Embed Size (px)
Citation preview
Tecnología de la conformación por moldeo
La fabricación de piezas metálicas de una forma y tamaño definidos, fundiendo un metal o aleación y vertiéndolo en moldes construidos previamente, es la técnica que se designa con el nombre de conformación por moldeo. Se conoce desde tiempos antiquísimos, pues se conservan piezas fundidas con más de cinco milenios de antigüedad; algunas incluso de grandes dimensiones, como las columnas de bronce del templo de Salomón.
El moldeo es una técnica que consiste en calentar el material hasta su punto de fusión y, en ese momento, verterlo en un molde con la forma de la pieza que se pretende obtener.
El moldeo de piezas metálicas, aunque varía según el proceso, debe seguir unas etapas determinadas, que se recogen en el siguiente diagrama de bloques:
Una vez que se ha realizado el diseño de la pieza que se desea fabricar, es necesario construir un modelo. Generalmente se elaboran en madera o yeso, de forma totalmente artesanal. A partir del modelo se construye el molde, que puede ser de arena o en coquilla; si la pieza es hueca es preciso fabricar también los machos o noyos, que son unas piezas que recubren los huecos interiores. En todos estos pasos se debe tener en cuenta el material elegido para la fabricación de la pieza.
El proceso de llenado del molde se conoce como colada. El desmoldeo consiste en extraer la pieza del molde una vez solidificada. En muchos casos, y fundamentalmente cuando se requiere precisión, deben realizarse tratamientos de acabado sobre las piezas obtenidas. Los materiales con los que se construyen las piezas suelen ser metales y aleaciones, y deben poseer las siguientes características:
- Punto de fusión bajo (para ahorrar combustible).
- Baja tensión superficial (para reproducir fielmente el molde).
- Bajo coeficiente de dilatación en estado líquido (para que la contracción del metal sea pequeña).
- Bajo coeficiente de dilatación en estado sólido (para disminuir el peligro de formación de grietas durante el enfriamiento).
- Aptitud para el llenado del molde.
Diseño y materiales para moldes y machos
La fundición en arena requiere un modelo a tamaño natural de madera, plástico y metales que define la forma externa de la pieza que se pretende reproducir y que formará la cavidad interna en el molde.
En lo que atañe a los materiales empleados para la construcción del modelo, se puede emplear desde madera o plásticos como el uretano y el poliestireno expandido (EPS) hasta metales como el aluminio o el hierro fundido.
Para el diseño del modelo se debe tener en cuenta una serie de medidas derivadas de la naturaleza del proceso de fundición:
Debe ser ligeramente más grande que la pieza final, ya que se debe tener en cuenta la contracción de la misma una vez se haya enfriado a temperatura ambiente. El porcentaje de reducción depende del material empleado para la fundición.
A esta dimensión se debe dar una sobre medida en los casos en el que se dé un proceso adicional de maquinado o acabado por arranque de viruta.
Las superficies del modelo deberán respetar unos ángulos mínimos con la dirección de desmoldeo (la dirección en la que se extraerá el modelo), con objeto de no dañar el molde de arena durante su extracción. Este ángulo se denomina ángulo de salida. Se recomiendan ángulos entre 0,5º y 2º.
Incluir todos los canales de alimentación y mazarotas necesarios para el llenado del molde con el metal fundido.
Si es necesario incluirá portadas, que son prolongaciones que sirven para la colocación del macho.
Los moldes, generalmente, se encuentran divididos en dos partes, la parte superior denominada cope y la parte inferior denominada draga que se corresponden a sendas partes del molde que es necesario fabricar. Los moldes se pueden distinguir:
Moldes de arena verde: estos moldes contienen arena húmeda. Moldes de arena fría: usa aglutinantes orgánicos e inorgánicos para fortalecer
el molde. Estos moldes no son cocidos en hornos y tienen como ventaja que son más precisos dimensionalmente pero también más caros que los moldes de arena verde.
Moldes no horneados: estos moldes no necesitan ser cocidos debido a sus aglutinantes (mezcla de arena y resina). Las aleaciones metálicas que típicamente se utilizan con estos moldes son el latón, el hierro y el aluminio.
Modelos permanentes
Los moldes de metal se usan sobre todo para aleaciones de bajo punto de fusión. Los moldes permanentes pueden usarse muchas veces. La vida dependerá, en gran parte de que tan intrincado sea el diseño de la fundición y la temperatura del metal que se cuela en el molde. El hierro fundido y el acero son los materiales más comunes con los cuales se hace el molde. La fundición en molde permanente se usa sobre todo para conformar aluminio, cobre, magnesio y aleaciones de zicn.algunas veces, el hierro fundido se cuela en moldes permanentes que tienen una vida mucho más baja debido a la más alta temperatura de operación.
Modelos no permanentes
Fabricados de arena, yeso, cerámica y materiales similares. Estos son por lo general mezclados con varios aglutinantes o agentes o agentes de unión, estos son materiales refractarios, es decir, son capaces de resistir las elevadas temperaturas de los metales fundidos. Una vez solidificada la pieza colada, en estos procesos el molde es roto para retirar la fundición.
Arenas para fundición
La fundición en arena es el proceso más utilizado, la producción por medio de este método representa la mayor parte del tonelaje total de fundición. Casi todas las aleaciones pueden fundirse en arena; de hecho, es uno de los pocos procesos que pueden usarse para metales con altas temperaturas de fusión, como son el acero, el níquel y el titanio Su versatilidad permite fundir partes muy pequeñas o muy grandes y en cantidades de producción que van de una pieza a millones de éstas.
Para determinar la calidad esencial de la arena de fundición se hace necesaria algunas pruebas periódicas. Las propiedades cambian por contaminación con materiales extraños, por la acción del des moldeo, por el cambio gradual y la distribución de los tamaños de grano y por la continua exposición de esta a altas temperaturas, las pruebas pueden ser tanto químicas como mecánicas
Entre las propiedades de las arenas destacan las siguientes.
Permeabilidad
Resistencia
Plasticidad
Refractariedad
Tipos de arenas:
Las arenas son rocas sedimentarias detríticas no cementadas formadas por clastos cuyo diámetro oscila entre 1/16 y 2 mm, están formadas mayoritariamente por granos de cuarzo o silicatos. Las rocas se dividen en tres grupos Conglomerados, areniscas y arcillas, a las que corresponden entre los sedimentos recientes las grabas, las arenas y los fangos detríticos.
En contraste con las arenas de fundición existen dos tipos de arenas:
Arena para moldeo en seco
Arena para moldeo en verde
Arena para moldeo en seco:
Con esta arena se hacen moldes que antes de la colada se someten a un secado, cuya finalidad es aumentar la cohesión de la arena, con el fin de que soporte mejor la acción mecánica del metal fundido, acrecentar la permeabilidad y absorber parte de los gases que se producen en el curso de la colada.
Arena para moldeo en verde:
Con este tipo de arena se confeccionan moldes en los que se vierte la colada sinSometerlos a ningún secado. Esta arena implica un sistema de moldeo más económico y permite producciones en serie y un empleo menor de cajas de moldeo. A pesar de esto, no todas las piezas se pueden producir con el moldeo en verde, particularmente las piezas grandes son difíciles de hacer con este sistema.
Moldeo a mano
El método más sencillo es el tendido a mano. Los materiales se tienden y se conforman en el moldeo a mano y por exprimido, se expulsa todo el aire atrapado, y se compacta la pieza.
Moldeo mecánico
En los talleres modernos de fundición, de gran producción y producción en serie, para la elaboración de los moldes y machos se sustituyen los métodos manuales de moldeo por el moldeo a máquina o mecánico.
Sus ventajas sobre el manual son las siguientes:
1) No necesita personal especializado
2) Se pueden obtener piezas con espesores muy pequeños;
3) Los moldes adquieren una compacidad más uniforme y una resistencia más alta, con lo cual las piezas quedan mejor acabadas.
