Embed Size (px)
Citation preview
2 ProIon - Die Härterei.
Pro Ion –Die Härterei.

4 ProIon - Die Härterei. proion.com
Ihre Vision ist unsere Leidenschaft.Dieser Leitspruch prägt uns seit über 20 Jahren und garantiert Ihnen als Kunden stetige Weiterentwicklung und die Präsenz modernster Technologien zur Wertsteigerung Ihres Produktes.
So hat sich die Pro Ion Härtetechnik GmbH in der Vergangenheit
vom Spezialisten des Puls-Plasmanitrierens zum Universal-
Lieferanten sämtlicher Härtetechnologien für den Automobilbau,
den Maschinenbau und deren besten Lieferanten entwickelt.
Eine Erweiterung unserer bestehenden Härterei ist bereits in
Planung und wird unser Portfolio nochmals ergänzen.
Die Nachhaltigkeit unserer Produkte besteht in Reproduzierbarkeit,
Individuallösungen und besten Oberflächen-Qualitäten.
Bereits heute können wir Ihnen versichern, diesen Weg auch
weiterhin zu beschreiten. Dafür stehen wir mit unserem Namen.
Ihr
Karsten Franke
„“

6 ProIon - Die Härterei. proion.com
Pro Ion Die Härterei Bereits ein Jahr später gingen wir mit selbst konstruierten und
selbst entwickelten Maschinen an den Markt. Heute produ-
zieren wir auf 3.000 m² mit modernsten Härte-Technologien
für unsere industrielle Kunden.
Die metallverarbeitende Industrie ist unser Geschäftsfeld.
Unsere langjährigen Mitarbeiter stehen uns mit ihrem gesamten
Erfahrungsschatz zur Verfügung und tragen somit zur Kosten-
reduktion von Bauteilen bei.
Eine hohe jährliche Investitionsrate garantiert Ihnen zu jedem
Zeitpunkt den bestmöglichen Standard der Technik zur
kontinuierlichen Verbesserung Ihrer Produkte.
Durch die Entwicklung und den Bau von Puls-Plasmanitrier-
anlagen hat sich die Firma Pro Ion Härtetechnik GmbH im
Härten durch emissionsfreie Technologien ausgezeichnet.
Der Umweltgedanke sowie die Schonung von Ressourcen
sind in unserer Geschäftspolitik fest verankert.
In einer Garage in Blitzenreute wurde das Unternehmen 1998 durch die drei Geschäftsführer Karsten Franke, Reiner Bodenmüller und Manfred Schieber gegründet.

proion.com
That'sreally
hot !
8 ProIon - Die Härterei.

10 ProIon - Die Härterei.
Härten für die Zukunft Die Pro Ion Härtetechnik GmbH versteht sich als Dienstleister für die gesamte metall- verarbeitende Industrie.
Wir sind tätig für:
+ Automobilindustrie
+ Automobilzulieferindustrie
+ Luftfahrtindustrie
+ Maschinenbau
+ Sport- und Jagdwaffen
+ Defense-Bereich
+ Pumpenindustrie
+ Umwelttechnik
Darüber hinaus werden wir auch in vielen
zerspanenden Betrieben als langjähriger
Partner anerkannt und geschätzt.
proion.com

proion.com
UnsereHärte-verfahren
FlammhärtenVerfahren zur Randschichthärtung – Seite 14/15
Puls-PlasmanitrierenThermochemisches Oberflächenhärten ohne Gefügeumwandlung – Seite 16/17
Einsatzhärten / CarbonitrierenThermochemisches Oberflächenhärten mit Gefügeumwandlung – Seite 18/19
GasnitrocarburierenThermochemisches Oberflächenhärten ohne Gefügeumwandlung – Seite 20/21
Vakuumhärten Härteverfahren – Seite 22/23
Glühen unter Atmosphäre / Schutzgas / VakuumSpannungsarme Glühverfahren – Seite 24/25
12 ProIon - Die Härterei.

