Embed Size (px)
Citation preview

Process Capabilities of Micro-EDM and its applications
K. Liu, E. Ferraris, J. Peirs, B. Lauwers, D. Reynaerts
Division PMA, Katholieke Universiteit Leuven, Leuven, B-3001, Belgium Abstract
The Micro Electrical Discharge Machining (Micro-EDM) process has proved to be an appropriate non-conventional machining method for manufacturing accurate and complex three-dimensional structural micro-features which are difficult to be produced by conventional processes. However, the miniaturisation of the EDM process requests special requirements on the machining equipments. Pulse generators, which can produce small input energy pulses, and high precision systems are the two major criterions. In this paper, newly developed advanced technologies regarding to these aspects are explored with the aid of a commercial micro-EDM machine. First of all, by examining the pulses, innovative strategies implemented in the pulse generator are studied. In-depth research also reveals the correlation between the discharge pulses and the machine parameters in order to provide an indicative overview of process capability. Secondly, precision machining, which is represented by producing a three-dimensional micro-structure such as a micro-compressor, is demonstrated. Accordingly, by examining the machining geometry and surface integrity, process characteristics of micro-EDM are discussed. Keywords: Micro-scale Manufacturing; Electrical Discharge Machining; micro-EDM; 3D EDM milling 1. Introduction
Electrical Discharge Machining (EDM) is a thermoelectric process which erodes material from the workpiece by a series of discrete sparks between the workpiece and the tool electrode, both submerged in a dielectric fluid. The sparks, occurring in high frequency, continuously and effectively remove the workpiece material by melting and evaporation. The dielectric acts as a deionising medium between two electrodes, and its flow ejects the resolidified material debris from the gap, assuring optimal conditions for spark generation. Due to the thermal nature of EDM, electrical conductive materials with high hardness which are difficult to be machined by conventional manufacturing processes, can be easily made. Generally, EDM allows the shaping of very complex structures with very high machining accuracy in the order of several micrometers and achievable surface roughness is Rz 0.4 µm [1]. During the last few decades, this process has found wide applications in many industrial domains, such as mould and die manufacturing, and small and burr-free hole drilling.
Thus, the use of EDM for micro-scale manufacturing is inevitable and has been attracting more and more attention in recent decades. Promising applications are not just limited to the machining of hard materials for micro-moulds, but also the production of difficult-to-make structures such as fuel injection nozzles, spinneret holes for synthetic fibres, electronic and optical devices, micro-mechatronic actuator parts and micro-tools for producing these devices [2]. Moreover, machinable materials are no longer restricted to high-hardness alloys or cemented carbides. Conductive Si3N4-, ZrO2- and Al2O3-based ceramic composites, which have excellent performances in high temperature and high stress applications such as micro gasturbines, can also be machined by micro-EDM [3]. More extended applications are the machining of semi-conducting materials such as silicon [4] and
even insulating ceramics like Si3N4 using conductive assisting electrodes [5]. In addition, the implementation of high frequency electrical components in pulse generators, development of accurate motion drive devices and the availability of advanced CNC systems, allows high precision manufacturing and complex 3D micro-structuring [6-8].
In this paper, machining characteristics of the micro-EDM process are firstly summarised. A brief introduction of the micro-EDM configurations as well as the overview of their capabilities is presented. Requirements on micro-scale machining are addressed. Secondly, the state-of-the-art strategies applied in pulse generation on a commercially available micro-EDM machine are described. Finally, precision machining of 3D micro-structures as well as the machining characteristics are discussed.
2. Characteristics of micro-EDM
Similar to macro-EDM, micro-EDM is also classified into several manufacturing configurations by simply scaling down the machining geometries. In general, micro-wire, die-sinking, micro-milling and micro-drilling are the widely recognised machining methods. They can produce the feature size down to a few microns with possible aspect ratio of 100 [2]. Specifically, micro Wire Electro-Discharge Grinding (WEDG), firstly introduced by Masuzawa [9] in 1985, is also regarded as an important micro-EDM configuration. This process is broadly used for forming very thin rods with high-aspect ratio, which are used as tool electrodes for micro-EDM drilling. Moreover, it also allows shaping complex structures which can be further applied for fabricating 3D structures by using other configurations such as micro-EDM milling [10] and die-sinking. On-machine forming of tool electrodes by an integrated WEDG unit, off-centring problems due to the rotation axis of the spindle can be avoided.
