Embed Size (px)
DESCRIPTION
Preliminary study of admixtures and temperature effect on workability of mining waste based geopolymer
Citation preview

PRELIMINARY STUDY OF ADMIXTURES AND TEMPERATURE EFFECT ON WORKABILITY OF MINING WASTE BASED GEOPOLYMER
Luís Vaz 1,a, João Castro-Gomes 1, Luiz Oliveira 1 Alexandre S. Vargas2
1 C-MADE, Center of Materials and Building Technologies, Department of Civil
Engineering and Architecture, University of Beira Interior, Covilhã, Portugal
2 Department of Materials Technology and Industrial Processes, University of Feevale, RS 239 nº 2755 Novo Hamburgo RS, Brasil
Keywords: Sustainability, Geopolymer, Mining waste mud, Workability, Admixtures
Summary. This work intends to bring a better understanding of the geopolymer properties and potential large-scale benefits associated with the use of geopolymer-based on tungsten mining waste mud. Both sodium silicate and sodium hydroxide were used as activators. The effect of the addition of water, naphthalene-based, and modified polycarboxylates superplasticizers on the workability and strength of geopolymer were studied. The effect of temperature during the mixture process and different ratios between precursors and activators were also analyzed. Properties of geopolymer were characterized by flow table test, rheological behavior measurements, Marsh cone and compressive strength tests. Mortars compressive strength for 14 days was in the range of 17-24 MPa being the higher values for the ones using only water and the lower values to those with naphthalene-based admixture. Superplasticizers did not have a significant improvement in the workability of geopolymeric mixtures, since the alkaline medium might have changed its chemical structure. The maximum torque of 250 Nmm in the rheometer prove to be insufficient to measure the rheological behavior of most of geopolymer mixtures studied. Finally, it was found out that temperature reduces activators viscosity, however is not an adequate method to improve the workability of geopolymer.
1. Introduction
Portland cement-based concrete is one of the most versatile materials and one of the highest-volume manufactured construction products. However the production of ordinary Portland cement (OPC) is responsible for large emission of greenhouse gases (GHGs) and dust pollution, although the embodied energy intensity per functional unit remains lower than other available building materials. [1]. The worldwide production of OCP significantly grew for 594 Mton in 1970 to 2284 Mton in 2005. The demand of OCP in 2015 is estimated in 3500 Mton. Due to environmental and energy issues, some authors advocate a

drastic reduction of clinker production until 2015, using additions and another form of cementitious materials [2]. The expected growth in increasing the consumption of cement will require higher consumption of raw materials and energy, higher emission of GHGs and pollution increase [3]. Thus, the development of sustainable construction and environmental friendly building materials is a key focus in the construction industry and housing. In this context a class of material designated as geopolymer has emerged as one of the key alternatives to ordinary Portland cement (OPC) [4]. A geopolymer is alumina-silica rich binder formed by alkaline activation of solid alumina-silica-containing precursor materials at slightly above room temperature [5]. Most common raw material classes used in geopolymerization are metakaolinite, industrial wastes like slags and coal fly ashes [6]. Other waste materials sources, like mining waste mud can also be successfully used to produce geopolymeric (alkaline-activated) binders [7]. Geopolymers are considered innovative mainly due to its technical advantages when compared with OPC, such as quick gain of mechanical resistance, high temperature and fire resistance and good durability performance, particularly resistance to acidic as well frost attack [8]. Although considerable research has been conducted on many aspects of geopolymer technology, application of this technology is not yet widespread, for both technical and non-technical issues [9, 10].
