Embed Size (px)
DESCRIPTION
Prezentare-Licenta-Zmau_Razvan-2010.ppt
Citation preview
TEMA PROIECTULUIProiectarea grinzii principale a unui
pod rulant monogrinda
Îndrumător:Conf. Dr. Ing. Cărăuşu Constantin
Absolvent: Cernat Lucian-Costin
UNIVERSITATEA TEHNICĂ GH.ASACHI IAŞIFACULTATEA CONSTRUCŢII DE MAŞINI ŞI MANAGEMENT
INDUSTRIALSPECIALIZAREA:INGINERIA SUDĂRII
Conţinutul lucrării
Cap. 1. Încercări ale îmbinărilor sudate. Cap. 2. Particularitatile unui pod rulant, clasificare si constructia
metalica. Cap.3. Proiectarea tehnologiei de sudare,materialul de adaos si
etapele pentru aplicarea metodei elementului finit. Cap. 4. Controlul construcţiei sudate, normarea tehnica si tehnici
a securitatii muncii.
Anexe.
CLASIFICAREA PODURILOR RULANTE
După construcția grinzilor:cu grinzi cu inima plina. cu grinzi cu zabrele.cu grinzi cu tabla sudata.
După numărul de grinzi:cu o grinda principala (pod rulant monogrinda)cu doua grinzi principale.cu doua grinzi principale si doua grinzi secundare.
După așezarea șinei pe căile de rulare :normal așezate. suspendate.
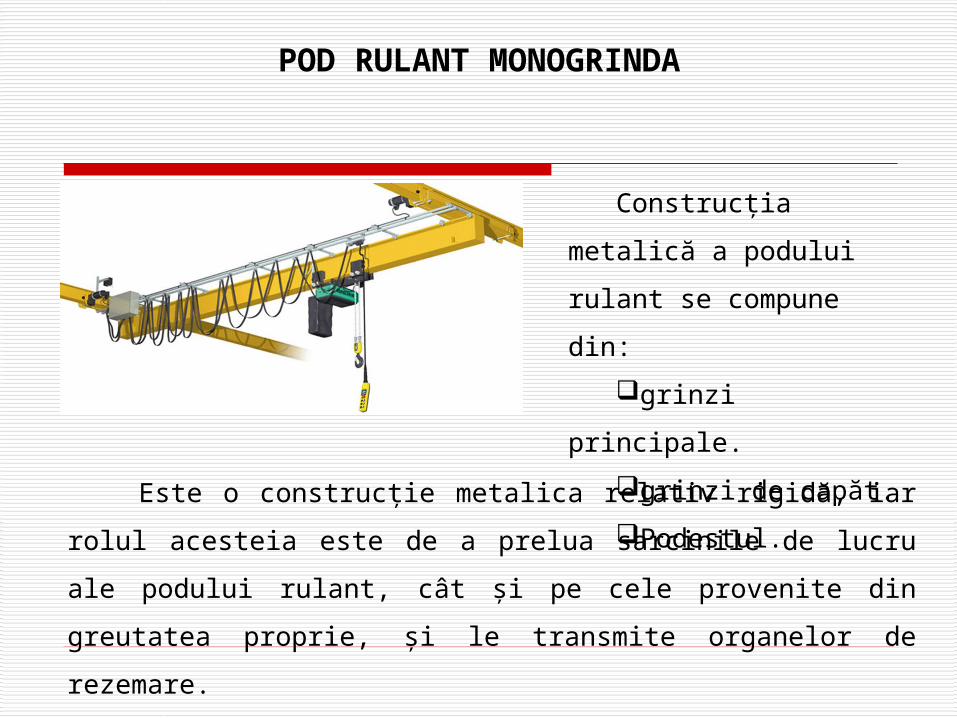
POD RULANT MONOGRINDA
Construcția metalică a
podului rulant se compune din:
grinzi principale.
grinzi de capăt.
Podestul.
Este o construcție metalica relativ rigidă, iar rolul acesteia este de a
prelua sarcinile de lucru ale podului rulant, cât și pe cele provenite din
greutatea proprie, și le transmite organelor de rezemare.