In order to satisfy the condition of micromachining, small material Unit Removal (UR) and high precision equipment are required [11]. In the case of micro-EDM, a small UR condition means low energy input of each discharge pulse, typically a few µJ. Thus, high concentration of energy is demanded to achieve higher machining speed. Several EDM machine tool builders have commercialised this concept and provide pulse generators specifically developed for micro-manufacturing. As for the criteria of high precision equipment, the implementation of accurate motion drives and fast reaction servo control assures precise movement of the feeding system and stable control of the gap between the electrodes. In the following paragraphs, researches on each aspect are studied respectively with the aid of a commercial micro-EDM machine.
3. Pulse generation
As for micro-scale EDM machining,
conventionally used transistor type pulse generators are no longer suitable because of the long delay time for the discharge current to diminish to zero after detecting the occurrence of a discharge [1]. Thus, it is very difficult to obtain discharge duration of a few ns and the energy input for each discharge is not optimal. Generally, resistance-capacitance (RC)-based generators are widely employed for the pulse generation in micro-machining. It can easily generate pulses with high peak current values and short duration, allowing efficient and accurate material removal, and meanwhile achieving the required surface quality.
For the RC-based generator, when the dielectric within the gap breaks down, the energy stored in the RC circuit releases over the electrodes and makes the current flow. In the case of micro-machining, this energy should be small enough to obtain less discharge current. A commercially available micro-EDM machine, 4-axes SARIX SX-100-HPM from SARIX SA, Switzerland, is such a dedicated machine, equipped with advanced RC-generator producing very fine pulses. In order to acquire in depth knowledge of machining performance and the generated pulse in correlation with some electro machining parameters, pulse measurement tests have been performed. The electro input parameters applied on the machine as well as their units are listed in Table 1.
Table 1 Electro parameters of SARIX machine
Polarity Energy Vol. Curr. Freq. Width +/- (index) V (index) kHz µs
The equipment setup used during the
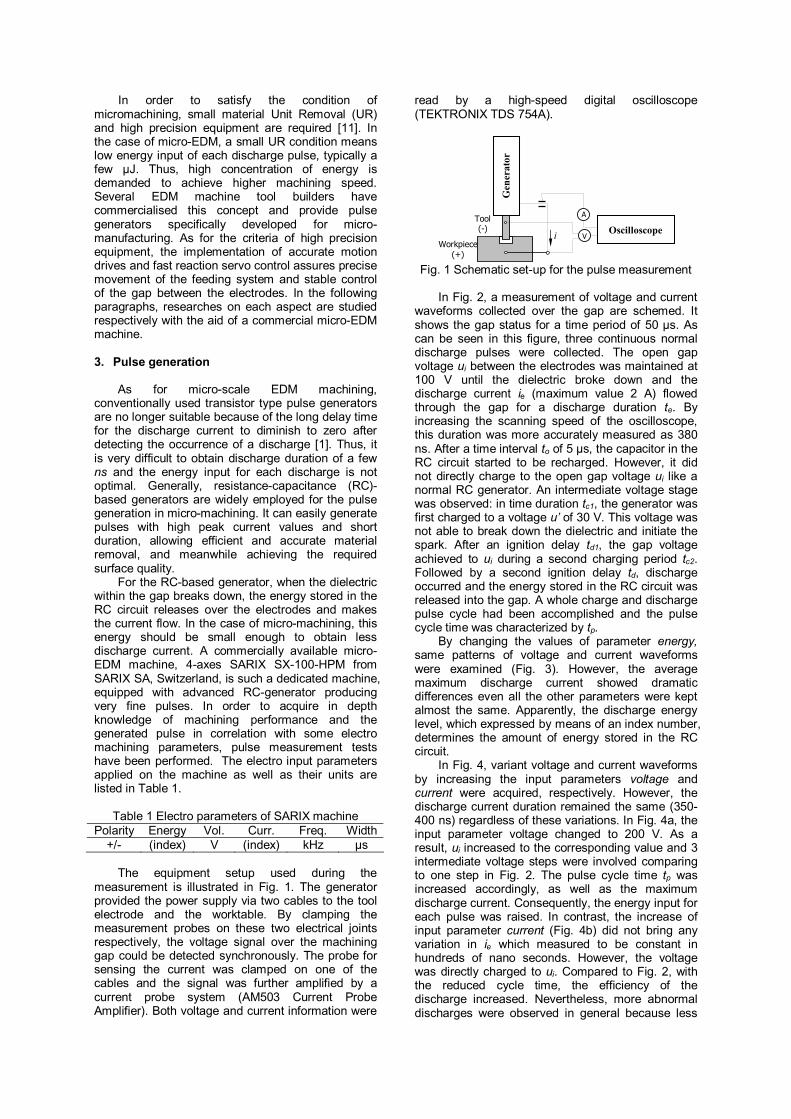
measurement is illustrated in Fig. 1. The generator provided the power supply via two cables to the tool electrode and the worktable. By clamping the measurement probes on these two electrical joints respectively, the voltage signal over the machining gap could be detected synchronously. The probe for sensing the current was clamped on one of the cables and the signal was further amplified by a current probe system (AM503 Current Probe Amplifier). Both voltage and current information were
read by a high-speed digital oscilloscope (TEKTRONIX TDS 754A).