14 ProIon - Die Härterei. proion.com
Die Vorteile
+ Erhöhung der Biegewechselfestigkeit
+ Verbesserung des Verschleiß-
widerstandes
+ Geringes Verzugsverhalten durch
Beibehaltung des Kerngefüges
+ Zähigkeit des Kerngefüges bleibt erhalten
Durch Austenitisierung erfolgt eine Gefügeumwandlung
im oberflächennahen Bereich und in bis zu 10 mm Tiefe.
Klassisches Merkmal ist die hohe Eindringtiefe, bei der
zwingend die Kernfestigkeit beibehalten wird. Dazu
muss ein Kohlenstoffgehalt von mehr als 0,4 % vor-
handen sein. NC-gesteuert können sowohl drehsym-
metrische Geometrien als auch flächige Oberflächen
gehärtet werden.
Weitere Details
+ Oberflächenhärten > 50 HRC in
Abhängigkeit von der Stahlqualität
+ Partielle Härtung möglich
+ Härtetiefen bis max. 10 mm
+ Durch Wasserabschreckung auch
unlegierte, kohlenstoffhaltige Stähle
härtbar:
C45, C70, 42CrMo4, Cf53, 1.2363,
1.2379, 1.2436 usw.
Spezifikationen
+ Stückgrößen bis max.
Ø 350 mm x 2.500 mm
+ Stückgewichte bis max. 3 t
Typische Anwender
Maschinenbau, Werkzeugbau,
Pumpenindustrie, Umwelttechnik
FlammhärtenVerfahren zur Randschichthärtung
16 ProIon - Die Härterei.
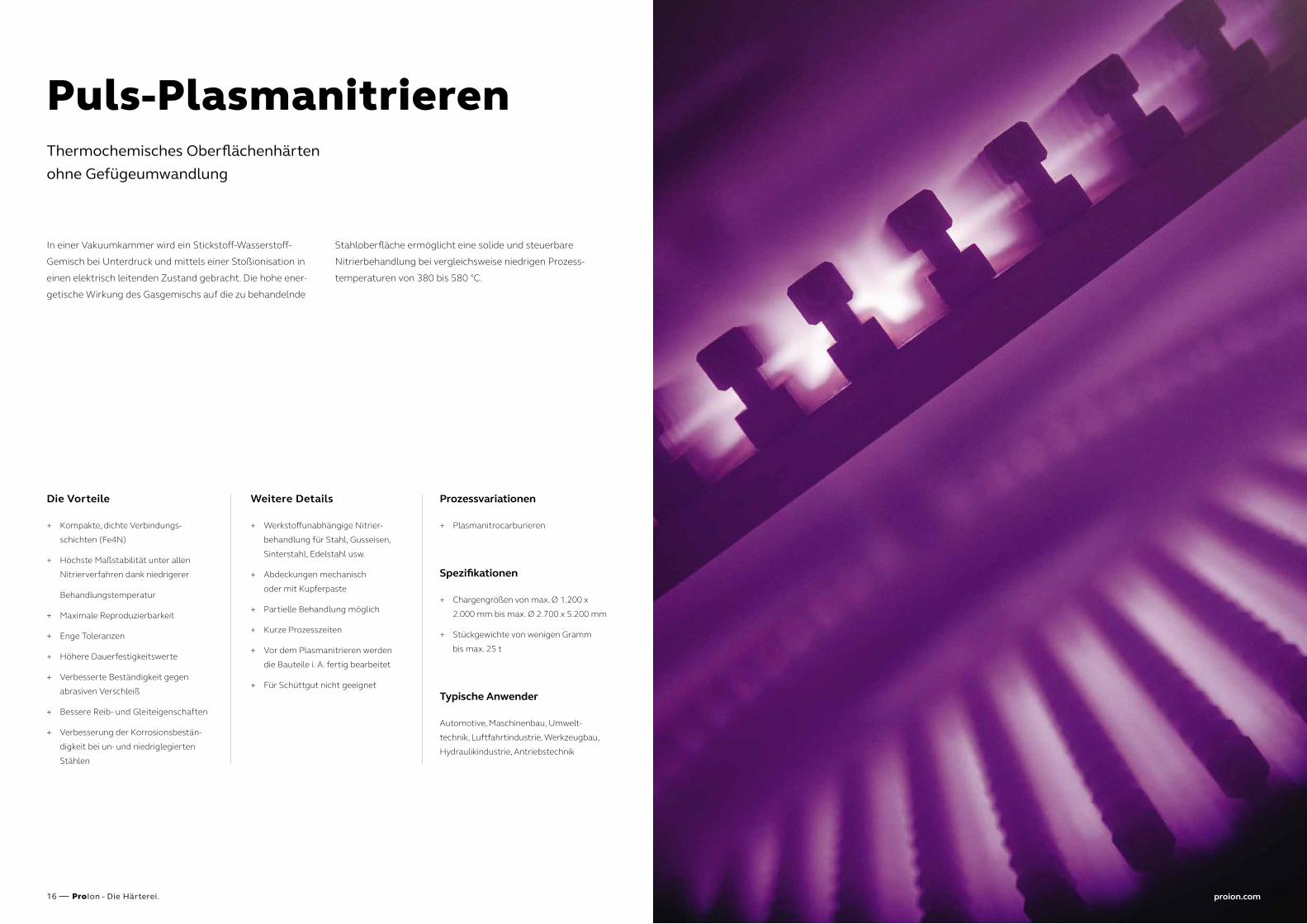
In einer Vakuumkammer wird ein Stickstoff-Wasserstoff-
Gemisch bei Unterdruck und mittels einer Stoßionisation in
einen elektrisch leitenden Zustand gebracht. Die hohe ener-
getische Wirkung des Gasgemischs auf die zu behandelnde
Stahloberfläche ermöglicht eine solide und steuerbare
Nitrierbehandlung bei vergleichsweise niedrigen Prozess-
temperaturen von 380 bis 580 °C.
Die Vorteile
+ Kompakte, dichte Verbindungs-
schichten (Fe4N)
+ Höchste Maßstabilität unter allen
Nitrierverfahren dank niedrigerer
Behandlungstemperatur
+ Maximale Reproduzierbarkeit
+ Enge Toleranzen
+ Höhere Dauerfestigkeitswerte
+ Verbesserte Beständigkeit gegen
abrasiven Verschleiß
+ Bessere Reib- und Gleiteigenschaften
+ Verbesserung der Korrosionsbestän-
digkeit bei un- und niedriglegierten
Stählen
Weitere Details
+ Werkstoffunabhängige Nitrier-
behandlung für Stahl, Gusseisen,
Sinterstahl, Edelstahl usw.
+ Abdeckungen mechanisch
oder mit Kupferpaste
+ Partielle Behandlung möglich
+ Kurze Prozesszeiten
+ Vor dem Plasmanitrieren werden
die Bauteile i. A. fertig bearbeitet
+ Für Schüttgut nicht geeignet
Prozessvariationen
+ Plasmanitrocarburieren
Spezifikationen
+ Chargengrößen von max. Ø 1.200 x
2.000 mm bis max. Ø 2.700 x 5.200 mm
+ Stückgewichte von wenigen Gramm
bis max. 25 t
Typische Anwender
Automotive, Maschinenbau, Umwelt-
technik, Luftfahrtindustrie, Werkzeugbau,
Hydraulikindustrie, Antriebstechnik
Puls-PlasmanitrierenThermochemisches Oberflächenhärten ohne Gefügeumwandlung
proion.com
proion.com
Die Vorteile
+ Harte, verschleißbeständige Rand-
schicht und zäher Kern
+ Erhöhung der Kernfestigkeit
+ Erhöhung der Dauerfestigkeit und
Biegewechselfestigkeit durch
Einbringen von Druckspannungen
+ Verbesserung der mechanischen
Eigenschaften
+ Erhöhter Verschleißwiderstand
+ Robustes Verfahren
+ Reproduzierbar
In einer kohlenstoffgesättigten Ofenatmosphäre werden
die Werkstücke programmgesteuert auf Diffusions-
temperatur gebracht. Bei Temperaturen um 800 °C kann
der Kohlenstoff in die oberflächennahen Randbereiche
des Werkstücks eindringen, gesteuert und bis zu 4 mm tief.
Im Anschluss werden die Teile auf Härtetemperatur ge-
bracht und dann im Ölbad abgeschreckt.
Das Ergebnis dieser reduzierenden Atmosphäre unter Ver-
drängung von Sauerstoff: zunderfreie und verschleißfeste
Werkstücke.
Weitere Details
+ Verwendung von kohlenstoffarmen
Stählen mit einem Kohlenstoffgehalt
von weniger als 0,25 %
+ Typische Stahlsorten: C10, 16MnCr5,
18CrNi8 bis zu 25MoCr4 usw.
+ Weichzonen können mechanisch
oder mit Kupferpaste erzeugt werden
+ Bevorzugtes Verfahren für Getriebe-
und Maschinenbau
Spezifikationen
+ Chargengrößen bis max. Breite
900 mm x Tiefe 1.200 mm x
Höhe 920 mm
+ Chargengewichte bis max. 2 t
Einsatzhärten / CarbonitrierenThermochemisches Oberflächenhärtenmit Gefügeumwandlung
Prozessvariationen
Carbonitrieren ergänzt das Verfahren
des Einsatzhärtens und ist verfahrens-
technisch gleich aufgebaut – erfolgt
jedoch unter Zugabe von Stickstoff.
Dabei wird die Oberflächenhärtung
von unlegierten Baustählen mit einem
Kohlenstoffgehalt unter 0,2 % möglich.
So können wir Ausgangshärten zwischen
55 und 63 HRc erzielen. Standardmäßig
werden Einsatzhärtetiefen zwischen
0,1 bis 0,8 mm erreicht.
Typische Anwender
Maschinenbau, Werkzeugbau
18 ProIon - Die Härterei.

