Embed Size (px)
Citation preview

Rigorous Process Simulation Services for the Vegetable
oils & Fats refining industry (Degumming - Neutralising
– Bleaching – Deodorising/Physical Refining)
PROCESS SIMULATION TECHNICS
ProSimTechs MODELLING & SIMULATION

The Deodorising process
2
Deodorising is by far the most energy
consuming stage along the overall vegetable
oil refining process.
On the other hand, the last overall refining
stage along the vegetable oil refining
process.
Also, it is a critical process in terms of the key
quality parameters of final oil.
What we want to get from a Deodoriser ?
Quality
To remove FFAs ?
To remove peroxides, aldehydes and ketones ?
What about the quality of the outlet streams ?
Do we have a given target of tocopherol
concentration in final oil ?
Do we have the same for the distillates ?
Process conditions
But also to use steam as less as possible
To minimize the energy involved
To reduce the waste water
Are a given set of deodorising conditions the same
from a deodoriser and another ?
What if the quality at the oil inlet changes, how
impacts on oil outlet and distillates ?
Do I have to change the deodorising conditions
(temp, sparge steam) ?
Which one first and what would be the new value
for each ?
FATTY ACID
α-TOCOFEROL
Process
Type of Process
Vegetable oil
Equipment
Process condition
s
Lab results
Neutralising
Bleaching
Deodorising
Acid Degummin
g
Deodorising and Physical Refining Process
ProSimTechs MODELLING & SIMULATION

Do all deodorisers have the same performance ?
3
The Deodorising/Physical Refining Process Unit is one the
economic heart of today’s refinery. Small increases in yield can
bring significant gains in productivity and revenues.
Rigoruos process simulation studies have diagnosed operating
problems and helped improve the performance of all major
components of Deodorisers.
Each project is customized to provide the information needed
to optimize or troubleshoot your specific process. All testing is
performed while the unit is online and will not interfere with
normal unit operations or production scheduling.
Data collected can be used to identify operating parameter
changes to improve unit productivity, or gauge the accuracy of
process modeling and simulation.
A typical study employs a rigorous, accurate
and customized model of the process taking
into account the characteristics of the oil, the
flowsheet and the equipment (Deodoriser).
The starting information for the complete
study is the actual information managed by
the plant, for example:
Capacity of processing
Vegetable oil inlet-outlet composition –
Distillate composition
Flowsheet (P&IDs or PFDs) and
equipment characteristics.
Current process conditions
ProSimTechs MODELLING & SIMULATION