Gen
erat
or
Oscilloscope i
Tool(-)
Workpiece(+)
V
A
Fig. 1 Schematic set-up for the pulse measurement
In Fig. 2, a measurement of voltage and current
waveforms collected over the gap are schemed. It shows the gap status for a time period of 50 µs. As can be seen in this figure, three continuous normal discharge pulses were collected. The open gap voltage ui between the electrodes was maintained at 100 V until the dielectric broke down and the discharge current ie (maximum value 2 A) flowed through the gap for a discharge duration te. By increasing the scanning speed of the oscilloscope, this duration was more accurately measured as 380 ns. After a time interval to of 5 µs, the capacitor in the RC circuit started to be recharged. However, it did not directly charge to the open gap voltage ui like a normal RC generator. An intermediate voltage stage was observed: in time duration tc1, the generator was first charged to a voltage u’ of 30 V. This voltage was not able to break down the dielectric and initiate the spark. After an ignition delay td1, the gap voltage achieved to ui during a second charging period tc2. Followed by a second ignition delay td, discharge occurred and the energy stored in the RC circuit was released into the gap. A whole charge and discharge pulse cycle had been accomplished and the pulse cycle time was characterized by tp.
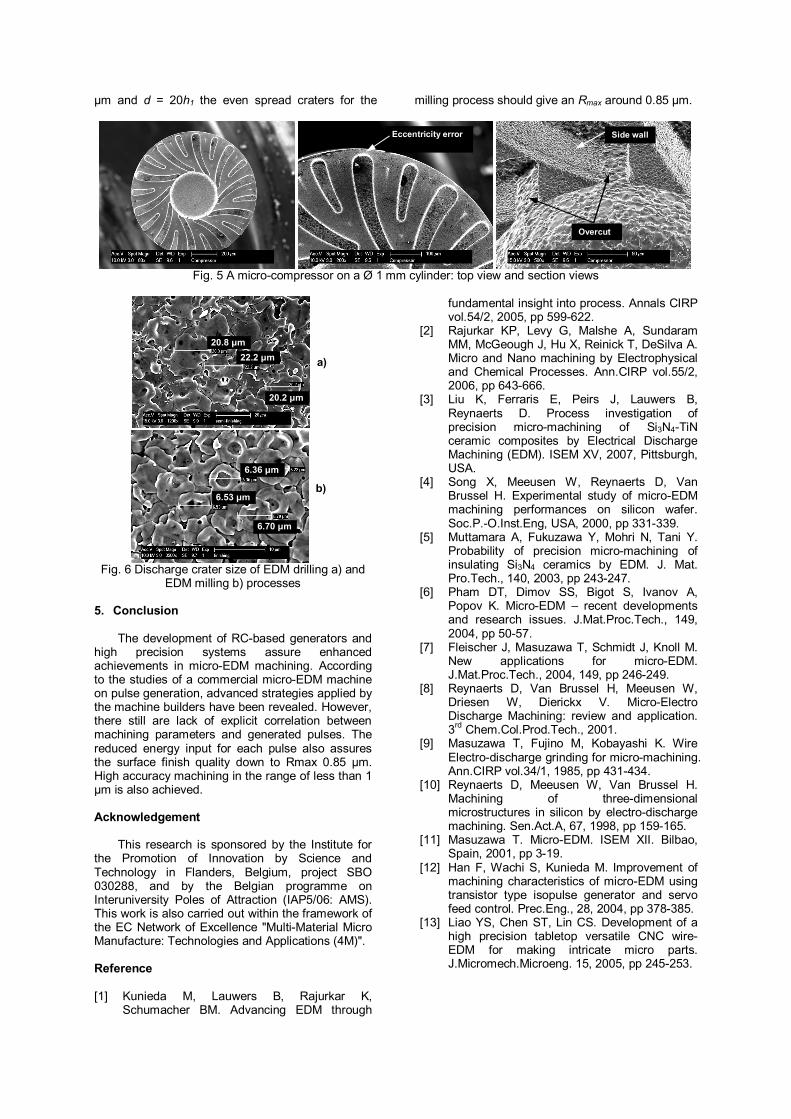
By changing the values of parameter energy, same patterns of voltage and current waveforms were examined (Fig. 3). However, the average maximum discharge current showed dramatic differences even all the other parameters were kept almost the same. Apparently, the discharge energy level, which expressed by means of an index number, determines the amount of energy stored in the RC circuit.