Low workability is one the problems associated with this technology, as found out by several authors [11, 12]. Geopolymer binder is generally thick and viscous which makes it difficult to compact and remove entrapped air bubbles. Several authors have studied the use of concrete-technology superplasticizers for concrete in geopolymer technology, although its use has been considered by some as ineffective due to the high alkaline environment (pH 13.4 to 13.6) that can destroy the chemical structure of some admixtures. An increase in workability was achieved with a lignosulphonate-based superplasticizer in alkali-activated slag concrete using different types of activators, while with a naphthalene formaldehyde superplasticiser the increase in workability was only at the initial stage and then a quick set occurred, which was considered to have been accelerated by the admixture [13]. Additionally, it was found out that lignosulphonates might cause retarded strength development [13]. In a different study it was concluded that the effect of superplasticizers and shrinkage-reducing admixtures on alkali-activated slag pastes and mortars differs entirely from the effect on ordinary Portland cement mixes. The reason for this difference in behaviour lies in the modifications that high alkaline media, such as sodium silicate and NaOH solutions, induce in the chemical structures of some of the admixtures used. The only admixture whose formulation was not altered when the alkaline solution used is NaOH is the naphthalene-based, which consequently originated a rise in mechanical strength values, improved workability and retardation of the initial and final sets times compared to slag pastes and mortars with no admixtures [14]. Regarding the activators dosage, it has been found out that higher dosages of sodium silicate, sodium hydroxide and sodium carbonate accelerate the setting and decrease the workability of slag-based geopolymeric mixtures. The highest acceleration of the setting was found with sodium silicate, while both sodium hydroxide and sodium carbonate show a moderate effect [15]. The increase of temperature of the mixtures shows the acceleration of setting and decrease of workability. At the sodium silicate a continuous effect was observed as temperature was increased. But with sodium hydroxide and sodium carbonate a sudden acceleration of the setting, and

workability decrease were observed, when the temperature reached the values 24–29 ºC. [15].
The study of rheological properties of geopolymeric binders and factors influencing it is worthy of further research for the development of geopolymers technology. Particularly, the effect of superplasticizers and temperature on the workability of geopolymeric binders seems to be a topic worthy of more detailed study. Thus, this research work intends to bring a better understanding of the geopolymer workability. It highlights the importance of understanding the geopolymer rheology and parameters that can influence it. The geopolymeric binder was produced using mine waste mud (M) as precursor and sodium silicate (Na!SiO!), sodium hydroxide (NaOH) as alkaline-activators. Several methods were used in order to improve workability: variation of temperature in the alkali-activators and in the mixing process; addition of water and commercial superplasticizers for OPC; and the use of different ratios between precursor, Na!SiO! and NaOH solutions. The mixtures workability and compressive strength basic properties were measured through the Flow-table, rheometer, Marsh cone and compressive strength tests.
2. Materials and experimental procedures
2.1. Materials
Tungsten mine waste mud was used as precursor material to produce geopolymer mortars. Mining waste mud (M) was obtained from Panasqueira mine situated in Beira Interior, Portugal. M reactivity was improved with the increase of amorphous phases by first submitting it to a thermal treatment at 950°C during two hours, as done previously by other authors [16, 17]. However, x-ray diffraction analysis indicated that dehydroxilation did not result in a complete collapse of muscovite structure (12% of muscovite survived calcination) [19]. The chemical composition before and after calcination is presented in table 1.
Table 1: Chemical composition (weight %) of mining waste mud (M).
M before calcination M after calcination 𝑁𝑎!𝑂 0.64 0.44 𝑀𝑔𝑂 4.93 1.80 𝐴𝑙!𝑂! 16.28 14.42 𝑆𝑖𝑂! 49.33 49.66 𝑆𝑂! 8.93 4.70 𝐾!𝑂 4.38 4.44 𝐶𝑎𝑂 0.83 0.97 𝑇𝑖𝑂! 1.00 1.13 𝐹𝑒!𝑂! 13.67 22.44
After thermal treatment M was submitted to a milling process during 6 hours, to obtain a finer material with a particle size diameter under 125 µm [18]. Both sodium silicate (𝑁𝑎!𝑆𝑖𝑂!) and sodium hydroxide (𝑁𝑎𝑂𝐻) were used as activators. Use of 𝑁𝑎!𝑆𝑖𝑂! was

indispensable due the insufficient amount of amorphous silica in M [19]. Two commercial solutions of 𝑁𝑎!𝑆𝑖𝑂! were used. Its chemical composition is presented in table 2. The 𝑁𝑎𝑂𝐻 was utilized in a 10 and 12 M-concentration solution, having 97% purity. Three types of commercial superplasticizers were used, namely: two modified polycarboxylates (designated as S2, S3) and one naphthalene-based (designated RH). Such superplasticizers are widely used in OPC concrete technology.
