Embed Size (px)
Citation preview
Chapter 2Fundamental of Metal Forming
AAIT
Production Engineering II
Metal forming
6/9/2013Production Engineering II2
� A large group of manufacturing processes in which plastic deformation is used to change the shape of metal work pieces.
� Deformation results from the use of a tool, usually called a die in metal forming, which applies stresses that exceed the yield strength of the metal.
� The metal deforms to take a shape determined by the geometry of the die.
Metal forming
6/9/2013Production Engineering II3
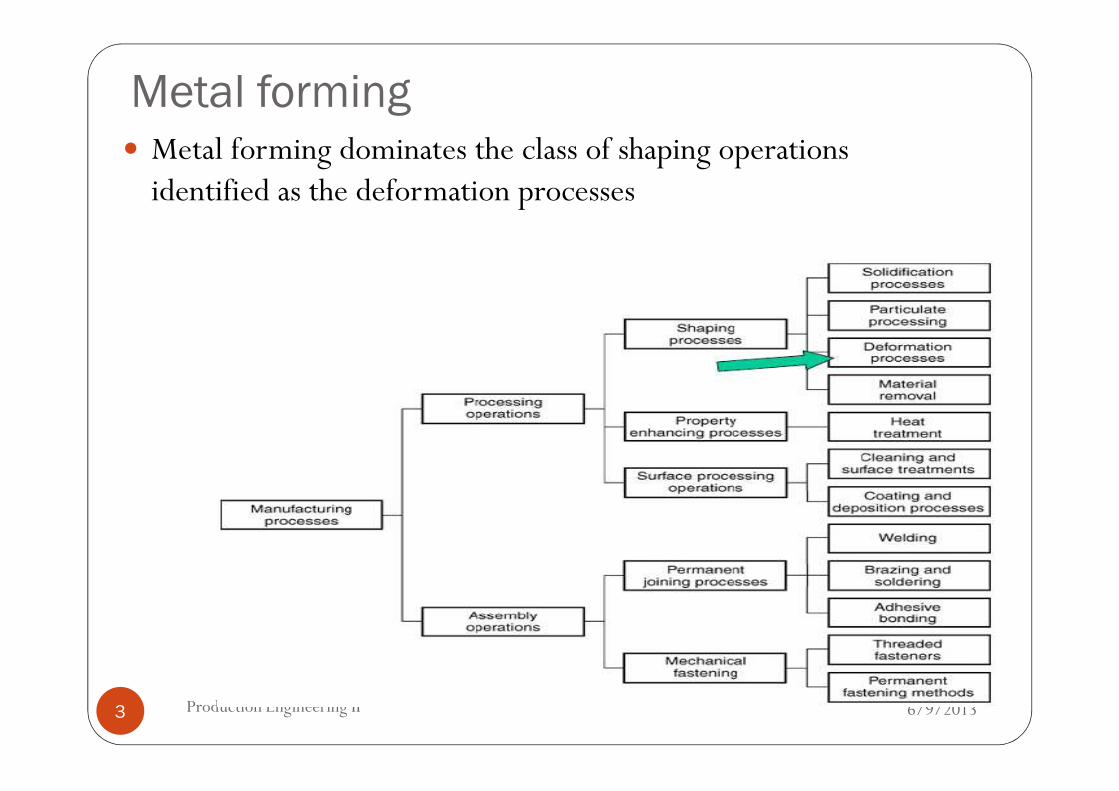
� Metal forming dominates the class of shaping operations identified as the deformation processes
Metal forming
6/9/2013Production Engineering II4
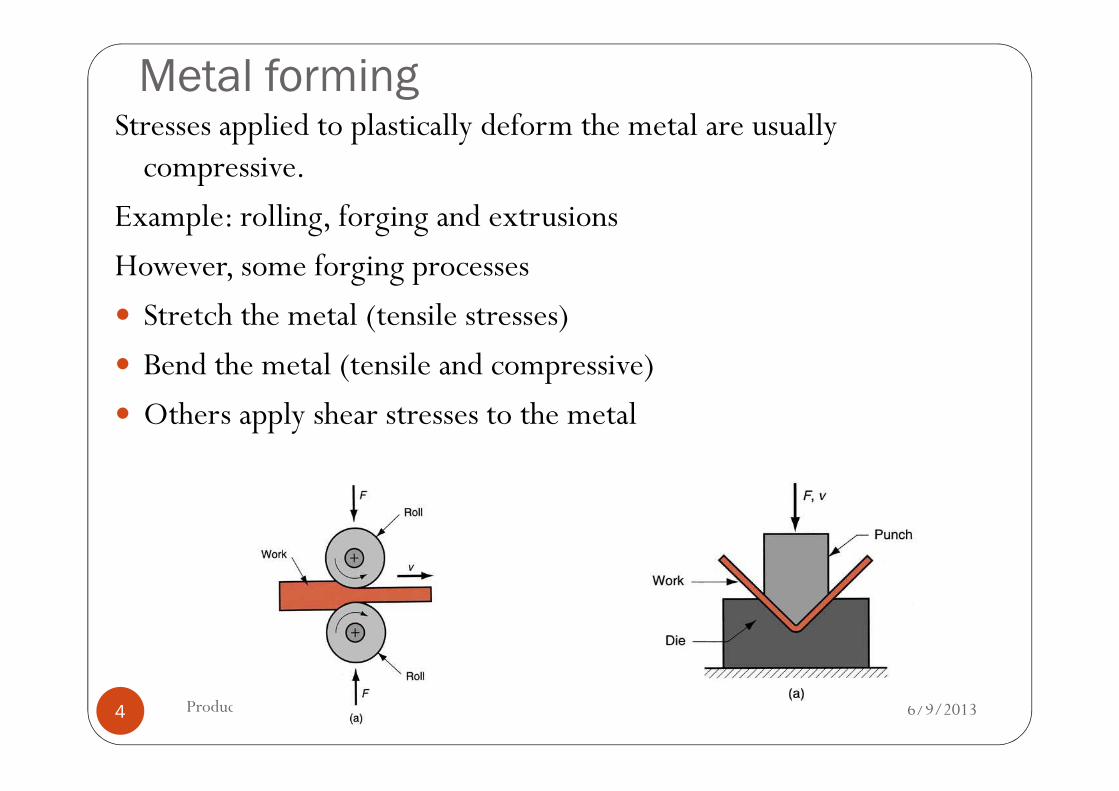
Stresses applied to plastically deform the metal are usually compressive.
Example: rolling, forging and extrusions
However, some forging processes
� Stretch the metal (tensile stresses)
� Bend the metal (tensile and compressive)
� Others apply shear stresses to the metal
Material Properties in Metal Forming
6/9/2013Production Engineering II5
Desirable material properties: � Low yield strength � High ductility
These properties are affected by temperature: � Ductility increases and yield strength decreases when work
temperature is raised� The effect of temperature gives rise to distinctions between
cold, warm and hot working
Other factors: � Strain rate and friction

Metal Forming Metal Forming Metal Forming Metal Forming
6/9/2013Production Engineering II6
Metal forming processes can beclassified into two basic categories:bulk deformation process and sheetmetalworking processes.
Each category includes several majorclasses of shaping operations
Bulk Deformation ProcessesBulk Deformation ProcessesBulk Deformation ProcessesBulk Deformation Processes
6/9/2013Production Engineering II7
� Characterized by significant deformations and massive shape changes� "Bulk" refers to work parts with relatively low surface area-to-volume
ratios� Starting work shapes include cylindrical billets and rectangular bars

RollingRollingRollingRolling
6/9/2013Production Engineering II8
This is a compressive deformation process in which the thickness of aslab or plate is reduced by two opposing cylindrical tools calledrolls. The rolls rotate so as to draw the workpiece into the gap betweenthem and squeeze it.
ForgingForgingForgingForging
6/9/2013Production Engineering II9
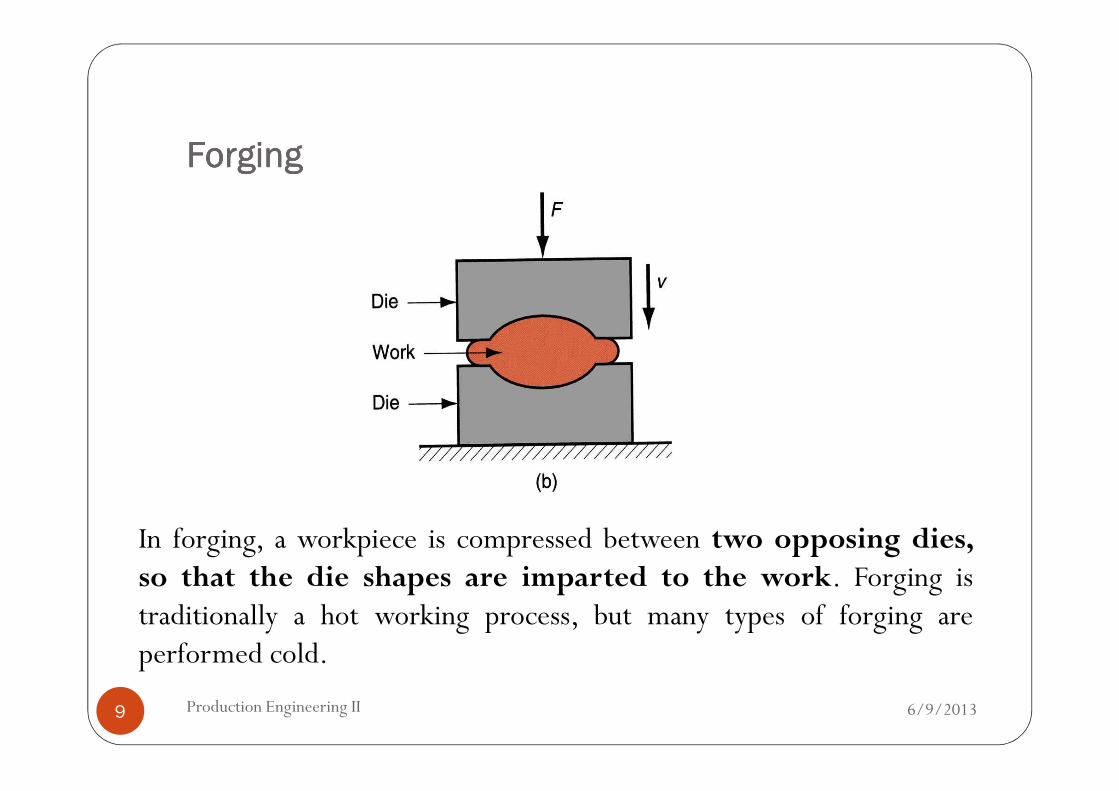
In forging, a workpiece is compressed between two opposing dies,so that the die shapes are imparted to the work. Forging istraditionally a hot working process, but many types of forging areperformed cold.