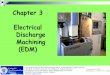
In Fig. 4, variant voltage and current waveforms by increasing the input parameters voltage and current were acquired, respectively. However, the discharge current duration remained the same (350-400 ns) regardless of these variations. In Fig. 4a, the input parameter voltage changed to 200 V. As a result, ui increased to the corresponding value and 3 intermediate voltage steps were involved comparing to one step in Fig. 2. The pulse cycle time tp was increased accordingly, as well as the maximum discharge current. Consequently, the energy input for each pulse was raised. In contrast, the increase of input parameter current (Fig. 4b) did not bring any variation in ie which measured to be constant in hundreds of nano seconds. However, the voltage was directly charged to ui. Compared to Fig. 2, with the reduced cycle time, the efficiency of the discharge increased. Nevertheless, more abnormal discharges were observed in general because less
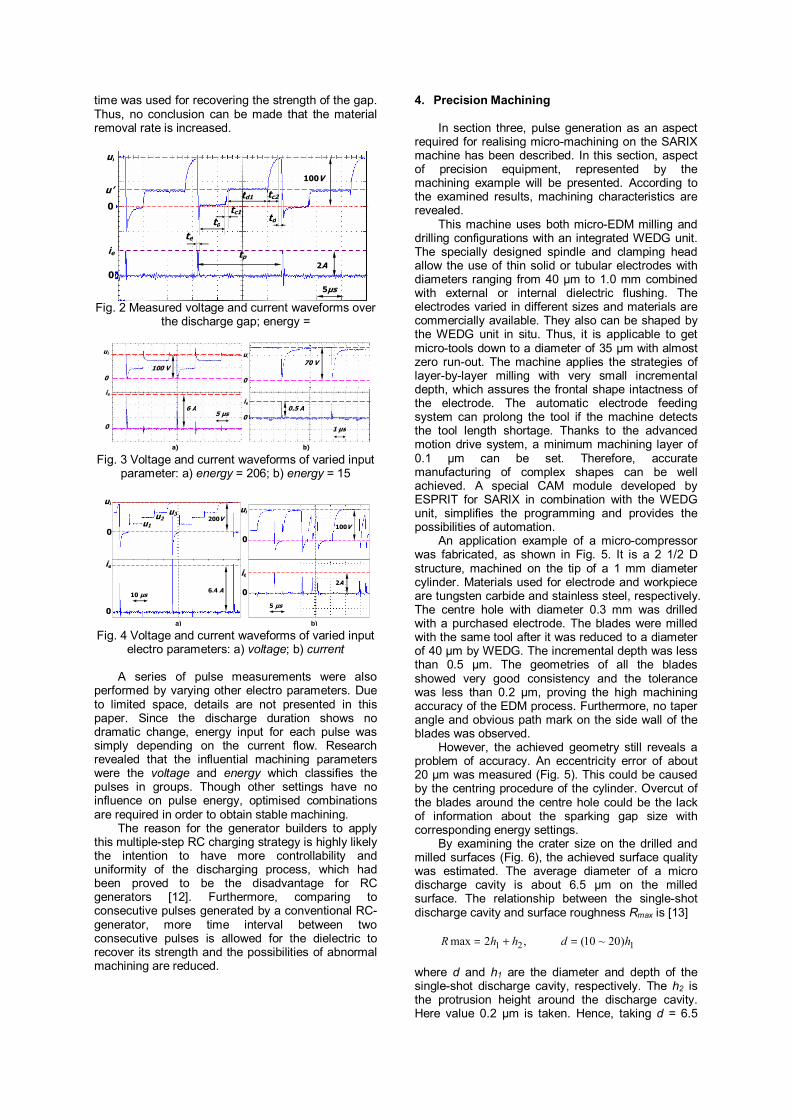
time was used for recovering the strength of the gap. Thus, no conclusion can be made that the material removal rate is increased.