Table 2: Chemical composition of 𝑁𝑎!𝑆𝑖𝑂! commercial solutions
𝑁𝑎!𝑂 𝑆𝑖𝑂! 𝐻!𝑂 R 13.3 25.9 60.8 L 18.2 35.6 46.2
2.2. Mixing process and mix design
To study the rheological behavior of mortars two types of group mixtures were produced: NA group, consisting of mixing M with water at several percentages and each superplasticizer; AA group consisting of mixing M with alkaline activators and, as well, each superplasticizer. Thus, the effect on rheology of superplasticizers with and without the alkali medium influence could be investigated.
For the NA group mixtures M was used as its natural state (without thermal treatment) but after being submitted to the milling process. NA mixtures were obtained by first mixing M with 2/3 of total water for about 1 min, followed by the remaining water, adding last the superplasticizer and stirring for additional 2 min.
For the AA mixtures, presented in table 3, M was used after thermal treatment followed by the milling process described in 2.1 (except in case AA3, were mixture was produced using M without calcination). AA group mixtures were obtained by first mixing together Na!SiO! and NaOH compounds until a homogenous solution was obtained. Afterwards, M was added progressively in small proportions to this solution without stopping the mixing process, following by adding 2/3 of the total water, mixing for about 1 minute and adding the superplasticizer dissolved in the remaining water. Finally, the mix was stirred for additional 5 minutes.
All mixtures were produced at room temperature of approximately 20 ºC. The composition range for NA mixtures consisted in mixing M with increasing weight percentages of water and different superplasticizers. The composition range studied for the AA group mixtures is shown in table 3.
Regarding water and superplasticizers addition, the following mixing parameters for both NA and AA group mixtures were adopted:
• M1: M mixed with water; • M2.1: M mixed with water and RH superplasticizer; • M2.2: M mixed with water and S2 superplasticizer; • M2.3: M mixed with water and S3 superplasticizer.

In NA group the percentage of water in mixtures M1, M2.1, M2.2 and M2.3 ranged between 5 to 30 %, while in AA group water ranged from 5 to 15 % since it was considered that geopolymeric reaction was compromised for higher water content.
Additionally, mixtures AA2 and AA3 were produced without water and superplasticizer additions using instead different dosage of 𝑁𝑎!𝑆𝑖𝑂! and 𝑁𝑎𝑂𝐻 solutions. A2 mixture was produced with type L and AA3 with type R 𝑁𝑎!𝑆𝑖𝑂! activator. Besides different ratios between precursors and activators were adopted in AA2 and AA3 mixtures, respectively.
Table 3: Composition of geopolymeric mixtures.
AA1 AA21 AA32
𝑁𝑎!𝑆𝑖𝑂! /𝑁𝑎𝑂𝐻 4 1 2.9 Precursor/𝑁𝑎!𝑆𝑖𝑂! 5 3 3
𝑁𝑎𝑂𝐻 molar concentration [M] 10 10 12 Superplasticizer [% precursor weight] 1 1 -
1 Calcinated M and type L 𝑁𝑎!𝑆𝑖𝑂! 2 Non-calcined M and type R 𝑁𝑎!𝑆𝑖𝑂! .
2.3. Fresh properties testing
Mortar fresh properties were determined by three tests: flow table, marsh cone and rheometer. The rheometer used was a Viskomat NT with the maximum torque of 250 Nmm and with temperature control. All mixtures were tested with the same velocity profile, where a maximum speed of 120 rpm was fixed. The velocity profile was set to 6 levels, in each level the speed was maintained during 1 min, before changing to the next level. This period of 1 minute time was necessary to enable the equilibrium values of torque and to obtain better flowing curves [20].