ExtrusionExtrusionExtrusionExtrusion
6/9/2013Production Engineering II10
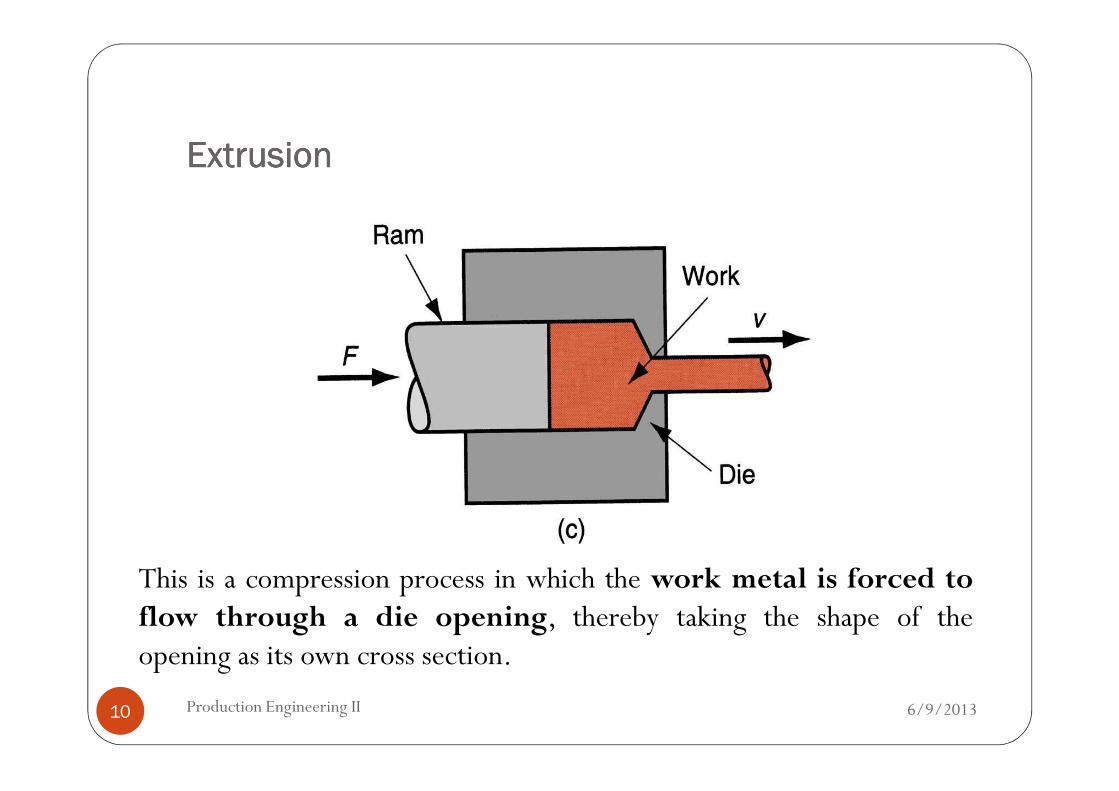
This is a compression process in which the work metal is forced toflow through a die opening, thereby taking the shape of theopening as its own cross section.
Wire and Bar DrawingWire and Bar DrawingWire and Bar DrawingWire and Bar Drawing
6/9/2013Production Engineering II11
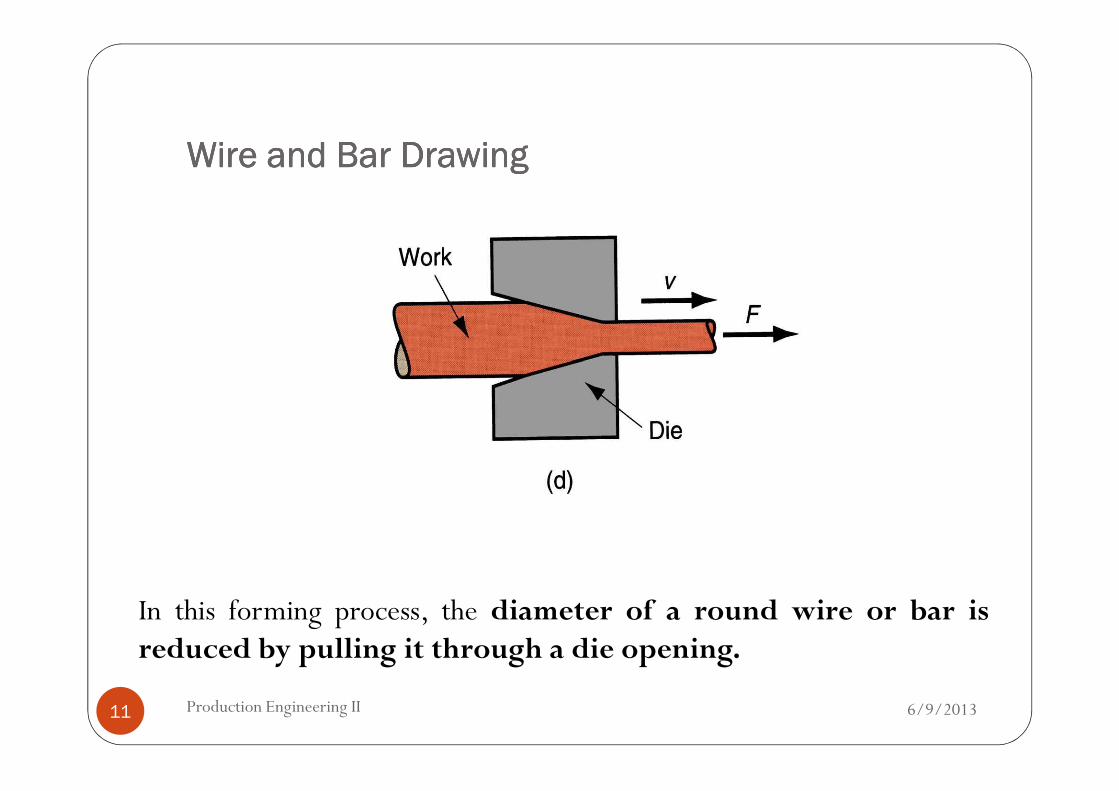
In this forming process, the diameter of a round wire or bar isreduced by pulling it through a die opening.
Sheet Metal WorkingSheet Metal WorkingSheet Metal WorkingSheet Metal Working
6/9/2013Production Engineering II12
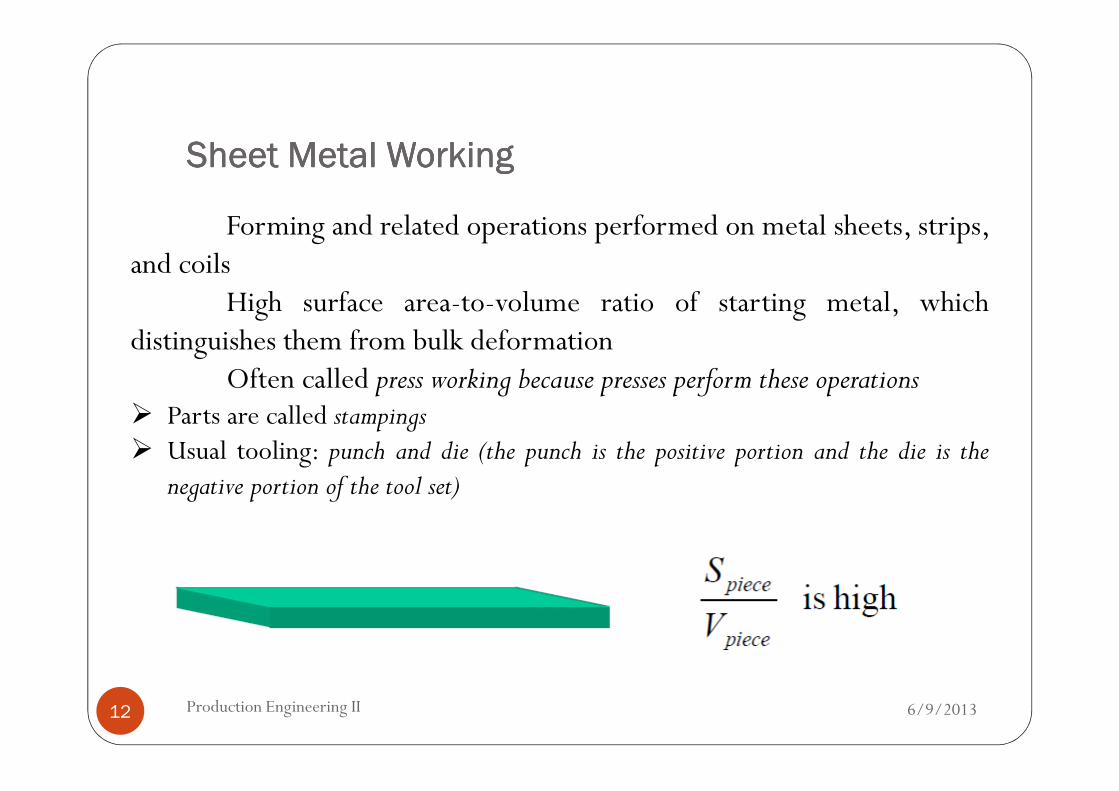
Forming and related operations performed on metal sheets, strips,and coils
High surface area-to-volume ratio of starting metal, whichdistinguishes them from bulk deformation
Often called press working because presses perform these operations� Parts are called stampings� Usual tooling: punch and die (the punch is the positive portion and the die is the
negative portion of the tool set)
