-
7/28/2019 Producers Gas Plants
1/13
01/06/2012 1 Dr Russell Thomas, Parsons Brinckerhoff
Producer Gas PlantsA profile of Producer Gas Plants, their
design, development, application and type of
contaminants present.Prepared by Dr Russell Thomas, Parsons
Brinckerhoff, Queen Victoria House, Redland Hill, BristolBS6 6US,
UK, 0117-933-9262, [email protected] or
[email protected]. The author
is grateful to members of the IGEM, Gas History Panel and the
staff of the National Gas Archive fortheir assistance.
Introduction
When William Murdock used coal gas to light his house andoffice
in Redruth in 1792 it was the first practicaldemonstration of how
coal gas could be commercially used.Gas has been used ever since
for commercial, industrial anddomestic applications. Gas was first
manufactured from coaland later on from oil until its replacement
by natural gas in themid 1970s. The conventional production of gas
from coal iswell documented; however, there was also another
simplermethod of gas production which is less well known, this
wascalled producer gas.
Producer gas plants started to become popular in the early1880s
and were in extensive use by 1910. As producer gasplants evolved
from the first plant built by Bischof (figure 1)through to their
demise in Britain from competing technologiesin the mid 20
thcentury, many varied types evolved. Following
Bischofs early development of the gas producer the nextmajor
development was that of Fredrick Siemens whodeveloped a combined
gas producer and regenerative furnacein 1857. This system was
gradually improved and introducedto the UK through William Siemens.
Producer gas plants
provided a great benefit to those industries requiring high
anduniform temperatures. This greatly aided those
industrialprocesses which were unable or found it very difficult to
usedirectly fired solid fuel furnaces, it also saved fuel as the
gascould be burnt at the exact point required.
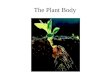
A simple drawing of a gas producer working using justair or air
and steam is shown in Figure 2. A representsthe fire bars or grate,
B is the air inlet, C is the columnof fuel, D is a hopper with
close-fitting valve throughwhich the fuel is introduced, and E is
the gas outlet.
The next major advance in the application of gasproducers came
in 1878 when Dowson developed theDowson complete gas plant. This
plant could be usedboth industrially and domestically. Dowson went
on todemonstrate the effectiveness of gas engines(developed by Otto
circa 1876) when in 1881 hecombined one of his producer gas plants
with a 3Horse Power Otto gas engine. Whilst these early gasengines
where only a maximum of 20 Horse Power(HP) equivalent to 14.9
kilowatts, gas engines by 1910had reached 2000 HP, equivalent to
1491 kilowatts.
Circa 1900, suction gas plants and engines were
introduced; these plants were able to make moreeffective use of
the lower quality producer gas andbecame a popular system in their
own right.
Fig. 1. Bischo f Gas Producer. Air isdrawn in (A) through the
fire bars (B)and fuel, existing via the vent (D),
fuel enters the producer via C.
BA
D
C
Fig. 2 Gas producer working with air o rair and steam.
E
D
BA
Air or Air and steam
C
mailto:[email protected]:[email protected]
-
7/28/2019 Producers Gas Plants
2/13
01/06/2012 2 Dr Russell Thomas, Parsons Brinckerhoff
Principals of Producer Gas
Producer gas manufacture differed from traditionalgas production
through the way and conditions thegas was made. A traditional
gasworks would
manufacture gas by heating coal in an oxygen freeretort
indirectly through a separate furnace locatedbeneath the retort. In
simplistic terms a producer gasplant made gas by forcing or drawing
air, with orwithout the addition of steam or water-vapour,
throughan incandescent deep bed of fuel in a closed
producervessel.
The fuel was gradually consumed during the processand the gas
was simply piped to where it wasrequired. An important
characteristic of the producergas process was that no external heat
was applied tothe producer; the producer was heated by the
combustion within the producer itself. Once theburning of the
fuel inside the producer had started, theair supplied to the
producer was carefully controlled.This allowed continuous
combustion in the lowerregions of the fuel bed to occur and provide
asufficiently high temperature to decompose the steamand enable
other necessary reactions.
The skill in effectively operating a producer was to ensure that
the fuel bed was neither too shallow orthe air supply too great as
to allow complete combustion of the fuel to carbon monoxide, as
carbondioxide has no calorific value. The producer gas process
focussed on the incomplete combustion ofcarbon so that carbon
monoxide produced was maximised.
This was achieved through the reactions shown below.
Within a conventional fire carbon in coal would react with
oxygen forming carbon dioxide, anexothermic reaction where each
Kilogram (kg) of carbon would produce 33 mega joules (MJ )
ofenergy.