The study of the influence of temperature in the activators solution was conducted under temperature interval between 20 to 55 ºC with an increase of 5 ºC. Measurements were taken 5 minutes after the end of mixing and leaving it to rest. Through linear and non-linear regressions data results were fitted to two rheological models, namely the Bingham (Eq. 1) and the Herschel-Bulkley (HB) (Eq. 2) models [21]. The chosen rheological model to characterize each grout was the one that could fit with lower error to data results. In order to compare viscosities from different models a linearization of the HB model was done.
𝜏 = 𝜏! + 𝜂𝛾 (Eq. 1)
𝜏 – shear stress (Pa); 𝜏! – yield stress (Pa); 𝜂 – plastic viscosity (Pa.s); 𝛾 – strain rate (s-1)
𝜏 = 𝜏! + 𝑘𝛾 ! (Eq. 2)
𝜏 – shear stress (Pa); 𝜏! – yield stress (Pa); 𝑘 – consistency; 𝛾 – strain rate (s-1); n – power index
Flow-table test was executed according to EN 1015-3, while the Marsh cone was carried on accordingly to EN 445-2000. In AA group mixtures the flow-table test was carried on at 3, 10, 30 and 60 minutes after mixing.

2.4. Compressive strength
The compressive strength tests were carried on at 7 and 14 days age, in accordance with EN 1015-11 standard. Compressive strength results are the average of three tests carried on for AA-10W1S sub-group mixtures (mixtures with 10% water addition and 1% of each superplasticizer) and for AA3 mixture (results not presented in this paper). The specimens were produced in acrylic cubic molds with 40×40×40 mm size, cured in oven without being wrapped, subjected to moisture loss and possible shrinkage (not measured in this study). A curing time of 7 days in the oven at 50 ºC was adopted. The remaining times before testing the specimens were left at room temperature of approximately 20 ºC.
2.5. Influence of temperature during mixing
The study of the influence of temperature in the viscosity of mixtures was also carried on with AA1-10W1S sub-group mixtures. Thus, before mixing all components (including vessels for mixing) were pre-heated in oven at 60 ºC for 2 hours, and after this period of time the mixtures were prepared as described in 2.2.
3. Results and discussion
3.1. NA group mixtures
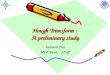
In the flow table test a spread diameter was only observed on NA group mixtures with more than 20 % of added water. Below such water amount no increase on the spread diameter was observed. However, the addition of superplasticizer improved considerably the spread diameter. The sub-group mixtures NA-M2.2, (with S2 superplasticizer) presented a 44 % average increase of the spread diameter in relation to the group mixtures NA-M1 (only with water addition) as presented in figure 1.
Figure 1: Spread diameter of the flow table test for NA group mixtures.
10 12,5 15
17,5 20
22,5 25
27,5 30
20 22,5 25 27,5 30
Spre
ad d
iam
ter [
cm]
[% of water relative to M weight]
M1
M2.1
M2.2
M2.3

Figure 2: Torque- speed curves for NA mixtures with 25 % of water addition.
Regarding the rheological behavior of NA group mixtures, it was verified that the established velocity profile could only be completed in mixtures with 27.5 % and 30 % of water. In NA mixtures produced with less than 27.5 % of water the testing velocity profile could not go further than 60 rpm (Fig. 2) exceeding the 250 Nmm of rheometer maximum torque. The rheometer velocity profile was also not completed in the case of the NA mixture produced with 27.5 % of water and without superlasticizer.
In order to obtain a better reading of the results obtained the average torque for each speed steep, as presented in figure 3, was calculated. The linear regression is the one that best fits data results. Thus, the Bingham model describes the rheological behavior of NA group mixtures with 27.5% of water and superplasticizers (Fig. 3). As observed in the flow table tests the addition of superplasticizers decreased the resistance of deformation in the NA mixtures. The lower plastic viscosity was obtained in M2.1 sub-group and the higher in M2.3 sub-group, being of 0.6563 Pa.s and 0.7255 Pa.s, respectively.
Figure 3: Average torque for each speed step (NA mixtures with 27.5 % water and superplasticizers)
The velocity profile was completed in NA mixtures produced with 30 % of water. In such sub-group, the Bingham model is also the one that best fits the data as obtained by the rheometer (Fig. 4). The higher plastic viscosity was obtained in M1 mixtures (0.5164 Pa.s)
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Torq
ue [N
mm
]
Speed [r.p.m.]
