Embed Size (px)
Citation preview

PREPARATION OF PA6/LLDPE BLENDS BY ROTATIONAL MOLDING
Rubén González-Núñez, Rosa Gabriela López-GonzalezNúñez, Pedro Ortega Gudiño, Milton O.
Vázquez-Lepe, Universidad de Guadalajara. Mexico Denis Rodrigue, Université Laval. Canada
Abstract
Blends of linear low density polyethylene (LLDPE)
and polyamide 6 (PA6) were produced by rotational molding. Blends of 10, 20 and 30% vol. of PA6 in LLDPE were previously prepared using two methods: dry blending using a high shear mixer, and melt-compounding using a twin-screw extruder. The objective of the work is to study the morphological and mechanical properties of rotomolded parts of polymer blends. The results indicated that the rotomolded parts of the blends obtained by previous extrusion generated smaller and better dispersed PA6 particles in the LLDPE matrix. The mechanical properties are also found to be influenced by the blend preparation method.
Introduction
Rotational molding is a polymer process of producing
hollow pieces with a variety of sizes and shapes which are relatively stress free [1]. Different types of resins can be used in rotomolding. However, more than 85% of the parts obtained by this technique are made using different grades of polyethylene (PE) [2]. This is due to its low melting temperature, low cost and good thermal stability. However, compared with other materials, PE has modest mechanical properties [3,4]. In order to modify their properties several modification to the PE are proposed. For example, reinforcements with natural fibers to improve the properties of products made with PE were presented [3,5–8]. Also, the addition of foaming agents led to parts with lower weight, with better thermal and acoustic insulation [2,3,9]. But the use of other polymers is seldom reported because of cost, difficulties of processing or to get the material in a powder form. Another alternative, less explored, is the use of polymers blend in rotational molding. Wang and Kontopoulou [10] rotomolded blends of polypropylene with polyolefin plastomers and found that blend composition affected the sintering and densification behavior, as well as the mechanical properties of rotomolded blends. Liu and Peng [11] studied the rotational molding of polycarbonate (PC) blended with polyethylene and obtained an optimum peak internal air temperature (PIAT) where the mechanical properties were improved. An interesting system that has not been studied by rotomolding is the PA6/PE blend.
Polyamide-6 (PA6) is a semi-crystalline thermoplastic with high mechanical properties for engineering applications, chemical resistance and barrier properties. Nevertheless, PA6 has some disadvantages such as moisture sensitivity and low impact strength due to its high glass transition temperature [12]. PE is a polyolefin easy to process with high impact resistance, combining the best characteristics of both polymers making it an attractive blend for industrial applications [13–16]. Also, there are several studies on the PA6/PE system reported in the literature for different polymer processing such as extrusion [16] injection molding [13,14], blown film extrusion [15,17,18] and compression molding [16].
The main objective of this investigation was to prepare blends of PA6/PE, as well as neat PA6 and LLDPE parts via rotational molding and to determine their mechanical properties. In particular, two different methods to prepare the blends are compared before producing the rotomolded parts.
Experimental Materials
Linear low density polyethylene (LLDPE) LL 8555 was supplied by Exxon Mobil (Canada) in a powder form with particles size between 250 and 500 microns. Its melt flow index is 6.8 g/10 min (190 °C, 2.16 kg) and its density is 0.936 g/cm3. Polyamide 6 (PA6) CL200-001 from Firestone (Canada) with a density of 1.13 g/cm3 was supplied in pellets form. The PA6 was first pulverized with a Lab Mill model PKA-18 from Powder King (USA) and sieved to use particles between 250 and 600 microns. Blend preparation
Blends with 10, 20 and 30% vol. of PA6 in LLDPE were prepared by dry-blending and melt-blending. For dry-blends, a high shear mixer LAR-15LMB (Skyfood, USA) at 3320 rpm during 4 min was used. In the case of melt-blending, a co-rotating 27 mm twin-screw extruder ZSE-27 (Leistritz, Germany) with a L/D of 40 and equipped with a circular die of 3 mm in diameter was used. The temperature profile from the feeder to the die was 150, 160, 180, 190, 220, 230, 240, 245, 250 and 250oC, and the screw speed was maintained at 125 rpm to provide a flow rate of 5 kg/h. The extruded material was then cooled in a water bath and finally fed into a granulator model 304 (Conair, Germany). The granulator
SPE ANTEC® Anaheim 2017 / 2243

speed was controlled to obtain a pellet diameter of around 3 mm. Subsequently, the pellets were pulverized using the same conditions as for PA6.
Rotational molding
The rotomolded parts were produced in a laboratory-scale biaxial rotational molding machine model 22 ROTO-LAB from Medkeff-Nye (USA) with an aluminum mold of cubic form of 20 cm in side and 4.0 mm of wall thickness. The rotomolding conditions were: oven temperature of 325oC, heating time of 25 min, cooling time of 35 min and the rotational speed ratio was 1:5. Neat PA6 and blends were dried overnight at 60 oC prior to their introduction in the mold. In order to create an inert atmosphere in the mold, pieces of solid CO2 were added just before closing the mold.