4
Modelling and Process Simulation
Process modelling is the activity of building a
mathematical model of the process by describing its
fundamental physical and chemical relationships, by
means of equations.
Process simulation is one of the activities that one
can perform with that process model, using an
appropriate mathematical method to solve it.
Process modeling and simulation are
used to describe a physico-chemical
process as a set of physic-chemical
equations in order to perform all the
calculations involved in it, in a
powerful, accurate, reliable, quick way.
A point during the process of building the model of the vegetable refining process, is to
select the appropriate models for each main parts of simulation model:
Thermodynamic models: the fatty compounds requires a very specific
thermodynamic model, more over considering Unit Operations with liquid-vapor
equilibrium (LVE) processes.
Unit operations models rigorous: most of the key process equipments are quite
particular and non std designs (deodorising trays, packed columns, scrubbers).
Compounds (basic data and temperature dependent properties): quite complex
molecules, a few info available, predictive approach is required.
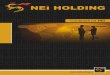
Flowsheet Streams 94
No of Components 15
Stream IDs 1 2 3 4 5 6 7 8 9 10 11
Labels ED oil RD oil880A RB
outl
881B RD
outlet1 FDA
881A RD
outl
Temperature C 100,0 226,2 155,8 229,6 40,0 0,0 243,6 155,8 30,0 36,0 109,0
Pressure bar 0,0025 0,002129 0,0022 0,002129 3 0 0,0015 0,0022 3 3 3
Enthalpy kcal/h -19936204 -16380971 -14630424 -16310434 -20447798 0 -1756602 -14630424 -879883840 -8,78E+08 -19054854
Vapor Mole Fraction 0,017944 0 0 0 0 0 1 0 0 0 0
Total Mole FlowRate kmol/h 51,61 47,04 77,94 47,13 47,04 0,00 26,55 77,94 12911,57 12911,57 47,04
Total Mass FlowRate kg/h 42562,0 41511,3 29370,4 41539,2 41511,3 0,0 1440,1 29370,4 232602,0 232602,0 41511,3
Total Std. Liq. Vol. FlowRate m3/h 47,59 46,42 32,88 46,45 46,42 0,00 1,56 32,88 232,60 232,60 46,42
Total Std. Vap. Vol. FlowRate m3/h 1156,72 1054,25 1746,95 1056,42 1054,25 0,00 595,15 1746,95 289395,31 289395,31 1054,25
Flowrates kg/h
Soybean oil 8001 41441,9 41436,0 8357,8 41436,4 41436,0 0,0 5,9 8357,8 0,0 0,0 41436,0
Water 62 16,6 0,0 0,1 0,0 0,0 0,0 413,3 0,1 232602,0 232602,0 0,0
Sodium Hydroxide 429 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Phosphoric Acid 474 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Oleic Acid 549 1049,6 35,8 16525,5 62,7 35,8 0,0 1013,8 16525,5 0,0 0,0 35,8
PhosphatidilColi 8002 0,3 0,3 0,0 0,3 0,3 0,0 0,0 0,0 0,0 0,0 0,3
TriNa Phosphate 985 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Na oleate 8003 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
PA Ca salt 8004 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
Phosphatidic aci 8005 1,5 1,5 0,0 1,5 1,5 0,0 0,0 0,0 0,0 0,0 1,5
Air 475 0,8 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0 0,0
TriCalcium Phos 8006 0 0 0 0 0 0 0 0 0 0 0
a-Tocopherol 8007 29,38913 17,14102 3115,846 17,62821 17,14111 0 5,782386 3115,846 0 0 17,14111
Sitosterol 8008 21,91007 20,55648 1371,233 20,69374 20,55651 0 1,353522 1371,233 0 0 20,55651
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
9,000
10,000
11,000
12,000
13,000
14,000
15,000
16,000
17,000
18,000
19,000
20,000
21,000
22,000
23,000
24,000
25,000
138 140 142 144 146 148 150 152 154 156 158 160 162 164 166 168 170 172 174 176 178 180 182
To
co
ph
ero
l co
nc (%
w/w
)
Hot Scrubber condensing Temperature (ºC)
Tocopherol conc (% w/w) in 1FDA
6,0
8,0
10,0
12,0
Spargingsteam (Kg/Tn)
SCREEN SHOT OF
PROCESS SIMULATION
OF A DEODORISING
ProSimTechs MODELLING & SIMULATION

5
Study case: Soybean oil in Physical Refining /Deodorising + Double Scrubber
Relevant information for the Modelling
Process conditions
Oil inlet temperature (ºC)
Final heating temperature (ºC)
Temperatures in heat recovery stages
Oil outlet temperature (design)
Vacuum at suction (mbar)
Final heating temperature (ºC)
Sparge steam distribution (Kg/h, or Kg/Tn)
Motive steam (Kg/h each stage)
Condensing temperature
Equipment
Type and general dimensions of
the main equipments
Heat exchange areas
Distillate/s composition
FFA (%)
Tocopherol (%)
DAG (%)
MAG (%)
Sterols (%)
Vegetable oil inlet composition
FFA (%)
Tocopherol (ppm)
DAG (%)
MAG (%)
Water (%)
Sterols (%)
Vegetable oil outlet composition
FFA (%)
Tocopherol (ppm)
DAG (%)
MAG (%)
Water (%)
Sterols (%)
Relevant information for validation of first simulation run
ProSimTechs MODELLING & SIMULATION