M2.1
M2.2
M2.3
y = 0,6563x + 28,064 R² = 0,9996
y = 0,7074x + 2,4835 R² = 0,97956
y = 0,7255x + 20,054 R² = 0,96253
0
50
100
150
200
250
300
20 40 60 80 100 120
Torq
ue [N
mm
]
Speed [r.p.m.]
M2.1
M2.2
M2.3

and for the other mixtures the plastic viscosities was found to be between 0.1242 and 0.2489 Pa.s, corresponding respectively to M2.2 and M2.1 sub-group mixtures.
Figure 4: Average torque for each speed step for (NA mixtures with 30 % water and superplasticizers)
3.2. AA group mixtures
In the flow table test a spread diameter was only observed on AA group mixtures with more than 10 % of added water. The addition of superplasticizers slightly increased the spread diameter. The mixture M2.2 presented a 15 % average of the spread diameter in relation to the mixture with only the water addition M1. Mixtures M2.3 and M1 had an identical behavior as shown in figure 5.
Figure 5: Spread diameter of the flow table test for AA-W1 sub-group mixtures.
The analysis of the mixtures setting time was only done for 10 % of water addition, since, for lower percentages of water there was not any significant results in the flow table test and for higher percentages the geopolymeric reaction did not occurred at all. Thus, it was found out that the spread diameter slightly decreases one hour after mixing. The M2.1 mixture had the biggest spread diameter reduction one hour after mixing, of about 0.9 cm. Figure 6 presents the spread diameter of the flow table test at 3, 10, 30 and 60 minutes after mixing.
y = 0,5164x + 55,815 R² = 0,9991
y = 0,1242x + 15,702 R² = 0,812
y = 0,1691x + 18,467 R² = 0,8413 y = 0,1691x + 18,467
R² = 0,8413
0
50
100
150
200
250
300
20 40 60 80 100 120
Torq
ue [N
mm
]
Speed [r.p.m.]
M1
M2.1
M2.2
M2.3
10 12,5 15
17,5 20
22,5 25
27,5 30
10 12,5 15
Spre
ad d
iam
ter [
cm]
[% of water relative to M weight]
M1
M2.1
M2.2
M2.3

Figure 6: Spread diameter of the flow table test at 3, 10, 30 and 60 minutes after mixing.
The rheometer velocity profile could not be completed in all of AA group mixtures (with 10, 12.5 and 15 % of water addition). For the AA mixtures with 10 and 12.5 % of water the initial torque was over 250 Nmm, while with 15 % of water, the maximum torque was reached between 20 and 40 rpm.
The compressive strength for AA1 composition was only determined for mixtures with 10% of water addition. It was verify that addition of superplasticizers decreased the compressive strength in all AA group mixtures. At the age of 7 and 14 days AA-M1 mixture had the highest values, respectively 22 and 24 MPa. On the other hand, AA-M2.1 mixture presented the lowest ones, respectively 17 and 17.8 MPa. It was also found out that compressive strength reduction was more evident with the addition of RH rather than S3 superplasticizer, as shown in figure 7.
Figure 7: Compressive strength average results of AA group mixtures with 10% water
3.2.1. AA2 mixture
The properties of AA2 mixture were also determined by the rheometer, Marsh cone and the flow table tests. Regarding the Marsh cone test, a result of 468 s was obtained, which could be consider a very long time for this type of test. In the flow table the spread diameter was larger than 20 cm. The rheometer velocity profile could not be completed, occurring an instantaneous and full setting of the mixture at 60 rpm, simultaneously with an increase of
10
12,5
15
17,5
20
22,5
25
27,5
30
0 10 20 30 40 50 60 Spre
ad d
iam
eter
[cm
]
time [min.]
M1
M2.1
M2.2
M2.3
0
5
10
15
20
25
7 days 14 days
[MPa
]
M1
M2.1
M2.2
M2.3

temperature of about 9 °C. The temperature might be caused by the increase of heat of reaction as a consequence of the increase of the ambient temperature.