Morphology
For morphological analysis, the micrographs were obtained by scanning electron microscopy (SEM) on a TESCAN model MIRA3. Each sample was fractured after immersion in liquid nitrogen, in order to expose the internal structure. Tensile properties
Young’s modulus, tensile strength and strain at break were determined using an Instron universal tester model 3345, with a 1 kN load cell. Type V dog bones samples were cut from the molded parts according to ASTM D638. The samples were analyzed after 3 weeks of relaxation and the tests were performed at room temperature and a rate of 5 mm/min. A minimum of five samples was tested to report the average and standard deviation. Flexural properties Flexural tests were performed on an Instron universal tester model 3345, with a 1 kN load cell according to ASTM D790. The crosshead speed was 2 mm/min for sample dimensions of 80x12.7x3 mm3 using a span length of 60 mm. At least five samples were used to report the average and standard deviation for modulus and strength.
Results and Discussion Figure 1 shows typical micrographs of the fractured
surface of PA6/PE blends prepared by twin-screw extrusion. It is clear that this is an immiscible system [15-18], where the particles (dispersed phase) correspond to PA6. As shown in Figure 1, the particle size increases with the PA6 content. The average particle sizes obtained after extrusion are 1.7, 2.0 and 2.9 microns for 10, 20 and 30% vol. of PA6, respectively.
Preliminary experiments varying rotational speed, oven temperature and total cycle times were performed to determine the best conditions leading to uniform wall
thickness and un-degraded parts mainly in the case of PA6 and the blends.
Figure 1. SEM images of the fractured surface of PA6/PE blends after melt-blending. a) 10, b) 20 and c) 30% vol. of PA6.
According to these results, a rotational speed ratio of 1:5, an oven temperature of 325 oC, a heating time of 25 min and a cooling time of 35 min were selected. At these conditions the rotomolded PA6 and the blends with solid CO2 were produced. Figure 2 shows typical PA6 parts. When no CO2 was used (left) degradation is observed (color change). However, when solid CO2 was added no significant degradation can be seen. So all the rotomolded blends were prepared using solid CO2.
Micrographs of the rotomolded blends are shown in Figure 3. As expected, the morphology of the parts prepared by dry-blending exhibits large particle sizes. As there are no mechanical stresses during the process, the PA6 particle size does not change. However, in the case of the rotomolded blends, which were initially prepared by melt-blending, the particle size remain small (no apparent coalescence). But, in Figure 3f, it is observed that a particle coalescence take place at high PA6 content. It is reported [15-18] that when the dispersed phase content increases, the inter-particle distance decreases inducing coalescence even though there is no mechanical mixing.
SPE ANTEC® Anaheim 2017 / 2244
a) b)
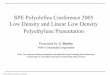
Figure 2. Typical images of the rotomolded PA6 specimens (a) without solid CO2, and b) with solid CO2.
Figure 3. SEM images of the fractured surface of PA6/PE blends after rotomolding. The column on the left are micrographs for dry-blending samples at: a) 10, b) 20 and c) 30% vol. of PA6, while the column on the right micrographs are for melt-compounded samples at: d) 10, e) 20 and f) 30% vol. of PA6.
Tensile properties are presented in Figure 4. As expected, the PA6 properties are higher than PE for the rotomolded parts. In the case of rotomolded blends, some differences are observed, depending on the compounding method. In general, the properties are slightly higher when using the melt blending method over dry-blending. For melt-compounding, the tensile modulus of the blend at 30% vol. PA6 increases by 25% with respect to neat PE and 20% with respect to dry-blending. Tensile strength does not show significant changes with PE and the use of different techniques to prepare the initial blends.
PE PA6 DryBlending MeltBlending
Tens
ile M
odul
us (M
Pa)
0
100
200
300
400
0% 10% 20% 30%
PE PA6 DryBlending MeltBlending
Tens
ile S
treng
th (M
Pa)
0
10
20
30
40
50
60
0% 10% 20% 30%
Figure 4. Tensile properties of rotomolded parts: a) tensile modulus and b) tensile strength. Figure 5 presents the flexural properties where the PA6 rotomolded parts also have higher values with respect to PE rotomolded parts. The effect of the blending method is negligible. In this case, it may be an advantage to use dry-blending over melt-blending since it reduces processing time and costs, as well as limiting material degradation (thermal, mechanical and oxidative) of a melt-blending stage.
