Embed Size (px)
Citation preview

Production of Drop-In Hydrocarbon Fuels from Cellulosic
Biomass
Track 3: Advanced Biofuels and Biorefinery Platforms
Session 2: Monday, December 9 - 10:30 AM - 12:00 PM
Moderator: Thomas Foust, National Renewable Energy
Laboratory
Thomas Foust, National Renewable Energy Laboratory
Jesse Q. Bond, Syracuse University
Charles Cai, University of California Riverside
Brittany Syz, Oberon Fuels

Aqueous Platforms for Conversion of Cellulosic Biomass Into “DropIn”
Hydrocarbon Fuel Precursors
Charles Cai*, Taiying Zhang, Rajeev Kumar, and Charles E. Wyman
Chemical and Environmental Engineering Department and
Center for Environmental Research and Technology (CE-CERT) University of California Riverside
Riverside, California 92507
2013 Pacific Rim Summit on Biotechnology and Bioenergy
San Diego, California December 9, 2013

• Sun Grant Initiative (NO. T0013G-H/11W-DOT-021)
• Fellowship from University of California Transportation Center (UCTC)
• DARPA through University of Massachusetts
• Ford Motor Company
• Center for Environmental Research & Technology (CE-CERT), University of California, Riverside for facilities
Acknowledgments 3

• Motivation for fuel production from biomass
• Chemistries of fuel precursor (FP) formation
• Opportunities and limitations of aqueous biomass conversion
• Our research thrusts to enhance FP production
1. Biphasic solvent system enhanced furfural and 5-HMF production
2. Single phase co-solvent enhanced furfural and levulinic acid production
• Closing thoughts
Presentation Outline 4
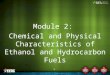
Aqueous Processing of Cellulosic Biomass to Fuel Precursors
5
• A renewable alternative for liquid transportation fuel is needed to reduce greenhouse gas emissions and long term sustainability of the transportation sector
• Lignocellulosic biomass is the only sustainable platform for low-cost liquid fuel production
Figure from EERE: <http://www1.eere.energy.gov/biomass/m/biochemical_processes.html>
Fuel precursors: Sugars
and dehydration products

Distribution of Lignocellulosic Biomass Cell Wall Components
6
• Cellulose – ~35-50% by weight
– Primarily composed of glucan
• Hemicellulose – Heterogeneous structure
– ~15-30% by weight
– Often predominately xylan
• Lignin/other – ~15-30% by weight
– The acid insoluble portion is commonly termed Klason lignin
Smith, J.C., DOE. SciDAC review.
<http://www.scidacreview.org/0905/html/biofuel.html>

