Embed Size (px)
Citation preview
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 1 of 18
POWERCON CR MONORAIL SYSTEM GUIDE
About us: POWERCON HANDLING SYSTEMS™ specialises in complete overhead monorail conveyors as well as complete Turnkey Operation and Factory Automation projects. Established in 1982, our track record speaks for itself. We believe in building long-term relationships with our customers by continuously designing and manufacturing the highest quality products while continuously exceeding our customer’s expectations in material handling solutions. Our work ethics and dedication make us the leaders in our field. Our factory incorporates the following facilities: In-House CAD drawing / design office Our own sheet metal works with bending breaks, punching and guillotine Our own fully equipped machine shop In-house roller manufacturing with high speed presses / swages Laser cutting – large format laser cutter Electrical workshop (Robotics engineering level) We are one of the largest supplier of components to the industry
This means we manufacture all our own conveyors and stock components in-house so that we have complete control over delivery lead times, quality of workmanship and the ability to assemble and test every part of a system before dispatching. We can dispatch spares immediately if required. Even replacement conveyor frames are manufactured from scratch and can be dispatched within 24 hours if necessary. Why use a Powercon CR 45 and CR60 series Monorail system:
1. Keep valuable floor space clear. Many factories have unused space in the air or rafters that is not
utilised.
2. High temperature applications for powder coating systems
3. Doubles as storage and buffering of product
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 2 of 18
4. Cost effective option to alternative options
5. High efficiency with low power consumption
6. Easy installation
7. Low maintenance costs
8. Safe
9. Clean
10. Versatile
11. Easily re-routed or modified
12. Robust drop forged construction
13. Close pitch on pendants (150mm) means by moving the removable pendant the life span can be
significantly extended further
14. Bi-planer chain allows for multi direction options
15. Excellent after sales support
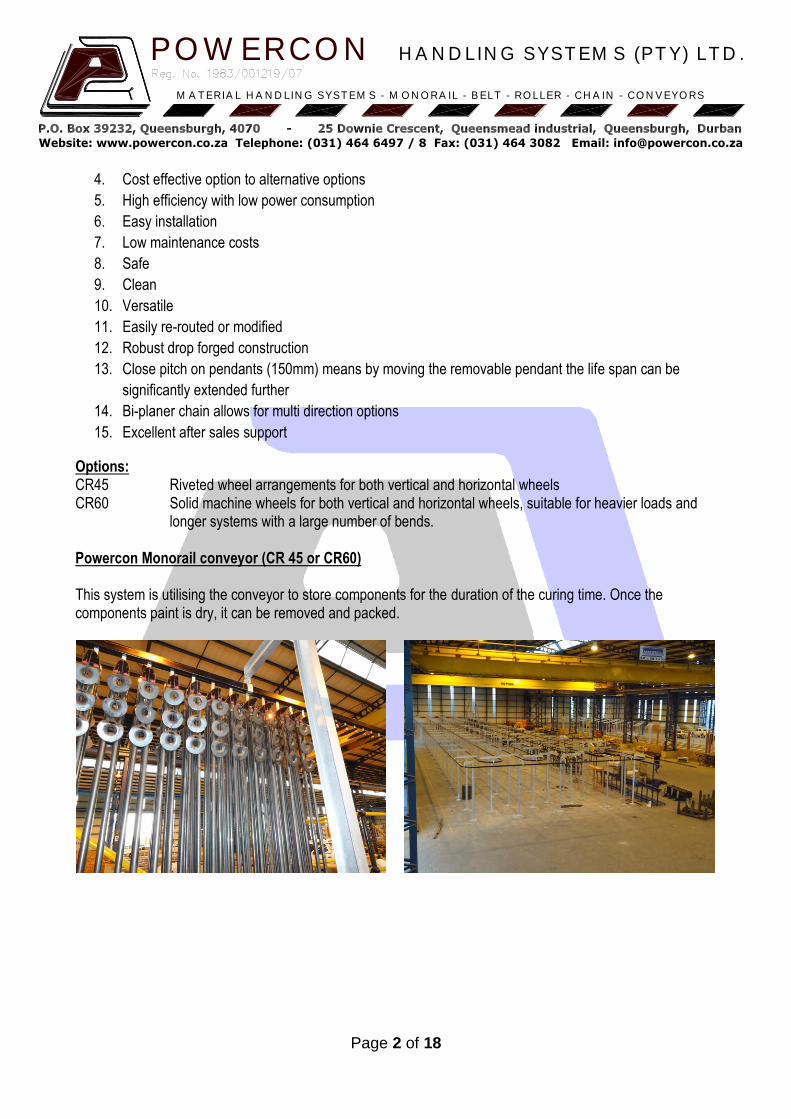
Options: CR45 Riveted wheel arrangements for both vertical and horizontal wheels CR60 Solid machine wheels for both vertical and horizontal wheels, suitable for heavier loads and
longer systems with a large number of bends. Powercon Monorail conveyor (CR 45 or CR60) This system is utilising the conveyor to store components for the duration of the curing time. Once the components paint is dry, it can be removed and packed.
