Embed Size (px)
Citation preview

Process Capability study is done and calculated After checking that process is in “Statistical Control” i.e. sustainable/stable/predictable (see control charts)
Process capability indices Cp, Cpk, Cpm
The Cp index:
Cp = (allowable range)/6 = (USL - LSL)/6voice of the customer/voice of the process = VOC/VOP =
Tolerance/Natural process variation
The Cp index
considers only the spread of the characteristic in relation to specification limits assumes two-sided specification limits
The product can be bad if the mean is not set appropriately.
The Cpk index takes account of the mean ( and is defined as:
Cpk = min[Cpku, Cpkl]
Cpk = min[ (USL - )/3, ( - LSL)/3 ]
for upper specification limit: Cpk = (USL – x,)/3
for lower specification limit: Cpk = (x, - LSL)/3
The Cpk can be easily converted to a sigma level using:
SPC continues until the stability of the process is In Control and the process is capable. SPC is utilized to understand a process and achieve higher levels of quality. The continued use of Control Charts once a process is stable and capable is not recommended as cost effective.
Do NOT confuse: Machine capability, process capability:

Sigma level = 3Cpk
The Cpk index determines the proximity of the process average to the nearest sp limit
The Cpk index can also accommodate one sided specification limits (single arm cap. study) (e.g. Thickness not more than 3cm…. i.e.≤3)
for upper specification limit: Cpk = (USL – x,)/3
for lower specification limit: Cpk = (x, - LSL)/3
Cp : A simple and straightforward indicator of process capability.Cpk : Process Capability Index. Adjustment of Cp for the effect of non-centered distribution.
Book, paper:
Cp ≥ 1 : process is technically capable
Cp > 1.33 Capable , Cp = 1 – 1.33 Capable with tight control
Cp = 2 : process is said to represent 6σ performance (±6σ i.e. 12σ magnitude)
o Cpk of 1 indicates 3 Sigma Capability.o Cpk of 1.33 indicates 4 Sigma Capability or 4/3rds.o Cpk of 1.67 indicates 5 Sigma Capability or 5/3rds.o Cpk of 2 indicates 6 Sigma Capability.o See table Cpk Vs sigma levelo N.B.: If centered process we can use Cp equation instead of Cpk [(USL - LSL)/6
The greater the Cpk the less likely nonconformance will be present. See failure mode table
Cpk goals commonly set: 1.33 or 1.67 (provide some room for the process to drift left or right)
For capability results (problems):
1) If Cp<1 --- process is incapable2) If Cp>1 ---process may be capable BUT first calculate Cpk = min[Cpku, Cpkl] :
If Cp>1 AND Cpk <1 ----- process is capable but need to be shiftedIf Cp>1 AND Cpk ≥1----- process is capable
Given: Specif limits (Tolerance) = 5±0.12 or (4.88-5.12), mean=5.1What sigma value to adjust process at 4 sigma level?
N.B.: In Problems translate immediately
Problems
Problems

Answer:* 4Ơ level -- Cpk=1.33*Check if process centered: Is mean = midpoint of tolerance?: NO midpoint = 5, mean = 5.1 , use Cpk equation
Cpk = min[ (USL - x,)/3, (x,- LSL)/3 ]*Compare the 2 numerators and choose the equation with the smaller numerator (Cpk eq.)5.12-5.1=0.02, 5.1-4.88=0.22*Cpk=(USL - x,)/3
For one sided specification limits (single arm cap. study) (e.g. Thickness not more than 3cm…. i.e.≤3)Only one arm is used (upper or lower), no comparison needed, use the given sp limit
Given: Specif limits (Tolerance) : (4.88-5.12), mean=5.1What sigma value to adjust process at 4 sigma level?
Answer:* 4Ơ level -- Cpk=1.33*Check if process centered: Is mean = midpoint of tolerance?: NO midpoint = 5, mean = 5.1 , use Cpk equation
Cpk = min[ (USL - x,)/3, (x,- LSL)/3 ]*Compare the 2 numerators and choose the equation with the smaller numerator (Cpk eq.)5.12-5.1=0.02, 5.1-4.88=0.22*Cpk=(USL - x,)/3
Given: Specif limits (Tolerance) : (4.88-5.12), mean=5What sigma value to adjust process at 4 sigma level?Answer:*4Ơ level -- Cpk=1.33*Check if process centered: Is mean = midpoint of tolerance?: yes = 5Since process centered, then Cp=Cpk, then we can use Cp equation:*Cp = (USL - LSL)/6
Given: Specif limits (Tolerance) : (4.88-5.12), process is centeredWhat sigma value to adjust process at 4 sigma level?
Answer:*4Ơ level -- Cpk=1.33*Since process centered, then Cp=Cpk, then we can use Cp equation:*Cp = (USL - LSL)/6
Problems