Biorefineries Could Produce Multiple Products from Lignocellulosics
Figure adapted from C. E. Wyman. ACS Conference. Washington, DC. (1990)
7
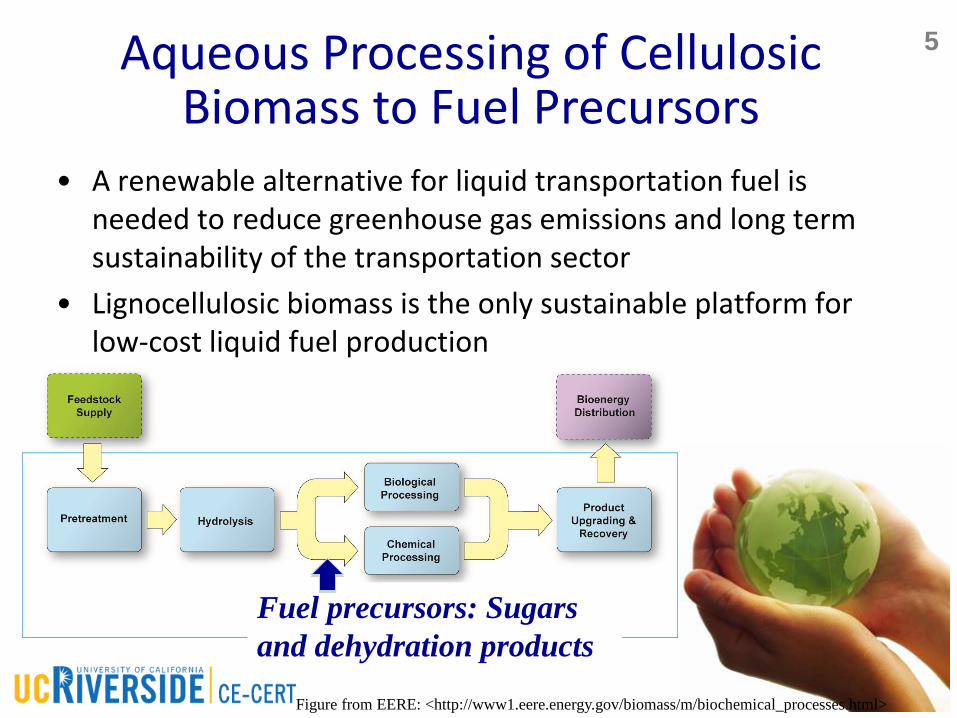
Biorefineries Could Produce Multiple Products from Lignocellulosics
Figure adapted from C. E. Wyman. ACS Conference. Washington, DC. (1990)
8
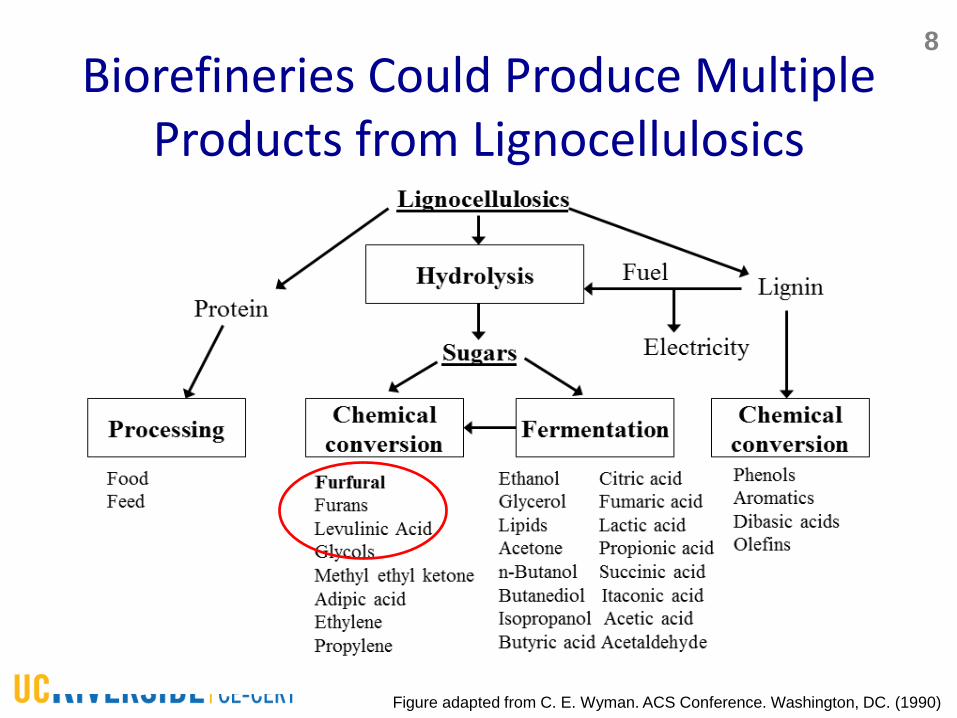
Production of Fuel Precursors from Cellulosic Biomass
9
86
119
131
130
RON BP
80C
93C
63C
78C
9

Degradation products are expected from highly reactive intermediates
Adapted from Weingarten, R. et. al Green Chem., 2010, 12, 1423–1429
10
OOH
OH
OHOH
n
OOH
OH
OH
OHOH
O
O H OH
OH+ H+ H+
Xylan Xylose Furfural Formic acid
Glucan Glucose 5-HMF Levulinic acid + Formic acid
O
O
OHOH
O
OH OH
O
O
OHOH
OH
OH
OH
O
OH
*OH
OH
O
O
OHOH
O *
OH
n H+ H+
H+
+
Highly reactive species

