Embed Size (px)
Citation preview

lable at ScienceDirect
Journal of Loss Prevention in the Process Industries 22 (2009) 566–573
Contents lists avai
Journal of Loss Prevention in the Process Industries
journal homepage: www.elsevier .com/locate/ j lp
Process design optimization and risk analysis
Hector Medina*, Josep Arnaldos, Joaquim CasalCentre for Technological Risk Studies (CERTEC), Department of Chemical Engineering, Universitat Politecnica de Catalunya, Diagonal 647, 08028 Barcelona, Catalonia, Spain
a r t i c l e i n f o
Article history:Received 3 October 2008Received in revised form9 March 2009Accepted 15 April 2009
Keywords:Risk analysisOptimizationProcess design
* Corresponding author. Tel.: þ34 934016675; fax:E-mail address: [email protected] (H. Medin
0950-4230/$ – see front matter � 2009 Elsevier Ltd.doi:10.1016/j.jlp.2009.04.007
a b s t r a c t
Hazard identification and risk assessment are key aspects in process plant design. They are often appliedin the final stages of the process at whatever the cost, unless financial constraints are imposed. However,a much better solution would be to introduce risk analysis earlier by including it in earlier stages of thedesign process, such as when the cost of a plant and the cost of any accidents that may occur are esti-mated. In this paper, an optimization methodology is proposed, in which both cost and risk (witha deterministic approach) are taken into account, to improve on the current situation. If a decisionvariable is chosen, an objective function will be established that makes it possible to analyze variations inoverall costs, including the cost of the investment and the cost of accidents. This leads to an optimumsituation in which costs are kept to a minimum. Of course, this optimization is subject to constraints, thegreatest of which is the fact that risk must not exceed tolerated threshold levels. The procedure isexplained and two examples, one involving a toxic release and the other a BLEVE/fireball, are used toillustrate it.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Over the last few decades, significant efforts have been devotedto increasing safety in the chemical industry and related activities,such as the transportation of hazardous materials. This has partlybeen due to a number of serious accidents that occurred in the1980s, partly to other more recent ones and partly to the generaltrend in industrialized countries towards creating a sustainableindustrial base. As a society becomes increasingly wealthy, itsperception of industry – and, more specifically, of the chemicalprocess industry – gradually changes: what was once a source ofwork and wealth becomes a source of risk and hazards that havea negative environmental impact.
In this new framework, which could probably not be directlyapplied to developing countries, risk plays a very important role.What was accepted when industry was considered to be essentialto progress and development is no longer tolerated – even ifindustry is still as essential as it was. This means that industrialplants are subject to stricter controls and, finally, that levels oftolerable risk – a somewhat controversial concept – are falling.
Thus, over the years, major advances have been made in thisarea in order to obtain efficient, profitable processes that are safefor both people and the environment. Nevertheless, in spite of the
þ34 934017150.a).
All rights reserved.
efforts that have been made to reduce both the frequency and theseverity of major accidents, increased industrial activity continuesto cause accidents that have a significant impact.
Nowadays, risk and hazards are usually taken into account in theinitial steps of the design process. Safety can be incorporated at anystage of design or operations, but the best results are obtained if it isincorporated at the earliest possible stage of the design process(Hendershot, 2005). In any case, a significant investment must bemade in engineering, equipment, instrumentation, fire protection,emergency planning, etc. Generally speaking, as the investment insuch resources increases, the risk associated with a given plant oractivity decreases. However, the investment in safety is not alwayscorrectly applied and the conflict between cost and risk is notalways adequately resolved.
If risk generally decreases as the investment in safety increases,the cost associated with potential accidents that may occur willprobably also decrease. Thus, a situation arises in which costs maydecrease (the cost of accidents) or increase (the cost of investing insafety) as a function of a variable that depends on the design ofa plant. This means that optimization is possible as a procedure forattaining the ‘‘best’’ situation, in terms of both cost and risk.
Of course, such optimization should be subject to certainconstraints, particularly due to the fact that a tolerable risk levelmust be respected. However, the application of optimizationcriteria to plant designs must be seen as a tool that can reduce riskto tolerable values at a reasonable investment and, furthermore,can show clearly how the risk decreases as a function of a decision

H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573 567
variable. In this paper, an optimization procedure is discussed andapplied to two cases.