to
tc1
ui
ie
tc2
te
td
tp
u’ td1
5µs
100V
2A
0
0
Fig. 2 Measured voltage and current waveforms over
the discharge gap; energy =
70 V ui ui
ie ie
0 0
0 0
b) a)
100 V
6 A 5 µs
0.5 A
1 µs
Fig. 3 Voltage and current waveforms of varied input
parameter: a) energy = 206; b) energy = 15
ui
ie
u1 0
0
u3 u2 200V
6.4 A
ui
ie
0
0
100V
2A
a) b)
10 µs
5 µs
Fig. 4 Voltage and current waveforms of varied input
electro parameters: a) voltage; b) current A series of pulse measurements were also
performed by varying other electro parameters. Due to limited space, details are not presented in this paper. Since the discharge duration shows no dramatic change, energy input for each pulse was simply depending on the current flow. Research revealed that the influential machining parameters were the voltage and energy which classifies the pulses in groups. Though other settings have no influence on pulse energy, optimised combinations are required in order to obtain stable machining.
The reason for the generator builders to apply this multiple-step RC charging strategy is highly likely the intention to have more controllability and uniformity of the discharging process, which had been proved to be the disadvantage for RC generators [12]. Furthermore, comparing to consecutive pulses generated by a conventional RC-generator, more time interval between two consecutive pulses is allowed for the dielectric to recover its strength and the possibilities of abnormal machining are reduced.
4. Precision Machining In section three, pulse generation as an aspect
required for realising micro-machining on the SARIX machine has been described. In this section, aspect of precision equipment, represented by the machining example will be presented. According to the examined results, machining characteristics are revealed.
This machine uses both micro-EDM milling and drilling configurations with an integrated WEDG unit. The specially designed spindle and clamping head allow the use of thin solid or tubular electrodes with diameters ranging from 40 µm to 1.0 mm combined with external or internal dielectric flushing. The electrodes varied in different sizes and materials are commercially available. They also can be shaped by the WEDG unit in situ. Thus, it is applicable to get micro-tools down to a diameter of 35 µm with almost zero run-out. The machine applies the strategies of layer-by-layer milling with very small incremental depth, which assures the frontal shape intactness of the electrode. The automatic electrode feeding system can prolong the tool if the machine detects the tool length shortage. Thanks to the advanced motion drive system, a minimum machining layer of 0.1 µm can be set. Therefore, accurate manufacturing of complex shapes can be well achieved. A special CAM module developed by ESPRIT for SARIX in combination with the WEDG unit, simplifies the programming and provides the possibilities of automation.
An application example of a micro-compressor was fabricated, as shown in Fig. 5. It is a 2 1/2 D structure, machined on the tip of a 1 mm diameter cylinder. Materials used for electrode and workpiece are tungsten carbide and stainless steel, respectively. The centre hole with diameter 0.3 mm was drilled with a purchased electrode. The blades were milled with the same tool after it was reduced to a diameter of 40 µm by WEDG. The incremental depth was less than 0.5 µm. The geometries of all the blades showed very good consistency and the tolerance was less than 0.2 µm, proving the high machining accuracy of the EDM process. Furthermore, no taper angle and obvious path mark on the side wall of the blades was observed.
However, the achieved geometry still reveals a problem of accuracy. An eccentricity error of about 20 µm was measured (Fig. 5). This could be caused by the centring procedure of the cylinder. Overcut of the blades around the centre hole could be the lack of information about the sparking gap size with corresponding energy settings.
By examining the crater size on the drilled and milled surfaces (Fig. 6), the achieved surface quality was estimated. The average diameter of a micro discharge cavity is about 6.5 µm on the milled surface. The relationship between the single-shot discharge cavity and surface roughness Rmax is [13]
,2max 21 hhR += 1)20~10( hd =
where d and h1 are the diameter and depth of the single-shot discharge cavity, respectively. The h2 is the protrusion height around the discharge cavity. Here value 0.2 µm is taken. Hence, taking d = 6.5
µm and d = 20h1 the even spread craters for the milling process should give an Rmax around 0.85 µm.