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 3 of 18
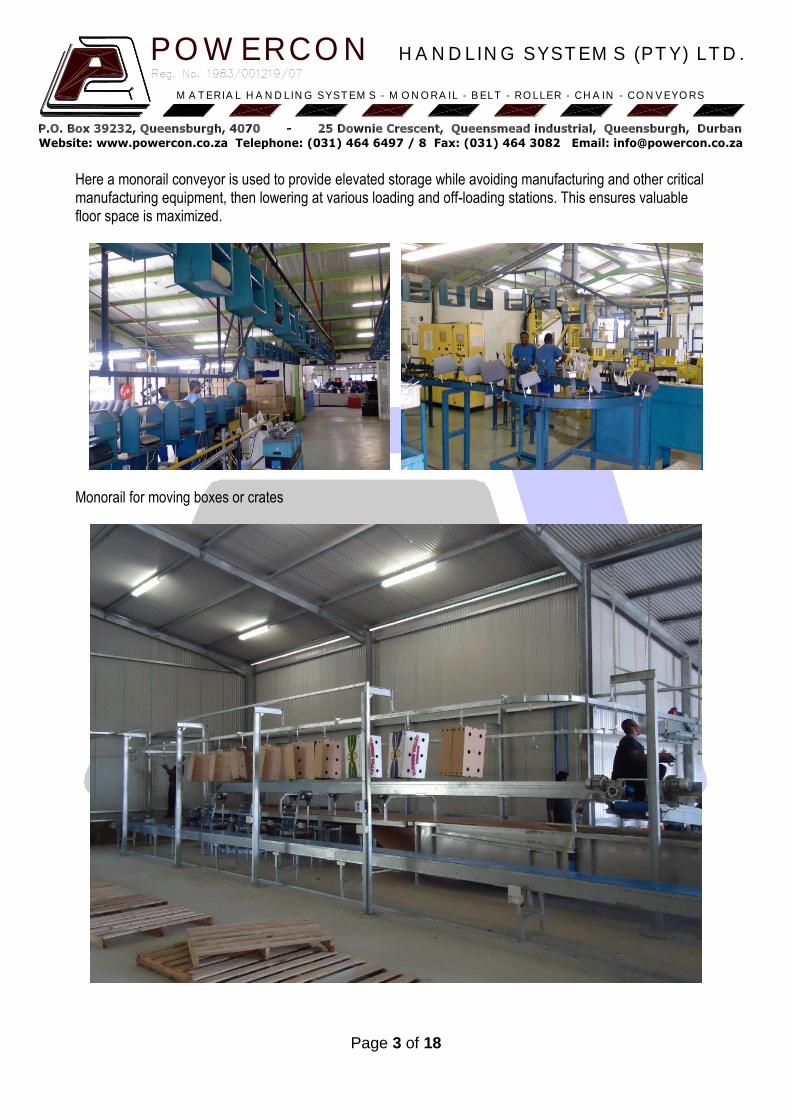
Here a monorail conveyor is used to provide elevated storage while avoiding manufacturing and other critical manufacturing equipment, then lowering at various loading and off-loading stations. This ensures valuable floor space is maximized.
Monorail for moving boxes or crates
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 4 of 18
Guidelines for POWERCON OVERHEAD MONORAIL
At POWERCON, we offer complete turnkey solutions including the design, drawings, specifications and installation as required. However, should you wish to install your own unit, here are a few guide lines to consider when designing your conveyor. 1. Locate a convenient conveyor path. Consider keeping lines parallel and close to simplify support
structures and eliminate wasted space.
2. Establish where suitable loading and offloading areas should be. Take into consideration situations such
cooling may be required after an oven or drying time for paint.
3. Consider the material to be handled per minute or hour, spacing and clearances required between the
products. Longer items may require larger turning spaces.
4. Determine number of carriers per minute or hour.
5. Consider whether supports require being floor mounted and/or roof mounted. There are many options
available and in some cases we can use a variety of options simultaneously.
6. Verify all clearances, both horizontal and vertical taking walls, columns etc into consideration.
7. Consider the environment; ovens require expansion joints and track should be run outside of wash
tunnels.
8. A layout drawing with elevations will assist us in advising best position for drive, take-up, service unit
and expansion joint placement. Show loading and off loading positions as well as much information
regardless of whether or not it seems significant.
9. Allow a minimum of 300mm between directional vertical / horizontal changes.
10. Calculate total chain length of the chain. Add all straight sections, the drive, take-up, inspection units,
expansion joints and bends into account.
11. If possible, always position your drive at the highest elevation.
12. Always position the take-up at a low point directly after the drive, without horizontal bends in between
the drive and bend if possible. The best position for the take up is always directly after the drive.
13. Longer systems may use multiple drives, but these need to be electrically synchronised. Although in
some cases it is possible to use a single 3 phase Variable speed drive, this is only possible if the load
can be accurately shared between each unit. Other methods include using Tachometers or any other
method with individual variable speed drives and a PLC to monitor each units speed and correct them
continuously. It is advisable that an electrical engineer designs a suitable solution.

PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 5 of 18
Parallel lines share support structures, simplifying supports while reducing costs.
CHAIN PULL CALCULATIONS
The chain pull calculations are to be used conservatively and are to be used as a guide line only. There are many factors to take into account including system age and condition, loading, ambient temperatures, number of bends etc. Here is an example of a typical system chain pull calculation. Please consider that in vertical inclines and declines, the loads cancel each other. However, if the full load in exists on inclined bends but not on declines, you need to factor these loads into the equation. Conveyor load capacity: Recommended load: CR45 - 45kg maximum per pendant CR60 - 60kg maximum per pendant (A 30% safety factor should be considered in the load capacity) Example (basic chain pull calculation): Conveyor chain length: 120m Weight of chain: 5kg per meter Weight of product: 40 kg Product spacing: 1,2m (100 pendants used in total) Carrier bar weight: 3kg Number of 90° bends: 12 Speed: 10m/min Therefore: Total load = (120X5kg) + (100X40) + (100X3) = 4,900kg total load. Rolling friction = 5% (4%-8% depending on system layout – use chart below) 4,900 X 5% = 245kg = 540Lb
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 6 of 18
The total permissible chain pull is 10, 000Lb, therefore this is a safe load situation. Should the loading exceed 10, 000Lb, 2 drives or more may be required. Drive units should be evenly spaced, evenly loaded throughout the system and they should be electrically synchronized.