2. Applying optimization criteria to risk analysis
The following aspects must be taken into account:
- The cost of equipment, including any equipment essential toplant operations (the instrumentation and facilities associatedwith a chemical reactor, for example) and any additionalequipment required to reach the desired level of safety(additional safety valves and redundant pumps, for example).
- The cost of accidents that could occur according to risk analysis.Of course, this cost will be affected by the severity of theseaccidents, which in turn will depend on the investment insafety and the plant’s design. The cost of accidents includesdiverse aspects: the cost of damages to people and environ-ment, the cost of the destroyed equipment and buildings or thecost of repairing them, the cost of the loss of production, etc.
- The total cost, which is the sum of the cost of equipment pluscosts of accidents.
The cost of equipment and the cost of accidents are a function ofone or more variables. Although some of these can have a certaininfluence, usually a given decision variable will have a significantrole. In this communication, a single decision variable (D) isconsidered. Once identified, the optimum situation will be obtainedas a function of this variable through the optimization of anobjective function.
Fig. 1. Optimization methodology.
2.1. The optimization procedure
A number of optimization methods can be applied in differentfields of chemical engineering. However, the essential point in anyoptimization procedure is knowledge of the system to be opti-mized. A thorough understanding of the system is required toestablish the correct objective function.
The suggested methodology – an essential part of which is basedon the classical deterministic risk analysis approach – is presented.The following points are highlighted.
2.1.1. System definitionThe system defines the layout of the plant or the set of equip-
ment on which calculations are to be based. It can limit itself toa section of a plant or to specific pieces of equipment that make themost significant contribution to risk.
2.1.2. Selection of decision variablesFor a given system, the points of reference used are the variables
that have an influence on a design and its associated hazards, i.e.the potential accidents and/or their consequences. These variableswill usually be of a physical nature, such as the size of equipmentand operating conditions (pressure, temperature, etc.).
2.1.3. Selection of significant accidentsThe accidents selected as significant – because of their conse-
quences and frequency – are selected depending on the features ofthe system, the substances handled, the operating conditions, thelayout of a plant, its distance from the population, etc.
2.1.4. Calculation of effectsThis involves the estimation of the physical effects of an accident
as a function of time and distance: blast, thermal radiation inten-sity, concentration of a toxicant.
2.1.5. Calculation of consequencesOnce the effects are known, their interaction with sensitive
elements will give rise to the consequences of accidents: damage topeople, damage to property (buildings, equipment, etc.) anddamage to the environment (pollution of water, soil, etc.).
2.1.5.1. Calculation of the cost of consequences on people. The cost ofdamage to people is rather difficult to estimate. Although this isa quite sensitive area, a number of attempts have been made toallow for this quantification (Ronza, Lazaro-Touza, & Casal, 2009),particularly in cases of fatalities and injured people.
2.1.5.2. Calculation of the cost of consequences on equipment andproperty. The cost of equipment according to its size can be esti-mated by applying appropriate methodologies, such as the powerlaw relationship. The associated values are periodically updatedand can be found in the literature. Of course, here ‘‘equipment’’includes facilities, piping, costs of installation, etc. The cost ofdamage to property – buildings and equipment – can be estimatedusing periodically updated and published standards.
2.1.5.3. Calculation of other indirect costs. Additional costs areoriginated by the loss of production, the loss of company image, etc.They must be adequately estimated.
2.1.6. Establishment of the objective functionThis is an essential step in the application of optimization to any
problem. It is often expressed in terms of currency, as the final goalis to minimize costs or maximize profits (Edgar, Himmelblau, &Lasdon, 2001). The optimization of hazards could be based on thenumber of fatalities, although this approach would probably lead toconflicts (the proposal of an ‘‘optimal’’ number of fatalities shouldnever be considered).
2.1.7. Establishment of constraintsOptimization will probably be subject to restrictive constraints.
The most usual will be the existence of a tolerable level of risk valuethat cannot be exceeded, although other constraints can also exist(as, for example those originated by a limited budget).
The optimization procedure is schematically shown in Fig. 1.Once the system has been defined and the decision variable

H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573568
selected, different designs must be checked against the differentvalues of this variable. The cost of investment must be estimated foreach one. Furthermore, risk analysis must be performed for eachdesign and the magnitude of the diverse accidents must be esti-mated; this makes it possible to calculate the cost of accidents ineach case.