(i) 1 kg C + O2 = CO2 +33 MJ /kg
This reaction also occurred within the fuel pile at the base of
the producer. Due to the limited oxygensupply carbon monoxide was
also formed in the fuel bed, in the reaction below, which was
alsoexothermic producing 10 mega joules for each kg of carbon.
(ii) 1 kg 2C +O2 =2CO +10 MJ /kg
As the carbon dioxide formed passed up through the bed of coke
it was reduced by further hot carbonhigher up the fuel bed forming
carbon monoxide through an endothermic reaction where 13megajoules
of energy would be used for each kg of carbon:
(iii) 1 kg CO2 +C =2CO - 13 MJ /kg
This reaction was reversible and the amount of carbon dioxide
converted to carbon monoxide washighly dependent on temperature. At
850C the reaction forming carbon dioxide was found to proceed166
times more rapidly than the reverse reaction.
Where moisture was present in the coke or coal, or where steam
could be injected into the producer,additional reactions between
the carbon or carbon compounds and water would occur,
forminghydrogen. When steam interacts with carbon at a high
temperature it is decomposed and an equalvolume of hydrogen is
produced. The oxygen released from the reaction of the steam
could,
Fig 3. Advert for a suct ion gas producer.
-
7/28/2019 Producers Gas Plants
3/13
01/06/2012 3 Dr Russell Thomas, Parsons Brinckerhoff
dependent on the conditions combine with carbon to form carbon
monoxide or carbon dioxide. This isdiscussed in the section on Mond
Gas.
Similarly to coal gas in a retort, complex hydrocarbons within
coal would decompose within theproducer leading to the generation
of gaseous hydrocarbons and other organic compounds within
theproducer gas. Where coke or anthracite were used very little
volatile hydrocarbon would be generated
in the gas as these feedstock were largely devoid of such
components.
Theoretically producer gas would consist of 34.2% carbon
monoxide and 65.2% nitrogen, however,these conditions are
theoretical and would never actually occur. Ideally a composition
of 25% carbonmonoxide would have been the target.
Producer gas was a mixture in varying proportions of carbon
monoxide, hydrogen, carbon dioxide,nitrogen, and a small quantity
of gaseous hydrocarbons (predominantly methane). The
carbonmonoxide, hydrogen, gaseous hydrocarbons were combustible
(30-45% of the gas composition), andthe calorific value of the gas
was dependent on the relative proportions in which they were
present.The carbon dioxide and nitrogen were diluents which lowered
the flame temperature of the combustiblegases when burnt. The
nitrogen concentration in producer gas was much higher than in coal
gas, thiswas because the producer was aerated by a restricted
supply of air (nitrogen forms 78% of air) and
coal gas is not aerated.
Component of the gas Coke (% composit ion) Soft Coal (% composit
ion)
Carbon monoxide 25 27Carbon Dioxide 5 4Hydrogen 6 10Methane 1
3Nitrogen 63 55Oxygen - 0.5
Table 1. Composition o f producer gas from coke and American sof
t coal
Gas from producers can be split into two different types hot
unpurified gas and cooled and purifiedgas. For most industrial
heating purposes, the gas was used in a hot an unpurified state,
this allowed
the entrained heat in the gas to be used in addition to the heat
generated from burning the gas and anytar which may be present in
the gas. This avoided the cost of cooling the gas and minimised the
use ofregenerators to heat incoming air. There were problems using
producer gas in this way, in particularany precipitated tar and
dust could block pipes meaning only short pipe runs were suitable.
Using cokewould minimise tar deposition and bituminous coal would
greatly exacerbate the problem.
Fig 4. Two gasengines installedat the formerWandsworthpower
house.Image courtesyof t he National
Gas Archive.
-
7/28/2019 Producers Gas Plants
4/13
01/06/2012 4 Dr Russell Thomas, Parsons Brinckerhoff
If the item being heated was sensitive, such as kilns fired for
glass or ceramic ware, then the dust andtar could damage the
finished product. In these situation and when used for heating
retort/coke ovensor powering gas engines the gas would be purified,
removing the dust, ammonia and tarry residues.The gas was cleaned
with the use of a scrubber, described later.
Producer gas could be obtained from almost any carbonaceous
fuel. The type of fuel used depended,not only on the purpose for
which the gas is to be used, but on its cost and the ease with
which eachfuel could be purchased locally. Producer gas was
predominantly made from anthracite or coke,especially where the gas
use was sensitive.