MATERIALE UTILIZATE IN CONSTRUCTIA PODULUI RULANT
Mărcile de oțel folosite uzual în construcția podurilor sunt:
•OL 37, OL 52 conform STAS 500/2-80;
•OLT 35, OLT 45 conform STAS 500/2-80.
Am ales ca metal de bază pentru execuția podului rulant S235JRG2
PROPRIETILE MATERIALULUI DE BAZA
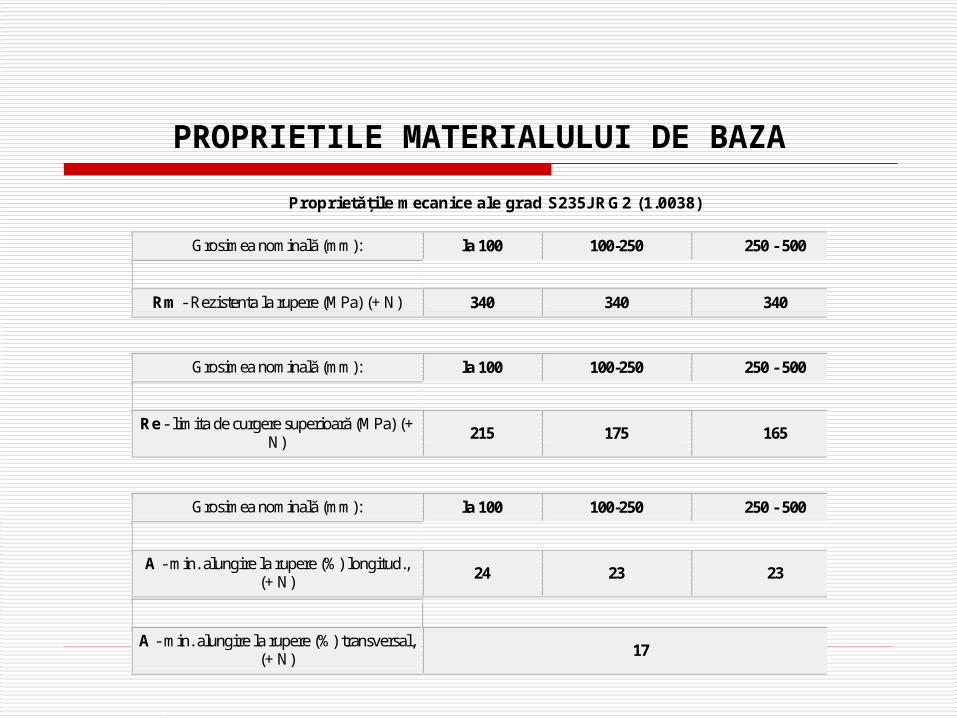
Proprietățile mecanice ale grad S235JRG2 (1.0038)
Grosimea nominală (mm): la 100 100-250 250 - 500
Rm - Rezistenta la rupere (MPa) (+ N) 340 340 340
Grosimea nominală (mm): la 100 100-250 250 - 500
Re - limita de curgere superioară (MPa) (+ N) 215 175 165
Grosimea nominală (mm): la 100 100-250 250 - 500
A - min. alungire la rupere (%) longitud., (+ N) 24 23 23
A - min. alungire la rupere (%) transversal, (+ N) 17

Echipamentul de sudare