Sheet Metal BendingSheet Metal BendingSheet Metal BendingSheet Metal Bending
6/9/2013Production Engineering II13
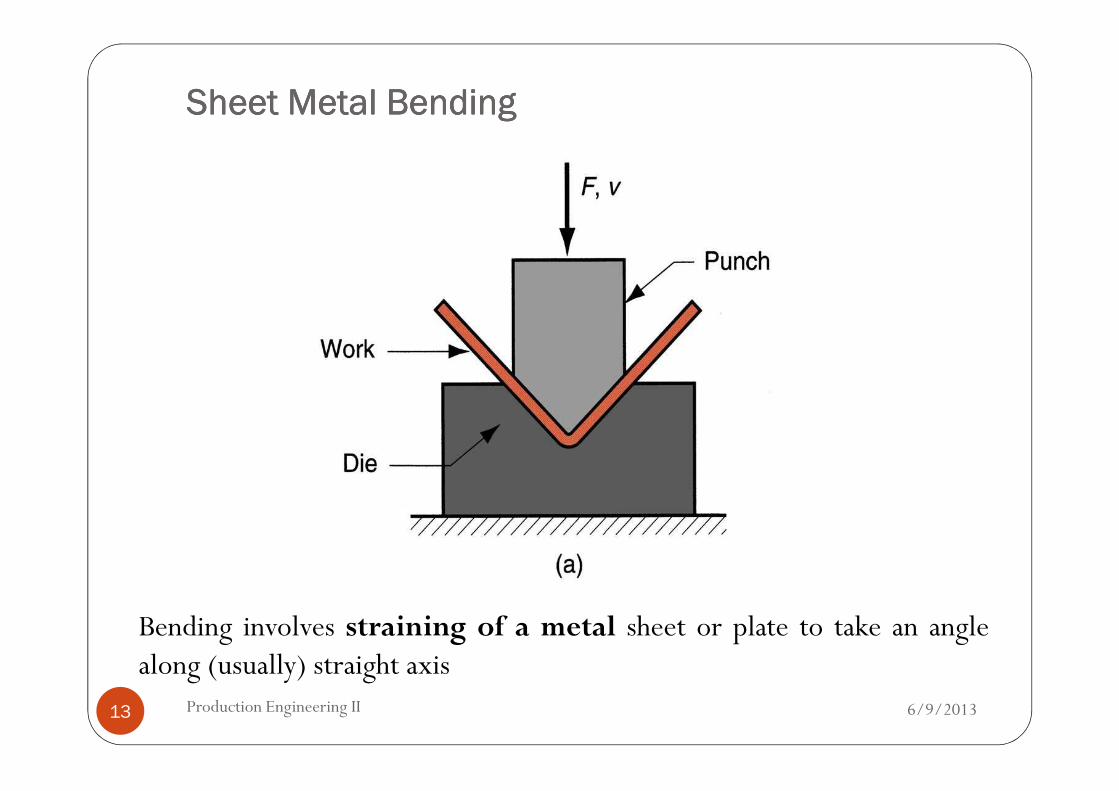
Bending involves straining of a metal sheet or plate to take an anglealong (usually) straight axis
DrawingDrawingDrawingDrawing
6/9/2013Production Engineering II14
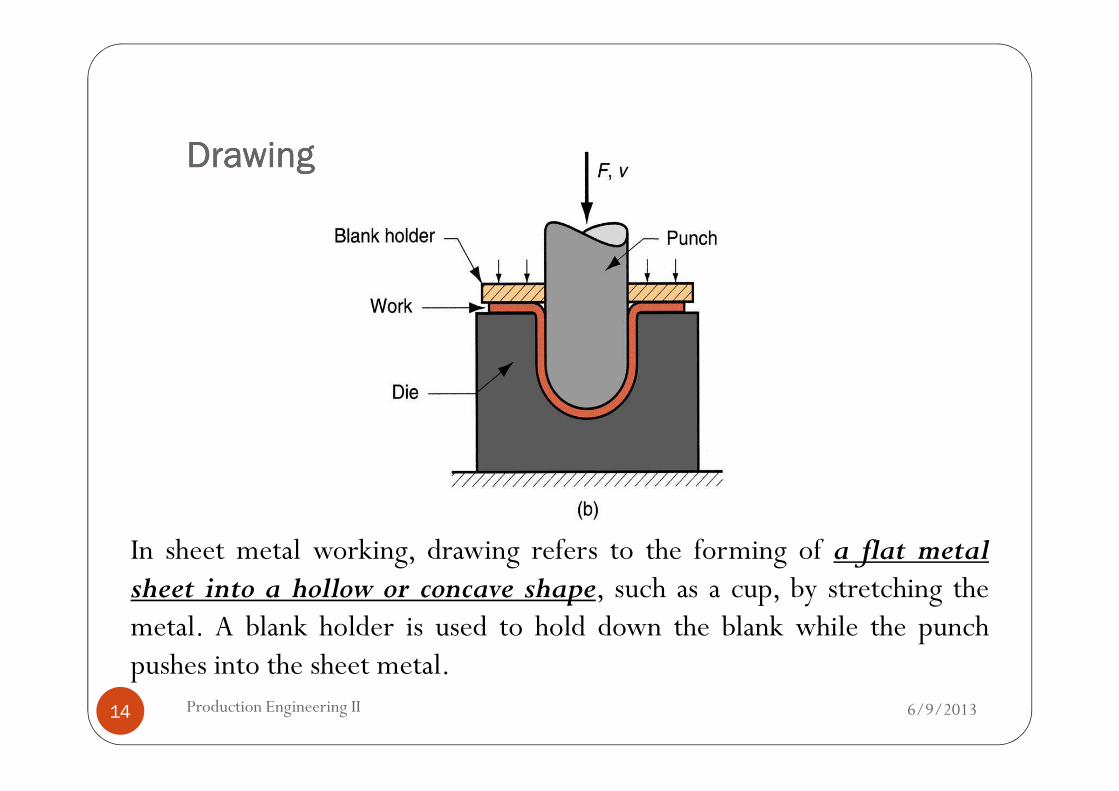
In sheet metal working, drawing refers to the forming of a flat metalsheet into a hollow or concave shape, such as a cup, by stretching themetal. A blank holder is used to hold down the blank while the punchpushes into the sheet metal.
Sheet Metal ShearingSheet Metal ShearingSheet Metal ShearingSheet Metal Shearing
6/9/2013Production Engineering II15
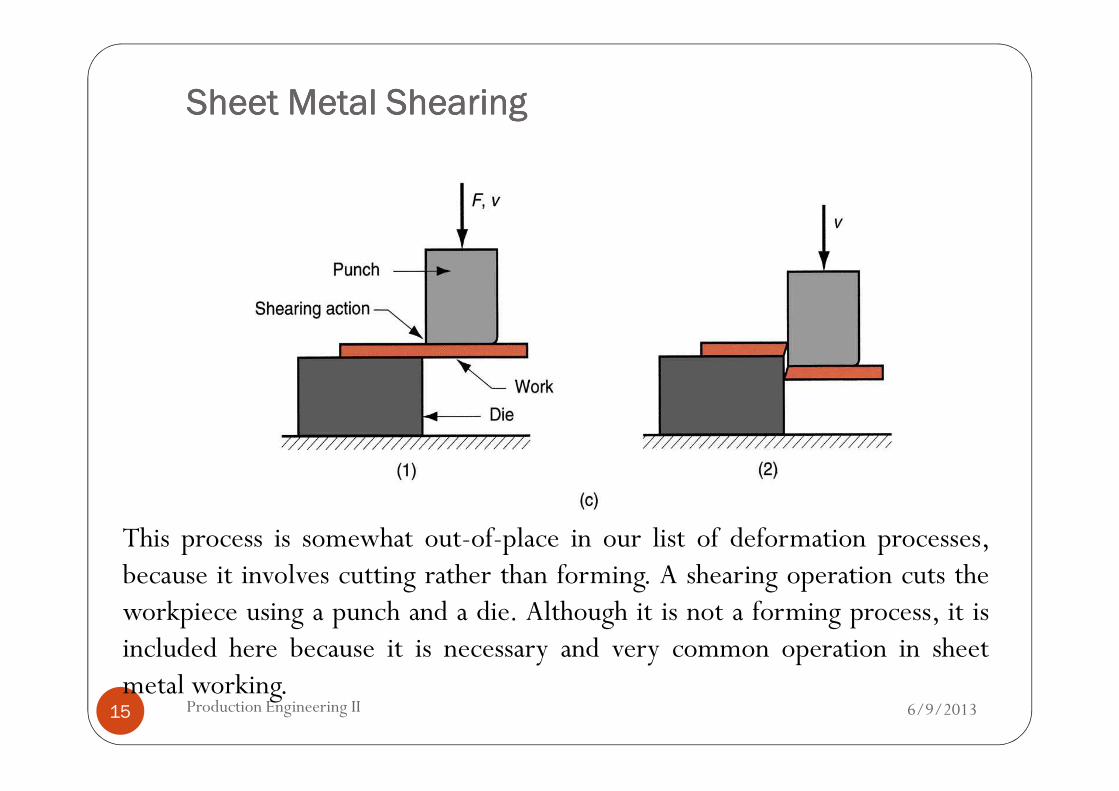
This process is somewhat out-of-place in our list of deformation processes,because it involves cutting rather than forming. A shearing operation cuts theworkpiece using a punch and a die. Although it is not a forming process, it isincluded here because it is necessary and very common operation in sheetmetal working.
