Embed Size (px)
Citation preview
20 D E C E M B E R 2 0 0 5 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
educed maintenance and lower oper-ating cost requires that industrial
lubricants cope with some level of insolublematerial which becomes apparent duringuse. The source of such debris or insolubleparticles might be from contamination,poor housekeeping, oil degradation prod-ucts or additive components, which havereacted, hydrolyzed or oxidized and becomeinsoluble. There are several standards in theindustry which deal with filtration proper-ties of lubricants.
There are standards for the filter manu-facturing industry that deal with dimen-sions, properties and performance of filterunits. These include:
• ISO 2943: Verification of materialcompatibility with fluids.
• ISO 396: Evaluation of differentialpressure vs. flow characteristics.
• ISO 16889 (formerly ISO 4572):Method for evaluating filtration per-formance of a filter element.
The ISO 16889 multi-pass test intro-duces a specified contaminant (Test DustISO-MTD) to access filter performance(beta-value, efficiency), dirt hold capacity,filter micron rating and differential pres-sure. For the filter industry, the ISO 16889 isone of the most important standards sinceit rates the filter performance. Only filtersthat pass can achieve the oil cleanlinesslevel that is necessary for specific applica-tions such as 18/16/13, according to ISO4406 and as required in the AGMA 6006 forwind turbine gearboxes.
In addition to these standards, most ofthe filter manufacturers have non-standard-ized filter tests in place. Typical examples ofthese in-house tests would be the HydacDynamic Multi-Pass Test and the HydacCold Start Condition Test.
The cold start condition test is of par-ticular importance for wind turbine applica-tions where the ability to pump very cold oilis necessary. The most critical point undercold start conditions is the pump suctionhose; also, the filtration with closed filterbypass must be enabled.
For the industrial lubricant formulator,filterability tests for oils are of high interest.Compatibility between the filter media and
By the Afton
Chemical
Industrial Team
Practical Applications
Filtration ofIndustrial Lubes:Modern Industry’sDrive for Efficiency
R
20-25 tlt prac. apps 12-05 11/22/05 3:10 PM Page 20
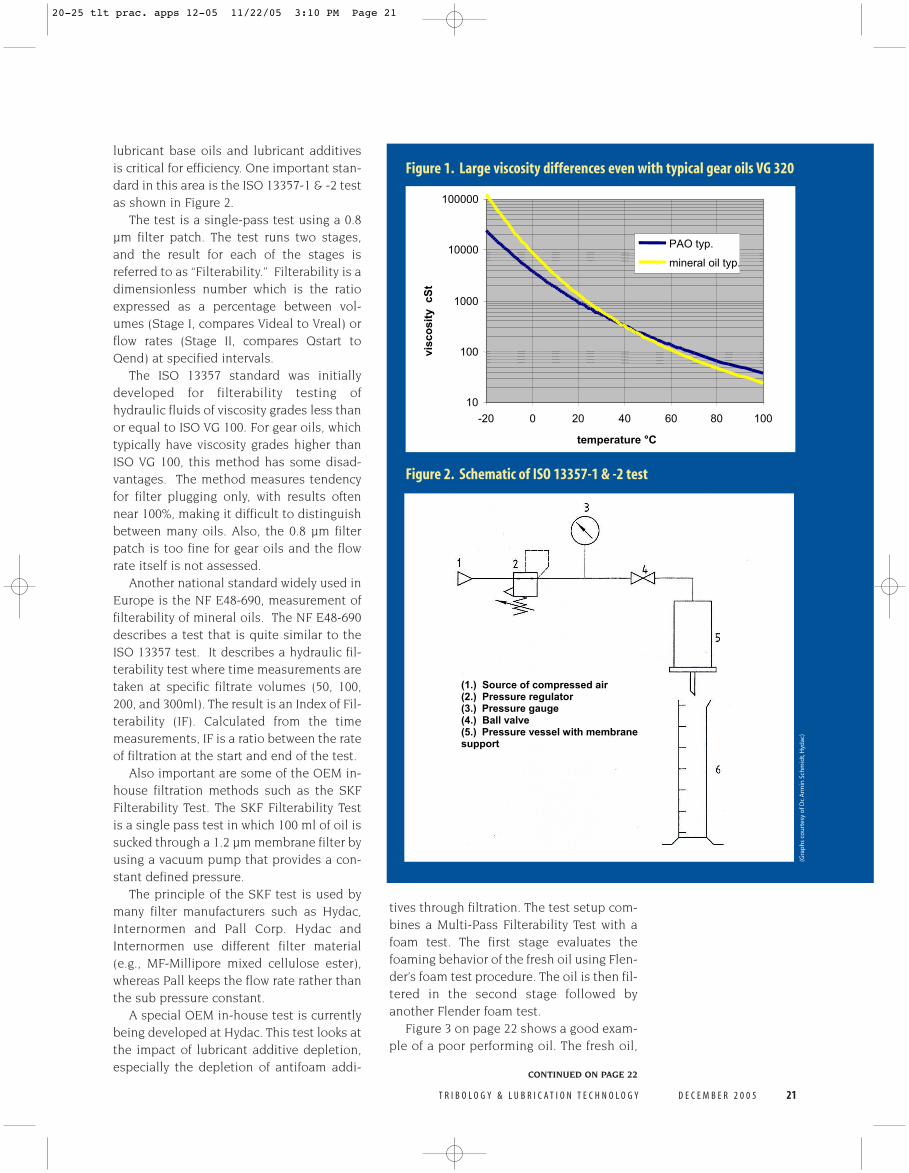
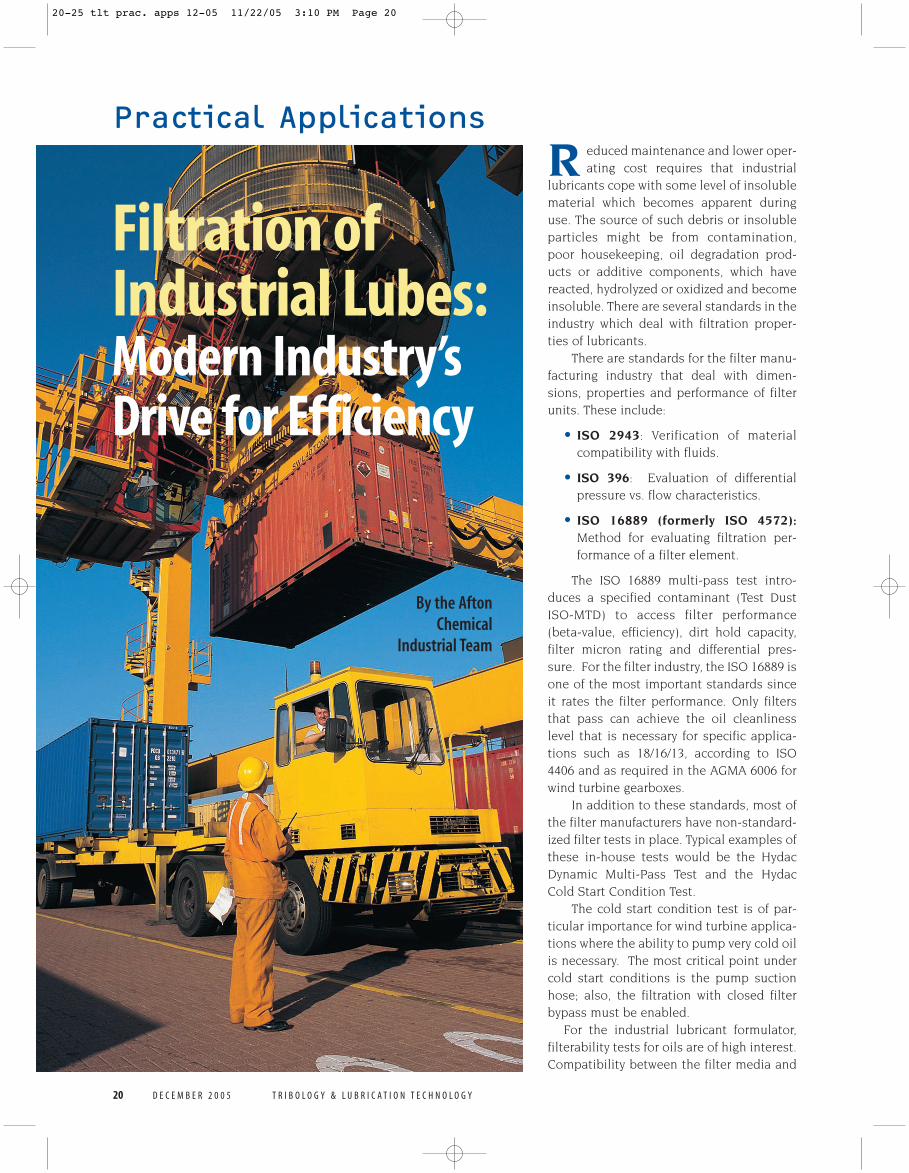
lubricant base oils and lubricant additivesis critical for efficiency. One important stan-dard in this area is the ISO 13357-1 & -2 testas shown in Figure 2.