Similarly, the objective function that expresses the total cost asa function of the decision variable must be established. From theobjective function, the optimal situation can be found. Initially, thisoptimum will correspond to the minimum total cost, although thiscriterion can be modified if it does not fulfill the requiredconstraints. In this case, the closest value to the optimum thatfulfills the constraints should be selected.
2.2. The objective function
The objective function establishes the relationship between thetotal cost and the decision variable D:
Ctotal ¼ f ðDÞ (1)
The total cost can be expressed as:
Ctotal ¼Xi¼ni
i¼1
Cequip þXj¼nj
j¼1
Cacc (2)
and the cost of the accident as:
Cacc ¼ Cp þ Cproperty þ Cenv þ Cindirect (3)
The cost of equipment includes also the cost of associatedpiping, utilities and installation. The cost of damage to populationincludes the amounts to be paid for fatalities, injured people andevacuated people (Ronza et al., 2009). Indirect costs include the lossof profit due to breakdown cost, cost of lost wages, loss of image,etc.
The decision variable (D), which has an influence on the cost ofa plant and on the severity of an accident, depends on the systemand must be identified using expert judgement: this can be thethroughput of a plant, the number of storage tanks, the size ofa reactor, etc.
3. Estimation of costs
An essential aspect of risk analysis is the estimation of the costsassociated with the damage caused by an accident. This is discussedin the following paragraphs.
3.1. Cost of equipment
In the case of plants and standard equipment, costs can beestimated from periodically updated information, such as the indexof costs published in CEPCI (2008). Thus, for example, the cost indollars (January 2000) of a stainless steel pressurized storage tankwith a volume V can be estimated, including the associated facili-ties, assembly and other costs, as a function of its volume using thefollowing expression (Smith, 2005):
Cequip ¼ 7� 104�
V5
�0:53
(4a)
The total volume (VT) to be stored can be contained in N storagetanks (all of them with the same volume, V):
V ¼ VT
N(4b)
From Eq. (4a and b), the cost of the tanks – expressed now in V-2008 by applying the appropriate conversion – can be estimatedwith the following expression:
Cequip ¼ 26;100� V0:53T N0:47 (4c)
3.2. Consequences for people
The cost of the consequences for people should include the costof fatalities, plus the cost of injured people and the cost associatedwith evacuated people (Ronza et al., 2009):
Cp ¼ NK CK þ NI;KCI;K þ NECEdE (5)
The number of fatalities in a given accident (a toxic cloud, forexample) can be estimated using the classical deterministic riskanalysis approach. This involves estimating its physical effectsusing an appropriate mathematical model, taking into account thepopulation in the affected area and, finally, estimating the numberof deaths by applying a vulnerability model, such as the probitfunction:
% death ¼ 50�
1þ Y � 5jY � 5j erf
�jY � 5jffiffiffi
2p
��(6)
where erf ¼ error function.The probit variable (Y) can be expressed as a function of the
dose:
Y ¼ aþ b lnðDoseÞ (7)
and the dose, according to the type of accident, can be expressed as:
Toxic cloud : Dose ¼Zt2
t1
cndt (7a)
Thermal radiation : Dose ¼Zt2
t1
I4=3dt (7b)
Overpressure : Dose ¼ DP (7c)
a and b are constants that depend on the type of accident and (fortoxic clouds) on the material; n is also a constant that depends onthe material involved in the toxic cloud.
In classical risk analysis, only fatalities are usually taken intoaccount, as the estimation of the number of injured people involvesa significant amount of additional work. However, in the proposedoptimization this aspect must also be considered. To include thisfeature, a set of recently proposed expressions by Ronza, Munoz,Carol, and Casal (2006) can be used. These expressions make itpossible to estimate the number of injured people as a function ofthe number of fatalities:
NI;K ¼ eN fK (8)
where e and f are constants that depend on the type of accident.In some accidents, people can be injured by two or more
phenomena. For example, in the case of BLEVE-fireball there can besome people injured by blast and, immediately, additional damagecan occur due to the thermal radiation. In such cases, it is assumedthat the percentage of injured due to this second effect will beevenly distributed among the people already injured by blast andthose who were not affected by the explosion.

Table 1Conditions in the case of a toxic cloud release.