Material Behavior in Metal FormingMaterial Behavior in Metal FormingMaterial Behavior in Metal FormingMaterial Behavior in Metal Forming
6/9/2013Production Engineering II16
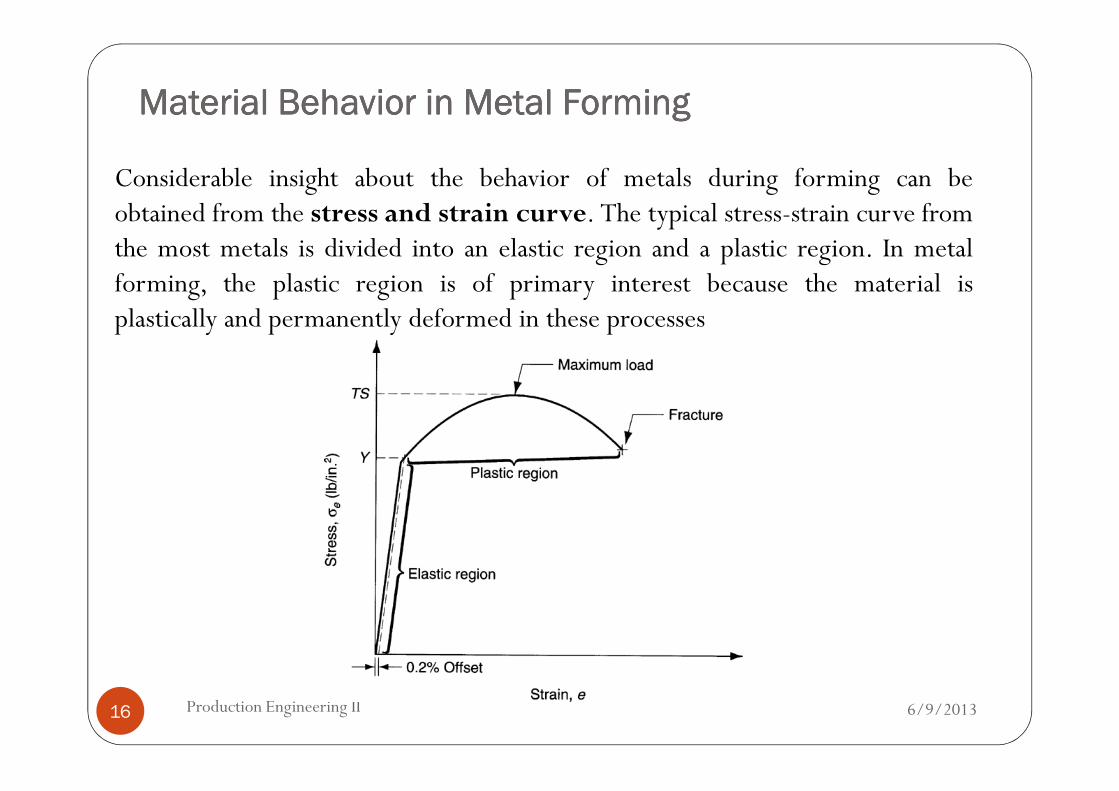
Considerable insight about the behavior of metals during forming can beobtained from the stress and strain curve. The typical stress-strain curve fromthe most metals is divided into an elastic region and a plastic region. In metalforming, the plastic region is of primary interest because the material isplastically and permanently deformed in these processes
Material behavior in metal formingMaterial behavior in metal formingMaterial behavior in metal formingMaterial behavior in metal forming
6/9/2013Production Engineering II17
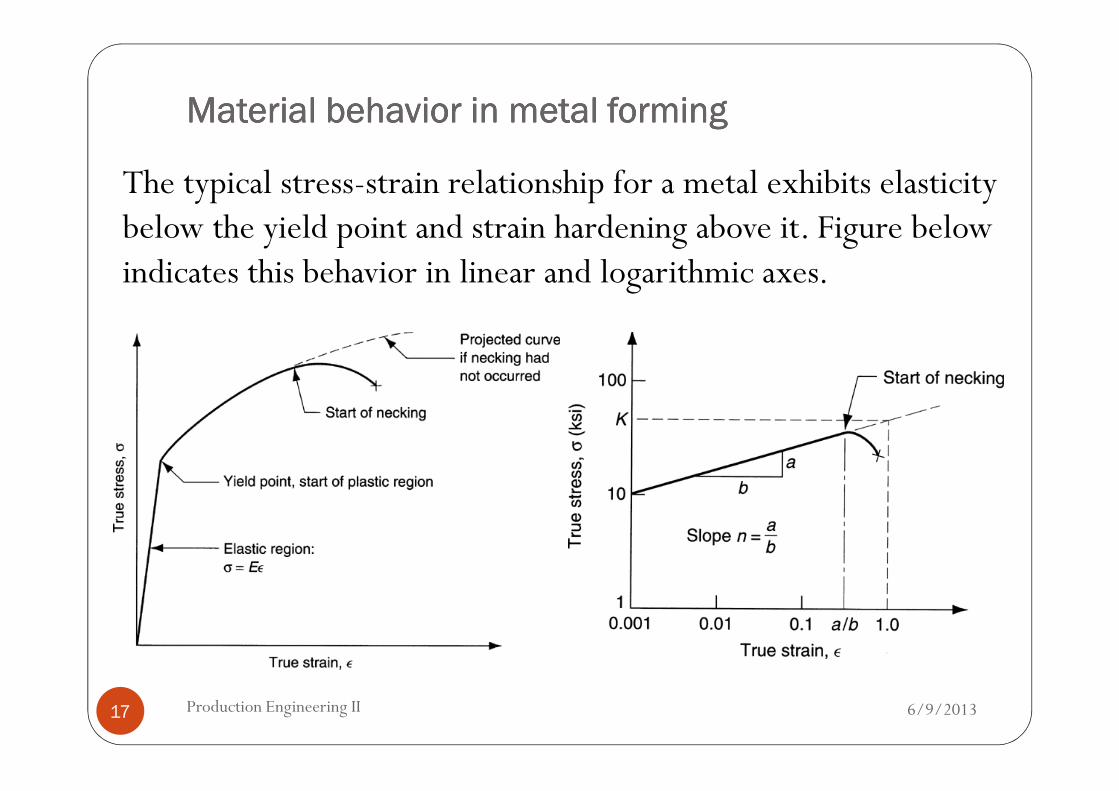
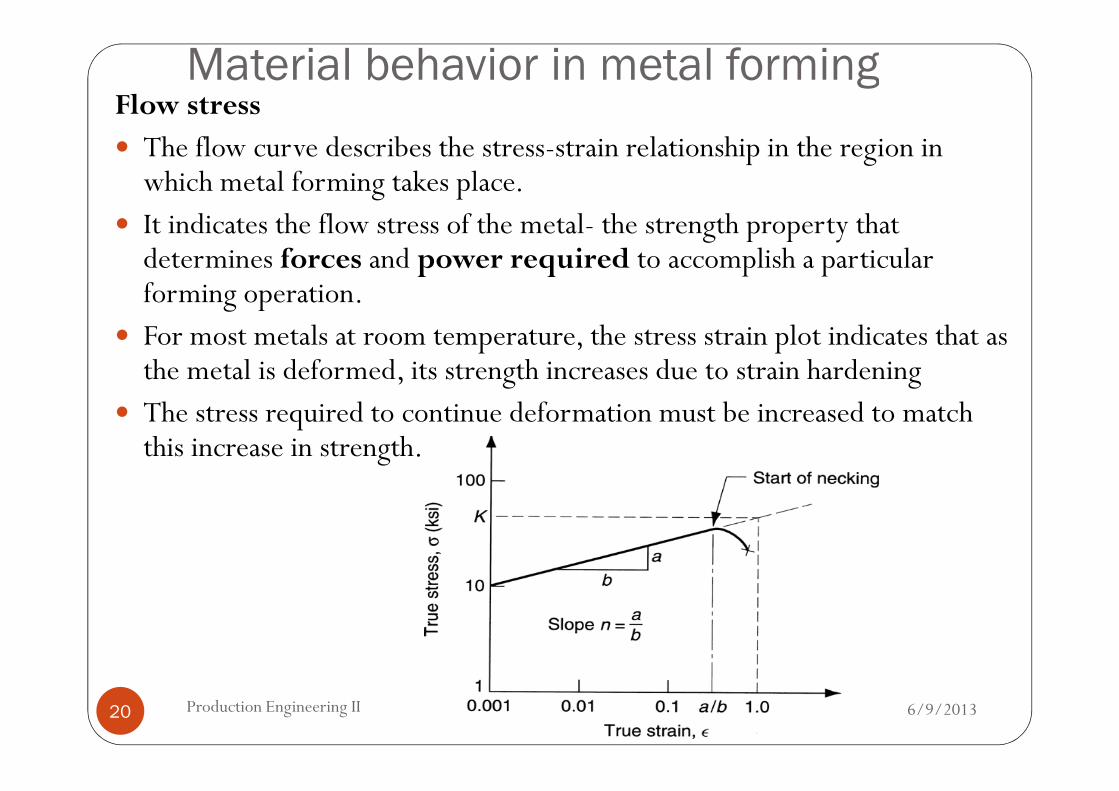
The typical stress-strain relationship for a metal exhibits elasticity below the yield point and strain hardening above it. Figure below indicates this behavior in linear and logarithmic axes.