Where the end use of the gas was not sensitive, bituminous or
semi-bituminous coal could be usedand in some circumstances it was
also possible to use brown coal, lignite, peat or charcoal.
Thecomposition of the gas and by-product was largely influenced by
the nature of the fuel used as afeedstock.
Suction Gas
Early gas producers operated usingthe suction of gas through the
fuel,however, this was later disregardedin preference to
pressurised gasinjection. Developments in the 1860sgradually led to
the construction ofefficient suction gas plants namelybased on the
design of Dowson(Figure 5). These were veryeffectively employed in
combinationwith gas engines optimised forsuction gas producers. The
operationof the system can be explained in
reference to Figure 5, where A wasthe grate on which the fuel
wasplaced; B was the container holdingthe store of fuel, which
enteredthrough the hopper and valve at thetop; C was a circular
chamber filledwith broken firebrick; D was a circularpipe which
sprayed water into thesystem; E was the air inlet, and F thegas
outlet, G was the chimney; Hwas the scrubber with water-seal atthe
bottom; and I was the gas outletleading to the expansion box (J )
and
gas engine (K).
To ignite the fuel in the producer some oily waste and wood were
placed on the grate and the producerwas filled with anthracite or
coke in small pieces. The feeding hopper was closed and the fire
then lit.The fan (not shown in Fig. 5) was set in motion, and the
exiting gases from the producer were initiallyallowed to escape
through the chimney. Once combustion was effective the water-supply
would beturned on and as soon the gas produced was burning
effectively it was connected to the gas engine.The engine would be
started and the fan stopped. From this time the engine itself would
suck the airrequired into the producer. Before entering the engine
the gases passed upwards through the cokefilled scrubber, where it
ascended through a column of coke continually sprayed by water. The
role ofthe scrubber was to purify the gas, removing fine dust,
ammonia and tarry residues in particular. Thegases then passed
along the pipe main, and into an expansion box, which was in direct
communication
with the engine cylinder.
Fig. 5. A suction gas plant of theDowson design.
A
BC
D
L
E
G
H
I
F
J
K
B
H
-
7/28/2019 Producers Gas Plants
5/13
01/06/2012 5 Dr Russell Thomas, Parsons Brinckerhoff
Mond Gas
Mond gas was a variant of producer gas and was in essence a form
of complete gasification where bycoal would be converted all the
way to ash, rather than coke as would happen in a retort. The
Mondgas process was designed to enable the simultaneous conversion
of bituminous small coal (slack) into
flammable gas, largely composed of hydrogen and at the same time
recover ammonium sulphate.
Although Sir George Bielby and William Young (of oil shale fame)
did a lot of early work on both thecomplete gasification process
and the steaming of the char subsequently produced. Much of
therecognition for the Mond gas process goes to its namesake Dr.
Ludwig Mond, who commerciallydeveloped the process. Mond realised
by greatly restricting the air supply and saturating that air
withsteam, the fuel bed could be kept dark red in colour, providing
a low working temperature. There weretwo key reasons for the low
temperature. Firstly it was below the temperature of dissociation
forammonia which prevented its destruction and maximised the amount
of ammonia which could beobtained from the nitrogen entrained in
the bituminous coal. Secondly the low temperature alsoprevented the
formation of clinker which would hamper the operation of the
process, the ash beingeasily removed from the water seal around the
base of the cone of the producer.
The first Mond gas plant was put into operation at the Brunner,
Mond & Co.'s Works at Northwich,Cheshire. These plants required
a massive capital outlay in order for them to be profitable, as
only verylarge plants were economically viable. They had to use
over 182 tonnes of coal per week for theammonia recovery to be
profitable. The efficiency of the Mond plant was as high as 80 per
cent, but inorder to achieve this, a large excess of steam was
required so that the small proportion of steam whichwas decomposed
(about one third) was sufficient to absorb the heat evolved in the
formation of carbondioxide and carbon monoxide from air and carbon.
For each tonne of coal, two tonnes of steam wouldbe required for
the process. This amount was reduced to one tonne of steam if
ammonia was not beingrecovered by the plant.
Coal would be fed by coal elevators, as can be seen on the left
side of the building in Figure 6, up tohoppers which would feed the
small pieces of bituminous coal down into the Mond producers.
TheMond producer operated at about 600
oC and was fed with hot moist air (250
oC) from the superheater.
Fig. 6. The Mond gas plant at the South Staffords hire Mond Gas
Company plant , Tipton. Imagecourtesy o f the National Gas
Archive.