11 Current and Past Processes for
Furfural Production Process Process Type Operating
Temperat
ure (˚C)
Catalyst Substrate Furfural
Yield (%
theoretical)
Co-products
Quaker Oats Batch/Aqueou
s
153 H2SO4 Oat Hulls <50% N/A
Quaker Oats Continuous/A
queous
N/A H2SO4 Bagasse 55% N/A
Huaxia/Westp
ro
Continuous/A
queous
160-165 H2SO4 Corn Cobs 35-50% Methyl alcohol,
acetone, acetic
acid, levulinic
acid
Vedernikovs Continuous/A
queous
188 H2SO4 Wood chips 75% Acetic acid,
ethanol
Zeitsch/Supra
Yield®
Continuous/A
queous
240 H2SO4 N/A 50-70% N/A
CM Cai, T Zhang, R Kumar, CE Wyman. 2013. Journal of Chemical Technology
and Biotechnology. 89 (1) 2-10
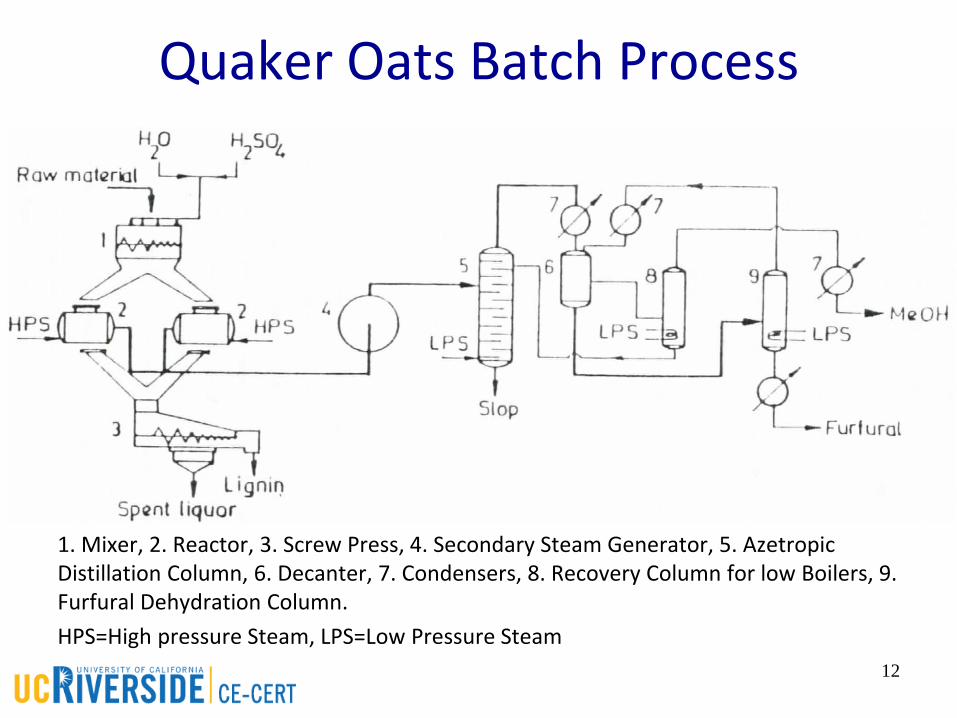
Quaker Oats Batch Process
1. Mixer, 2. Reactor, 3. Screw Press, 4. Secondary Steam Generator, 5. Azetropic Distillation Column, 6. Decanter, 7. Condensers, 8. Recovery Column for low Boilers, 9. Furfural Dehydration Column.
HPS=High pressure Steam, LPS=Low Pressure Steam
12

Continuous Furfural Production from Bagasse in Belle Glade, Florida - 1997

Belle Glade Reactor Tubes - 1998
Issues with Current Technology
• Competition from low-priced Chinese furfural
• Equipment and particularly feeder lifetime
• High energy cost
– 25-30 t-steam/t-furfural for reaction and furfural recovery
• Limited furfural yields (<60% molar yields)
• Low value use of cellulose: mostly burned
15

• Maple wood chips and corn stover (1mm particle size, air dried)
• Sulfuric acid catalyst
• Organic solvents used:
– Methyl Isobutyl Ketone (MIBK)
– Tetrahydrofuran (THF)
• Reactor: 1 L Hastalloy Parr reactor
• Analysis by HPLC with Aminex HPX-87H/P column
Materials and Methods 16

Furfural Yields in Typical Aqueous Reaction with Sulfuric Acid
30 35 40 45 50 55 60
0
10
20
30
40
50
60
70
5-HMFLevulinic
Xylose
yie
ld (
%)
Reaction time (min)
Glucose
Xylose
Levulinic
5-HMF
Furfural
FurfuralFurfural
5-HMF
Xylose
Levulinic
acid
17

Major C6 Product is Glucose
30 35 40 45 50 55 60
0
10
20
30
5-HMF
Levulinic
Glucose
yie
ld (
%)
Reaction time (min)
Glucose
Levulinic
5-HMF
Glucose
5-HMF
Levulinic acid
18

19
• Hemicellulose is more readily hydrolyzed than cellulose
• LA is more stable product from glucose than 5-HMF
• Preservation of the least stable FP is crucial to maximize overall yields
• Two-stage reaction may be beneficial
– First: Furfural and 5-HMF production
– Second: LA production
From J.P. Lange et. al, ChemSUSChem. (2012). 5:150-166
Kinetics Limit Co-Production of Fuel Precursors from 5 and 6 Carbon Sugars

1. Increase Yields with 2 Phase Reaction and Simultaneous Organic Solvent Extraction
• Immiscible organic solvent, e.g., methyl isobutyl ketone (MIBK) was used
• Furfural partitions to organic phase – Furfural degradation limited in organic phase
– Furfural solubility in each phase governs degradation
• Mineral acid remains primarily in aqueous phase for recycle
– Hydrolysis, dehydration, and decarboxylation reactions require H+
– Hydrolysis and dehydration occur in aqueous phase
20
5 wt% maple wood loading based
on aqueous phase
MIBK
Aqueous
20