Conclusions Rotomolded parts based on LLDPE, PA6 and their blends (10, 20 and 30% vol. of PA6 in LLDPE) were successfully prepared without defects or degradation. The use of solid CO2 was found to be very effective and is highly recommended in this case. The use of two different techniques to prepare the initial blends produced different types of morphology. Large PA6 particles were obtained when using dry-blending as it mostly depends on the grinding conditions (pulverization), while better dispersion and smaller particle sizes were observed by melt-compounding as it can be controlled by processing condition and stress level intensity (twin-screw extrusion). From the results obtained, the tensile properties of the
SPE ANTEC® Anaheim 2017 / 2245

rotomolded blends were higher using the melt-compounding method, while the flexural properties did not show significant differences. Nevertheless, better properties for the blends can be obtained by using some compatibilizer and more work on the subject is currently under way.
PE PA6 Dry Blending Melt Blending
Flex
ural
Mod
ulus
(MPa
)
0
200
400
600
800
1000
1200
1400
0% 10% 20% 30%
PE PA6 Dry Blending Melt Blending
Str
engt
h fle
xura
l (M
Pa)
0
10
20
30
40
50
60
70
0% 10% 20% 30%
Figure 5. Flexural properties of rotomolded parts, a) flexural modulus, and b) flexural strength.
Acknowledgements R.G. L-GN (scholarship) and R. G-N (sabbatical
year) acknowledge the financial support of the Mexican National Council for Science and Technology (CONACyT). The technical help of Mr. Yann Giroux is highly appreciated for the experimental work.
References [1] R. J. Crawford and J. L. Throne, Rotational
molding technology. William Andrew Publishing, 2002.
[2] A. Raymond and D. Rodrigue, Cell. Polym., 32, 1, 2013.
[3] R. C. Vázquez-Fletes, L. C. Rosales-Rivera, F. J. Moscoso-Sánchez, E. Mendizábal, P. Ortega-Gudiño, R. González-Núñez, and D. Rodrigue, Polym. Eng. Sci., 56, 278, 2016.
[4] A. Greco, A. Maffezzoli, E. Cal, C. Massaro, and R. Terzi, J. Therm. Anal. Calorim., 109, 3, 2012.
[5] R. H. López-Bañuelos, F. J. Moscoso, P. Ortega-Gudiño, E. Mendizabal, D. Rodrigue, and R. González-Núñez, Polym. Eng. Sci., 52, 12, 2012.
[6] E. O. Cisneros-López, A. A. Pérez-Fonseca, F. J. Fuentes-Talavera, J. Anzaldo, R. González-Núñez, D. Rodrigue, and J. R. Robledo-Ortíz,” Polym. Eng. Sci., 56, 8, 2016.
[7] Z. Ortega, M. D. Monzón, A. N. Benítez, M. Kearns, M. McCourt, and P. R. Hornsby, Mater. Manuf. Process., 28, 879, 2013.
[8] F. G. Torres and C. L. Aragon, Polym. Test., 25, 4, 2006.
[9] F. J. Moscoso-Sanchez, E. Mendizabal, C. F. Jasso-Gastinel, P. Ortega-Gudino, J. R. Robledo-Ortiz, R. González-Núñez, and D. Rodrigue, J. Cell. Plast., 51, 365, 2015.
[10] W. Q. Wang and M. Kontopoulou, Polym. Eng. Sci., 44, 9, 2004.
[11] S.-J. Liu and K.-M. Peng, Polym. Eng. Sci., 50, 1457, 2010.
[12] V. Das, V. Kumar, A. Singh, S. S. Gautam, and A. K. Pandey, Polym. Plast. Technol. Eng., 51, 5, 2012.
[13] P. Agrawal, E. M. Araújo, and T. J. A. Mélo, J. Mater. Sci., 43, 13, 2008.
[14] P. Agrawal, A. W. B. Rodrigues, E. M. Araújo, and T. J. A. Mélo, J. Mater. Sci., 45, 2, 2010.
[15] C. A. Reyes-Lozano, P. O. Gudino, R. Gonzalez-Nunez, and D. Rodrigue, J. Cell. Plast., 47, 2, 2011.
[16] R. Scaffaro, M. C. Mistretta, F. P. La Manita, M. Gleria, R. Bertani, F. Samperi, and C. Puglisi, Macromol. Chem. Phys., 207, 21, 2006.
[17] C. R. López-Barrón, J. R. Robledo-Ortiz, D. Rodrigue, and R. González-Núñez, J. Plast. Film Sheeting, 23, 2, 2007.
[18] J. R. Robledo-Ortiz, D. Ramirez-Arreola, R. Gonzalez-Nunez, and D. Rodrigue, J. Plast. Film Sheeting, 22, 4, 2006.
SPE ANTEC® Anaheim 2017 / 2246











![CALORIMETRIC STUDIES ON PET/PA6 AND PA66/PA6 … · Calorimetric Studies onPET/PA6 andPA66/PA6 have been published [1-3]. However, these studies are directed at elucidating structure-propertyrelationshipsmainly](https://img.pdfslide.net/doc/110x75/5b57f38a7f8b9a655d8b5f1d/calorimetric-studies-on-petpa6-and-pa66pa6-calorimetric-studies-onpetpa6.jpg)