-
7/28/2019 Producers Gas Plants
6/13
01/06/2012 6 Dr Russell Thomas, Parsons Brinckerhoff
The gas leaves the Mond producer via a piece of plant referred
to as either a superheater or aregenerator (labelled as 2 on Figure
7). The purpose of this plant was two fold. The heat of the gas
andsteam leaving the producer is transferred to incoming blast of
air and steam from the air saturationtower (heated to 250C). The
reverse of this is that the gas and steam leaving the producer is
cooledby this process equally. From the superheater the gas enters
a mechanical washer (labelled as 3 on
Figure 7), this was a rectangular iron chamber, where the gas
was thoroughly washed with a fine sprayof water generated by
rotating dashers. This acts to cool the gas further (to 100oC),
whilst removing
dust or heavy tarry residues.
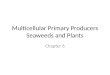
Fig 7. The Mond sys tem of gas produc tion and ammonia recovery.
Based on his torical process d rawings.
Following the mechanical washer the gas was subjected to
treatment in the acid tower (labelled as 4on Figure 7), which was
designed to remove ammonia. The gas passed upwards through the
toweragainst a counter current flow of weak sulphuric acid sprayed
down the brick and tile filled tower,
forming ammonium sulphate. The weak sulphuric acid solution
would be recirculated until aconcentration of between 36 and 38%
ammonium sulphate was reached. At this point the solutionwould be
removed and replaced by fresh weak sulphuric acid. The ammonium
sulphate solution wouldbe removed and evaporated yielding the
ammonium sulphate. The acid tower was lead lined (steelwould have
been corroded by the acid), as lead was resistant to corrosion and
had been commonlyused in processes involving acids (e.g. lead
chamber process). The acid tower was therefore a sourceof potential
lead contamination on these former Mond gas plants.
With the ammonium removed the gas was then passed through the
gas cooling tower (labelled as 7 onFigure 7), where the up flow of
gas was met with a downward spray of cold water, cooling the
gas.Following this treatment the gas could then be used for its
intended purpose. The water from the gascooling tower, emerged hot
and any suspended tar within water was removed in the settling
tanklabelled as 8 on Figure 7). This hot water was then pumped up
to the top of the air saturation tower
where it was used to heat (to 85C) the hot moist incoming blast
air being blown into the Mondproducer.
The Mond gas process would produce between 19kg and 40kg of
ammonium sulphate and between3,960m
3and 4,530m
3of gas per tonne of coal. The amount of ammonia produced was
dependent on
the nitrogen content of the coal being used, the coal preferably
had a nitrogen content over 1.5%. Thepredominant reaction in the
Mond gas process is a reaction between carbon and water forming
carbondioxide and hydrogen. The water gas process which
predominates at higher temperatures formscarbon monoxide and
hydrogen. Both reactions are shown below.
Predominant reaction in Mond Gas Process: C +2H2O = CO2 +
2H2Predominant reaction in Water Gas Process: C +H2O = CO + 2H2
The gas manufactured was hydrogen rich and carbon monoxide poor
(water gas has a much highercarbon monoxide content). It was of
limited use for heating or lighting, but it could be used for
some
Gas Air
Acid Water
1. Mond Producer 8. Settling tank2. Superheater 9. Water pump3.
mechanical washer 10. Air saturation tower4. Acid tower 11.
Blower5. Settling tank 12. Settling tank6. Acid pump 13. Water
pump7. Gas cooling tower
47
2
3 65
10
8 11
Air
Acid
Gas
Gas to
works
Water
9 12131
-
7/28/2019 Producers Gas Plants
7/13
01/06/2012 7 Dr Russell Thomas, Parsons Brinckerhoff
industrial purposes and power generation. The tar produced would
have been brown in colour andtypical of a low temperature coal tar,
being high in paraffinoid components and tar acids. It would
havebee removed and processed elsewhere.
The Mond gas process was further developed by the Power Gas
Corporation as the Lymn system.This process was found on some
larger gasworks and was more popular than the earlier Mond gas
system. The system was similar to the Mond Gas system but used
much weaker sulphuric acid and adifferent configuration of washers,
Lymn washers can often be found recorded on plans of largerformer
gasworks.
Gas Producers, Gasworks and Coking Works
Gas and coking works were major users of gas producers, not for
producing gas to distribute(although it was sometimes used to
dilute town gas) but to produce a cheap low grade carbonmonoxide
gas for the heating of the retorts.
Early gasworks used horizontal retorts which were heated
directly by a shallow fuel bed of coke litbeneath the bench of
retorts. The direct radiant heat from the fuel bed in the furnace
and the hot
waste gases heated the retort. This approach was not very
efficient and was only able to heat theretort to temperatures of
about 600C. As a result the amount of gas produced was relatively
low bycomparison to later methods and the decomposition of the
organic compounds in the gas andresulting tar was limited.