Material behavior in metal forming
6/9/2013Production Engineering II18
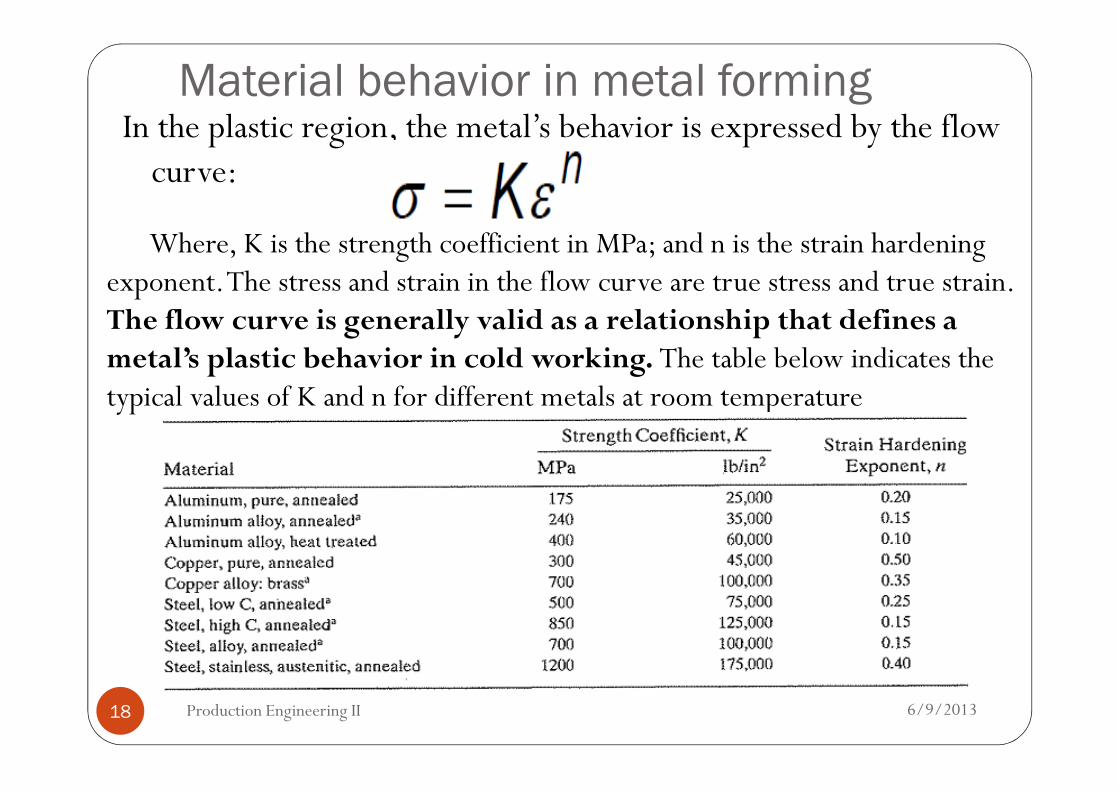
In the plastic region, the metal’s behavior is expressed by the flow curve:
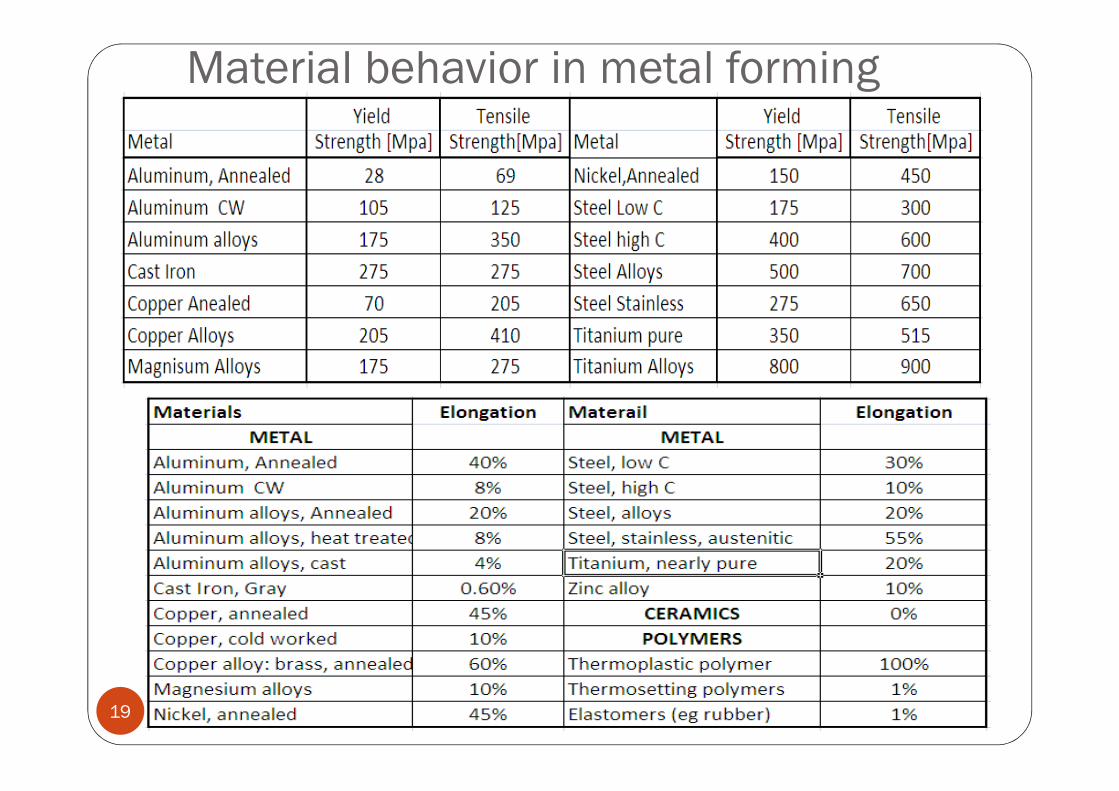
Where, K is the strength coefficient in MPa; and n is the strain hardening exponent. The stress and strain in the flow curve are true stress and true strain. The flow curve is generally valid as a relationship that defines a metal’s plastic behavior in cold working. The table below indicates the typical values of K and n for different metals at room temperature
Material behavior in metal forming
6/9/2013Production Engineering II19
Material behavior in metal forming
6/9/2013Production Engineering II20
Flow stress
� The flow curve describes the stress-strain relationship in the region in which metal forming takes place.
� It indicates the flow stress of the metal- the strength property that determines forces and power required to accomplish a particular forming operation.
� For most metals at room temperature, the stress strain plot indicates that as the metal is deformed, its strength increases due to strain hardening
� The stress required to continue deformation must be increased to match this increase in strength.
Material behavior in metal forming
6/9/2013Production Engineering II21
Flow stress
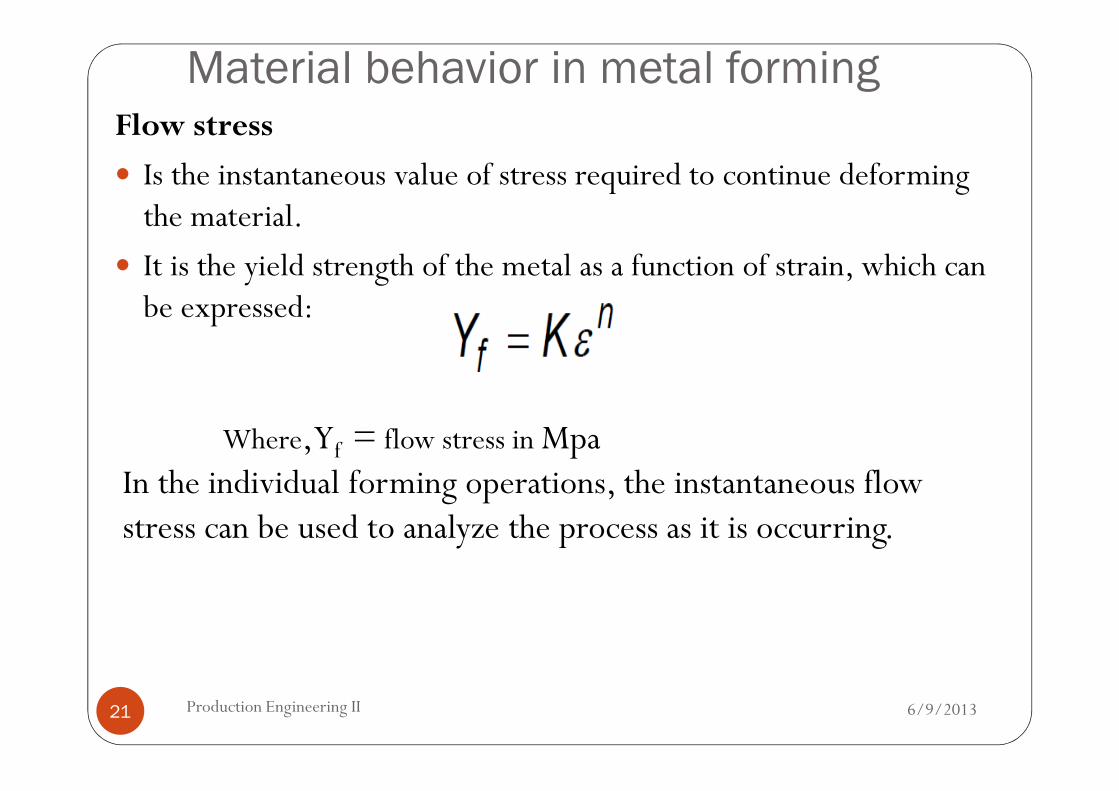
� Is the instantaneous value of stress required to continue deforming the material.
� It is the yield strength of the metal as a function of strain, which can be expressed:
Where, Yf = flow stress in MpaIn the individual forming operations, the instantaneous flow stress can be used to analyze the process as it is occurring.
Material behavior in metal forming
6/9/2013Production Engineering II22
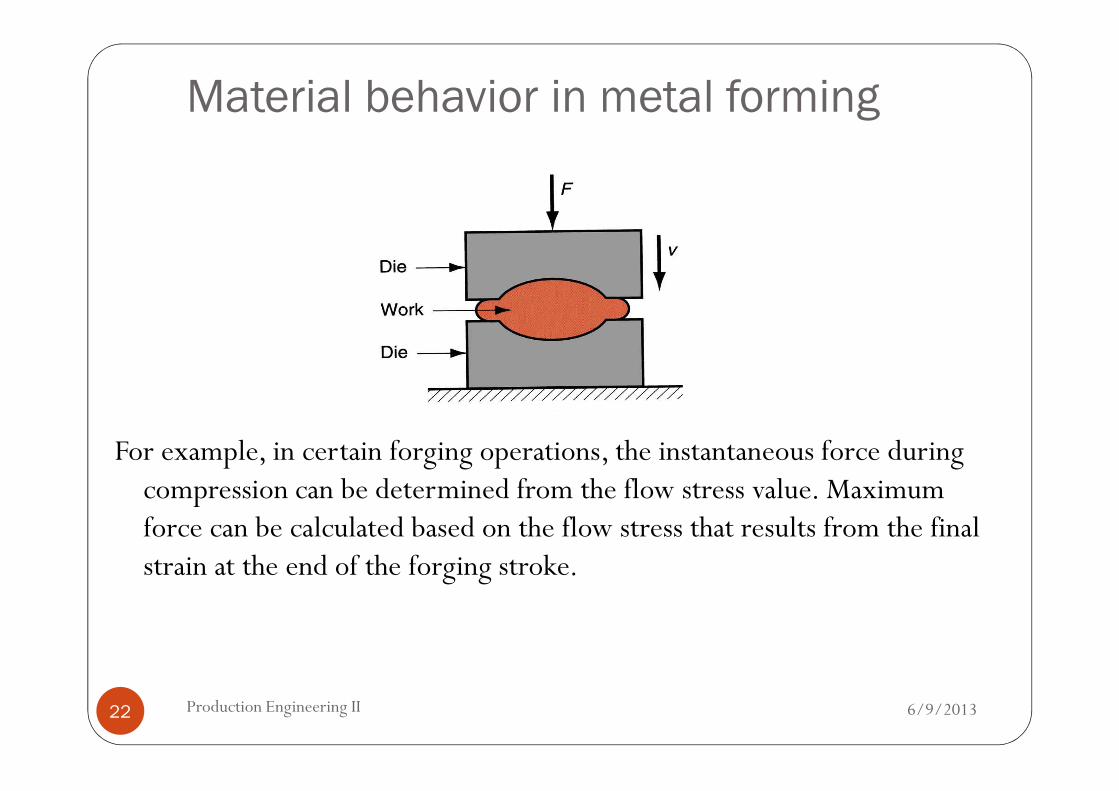
For example, in certain forging operations, the instantaneous force during compression can be determined from the flow stress value. Maximum force can be calculated based on the flow stress that results from the final strain at the end of the forging stroke.