Capability Index Failure Rates (3 methods)i.e.: % AUC outside specification limits (=parts per million nonconformance) [specification limits NOT Control Limits]
1st: Given the following process conditions, we can use direct tables for failure rates calculation (even if σ, USL, LSL unknown):
The conditions:1) 2-tailed specification2) Normally distributed3) Centered on x̄�4) with no process shift
Cp = Cpk
2 tables: Cp vs ppm table or z vs ppm failure table (not std z-table)1- Cp vs ppm table : Direct, if 2-tailed process then use Cp or Cpk value to get the corresponding ppm (this ppm
value is divided equally outside the upper & lower sp limits), You DO NOT need to divide or multiply by 2 to distinguish tails, table designed for 2-tailed (see conditions)
2- z vs ppm failure table : a. get the z-value : z = 3Cp (proof: see paper)b. use the table to get corresponding ppm (You DO NOT need to divide or multiply by 2 to distinguish tails, table
designed for 2-tailed (see conditions)
2nd: If any of the previous conditions not guaranteed: then given USLor LSL or both (if 2-tailed sp), use z equation and standard z-table to get AUC outside specifications (traditional method)
3rd: U can use the 2nd traditional method if or if not the conditions exist (general method)

Cpm: Process capability index of the mean : accounts for the location of the process average relative to a target value
Cpm is calculated using the following formula:
Cpm =
Cpm = = USL−LSL
6√σ2+( μ−T ) ² =
USL−LSL
6∗√∑i=1
n ( x¡−T )²n−1
see example p.173 book
N.B.: when process average & the target value are equal then Cpm=Cpk=Cp when process average drifts from the target value then Cpm<Cpksee illustrations: ASI eq notes
Problems
Problems

Process capability calculation from Control charts(p, np charts only)
Process capability = 1 - pJ or 100 – p%
Process Performance indices
Pp, Ppk, Ppm
Pp = Process Performance. A simple and straightforward indicator of process performance.Ppk = Process Performance Index. Adjustment of Pp for the effect of non-centered distribution.
Same calc as capability indices BUT knowing that process not in a state of statistical control.
A PPI is intended to show how the process actually performed, rather than how well it can perform under properly controlled conditions. Thus, in a sense, PPIs are designed to describe the past while PCIs are designed to predict the future. PPIs tend to be a bit larger than cap indices since smaller sample sizes
Process Performance metrics
For discrete (attribute) data to describe the process capability.
Percentage defective. Defects per unit (DPU). Defects per million opportunities (DPMO). Parts per million (PPM). Rolled throughput yield (RTY). Process sigma.
Percentage defective
The percentage defective is simply defined by the following equation:
= pL * 100
Of course, a defective unit is any unit containing one or more defects. Note that the ratio,
Problems

is known as the fraction defective (pL)
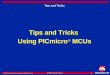
Consider a process in which the output is normally distributed with a mean of 0 and a standard deviation of 1. Specifications are set at +/- 3. The fraction defective for the process is shown by the tail areas in Figure 1. The total fraction defective is the sum of the tail areas, or 0.0027. Therefore, the percentage defective is 0.27%.
Figure 1
DPU
The DPU metric is a measure of capability for discrete (attribute) data defined by the following:
For example, a process produces 40,000 pencils. Three types of defects can occur. The number of occurrences of each defect type is:
Blurred printing: 36
Too long: 118
Rolled ends: 11
Total number of defects: 165
A straightforward application of the DPU formula provides this:

