A’
C C’
B’
a’b
ab’
* See Fig. 7 for the terminals and symbols.
Fig.6 Sequence diagram of burst control of “FA6B20N”

273Critical Mode PFC Control IC “FA1A60N” and LLC Current Resonant Control IC “FA6B20N” for High-Efficiency Power Supplies
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
4.2 Improved efficiency during light loadsFigure 8 shows the efficiency during light loads
for the input voltage of 240 V AC. Compared with the power supply mounted with the previous products that stop the PFC control IC in standby state, the power supply mounted with the FA1A60N and FA6B20N pro-vided high efficiency at 15 W or lower and achieved an efficiency of 75% when Load Po was 5 W.
Figure 9 shows the standby power when Load Po is 125 mW. Compared with the power supply mounted with the previous products, the power supply mounted with the FA1A60N and FA6B20N is less dependent on the standby power for AC input voltage and has achieved a standby power of 260 mW or less for an in-put of 230 V AC.
A
Vbulk
Icr
VH
STB
FB MODE
CA
IS
FB COMP
RT
OVP
IS
GND
OUT
VCC
VS
HO
VB
VW
GND
LO
CS
VCC
LO terminal
CS terminal
FA6B20N
(NC)
(NC)
FA1A60N
VW terminalFB terminalSTB terminal
RT terminal
Vin90 to 264 V AC
Vo
Fig.7 Example of application circuit mounted with “FA1A60N” and “FA6B20N”
Table 3 Example of reduced number of power supply compo-nents
Function Component Quantity
External standby signal
Photocoupler -1MOSFET -2Resistor -3
Switch for supplying power to VCC termi-nal of PFC
Transistor -1Diode -2
Zener diode -1Resistor -2
Interconnection be-tween PFC and LLC
Transistor 1
Resistor 2
Capacitor 2
Total -7
0 5 10 15 20 25 30 35 40Output power (W)
90
80
85
75
70
65
60
55
50
Eff
icie
ncy
(%
)
Normal state
Previous products (FA1A00N + FA6A00N)
FA1A60N + FA6B20N
Standby state
Fig.8 Light load efficiency (Input voltage: 240 V AC)
Previous products(FA1A00N + FA6A00N)
FA1A60N + FA6B20N
50 100 150 200 250 300AC input voltage Vin (V)
350
330
310
290
270
250
230
210
Sta
ndb
y po
wer
Pin
(m
W)
Fig.9 Standby power

274 FUJI ELECTRIC REVIEW vol.62 no.4 2016
heavy load start-up during low input voltage. This start-up sequence allows these ICs to be used in power supply adapters.
5. Postscript
This paper described the features of the critical mode PFC control IC “FA1A60N” and LLC current resonant control IC “FA6B20N” intended for high-efficiency power supplies and the effects when they are used in power supplies. Mounting these ICs makes it possible to configure power supplies that can reduce the number of power supply components and achieve high efficiency and low standby power in standby state, and these ICs can be applied to power supply adapters.
Fuji Electric is committed to establishing new technologies that further promote high efficiency, low standby power and component reduction also in the future. We will continue development efforts to satisfy the requirements of standards/markets that become severer year by year.
References(1) Chen, J. et al. 2nd Generation LLC Current Resonant
Control IC, “FA6A00N Series”. FUJI ELECTRIC RE-VIEW. 2013, vol.59, no.4, p.245-250.
(2) Sugawara, T. et al. 3rd-Gen. Critical Mode PFC Con-trol IC “FA1A00 Series”. FUJI ELECTRIC REVIEW. 2014, vol.60, no.4, p.233-237.
(3) Kawamura, K. et al. Circuit Technology of LLC Cur-rent Resonant Power Supply. FUJI ELECTRIC RE-VIEW. 2014, vol.60, no.4, p.238-242.
4.3 Start-up sequence supporting heavy load start-upFigure 10 shows the heavy load start-up wave-
form of the power supply mounted with the FA1A60N and FA6B20N during low input voltage. The evalua-tion conditions are: Input voltage of 90 V AC, output voltage Vo of 13 V and output current Io of 4.2 A. In the power supply mounted with the FA1A60N and FA6B20N, the PFC circuit starts operation first when the power is turned on. After the output voltage of the PFC circuit Vbulk rises, the LLC current resonant cir-cuit starts operation and the output voltage Vo rises. When the LLC current resonant circuit starts opera-tion, Vbulk has already risen so that Vo rises without being stopped by overload protection, which enables
Output voltage Vo
LLC current resonant circuit operation started
PFC circuit operation started
PFC output Vbulk
Input voltage 90 V AC, output voltage Vo=13 V, output current Io=4.2 A
Fig.10 Heavy load start-up waveform during low input voltage

issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
A B S T R A C T
* Electronic Devices Business Group, Fuji Electric Co., Ltd.
275
1. Introduction
In recent years, renewable energies such as photo-voltaic power generation and wind power generation have been spreading. This has taken place against the background of global warming prevention and the Long-Term Energy Supply and Demand Outlook insti-tuted by the Ministry of Economy, Trade and Industry of Japan. On the other hand, energy consumption has been increasing in the fields of social infrastructure, automotive, industrial machinery, IT equipment and home appliances. The importance of power conversion technology is increasing in order to use energy more efficiently. Power conversion equipment is required to provide high efficiency, high power density and low noise. In addition, the power metal-oxide-semiconduc-tor field-effect transistor (power MOSFET) and other semiconductor switching elements used in its power conversion sections need to be compact and reduce watt loss and noise.
In order to meet such requirements, Fuji Electric has adopted a superjunction structure(1)-(5) since 2011. With this, it has established product lines of the 1st-generation low loss SJ-MOSFET: The “Super J MOS S1 Series” (S1 Series) that achieved both low on-state resistance and low switching loss with rated voltage of 600 V, and the “Super J MOS S1FD Series” (S1FD Se-ries) with a built-in diode being faster than that of the S1 Series(6)-(8).
Moreover, we have developed “Super J MOS S2 Series” (S2 Series) based on the S1 Series by improv-ing the trade-off relationship between the withstand voltage of the element BVDSS and the on-state resis-tance per unit area Ron∙A. We have also achieved this by suppressing the jumping in the voltage between the
WATANABE, Sota * SAKATA, Toshiaki * YAMASHITA, Chiho *
2nd-Generation Low Loss SJ-MOSFET with Built-In Fast Diode “Super J MOS S2FD Series”
In order to make efficient use of energy, there has been increasing demand for enhanced efficiency in power conversion equipment, and as such, the power MOSFET mounted on this equipment are required to be compact, low loss and low noise. Fuji Electric has been developing and manufacturing products that have reduced on-state resis-tance and improved trade-off between turn-off switching loss and surge voltage. We have recently developed the 2nd-generation low loss SJ-MOSFET “Super J MOS S2FD Series,” which features user-friendliness and low loss, by improving its reverse recovery withstand capability through a built-in fast diode. The use of this product is expected to improve the efficiency of power conversion equipment and facilitate product miniaturization.
drain and source (VDS surge) at the time of turn-off switching(9).
This paper describes the 2nd-generation low loss SJ-MOSFET “Super J MOS S2FD Series” (S2FD Se-ries) which is a product line using a built-in diode be-ing faster than those of the S2 Series.
2. Design Concept
In order to improve the power conversion efficiency of the switching power supply, we applied the technolo-gies of the S2 Series to the S2FD Series to make the conduction loss and turn-off switching loss Eoff lower than those of the S1FD Series. We also worked to re-duce the gate drive loss as well as the loss generated during charging/discharging of the output capacitance Eoss in order to suppress the circuit loss under light loads.
Current resonant and other full-bridge LLC cir-cuits widely used for relatively large capacity power supplies in the communication and industrial sec-tors may cause a short circuit between the upper and lower arms during resonant breakaway. This makes the built-in diode of the MOSFET start a reverse re-covery operation. The built-in diode of the MOSFET starts the reverse recovery operation at a high current change rate -diDR/dt, resulting in the generation of an excessive reverse recovery peak current. During this recovery period, the voltage change rate between the drain and source dv/dt may rise sharply, which makes the parasitic bipolar transistor of the MOSFET operate and cause a breakdown. Consequently, products with a high reverse recovery withstand capability (-diDR/dt withstand capability) have been used for full-bridge circuits to prevent the breakdown of MOSFET. The S2FD Series is intended to further improve the reverse recovery withstand capability of the S1FD Series that

276 FUJI ELECTRIC REVIEW vol.62 no.4 2016
has been currently used for such power supplies.
3. Features
3.1 Reduced conduction lossIn order to reduce the conduction loss in the high
withstand voltage power MOSFET, it is necessary to reduce the on-state resistance of the chip RDS (on) which is a dominant factor in the conduction loss. Since the size of the chip that can be mounted on the package is limited, we need to reduce the on-state resistance without increasing the chip size. For the S2FD Series, we improved the impurity diffusion process of the drift layer in the superjunction structure of the S2 Series. In this way, we maintained a high impurity concentra-tion in the n-type region, reduced the resistance(10) and, as a result, lowered Ron∙A by about 25% compared with that of the S1FD Series.
Table 1 shows the minimum RDS (on) for each pack-age of the S2FD Series and S1FD Series with a rated voltage of 600 V. By reducing Ron∙A, we can mount chips with the resistance reduced from 42 mΩ to 27 mΩ, from 93 mΩ to 75 mΩ and from 132 mΩ to 84 mΩ for packages TO-247, TO-220F and TO-220 respec-tively. This holds promise for highly efficient power supplies.
3.2 Reduced switching loss and suppressed VDS surgeWhen we design a circuit pattern of a power sup-
ply substrate, we often cannot create an ideal circuit pattern. This is because we reuse a pattern design of conventional power supply substrates or because of a limitation with the layout of parts. In such cases, just replacing the MOSFET to be used may cause problems of erroneous ON triggered by gate vibration during switching or an increased VDS surge due to the para-sitic inductance of wiring on the circuit or other causes.
To improve the flexibility of circuit pattern design of the S2FD Series, we optimized the threshold voltage to prevent erroneous ON triggered by gate vibration during switching. We also optimized the internal gate resistance to suppress the VDS surge as in the case of the S2 Series.
These measures have allowed our customers to re-place a conventional MOSFET with the new MOSFET without the need to change the circuit pattern or mod-
ify the component constant greatly. This means they can design highly efficient power supplies easily.
We used a chopper circuit to evaluate the trade-off characteristics between Eoff and VDS surge in the S1FD and S2FD Series. Figure 1 shows the trade-off char-acteristics between Eoff and VDS surge. When the VDS surge is the same at 480 V, the Eoff of the S2FD Series reduced by approximately 18 µJ from that of the S1FD Series. This shows the improvement in the trade-off between Eoff and VDS surge.
3.3 Reduced watt loss under light loadsWhen the power supply is under light loads, the cur-
rent flowing between the drain and source of the MOS-FET decreases, so that the percentage of the conduction loss of the MOSFET to the watt loss of the entire power supply becomes smaller. As a result, the percentage of the gate drive loss and Eoss on the circuit increases. To improve the conversion efficiency of the power supply under light loads, we optimized the surface structure of the MOSFET to reduce the total gate charge QG and suppress the gate drive loss. We also improved the im-purity diffusion process of the drift layer formed in the superjunction structure to reduce Eoss.
Figure 2 shows the QG characteristics. Compared with the S1FD Series, the S2FD Series has reduced QG
Table 1 Applicable minimum on-state resistance
Item
TO-247package
TO-220package
TO-220Fpackage
Applicable minimum RDS (on)
S1FD Series 42 mΩ 132 mΩ 93 mΩ
S2FD Series (Reduction rate)
27 mΩ(36% re-duction)
84 mΩ(36% re-duction)
75 mΩ(19% re-duction)
S1FD Series
S2FD Series
VDD = 400 V, VGS = 10/0 V, ID = 39.4 A (600 V/75 mΩ max. model)
440 460 480 500VDS surge (V)
700
600
500
400
300
200
Eof
f(µ
J)
Fig.1 Trade-off characteristics between turn-off switching loss Eoff and VDS surge
S2FD Series
S1FD Series
Approx. 17%reduction
VDD = 400 V, ID = 39.4 A (600 V/75 mΩ max. model)
0 10050 150 200QG (nC)
15
10
5
0
VG
S (V
)
Fig.2 Total gate charge QG characteristics