3.2.2. AA3 mixture
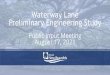
Regarding the AA3 mixture, the rheological model that best characterizes this grout type is the Herschel-Bulkley model. The power index (η) of the HB equations indicates that the grout has a pseudoplastic behavior (𝜏 = −5,670 + 4,554𝛾!,!"#,η < 1), i.e. when a shear stress is applied the particles rearrange facilitating the movement. The plastic viscosity of AA3 mixture is 1.2107 Pa.s at room temperature (Fig. 8).
Figure 8: Torque – speed curve for AA3 mixture.
Figure 9: Influence of temperature in the alkali-activator solution.
3.3. Effect of temperature
The influence of temperature in the viscosity of mixtures was carried on with mixture AA1-10W1S (figure 9). The activators solution (𝑁𝑎!𝑆𝑖𝑂! /𝑁𝑎𝑂𝐻=4) was submitted to rheometer velocity profile at different temperatures, as presented in figure 10. At 20 °C the
y = 1,7247x -‐ 5,6704 R² = 0,96831
-‐20 0
20 40 60 80 100 120 140 160 180 200 220 240 260 280 300
0 20 40 60 80 100 120
Torq
ue [N
mm
]
Speed [r.p.m.]
AA3
Herschel-‐Bulkley
Linear (Herschel-‐Bulkley)
0
50
100
150
200
250
300
0 20 40 60 80 100 120
Torq
ue [N
mm
]
Speed [rpm]
20 ºC
25 ºC
30 ºC
35 ºC
40 ºC
45 ºC
50 ºC

profile could not be completed by the solution, since the equipment maximum torque was reached around 60 rpm. However, it was found out that a temperature increase results in a considerable decrease of activators solution viscosity. Finally, a preliminary trial of producing AA1 W1 mixture at 50ºC was carried on. However, it was found out that immediately after the beginning of the mixing process, a coagulation process has occurred causing formation of spherical particles.
4. Conclusions
Superplasticizers substantially improve NA mixtures workability, with an increase of 44 % of the spread diameter in the flow table and a decrease of the plastic viscosity, while in AA group superplasticizers did not have a significant improvement in its workability. Thus, it can be concluded that alkaline medium might change the chemical structure of the superplasticizers inhibiting its effect and any improvements in workability are mainly due to the increase in the water content present in the admixtures solution. It was also verify that addition of superplasticizers decreased the compressive strength in all AA group mixtures. The compressive strength reduction was more evident with the addition of naphthalene-based rather than modified polycarboxylates superplasticizers. The use of extra water to improve workability was as efficiency, as the addition of superplasticizers, and it had a less negative effect in the compressive strength than the addition of superlasticizers. The workability increased with the decrease in the precursor/𝑁𝑎!𝑆𝑖𝑂! ratio due to the larger interparticle distance and lower particle interference. Changes in precursor/𝑁𝑎!𝑆𝑖𝑂! ratio directly interfere in the compressive strength, as expected, since it changes the reaction kinetics. The rheometer velocity profile could not be completed in all of AA group mixtures, except in AA3 mixture. The rheological model that best characterizes AA3 mixture was the Herschel-Bulkley model. This mixture presented a pseudoplastic behavior with a 1.7247 Pa.s plastic viscosity. The increase of temperature up to 50ºC has reduced the activators viscosity, however, the temperature had an adverse effect in the mixing by causing a coagulation process and a formation of spherical particles within the mixture. Finally, it can be also concluded that the study of rheological properties of geopolymeric binders and factors influencing it is worthy of further research for the development of geopolymers technology.
References
[1] Purnell P., Material nature versus structural nurture: The embodied carbon of fundamental structural elements. Environ. Sci. Technol. 46(1). 2011. pp. 454–61.
[2] Taylor M., Tam C., and Gielen D., Energy Efficiency and CO2 Emissions from the Global Cement Industry in IEA - WBCSD workshop: Energy Efficiency and CO2 Emission Reduction Potentials and Policies in the Cement Industry. 2006. Sep. p4–5.