The test is a single-pass test using a 0.8µm filter patch. The test runs two stages,and the result for each of the stages isreferred to as “Filterability.” Filterability is adimensionless number which is the ratioexpressed as a percentage between vol-umes (Stage I, compares Videal to Vreal) orflow rates (Stage II, compares Qstart toQend) at specified intervals.
The ISO 13357 standard was initiallydeveloped for filterability testing ofhydraulic fluids of viscosity grades less thanor equal to ISO VG 100. For gear oils, whichtypically have viscosity grades higher thanISO VG 100, this method has some disad-vantages. The method measures tendencyfor filter plugging only, with results oftennear 100%, making it difficult to distinguishbetween many oils. Also, the 0.8 µm filterpatch is too fine for gear oils and the flowrate itself is not assessed.
Another national standard widely used inEurope is the NF E48-690, measurement offilterability of mineral oils. The NF E48-690describes a test that is quite similar to theISO 13357 test. It describes a hydraulic fil-terability test where time measurements aretaken at specific filtrate volumes (50, 100,200, and 300ml). The result is an Index of Fil-terability (IF). Calculated from the timemeasurements, IF is a ratio between the rateof filtration at the start and end of the test.
Also important are some of the OEM in-house filtration methods such as the SKFFilterability Test. The SKF Filterability Testis a single pass test in which 100 ml of oil issucked through a 1.2 µm membrane filter byusing a vacuum pump that provides a con-stant defined pressure.
The principle of the SKF test is used bymany filter manufacturers such as Hydac,Internormen and Pall Corp. Hydac andInternormen use different filter material(e.g., MF-Millipore mixed cellulose ester),whereas Pall keeps the flow rate rather thanthe sub pressure constant.
A special OEM in-house test is currentlybeing developed at Hydac. This test looks atthe impact of lubricant additive depletion,especially the depletion of antifoam addi-
tives through filtration. The test setup com-bines a Multi-Pass Filterability Test with afoam test. The first stage evaluates thefoaming behavior of the fresh oil using Flen-der’s foam test procedure. The oil is then fil-tered in the second stage followed byanother Flender foam test.
Figure 3 on page 22 shows a good exam-ple of a poor performing oil. The fresh oil,
T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y D E C E M B E R 2 0 0 5 21
CONTINUED ON PAGE 22
10
100
1000
10000
100000
-20 0 20 40 60 80 100
temperature °Cvis
co
sit
y cS
t
PAO typ.
mineral oil typ.
Figure 1. Large viscosity differences even with typical gear oils VG 320
(1.) Source of compressed air (2.) Pressure regulator (3.) Pressure gauge (4.) Ball valve (5.) Pressure vessel with membrane support
(Gra
ph
s co
urt
esy
of D
r.A
rmin
Sch
mid
t,H
ydac
)
Figure 2. Schematic of ISO 13357-1 & -2 test
20-25 tlt prac. apps 12-05 11/22/05 3:10 PM Page 21

identified by the red line, immediatelyshows borderline performance. After filtra-tion the foam properties get significantlyworse with foam strongly increasing. Thedevelopment of this new test method wasmainly driven by the wind turbine industry,where severe foaming problems in the fieldhave been observed with fluids that gavegood foam performance when new. Thetest results seen so far confirm that thereare large differences between the foamingcharacteristics before and after filtrationfor different oils.