4) Se facilita la operación de desmoldeo sin deteriorar el molde, ahorrando los gastos de reparación.
5) Se disminuye el número de piezas defectuosas y se mejora la calidad.
En la elaboración de los moldes a máquina, el elemento fundamental es la placa modelo y el molde se realiza en dos cajas. La introducción de la máquina de moldear en los talleres de fundición ha supuesto un gran avance, al sustituir los métodos artesanos por procesos de mecanizado. .
Máquinas de moldear
Realizan parcial o totalmente el ciclo de operaciones descrito en el moldeo a mano. Las primeras que se construye ron sólo extraían el modelo (máquinas de desmoldear) evitando el deterioro y reparación del molde.
Posteriormente, para disminuir la fatiga de los operarios y aumentar la productividad se sustituyó el atacado a mano por el mecánico y se construyeron las máquinas de moldear.
En la actualidad, se ha llegado a un grado de perfeccionamiento tal que, con máquinas automáticas se dosifica y carga la arena, se retira el modelo y, por último se cierran las cajas y se les deja listas para la colada.El apisonado de la arena se puede conseguir por presión, por sacudidas y por proyección.
Máquinas de moldear con prensado
Constan de una platina o tablero sobre la que se fija la placa modelo. Encima de ella se sitúa la caja de moldeo y sobre ésta el marco de realzado o relleno. La caja y el marco se llenan de arena de moldeo y se comprime. Posteriormente, se retira el plato, el marco de realzado y se efectúa el desmoldeo.
El grado de compresión de la arena debe ser el necesario para que no se desmorone al retirar el modelo, ni se produzcan deformaciones durante la colada. Un grado de compresión excesivo reduce la permeabilidad y, en consecuencia, impide la salida de los gases durante la colada.
Para conseguir el mismo efecto en modelos con superficies a distintas alturas se pueden emplear los siguientes métodos:
1) Perfilado de la arena en el realzado.
2) Perfilado del tablero de compresión, con huecos que se corresponden con los relieves del molde. La compresión se efectúa sobre el realzado lleno de arena hasta el nivel superior y, una vez realizada, se retira con una regla la arena que sobrepasa el nivel del plano de la caja de moldeo.
3) Un tablero de presión previa, que presenta huecos en correspondencia con los relieves del modelo. La compresión se realiza en las fases: a) Se comprime con el tablero T, sujeto al plato, hasta la posición T la arena que llena el realzado hasta el nivel superior; b) Se retira el plato, se quita el tablero T y se llena el hueco que ha dejado hasta el nivel superior del realzado; c) Se comprime de
Herramientas para moldeo
Para el moldeo se utilizan ciertas herramientas como lo son : pizon, palustre, baceadero, el horno, el crisol, tablero, la caja, reglilla, polvo separador, pala, aguja, el modelo, pata de cabra,etc
Procesos de moldeo en cascara
El proceso para formar una cascara delgada de arena aglutinada con una resina plástica termoendurecible, se conoce como modelado de cascara.
Procesos en a la cera perdida
La forma más antigua de colada que se ha utilizado hace más de 5000 años es el proceso de la cera perdida. Los primeros procesos de la cera perdida consistían en hacer un corazón (macho) de arcilla sobre el cual se revestía la arcilla y, después se modelaba o esculpía a la forma y tersura deseadas. El móldelo se colocaba en una plataforma grande y se empacaban arena y arcilla alrededor de él.
Después de que la arena estaba colocada en su lugar, excepto una abertura en la parte superior, se quitaba la plataforma de la base y se mantenía un fuego suave debajo de la apertura de la plataforma. Él calor fundía la cera que escurría de la cavidad del molde. La cera utilizada se pesaba con todo cuidado a fin de que el modelador pudiera determinar que esta había salido en su totalidad de la cabida del molde.
A continuación se cubría la plataforma con arena, arcilla y eso. Después, se sellaba esta plataforma para separarla del fondo del molde. Se llenaba el molde con metal fundido y se dejaba endurecer cierto tiempo, en ocasiones algunos días, para piezas fundidas grandes, como cañones y estatuas. Una vez que el metal estaba duro, se excavaba el molde para dejar la pieza fundida terminada.
Ceras y revestimientos
Revestimientos
En la fundición por revestimiento, el modelo, hecho de cera, se recubre con material refractario para fabricar el molde, después de esto, la cera se funde y evacua antes de vaciar el metal fundido. El termino revestimiento viene de la palabra revestir, que significa “cubrir completamente”, esto se refiere al revestimiento de material refractario alrededor del modelo de cera.es un proceso de fundición capaz de hacer piezas de alta presión e intrincados detalles.
Proceso de mercast
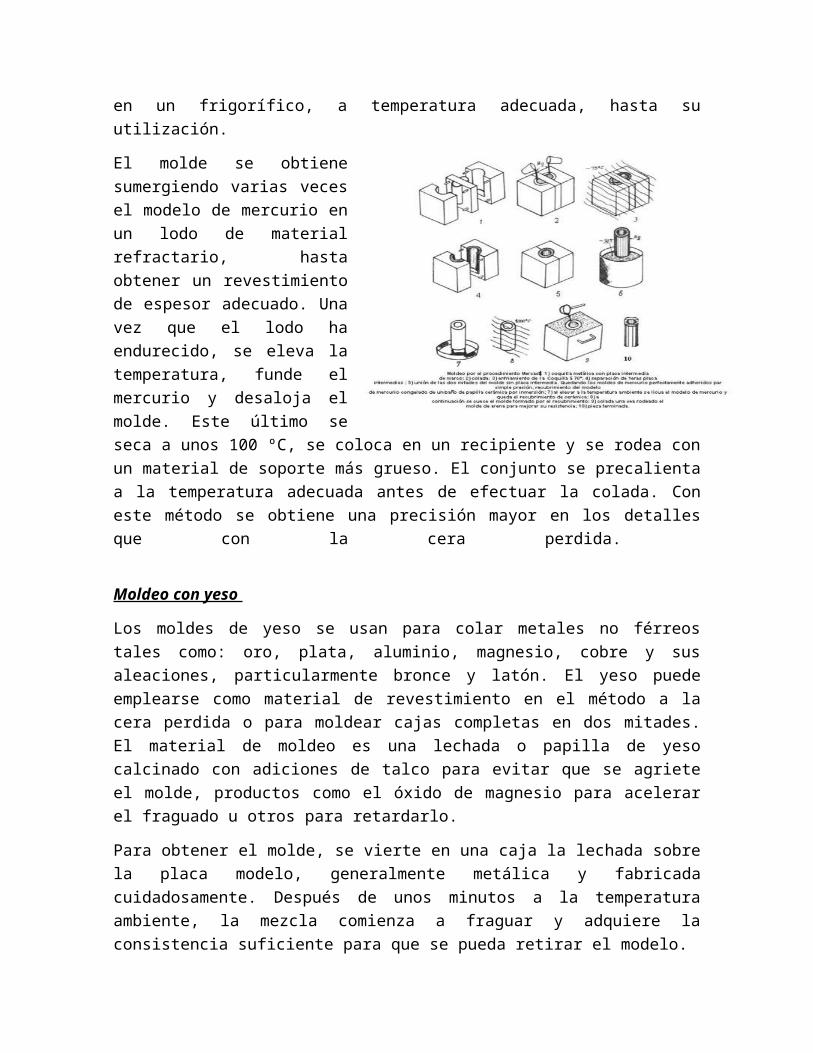
Es una variante del método a la cera perdida, en el que se usa mercurio congelado, en lugar de cera o resinas termoplásticas, para obtener los modelos. Para ello se vierte mercurio líquido en el molde patrón, que se introduce en acetona enfriada a -60 ºC. A esta temperatura el mercurio solidifica y adquiere unas propiedades mecánicas similares a las del plomo sólido. Se extraen los modelos y se almacenan en un frigorífico, a temperatura adecuada, hasta su utilización.