Rolling friction chart:
Take all horizontal and vertical bends into consideration.
Conveyor with 0-10 X 90° bends – 4%
Conveyor with 11-20 X 90° bends – 5%
Conveyor with 21-40 X 90° bends – 6%
Conveyor with 41-60 X 90° bends – 8%
It is recommended that an engineers safety factor of 30% be factored in.
DETERMINING THE CONVEYOR LINE SPEED
Conveyor speed is determined by a combination of carrier capacity and spacing as shown below: V = Q x P V = Conveyor speed (meter/min) Q = Quantity of carriers to be handled (no/min) P = Carrier spacing (meter)
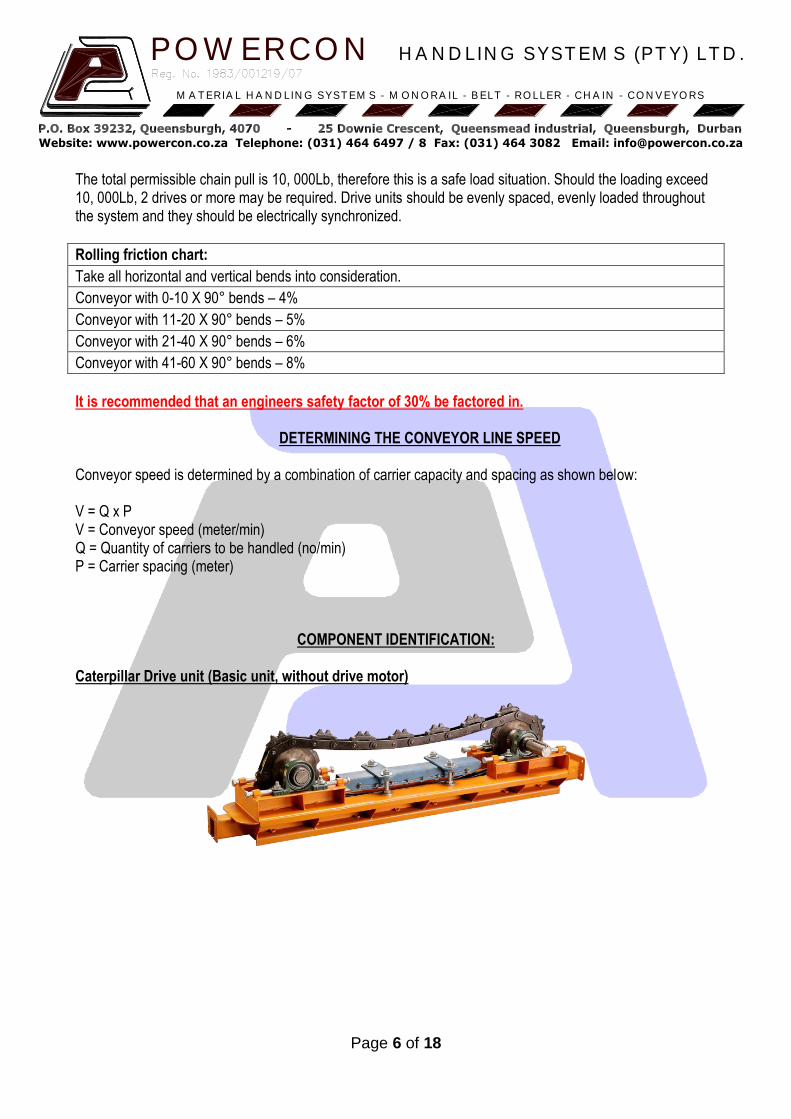
COMPONENT IDENTIFICATION:
Caterpillar Drive unit (Basic unit, without drive motor)
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 7 of 18
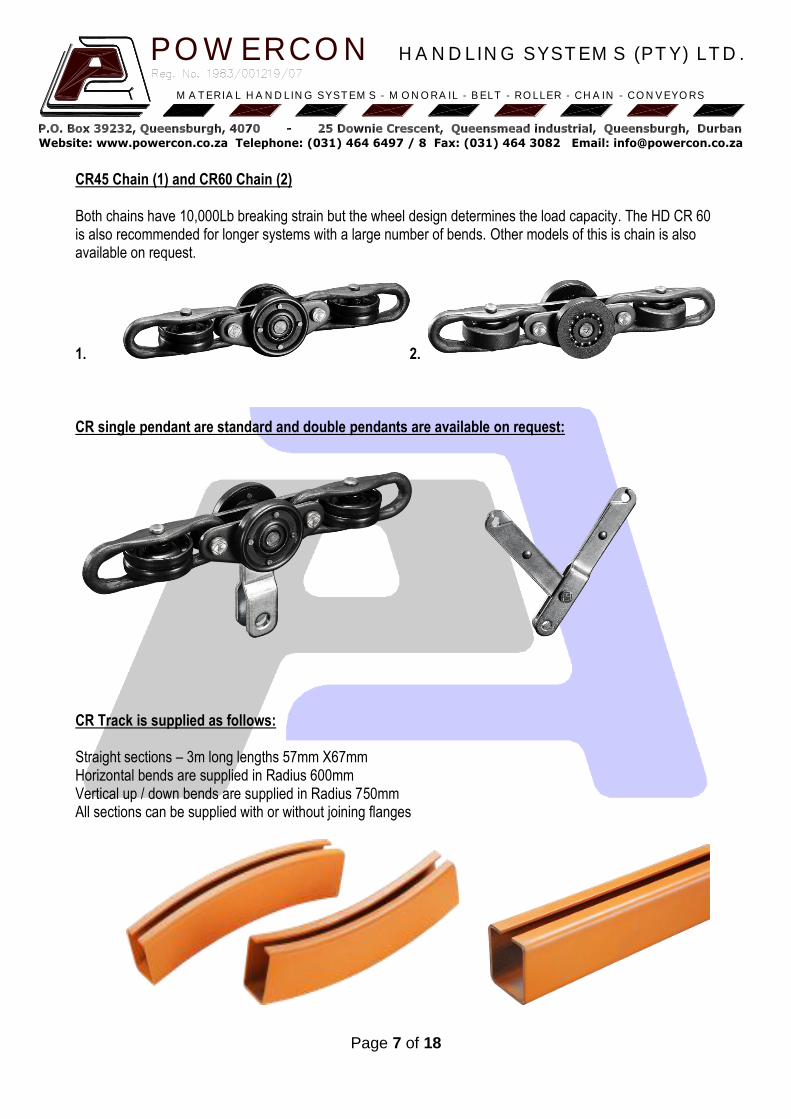
CR45 Chain (1) and CR60 Chain (2) Both chains have 10,000Lb breaking strain but the wheel design determines the load capacity. The HD CR 60 is also recommended for longer systems with a large number of bends. Other models of this is chain is also available on request.