Aparat Sudura MIG -250KDate Tehnice :•Tensiune de alimentare: Monofazat (230V)•Funcții: MIG / MAG•Tehnologie: Transformator•Clasa de izolație: H•Curent de sudura (DC): 50 - 250 A•Diametru sarma de sudare: 0,8 - 1,2 mm•Dimensiuni: 810X310X700 mm•Putere absorbita: 7,6 kVA•Regim de funcționare: 35%•Tensiune la mers in gol: 38 V•Tip curent: DC
Materialul de adaos
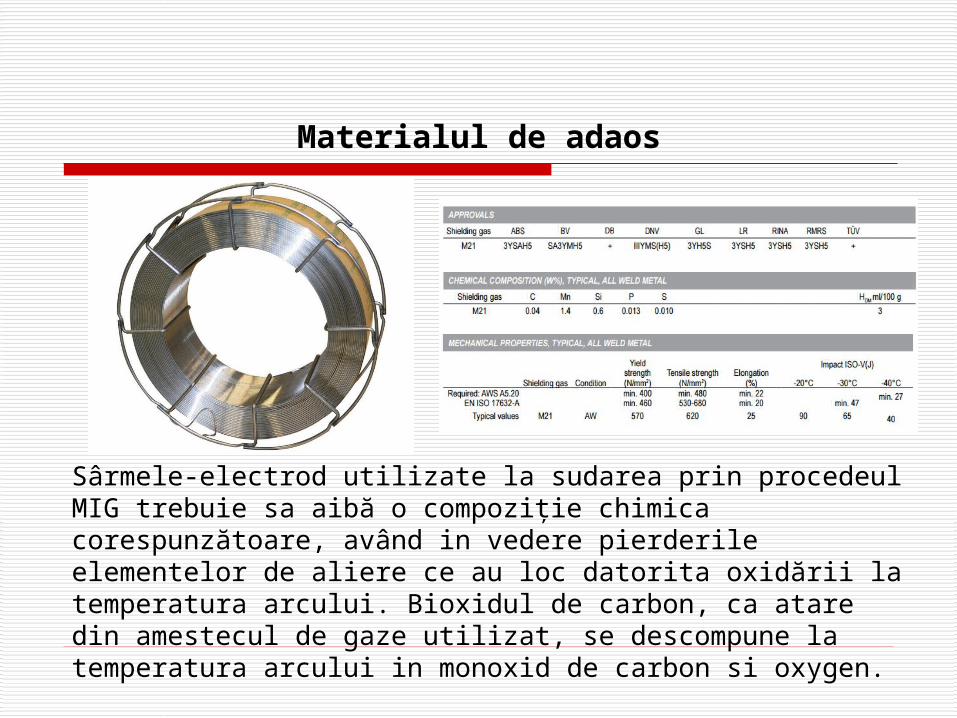
Sârmele-electrod utilizate la sudarea prin procedeul MIG trebuie sa aibă o compoziție chimica corespunzătoare, având in vedere pierderile elementelor de aliere ce au loc datorita oxidării la temperatura arcului. Bioxidul de carbon, ca atare din amestecul de gaze utilizat, se descompune la temperatura arcului in monoxid de carbon si oxygen.
Etapele pentru aplicarea metodei elementului finit.
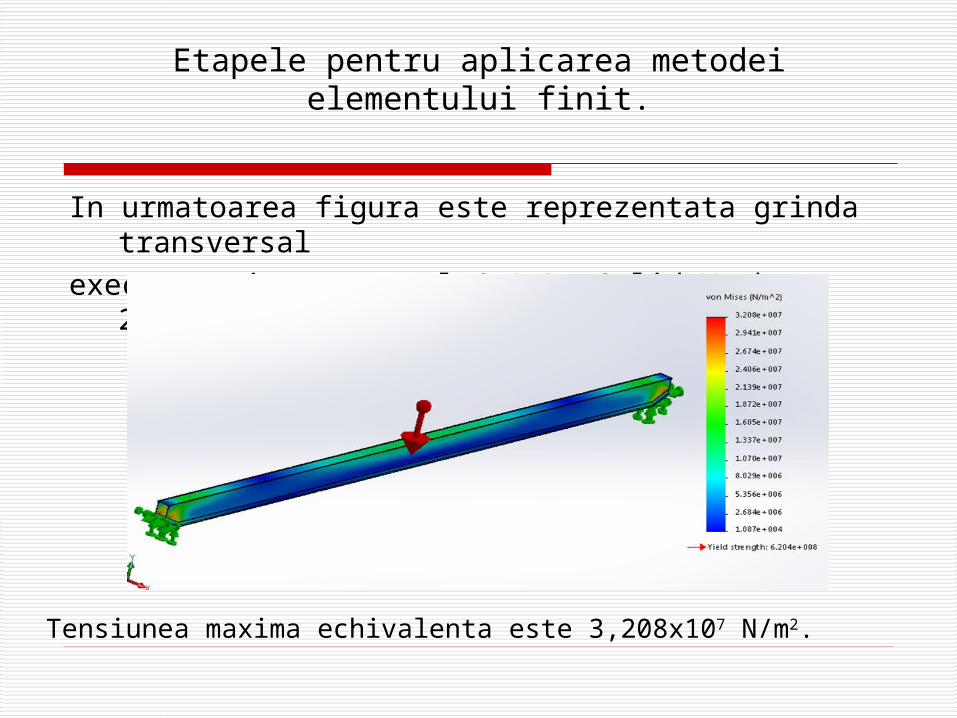
In urmatoarea figura este reprezentata grinda transversalexecutata in programul C.A.D. Solid Works 2014.