20 ProIon - Die Härterei. proion.com
Die Vorteile
+ Erhöhung der Biegewechselfestigkeit
+ Verbesserung des Verschleißwiderstandes
+ Geringes Verzugsverhalten
+ Verbessertes Korrosionsverhalten
+ Schüttgut möglich
Das Gasnitrocarburieren ist eine verzugsarme thermo-
chemische Wärmebehandlung. In einer definierten
Atmosphäre aus Ammoniak (NH3), Kohlendioxid (CO2)
und Stickstoff (N) werden Behandlungen bei Tempera-
turen zwischen 540 bis 580 °C durchgeführt. Ziel: die
Erzeugung einer Eisennitritschicht von 10 bis 25 µ zur
signifikanten Verbesserung des Verschleißverhaltens.
Eine nochmalige Steigerung des Korrosionsschutzes
wird durch das nachträgliche Oxidieren der Werkstücke
erreicht. Hier können wir hohen ästhetischen Anforde-
rungen gerecht werden.
Weitere Details
+ Partielle Härtung möglich
+ Geeignet für unlegierte und
mittellegierte Werkstoffe
Spezifikationen
+ Ofengröße 800 x 1200 x 800 mm
Typische Anwender
Maschinenbau, Werkzeugbau,
Pumpenindustrie, Umwelttechnik
GasnitrocarburierenThermochemisches Oberflächenhärten ohne Gefügeumwandlung