El molde se obtiene sumergiendo varias veces el modelo de mercurio en un lodo de material refractario, hasta obtener un revestimiento de espesor adecuado. Una vez que el lodo ha endurecido, se eleva la temperatura, funde el mercurio y desaloja el molde. Este último se seca a unos 100 ºC, se coloca en un recipiente y se rodea con un material de soporte más grueso. El conjunto se precalienta a la temperatura adecuada antes de efectuar la colada. Con este método se obtiene una precisión mayor en los detalles que con la cera perdida.
Moldeo con yeso
Los moldes de yeso se usan para colar metales no férreos tales como: oro, plata, aluminio, magnesio, cobre y sus aleaciones, particularmente bronce y latón. El yeso puede emplearse como material de revestimiento en el método a la cera perdida o para moldear cajas completas en dos mitades. El material de moldeo es una lechada o papilla de yeso calcinado con adiciones de talco para evitar que se agriete el molde, productos como el óxido de magnesio para acelerar el fraguado u otros para retardarlo.
Para obtener el molde, se vierte en una caja la lechada sobre la placa modelo, generalmente metálica y fabricada cuidadosamente. Después de unos minutos a la temperatura ambiente, la mezcla comienza a fraguar y adquiere la consistencia suficiente para que se pueda retirar el modelo.
El molde se introduce en una estufa para eliminar el agua. Las ventajas del moldeo en yeso estriban en que se obtienen superficies muy bien acabadas, con perfecta reproducción de los detalles del molde, elevada precisión en las medidas (entre 0,8 y 1%), que en muchos casos elimina el mecanizado y se consiguen piezas por lo general exentas de porosidad superficial y tensiones internas. El principal inconveniente es la oxidación de los metales férreos, por lo que estos no pueden utilizarse.
Fundición con coquilla
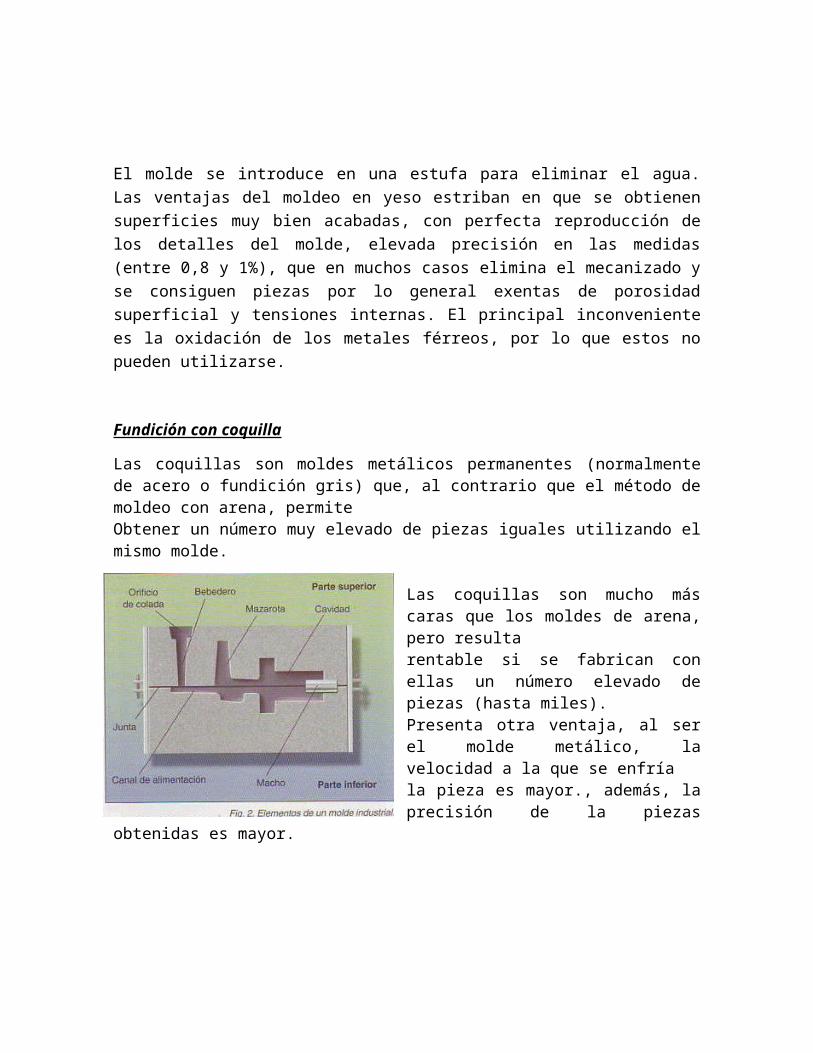
Las coquillas son moldes metálicos permanentes (normalmente de acero o fundición gris) que, al contrario que el método de moldeo con arena, permiteObtener un número muy elevado de piezas iguales utilizando el mismo molde.
Las coquillas son mucho más caras que los moldes de arena, pero resultarentable si se fabrican con ellas un número elevado de piezas (hasta miles).Presenta otra ventaja, al ser el molde metálico, la velocidad a la que se enfríala pieza es mayor., además, la precisión de la piezas obtenidas es mayor.
El proceso de fabricación por coquilla es el siguiente:
1- Se precalienta la coquilla, que normalmente consta de dos partes.
2- Se vierte el metal y se llena la cavidad.
3- Se deja enfriar el contenido hasta que se solidifique.
4- Se abre el molde y se extrae la pieza.
Según la forma de efectuar la colada, el procedimiento se divide en:
1) Moldeo en coquilla por gravedad 2) Moldeo en coquilla por inversión del molde 3) Moldeo en coquilla con presión (fundición inyectada)Moldeo en coquilla por gravedad.
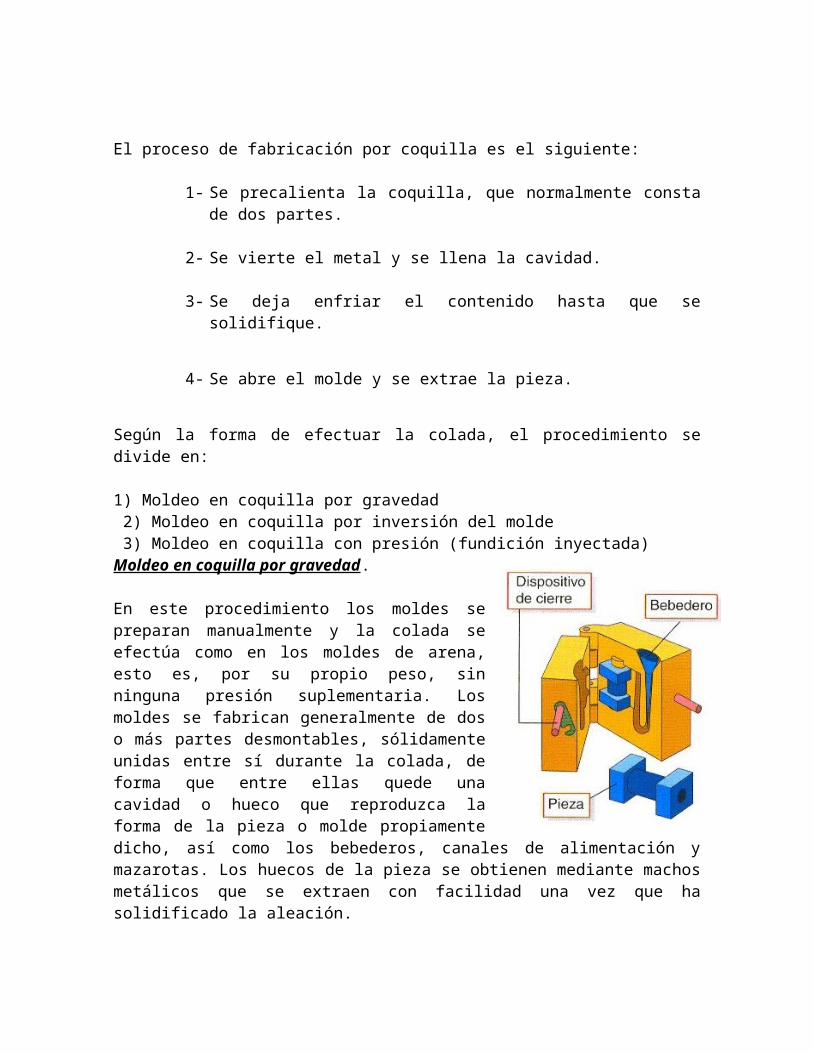
En este procedimiento los moldes se preparan manualmente y la colada se efectúa como en los moldes de arena, esto es, por su propio peso, sin ninguna presión suplementaria. Los moldes se fabrican generalmente de dos o más partes desmontables, sólidamente unidas entre sí durante la colada, de forma que entre ellas quede una cavidad o hueco que reproduzca la forma de la pieza o molde propiamente dicho, así como los bebederos, canales de alimentación y mazarotas. Los huecos de la pieza se obtienen mediante machos metálicos que se extraen con facilidad una vez que ha solidificado la aleación.