1. 2.
CR single pendant are standard and double pendants are available on request:
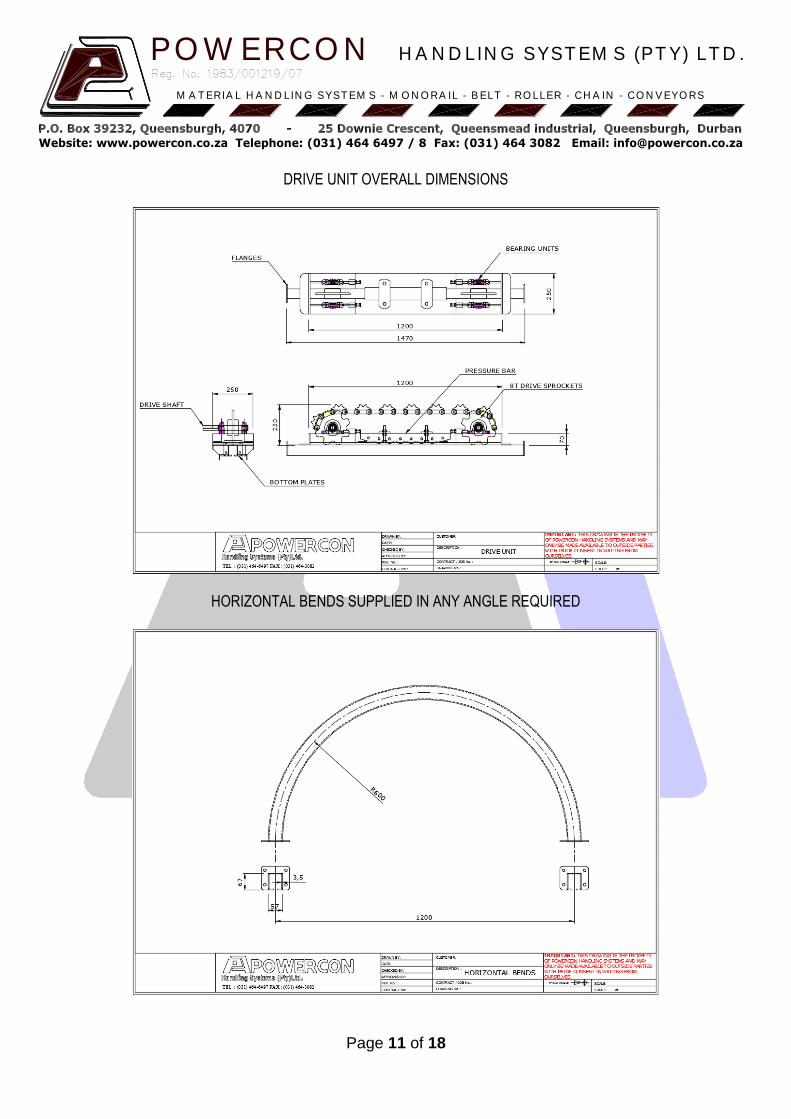
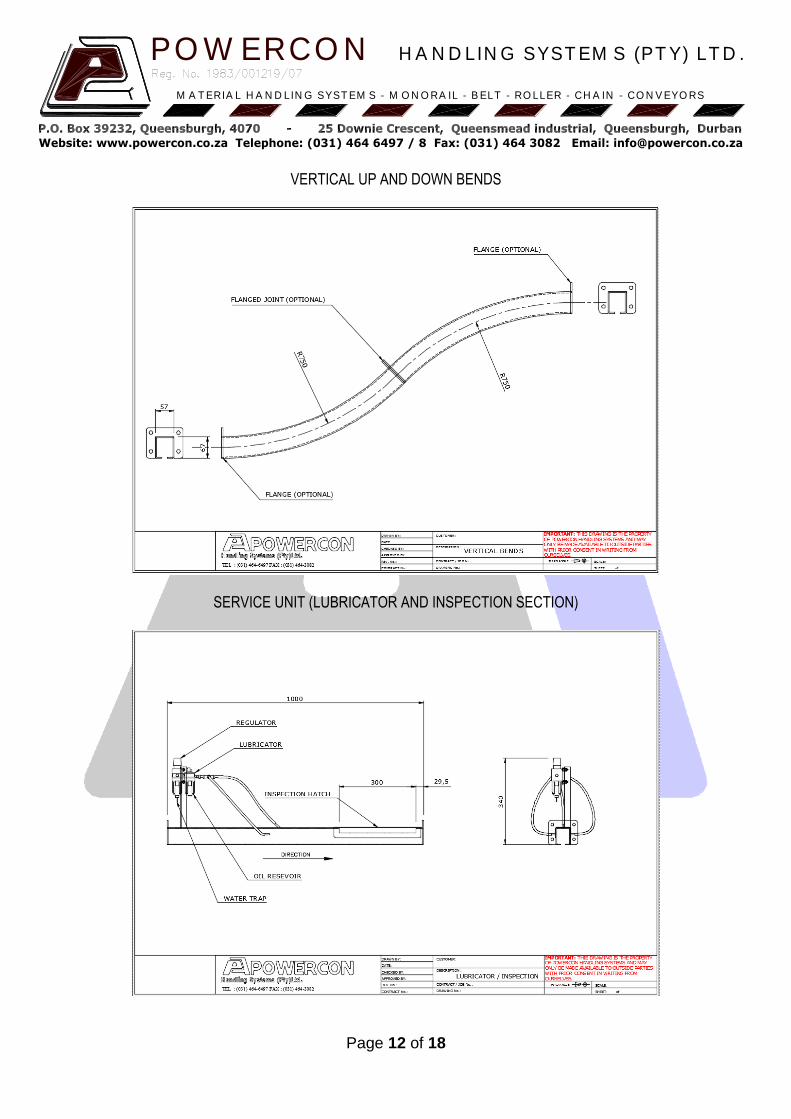
CR Track is supplied as follows: Straight sections – 3m long lengths 57mm X67mm Horizontal bends are supplied in Radius 600mm Vertical up / down bends are supplied in Radius 750mm All sections can be supplied with or without joining flanges