[3] Mehta P.K., Sustainable cements and concrete for the climate change era – A review. In J Zachar, P Claisse, TR Naik and E Ganjian (Eds) Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies, Università Politecnica delle Marche, Ancona, Italy. 2010. pp.1–10.
[4] Juenger M.C.G., Winnefeld F., Provis J.L., Ideker J.. Advances in alternative cementitious binders. Cem Concr Res 2011; 41(12). pp. 1232–43.

[5] Davidovits J., Geopolymers: Inorganic polymeric new materials. Journal of Thermal Analysis. 37. 1991. pp. 1633-1656.
[6] Duxson P., Fernández-Jiménez A., Provis J.L., Lukey G.C., Palomo A. and van Deventer J.S.J., Geopolymer Technology: The current state of art. Journal of Materials Science. 42. 2007. pp. 2817-2933.
[7] Pacheco-Torgal F., Castro-Gomes J.P., Jalali S., Investigations on mix design of tungsten mine waste geopolymeric binder, Construction and Building Materials, Volume 22. Issue 9. 2008. pp. 1939-1949.
[8] Rangan, B.V., Engineering properties of geopolymer concrete, in Geopolymers: Structure, processing, properties and applications, Edited by Jonh Provis and Jannie S.J. van Deventer, Woodhead Publishing Ltd. 2009. pp. 211-226.
[9] van Deventer JSJ, Provis JL, Duxson P, Brice DG., Chemical research and climate change as drivers in the commercial adoption of alkali activated materials. Waste Biomass Valor. 1(1). 2010. pp. 145-55.
[10] van Deventer JSJ, Provis JL Duxson P., Technical and commercial progress in the adoption of geopolymer cement. Miner. Eng . 2012; 29:pp. 89–104.
[11] Pinto T., Sistemas ligantes obtidos por activação alcalina do metacaulino. Doctorate thesis, Department of Civil Engineering. 2004. University of Minho. Portugal.
[12] Torgal F., Desenvolvimento de ligantes obtidos por activação alcalina de lamas residuais das minas da Panasqueira. Doctorate thesis, Department of Civil engineering and Architecture. 2006. University of Beira Interior. Portugal.
[13] Bakharev T., Sanjayan J., Cheng Y. Effect of admixtures on properties of alkali-activated slag concrete. Cement and Concrete Research 30. 2000. pp. 1367 -1374.
[14] Palacios M., Puertas F. Effect of superplasticizer and shrinkage-reducing admixtures on alkali-activated slag pastes and mortars. Cement and Concrete Research 35. 2005. pp .1358– 1367.
[15] Zivica V., effects of the type of dosage of alkaline activator and temperature on the properites of alkali-activated slag mixtures. Construction and Building Materials 21. 2007. pp. 1463–1469.
[16] Pacheco-Torgal F., Castro-Gomes J.P., Jalali S., Investigations on mix design of tungsten mine waste geopolymeric binder. Construction and Building Materials. 22(9). 2008. pp.1939- 1949.
[17] Silva I., Castro-Gomes J.P., Albuquerque A., Effect of immersion in water partially alkali- activated materials obtained of tungsten mine waste mud. Construction and Building Materials. 35. 2012. pp 117-124.
[18] Centeio J., Propriedades físicas de argamassa geopolimérica de lamas residuais das minas da panasqueira. Master dissertation (2º Cicle). 2011. University of Beira Interior. Portugal.
[19] Pacheco-Torgal F, Castro-Gomes J.P., Jalali S., Properties of tungsten mine waste geopolymeric binder. Construction and Building Materials. 22. 2008. pp.1201-1211.
[20] Pereira-de-Oliveira L.A., Understanding the grout rheological behaviour. In: Proccedings of International Conference on Engineering ICEUBI2013- Engineering for Economic Development. Nov. 2013. University of Beira Interior. Portugal.
[21] Vaz L., Estudo do efeito de adjuvantes em geopolímeros obtidos de resíduos de minas. Master dissertation (2º Cicle). 2011. University of Beira Interior. Portugal.