También pueden emplearse machos .de arena u otro material que se destruye después de la colada; en este caso el molde se, denomina semipermanente. Los machos de arena se emplean cuando tienen una forma complicada y no es fácil su extracción después de la colada.
Cuando las piezas son relativamente pequeñas, pueden emplearse las coquillas en libro, en las que ambas partes están unidas por charnelas. Los machos metálicos, como han de estar rodeados del metal líquido, se construyen de fundiciones o aceros aleados (más refractarios que el metal del molde); si se pueden desalojar con facilidad, se construyen de una sola pieza con la debida inclinación o salida; en caso contrario se hacen partidos en varias porciones, para facilitar su extracción. Si este último método no es aplicable, necesariamente hay que usar machos de arena o yeso.
La obtención de las piezas en las coquillas consta de las siguientes operaciones:
1) Limpieza de las diversas partes del molde con aire caliente a presión y calentamiento hasta la temperatura más adecuada para la colada.
2) Recubrimiento de la cara del molde con una delgada capa de material refractario o negro de humo procedente de una llama reductora de gas.
3) Colocación de los machos y cierre del molde.
4) Colada del metal en el molde, dejándolo en reposo el tiempo suficiente para que la pieza solidifique.
5) Extracción de la pieza del molde.
Moldeo en coquilla con inversión del molde.
Conocido también como moldeo por versión, se emplea principalmente para obtener piezas huecas de ornamentación u orfebrería. Consiste en dejar que se forme una capa de metal sólido en contacto con las paredes de la coquilla y, cuando ha alcanzado el espesor deseado, se invierte el molde, y se desaloja el metal líquido que aún no ha solidificado. El espesor de la capa es función de la temperatura de la coquilla y del tiempo transcurrido desde que se efectúa la colada hasta que se invierte el molde.
Las características mecánicas de las piezas son muy bajas, el acabado de la superficie interior es muy rugoso, el espesor de la capa no es uniforme; sin embargo el aspecto exterior de la superficie es muy bueno.
Por todo ello, el método se emplea cuando lo que interesa es sólo el aspecto de la superficie exterior (así se ahorra metal y las piezas son más ligeras) o cuando se precisan piezas huecas, sin exigencias mecánicas, difíciles de obtener con machos.
Moldeo en coquilla con presión.
Difiere del moldeo en coquilla por gravedad en que el metal, en estado líquido o pastoso, se Introduce en el hueco del molde bajo presión. Esto favorece el llenado rápido del molde y la reproducción fiel de sus más finos detalles; también se asegura la eliminación de la porosidad en las secciones macizas de la pieza. Las piezas, después de eliminar el bebedero, quedan completamente terminadas y no necesitan mecanizado posterior.
La precisión de las dimensiones es de 0,1 a 0,01 mm, lo cual permite obtener piezas intercambiables con orificios finos e, incluso, roscas de precisión. La estructura del metal es de grano fino y las características mecánicas son muy elevadas.
Fundición a presión
La fundición a presión o llamada también fundición a baja presión, es otra variación de las fundiciones en molde permanente. Aquí, en lugar de utilizar la gravedad para ayudar a verter el metal y que éste fluya en el molde, se aplica una presión baja, de hasta 1 atmósfera, con gas al metal fundido. Se mantiene ésta presión sobre el metal hasta que se llene el molde y el material solidifique. La aplicación de esta presión compensa cualquier reducción de la pieza durante la solidificación.
Se pueden hacer piezas de fundición de pared delgada. Propiedades mecánicas son alrededor de un 5% superior a las de fundición por molde permanente. La ventaja de este método sobre el vaciado tradicional es que se introduce en el molde un metal limpio desde el centro del crisol, en lugar de un metal que ha sido expuesto al aire. Lo anterior reduce la porosidad producida por el gas y los defectos generados por la oxidación, y se mejoran las propiedades mecánicas. No son necesarias ni mazarotas ni alimentación de colada.
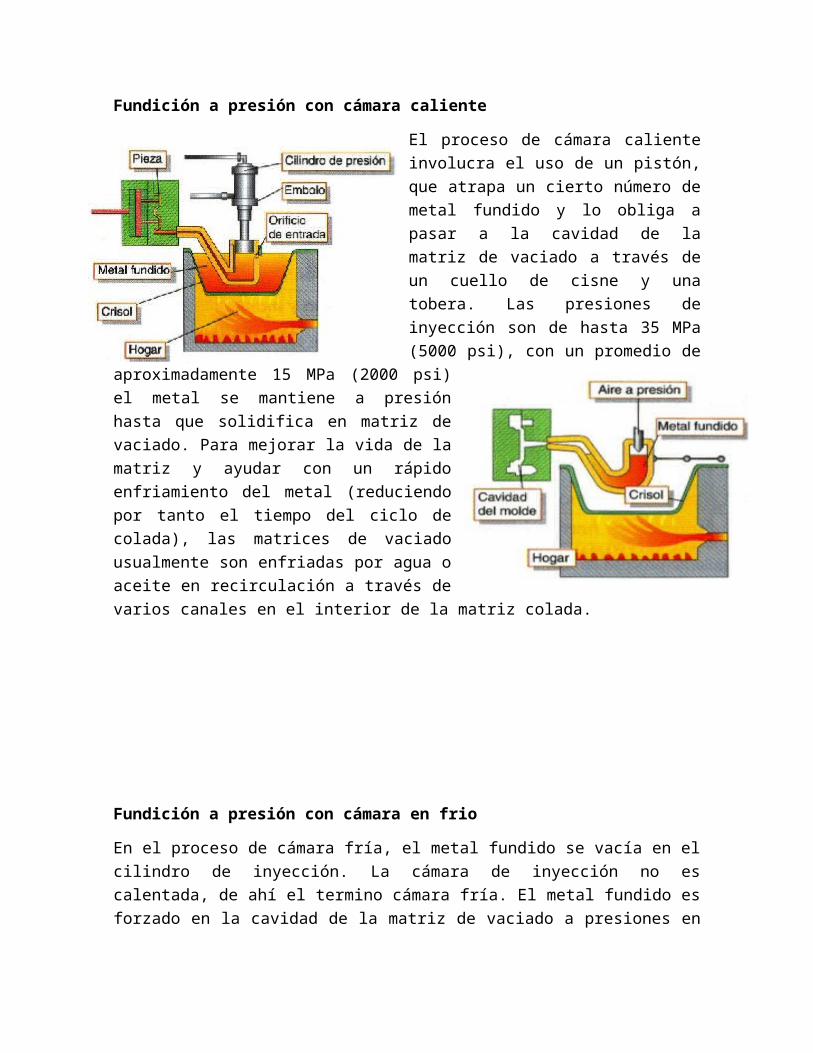
Fundición a presión con cámara caliente
El proceso de cámara caliente involucra el uso de un pistón, que atrapa un cierto número de metal fundido y lo obliga a pasar a la cavidad de la matriz de vaciado a través de un cuello de cisne y una tobera. Las presiones de inyección son de hasta 35 MPa (5000 psi), con un promedio de aproximadamente 15 MPa (2000 psi) el metal se
mantiene a presión hasta que solidifica en matriz de vaciado. Para mejorar la vida de la
matriz y ayudar con un rápido enfriamiento del metal (reduciendo por tanto el tiempo del ciclo de colada), las matrices de vaciado usualmente son enfriadas por agua o aceite en recirculación a través de varios canales en el interior de la matriz colada.