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 8 of 18
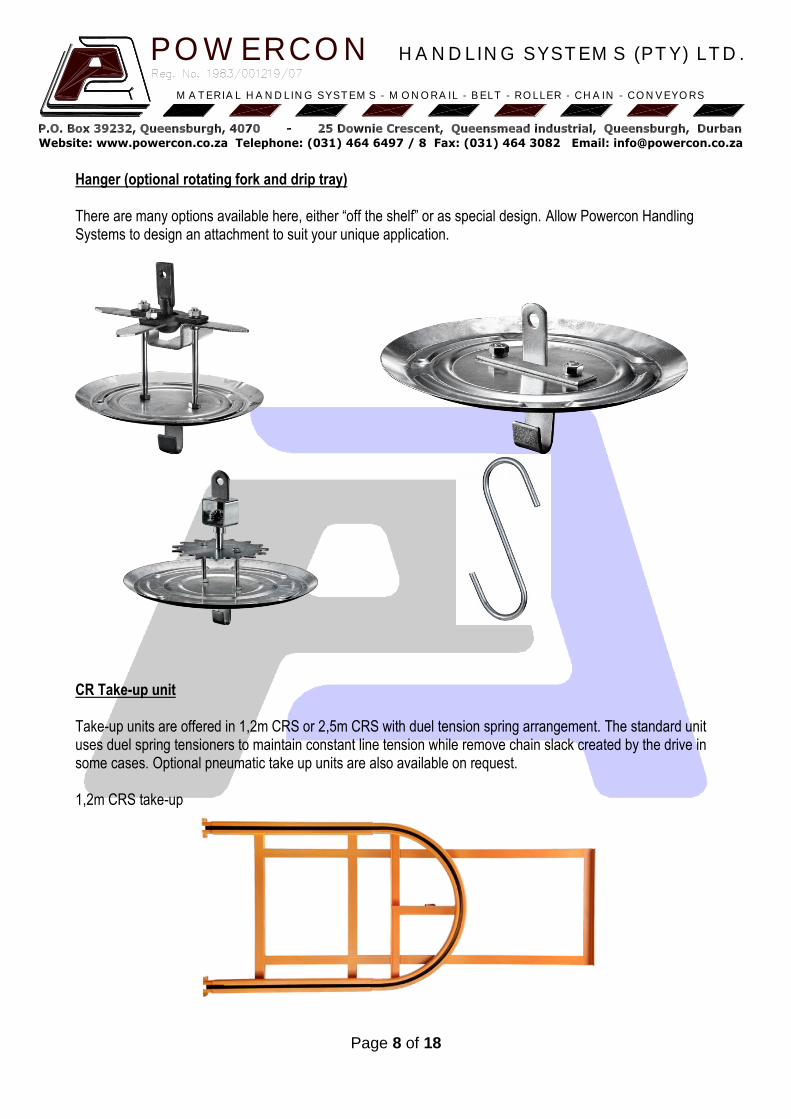
Hanger (optional rotating fork and drip tray) There are many options available here, either “off the shelf” or as special design. Allow Powercon Handling Systems to design an attachment to suit your unique application.