22 ProIon - Die Härterei. proion.com
Die Vorteile
+ Höchster Verschleißwiderstand
+ Höchste Reproduzierbarkeit
+ Geringste Maßveränderungen
+ Verhinderung von Zunder- und
Oxidschicht
+ Martensitbildung durch das gesamte
Gefüge
Wir verwenden zum Abschrecken Stickstoff. Dieses
milde Abschreckverhalten verhindert Härterisse. Dabei
ergeben sich zunder- und oxidschichtfreie Oberflächen.
Durch Austenitisierung des gesamten Werkstücks bildet
sich Martensit aus, das für den hohen Verschleißwider-
stand des Werkstücks sorgt. Dieses Verfahren setzt
voraus, dass das Werkstück aus lufthärtbarem Stahl
besteht – eine Eigenschaft, die ausschließlich mittel-
und hochlegierte Stähle haben.
Weitere Details
+ Verwendung von mittel- und hoch-
legierten Stählen:
31CrMoV9, 1.2311, 1.2344,
1.2363, 1.2379 usw.
Prozessvariationen
+ Vakuumvergüten
Vakuumhärten Härteverfahren
Spezifikationen
+ Chargengrößen bis max. Breite
800 mm x Tiefe 1.200 mm x
Höhe 700 mm
+ Chargengewichte bis max. 1 t
Typische Anwender
Automotive, Maschinenbau, Umwelt-
technik, Rüstungsindustrie, Luftfahrt-
industrie, Werkzeugbau, Hydraulikin-
dustrie, Waffenindustrie, Antriebstechnik,
Lebensmittelindustrie
proion.com
Die Vorteile
+ Verbesserung der Gefügezustände
nach einer Kaltumformung
+ Normalisieren der Kornverfeinerung
eines ungleichmäßigen oder grob-
körnigen Gefüges
+ Reduzierung von Druck- und Zug-
spannungen durch Zerspanen
+ Verbesserung der Zerspanungs-
eigenschaften
Langsam und gleichmäßig werden die Stahlplatten erwärmt.
Zwingend ist die konstante Temperatur in der anschließenden
Haltezeit. Noch entscheidender für das spannungsarme Glühen
ist schließlich die langsame und gleichmäßige Abkühlphase,
die noch in unserem Glühofen abgeschlossen wird.
Wir arbeiten mit Temperaturen von 550 bis 700 °C.
Zunder- und Oxidschichtbildung sind möglich.
Weitere Details
+ Weichglühen von Stählen mit einem
C-Gehalt über 0,5 % bei Temperaturen
um die Ac1-Linie
Prozessvariationen
+ Vakuumglühen – bei Temperaturen
bis 1.100 °C. Durch den Ausschluss
von oxidierenden Gasen können
Bauteile ohne Verfärbung, zunder-
und oxidschichtfrei geglüht werden.
Chargengrößen bis max. Breite
800 mm x Tiefe 1.200 mm x
Höhe 700 mm
Chargengewichte bis max. 1 t
+ Schutzgasglühen – bei Temperaturen
bis 750 °C. Mit dem Einsatz von Fer-
miergas (reduzierendes Gas) reduzie-
ren sich Zunderschicht und Oxid
entscheidend. Keine Randentkohlung.
Chargengrößen bis max. Breite
900 mm x Tiefe 1.200 mm x
Höhe 900 mm
Chargengewichte bis max. 2 t
Spezifikationen
+ Atmosphärisches Glühen
+ Chargengröße auf Anfrage
+ Chargengewichte bis max. 3 t
Typische Anwender
Maschinenbau, Umwelttechnik,
Anlagenbau
Glühen unter: Atmosphäre / Schutzgas / Vakuum Spannungsarme Glühverfahren
24 ProIon - Die Härterei.
proion.com26 ProIon - Die Härterei.
Service
at itsbest.
Vertrauen Sie unserer zentralen Fertigungssteuerung für sämtliche Härteverfahren. Wir garantieren eine reibungslose innerbetriebliche Logistik mit teilweise vollautomatischen Prozessabläufen und somit der Verkürzung von Lieferzeiten. Zuverlässigkeit und das Wissen unserer langjährigen Mitarbeiter sind Bestandteil Ihres Erfolges.
Innovation und Nachhaltigkeit sind dabei kein Widerspruch –
sie sind die Prinzipien von Pro Ion. Und unser Antrieb. Deshalb
basiert Veränderung bei uns auf langjährigem Know-how in
der Optimierung von Materialqualitäten.