Wind speed 4 m � s�1
Temperature 12 �CAtmospheric stability D class. Night timeHumidity 70%Type of gas ChlorineRelease time 10 minPressure in the tank 5.1 barGround roughness coefficient 10 cm
H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573 569
Once the number of fatalities and injured people has beenestimated, there remains the difficult problem of assigning a valueto these consequences, i.e. to a life or to an injured person. Theassessment of damage to people is closely related to a rathercomplex and controversial issue, i.e. the economic value of humanlife. Obviously, the problem of assigning a value to human life hasmajor moral and social implications. Nevertheless, it is the only wayto establish costs and the compensation due when an accident hasdirect consequences for people. Thus, by applying diverse criteria(severity, age of the person, etc.), Ronza et al. (2009) suggestdifferent costs for dead and injured people, respectively. Thesecosts (updated in V-2008) are: cost per fatality ¼ 206,000 V andcost per injured person ¼ 92,000 V (severe injuries, personage� 45 years old). As these costs vary from country to country, theabove values correspond to those applied in Spain.
3.3. Damage to property and structures
This cost can be estimated for a specific unit or for a givenaffected area including a process plant, a storage area, etc. In thelatter case, average values (V per unit of surface) can be used,although this information is not always easy to find. A similarprocess must be performed in the case of damage to buildings,which involves applying the average cost of each type of building(office, commercial premises, house, etc.).
3.4. Damage to the environment
Environmental damage can be classified as a function of thevector affected (soil, water, air or the biosphere). The long-termeffects of industrial accidents on air quality are always almostnegligible (in addition to the fact that their valuation is a verycomplex task). For the other vectors, the cost must be estimatedusing an ad-hoc approach that takes possible remediationmeasures into account.
3.5. Indirect costs
The costs originated by the interruption of the productionshould also be taken into account, as well as those due to otheraspects such as, for example, the loss of image.
4. Objective function
Using all of the above information, the objective function can beestablished. In general terms, it can be expressed as follows:
Ctotal ¼Xi¼ni
i¼1
Cequip þ NK CK þ NI;KCI;K þ NECEdE þ Cproperty
þ Cenv þ Cindirect (9)
If all these partial costs are expressed as a function of thedecision variable, the minimum of this expression (i.e. theminimum cost) can be found. The best way to show this is probablythrough its application to example cases. In the following sections,the procedure is applied to two different cases.
5. Example cases
In industrial plants, a great number of accidents happen due tothe loss of containment in tanks and pipes that contain or transportliquids and gaseous products. According to a recent historicalsurvey (Darbra & Casal, 2004), of the major accidents that occurapproximately 60% are fires, 34% are explosions and 6% are gas
clouds. The example cases concern the loss of containment ina chemical storage facility, as this is one of the activities that is mostcommon in chemical plants and that is also relatively prone toaccidents. Two very different accidents are proposed: a toxicrelease and a BLEVE/fireball.
5.1. Toxic release
Although toxic gas clouds are significantly less frequent than theother accidents, they can have severe consequences for people overa large area. The selected scenario considers the storage of 19,000 kgof chlorine in one or more pressurized tanks. This implies a totalvolume of 16 m3 according to the Spanish regulation (BOE 112/2001), which establishes a maximum stored mass of 1250 kg per m3.
The accident consists of the continuous release of the fullcontents of the tank/s in 10 min. There are buildings that areinhabited by 18 people at a distance of 300 m downwind. The dataconcerning the atmospheric conditions are shown in Table 1.