CR Take-up unit Take-up units are offered in 1,2m CRS or 2,5m CRS with duel tension spring arrangement. The standard unit uses duel spring tensioners to maintain constant line tension while remove chain slack created by the drive in some cases. Optional pneumatic take up units are also available on request. 1,2m CRS take-up
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 9 of 18
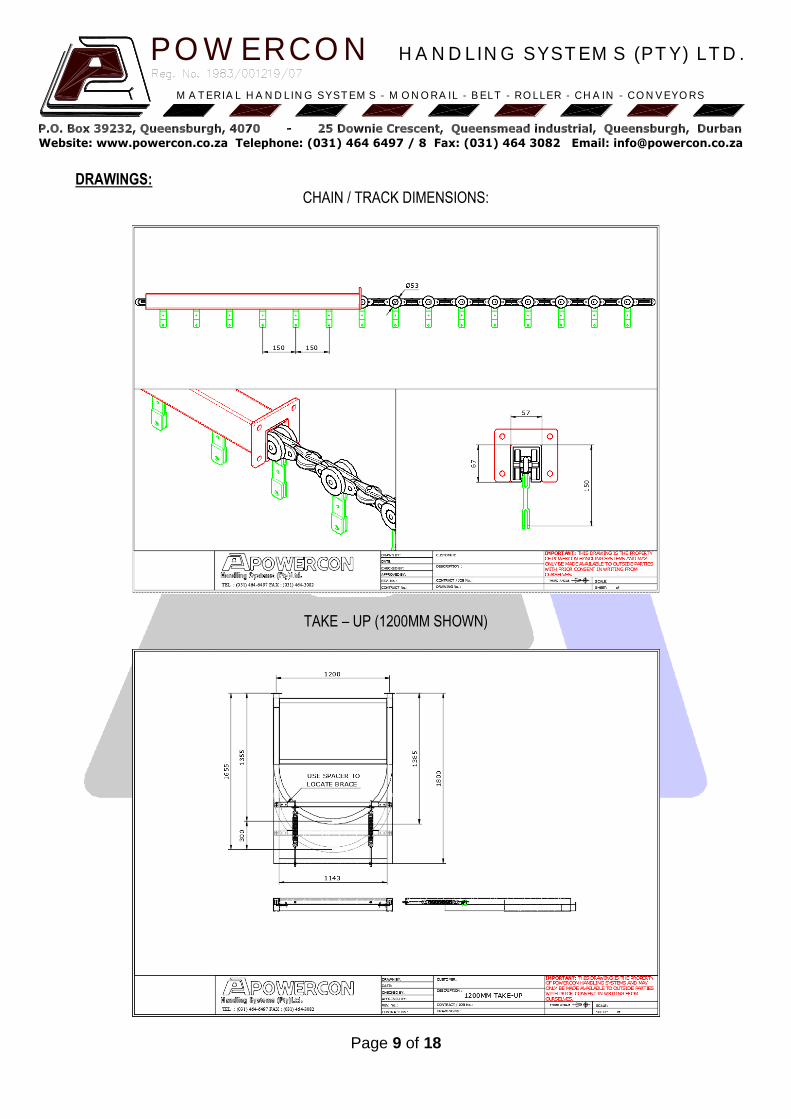
DRAWINGS: CHAIN / TRACK DIMENSIONS:
TAKE – UP (1200MM SHOWN)
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 10 of 18
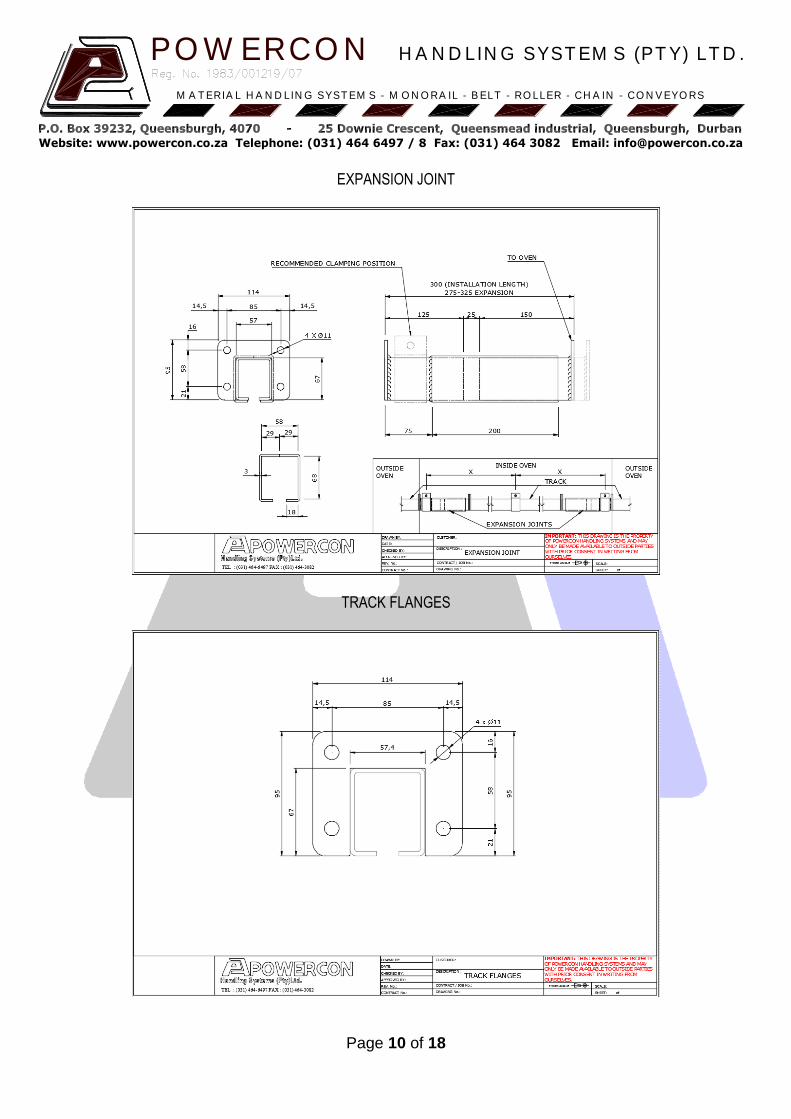
EXPANSION JOINT
TRACK FLANGES
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 11 of 18
DRIVE UNIT OVERALL DIMENSIONS
HORIZONTAL BENDS SUPPLIED IN ANY ANGLE REQUIRED
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 12 of 18
VERTICAL UP AND DOWN BENDS
SERVICE UNIT (LUBRICATOR AND INSPECTION SECTION)
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 13 of 18
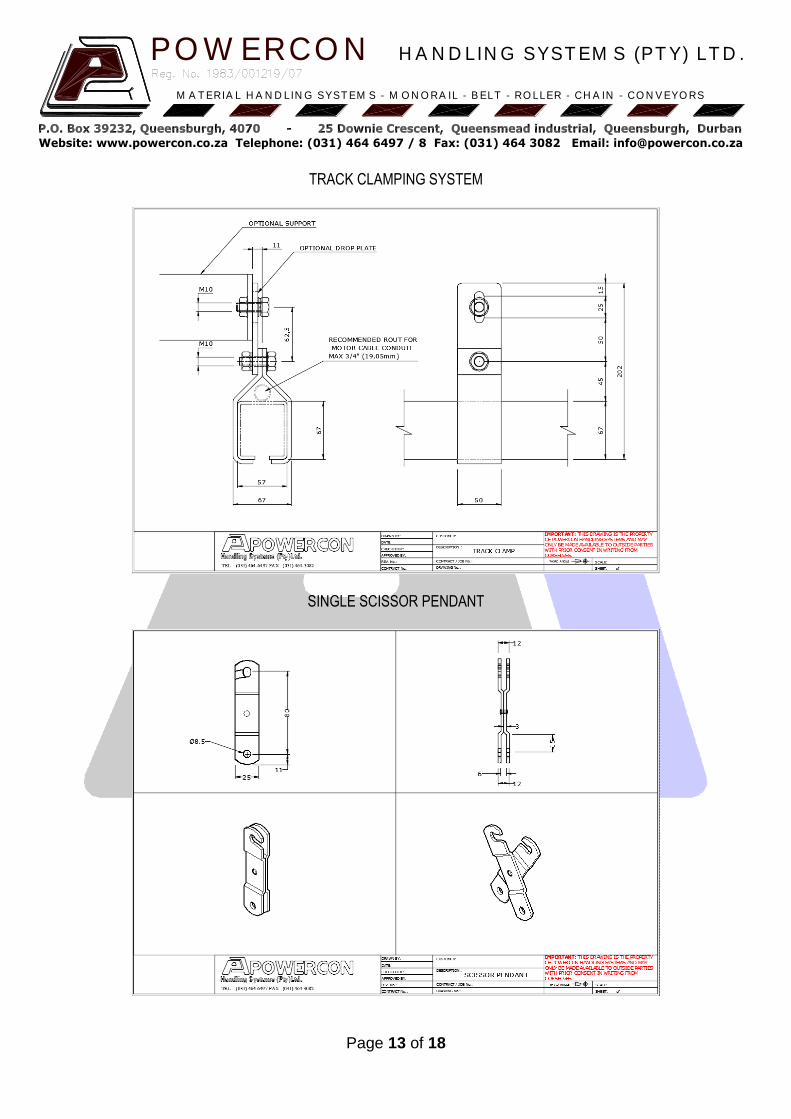
TRACK CLAMPING SYSTEM
SINGLE SCISSOR PENDANT
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 14 of 18
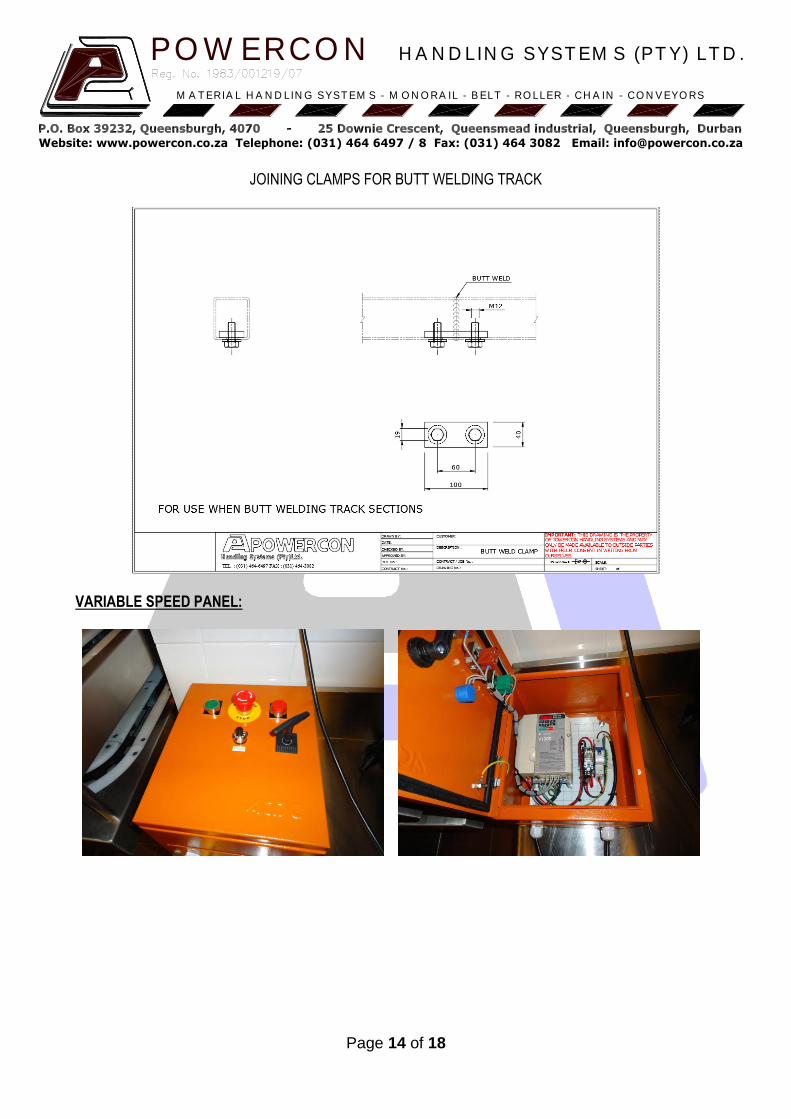
JOINING CLAMPS FOR BUTT WELDING TRACK
VARIABLE SPEED PANEL:

PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 15 of 18
ANCILLARY COMPONENTS
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 16 of 18
MAINTENANCE SCHEDULE
Daily: Before start up the following inspection needs to be carried out: 1. Check for loose components or damage 2. Ensure no obstructions with chain and or hangers 3. Check there is sufficient tension on take-up springs 4. In the event you have multiple drives, ensure the take-up units are evenly tensioned 5. Check for oil leaks 6. Ensure chain is lubricated 7. Check for abnormal wear 8. Ensure chain is sufficiently lubricated (should appear moist) Weekly:
1. Open inspection section and inspect chain for lubrication and damage 2. Check drive unit pressure bar, drive chain and bottom plates for wear 3. Check primary drive chain and sprockets for wear and correct tension 4. Check chain tension on conveyor – If pendants are held between the two fingers and pushed upwards,
it should move upwards by approximately 30-40 millimetres. (Do this at the inspection section with the lid removed)