Material behavior in metal forming
6/9/2013Production Engineering II23
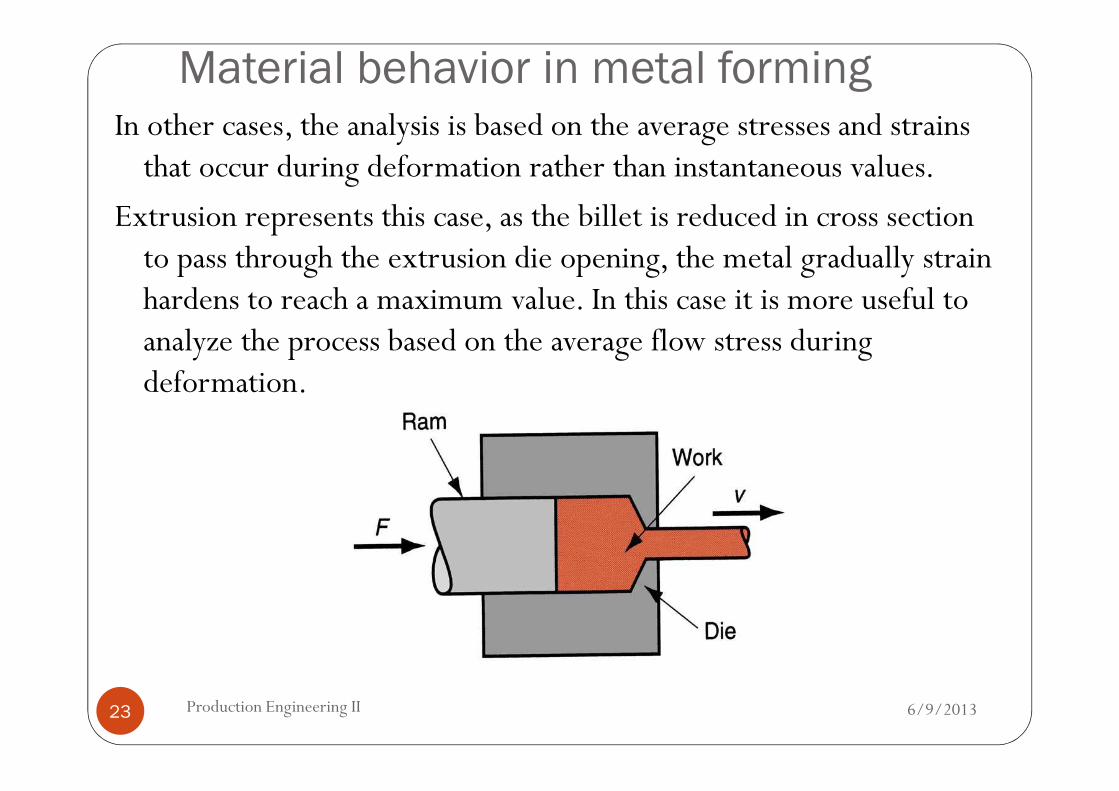
In other cases, the analysis is based on the average stresses and strains that occur during deformation rather than instantaneous values.
Extrusion represents this case, as the billet is reduced in cross section to pass through the extrusion die opening, the metal gradually strain hardens to reach a maximum value. In this case it is more useful to analyze the process based on the average flow stress during deformation.
Material behavior in metal forming
6/9/2013Production Engineering II24
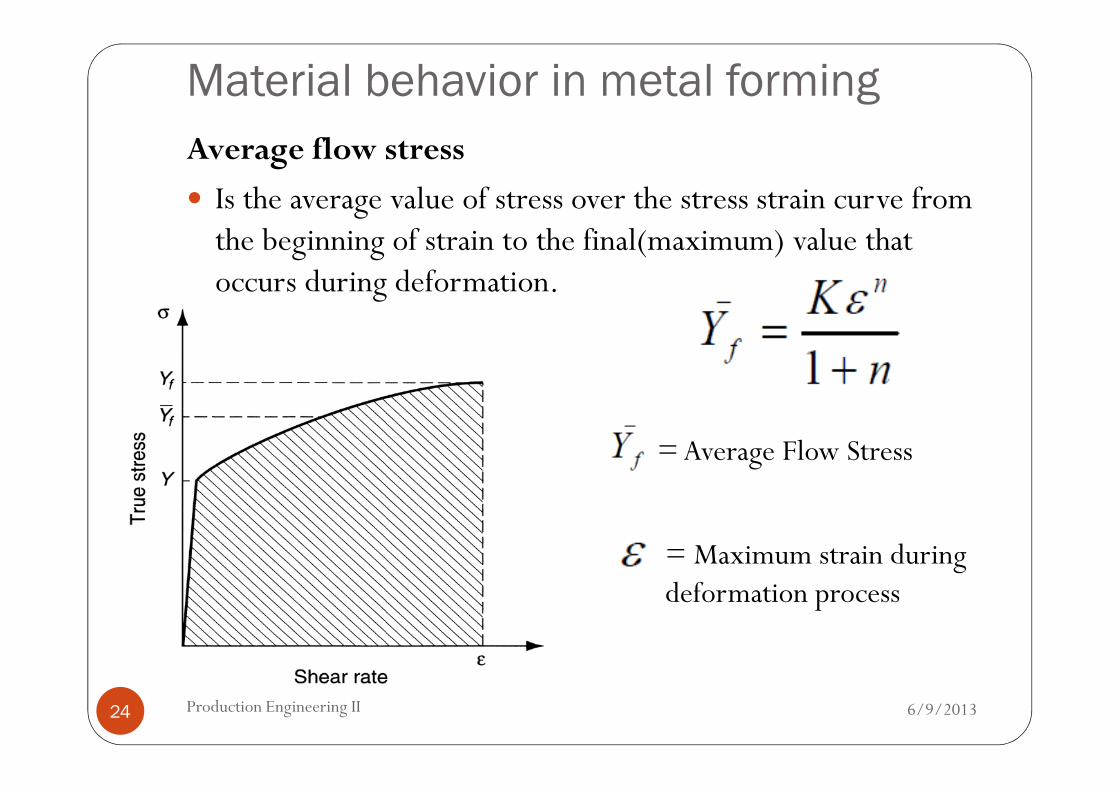
Average flow stress
� Is the average value of stress over the stress strain curve from the beginning of strain to the final(maximum) value that occurs during deformation.
= Average Flow Stress
= Maximum strain during deformation process
Temperature in metal forming
6/9/2013Production Engineering II25
The flow curve is a valid representation of stress and strain behavior of a metal during plastic deformation, particularly for cold working operations.
For any metal, K and n in the flow curve depend on temperature
� Both strength (K) and strain hardening (n) are reduced at highertemperatures
� In addition, ductility is increased at higher temperatures
These property changes are important because any deformationoperation can be accomplished with lower forces and powerat elevated temperature.
Temperature in metal forming
6/9/2013Production Engineering II26
There are three temperature ranges in metal forming:
� Cold working
� Warm working
� Hot working
Cold working (cold forming)- is metal forming performed at room temperature or slightly above.
� Many cold forming processes are important for mass production operations.
� Minimum or no machining usually required.
- these operations are near net shape or net shape processes.
Cold forming
6/9/2013Production Engineering II27
Advantages � Better accuracy, closer tolerances� Better surface finish� Strain hardening increases strength and hardness� Grain flow during deformation can cause desirable directional
properties in product� No heating of work required, which saves on furnace and fuel costs and
permits higher production rates to be achieved.Disadvantages
� Higher forces and power are required to perform the operation� Care must be taken to ensure that the surfaces of the starting work piece are free
of scale and dirt.� Ductility and strain hardening of the work metal limit the amount of forming that
can be done to the part.- in some operations, the metal must be annealed in order to allow further deformation to be accomplished
- in other cases, the metal is simply not ductile enough to be cold worked.
Warm working
6/9/2013Production Engineering II28
� Because plastic deformation properties are normally enhanced by increasing workpiece temperature,
� Warm forming operations are performed at temperatures above room temperature but below the recrystallization temperature.
� The dividing line between cold working and warm working is often expressed in terms of the melting point for the metal.
Working Temperature ≈ 0.3 Tm
Where, Tm is the melting point(absolute temperature) for metal.Advantages of warm working over cold working� Lower forces and power� More intricate work geometries possible� Need for annealing may be reduced or eliminated.
Hot working
6/9/2013Production Engineering II29
Hot working (hot forming)- involves deformation at temperatures above the recrystallization temperature.
The recrystallization temperature for a given metal is about one half of its melting point on the absolute scale.
� In practice hot working is usually carried out at temperatures somewhat above 0.5Tm
� Metal continues to soften as temperature increases above 0.5Tm, enhancing advantage of hot working above this level .
Hot working
6/9/2013Production Engineering II30
� The most significant advantage of hot working is the capability to produce substantial plastic deformation of the metal- far more than is possible with cold or warm working. Because of:
�The flow curve of the hot worked metal has a strength coefficient that is substantially less than at room temperature, the strain hardening exponent is zero (theoretically)
�Ductility of the metal is significantly increased
Hot working
6/9/2013Production Engineering II31
Advantages� Work part shape can be significantly altered� Lower forces and power required� Metals that usually fracture in cold working can be hot
formed� Strength properties of product are generally isotropic
Disadvantages� Lower dimensional accuracy� Higher total energy required (due to the thermal energy to
heat the workpiece)� Work surface oxidation (scale), poorer surface finish� Shorter tool life
Strain Rate Sensitivity
6/9/2013Production Engineering II32
Theoretically, a metal in hot working behaves like a perfectlyplastic material, with strain hardening exponent n= 0
� The metal should continue to flow at the same flow stress,once that stress is reached
� However, an additional phenomenon occurs duringdeformation, especially at elevated temperatures: Strain ratesensitivity
Strain Rate
6/9/2013Production Engineering II33
The rate at which the metal is strained in a forming process is directly related to the speed deformation v.
In many forming operation, deformation speed is equal to the velocity of the ram or other moving element of the equipment. Given the deformation speed, strain rate is defined as:
If the deformation speed is constant during the operation,strain rate will change as h changes.