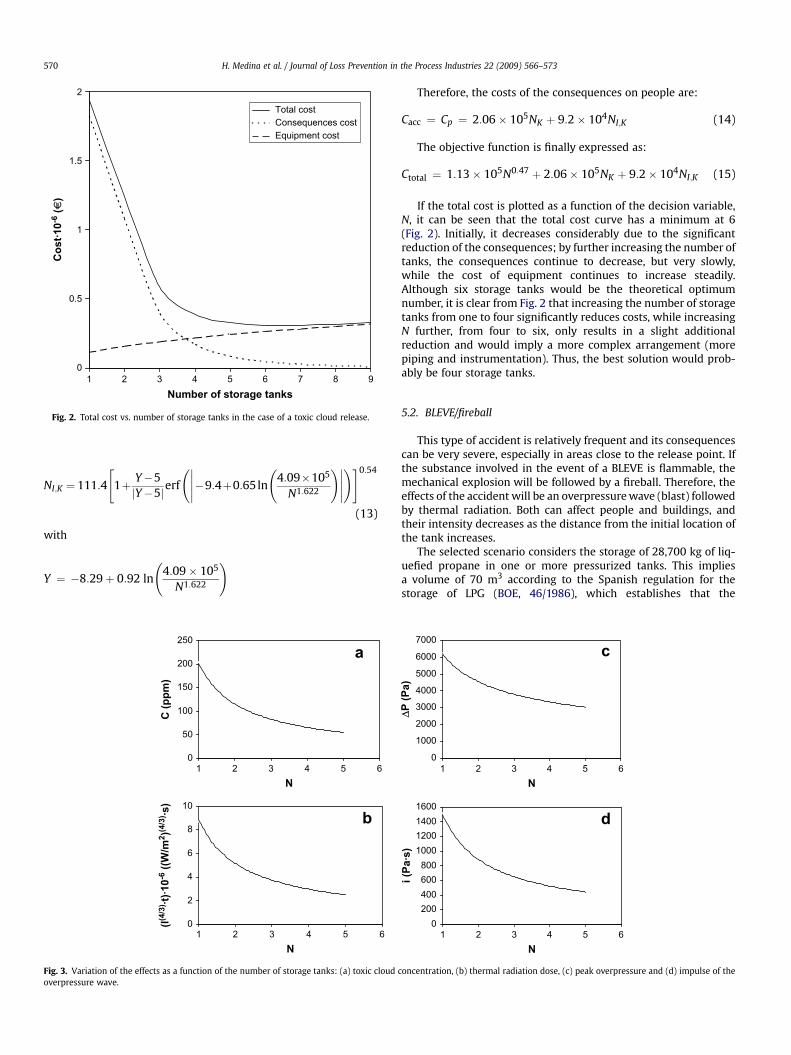
The intensity of the effects in the case of the atmosphericdispersion of a toxic cloud is determined by the evolution of the gasconcentration as a function of time; to analyze this, the ALOHA(Areal Locations of Hazardous Atmospheres) code was used. Itproduces graphs of the expected indoor and outdoor concentra-tions to be experienced by people at any specific location. Evacu-ation and environmental terms in the objective function were notconsidered.
If the optimization methodology is applied to this particularcase, it can be observed that the cost of equipment increases as thenumber of tanks increases (Fig. 2), despite the reduction in the sizeof each one. However, the cost of the consequences decreases as thenumber of tanks increases, due to the fact that the amount ofchlorine released is smaller (as the contents of a tank decreases ifthe number of tanks increases). It is therefore clear that the deci-sion variable in this case is the number of storage tanks (N).
The diverse specific costs can be estimated as follows:As for the cost of equipment, according to Eq. (4c):
Cequip ¼ 1:13� 105N0:47 (10)
Fig. 3 (a) shows how the indoor concentration of chlorine(calculated with ALOHA code) decreases as the number of storagetanks increases; the trend follows a potential law:
cindoor ¼ 202:2N�0:811 (11)
Consequences on people were estimated through probit func-tion. Two analytic equations that relate the probit variable to thepeople affected were used to compute the number of fatalities andinjured people (Ronza et al., 2006) as a function of the number ofstorage tanks:
NK ¼ 9
"1þ Y�5jY�5jerf
������9:4þ0:65ln
4:09�105
N1:622
!�����!#
(12)
0
0.5
1
1.5
2
1 2 3 4 5 6 7 8 9Number of storage tanks
Co
st·10
-6 (€
)
Total costConsequences costEquipment cost
Fig. 2. Total cost vs. number of storage tanks in the case of a toxic cloud release.
H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573570
NI;K ¼ 111:4
"1þ Y�5jY�5jerf
������9:4þ0:65ln
4:09�105
N1:622
!�����!#0:54
(13)
with
Y ¼ �8:29þ 0:92 ln
4:09� 105
N1:622
!
0
2
4
6
8
10
(I(4/3)·t)·10
-6 ((W
/m
2)(4/3)·s)
b
0
50
100
150
200
250
1 2 3 4 5 6N
1 2 3 4 5 6N
C (p
pm
)
a
Fig. 3. Variation of the effects as a function of the number of storage tanks: (a) toxic cloudoverpressure wave.