The heating of the retorts developed from these early directly
fired settings described, through semi-gaseous fired settings
(allowed some secondary combustion of gases), to gaseous producer
firedsettings.
The gaseous fired setting used a gas producer toprovide gas to
heat the retorts. This system wasused on all the different retort
designs fromhorizontal to vertical retorts. The gas producer
did
not need to be adjacent to the retorts (as shown inFig. 8),
although if it was the heat loss wasminimised. The producer could
be located remotelyon the gasworks supplying multiple benches
ofretorts. The fuel bed in a producer would be about1.5m to 1.8m
deep and the primary air supply wasvery carefully controlled to
enable the correctcomposition of the producer gas. The producer
gaswas channelled to a combustion chamber directlyadjacent to the
retorts, where it was mixed with asecondary supply of air and
burned. The subsequenthot exhaust gas was routed through flues
around theretort, heating the coal in the retort.
The gas producer was the most efficient method ofheating
retorts. Fuel consumption was improvedfurther in gaseous fired
settings if benefit was madeof the waste heat in the gas after
heating the retorts.If the hot waste gas was used to heat incoming
airvia a heat exchanger then this was called arecuperative or
regenerative gaseous fired setting. Ifthe hot waste gas just passed
out the chimneydirectly or via a waste heat boiler then it was
termeda non-recuperative gaseous fired setting. Thesedevelopments
helped to make the gas makingprocess more cost effective and much
more
efficient.
Fig 8. Cross section of a horizontalretort, showing the gas
producer. Basedon historical drawings.
Secondary Air
Secondary AirSecondary Air
Primary Air
CombustionChamber
Retorts
Producer
Gas
Producer
-
7/28/2019 Producers Gas Plants
8/13
01/06/2012 8 Dr Russell Thomas, Parsons Brinckerhoff
Figure 9. The Trefois producers built by Drakes at the
Partington Gasworks, which suppliedproducer gas to the retorts. The
ancillary washers and scrubbers can be seen outside thebuilding.
Image courtesy of the National Gas Archive.
For large gasworks such as those at Partington and Garston the
producers were housed in buildingsexternal from the retorts (Fig.
9) and the gas was purified through washers and scrubbers before
beingpiped to the retorts. Like most other producers this plant was
generally found above ground andtherefore little evidence is found
on former gasworks sites where the plant had previously
existed.
Later gasworks such as the gasworks at EastGreenwich in South
London used larger moreadvanced gas producers such as the
Marishkatype gas producer shown in Figure 10. This typeof gas
producer was separate from the gasmaking plant which at the East
Greenwich worksincluded both retorts and coking works. Theproducer
gas was used for heating coke ovensas well as retorts. It was
common practice atcoke works to use producer gas to heat theovens.
As value of the coke oven gas hasdropped (it cannot easily be sold
for domestic orindustrial use) and the value of the cokeincreased,
most coking works use coke oven gasto heat the coke ovens, rather
than producer gas.
The more advanced gas producers such as theMarishka producer,
used steam injection into theair blast. The purpose of the steam
was to controlthe endothermic water gas reaction, thetemperature of
the zone of combustion, thedegree of the fusion of the ash and
thetemperature of both the grate and exitingproducer gas. The
formation of water gas raisedthe calorific value of the gas above
that ofproducer gas.
Producer gas production was a highly efficient process, it had
low capital costs and became one of themost widely used industrial
gas production methods in Britain, as it could be used without
cooling or
gas treatment. As natural gas, liquid petroleum gas and oil
based town gases became available andcoke became costly and scarce,
the popularity of gas producers diminished and are now
largelyobsolete.
Fig 10. Cross section of a Marishkatype gas producer. Based on
ahistorical drawing.
Air
Gas Outlet
Steamout
Water
-
7/28/2019 Producers Gas Plants
9/13
01/06/2012 9 Dr Russell Thomas, Parsons Brinckerhoff
Contaminants Associated with Producer Gas Plants
In general terms producer gas plants were not as contaminating
as traditional coal gas productionmethods which used retorts to
produce gas. This was primarily because the feedstock fuel used
within
a producer was predominantly either coke or anthracite (a high
rank coal with a low concentration ofvolatile hydrocarbons). In
some circumstances however, other feedstocks, such as coal were
usedwhich would produce much greater concentrations of oily and
tarry components when heated. TheMond Gas producer and other later
developments such as the Power Gas Corporations Lymn System,did
produce tar, typically of a low temperature. The Mond gas process
used an acid washing processto produce ammonium sulphate which
required a lead lined acid tower.