Another important OEM test is the Park-er Hannifin France (formerly Denison)TP021 Filtration Test. This test was devel-oped to evaluate the filterability of petrole-um-based and synthetic hydraulic fluids.Parker Hannifin saw a need to develop a fil-
tration test since filtration of hydraulic sys-tems is hindered by the presence of smallquantities of water (typically <2%). Conse-quently, the test sample is filtered both asis and then with the addition of 2% v/vwater. The filtration itself is carried outunder a vacuum (26-inch Hg/-1bar) using a1.2µm (47-mm diameter) MCE, MF Milli-pore filter. The filterability is determined bythe time it takes to filter 75ml of sample andshould not exceed 10 minutes.
Sources of contaminationThere are several sources of contaminationof lubrication circuits. As identified in Fig-ure 4, there are 7 key areas. Below is adescription:
(1.) Built-in or from maintenance. Debrisfrom cutting, grinding and welding process-es, pieces of gasket material or from semi-liquid sealant materials can hardly beavoided at the construction and assemblyprocess. Opening a system for maintenancepurposes will bring dirt from the environ-ment into the system. Preservation materi-als from replacement parts often contami-nate the system as well.
(2.) Tank leakage. Environmental dust andwater ingress can lead to contamination ifthe system reservoir is not properly sealed.
(3.) Air through breather. If a breather sys-tem is not properly filtered, air borne par-ticulates from the atmosphere can get intothe system. Water ingress can be causedthrough atmospheric condensation insidethe reservoir.
(4.) Dirty new oil. Ideally, a new fluidshould be clean. However, every time some-thing is done with the fluid, such as blend-ing, pumping and packaging, contamina-tion can occur. Another potential source ofcontamination is the transfer of the fluidfrom its delivered package to the lubrica-tion system. To avoid further possibility ofcontamination, workers should make suretheir hands are clean as well as the electric-driven pumps, hoses and vessels.
(5.) Pump wear. Normal pump wear cangenerate metallic particulates. Once thereare solid particulates in the system they willgive rise to even more particulates from fur-ther abrasion. If the system is not correctly
CONTINUED FROM PAGE 21
-5
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70 80 90
Time [Minutes]
Vo
lum
e i
nc
rea
se
me
nt
[%]
oil-air dispersion
Foam
15% max.
Figure 3. Hydac in-house filterability tests
(Gra
ph
s co
urt
esy
of D
r.A
rmin
Sch
mid
t,H
ydac
)
Figure 4. Sources of contamination
There are standards
for the filter
manufacturing
industry that deal
with dimensions,
properties and
performance of
filter units.
22 D E C E M B E R 2 0 0 5 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
20-25 tlt prac. apps 12-05 11/22/05 3:10 PM Page 22

filtered this type of contamination can sig-nificantly reduce the lifetime of the system.
(6.) Piping scale. Deposit formation on theinner side of the piping leads to permanentcontamination. Deposits such as sludge,gum and varnish can be formed from fluidoxidation, polymerization and condensa-tion reaction products. Another source fordeposit formation could be corrosion.
(7.) Dirt on rods. There is always a thin oilfilm on the rod at the end of a hydrauliccylinder which generally contains dirt com-ing from the working environment. Once therod is retracted, some of the dirt may passthe seal and get washed off by the fluidsinside the cylinder. This effect is higher insome systems where the condition of therod seal may be poor.
Reducing electrostatic dischargeAs we discuss filtration, various methods ofremoving contaminants and techniques forinhibiting sludge and varnish build-up, it isimportant to note a method of filtrationthat does not simply remove contaminantsby physical size exclusion or centrifugation.There are in use today methods of lubricantcleaning that involve the use of electrostat-ics. For many the idea of electrostatics, inrelation to lubricants, conjures up visions ofstatic build-up from high-velocity filtration,bearing distress due to electrostatic dis-charge (ESD). One may think of sludge andvarnish formation due to the high tempera-tures associated with sparks, damage tomechanical filters due to sparking, and inthe worst cases, explosions. There is, how-ever, a use of electrostatics in the filtrationof fluids that is proving very beneficial incertain applications.