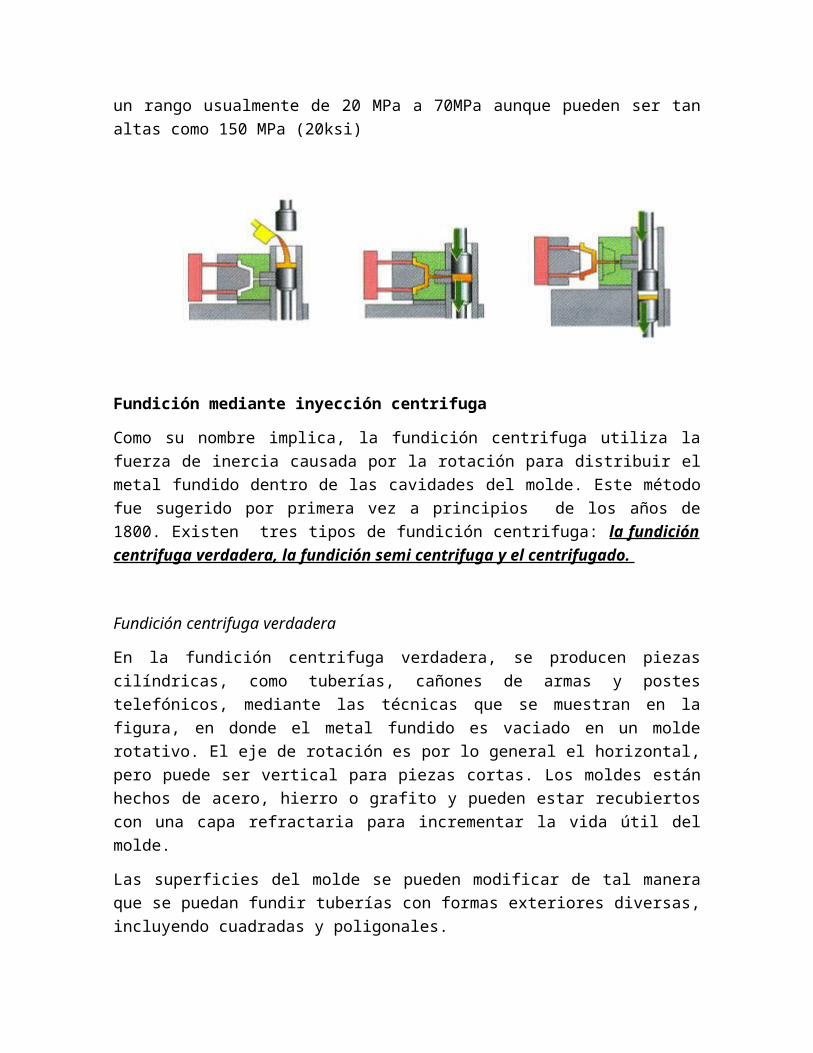
Fundición a presión con cámara en frio
En el proceso de cámara fría, el metal fundido se vacía en el cilindro de inyección. La cámara de inyección no es calentada, de ahí el termino cámara fría. El metal fundido es forzado en la cavidad de la matriz de vaciado a presiones en un rango usualmente de 20 MPa a 70MPa aunque pueden ser tan altas como 150 MPa (20ksi)
Fundición mediante inyección centrifuga
Como su nombre implica, la fundición centrifuga utiliza la fuerza de inercia causada por la rotación para distribuir el metal fundido dentro de las cavidades del molde. Este método fue sugerido por primera vez a principios de los años de 1800. Existen tres tipos de fundición centrifuga: la fundición centrifuga verdadera, la fundición semi centrifuga y el centrifugado.
Fundición centrifuga verdadera
En la fundición centrifuga verdadera, se producen piezas cilíndricas, como tuberías, cañones de armas y postes telefónicos, mediante las técnicas que se muestran en la figura, en donde el metal fundido es vaciado en un molde rotativo.
El eje de rotación es por lo general el horizontal, pero puede ser vertical para piezas cortas. Los moldes están hechos de acero, hierro o grafito y pueden estar recubiertos con una capa refractaria para incrementar la vida útil del molde.
Las superficies del molde se pueden modificar de tal manera que se puedan fundir tuberías con formas exteriores diversas, incluyendo cuadradas y poligonales.
La superficie interna de la colada se conserva cilíndrica por que el metal fundido es distribuido de manera uniforme por las fuerzas centrifugas, sin embargo, debido a diferencias en la densidad, los elementos más ligeros como escoria, impurezas y partes del revestimiento refractario tienden a acumularse en la superficie interna de la pieza fundida.
Fundición semicentrifuga
Este método se utiliza para colar piezas con simetría rotacional como por ejemplo una rueda con sus rayos.
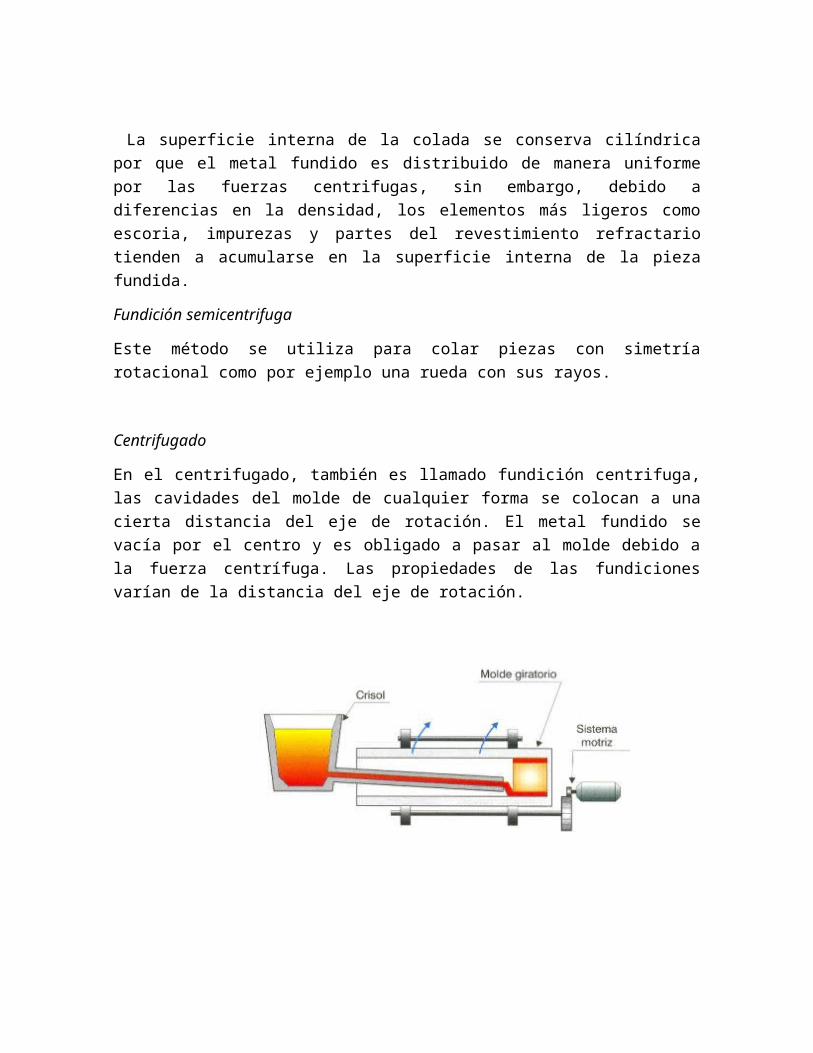
Centrifugado
En el centrifugado, también es llamado fundición centrifuga, las cavidades del molde de cualquier forma se colocan a una cierta distancia del eje de rotación. El metal fundido se vacía por el centro y es obligado a pasar al molde debido a la fuerza centrífuga. Las propiedades de las fundiciones varían de la distancia del eje de rotación.