2772nd-Generation Low Loss SJ-MOSFET with Built-In Fast Diode “Super J MOS S2FD Series”
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
by approximately 17% when the gate voltage VGS is 10 V. Figure 3 shows the dependence of Eoss on the volt-age between the drain and source VDS. Compared with the S1FD Series, the S2FD Series has reduced Eoss by approximately 37% when VDS is 400 V.
3.4 Improved reverse recovery withstand capability and reduced watt loss during OFFIn order to improve the reverse recovery withstand
capability of the built-in diode, we used a lifetime killer to accelerate the reverse recovery operation of the built-in diode. We also reduced the reverse recovery time and reverse recovery peak current. On the other hand, the lifetime killer concentration has a trade-off relationship with the drain-source leak current IDSS which is a watt loss during OFF. We therefore opti-mized the lifetime killer concentration and achieved better IDSS characteristics while maintaining reverse recovery characteristics equivalent to the S1FD Series. As a result, we further improved the reverse recovery withstand capability.
Figure 4 shows a comparison of the reverse recov-ery withstand capability characteristics. The S2FD Series has achieved a 66% improvement of the reverse recovery withstand capability compared with the S1FD
Series.Figure 5 shows a comparison of the reverse recov-
ery characteristics. The S2FD Series maintains re-verse recovery characteristics equivalent to the S1FD Series.
Figure 6 shows the relationship between RDS (on) max. and the IDSS characteristics. When RDS (on) max. is 75 mΩ, the S2FD Series has achieved a reduction of about 50% in IDSS compared with the S1FD Series.
4. Application Effect
In order to confirm the improvements in the con-version efficiency of the power supply, we conducted a comparative evaluation of the conversion efficiency of the power supply. We did this by mounting 600 V/75 mΩ max. models of the S2FD and S1FD Series on a full-bridge LLC circuit of a power supply as shown in Fig. 7. Figure 8 shows the evaluation result. The I/O conditions for the evaluation were: Input voltage of 115 V, output voltage of 53.5 V and external gate resis-tance Rg of 5.1 Ω. Due to the improved characteristics and reduced losses described above, the S2FD Series achieved higher efficiency than the S1FD Series in the entire load region. In addition, the average conver-sion efficiency improved by 0.25 point. As a result, we
(600 V/75 mΩ max. model)
S1FD Series
S2FD Series
Approx. 37%reduction
0 400200 300100 500 600VDS (V)
35
25
30
5
10
15
20
0
Eos
s (µJ
)
Fig.3 Loss generated during charging/discharging Eoss char-acteristics
66%improvement
VDD = 400 V, ID = −39.4 A, VGS = −30 V, Tch =150 °C (600 V/75 mΩ max. model)
S2FD Series S1FD Series
2.0
1.8
1.4
1.6
1.0
1.2
0.6
0.8
0.4
0.2
0
−di D
R/dt(
a.u
.)
Fig.4 Reverse recovery withstand capability characteristics
VDD = 400 V, ID = −39.4 A, −diDR/dt =100 A/µs, Tch = 25 °C (600 V/75 mΩ max. model)
-500 -250 0 250 500 750 1,000t (ns)
100
80
60
40
20
0
-20
-40
-60
I D (A
)
S1FD Series
S2FD Series
Fig.5 Reverse recovery characteristics
0 50 100 150 200 250RDS(on) max. (mΩ)
VDS = 500 V, Tch =150 °C
1.0
0.8
0.6
0.4
0.2
0
I DSS
(m
A)
S1FD Series
Approx. 50% reduction
S2FD Series
Fig.6 Drain-source leak current IDSS characteristics

278 FUJI ELECTRIC REVIEW vol.62 no.4 2016
teristics of the S2FD Series.The line-up includes products with a rated voltage
VDS of 600 V, on-state resistance RDS (on) of 27 to 170 mΩ and rated current ID of 95.5 to 17.9 A, allowing the users to select the appropriate product for their power supply capacity.
6. Postscript
The 2nd-generation low loss SJ-MOSFET “Super J MOS S2FD Series” with a built-in fast diode is a prod-uct achieving both lower watt loss and suppressed VDS surge compared with the S1FD Series. As a result, it improves the -diDR/dt withstand capability.
A comparative evaluation conducted by mount-ing the S2FD Series on a full-bridge LLC circuit has proved that it can achieve higher efficiency than the S1FD Series. This holds promise for contributing to higher efficiency and miniaturization of switching power supplies.
In order to meet further market needs, we will con-tinue to expand the line-up of high withstand voltage models and packaged models while working to mini-
can expect a power supply design offering higher effi-ciency and reliability by applying the S2FD Series to a switching power supply.
5. Product Line-Up
Table 2 lists the product line-up and major charac-
+
+
OUT
Full-bridge − LLC
MOSFETExternal gate resistance Rg
RTN
N
FG
L
Line filter
Fig.7 Full-bridge LLC circuit of power supply
0 400 800 1,200 1,600Load (W)
96.0
95.0
94.0
93.0
92.0
91.0
Con
vers
ion
eff
icie
ncy
(%
)
Vin =115 V AC, Vout = 53.5 V DC, Rg = 5.1 Ω (600 V/75 mΩ max. model)
S1FD Series
S2FD Series
Fig.8 Conversion efficiency evaluation result
Table 2 Product line-up and major characteristics of “Super J MOS S2FD Series”
VDS (V)RDS (on)
max. (mΩ) ID (A)
Product line-up
TO-247 package TO-220 package TO-220F package
600
27 95.5 FMW60N027S2FD − −43 66.2 FMW60N043S2FD − −59 49.9 FMW60N059S2FD − −75 39.4 FMW60N075S2FD − FMV60N075S2FD
84 37.1 FMW60N084S2FD FMP60N084S2FD FMV60N084S2FD
94 32.8 FMW60N094S2FD FMP60N094S2FD FMV60N094S2FD
105 29.2 FMW60N105S2FD FMP60N105S2FD FMV60N105S2FD
133 22.7 FMW60N133S2FD FMP60N133S2FD FMV60N133S2FD
170 17.9 FMW60N170S2FD FMP60N170S2FD FMV60N170S2FD