Evaluation of Strain Rate
6/9/2013Production Engineering II34
In most practical operations, evaluation of strain rate is complicated by:
� Work part geometry
� Variations in strain rate in different regions of the part
Usually strain rate can reach 1000 s-1 or more for some metal forming operations
Effect of Strain Rate on Flow Stress
6/9/2013Production Engineering II35
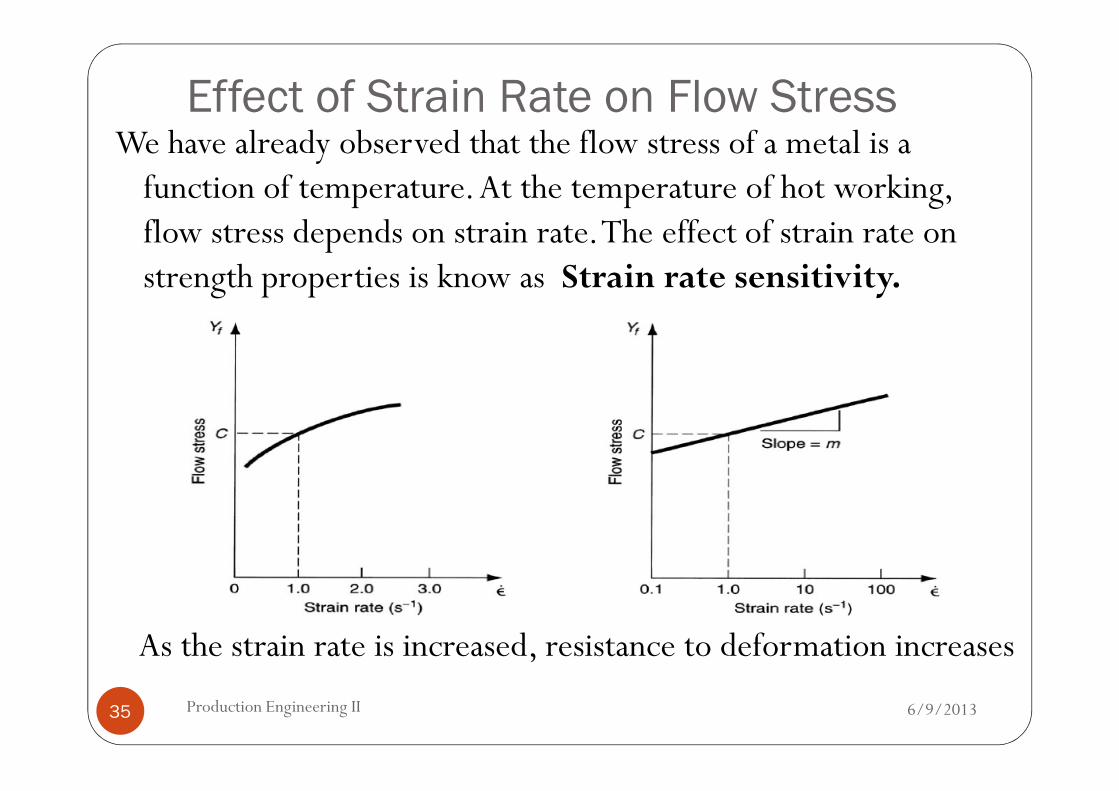
We have already observed that the flow stress of a metal is a function of temperature. At the temperature of hot working, flow stress depends on strain rate. The effect of strain rate on strength properties is know as Strain rate sensitivity.
As the strain rate is increased, resistance to deformation increases
Strain Rate Sensitivity Equation
6/9/2013Production Engineering II36
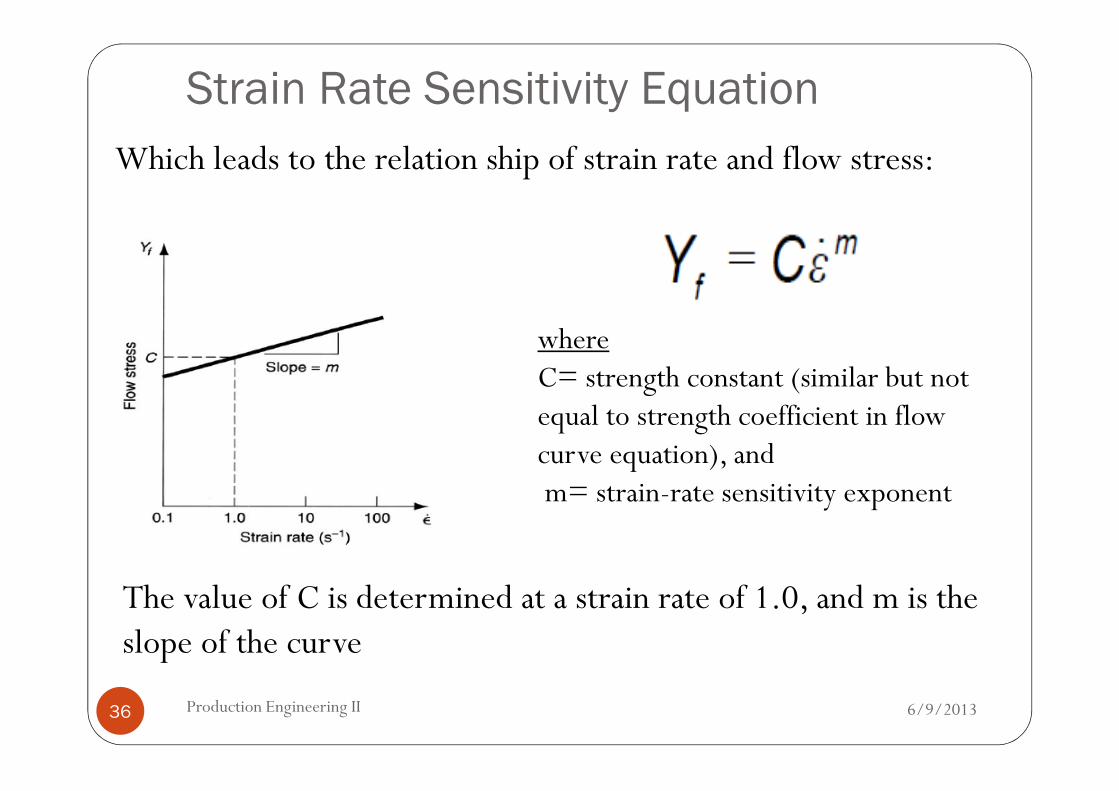
Which leads to the relation ship of strain rate and flow stress:
where C= strength constant (similar but not equal to strength coefficient in flow curve equation), andm= strain-rate sensitivity exponent
The value of C is determined at a strain rate of 1.0, and m is the slope of the curve
Effect of Temperature on Flow Stress
6/9/2013Production Engineering II37
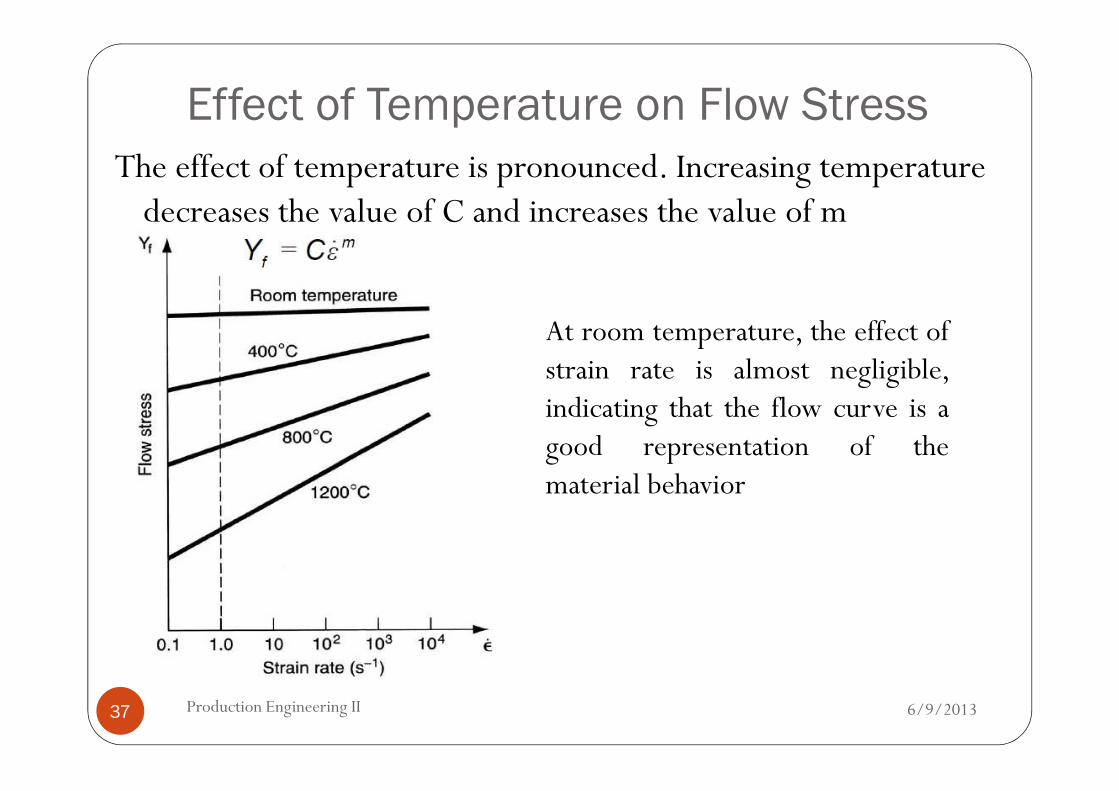
The effect of temperature is pronounced. Increasing temperature decreases the value of C and increases the value of m
At room temperature, the effect ofstrain rate is almost negligible,indicating that the flow curve is agood representation of thematerial behavior

Effect of Temperature on Flow Stress
6/9/2013Production Engineering II38
As the temperature increased,strain rate plays a moreimportant role in determiningflow stress. This is important inhot working because deformationresistance of the materialincreases so dramatically as thestrain rate is increased
Effect of Temperature on Flow Stress
6/9/2013Production Engineering II39
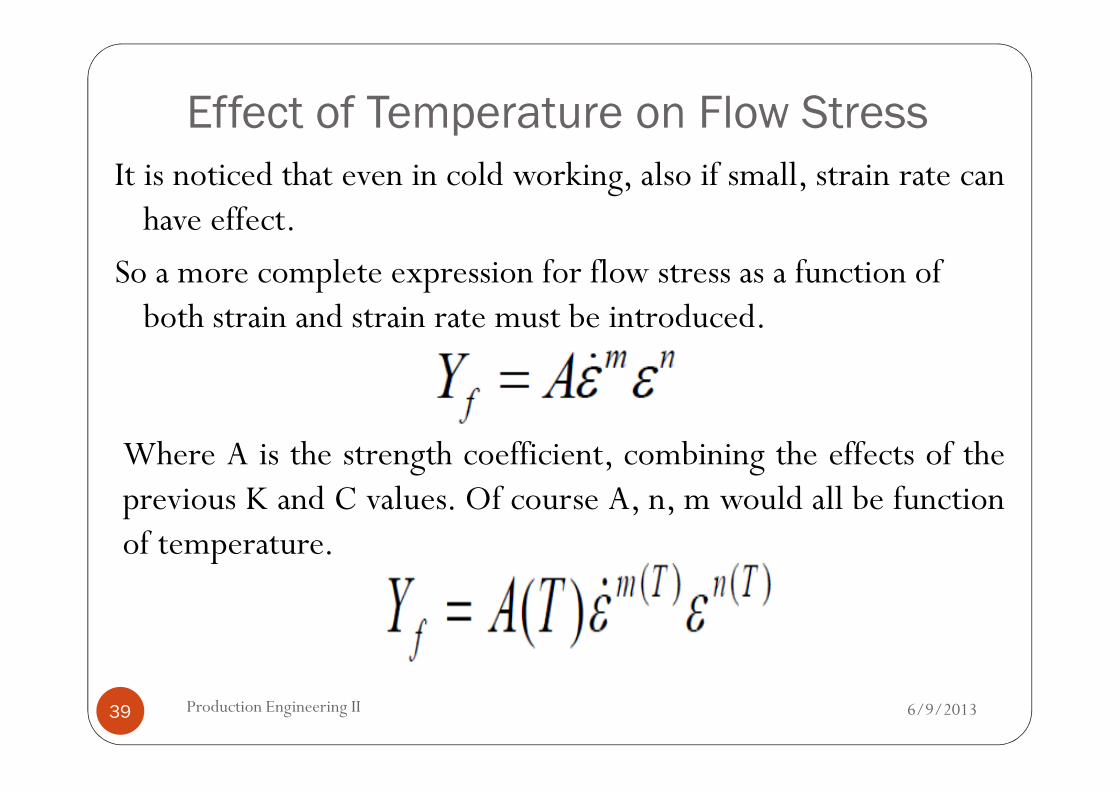
It is noticed that even in cold working, also if small, strain rate canhave effect.