Ash/Coal Dust
Ash was the waste material remaining after the burning of the
coal or coke in the producer; itcontained heavy metals (e.g. As,
Pb, Cu, Cd, Ni, Zn) though generally only at low
concentrations.Ashes were often used for raising ground levels or
for use on cinder paths.
Ammoniacal liquor and ammonium sulphate
Ammonia rich liquors were formed in the scrubber of a
conventional producer by spraying the gas withwater. In the Mond
Gas process ammonia rich liquors were formed by spraying the gas
with a weaksulphuric acid solution within the acid tower. The
action of the water or weak acid dissolved thesoluble ammonia and
if phenolic compounds were present they would also be dissolved.
Inconventional producer gas plants the ammoniacal liquor would
consist of up to 1% ammonium and amuch lower concentration of
phenol. Ferrocyanide and thiocyanate may also be present. Within
theMond gas process (and similar subsequent processes) the
concentration of ammonium could reach38% and then solid ammonium
sulphate would be produced from the concentrated liquor
byevaporation.
High concentrations of ammonium may be found in the ground
around scrubbers, washers andsettling tanks and the pipes
connecting the aforementioned.
Coal Tars.
Significant concentrations of coal tars were generally not
produced by producer gas plants, howeverthose plants designed to be
operated using bituminous coal (e.g. Mond gas) did produce coal
tars.The exact composition of coal tar produced was dependent on
many factors the most important beingthe type of gas producer
operated (e.g. conventional or Mond type) and the type of coal or
other fuelused.
In terms of elemental composition, coal tar is approximately 86%
carbon, 6.2% hydrogen, 1.8%nitrogen, 1% sulphur with the remaining
5% being composed of oxygen and ash. In terms of the typesof
organic compounds present, a composition of a typical crude coal
tar carbonised in retort is given
below. Saturates 15%
Aromatics 37% Resins 42%
Asphaltenes 6%
The exact proportion are likely to be different in producer gas
tars, Producer gas tar was recorded byYoung in 1922 to be very
viscous and containing large amounts of water which would prove
difficult toseparate. If producer gas tar was distilled then it
would contain no light oils, no paraffins, no highboiling tar acids
and a large percentage of pitch. This suggests it was a highly
degraded tar, similar tocoke oven tar. Mond Gas tar which was
produced by a relatively low temperature process, wouldproduce a
low temperature tar which would be brown, oily and contain
unsaturated hydrocarbons(olefins), naphthenes, paraffins, phenols
and pyridines, while benzene and its homologues andaromatic
compounds naphthalene and anthracene would be absent.
-
7/28/2019 Producers Gas Plants
10/13
01/06/2012 10 Dr Russell Thomas, Parsons Brinckerhoff
The main contaminants of concern within coal tar would be:
Polycyclic aromatic hydrocarbons (PAH), in particular
carcinogenic PAH such as Benzo (a)
Pyrene;
Phenolic compounds (e.g. phenol, cresols, xylenols);
Benzene, toluene, ethylbenzene and xylenes (BTEX);
Aromatic and aliphatic petroleum hydrocarbons; and
Ammonia, styrene, carbazole and dibenzofuran.
Lead
Lead was used to line the acid towers of the Mond gas plant.
Lead may therefore be found associatedwith the site of the former
acid towers on Mond gas plants.
Sulphuric Acid
Weak sulphuric acid was used within the acid towers in the Mond
gas process to remove ammoniafrom the gas as ammonium sulphate.
Scenarios Where Producer Gas Plants Were Used.
Gas producers were employed in Britain in many and varied
industrial, commercial and domesticsettings from 1880s to the
mid-20
thCentury (they are still used in some other countries).
Gas producers were used in the following settings:
1. Gasworks, to heat the retorts and occasionally to produce gas
at times of high demand;
2. Coking works, to heat the coke ovens;
3. Steel works;
4. Ore roasting plants;
5. Power stations;
6. Factories and mills;
7. Railway works;
8. Glass works;
9. Potteries and kilns;
10. Muffle furnaces; and
11. Chemical works (e.g. those using the Mond Process).
12. Country houses or estates to power gas engines for
electricity generation and to directly
drive plant such as saw mills; and
13. Large schools, hospitals or other public institutions to
power gas engines for electricity
generation and to directly drive plant.
Unlike conventional coal gasworks which are often visible on
Ordnance survey maps, producergas plants are not clearly marked.