Hornos para fundición
En todos los procesos de fundición debe calentarse el metal hasta el estado fundido para poder vaciarlo en el molde. El calentamiento y la fusión se realizaran en hornos. En esta sección se analizaran los tipos de hornos que se usan en los talleres de fundición y las prácticas de vaciado para transferir el metal fundido del horno al molde.
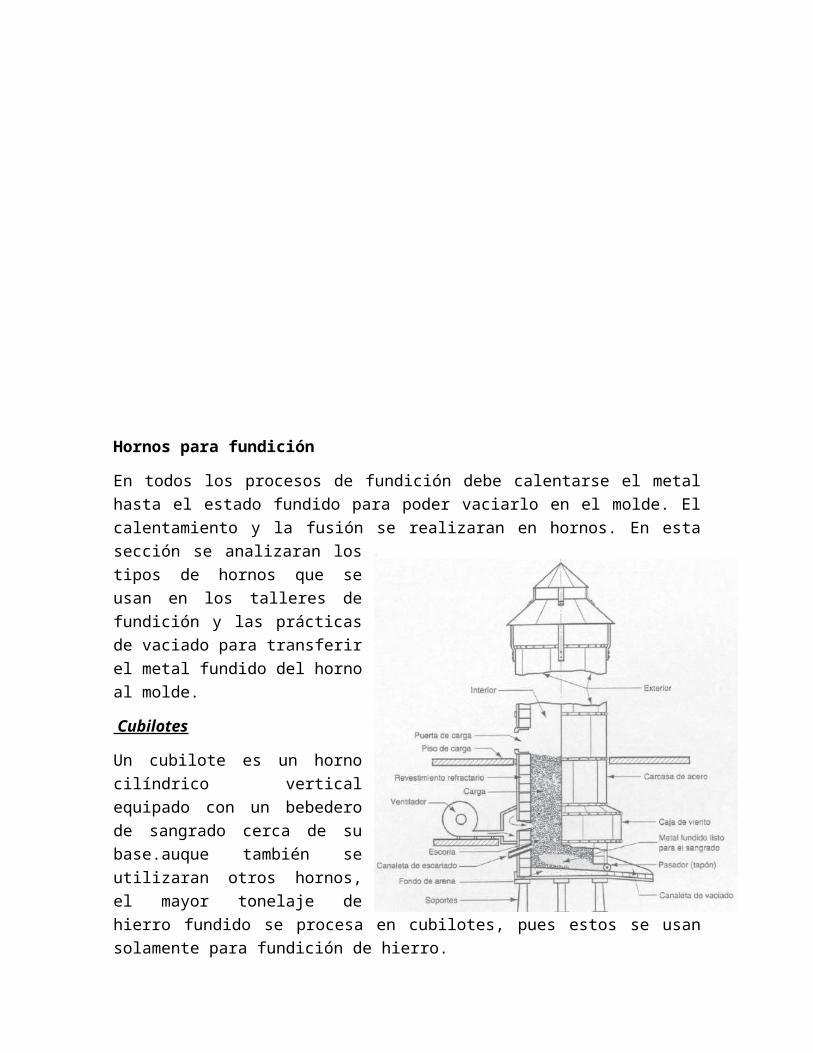
Cubilotes
Un cubilote es un horno cilíndrico vertical equipado con un bebedero de sangrado cerca de su base.auque también se utilizaran otros hornos, el mayor tonelaje de hierro fundido se procesa en cubilotes, pues estos se usan solamente para fundición de hierro.
La construcción general y características de operación del cubilote se ilustran en la figura. Consiste en una carcasa grande de plancha de acero revestida con refractario. La carga está constituida por hierro, coque, fundente y otros elementos de aleación que se cercan atreves de una puerta localizada a la mitad de la altura.
El hierro es normalmente una mezcla de arrabio y chatarra. El coque constituye el combustible para calentar el horno. A través de las aberturas cerca del fondo de la carcasa se introduce aire forzado para la combustión del coque. El fundente es
cal, compuesto alcalino que reacciona con la ceniza de coque y otras impurezas para formar escoria.
La escoria sirve para cubrir la fundición, protegiéndola de reaccionar con la atmosfera interior del cubilote y reduciendo las pérdidas de calor. Cuando la mezcla se calienta se produce la fusión del vilote y reduciendo las pérdidas de calor. Cuando la mezcla se calienta, se produce la fusión del hierro, el horno se sangra periódicamente para suministrar el metal líquido para el vaciado
Foso
Las piezas de fundición extremadamente grandes son moldeadas en una fosa en vez de moldear en cajas. La fosa actúa como la base de la caja, y se usa una capa separadora encima de él.
Los lados de la fosa son una línea de ladrillos y en el fondo hay una capa gruesa de carbón con tubos de ventilación conectados a nivel del piso. Entonces los moldes de fosa pueden resistir las presiones que se desarrollan por el calor de los gases, esta práctica ahorra mucho en moldes costosos.
Aleaciones utilizadas en fundición
La mayoría de las fundiciones comerciales están hechas de aleaciones mas que de metales puros. Las aleaciones son generalmente mas fáciles de fundir y las propiedades del producto resultante son mejores. Las aleaciones pueden clasificarse en:
1) Ferrosas 2) No ferrosas
Las ferrosas se subdividen en hierros fundidos y aceros fundidos.
Aleaciones ferrosas de fundición: hierro fundido.
El hierro es la más importante de todas las aleaciones de fundición. El tonelaje de fundiciones de hierro es varias veces mayor que el de todos los otros metales combinados. Existen varios tipos de fundición de hierro: 1) hierro gris, 2) hierro nodular, 3) hierro blanco, 4) hierro maleable y 5) fundiciones de aleación de hierro.
Las temperaturas típicas de vaciado para hierros fundidos están alrededor de los 2500 °F(1400 °C),dependiendo de la composición.
Aleaciones ferrosas de fundición: acero.
Las propiedades mecánicas del acero lo hacen un material atractivo de ingeniería, y los procesos de fundición son también muy atractivos por si capacidad de generar formas complejas. Sin embargo, la fundición especializada del acero enfrenta grandes dificultades. Primero, el punto de fusión del acero es considerablemente más alto que el de los otros metales comunes de fundición. El intervalo de solidificación para los aceros de bajo carbón queda un poco debajo de los 2800 °F (1440 °C).esto significa que la temperatura de vaciado requerida para el acero es bastante alta, alrededor de los 3000 ° F así que deben usarse procedimientos especiales durante la fusión y el vaciado para aislar al metal fundido del aire.
Aleaciones no ferrosas de fundición.