5. Check free movement of the tensioner / take-up unit. 6. Check correct operation and cleanliness of the torque limiter if fitted. To adjust it - Loosen the three
adjusting bolts until the clutch slips under full load. Tighten each adjusting bolt by approximately one-quarter revolution at a time until the chain moves without any slippage. Finally tighten one-quarter turn each. Torque limiter will now slip if the chain jams, but will not slip under the load.
Lubrication: Lubricate chain weekly for at least 3-4 circulations on the circuit until the chain is visibly wet. Only use Omega 613 High temperature oil or equivalent SAE 10 suitable for high temperatures and micro fog applications. N.B. We recommend Omega 613 for all high temperature applications. Failure to use this oil may result in your guarantee being void. Lubrication method: This method is for a line running at approximately 2-3m/min (most common speed for powder coating conveyors). Should you be running your line faster or slower, you may want to vary step 2 accordingly. 1. Set air pressure on regulator – 2-3 bars. 2. Open oil regulator to at least 1 drop of oil per second. 3. Check physically if lubrication reaches the chain and bearings. 4. Use only OMEGA 613 molybdenum based lubricant. 5. Over-lubrication can cause dripping on products without serving any real purpose.
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 17 of 18
Monthly: 1. Check gearbox oil level and check for any leaks 2. Apply, if necessary, appropriate grease to the transmission chain, taking care not to allow any grease
to drip onto the torque limiter. 3. Check for any excess wear on bearings. 4. Check for any wear on track and bends. 5. If V- belt driven, check for V-belt wear, as well as free operation of springloaded variable speed pulley. 6. Lubricate chain monthly or as required as per schedule above – Low temperature application Chain: Besides lubrication, chain tension is important. A general rule is the springs should be tensioned to approximately 180% of their original length. Wear Patterns: Wear grooves may appear on the friction surfaces over an extended period of time. This is a normal wear condition, and does not impair functioning of the unit. Never machine the friction surface to remove grooves or score marks resulting from normal wear. Motors and Gearboxes (Reducers): Except for keeping the units clean and checking the level of oil in the gearboxes maintenance of these units is minimal. Oil levels in gearboxes should be checked when unit is warm, but not running. If either unit fails, replace it with the same unit. Send the failed unit to the nearest service representative for repairs.