2792nd-Generation Low Loss SJ-MOSFET with Built-In Fast Diode “Super J MOS S2FD Series”
issu
e: P
ower
Sem
icon
duct
ors C
ontri
butin
g in
Ene
rgy
Man
agem
ent
TRIC REVIEW. 2010, vol.56, no.2, p.65-68.(6) Tamura, T. et al. “Super J-MOS” Low Power Loss Su-
perjunction MOSFETs. FUJI ELECTRIC REVIEW. 2012, vol.58, no.2, p.79-82.
(7) Tamura, T. et al. “Reduction of Turn-off Loss in 600 V-class Superjunction MOSFET by Surface Design”. PCIM Asia 2011, p.102-107.
(8) Watanabe, S. et al.“ A Low Switching Loss Superjunc-tion MOSFET (Super J-MOS) by Optimizing Surface Design”. PCIM Asia 2012, p.160-165.
(9) Watanabe, S. et al. 2nd-Generation Low-Loss SJ-MOS-FET “Super J MOS S2 Series”. FUJI ELECTRIC RE-VIEW. 2015, vol.61, no.4, p.276-279.
(10) Sakata, T. et al. “A Low-Switching Noise and High-Efficiency Superjunction MOSFET, Super J MOS® S2”. PCIM Asia 2015, p.419-426.
mize chip size and enhance performance such as by re-ducing on-state resistance.
References(1) Fujihira, T. “Theory of Semiconductor Superjunction
Devices”. Jpn. J. Appl. Phys., 1997, vol.36, p.6254-6262.
(2) Deboy, G. et al. “A New Generation of High Voltage MOSFETs Breaks the Limit Line of Silicon”. Proc. IEDM, 1998, p.683-685.
(3) Onishi, Y. et al. “24 m·cm2 680 V Silicon Superjunction MOSFET”. Proc. ISPSD’ 02, 2002, p.241-244.
(4) Saito, W. et al. “A 15.5 m·cm2- 680 V Superjunction MOSFET Reduced On-Resistance by Lateral Pitch Narrowing”. Proc. ISPSD’ 06, 2006, p.293-296.
(5) Oonishi, Y. et al. Superjunction MOSFET. FUJI ELEC-

280 FUJI ELECTRIC REVIEW vol.62 no.4 2016
* Power Electronics Business Group, Fuji Electric
2016-S09-1
A motion controller is used for controlling the mo-tion of industrial machinery and equipment including industrial robots. There are demands for industrial machinery and equipment that can handle complicated movement and processing while achieving short pro-cessing time and high precision. Motion controllers are required to have a performance that allows them to provide synchronous control of a greater number of control axes in a faster control cycle. As motion control programs become more complicated and larger in scale, development environment with higher engineering effi -ciency than in the past has come to be required.
In order to respond to these market requests, Fuji Electric has developed a new CPU module of the inte-grated controller “MICREX-SX Series.” Motion con-troller “SPH3000D” can run motion control programs twice as fast as conventional models. Furthermore, we developed the functions of the MICREX-SX program-ming support tool “SX-Programmer Expert,” which improve the engineering effi ciency of users. One is a function for automatically creating motion control pro-grams and the other is a motion FB add-in function.
1. “SPH3000D”
Figure 1 shows a confi guration example of a motion system using the SPH3000D. The SPH3000D has the following characteristics to achieve quick and precise
FUKUSHIMA, Koji * SHIMOKAWA, Takayuki *
“MICREX-SX Series” Motion Controller “SPH3000D”
motion control.
1.1 Short motion control cycleA control program can be confi gured by combining
function blocks (FBs) consisting of specifi c functions. FBs consist of 2 types: System function blocks (system FBs) that have been incorporated in the support tool; and user function blocks (user FBs) that are created by individual users.
Motion control function blocks (motion FBs) are a core of the programs used for motion control. In pre-vious systems, a motion FB needed to be registered as a user FB. In response to the market requests for faster operation, it is now provided as a standard func-tion in the system FBs. When a motion FB is used as a system FB, the execution time of motion control can be reduced to half compared with the time for the equivalent processing using the conventional model, “SPH3000” (see Fig. 2). This means that the number of control axes can be doubled within the same control cy-cle. For example, the number of control axes of a pro-portional synchronization FB in a control cycle of 2 ms was 17 with the conventional model, whereas 32 with the SPH3000D (the maximum number of axes that can be mounted on the SX bus).
1.2 Execution of motion control-specifi c instructions and high-precision arithmetic instructionsIn addition to motion FBs (10 selections), the
SPH3000D is provided with 64-bit integer arithme-tic instructions (93 selections) and type conversion instructions (8 selections). These instructions allow high-precision arithmetic processing to be done with
HMI
SPH3000D
SX bus
Servo system
Ethernet*
*Ethernet: Trademark or registered trademark of Fuji Xerox Co., Ltd.
Fig.1 Confi guration example of motion system using “SPH3000D”
Conventional model
SPH3000D
1 105 15 20 25 30 32Number of control axes
1,200
1,000
800
600
400
200
0
Pro
cess
ing
tim
e (µ
s)
Processingtime reduced
to half
Fig.2 Number of axes controlled in proportional synchroniza-tion motion control

281“MICREX-SX Series” Motion Controller “SPH3000D”
New
Pro
duct
s
2016-S09-2
a combination of simple instructions, which leads to a reduction in the person-hours needed for creating programs as well as an improvement in visibility and maintainability.
1.3 Expanded high-speed memory areaA function block instance memory (FB instance
memory) is used as working memory to enable high-speed calculation of user FBs and system FBs. The size of this high-speed memory has been expanded to 224 K words, which is 7 times larger than the 32 K words of the conventional model.
Moreover, based on the same mechanism as that of the conventional model, the support tool allocates the FB instance memory by assigning higher priority to the expanded high-speed memory. As a result, the operation speed can be doubled compared with the con-ventional model for control programs using many user FBs, system FBs and programs having a large data capacity.
2. Improvement in Motion FB Processing Speed
With the conventional model, motion FBs were registered as user FBs to be used. The support tool converts the motion FBs into program codes that can be interpreted by the processor, which is an execution engine of the control program. To increase the motion FB processing speed, it is effective to minimize the size of the program code. Consequently, we load motion FBs as system FBs by using the following method:
(a) Use a compiler that can minimize the size of the program code in accordance with the processor of the SPH3000D.
(b) Create motion FB in C language that can be recognized by the compiler, because it consists of programmable controller instructions (PLC instructions).
The advantage of the user FBs created with the conventional method, which are composed of PLC in-structions, is that a user can modify a user FB flexibly with the support tool according to machine operation and can debug it while operating the machine. How-ever, those loaded as system FBs cannot be modified
with the support tool.On the other hand, the motion FBs developed by
Fuji Electric as user FBs, which have already been used widely to prove high reliability, can meet ma-chine-specific requests only by changing the input pa-rameters Moreover, they have already been debugged and do not need to be further debugged. We have made these motion FBs into fully compatible system FBs in terms of functionality and operation (see Fig. 3).
3. Motion Control Program Development Environment
We have developed the following functions that greatly improve the efficiency of creating motion con-trol programs and included them in the support tool.
3.1 Automatic motion control program creation functionWe have provided motion FBs, which are a core
of the motion control program, for the support tool as standard instructions and added a function to allow automatic programming. Users can create a motion control program easily by following the procedure be-low (see Fig. 4).
(a) Select the motion support menu from the system configuration definition screen to be displayed [see (1) in Fig. 4].
(b) Select a motion FB to apply [see (2) in Fig. 4].(c) Set the parameters of the motion FB [see (3) in
Fig. 4].It is also possible to automatically create defini-
tions of the variables connected to the I/O parameters
Conventional model
Combination of user FBs (PLC instructions)
SPH3000D
Multiple FBs are integrated into a system FB.
Proportionalsynchronization
Acceleration/deceleration
Servosystem
I/F
Synchro-nous
operation
System FB
Movingaverage
Fig.3 Improvement in motion FB processing speed
System configuration definition screen
(1) Display the motion support menu.
(2) Select a motion FB.
Automatic creation of a motion control program
(3) Set the parameters of the motion FB.
Fig.4 Automatic programming function of support tool “SX-Programmer Expert”