Los metales para fundición no ferrosos incluyen aleaciones de aluminio, magnesio, cobre,estaño,zinc,niquel y titanio. Las aleaciones de aluminio son en general las más manejables. El punto de fusión del aluminio puro es de 1220 °F (600 °C),por consiguiente, las temperaturas de vaciado para aleaciones de aluminio son bajas comparadas con las de las fundiciones de hierro y acero. Las propiedades de resistencia que se pueden obtener a través de tratamientos térmicos y su facilidad de maquinado.
Las aleaciones de magnesio son las más ligeras de todos los metales de fundición. Otras propiedades incluyen resistencia a la corrosión y altas relaciones de resistencia y tenacidad al peso.
Las aleaciones de cobre incluyen al bronce, latón y bronce al aluminio. Las propiedades que hacen atractivas a estas aleaciones son resistencia a la corrosión, su apariencia atractiva y sus buenas cualidades antifricción. El alto costo del cobre es una limitación en el uso de sus aleacioes.sus aplicaciones comprenden accesorios para tubería, aletas de propulsores marinos, componentes de bombas y joyería ornamental.
Control de las velocidades de enfriamiento
El efecto de la velocidad de enfriamiento es fundamental para determinar la dureza del acero. Así, velocidades altas de enfriamiento hacen que el acero se vuelva mucho más duro debido a la formación de fases martensíticas y perlíticas. Si nuestro objetivo fuese mantener una dureza homogénea en toda la muestra,
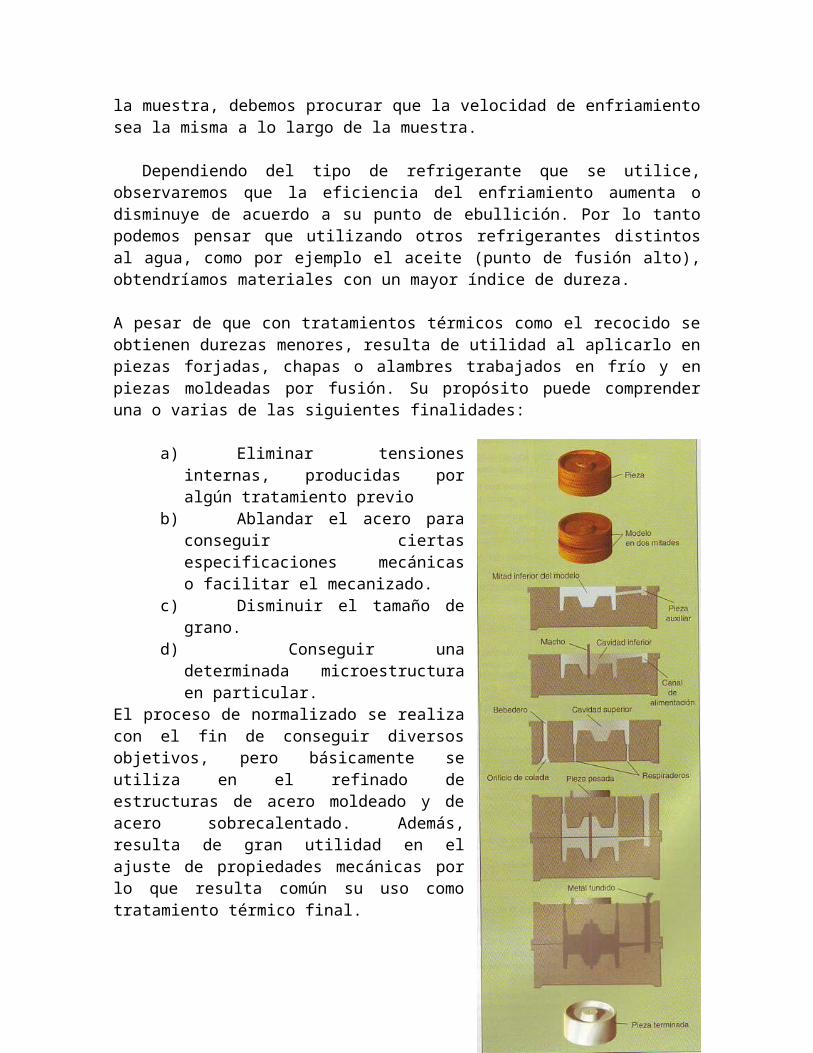
debemos procurar que la velocidad de enfriamiento sea la misma a lo largo de la muestra. Dependiendo del tipo de refrigerante que se utilice, observaremos que la eficiencia del enfriamiento aumenta o disminuye de acuerdo a su punto de ebullición. Por lo tanto podemos pensar que utilizando otros refrigerantes distintos al agua, como por ejemplo el aceite (punto de fusión alto), obtendríamos materiales con un mayor índice de dureza. A pesar de que con tratamientos térmicos como el recocido se obtienen durezas menores, resulta de utilidad al aplicarlo en piezas forjadas, chapas o alambres trabajados en frío y en piezas moldeadas por fusión. Su propósito puede comprender una o varias de las siguientes finalidades:
a) Eliminar tensiones internas, producidas por algún tratamiento previob) Ablandar el acero para conseguir ciertas especificaciones mecánicas
o facilitar el mecanizado.c) Disminuir el tamaño de grano.d) Conseguir una determinada
microestructura en particular.El proceso de normalizado se realiza con el fin de conseguir diversos objetivos, pero básicamente se utiliza en el refinado de estructuras de acero moldeado y de acero sobrecalentado. Además, resulta de gran utilidad en el ajuste de propiedades mecánicas por lo que resulta común su uso como tratamiento térmico final.
Tecnología de la colada
Tipos de moldeo1. Colada por gravedad2. Colada a presión3. Colada centrífuga4. Colada continua
Colada por gravedadSe realiza vertiendo el metal fundido sobre un molde. El metal llena el molde por su propio peso. Hay tres tipos
1. Colada sobre moldes de arenaSe emplea sílice (una arena muy pura) para hacer el molde, mezclada con arcilla y agua para aglomerar la arena. El proceso es el siguiente.
· Se fabrica el modelo dividido en dos mitades exactamente iguales· Se introduce una mitad del modelo en la parte inferior del molde.· Hay que dejar un canal de alimentación del metal fundido que sale al exterior por el llamado bebedero (que tiene forma de embudo).· Se recubre el modelo con arena, presionando fuertemente para que toda laArena quede compactada. Si es necesario se introduce el macho, que permitirá que la pieza tenga agujeros. · Se abre el molde y se extrae el modelo de su interior· Se fabrica la parte superior del molde con idéntico procedimiento· Se cierran ambos moldes. Hay que dejar un respiradero para que salga el airey los vapores (es la mazarota).· Colocar el molde en posición de llenado y verter el metal fundido.· Dejar el tiempo necesario para que solidifique.· Romper el molde, quitando de la pieza la arena que quede pegada.· La arena se vuelve a reutilizar.Este es un proceso económico, apto para temperaturas altas y todo tipo de metales, pero tiene el inconveniente de tenerse que realizar un molde para cada pieza.
2. Colada por coquillaLas coquillas son moldes metálicos permanentes (normalmente de acero ofundición gris) que, al contrario que el método de moldeo con arena, permiteobtener un número muy elevado de piezas iguales utilizando el mismo molde.Las coquillas son mucho más caras que los moldes de arena, pero resultarentable si se fabrican con ellas un número elevado de piezas (hasta miles).Presenta otra ventaja, al ser el molde metálico, la velocidad a la que se enfríala pieza esmayor.,además, la precisión de la piezas obtenidas es mayor.
El proceso de fabricación por coquilla es el siguiente
· Se precalienta la coquilla,que normalmente consta de dos partes.· Se vierte el metal y se llena lacavidad.· Se deja enfriar el contenido hasta que se solidifique.· Se abre el molde y se extrae la pieza.