They did not always use large gasholders which would bemarked on
maps (labelled gasometer) and often if the plant was small it would
be housed within abuilding and therefore not visible to the map
surveyors. They may however, be marked on site
plans.
-
7/28/2019 Producers Gas Plants
11/13
01/06/2012 11 Dr Russell Thomas, Parsons Brinckerhoff
Case Studies
Small Scale Gas Producer Plants - Canwell Estate
Canwell was typical of many country estates; it
consisted of a substantial house, containing fortythree rooms.
The estate also included stables,garages and farms with associated
tenantedcottages. As with many such estates, lightingwould be very
desirable, as would be a readilyavailable source of power. The
estate waspowered by a conventional coal gasworks until1905. The
gasworks provided light and power tothe whole estate. Power came
from two gasengines powered by the gasworks which wasused for both
pumping and powering the farmmachinery. Where the tenants used gas
it wascharged to them at the cost of production.
In 1905 an electric plant was installed to replace the gasworks.
The plant consisted of two 30 horsepower (equivalent to 22.3 kW)
gas engines, each with suction-gas producers and two generators.
Thegenerators powered an accumulator (battery) capable of
maintaining all the lights that were requiredfor 9 hours
(overnight). The plant powered a maximum of 720 lights plus two
additional 15 horse power(equivalent to 11.1 kW) motors running
various pieces of plant such as a saw mill and laundry.
Theconversion to the producer gas system was approximately 10 to
15% cheaper than the previousenergy provided by the gasworks. This
conversion to gas producers and electric power generation wascommon
place circa 1900, when many country estates ceased coal gas
production.
Medium Scale Gas Producer Plants Electrical Generating Stations
and Gasworks
During the gradual switch toelectrical power generation,some
power plant used gasproducers to power gasengines which in turn
poweredgenerators producing electricity.Towns such as Chelmsford
andWalthamstow switched toproducer gas poweredelectricity
generation. Theelectricity generating station ofthe Urban District
Council ofWalthamstow provided electricpower for the electric
lighting ofthe town and also for poweringthe electric tramway
service. Inthis particular plant the gasengines were built
byWestinghouse and theproducer gas plant used was aDowson steam-jet
typeproducer.
These works had an aggregate power of 3000 Horse power
(equivalent to 2.2 Mega watts) in 1905.
Fig. 11. Suction Gas Producers at Canwell. FromCountry House and
Its Equipment, L. Weaver,
Country Life 1912.
Fig. 12. Gas engine powering an electrical generator at
acolliery powerhouse, 1914. Image courtesy of the National Gas
Arch ive.
-
7/28/2019 Producers Gas Plants
12/13
01/06/2012 12 Dr Russell Thomas, Parsons Brinckerhoff
As mentioned previously Gasworks were majoruses of producer gas
plants. Providing a cheapsource of low calorific value gas which
could beused to heat retorts and utilise the ready supplyof surplus
coke generated by the coal gasificationprocess. The photograph
shown to the left is a
gas producer at the the Garston gasworkslocated near to
Liverpool. This plant operatedproducers for heating retorts,
however it is alsoknown that the producers were used to dilute
thetown gas supply at time of peak demand. Giventhat producer gas
contained high quantities ofnitrogen and carbon monoxide then care
wouldhave to be used not to dilute the gas tosignificantly.
The gas from the producers was cleaned using agas scrubbers,
shown on the right of figure 12.These towers would be filled with
material with a
high surface area such as coke, ceramic or woodand would be
continually sprayed with water toremove dust, any residual tar
andammonium.
Large Scale Gas Producer Plants South Staffordshire Mond Gas
Company
The largest example of a producergas plant in the UK was that
built atDudley Port, Tipton. This was aMond gas producer plant.
This plantwas built South Staffordshire Mond
Gas Company circa 1902 after it hadobtained the parliamentary
powers todistribute producer gas in SouthStaffordshire via a gas
distributionnetwork. The plant was designed tohouse 32 producers,
capable ofgasifying over 600 tonnes of coal perday. To ensure a
supply of gas couldbe maintained the plant wasdesigned in
duplicate, this includedthe producers, ammonia recovery,gas washing
and cooling apparatus.
Fig.14. The South Staffordshire Mond Gas Company works.Image
courtesy of t he National Gas Archive.
The gas was distributed from the plant through the use of
compressors at a pressure of 10 PSIequivalent to 68.9 kilopascals.
The mains were manufactured as specialised asphalt covered
steelmains. The works provided gas to industrial customers via a
specialised high pressure gas networkwhich covered a large area of
South Staffordshire, competing against other gas companies. This
wasthe first example of such as high pressure gas network in the
UK.