Therefore, the costs of the consequences on people are:
Cacc ¼ Cp ¼ 2:06� 105NK þ 9:2� 104NI;K (14)
The objective function is finally expressed as:
Ctotal ¼ 1:13� 105N0:47 þ 2:06� 105NK þ 9:2� 104NI;K (15)
If the total cost is plotted as a function of the decision variable,N, it can be seen that the total cost curve has a minimum at 6(Fig. 2). Initially, it decreases considerably due to the significantreduction of the consequences; by further increasing the number oftanks, the consequences continue to decrease, but very slowly,while the cost of equipment continues to increase steadily.Although six storage tanks would be the theoretical optimumnumber, it is clear from Fig. 2 that increasing the number of storagetanks from one to four significantly reduces costs, while increasingN further, from four to six, only results in a slight additionalreduction and would imply a more complex arrangement (morepiping and instrumentation). Thus, the best solution would prob-ably be four storage tanks.
5.2. BLEVE/fireball
This type of accident is relatively frequent and its consequencescan be very severe, especially in areas close to the release point. Ifthe substance involved in the event of a BLEVE is flammable, themechanical explosion will be followed by a fireball. Therefore, theeffects of the accident will be an overpressure wave (blast) followedby thermal radiation. Both can affect people and buildings, andtheir intensity decreases as the distance from the initial location ofthe tank increases.
The selected scenario considers the storage of 28,700 kg of liq-uefied propane in one or more pressurized tanks. This impliesa volume of 70 m3 according to the Spanish regulation for thestorage of LPG (BOE, 46/1986), which establishes that the
1 2 3 4 5 6N
1 2 3 4 5 6N
0
1000
2000
3000
4000
5000
6000
7000
ΔP (P
a)
c
0200400600800
1000120014001600
i (P
a·s)
d
concentration, (b) thermal radiation dose, (c) peak overpressure and (d) impulse of the

Table 2Conditions in the case of a BLEVE.
Substance Propane
Temperature 25 �CAtmospheric pressure 1.013 barRelative humidity 60%Tank pressure 9.5 bar
H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573 571
maximum filling degree for a tank is 85% at 20 �C. In the presentcase, a filling degree of 82% has been assumed.
The accident considered is a BLEVE. Specific data have beenincluded in Table 2. It is assumed that there are 30 people ata distance of 200 m and 50 houses of 80 m2 at 400 m. The evacu-ation of people is not considered.
Again, the decision variable is the number of tanks. The diversecosts can be written as:
Cequip ¼ 2:48� 105N0:47 (16)
Once again, the methodology described before to estimatedamage to people is applied; in this case, the initial fatalities andinjured people will be the contribution of those affected by over-pressure and radiation, as follows:
CK ¼ Cfatalities�overpressure þ Cfatalities�radiation (17)
CI;K ¼ Cinjured�overpressure þ Cinjured�radiation (18)
Again, increasing the number of tanks always impliesa decrease in the dose, be that associated to thermal radiation(fireball), to overpressure or to impulse (BLEVE); this has beenshown in Fig. 3b–d.
According to the calculations performed and to the thresholdvalue proposed in CPR18E (2005), the explosion would not causeany fatalities; furthermore, the cost associated to the peopleinjured by blast is negligible as compared with the cost associ-ated to the people injured by the thermal radiation from thefireball. Therefore, to calculate the costs from Eqs. (17) and (18)only the people affected by the thermal radiation have beenconsidered.
From the probit equation, two expressions have been obtainedto estimate the number of fatalities and injured people, respec-tively, as a function of the number of storage tanks:
NK ¼ 15
"1þ Y � 5jY � 5j erf
������ 29:26þ 1:81 ln
8:9� 106
N0:79
!�����!#
(19)
NI;K ¼ 30:8
"1þ Y�5jY�5jerf
������29:26þ1:81ln
8:9�106
N0:79
!�����!#0:86
(20)
with
Y ¼ �36:38þ 2:56 ln
8:9� 106
N0:79
!
The damage caused to the structures will depend on themagnitude of the overpressure. The cost of one house has beentaken as 161,520 V/unit, obtained from economical reports ofconstruction in Spain (ATASA, 2008).