Small contaminants, like dust, dirt andthe by-products of oil degradation have aproperty in common. Namely, these materi-als tend to be polar in chemical nature andsensitive to electrostatic charges. Onetechnique available today for removingthese contaminants is the use of oppositelycharged plates between which the lubricantflows at a relatively low velocity. Positivelyand negatively charged contaminants aredrawn to one or the other of the twocharged plates as illustrated in Figure 5.
In the process they become trapped in afilter material. In a second technique referred
to as “balanced charge agglomeration,” thecharge character of the contaminants andpolar materials is enhanced by passing thelubricant through an electrostatic chargingsystem as shown in Figure 6 on page 24. Theenhanced charging of the submicron con-taminant and oil degradation particles caus-es them to stick together, clump and agglom-erate into particles of such a size that theyare more easily removed by standard sizeexclusion filtration systems.
These applications of electrostatics to fil-tration are becoming increasingly impor-tant as equipment and processes are moreclosely scrutinized for areas of improve-ment and root causes to equipment failure.In both of these techniques, there havebeen reports of considerable success notonly in cleaning up a contaminated anddegraded fluid, but also cleaning up overtime the varnished parts of the system.
Proper additive selectionFiltration performance is impacted by lubri-cant additive selection. For example, acidicadditives selected to prevent rust can inter-act with detergents in the presence of waterto form precipitates that block filters. Anyprecipitates formed, whether they are fromreactions, interaction with metal parts or
Figure 5. Electrostatic filtration
For the industrial
lubricant formulator,
filterability tests for
oils are of high
interest.
Compatibility
between the filter
media and lubricant
base oils and lubricant
additives is critical
for efficiency.
CONTINUED ON PAGE 24
T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y D E C E M B E R 2 0 0 5 23
20-25 tlt prac. apps 12-05 11/22/05 3:10 PM Page 23

24 D E C E M B E R 2 0 0 5 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
aging, in use when they fall out, will put outdemulse and foam additives that act on theinterface. In particular, additives are select-ed to resist hydrolysis which can lead to pre-cipitation of metal salts and other species.
Attention to the selection of any poly-mers used such as pour point depressants
and viscosity index improvers (VII) also isimportant. These polymers, if not manufac-tured correctly, can de-rate filtration per-formance significantly. Filtration problemsseen with pressure build-up across the filterhave been reported by some pump OEMswhich result from poor selection of viscosi-ty index improver. The absence of cross-linked impurities, which can even form dur-ing service, is important when consideringVII selection.
ConclusionThe complexity of the industrial lubricantindustry is seen in many areas. The interac-tion between the fluid and the filters is beinggiven more and more attention as operatorsand OEMs alike strive for efficiency andreduced downtime. Filter manufacturers,system designers and lubricant/additivemanufacturers are all working to improve thefiltration performance of these systems. <<
For more information or if you have questions aboutthis article, contact Ian Macpherson, marketingmanager-industrial additive for Afton ChemicalCorp., in Richmond, Va. at (804) 788-5800.
CONTINUED FROM PAGE 12
Figure 6. Balanced charge agglomeration
Multiple Industry Applications. Virtually Unlimited Grease Characteristics.
Aluminum Complex• Excellent water resistance• Good pumpability• High dropping point• Ability to restructure after excursions above melting point
• Easy-to-manufacture base formulations available• Cost-effective manufacturing process
A Subsidiary of Federal Process Corporation
For technical assistance, formulation advice and problem solving expertise call Henry Kruschwitz (610) 837-1808 x205 or visit www.kolate.com.
™ FedChem, LLC is the worldwide supplier of Kolate™, the safe reactive aluminum source for grease manufacturers.
20-25 tlt prac. apps 12-05 11/22/05 3:10 PM Page 24