Tensiunea maxima echivalenta este 3,208x107 N/m2.
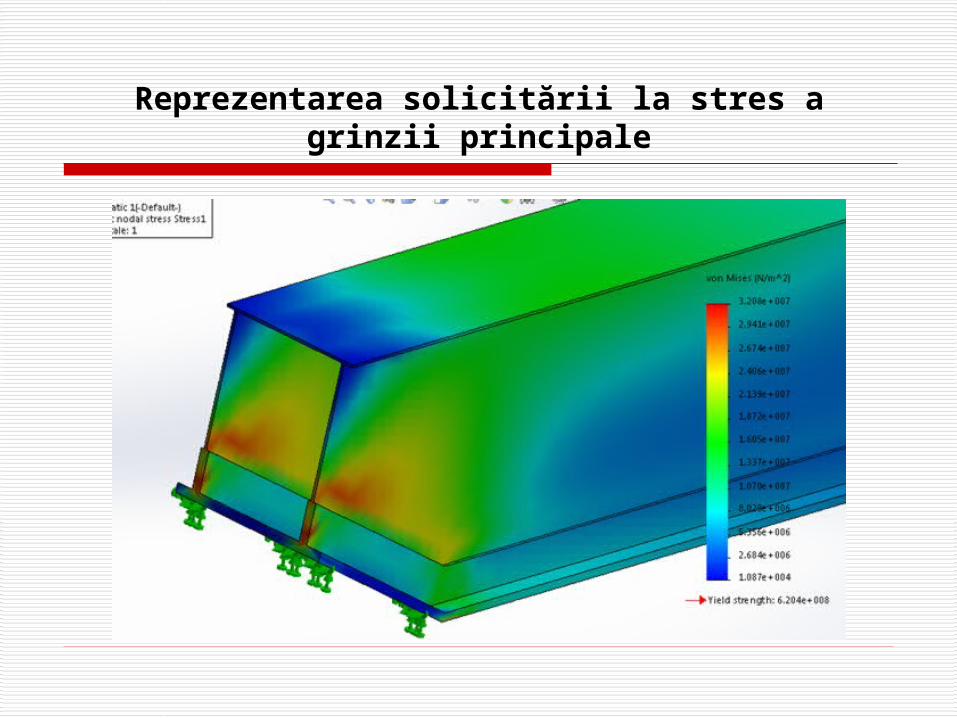
Reprezentarea solicitării la stres a grinzii principale
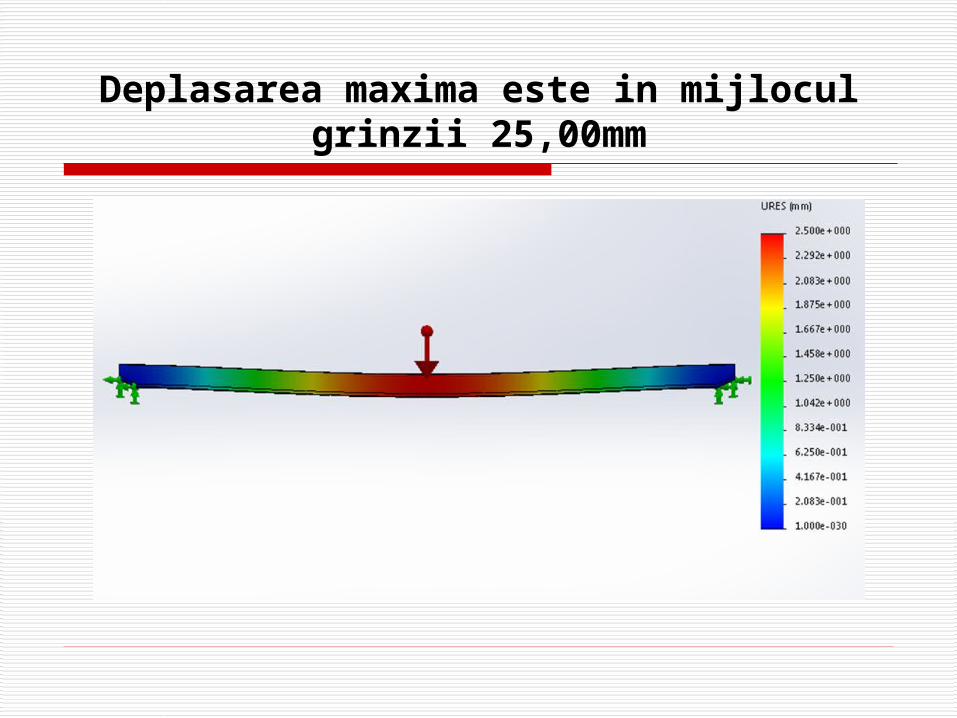
Deplasarea maxima este in mijlocul grinzii 25,00mm
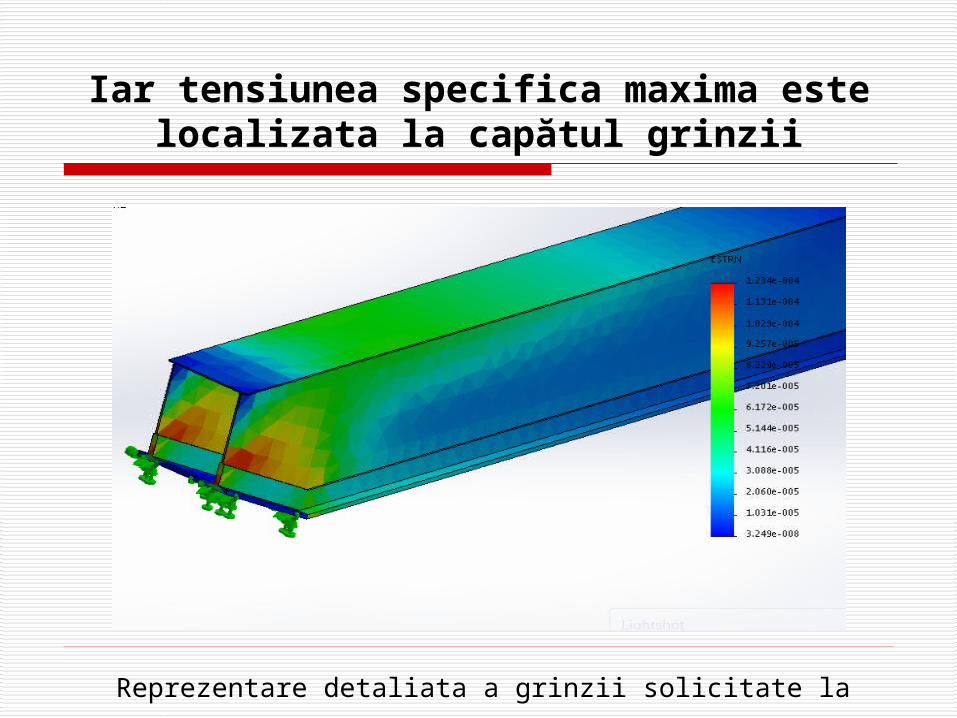
Iar tensiunea specifica maxima este localizata la capătul grinzii
Reprezentare detaliata a grinzii solicitate la tensiune (Strain).
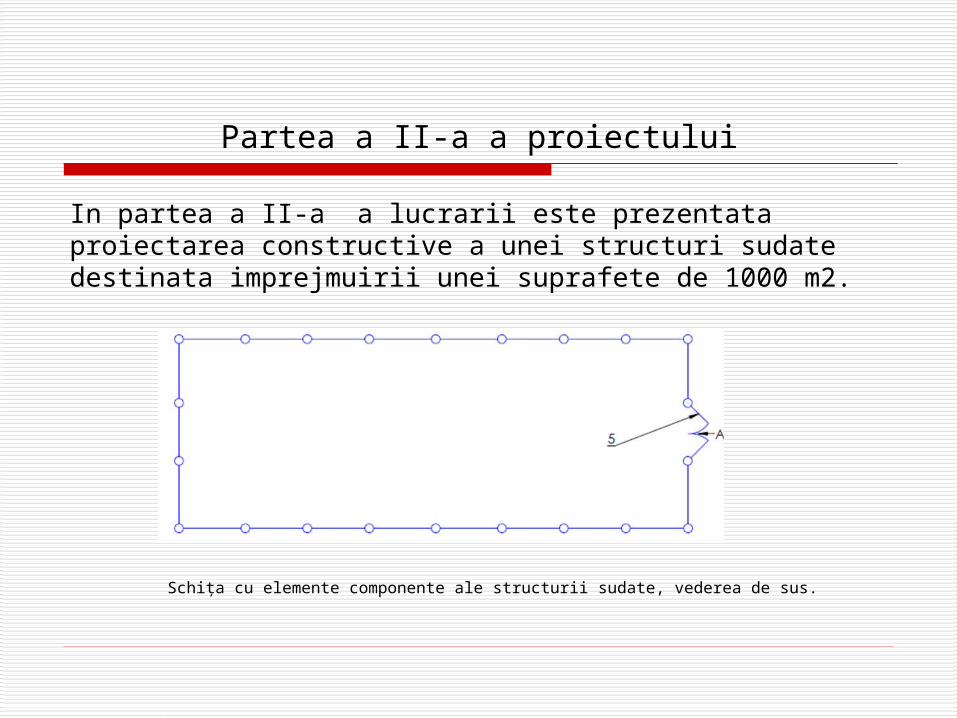
Partea a II-a a proiectului
In partea a II-a a lucrarii este prezentata proiectarea constructive a unei structuri sudate destinata imprejmuirii unei suprafete de 1000 m2.
Schița cu elemente componente ale structurii sudate, vederea de sus.
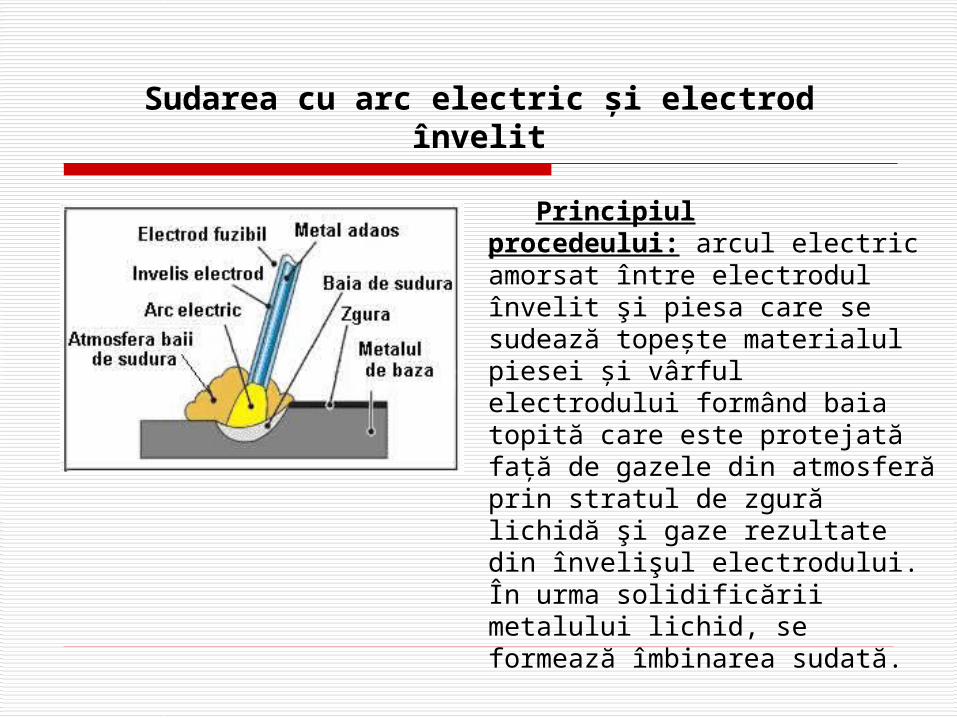
Sudarea cu arc electric și electrod învelit
Principiul procedeului: arcul electric amorsat între electrodul învelit şi piesa care se sudează topește materialul piesei și vârful electrodului formând baia topită care este protejată față de gazele din atmosferă prin stratul de zgură lichidă şi gaze rezultate din învelişul electrodului. În urma solidificării metalului lichid, se formează îmbinarea sudată.
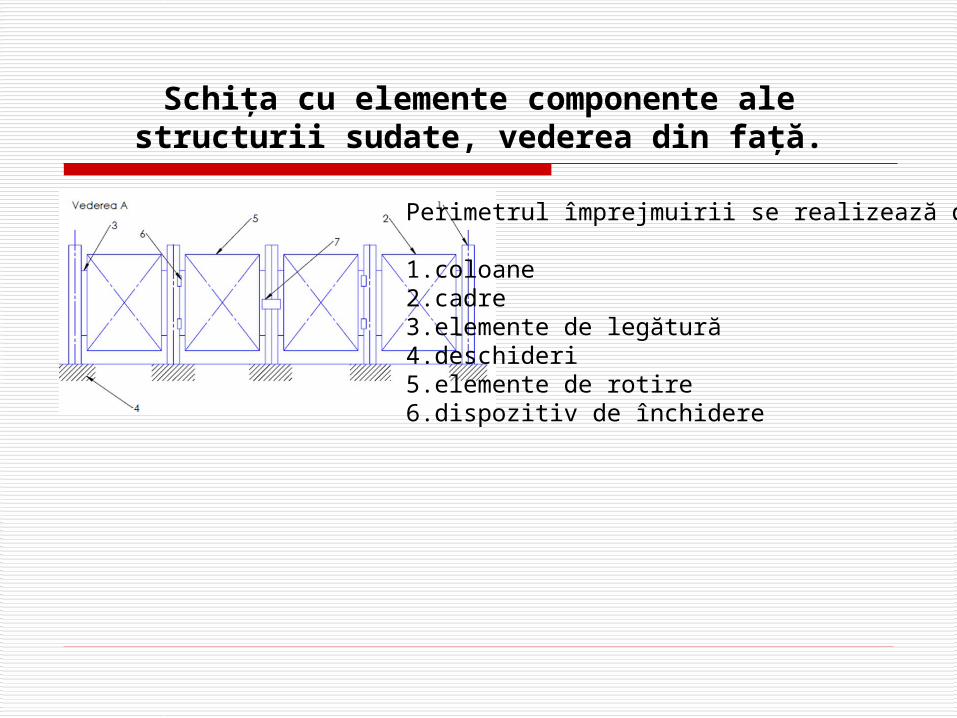
Schița cu elemente componente ale structurii sudate, vederea din față.
Perimetrul împrejmuirii se realizează din:
1.coloane 2.cadre 3.elemente de legătură4.deschideri5.elemente de rotire6.dispozitiv de închidere
Prevederi generale de securitate si sanatate a muncii
Aparatura și metodologia de control a sudurilor din otel se poate clasifica astfel:
Încercări nedistructive:Examinarea vizuală.Examinarea cu lichide penetrante.Examinarea cu radiații penetrante.
Încercări distructive:Încercarea la tracțiune.Încercarea la încovoiere.
Prevederi generale de securitate si sanatate a muncii
Lucrările de sudare se execută numai cu aprobarea conducătorului procesului de producție, după cunoașterea documentației tehnice în legătură cu respectivele lucrări și după efectuarea instructajului cu privire la modul de exploatare a echipamentului și cu privire la securitatea muncii.