The damage caused by blast on buildings has been estimatedwith the following expressions (Pietersen, 1990):
5.2.1. Major structural damage
Y ¼ 5� 0:26 lnðDoseÞ (21a)
with
Dose ¼�
17;500DP
�8:4
þ�
290i
�9:3
(21b)
5.2.2. Collapse
Y ¼ 5� 0:22 lnðDoseÞ (22a)
with
Dose ¼�
40;000DP
�7:4
þ�
460i
�11:3
(22b)
The probit variable can also be related with the percentage ofaffected buildings with Eq. (6). Then, taking into account that thecost has been considered to be 100% of the cost of the building inthe case of collapse and 70% for major structural damage, thefollowing expressions have been obtained to estimate the associ-ated costs:
Cmsd ¼ 2:83�106�
1þ Y �5jY �5j erf
�����0:184 ln�
6139N3:78þ2:27
�10�7N7:1���� ð23Þ
with
Y ¼ 5� 0:26 ln�
6139N3:78 þ 2:27� 10�7N7:1
Ccollapse ¼ 4:04� 106�
1þ Y � 5jY � 5j erf
����� 0:16 ln�
9:86
� 105N3:33 þ 1:56� 10�6N8:62���� ð24Þ
with
Y ¼ 5� 0:22 ln�
9:86� 105N3:33 þ 1:56� 10�6N8:62
Therefore:
Cproperty ¼ Cmsd þ Ccollapse (25)
and the accident cost (consequences cost) is:
Cacc ¼ CpþCproperty
¼ 2:06�105NK þ9:2�104NI;K þCmsdþCcollapseð26Þ (26)
Therefore, the objective function is finally expressed as:
Ctotal ¼ 2:59� 105N0:47 þ 2:06� 105NK þ 9:2� 104NI;K
þ Cmsd þ Ccollapse ð27Þ
The physical effects of the accident – overpressure and thermalradiation intensity as a function of distance – and the consequenceson people and property were calculated using the appropriatemodels (Casal, 2008). Once the damage to the population, equip-ment and buildings has been estimated for the various possible cases(i.e. several similar storage tanks of different sizes), Eq. (27) makes itpossible to calculate the total cost of each accident scenario.

0
1
2
3
4
5
1 2 3 4 5 6 7Number of storage tanks
Co
st·10
-6 (€
)
Total costConsequences costEquipment cost
Fig. 4. Total cost vs. number of storage tanks in the case of a BLEVE.
H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573572
The total cost plot (Fig. 4) exhibits a significant reduction of thecost when the number of tanks increases from one to two, anda smoother reduction for further increase of N; the minimumoptimal solution is four storage tanks. However, this figure indi-cates that three tanks would be a good solution, with a significantreduction in the consequences and a reasonable investment inequipment.
6. Influence of the frequency of accidents
The previous examples were solved by applying a deterministicapproach. However, if the number of storage tanks increases, the
1E-13
1E-11
1E-09
1E-07
1E-05
1E-03
1 2 3 4 5 6 7Number of storage tanks
In
divid
ual R
isk [year-1]
Individual Risk-Toxic Cloud
Individual Risk-BLEVE
Tolerable Risk
Fig. 5. Individual risk vs. number of storage tanks.
assumed frequency of an event (5 � 10�7 year�1 for a chlorinerelease; and for a BLEVE: 2.45 � 10�7 year�1 for tanks storing morethan 10,000 kg, and 1.75 � 10�7 year�1 for tanks storing less than10,000 kg), as described in CPR18E (2005) increases approximatelylinearly with the number of tanks. This can be assumed if all thetanks have the same volume, the same associated facilities andoperate during the same time. This should be taken into account ifthe optimization has to be performed in terms of risk. Individual riskhas been plotted (Fig. 5) against the tolerable risk value for the twocases analyzed. It can be seen that increasing the number of storagetanks still leads to a decrease in individual risk, despite theincreased frequency of the event. This is due to the fact that theinfluence of the mass of the substance (chlorine and propane) onthe severity of the accident is greater than the influence of theincreased frequency when risk as the product of (frequency �consequences) is considered. All cases fall below the tolerable levelof risk.
7. Conclusions
Optimization procedures can be applied to reduce the risk ofa given plant or unit by finding an ‘‘optimum’’ design. The objectivefunction, usually based on a decision variable associated with plantsize (plant throughput, size, number of tanks, etc.), includes bothinvestment costs and the cost of potential accidents. This makes itpossible to determine the minimum total cost that would corre-spond to an optimal situation. If accident frequencies are included,the results can be expressed in terms of individual risk.