28 ProIon - Die Härterei. proion.com
+ Prozessberatung und -begleitung
bereits in der Konstruktionsphase
+ Kundenschulung
+ Transport und Logistik
+ Werkstoffprüfung
+ Spektralanalyse
+ Metallografische Untersuchung
+ Dokumentation und Archivierung
+ Schadensbegutachtung
Da wir für viele Auftraggeber seit Jahren arbeiten, sind wir sicher,
dass Härte gewinnt. Und da auch wir nicht unter die Oberfläche
sehen, ergänzen wir unsere Kompetenz um gründliche und zuver-
lässige Verfahren zur Qualitätsprüfung.
Dazu zählen:
+ Härteprüfungen nach Rockwell gemäß DIN EN ISO 6508-1
wie z.B. HRA, HRB, HRC, Superrockwell
+ Vickers DIN EN ISO 6507-1 HV 0,2 ... 20
+ NHT-Ermittlung nach DIN 50190-3
+ Schliffbilder
+ Werkstoffbestimmungen
+ Sachverständigengutachten
+ Dokumentation und Archivierung
Von der Konstruktion bis zur Auslieferung
Unsere Zertifikate . . . finden Sie unter www.proion.com
Für Ihr Gutes wollen wir nurdas Beste.

Pro Ion Härtetechnik GmbHFronhofener Straße 388273 Fronreute-Baienbach
+49 7505 [email protected]
proion.com

proion.com