282 FUJI ELECTRIC REVIEW vol.62 no.4 20162016-S09-3
of the motion FB (type, data type, comment, etc.). This greatly improves the engineering efficiency of users while preventing creation errors.
3.2 Motion FB add-in functionMotion control has become increasingly compli-
cated and diversified, and users are creating their own motion FBs and registering them as user FBs. These are the software assets of individual users.
We added an add-in function to allow users to reg-ister their own motion FBs as system FBs. Users can handle their registered motion FBs in the same way as other system FBs for motion control provided as stan-dard instructions and can use them in automatic pro-
gramming.This allows the support tool to be customized so
that it is suitable for the motion control of each user, which improves engineering efficiency.
Launch timeNovember 2016
Product InquiriesFactory Automation Engineering Department, Drive Division, Power Electronics Business Group, Fuji Electric Co., Ltd.Tel: +81 (3) 5435-7190

New
Pro
duct
s
283FUJI ELECTRIC REVIEW vol.62 no.4 2016
* Industrial Infrastructure Business Group, Fuji Electric Co., Ltd.
2016-S10-1
Since the end of the 1960s, gas-insulated switchgear (GIS) has become widespread as key equipment of sub-stations. It houses the components insulated with SF6 gas into a compact metal enclosure to reduce equip-
ment footprint and improve reliability.Fuji Electric has delivered the line-up of GIS
products ranging from 72 to 300 kV since 1970, when it delivered the fi rst 72-kV GIS. Conventional 72- to 145-kV GIS products have been on the market for over 15 years since their development. To meet demands such as those for a further size and weight reduction and elimination of the need for maintenance, we have developed and launched the 72- to 145-kV compact GIS “SDH714.”
1. Features
Figure 1 shows the cross-section image of the SDH714, Figure 2, a comparison of dimensions with those of the conventional product, and Table 1, out-line specifi cations. The SDH714 conforms to the IEC 62271 series, which are international standards, and the gas leak rate meets the 0.1%/year level, more stringent than the standard (0.5%/year). In addition, options provide a built-in partial discharge sensor, cur-rent transformer (CT) enclosure as an independent gas compartment, and CTs to be attached to both sides of the circuit breaker.(1) Size and weight reduction
The SDH714 has the standard bay width re-duced from the 1,200 mm of conventional products to 900 mm, achieving a reduction in the footprint to 70% and mass to 65%. The height during transportation is reduced to 2,650 mm maximum to allow for transporta-tion in dry containers.(2) Overall use of aluminum alloy enclosure
With conventional products, aluminum alloy was used only for the bus enclosure. With the SDH714, overall use of aluminum alloy for GIS enclosures has not only led to a reduction in the mass but also in the eddy current loss, resulting in reduced power loss.(3) Adoption of motor spring system
With conventional products, operation of circuit breakers used a motor spring system for those with a breaking current of 31.5 kA and a hydraulic system for 40 kA. With the SDH714, reduction in the operat-
OANA, Hideyuki *
72- to 145-kV Compact Gas-Insulated Switchgear “SDH714”
ing force required has made it possible to use a mo-tor spring system even for 40 kA, which has improved maintainability.(4) Adoption of 3-position switch
An earthing switch used for maintaining a cir-
CHd
CB Operating mechanism housing
CB
DS
VT
HSES
CT
DS/ES
DS/ES
BUS
BUS
CB: Circuit breakerDS: DisconnectorES: Earthing switchHSES: High-speed earthing switch
CT: Current transformerVT: Voltage transformerCHd: Cable sealing endBUS: Bus bar
Fig.1 Cross-section image of “SDH714”
Conventional product
Unit: mm
SDH714
2,99
5
2,70
0
1,20
0
900
3,29
0
4,590
4,290
3,78
5
Fig.2 Comparison of dimensions

284 FUJI ELECTRIC REVIEW vol.62 no.4 20162016-S10-2
cuit breaker and a disconnector have been integrated into one 3-position switchgear so as to reduce the size, and a mechanical interlock has been used to improve safety.(5) Compliance with Class M2 of IEC standards
In order to eliminate the need for maintenance, the number of cycles in the mechanical endurance test in the type test has been increased to 10,000 from the conventional 2,000. This has achieved compliance with Class M2, which requires a switching test of 10,000 consecutive cycles.
2. Background Technology
2.1 Application of tandem thermal puffer systemTo extinguish the arc of a circuit breaker, conven-
tional models use a single puffer system, in which SF6 gas compressed by mechanical force is blown against a current arc at the open pole for arc extinction. The re-cent mainstream of arc extinction systems is a tandem thermal puffer system, intended to reduce the operat-ing force of the operating mechanism.
Figure 3 shows the structure of a tandem thermal puffer arc-extinguishing chamber. With this system, the thermal puffer chamber is provided in series with the mechanical puffer chamber, and a check valve is placed between them. When gas pressure increase caused by a large-current arc leads higher gas pressure for the thermal puffer chamber than for the mechani-
cal puffer chamber, the check valve prevents the gas flowing back from the thermal puffer chamber to the mechanical puffer chamber. This avoids placing any unnecessary load on the operating equipment. In this way, the system requires less operating force than the conventional single-puffer system. For large currents, gas blowing from the thermal puffer chamber is mainly used for arc extinction. For small currents, gas blow-ing from the mechanical puffer chamber is mainly used for arc extinction to cut off the current.
In applying this system, it is important to deter-mine the shapes of the arc-extinguishing chamber noz-zle and check valve and set the operation value. Fuji Electric has utilized the latest analysis technology to optimize them.
2.2 Thermo-fluid analysis and structural analysisThe heat of a large current arc causes evapora-
tion (ablation) of the surface of the inside of the arc-extinguishing chamber nozzle of the circuit breaker. This leads to an increase in gas pressure in the ther-mal puffer chamber. We quantitatively evaluated this phenomenon by thermo-fluid analysis to optimize the shape of the arc-extinguishing chamber nozzle.
In addition, we performed 3D operation simulation using the latest structural analysis for 3D operation simulation to optimize the shapes and dimensions of various parts of the operating mechanism as well as coupled analysis with thermo-fluid analysis to deter-mine the optimum operation values.
Table 1 Outline specifications of “SDH714”
Item Compact GIS Conventional product
Type SDH714 SDH314 SDHa314
Rated voltage 72 to 145 kV 72 to 145 kV
Frequency 50 Hz 50/60 Hz
Rated normal cur-rent
3,150A (at 40 °C)2,500A (at 55 °C) 3,150A (at 40 °C)
Rated breaking current 40 kA 31.5 kA 40 kA
Rated short-time withstand current 40 kA (3 s) 31.5 kA
(3 s)40 kA(3 s)
Rated peak with-stand current 100 kA 80 kA 100 kA
Operation system of circuit breaker Motor spring system Motor spring
systemHydraulic pressure
Rated break time 3 cycles 3 cycles
Rated gas pressure (gauge pressure) 0.6MPa 0.6MPa
Gas leak rate 0.1%/year 0.5%/year
Enclosure material Aluminum alloy Bus bar: Aluminum alloyOther: Steel
3-position switch Applied Not applied
Number of cycles of mechanical endur-ance test (IEC Class)
10,000 cycles (M2) 2,000 cycles (M1)
Standard bay width 900 mm 1,200 mm
Footprint ratio 70% 100%
Mass ratio 65% 100%
Applicable standards IEC 62271-203, etc. IEC 60517, etc.
N
N
N
N
N
N
N
N
Pressure-relief valve
Insulationrod
Mechanical puffer chamber
Check valve Moving
contact
Arcingcontact
(b) Opening (priming)
(c) Opening (arc extinction)
(d) Open position
Insulation cover
Nozzle Fixedcontact
Thermal puffer chamber
(a) Closed position
Fig.3 Structure of tandem thermal puffer system arc-extin-guishing chamber