Sprockets: Sprockets should be checked for proper alignment, that they are securely fastened to shafts and that they are wearing in a normal fashion. If sprockets show signs of wearing on the sides of their teeth, this is an indication of miss-alignment. If the tips of their teeth are wearing off this is a sign of an elongated chain or a loose chain. Note: When replacing sprockets, or chains it is advisable that they both be changed.
Taper Lock Hubs/Bushings (when used): The proper installation of taper lock bushing is critical. If not installed properly, the bushings can break loose, with the potential of damage to equipment and a safety hazard for personnel. Please follow the following instructions for installation of taper lock bushings: Refer to supplier for torque setting of bushes.
TROUBLE SHOOTING Premature wear: - Lack of lubrication
- Exposure to abrasives - Corrosion
- Conveyor over-loaded
PO W ERCO N H A N D LIN G SYST EM S (PT Y) LT D .
M A T ERIA L H A N D LIN G SYST EM S - M O N O RA IL - B ELT - RO LLER - CH A IN - CO N V EYO RS
Website: www.powercon.co.za Telephone: (031) 464 6497 / 8 Fax: (031) 464 3082 Email: [email protected]
Page 18 of 18
Slipping clutch / tripping
- Conveyor Overloaded
- Excessive chain stretch
- Slack Conveyor Chain Backing into the Drive Unit
- Pinched Track
- Caterpillar Chain Damaged
- Clutch Friction Liners Worn Out
- Worn bends
- Pendant, Hook, or Load Hang-ups
System surges:
- Slack Chain
- Excessive Chain Pull
- Pinched Track
- Excessive Chain Length
- Defective Drive
- Common with extremely slow moving conveyor lines Oil dripping on parts
- Over lubricated, reduce the lubrication rate and monitor
- Chain needs to be services / cleaned
Drive jumping - Slack Chain
- Misaligned Track Joints - Take-up not set up properly or ineffective - Drive chain worn – needs replacing
It is not always possible to diagnose every issue, therefore we recommend calling out a Powercon trained technician. Notes: