UNIVERSIDAD TECNOLGICA DE GUTIRREZ ZAMORA, VER.
Asignatura:Integradora III.
PROYECTO:
DOCENTE:ING. Francisco Javier Huerta Rivera.
INTEGRANTES: Madah Cabrera TrinidadBryan de Jesus de la Cruz
CastilloDiego Garca GarcaMateo Jimnez GonzlezMara de Lourdes
Palomino MartnezGissel Noem Ramrez Santes
GRUPO: 801-A
NDICE
CAPTULO I. ANTECEDENTES DE LA EMPRESA.3I.1 Descripcin de la
empresa.3I.1.1 Nombre de la empresa.3I.1.2 Ubicacin.4I.1.3
Antecedentes.4I.1.4 Giro de la empresa.5I.1.5 Misin5I.1.6
Visin6I.1.7 Valores6I.1.8 Filosofa de Calidad6I.2 Planteamiento del
problema.7I.3 Justificacin.8I.4 Objetivo general.8I.4.1 Objetivos
especficos.8CAPTULO II. MARCO TERICO.92.1 Mantenimiento Productivo
Total92.1.1Premisas122.1.2Bases conceptuales122.1.3Las siete
preguntas bsicas132.1.4Fallas funcionales142.1.5Modos de
fallas142.1.6 Efectos de fallas142.1.6Consecuencias de las
fallas15
CAPTULO I. ANTECEDENTES DE LA EMPRESA.
I.1 Descripcin de la empresa.TETSA, Es una empresa especializada
en el transporte y recoleccin de residuos peligrosos, propio de la
perforacin y mantenimiento de los pozos petroleros.I.1.1 Nombre de
la empresaT.E.T.S.A. (Transportes Especializados de Toluca S.A. de
C.V.)I.1.2 UbicacinAdolfo Ruiz Cortines 205Divisin de OrientePoza
Rica, Veracruz-Llave
Imagen I.1 Ubicacin de TETSAI.1.3 AntecedentesTransportes
Especializados de Toluca, fue creado el da 8 de mayo de 1996 en la
ciudad de Toluca, Estado de Mxico por los accionistas el C.P. Mario
Ral Anaya Vzquez y el Ing. Arnoldo ngel Zavala Bentez. TETSA naci
con la misin de ser una empresa especializada en el transporte y
recoleccin de materiales y residuos peligrosos propios de la
perforacin y mantenimiento a pozos petroleros as como realizar
transportes de carga seca o voluminosa, maniobras y movimiento de
equipo con exceso de dimensiones.Explorando nuevas zonas los
accionistas establecen a TETSA en la ciudad de Poza Rica, Ver.
Contribuyendo de esta manera con nuevas fuentes de empleo y
colaborando a mejorar la economa de la regin consolidndose en estos
11 aos como lderes en el transporte especializado desde de la
Cuenca del Papaloapan en el distrito Veracruz hasta el activ Poza
Rica Altamira con una plantilla laboral que supera los 600
trabajadores en la regin altamente capacitados y especializados y
un parque vehicular cercano a 250 unidades el cual en su mayora lo
componen unidades con antigedad menor a los 4 aos, equipados con
las ltimas medidas de prevencin y seguridad, haciendo evidente la
importante inversin que viene realizando la compaa a favor de la
seguridad de sus empleados y del entorno ecolgico, en la actualidad
TETSA se haya en proceso de certificacin de calidad internacional
ISO 9001 2000 estableciendo como su poltica de calidad satisfacer
las expectativas de nuestros clientes en su necesidad de servicio
especializado de transporte de fluidos carga seca y maniobras
mediante nuestro sistema de control logstico y de comunicaciones
personal competente y la aplicacin de medidas de seguridad y
procesos de mejora continua.TETSA sita en el centro de sus sistema
de gestin de calidad la satisfaccin de sus clientes fijando
objetivos concretos y medibles asegurando su cumplimiento mediante
acciones correctivas y preventivas objetivos como: realizar todas
las operaciones de carga de transporte y descarga en optima
condiciones de seguridad mantener informacin actualizada y en lnea
de las operaciones de las unidades para mejorar las decisiones en
el instante.
I.1.4 Giro de la empresaTETSA es una empresa de giro industrial
que presta los servicios de transporte y recoleccin de fluidos,
transporte de carga seca o voluminosa, maniobra y movimiento de
equipo de perforacin e inyeccin de fluidos a PEMEX.
I.1.5 MisinServir las necesidades de transporte de productos
peligrosos o de caractersticas especiales, entre los que se
encuentran derivados de la industria petrolera, por medio de
equipos humanos competentes y novedosos automotores; siendo
responsables y cuidadosos de la seguridad y durante el cumplimiento
de nuestro servicio. Sin descuidar el entorno ecolgico en tiempo y
forma.
I.1.6 VisinTETSA, consolida el liderazgo en el mercado de
transporte especializado del Estado de Veracruz, consolidando la
penetracin de sus servicios en los mercados perifricos hasta
situarnos, como una de las empresas de ms rpido y mejor crecimiento
a nivel Estatal.
I.1.7 Valores-Responsabilidad.-Integridad.-Honestidad.-Respeto
al medio ambiente.-Lealtad.-Trabajo en equipo.
I.1.8 Filosofa de CalidadSatisfacer las expectativas de nuestros
clientes en su necesidad de servicio especializado de transportes
de fluidos, carga seca y maniobras mediante nuestro sistema de
control logstico y de comunicaciones, personal competente, la
aplicacin de medidas de seguridad y procesos de mejora
continua.
I.1.9 Organigrama
Imagen I. 2 Organigrama de la empresa
I.2 Planteamiento del problemaEn TETSA, una empresa que realiza
transportes de residuos peligrosos, se ha detectado una deficiencia
en las actividades que realiza el rea de mantenimiento a los
equipos vitales, ocasionando re trabajos, prdidas econmicas,
perdidas de materia prima y tiempos muertos en el proceso, as como
posibles accidentes que afecten la integridad fsica del
personal.Todo esto, debido a que no se realiza la inspeccin
peridica y oportuna del estado de las unidades, y por lo tanto, el
mtodo de mantenimiento aplicado no es el adecuado y no cumple con
los requerimientos necesarios para brindar un servicio de
confiabilidad verificando que las unidades cumplan con todas las
especificaciones requeridas.I.3 JustificacinAnalizando la
problemtica detectada se propone la elaboracin de un programa de
RCM, que funja como base para la correcta aplicacin y/o realizacin
de las actividades de manteamiento a los equipos vitales, todo esto
con el fin de aprovechar las diferentes metodologas que comprende
este concepto y as optimizar los recursos con los que cuenta la
organizacin.En base a lo anterior, se busca la calendarizacin de
los mantenimientos, la disminucin de tiempos muertos, evitar el
paro por fallas inesperadas para mejorar el rendimiento y
eficiencia de las mismas. I.4 Objetivo generalElaborar un programa
de RCM que permita la mejora en las condiciones de los equipos
vitales de la empresa Transportes Especializados de Toluca S.A. de
C. V. mediante la calendarizacin de los mantenimientos y la
disminucin de tiempos muertos
I.4.1 Objetivos especficos Elaborar un programa de RCM.
Optimizar recursos. Minimizar tiempos muertos. Verificar las
condiciones adecuadas de cada unidad. Garantizar la seguridad de
los operadores.
CAPTULO II. MARCO TERICO.
II.1 RCM (Mantenimiento Centrado en la Confiabilidad)El
mantenimiento Centrado en la Confiabilidad es una metodologa
utilizada para determinar sistemticamente, que debe hacerse para
asegurar que los activos fsicos continen haciendo lo requerido por
el usuario en el contexto operacional presente. Un aspecto clave de
la metodologa RCM es reconocer que el mantenimiento asegura que un
activo contine cumpliendo su misin de forma eficiente en el
contexto operacional racional. Un aspecto favorable de la filosofa
del RCM, es que la misma promueve el uso de las nuevas tecnologas
desarrolladas para el campo del mantenimiento. La aplicacin
adecuada de las nuevas tcnicas de mantenimiento bajo el enfoque del
RCM, permiten de forma eficiente, optimizar los procesos de
produccin y disminuir al mximo los posibles riesgos sobre la
seguridad personal y el ambiente, que traen consigo los fallos de
los archivos en un contexto operacional especfico.II.1.1 PremisasEl
RCM se basa en las siguientes premisas: Anlisis enfocado en
funciones. Anlisis realizado por equipos naturales de trabajo
(operaciones, mantenimiento, especialistas tcnicos) conducidos por
un facilitador, experto en la aplicacin de la metodologa.II.1.2
Bases conceptualesEl RCM es necesario porque: Responde a las
debilidades derivadas de los enfoques tradicionales de
mantenimiento. Permite asociar y sopesar los riesgos de los
negocios con el fallo de los activos. Facilita de manera
sistemtica, la determinacin del enfoque optimo que se le deben dar
a los recursos de la funcin de mantenimiento. (Amendola,
2003)II.1.3 Las siete preguntas bsicas El proceso de RCM incita a
responder las siguientes siete preguntas sobre el bien o sistema
bajo revisin: Cules son las funciones y respectivos estndares de
desempeo de este bien en su contexto operativo presente? En qu
aspecto no responde al cumplimiento de sus funciones? Qu ocasiona
cada falla funcional? Qu sucede cuando se produce cada falla en
particular? De qu modo afecta cada falla? Qu puede hacerse para
predecir o prevenir cada falla? Qu debe hacerse si no se encuentra
el plan de accin apropiado?II.1.4 Fallas funcionalesLos estados de
falla son conocidos como fallas funcionales, porque ocurren cuando
un bien es incapaz de cumplir una funcin a un nivel de desempeo que
sea aceptable por el usuario. En adicin a la incapacidad total para
funcionar, esta definicin abarca fallas parciales, donde el bien
todava funciona, pero a nivel inaceptable de desempeo, (incluyendo
tambin los casos donde no se alcanza el nivel de precisin o
calidad). Pero stas solo pueden ser identificadas una vez que las
funciones y desempeo estndares hayan sido definidas con
claridad.II.1.5 Modos de fallasEl siguiente paso despus de ya haber
identificado las fallas funcionales es saber o reconocer las causas
de estas a esto se conoce como modos de fallas. Los modos de falla
razonablemente similares incluyen aquellas fallas que ocurrieron en
el mismo equipo o en similares, operando en el mismo contexto,
fallas que actualmente estn siendo prevenidas por regmenes de
mantenimiento ya existentes, y aquellas fallas que no ocurrieron
aun, pero que se consideran como posibilidades muy reales en el
contexto en cuestin.II.1.6 Efectos de fallasPor consiguiente se
tiene que analizar lo que causan estas fallas. Los efectos de las
fallas, describen lo que sucede cuando se presenta cada modo de
falla. Esta descripcin debe incluir toda la informacin necesaria
para respaldar la evaluacin de las consecuencias de las fallas,
como: Evidencias de que la falla ocurri. En qu manera representa
una amenaza para la seguridad del medioambiente. De qu modo afecta
la produccin u operaciones. Que debe hacerse para reparar la
falla.
II.1.7 Consecuencias de las fallasLas fallas detectadas dentro
de una empresa afectan de distinta manera, y algunas lo hacen a
gran escala generando gran gasto, dichas fallas son las que se
deben prevenir para optimizar los recursos.Uno de los puntos
fuertes de RCM es que este reconoce que las consecuencias de las
fallas son mucho ms importantes que sus caractersticas tcnicas, en
realidad reconoce que la nica razn de hacer cualquier tipo de
mantenimiento proactivo no es para evitar las fallas en s, sino
evitar o al menos reducir las consecuencias que estas traen. El
proceso de RCM clasifica estas consecuencias en los siguientes
cuatro grupos: Consecuencias de fallas ocultas: Las fallas ocultas
no causan un impacto directo, pero exponen a la empresa a fallas
mltiples, con consecuencias serias y frecuentemente catastrficas.
Consecuencias medioambientales y de seguridad: Una falla tiene
consecuencias medioambientales si provoca la violacin de cualquier
norma medioambiental corporativa, regional, nacional o
internacional. Consecuencias operativas: Una falla trae
consecuencias operativas cuando afecta la produccin (rendimiento,
calidad del producto, servicio al cliente o costos operativos,
adems del costo directo de reparacin.) Consecuencias no operativas:
Las fallas evidentes que conforman esta categora, no tienen
consecuencias ni de seguridad, ni de proteccin, de modo que solo
implican el costo de reparacin. Para disminuir estas consecuencia
se debe realizas algunas actividades que ayuden a contrarrestar sus
efectos y bajar el ndice de fallas. Las tcnicas del manejo de
fallas se dividen en dos categoras: Tareas Proactivas: son los
trabajos realizados antes de que la falla ocurra, para prevenir que
el equipo llegue a un estado de falla. Esto abarca lo que se conoce
tradicionalmente como mantenimiento predictivo o preventivo.
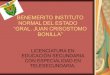
Imagen 2.1 Patrones de fallas
El patrn A es la tan conocida curva de la baera. Comienza con
una incidencia alta de falla (conocida como mortalidad infantil)
seguida por una probabilidad de falla condicional en lento o
constante crecimiento, luego por la zona de desgaste. El patrn B
muestra una probabilidad de falla creciente, finalizando en una
zona de desgaste. El patrn C muestra una probabilidad de falla
creciente pero no hay una edad de desgaste identificable. El patrn
D muestra una baja probabilidad de falla cuando el equipo es nuevo
o recin comprado, y luego una suba rpida a un nivel constante,
mientras que el patrn E muestra una permanente probabilidad
condicional de fallas a cualquier edad, (fallas casuales) El patrn
F comienza con una mortalidad infantil alta, que disminuye
eventualmente a una probabilidad condicional de falla muy lenta.
Acciones de omisin: estas se encargan del estado de falla, y son
utilizadas cuando no es posible identificar una consigna proactiva
efectiva. Las acciones de omisin incluyen bsqueda de la falla,
rediseo, y acudir a la falla. (Moubray, 2004)II.1.8 VENTAJAS DEL
RCMVentajas del RCM Mantenimiento Centrado en la Confiabilidad Si
RCM se aplicara a un sistema de mantenimiento preventivo ya
existente en las empresas, puede reducir la cantidad de
mantenimiento rutinario habitualmente hasta un 40% a 70%.
Si RCM se aplicara para desarrollar un nuevo sistema de
Mantenimiento Preventivo en la empresa, el resultado ser que la
carga de trabajo programada sea mucho menor que si el sistema se
hubiera desarrollado por mtodos convencionales.
Su lenguaje tcnico es comn, sencillo y fcil de entender para
todos los empleados vinculados al proceso RCM, permitiendo al
personal involucrado en las tareas saber qu pueden y qu no pueden
esperar de sta aplicacin y quien debe hacer qu, para
conseguirlo.(Fierro, 2011)
II.1.9 AMEFAnlisis del Modo y Efecto de la FallaEl AMEF Anlisis
de Modo Efecto y Falla es una herramienta que relaciona las fallas
o defectos de las caractersticas del proceso que afectan las
salidas del proceso.Es un procedimiento organizado que permite:
Reconocer y evaluar las fallas potenciales de un producto o proceso
y los efectos de dichas fallas. Identificar acciones que podran
eliminar o reducir la posibilidad de que ocurran fallas
potenciales. Documentar todo el proceso.(Rivera, 2006)Las
caractersticas del AMEF son: minimizar la probabilidad de una falla
o minimizar el efecto de falla.Beneficios del AMEF: Reduccin de
costos internos debido a re trabajos por no hacerlo bien la primera
vez. Reduccin del nmero de quejas y costos por garanta. Aumento de
la satisfaccin del cliente. Confianza en que los productos de la
compaa son producidos con base en mtodos de produccin robustos y
confiables.(Vzquez, 2006)
II.2 Mantenimiento Productivo TotalEl mantenimiento productivo
total no es una tcnica, sino una filosofa mediante la cual se trata
de inculcar en todos los trabajadores de una organizacin que las
labores de mantenimiento de productos y maquinas no son exclusivas
del personal de mantenimiento o de servicio. La intencin del TPM es
que labores de mantenimiento menores que no requieren un nivel
especfico de conocimiento o habilidad pueden ser realizadas por
todas las personas.El mantenimiento productivo total es especial
cuando se refiere a maquinas en proceso, el rol principal es
mejorar la operacin (eliminar tiempos muertos, entre otros) adems
de involucrar tambin la bsqueda de formas de hacer ms eficiente la
prctica del mantenimiento con una mejor planeacin y programacin de
tareas, mejores formas de acceso al equipo y un eficaz control del
inventario de partes y repuestos.(Acua, 2003)El concepto de TPM fue
definido incluyendo las siguientes metas o filosofas de trabajo:1.
Maximiza la eficiencia del equipo.2. Desarrolla un sistema de
mantenimiento productivo para toda la vida del equipo.3. Involucra
a todos los departamentos que planean, disean, usan o mantienen el
equipo en la implementacin del TPM4. Involucrar activamente a todos
los empleados, desde la alta direccin hasta los operadores de la
planta5. Promover el TPM a travs de motivacin, con actividades
autnomas de pequeos grupos.
Con el TPM se plantea la erradicacin de todas las prdidas de la
empresa. La aplicacin del TPM lleva implcito la gestin y generacin
de conocimiento y, a de cuentas, fuerza a que la empresa se
convierta en una organizacin que aprende, identificando las causas
de las interrupciones y promoviendo el mantenimiento autnomo.El TPM
tiene como pilares bsicos; el mantenimiento planeado, la ingeniera
de mantenimiento, los grupos que procuran elevar los indicadores de
confiabilidad, mantenibilidad y disponibilidad, y la mejora tcnica
contina.Este modelo cuenta con ocho pilares para desarrollar el
programa, los cuales sirven de apoyo para la construccin de un
sistema de produccin ordenado.
1. MEJORA FOCALIZADA: Eliminar las grandes prdidas ocasionadas
en el proceso productivo, tales como las fallas en los equipos
principales y auxiliares.2. MANTENIMIENTO AUTONOMO: Involucrar al
operador respecto de las condiciones de operacin y se basa en el
conocimiento que este posee del equipamiento para detectar a tiempo
fallas potenciales o realizar inspecciones preventivas y trabajos
de mantenimiento.3. MANTENIMIENTO PLANEADO: Lograr que el
equipamiento y el proceso se encuentren en las mejores condiciones,
para lo que es necesario eliminar las fallas a travs de acciones de
mejora, prevencin y prediccin.4. CAPACITACION: Aumentar la
confiabilidad del personal para interpretar y actuar de acuerdo a
condiciones establecidas.5. CONTROL INICIAL: Actividades de mejora
que se realizan durante las fases de diseo, construccin y puesta en
servicio de los equipos, con el objetivo de reducir los futuros
costos de mantenimiento:6. MANTENIMIENTO PARA LA CALIDAD: Acciones
preventivas para evitar la variabilidad del proceso, mediante el
control tanto de los componentes, como de los equipos, evitando as
el cambio de las caractersticas del proceso final y por
consiguiente cuidando la calidad, ofreciendo un producto cero
defectos.7. DEPARTAMENTO DE APOYO. Aumentar la eficiencia, con la
participacin de planeacin, desarrollo, administracin y ventas,
ofreciendo el apoyo necesario para que el proceso productivo
funcione con los menores costos, oportunidad solicitada y con la
alta calidad.8. SEGURIDAD, HIGIENE Y MEDIO HAMBIENTE: Est
comprobado que el nmero de accidentes crece en proporcin al nmero
pequeas paradas. (Carrasco, 2014)
II.3 Tipos de mantenimientoEl mantenimiento es la segunda rama
de la conservacin dedicada a prolongar la vida til de los equipos
de la empresa, es decir, el conjunto de operaciones para que un
equipamiento rena las condiciones para el propsito con l que fue
construido. Existen diferentes tipos de mantenimiento de los cuales
los ms relevantes se presentan a continuacin:II.3.1 Mantenimiento
CorrectivoTal y como su nombre lo dice trata de corregir la falla
en el momento que esta se presente, tratando de arreglarla lo ms
pronto con el menos costo posible. Aunque lamentablemente como este
paro no se tena previsto se puede gastar en refacciones y/o
material para solucionar esta falla, y al mismo tiempo se sufra
presin de otros departamentos por el efecto causado en la
produccin.Consiste en las acciones necesarias para dejar la
instalacin en el estado en se encontraba antes de la avera. El
responsable del mantenimiento, a la vista del estado en que haya
quedado la instalacin tras repararse la avera, debe decidir si
conviene mejorarlo. (Bona, 2000)II.3.2 Mantenimiento PreventivoEste
tipo de mantenimiento se da con el objetivo de prevenir las fallas
en un equipo detectndolas con anterioridad, bsicamente con
actividades que conlleven ciertas revisiones e inspecciones. La
base de este mantenimiento, est en base del mantenimiento porque se
debe tener un control sobre las actividades a realizar y un
estricto cumplimiento para que se cumplan estas mismas. Consiste en
efectuar determinadas revisiones a los elementos de una instalacin,
con independencia de que se hayan averiado o funcionen
correctamente. Estas actuaciones estn determinadas en ciertos casos
por la normativa legal emanada normalmente de los ministerios de
industria y de las comunidades autnomas. Lo importante es tener en
cuenta que, para que determinar que las instalaciones pueden
funcionar legamente, es preceptivo que se revisen de determinada
forma cada tiempo. Por tanto, no es necesario entra en
planeamientos tcnicos o de gestin al respecto. (Bona, 2000)II.3.3
Mantenimiento predictivoEs una tcnica para pronosticar el punto
futuro de falla de un componente, de tal forma que dicho componente
pueda reemplazarse, con base en un plan, justo antes de que falle.
Consiste en el anlisis de los parmetros de funcionamiento del
sistema estudiando su evolucin temporal para detectar un fallo
antes de que ste provoque consecuencias ms graves, evitando as
fallas. (Villanueva, Un enfoque analitico del Mantenimiento
Industrial., 2009)II.3.4 Mantenimiento autnomo El mantenimiento
autnomo son todas aquellas actividades que se llevan a cabo por los
operadores con el fin de llevar el control de sus equipos y
maquinaria como medida de control de deterioro.Objetivos del
mantenimiento autnomo Eliminar el deterioro acelerado. Retardar el
deterioro normal. Restaurar las condiciones bsicas de los equipos.
Evitar problemas de equipo y maquinaria a travs del cuidado
minucioso de los operadores.El mantenimiento autnomo, es una
metodologa fundamental para el lean manufacturing. La filosofa del
mantenimiento autnomo es opuesta al pensamiento de la fbrica
tradicional, donde las funciones producir y mantener estn
separadas: yo produzco, tu reparas. El propsito del mantenimiento
autnomo es ensear y transferir a los operario de produccin tareas
sencillas, frecuentes e importantsimas del mantenimiento preventivo
limpieza, inspeccin, ajuste y lubricacin. Mediante las tareas
diarias de mantenimiento autnomo, los operarios detectan
situaciones anmalas, fabrica oculta, y evitan la entrada del equipo
en deterioro acelerado.Para implantar el mantenimiento autnomo en
un equipo productivo se deben seguir los siguientes pasos:1.
Seleccionar un equipo productivo piloto.2. Nombrar un equipo de
personas compuesto por el lder del equipo, operarios, un
responsable de produccin y tcnicos de mantenimiento. 3. Formar a
los operarios para conocer la mquina.4. Formar a los operarios para
operar la mquina.5. Hacer una limpieza e inspeccin inicial para
detectar anomalas. Elaborar una lista de fuentes de suciedad,
puntos de difcil limpieza, apaos y elementos rotos.6. Remediar los
elementos daados y apaos.7. Eliminar las fuentes de suciedad y
puntos de difcil limpieza y promover el control visual.8. Elaborar
gamas (estndares) y registros provisionales de limpieza.(Neto,
2013)
II.4 Descripcin de los equiposEn la realizacin del servicio de
transporte de fluidos peligrosos se necesitan de diferentes equipos
con los cuales se debe trabajar da a da, a continuacin se describen
algunos de ellos.
II.4.1 Bomba centrfugaUna bomba centrifuga es una mquina que
tiene un conjunto de paletas rotatorias encerradas dentro de una
coraza. Las paletas proporcionan energa al fluido el cual es
impulsado por la fuerza centrfuga hacia la coraza en donde gran
parte de la energa de movimiento es transformado a presin. Es ms
utilizado para casi cualquier sistema en el que se tenga que mover
o desplazar fluidos por tuberas o canalizaciones. Lo simple de su
construccin, su habilidad para producir un flujo relativamente
suave en condiciones variadas de operacin y el hecho de que sus
espacios o huelgos entre el impulsor y la carcasa virtualmente
eliminan el peligro de daos en caso de que se cierre la vlvula de
descarga. (Cruz, 1996)
II.4.2 Bomba de vacoLas bombas de vaco son aquellos dispositivos
que se encargan de extraer molculas de gas de un volumen sellado,
formando un vaco parcial, tambin llegan a extraer sustancias no
deseadas en el producto, sistema o proceso.Algunas de las
aplicaciones y usos ms comunes son:Coccin y/o concentrado a baja
temperatura de: mosto, jaleas, dulces, jarabes, etcteraVaco central
para clnicas mdicas o laboratoriosTermoformado de
termoplsticosCalibracin de tubos de termoplsticos extrusadosMquinas
para la industria crnicaDesgasificado y deshidratado para la
impregnacin de madera u otro material porosoEnfriamiento rpido
(evaporacin rpida de la humedad en frutas, verduras, logrndose un
veloz descenso de la temperatura.)Industria textil (tratamiento de
diferentes fibras, planchado)Desodorizado (eliminando gases
indeseables en sustancias qumicas, produccin de alimentos,
etctera)Destilacin a baja temperatura (extraccin en vaco de
fracciones voltiles)Eviscerado (eliminacin de vsceras en aves,
pescados, etctera)Aceleracin de filtrado, reduciendo la presin en
la descarga del filtro (ejemplo: filtros rotativos)Equipos de
esterilizacin hospitalariaSuccin para odontologaEtiquetadoras
II.4.3 Compresores de aireLos compresores de aire son
dispositivos usados para proporcionar energa eficiente a las
herramientas y a la maquinaria de construccin. Los compresores de
aire pueden operarse por motores de combustin interna y su
capacidad de presurizar el aire permite a la energa ser transmitida
va tubos o mangueras.Para que el aire transmita energa, necesita
ser comprimido o aumentado a una presin ms alta. Cuando el aire es
comprimido se le da energa que puede proporcionar la energa para la
maquinaria, generalmente con el uso de pistones que empujan el aire
comprimido hacia adelante y hacia atrs. Varios compresores de aire
se utilizan generalmente en conjunto el uno con uno otro para crear
un sistema de distribucin que lleve el aire comprimido como energa
hacia diversos puntos. El aire entonces se transforma en energa
para una herramienta mecnica. (Heras, 2003)
II.4.4 Cargador mltiple de bateras industrialesAparato que sirve
para recargar una batera descargada haciendo circular una corriente
continua, de tensin ligeramente superior a la de la misma batera,
en sentido opuesto al de la corriente de descarga. El aparato
dispone igualmente de unampermetropara controlar constantemente la
intensidad de la corriente de carga, y de unvoltmetropara conocer
exactamente el valor de la tensin en los bornes de la batera. Los
tipos usados en los talleres elctricos se han previsto para poder
efectuar la recarga simultnea de varias bateras, unidas entre s en
serie o en paralelo, segn las circunstancias. Dado que la duracin
de la carga no debe ser excesiva, hay que controlar tanto el tiempo
como la intensidad de la corriente y el peso especfico de la
solucin electroltica. Para reducir la necesidad del control la
electrnica ha conseguido realizar tipos especiales de
rectificadores, cuyo funcionamiento se interrumpe automticamente en
cuanto se ha alcanzado la carga completa. (MOTORGIGA, 2010)
II.4.5 Esmeril de bancoUn esmeril de banco es un tipo de mquina
que se usa en una mesa, utiliza una rueda abrasiva en cada extremo,
en total son dos. Un triturador de pedestal es una versin ms grande
de un esmeril de banco este est montado en un pedestal, que se
atornilla al suelo. Este tipo de molinos se suelen utilizar para
moler a mano herramientas de corte y realizar otros desbastes.
Dependiendo del grado de la muela se puede utilizar para afilar
herramientas de corte tales como herramientas de torno o brocas.
Alternativamente se puede utilizar para dar forma a una pieza de
metal antes de la soldadura o del montaje. Una rueda de cepillo de
alambre o ruedas de pulido se pueden intercambiar con los discos
con el fin de limpiar o pulir piezas de trabajo. Discos de acero
diseado no deben ser utilizados para moler metales ms suaves, como
el aluminio. El metal blando se aloja en los poros de la rueda y se
expanden con el calor de la molienda. Esto se puede desprender
pedazos del disco de esmerilar. (Pesce, 2012)