28572- to 145-kV Compact Gas-Insulated Switchgear “SDH714”
New
Pro
duct
s
2.3 Safety structure of 3-position switchThe 3-position switch employs a mechanism with
high operation stability and durability, it has thus passed a mechanical endurance test of 10,000 cycles (Class M2).
The switch operation includes 3 states: first, the disconnector “on,” then, the intermediate position with both the disconnector and earthing switch “off,” finally, the earthing switch “on.” In the intermediate position, the operation motor always stops once and does not start operating without the next operation command. Even in case the disconnector is turned “off” from “on,”
but the motor still operates and overruns, the earthing switch won’t turn to “ON” unintentionally due to the mechanical lock, ensuring safety.
Launch timeNovember 2016
Product InquiriesTransmission & Distribution Systems Division, Industrial Infrastructure Business Group, Fuji Electric Co., Ltd.Tel: +81 (43) 642-8562

286 FUJI ELECTRIC REVIEW vol.62 no.4 2016
* Production Division, Food & Beverage Distribution
Business Group, Fuji Electric Co., Ltd.
2016-S11-1
Recently, changes in lifestyle and family compo-sition have led to increased demand for frozen foods. Distribution of frozen foods has also become diversified and the number of frequent and small deliveries has rapidly increased. Meanwhile, the distribution infra-structure does not have sufficient equipment or ma-chinery to meet the needs for such demand and forms of distribution. To have complete temperature man-agement, individual package transportation using dry ice and outsourcing to transportation companies with freezer vehicles are carried out, which is a factor caus-ing a cost increase.
To solve these problems and improve the efficiency of delivery operations, Fuji Electric has developed the frozen storage container “WALKOOL” with a built-in refrigerator unit (see Fig. 1).
This product won a Good Design Award 2016 for its functions, performance and aesthetic design.
1. Product Overview
The WALKOOL is a freezer container that allows mixed cargo to be transported on a chilled vehicle. It eliminates the need for preparing a freezer vehicle or a large amount of dry ice for mixed loading on a chilled vehicle. It realizes temperature management and low-cost operation at the same time. By cooling the cold storage materials for 9 hours in advance, it is capable of stably providing cold storage for at least 8 hours at -20 °C or less. With the stainless steel exterior, it combines cleanliness and sturdiness. Its dimensions
ONZUKA, Shojiro * SUGAWARA, Sho * KURA, Kaoru *
Frozen Storage Container “WALKOOL”
are the same as those of a basket truck for food trans-portation, which allows it to be loaded on a platform of a truck carrying mixed cargo and allows it to be easily secured with a lashing belt, etc. An effective capacity of 400 L is ensured, which is a sufficient size for stor-ing together products to be delivered to more than one place.
In addition, the WALKOOL (frozen) operates on a 100-V household power supply and does not require the installation of a special power supply. This makes it simple to implement and allows food to be easily re-cooled at delivery destinations.
2. Specifications and Features
(1) Product specificationsIn response to requests from customers, we have
placed the door of the WALKOOL in the longitudinal direction so that there is a large opening as this allows products to be easily taken in and out. The opening is about 1.5 times larger than that of other companies’ products with an equivalent capacity. Generally, a larger opening causes susceptibility to an increased amount of heat intrusion but we have employed vac-uum insulators and magnet gaskets to reduce this. Table 1 lists the specifications of the WALKOOL.(2) Cold storage performance
With the WALKOOL, cold storage materials are provided for the top and back sides of the inside. This causes the temperature difference in the container to generate a circulating air flow. The air inside is dif-fused uniformly by this effect, which functions to keep the temperature differences between the top and bot-tom parts of the container to within ± 3 °C of the av-erage temperature. Generally, to realize a good cold storage performance, it is necessary to improve the efficiency of heat exchange between the cold storage material and air inside and reduce the variation of the temperature inside at the same time. With products that use an internal fan, the space inside is reduced accordingly. With the WALKOOL, we have devised a good layout for the cold storage materials to eliminate the need for a functional part like that and successfully achieved high storage performance while ensuring a capacity of 400 L.
In addition, we have utilized the heat insulation technology that has already been employed for vending machines to significantly reduce the amount of heat intrusion to the inside by combining vacuum insulators
Fig.1 “WALKOOL”