6
Objectives
Modelling of the process
Simulation of a given scenario in terms of process conditions and oil inlet quality
Validation of the modelling against plant
Sensitivity studies and optimisation
To analyse sensitivity variables of Tocopherol scrubber
To compare tocopherol concentration vs distillate amount
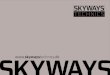
Piping and instrumentation diagram (P&ID)
Study case: Soybean oil in Physical Refining /Deodorising + Double Scrubber
High
pressure
boiler
Sparging
steam
Inlet oil pump
Degummed
bleached oil Deareator
tank
Stripping
Outlet oil
pump
Vacuum
system
Deodoriser
Hot
Scrubbing
TOD
circulating
pump
CWS
TOD
CoolerCooling
water pump
CWR
TOD
collecting
tank
TOD
(Toco enriched
distillate)
Final
heating
CWS
CWR
Economiser
Final
cooler
Refined
palm oil
Superheater
Natural
gas
Combustion
gas
Degummed
oil
Degummed
oil
Cold
Scrubbing
FAD
circulating
pump
CWS
FAD
CoolerCooling
water pump
CWR
FAD
collecting
tank
FAD
(FFA enriched
distillate)
From the real P&Id of the plant
A flowsheet of the process with the
main streams is then built, in order to
be considered during the construction
of the simulation model of the
process
ProSimTechs MODELLING & SIMULATION

7
Simplified Process Diagram + Relevant process information
Sensitivity analysis
- To choose those critical process variables as independent variables
- To set up the working value range of each variable
- To plot results and to analyse the figures
Objective
- We want to find an optimum point for both tocopherol concentration in
TOD distillate and drawn TOD distillate.
Introduction
- Base case (current situation) was modelled and simulated. Tocopherol
concentration in tocopherol enriched distillate (TOD), under current
conditions, is around 12 % in weight.
ProSimTechs MODELLING & SIMULATION

8
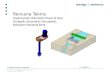
Sensitivity analysis – Tocopherol
concentration in TOD
In these 2 graphs, it is shown the
influence of stripping steam and
condensing temperature on the
tocopherol concentration of the distillate
drawn from first scrubbing stage (Hot
Scrubber). The rest of the process
conditions are kept constant.
What is taking place is on one hand, as
the sparging steam increases, the
amount distilled of tocopherols and other
volatile compounds also increase. On the
other hand, increasing the condensing
temperature in hot scrubber, the
tocopherol concentration begins to rise
up to a given value ( a max optimum
value), then from this point the
tocopherol concentration falls down, as
the temperature continues increasing.
Basically, what is happening is that along the first
part of the curve, most of the lower vapor pressure
compounds are condensed with also a given
fraction of fatty acids (higher vapor pressure
compounds), as the temperature increase is fesible
to achieve a max tocopherol concentration, since
lesser amount of fatty acids are condensed.
ProSimTechs MODELLING & SIMULATION

9
Sensitivity analysis – Tocopherol concentration in TOD
Now, normally to increase tocopherol
concentration in tocopherol enriched
distillate has a compromise: amount of
drawn distillate.
The effect of increasing the condensing
temperature in Hot Scrubber aiming to
maximise the tocopherol concentration in
this distillate, has the collateral effect of
reducing the amount of distillate, this is
due to, as was said, now a fraction of
fatty acids is not condensed in this stage,
achieving the objective of increasing the
tocopherol concentration. What also, a
given fraction of tocopherol is not
condensed in this stage as well. Which is
going to be finally condensed in the final
scrubbing section (cold scrubber)
together with the rest of fatty acids. So, here the objective is to optimise both
tocopherol concentration jointly with the
amount of distillate, with the final target
of getting the maximum market price of
this by-product.
ProSimTechs MODELLING & SIMULATION

10
Remarkable Facts/Summary
Physical refining / Deodorising is a very complex process from the point of view
of the distillation
Vegetable oil is a multicompound mixture
Quality of the outlet streams are very sensitive to the process conditions
Also configuration and type of the equipment plays a role towards a given product
quality
Each plant is very particular in terms of equipment configuration, oil quality and
process conditions and target
Modelling and Simulation is an optimum and very valuable tool to predict and
analyse different scenarios and see “what if”
The information from a simulation run, sensitivity analysis and global optimisation
allows to have an in-depth knowledge on our process, then to make the appropriate
decision-making.
There is a new point of view to analyze your processes. Let us exchange ideas.
[email protected] www.prosimtechs.com
ProSimTechs MODELLING & SIMULATION