Eccentricity error Side wall
Overcut
Fig. 5 A micro-compressor on a Ø 1 mm cylinder: top view and section views
20.8 µm 22.2 µm
20.2 µm
6.36 µm
6.53 µm
6.70 µm
a)
b)
Fig. 6 Discharge crater size of EDM drilling a) and
EDM milling b) processes 5. Conclusion
The development of RC-based generators and high precision systems assure enhanced achievements in micro-EDM machining. According to the studies of a commercial micro-EDM machine on pulse generation, advanced strategies applied by the machine builders have been revealed. However, there still are lack of explicit correlation between machining parameters and generated pulses. The reduced energy input for each pulse also assures the surface finish quality down to Rmax 0.85 µm. High accuracy machining in the range of less than 1 µm is also achieved.
Acknowledgement
This research is sponsored by the Institute for
the Promotion of Innovation by Science and Technology in Flanders, Belgium, project SBO 030288, and by the Belgian programme on Interuniversity Poles of Attraction (IAP5/06: AMS). This work is also carried out within the framework of the EC Network of Excellence "Multi-Material Micro Manufacture: Technologies and Applications (4M)".
Reference [1] Kunieda M, Lauwers B, Rajurkar K,
Schumacher BM. Advancing EDM through
fundamental insight into process. Annals CIRP vol.54/2, 2005, pp 599-622.
[2] Rajurkar KP, Levy G, Malshe A, Sundaram MM, McGeough J, Hu X, Reinick T, DeSilva A. Micro and Nano machining by Electrophysical and Chemical Processes. Ann.CIRP vol.55/2, 2006, pp 643-666.
[3] Liu K, Ferraris E, Peirs J, Lauwers B, Reynaerts D. Process investigation of precision micro-machining of Si3N4-TiN ceramic composites by Electrical Discharge Machining (EDM). ISEM XV, 2007, Pittsburgh, USA.
[4] Song X, Meeusen W, Reynaerts D, Van Brussel H. Experimental study of micro-EDM machining performances on silicon wafer. Soc.P.-O.Inst.Eng, USA, 2000, pp 331-339.
[5] Muttamara A, Fukuzawa Y, Mohri N, Tani Y. Probability of precision micro-machining of insulating Si3N4 ceramics by EDM. J. Mat. Pro.Tech., 140, 2003, pp 243-247.
[6] Pham DT, Dimov SS, Bigot S, Ivanov A, Popov K. Micro-EDM – recent developments and research issues. J.Mat.Proc.Tech., 149, 2004, pp 50-57.
[7] Fleischer J, Masuzawa T, Schmidt J, Knoll M. New applications for micro-EDM. J.Mat.Proc.Tech., 2004, 149, pp 246-249.
[8] Reynaerts D, Van Brussel H, Meeusen W, Driesen W, Dierickx V. Micro-Electro Discharge Machining: review and application. 3rd Chem.Col.Prod.Tech., 2001.
[9] Masuzawa T, Fujino M, Kobayashi K. Wire Electro-discharge grinding for micro-machining. Ann.CIRP vol.34/1, 1985, pp 431-434.
[10] Reynaerts D, Meeusen W, Van Brussel H. Machining of three-dimensional microstructures in silicon by electro-discharge machining. Sen.Act.A, 67, 1998, pp 159-165.
[11] Masuzawa T. Micro-EDM. ISEM XII. Bilbao, Spain, 2001, pp 3-19.
[12] Han F, Wachi S, Kunieda M. Improvement of machining characteristics of micro-EDM using transistor type isopulse generator and servo feed control. Prec.Eng., 28, 2004, pp 378-385.
[13] Liao YS, Chen ST, Lin CS. Development of a high precision tabletop versatile CNC wire-EDM for making intricate micro parts. J.Micromech.Microeng. 15, 2005, pp 245-253.







![ResearchonShapeChangesinCylinderElectrodes IncidenttoMicro-EDMdownloads.hindawi.com/journals/amse/2019/8087462.pdf · micro-EDM milling. e electrode wear estimation model [5]isusedfor](https://img.pdfslide.net/doc/110x75/5e7374c5941139347653a813/researchonshapechangesincylinderelectrodes-incidenttomicro-micro-edm-milling-e.jpg)







![Analysis of the Influence of EDM Parameters in Micro Hole ... · uence the micro EDM process [15]. Pulse on time is duration that allows the current to flow per cycle. Total discharge](https://img.pdfslide.net/doc/110x75/5eb7e0901b5a5a32f953b5fa/analysis-of-the-influence-of-edm-parameters-in-micro-hole-uence-the-micro-edm.jpg)