287Frozen Storage Container “WALKOOL”
New
Pro
duct
s
2016-S11-2
with urethane foam insulators.Figure 2 shows the cold storage performance of
WALKOOL. It shows that, while the temperature inside increases if the door is opened for 10 minutes, which simulates the loading of products, the tempera-ture subsequently recovers to -20 °C or lower and the cold storage temperature is maintained even after 8 hours.(3) Cooling performance
To realize the cold storage performance de-scribed above, the container is equipped with cold storage materials for the frozen temperature zone. Conventionally, to freeze cold storage materials for
the frozen temperature zone it was necessary to have a refrigerator capable of cooling to around -50 °C to -40 °C. In addition, a lower cooling temperature re-quired a longer freezing time.
For freezing in a short time of within 9 hours, the WALKOOL uses cold storage materials featuring a very small difference between the melting tempera-ture and freezing (supercooling) temperature. This has made it possible to freeze with a compact refrigerator for general freezers. The container for cold storage materials has also been designed exclusively for the WALKOOL to increase the area of contact with the piping for heat exchange, which significantly helps to reduce the time needed for freezing.(4) Vibration-resistance and shock-resistance perfor-
manceThe WALKOOL has a structure that withstands
various types of vibration and shock applied in day-to-day product transportation.
As a measure to deal with vibration, the optimum hardness of the caster tire material has been selected to avoid resonance between the vibration applied to the WALKOOL and the natural frequency of the hous-ing itself, and the rigidity of the housing structure has been improved as well.
As a measure against shocks, we have optimized the design of the shapes of parts by structural analy-sis. Distribution equipment and materials are bound to be subjected to rough handling and damage to the exterior is unavoidable. Accordingly, a replaceable panel structure is used for the exterior. At the same time, it has enough strength to endure the tightening of lashing belts used for securing the freezer in a truck.(5) Exterior
The exterior structure has the minimum number of the protrusions of its parts to prevent falling or dam-age caused by getting caught during transportation. For example, it employs embedded types of handle and door locks.(6) Power cord
The WALKOOL (frozen) is powered by a 100- household power supply with the connector at the top of the product via the special power cord (see Fig. 3). The power cord and connector have high durability. For re-cooling at a destination, all that is necessary is a 100-V household power supply.(7) Design
Our concept for this product is “realization of re-liable frozen temperature storage and improved ef-ficiency of delivery operations and representation of a sense of reliability.” To achieve this, the WALKOOL is provided with a design that expresses “safety and security” as well as the toughness required of back-yard equipment with the stainless steel strips used for the housing and the operation parts given a sharp appearance with the accenting black. As a result, it won a Good Design Award 2016 for helping to achieve not only lower-cost operations of transportation but
Average ambient temperature
Average inside temperature
0 2 4 6 8Time period (h)
15
10
0
5
-5
-10
-15
-20
-25
-30
Tem
pera
ture
(°C
)
Measuring conditions: With 40 kg of a product at a temperature of −25 °C stored, the door was opened for 10 minutes at an ambient temperature of 10 °C and closed again.
Fig.2 Cold storage performance of “WALKOOL (Frozen)”
Table 1 Specifications of “WALKOOL”
Item Specifications
Type FMB0400F1KT
Dimensions W850 × D650 × H1,700 (mm)Effective inside dimensions W730 × D520 × H1,060 (mm)Effective capacity 400L
Cold storage temperature -20 °C or lower (temperature inside)
Cold storage time 8 hours min. (in an environment of 10 °C ambient temperature)
Cold storage ambient tem-perature -5 °C to +20 °C
Cooling time9 hours max. (in an environment of 10 °C ambient temperature/initial
cooling)
Cooling ambient tempera-ture 5 °C to 25 °C
Product mass 180 kg
Maximum loading capacity 150 kg
Door Single-leaf (door opening angle: 100°, right-hand hinge)
Caster 4 universal wheels (2 front wheels with stoppers)
Power supply Single-phase 100 V, 15A
Power cord length 2 m
Refrigerant R404a
Other Built-in refrigerator unit

288 FUJI ELECTRIC REVIEW vol.62 no.4 20162016-S11-3
also having the potential for various applications, in addition to the functions, performance and aesthetic design.
Launch timeSeptember 2016
Product InquiriesSales Dept. VI, Sales Division, Food & Beverage Distribution Business Group, Fuji Electric Co., Ltd.Tel: +81 (3) 5435-7078
Cover of operation parts
Door
Door lock (bottom)
Door lock (top)
Power cord
Front cover (left)Earth leakage circuit breaker
Power switch
Power lamp
Fig.3 Front face structure of “WALKOOL (Frozen)”