So a more complete expression for flow stress as a function of both strain and strain rate must be introduced.
Where A is the strength coefficient, combining the effects of theprevious K and C values. Of course A, n, m would all be functionof temperature.
Friction in Metal Forming
6/9/2013Production Engineering II40
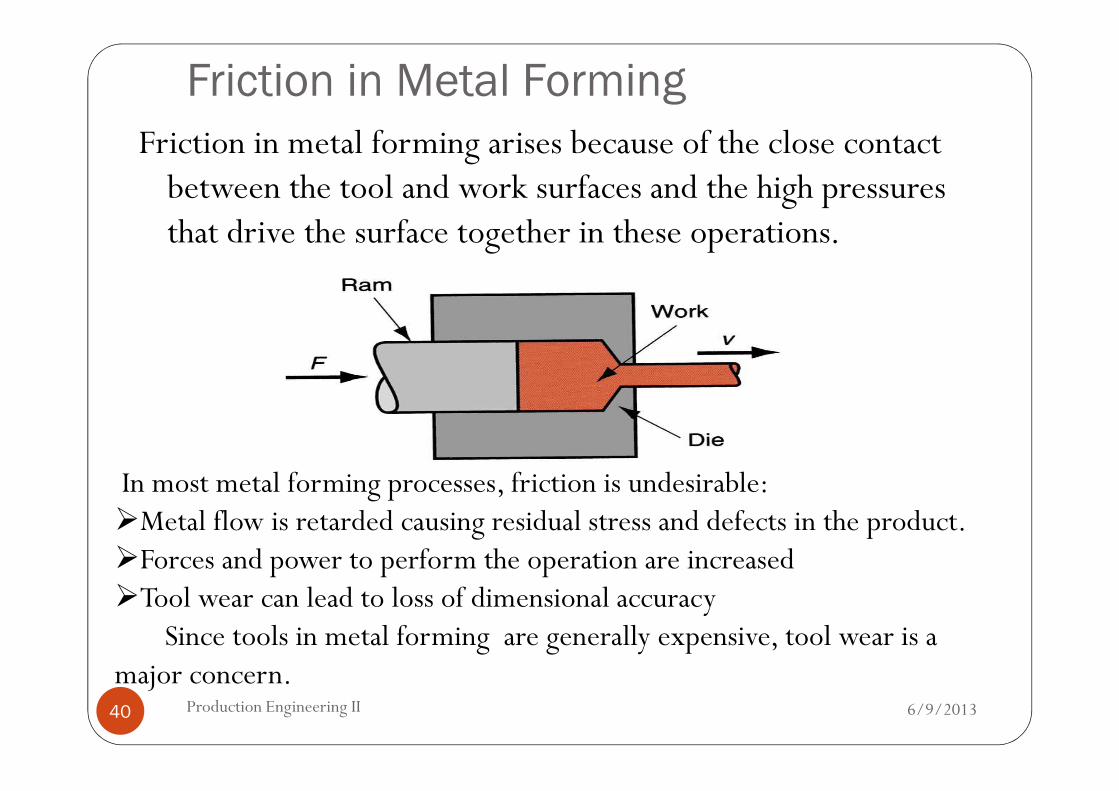
Friction in metal forming arises because of the close contact between the tool and work surfaces and the high pressures that drive the surface together in these operations.
In most metal forming processes, friction is undesirable: �Metal flow is retarded causing residual stress and defects in the product.�Forces and power to perform the operation are increased�Tool wear can lead to loss of dimensional accuracy
Since tools in metal forming are generally expensive, tool wear is a major concern.
Friction in metal forming
6/9/2013Production Engineering II41
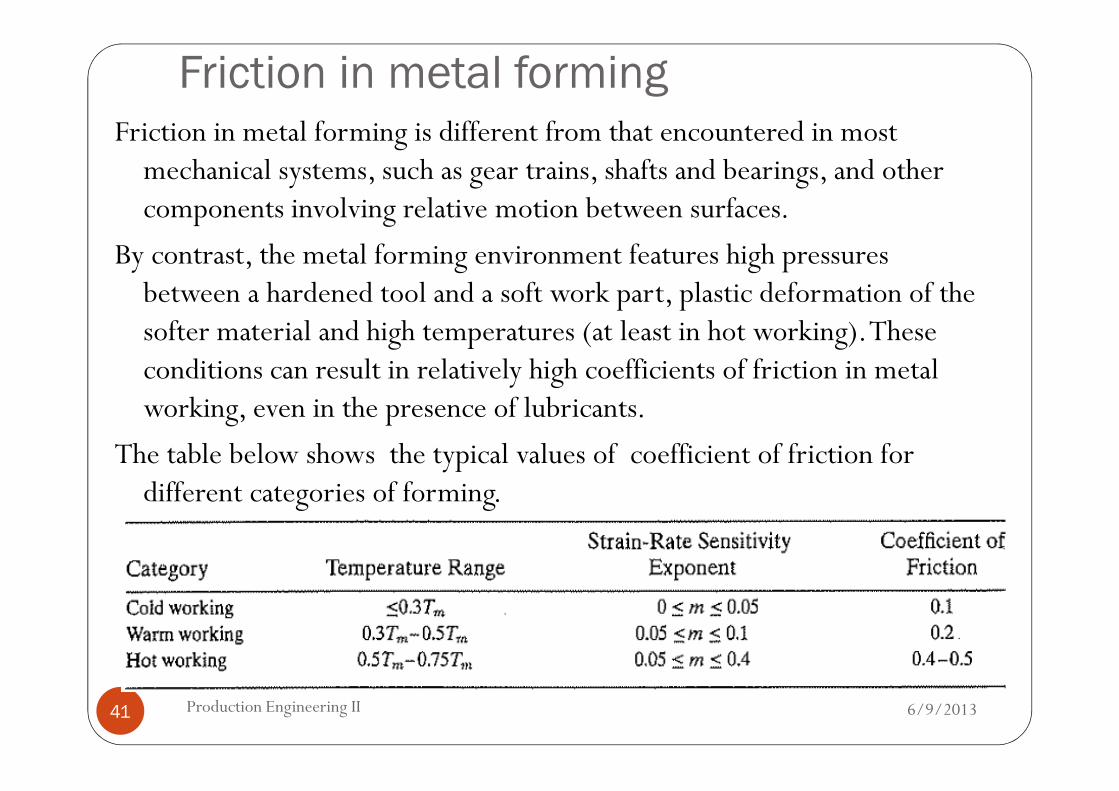
Friction in metal forming is different from that encountered in most mechanical systems, such as gear trains, shafts and bearings, and other components involving relative motion between surfaces.
By contrast, the metal forming environment features high pressures between a hardened tool and a soft work part, plastic deformation of the softer material and high temperatures (at least in hot working). These conditions can result in relatively high coefficients of friction in metal working, even in the presence of lubricants.
The table below shows the typical values of coefficient of friction for different categories of forming.
Friction in Metal Forming
6/9/2013Production Engineering II42
If the coefficient of friction becomes large enough, a condition know as sticking occurs. Sticking in metalworking is the tendency for the two surfaces in relative motion to adhere to each other rather than slide
Lubrication in Metal Forming
6/9/2013Production Engineering II43
� Metalworking lubricants are applied to tool-work interfacein many forming operations to reduce harmful effects offriction.
� Benefits:
� Reduced sticking, forces, power, tool wear
� Better surface finish
� Removes heat from the tooling
Considerations in Choosing a Lubricant
6/9/2013Production Engineering II44
� Type of forming process (rolling, forging, sheet metal drawing, etc.)
� Hot working or cold working� Work material� Chemical reactivity with tool and work metals � Ease of application� Toxicity � Cost
Lubricants used for cold working operation include mineral oil, water based emulsion, soaps, other coating. Hot working is sometimes performed dry (as hot rolling) if not, as in hot extrusion, mineral oils, molten glass, graphite are used.





