DPMO
The DPMO metric is a measure of capability for discrete (attribute) data found by:
The DPMO metric is important because it allows you to compare different types of product. Developing a meaningful DPMO metric scheme across multiple product lines, however, can be very time consuming because it is necessary to accurately determine the number of ways (or opportunities) a defect can occur per unit or part. This can be an enormous task, particularly when dealing with highly complex products and subassemblies, or even paperwork.
Continuing with the pencil example, let’s calculate the number of opportunities. First, determine the number of ways each defect can occur on each item. For this product, blurred printing occurs in only one way (the pencil slips in the fixture), so there are 40,000 opportunities for this defect to occur.
There are three independent places where dimensions are checked, so there are (3) (40,000) = 120,000 opportunities for this dimensional defect.
Rolled ends can occur at the top and the bottom of the pencil, so there are (2) (40,000) = 80,000 opportunities for this defect to occur. Thus, the total number of opportunities for defects is:
40,000 + 120,000 + 80,000 = 240,000.
Likewise, the total number of opportunities per unit is:
1 + 3 + 2 = 6
Applying the DPMO formula, you can readily determine the DPMO metric:
PPM= DPU * 1000,000
In a typical quality setting, the PPM metric usually indicates the number of times a defective part will occur in 1 million parts produced. By contrast, the DPMO metric reflects the number of defects occurring in 1 million opportunities. It is important to note that some authors say the PPM and DPMO metrics are identical. If we follow the definitions above, however, this would only be true when the number of opportunities for a defect per unit or part is 1.

Perhaps additional confusion can surround the PPM metric because of a laxness in the terminology applied. In the Six Sigma context, PPM is also referred to as the PPM defect rate. Similarly, 3.4 PPM is often stated as 3.4 defects per million parts. In both examples, however, when we say defects, we are really referring to defectives.
PPM is also used to refer to contaminants. For example, suppose 0.23 grams of insect parts are found in 25 kilograms of product.
Finally, in the more traditional scientific context, PPM may simply refer to the various ratios of components in a mixture. For example, the oxygen component of air is approximately 209,000 PPM. In this case, the idea of "defective" isn’t even a consideration.
Table 1 illustrates the links among multiple metrics, including PPM, sigma level, percentage in specification and percentage defective. The familiar 3.4 PPM corresponds to a 6-sigma level of quality, assuming a 1.5 shift of the mean. Sigma level of a process and the 1.5 shift of the mean will be addressed later.
Throughput yield (yield) book
= e -DPU
RTY (rolled throughput yield) applies to the yield from a series of processes & is found by multiplying individual process yields (book)
The RTY metric represents the percentage of units of product passing defect free through an entire process. It is determined by the multiplying first-pass yields (FPY) from each subprocess of the total process as follows:
not in book
Note that n= number of subprocesses, and FPYi = first-pass yield of the ith subprocess.
Similarly, the FPY represents the percentage of units that completes a subprocess and meets quality guidelines without being scrapped, rerun, retested, returned or diverted to an offline repair area. The FPY is calculated as:
Note the FPY and RTY values are often expressed simply as the fractions or probabilities.
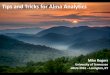
The concept of the RTY is best illustrated by the example given in Figure 2, which depicts an overall process comprised of four subprocesses. Suppose the FPY of each subprocess is 0.95. Then, the RTY is easily computed as:

Figure 2
Although individual subprocess yields are relatively high, the total process yield has dropped significantly. A significant advantage of using the RTY metric is that it provides a more complete view of the process. Subprocess yields that run high aren’t likely to garner the attention necessary to drive improvement. Often, it is only when the total process yield becomes visible does real action occur.