Înainte de începerea lucrului, persoana însărcinată cu supravegherea operațiilor va verifica dacă au fost luate toate măsurile de securitate necesare pentru prevenirea accidentelor și îmbolnăvirilor.
Bibliografie1. BOARNĂ, C. ş.a. - Procedee neconvenționale de sudare, Editura Facla, Timișoara, 19802. DEHELEAN, D. - Îmbinări sudate eterogene, OID-ICM, Bucureşti,19883. DEHELEAN, D. - Sudarea cu fascicul de electroni, SID, OID_IICM, București, 19864. DEHELEAN, D. - Sudarea prin topire, Editura Sudura, Timişoara,19975. MICLOŞI,V. ş.A. - Bazele proceselor de sudare, E.D.P., București, 1984.6. SAFTA, V. - Controlul îmbinărilor și produsele sudate, Editura Facla, Timișoara, 19847. SĂLĂGEAN, T. - Sudarea cu arcul electric, Editura Facla, Timișoara, 19778. SĂLĂGEAN, T. -Tehnologia procedeelor de sudare cu arc, Editura Tehnică, București, 19859. SĂLĂGEAN, T. - Tehnologia sudării metalelor cu arcul electric, Editura Tehnică, București, 198610. ŞENCHEA, P. - Elemente de asigurare a calității produselor sudate, OIDICM, București, SID 78, 199211. ZGURĂ, g. ș. a. - Tehnologia sudării prin topire, , E.D.P.,, București, 198312. IONESCU, GH. - Tehnologia construcțiilor sudate, , E.D.P.,, București, 1962.13. BACONY, C. - Teoria proceselor de sudare, Lito- Timișoara14. MICLOŞI, C. - Sudarea metalelor, Editura Tehnică, București, 196515. BREAZU, M. - Îndrumătorul sudorului, Editura Tehnică, București, 196616. NANU, A. - Tehnologia materialelor, E..D.P., București, 1972.17. SĂLĂGEAN, T. - Oțeluri pentru structuri sudate, Ed. Facla, Timișoara, 197418. ECHIM, I. - Tehnologii pentru sudarea prin topire a metalelor, Editura Tehnică, București, 1973 19. HOPULELE, I. ș. a. - Construcții sudate. Tehnologia sudării prin topire. Rotaprint, Iași, 1975 20. EMIL T. CONSTANTIN - Tehnologia sudării prin topire. Galați, 1993.21. RĂILEANNU, D. ş.a. - Tehnologia sudării prin topire-îndrumar de laborator, Galați, 1988.22. MICLOŞI, V., ş.a. - Sudarea prin topire a oțelurilor aliate, E.T. București, 1970.23. ANGHELEA, N. ş.a. - Sudarea în medii de gaze protectoare, E.T., București24. POPOVICI, V. ş.a. - Ghidul lucrărilor de sudare, tăiere, lipire. Ed. Scrisul Românesc, Craiova, 1984.25. SĂLĂGEAN, T. ş. a. - Optimizarea sudării cu arcul electric. E.T. București, 1988.26. Ghenghea L.D – Teoria proceselor de sudare. Editura tehnica Chișinău 2001.27. Ionel Sârbu – Sudarea prin topire a pieselor metalice. Editura Info. Chișinău 2000.28. Viorel Cohal. I. dr. ing.- Echipamente pentru sudare. Editura tehnica Info Chișinău 2001.29. Boteanu Nicolae- Instalații de ridicat si transportat. Editura Univers. Craiova 201230. Romaniță Mircea ș.a., Mașini și utilaje industriale, E.D.P., București 1976.31. Daniel Visan. Universitatea, ‘Dunarea de Jos’ ‘Tehnologii de sudare ‘ Galati 2008.32. Beschia-R-Curs de Organe de masini de ridicat si transportat-Ed.didactica si pedagogica 1983.33. Segal-Hugo, Linde Cristian, Purgariu Ion Masini de ridicat si transportat. Ed.tehnica Bucuresti 1960.34. Militaru V s.a Intretinerea si repararea masinilor de ridicat si transportat. Ed. Tehnica 1968.
Vă mulțumesc pentru atenție!





