When the Mond gas plant switched to coke as a feedstock, the
resulting gas was of a lower calorificvalue as volatile and semi
volatile hydrocarbon and organic compounds were not present in
coke. Gasfrom the plant therefore had to be mixed with conventional
coal gas from a nearby gasworks to enrichits calorific value to
make it suitable for use.
Fig. 13. Gas producer at the former Garstongasworks, 1947. Image
courtesy of theNational Gas Archive.
-
7/28/2019 Producers Gas Plants
13/13
01/06/2012 13 Dr Russell Thomas, Parsons Brinckerhoff
Known Producer Gas Plants
The sites listed below are examples of known sites or companies
in the UK where producer gas plantswere previously installed. This
is not an exhaustive list and many other sites were also known to
haveexisted, especially small producer gas plants such as that
described at Canwell. It should also be
noted that most medium and large scale gas manufacturing plants
and many coke ovens also usedgas producers to heat the retorts and
coke ovens. These gas produces could be integrated orseparate from
the retort house or coke ovens.
Medium to large sized gasworks. By-product coking works
The South Staffordshire Mond Gas Co. Brunner, Mond & Co.,
Ltd., Northwich.
The Castner-Kellner Alkali Co., Ltd.,Runcorn.
Cadbury Bros., Ltd., Birmingham
Albright & Wilson, Ltd., Oldbury. D. & W. Henderson
& Co., Ltd., Glasgow
Ashmore, Benson, Pease & Co., Ltd.,Stockton-on-Tees
The Premier Gas Engine Co., Ltd.,Nottingham
Gloucester Asylum, Coney Hill J . & E. Wright of Millwall
The Railway and General Eng. Co., Ltd.,
Nottingham The Trafford Power and Light Co., Ltd.,
Manchester.
Birmingham Small Arms Factory,Smallheath.
Walthamstow District Isolation Hospital
The Salt Union, Ltd., Liverpool The Farnley Iron Co., Ltd.,
Leeds
Selected Bibliography
Below is a small selected bibliography of books which may be of
interest to the reader
Clegg Jnr S., A Treatise on Gas Works and the Practice of
Manufacturing and Distributing Coal Gas,
1841 (other later editions), J ohn Weale, LondonNewbigging, T.,
and Fewtrell, Wm., three volumes published between 1878-1913 Kings
Treatise on
the Science & Practice of the Manufacture & Distribution
of Gas, Walter King, London
Wyer, S.S. A treatise on producer-gas and gas-producers, 1906,
New York : McGraw-Hill.Hunt, C., A History of the Introduction of
Gas Lighting, 1907, Walter King, LondonDowson, J .E, Larter, A.T.,
Producer Gas, Longmans, Green and Co. 1907Smith, C.A.M, Suction gas
plants, 1909, London, C. GriffinLatta, M.N. American Producer Gas
Practice and Industrial Gas Engineering, 1910, New York, D.
VanNostrand company.Meade, A.,Modern Gas Works Practice, 1916,
1921, 1934, Benn Brothers, London.
Lowry, H.H. - Chemistry of Coal utilisation, Vol 2, Chapter 37,
Water Gas, 1945, J ohn Wiley And Sons
Inc.
King C. Ed - Kings Manual of Gas Manufacture, 1948, Walter King,
London.Terrace, J ., Terraces Notebook for Gas Engineers &
Students, 1948, Ernest Benn, Ltd., London.Chandler, D. and Lacey,
A.D. The rise of the gas industry in Britain, 1949, British Gas
Council.British Petroleum - Gasmaking, 1959 and 1965, The British
Petroleum Company Ltd, London.
Disclaimer:- The purpose of this document is to act as a pointer
to the activities carried out on former producer gas plants.
Parsons Brinckerhoff will not be responsible forany loss, however
arising, from the use of, or reliance on this information. This
document ("this publication") is provided "as is" without warranty
of any kind, eitherexpressed or implied. You should not assume that
this publication is error-free or that it will be suitable for the
particular purpose which you have in mind when using it. Weassume
no responsibility or liability for errors or omissions in this
publication. Readers are advised to use the information contained
herein purely as a guide and to takeappropriate professional advice
where necessary.






















![[Canada Research] Cardium Junior Oil Amp Gas Producers](https://img.pdfslide.net/doc/110x75/55cf9945550346d0339c84de/canada-research-cardium-junior-oil-amp-gas-producers.jpg)