Cover Photo (clockwise from the upper left):3rd-generation direct liquid cooling power modules for automotive applications with RC-IGBT, High-side 2-in-1 IPS “F5114H” for automobiles, All-SiC 2-in-1 module, 2nd-generation SJ-MOSFET for automotive applications “Super J MOS S2 Series”
42016Vol.62 No. Power Semiconductors Contributing in Energy
Management
To curb the emissions of CO2, which is a cause of global warming, eff ective measures include utilizing renewable energy represented by photovoltaic and wind power generation, improving energy conversion effi ciency and introducing electrically driven vehicles, such as hybrid electric vehicles (HEVs) and electric vehicles (EVs). One key to those measures is power electronics technology, which controls electric en-ergy. Fuji Electric has developed and commercialized power semicon-ductors, which contribute to overwhelming downsizing and effi ciency improvement of power electronics equipment.
This special issue presents the latest technologies and products re-lating to Fuji Electric’s power semiconductors.
FUJI ELECTRIC REVIEW vol.62 no.4 2016date of issue: December 30, 2016
editor-in-chief and publisher EGUCHI NaoyaCorporate R & D HeadquartersFuji Electric Co., Ltd.Gate City Ohsaki, East Tower, 11-2, Osaki 1-chome, Shinagawa-ku,Tokyo 141-0032, Japanhttp://www.fujielectric.co.jp
editorial offi ce Fuji Electric Journal Editorial Offi cec/o Fuji Offi ce & Life Service Co., Ltd.1, Fujimachi, Hino-shi, Tokyo 191-8502, Japan
Fuji Electric Co., Ltd. reserves all rights concerning the republication and publication after translation into other languages of articles appearing herein.All brand names and product names in this journal might be trademarks or registered trademarks of their respective companies.
AmericaFuji Electric Corp. of America
Sales of electrical machinery and equipment, semiconductor devices, drive control equipment, and devices
Tel +1-732-560-9410URL http://www.americas.fujielectric.com/
Fuji Electric Brazil-Equipamentos de Energia Ltda *Sales of inverters, semiconductors, and power distribution
Tel +55-11-2283-5991URL http://americas.fujielectric.com/pt-br/
Reliable Turbine Services LLCRepair and maintenance of steam turbines, generators, and peripheral equipment
Tel +1-573-468-4045
Fuji SEMEC Inc.*Manufacture and sales of door opening and closing systems
Tel +1-450-641-4811
AsiaFuji Electric Asia Pacifi c Pte. Ltd.
Sales of electrical distribution and control equipment, drive control equipment, and semiconductor devices
Tel +65-6533-0014URL http://www.sg.fujielectric.com/
Fuji SMBE Pte. Ltd. *Manufacture, sales, and services relating to low-voltage power distribu-tion board(switchgear, control equipment)
Tel +65-6756-0988 URL http://smbe.fujielectric.com/
Fuji Electric (Thailand) Co., Ltd. *Sales and engineering of electric substation equipment, control panels, and other electric equipment
Tel +66-2-210-0615 http://www.th.fujielectric.com/
Fuji Electric Manufacturing (Thailand) Co., Ltd.Manufacture and sales of inverters (LV/MV), power systems (UPS, PCS, switching power supply systems), electric substation equipment (GIS) and vending machines
Tel +66-2-5292178
Fuji Tusco Co., Ltd. *Manufacture and sales of Power Transformers, Distribution Transformers and Cast Resin Transformers
Tel +66-2324-0100 URL http://www.ftu.fujielectric.com/
Fuji Electric Vietnam Co.,Ltd. *Sales of electrical distribution and control equipment and drive control equipment
Tel +84-4-3935-1593
Fuji Furukawa E&C (Vietnam) Co., Ltd. *Engineering and construction of mechanics and electrical works
Tel +84-4-3755-5067
PT. Fuji Electric Indonesia *Sales of inverters, servos, UPS, tools, and other component products
Tel +62 21 398-43211 URL http://www.id.fujielectric.com/
Fuji Electric India Pvt. Ltd. *Sales of drive control equipment and semiconductor devices
Tel +91-22-4010 4870 URL http://www.fujielectric.co.in
Fuji Electric Philippines, Inc.Manufacture of semiconductor devices
Tel +63-2-844-6183
Fuji Electric (Malaysia) Sdn. Bhd.Manufacture of magnetic disk and aluminum substrate for magnetic disk
Tel +60-4-403-1111 URL http://www.fujielectric.com.my/
Fuji Furukawa E&C (Malaysia) Sdn. Bhd. *Engineering and construction of mechanics and electrical works
Tel +60-3-4297-5322
Fuji Electric Taiwan Co., Ltd.Sales of semiconductor devices, electrical distribution and control equipment, and drive control equipment
Tel +886-2-2511-1820
Fuji Electric Korea Co., Ltd.Sales of power distribution and control equipment, drive control equip-ment, rotators, high-voltage inverters, electronic control panels, medium- and large-sized UPS, and measurement equipment
Tel +82-2-780-5011 URL http://www.fujielectric.co.kr/
Fuji Electric Co.,Ltd. (Middle East Branch Offi ce)Promotion of electrical products for the electrical utilities and the indus-trial plants
Tel +973-17 564 569
Fuji Electric Co., Ltd. (Myanmar Branch Offi ce)Providing research, feasibility studies, Liaison services
Tel +95-1-382714
Representative offi ce of Fujielectric Co., Ltd. (Cambodia)Providing research, feasibility studies, Liaison services
Tel +855-(0)23-964-070
EuropeFuji Electric Europe GmbH
Sales of electrical/electronic machinery and components Tel +49-69-6690290 URL http://www.fujielectric-europe.com/
Fuji Electric France S.A.SManufacture and sales of measurement and control devices
Tel +33-4-73-98-26-98 URL http://www.fujielectric.fr/
Fuji N2telligence GmbH *Sales and engineering of fuel cells and peripheral equipment
Tel +49 (0) 3841 758 4500
ChinaFuji Electric (China) Co., Ltd.
Sales of locally manufactured or imported products in China, and export of locally manufactured products
Tel +86-21-5496-1177 URL http://www.fujielectric.com.cn/
Shanghai Electric Fuji Electric Power Technology (Wuxi) Co., Ltd.
Research and development for, design and manufacture of , and provi-sion of consulting and services for electric drive products, equipment for industrial automation control systems, control facilities for wind power generation and photovoltaic power generation, uninterruptible power systems, and power electronics products
Tel +86-510-8815-9229
Wuxi Fuji Electric FA Co., Ltd.Manufacture and sales of low/high-voltage inverters, temperature controllers, gas analyzers, and UPS
Tel +86-510-8815-2088
Fuji Electric (Changshu) Co., Ltd.Manufacture and sales of electromagnetic contactors and thermal relays
Tel +86-512-5284-5642 URL http://www.fujielectric.com.cn/csfe/
Fuji Electric (Zhuhai) Co., Ltd.Manufacture and sales of industrial electric heating devices
Tel +86-756-7267-861 http://www.fujielectric.com.cn/fez/
Fuji Electric (Shenzhen) Co., Ltd.Manufacture and sales of photoconductors, semiconductor devices and currency handling equipment
Tel +86-755-2734-2910 URL http://www.szfujielectric.com.cn/
Fuji Electric Dalian Co., Ltd.Manufacture of low-voltage circuit breakers
Tel +86-411-8762-2000
Fuji Electric Motor (Dalian) Co., Ltd.Manufacture of industrial motors
Tel +86-411-8763-6555
Dailan Fuji Bingshan Vending Machine Co.,Ltd. Development, manufacture, sales, servicing, overhauling, and installa-tion of vending machines, and related consulting
Tel +86-411-8754-5798
Fuji Electric (Hangzhou) Software Co., Ltd.Development of vending machine-related control software and develop-ment of management software
Tel +86-571-8821-1661 URL http://www.fujielectric.com.cn/fhs/
Fuji Electric FA (Asia) Co., Ltd.Sales of electrical distribution and control equipment
Tel +852-2311-8282
Fuji Electric Hong Kong Co., Ltd.Sales of semiconductor devices and photoconductors
Tel +852-2664-8699 URL http://www.hk.fujielectric.com/en/
Hoei Hong Kong Co., Ltd.Sales of electrical/electronic components
Tel +852-2369-8186 URL http://www.hoei.com.hk/
Overseas Subsidiaries* Non-consolidated subsidiaries
最終修正

Power Semiconductors Contributing in Energy Management
Printed on recycled paper
Whole Number 255, ISSN 0429-8284
2016Vol.62 No. 4
FU
JI EL
EC
TR
IC R
EV
IEW
Po
wer S
emico
nd
ucto
rs Co
ntrib
utin
g in
En
ergy M
anag
emen
tVol.62 N
o.4 2016
最終修正