3. Colada por cera perdidaSe emplea para fabricar objetos artísticos o de forma muy compleja y pequeña. El procedimiento es el siguiente
· Se crea un modelo de cera.· Se cubre el modelo con arena especial o yeso, dejando los orificios pertinentes para el llenado del metal y para la salida de los gases.· Se deja secar el molde para que adquiera la forma del modelo.· Se calienta el molde y se derrite la cera que se retira.· Se llena el molde del metal y se extrae la pieza rompiendo el molde.
Colada por presión o inyecciónSe lleva a cabo introduciendo la masa metálica fundida en el interior delmolde forzando la entrada en el mismo. En este método se emplean moldes permanentes. El metal se inyecta en el molde por medio de una máquina, que suele ser un émbolo. Los moldes son coquillas, aunque se suelen denominarmatrices. Este método presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante económica y de gran precisión.
Eficiencia de la fundición
Fundir el metal y mantenerlo en estado líquido consume normalmente una parte significativa de la energía que entra en la fundición. De hecho, en muchas fundiciones se utiliza más energía para mantener el metal en estado líquido que durante el proceso de fusión en sí. Pero también se consumen grandes cantidades de energía en otras áreas que no tienen que ver con el suministro del metal. Por ejemplo, las fundiciones son grandes consumidoras de aire comprimido.
También consumen considerable energía algunos dispositivos como las máquinas de inyección, cuyas unidades, básicamente hidráulicas, se accionan mediante electricidad. Las fundiciones que realizan moldeos en arena y por gravedad en matrices utilizan en ocasiones procesos de producción de machos en caliente, por ejemplo en cáscara o en cajas calientes, y para calentar las cajas se necesita gas o electricidad.
El calentamiento de matrices, cucharas y revestimientos del horno también puede suponer una elevada proporción del consumo energético total.
Un porcentaje significativo de la energía eléctrica suministrada a los hornos de inducción de fusión se convierte en calor residual. Entre el 20 y el 30% de la energía de entrada total se disipa en el sistema de enfriamiento. El circuito de refrigeración del horno no sólo hace frente a las pérdidas eléctricas de la bobina de inducción, sino que también la protege del calor transmitido por el revestimiento del horno, que genera el metal caliente en el crisol.
El calor que llega al circuito de refrigeración del horno se utiliza en algunas instalaciones para calefacción, calentar el agua de uso sanitario o secar materias primas.
Estructura del lingote fundido
Los lingotes se fabrican en general con moldes en forma de paralelepípedo o una pirámide truncada de base rectangular, para facilitar su estibaje. Como el enfriamiento se inicia en la superficie, se crea un gradiente de temperatura donde el centro del líquido permanece más caliente que los bordes.
Al solidificarse, el metal disminuye su volumen y la superficie del lingote en contacto con la atmósfera presenta en general una concavidad denominada «de retracción». Si la fundición ha sido deficiente, el lingote presentará fisuras en su superficie, y poros en su interior.
Existen diversas técnicas para mejorar y homogeneizar la estructura cristalina de un lingote, incluyendo el estricto control de la velocidad de solidificación, el aislamiento de determinadas partes de los moldes para producir una solidificación dirigida, y el uso de técnicas de floculación.
Teoría de la solidificación en piezas fundidas
Durante los procesos de fundición, las piezas adquieren su forma gracias a la solidificación de un volumen metal o aleación metálica, forzado a solidificar bajo las restricciones de forma del molde. Las condiciones geométricas del molde, la velocidad de enfriamiento, el tipo de material utilizado, son variables que influyen en el mecanismo interno de solidificación, y por ende influyen en las propiedades mecánicas que tendrá la pieza.
1) Proceso de solidificación
La solidificación de un metal o aleación metálica en estado líquido ocurre por formación y crecimiento de núcleos. La disminución de energía causada por el enfriamiento produce una aglomeración espontánea de partículas, permitiendo la formación de un núcleo. A medida que la temperatura disminuye, los núcleos crecen, dando origen a los granos que constituirán la estructura del metal sólido.
2. Solidificación de Metales puros Los metales puros, a diferencia de las aleaciones metálicas, poseen una temperatura de fusión bien definida, por lo que, al ser enfriados en equilibrio, toda
la masa metálica solidifica a una misma temperatura, . Esta temperatura se mantiene constante durante el cambio de fase y es seguida de un enfriamiento en estado sólido. Los metales, sin embargo, normalmente son enfriados bajo condiciones de no equilibrio. En estas condiciones, los núcleos sólidos
comenzarán a formarse a una temperatura menor que , requiriendo entonces de un sub enfriamiento. La evolución de la temperatura en función del tiempo durante la solidificación se ilustra en una curva de enfriamiento típica en la figura.
Se observa que, luego del sub enfriamiento representado por , el material sufre un leve aumento de temperatura hasta llegar a la temperatura de fusión. Esto ocurre ya que, cuando existe suficiente sólido formado, éste libera una cantidad apreciable de calor latente de transformación, lo que eleva la temperatura del
material hasta . Una vez alcanzada , la temperatura permanece constante durante la solidificación. El fenómeno de aumento de temperatura después del sub enfriamiento recibe el nombre de recalescencia.
Practica
Para realizar la fundición en cera pérdida se deben llevar a cabo tres procesos básicos, como preparar el modelo, preparar el refractario y fundir el metal. A continuación se describen detalladamente cada uno de los procesos: a) Modelo I. Elaborar el modelo y los canales de alimentación en cera utilizando el molde correspondiente. Depositar la cera dentro de un recipiente metálico y llévelo a 60°C por 5 minutos buscando derretir la cera; viértala en el molde correspondiente y espere 10 minutos para su solidificación
II. Cortar láminas de 2 x 10 cm de cera; únalos al modelo y vertedero cumpliendo la función de respiraderos.
III. Ubicar las partes de tal forma que al girar el modelo y derretir la crea, esta tenga una dirección de flujo adecuada para que pueda salir del molde.
b) Refractario I. Medir y depositar en un recipiente 700 gr de yeso tipo 5. II. Agregar 800 ml de agua y de esta forma el yeso tomara la consistencia adecuada. III. Mezclar de forma uniforme y constante durante 2 minutos.
c) Fundir metal
El material seleccionado para fundir esta pieza es Estaño. I. Pesar y depositar en el crisol 0.5 Kgr de metal. II. Llevar el metal hasta 450°C III. Retirar (con una cuchara) la escoria generada.
d) Preparar y llenar el molde
I. Agregar al recipiente una capa de dos centímetros, sobre esta capa ubique la argolla superior de la campana y agregue yeso hasta que quede a nivel con el vertedero.
II. Cerciorarse que ni la parte extrema del vertedero, ni los respiraderos sean cubiertos por el yeso, conservando los canales de salida de la cera.
III. Introducir el contenedor con el modelo en el horno y ubíquelo de tal forma que la cera desplazada por gravedad se dirija a la bandeja ubicada dentro del horno.
IV. Programar una rampa de calentamiento de la siguiente forma:
Tiempo Temperatura 1 3/4 hora Ambiente -
300 ° C 2 ½ hora 300 ° C -
450°C
a. En el tiempo 1 se elimina la humedad del yeso y se derrite la cera.
b. En el tiempo 2 el yeso acaba de curarse y evita el choque térmico al iniciar la fundición.
V. Verter el metal en el molde cuidadosamente










![Identificacion de Procesos [ Reingenieria de procesos ]](https://img.pdfslide.net/doc/110x75/5572022d4979599169a315dd/identificacion-de-procesos-reingenieria-de-procesos-.jpg)


![Reingenieria de Procesos [ Reingenieria de procesos ]](https://img.pdfslide.net/doc/110x75/577ce7c91a28abf10395c2df/reingenieria-de-procesos-reingenieria-de-procesos-.jpg)