However, this optimization process is subject to constraints, thegreatest of which is the fact that risk cannot be higher thanthe tolerable level of risk. Thus, the optimum value found throughthe optimization methodology discussed may have to be modifiedand another value taken to agree with the above mentionedconstraint. Nevertheless, even if this happens, the proposedmethodology will give a good map of the relationship between costand risk as a function of the plant or unit size.
Acknowledgements
H. Medina would like to thank the Universidad de los Andes,Venezuela, for the doctoral grant awarded to him.
References
ATASA. (2008). Asociacion Profesional de Sociedades de Valoracion. Madrid.BOE 46/1986. (1986). Reglamento sobre instalaciones de almacenamiento de GLP en
depositos fijos para instalaciones receptoras. Orden 29/01/1986. Madrid.BOE 112/2001. (2001). Reglamento de almacenamiento de productos quımicos y sus
instrucciones tecnicas complementarias MIE APQ-1, MIE APQ-2, MIE APQ-3, MIEAPQ-4, MIE APQ-5, MIE APQ-6 y MIE APQ-7. RD 379/2001 de 6/04/2001. Madrid.
Casal, J. (2008). Evaluation of the effects and consequences of major accidents inindustrial plants. Amsterdam: Elsevier.
CEPCI. (2008). Plant cost index. Chemical Engineering, 115, 4.CPR18E. (2005). Guideline for quantitative risk assessment. (The ‘‘Purple Book’’). The
Hague: SDU. VROM.Darbra, R. M., & Casal, J. (2004). Historical analysis of accidents in sea ports. Safety
Science, 42, 85–98.Edgar, T., Himmelblau, D., & Lasdon, L. (2001). Optimization of chemical processes
(2nd ed.). Singapore: McGraw-Hill.Hendershot, D. (2005). An overview of inherent safer design. In 20th annual CCPS
international conference on risk management. Atlanta: CCPS.Pietersen, C. M. (1990). Consequences of accidental releases of hazardous material.
Journal of Loss Prevention in the Process Industries, 3, 136–141.Ronza, A., Lazaro-Touza, L., & Casal, J. (2009). Economic valuation of damages
originated by major accidents in port areas. Journal of Loss Prevention in theProcess Industries, 22, 474–483.
Ronza, A., Munoz, M., Carol, S., & Casal, J. (2006). Consequences of mayor accidents:assessing the number of injured people. Journal of Hazardous Materials, A133,46–52.
Smith, R. (2005). Chemical process. Design and integration. Chichester: John Wiley &Sons Ltd.
H. Medina et al. / Journal of Loss Prevention in the Process Industries 22 (2009) 566–573 573
Nomenclature
a, b: constants in Eq. (7) (�)Cacc: cost of an accident (V)Ccollapse: cost of property (collapse) (V)CE: compensation for one evacuee per day (V/day)Cenv: cost of environmental damages (V)Cequip: costs of equipment (V)Cindirect: indirect costs (V)CI,K: cost of one injured person (V)CK: cost of one fatality (V)Cmsd: cost of property with major structural damage (V)Cp: costs of damage to population (V)Cproperty: cost of properties (V)Ctotal: total cost (V)c: concentration of toxic substance (ppm or mg � m�3)cindoor: indoor concentration of toxic substance (ppm or mg � m�3)D: decision variable (�)
dE: number of days of evacuation (days)e: constant in Eq. (8) (�)erf: error function (�)f: constant in Eq. (8) (�)I: thermal radiation intensity (W � m�2)i: impulse of the overpressure wave (Pa � s)N: number of storage tanks (�)NE: number of evacuated people (�)NI,K: number of injured people (�)NK: number of fatalities (�)n: constant in Eq. (7a) (�)ni: number of equipment cost items (�)nj: number of consequences cost items (�)DP: peak overpressure (Pa)t: time (min or s)V: volume of the storage tank (m3)VT: total volume (m3)Y: probit variable (�)









![DOE Process Optimization[1]](https://img.pdfslide.net/doc/110x75/544b737daf7959ac438b52be/doe-process-optimization1.jpg)



