20 30 40 50 60 70 80
0
10
20
30
40
50
60
70
80
90
Total furfural in both phases
Furfural in aqueous phase
Furf
ura
l yie
ld (
%)
Reaction time (min)
Furfural in aqueous phase
Furfural in organic phase
Total furfural in both phases
Furfural in organic phase
Simultaneous Solvent Extraction by MIBK Improves Furfural Yields
Total furfural in both phases Total furfural in both phases
Furfural in organic phase
Furfural in aqueous phase
84% yield
21
Reaction condition: 0.1M H2SO4 at 170oC
T. Zhang, R. Kumar, C.E. Wyman, RSC Adv., 2013, 3, 9809-9819

20 30 40 50 60 70 80
0
10
20
30
40
50
60
70
80
90
Glucose
Xylose
Levulinic
5-HMF
Yie
ld (
%)
Reaction time (min)
Glucose
Xylose
Levulinic
5-HMF
Furfural
Furfural
Simultaneous Solvent Extraction by MIBK Improves 5-HMF Yields
22
Reaction condition: 0.1M H2SO4 at 170oC
T. Zhang, R. Kumar, C.E. Wyman, RSC Adv., 2013, 3, 9809-9819
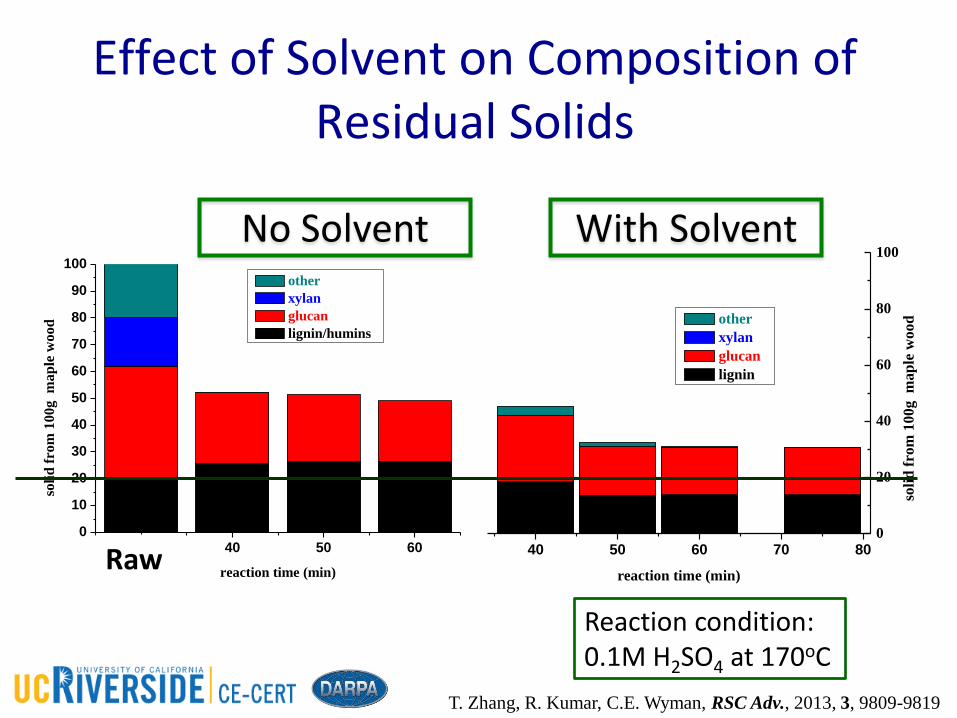
Effect of Solvent on Composition of Residual Solids
30 40 50 600
10
20
30
40
50
60
70
80
90
100
soli
d f
ro
m 1
00
g
ma
ple
wo
od
reaction time (min)
other
xylan
glucan
lignin/humins
40 50 60 70 80
soli
d f
ro
m 1
00
g
ma
ple
wo
od
reaction time (min)
other
xylan
glucan
lignin
0
20
40
60
80
100
Raw
Reaction condition: 0.1M H2SO4 at 170oC
No Solvent With Solvent
T. Zhang, R. Kumar, C.E. Wyman, RSC Adv., 2013, 3, 9809-9819

Biphasic FF
production
20g raw
maple wood,
380g 0.1 N
H2SO4
Organic solvent
Organic phase: Organic
phase: 81.8% furfural,
30.6% 5-HMF, 6.0% LA
24
Solid residue with
aqueous phase:
32.5% yield (53%
glucan & 46% lignin)
Material Balance: Furfural, HMF, and LA • Biphasic furfural production: Parr reactor, 170oC, 50 min, 0.1M H2SO4, 5% solid loading
• Biphasic furfural production: Parr reactor, 170oC, 60 min, 0.1M H2SO4, 5% solid loading
Overall furfural yield = 84.3 %
Overall 5-HMF yield = 51.3 %
Overall levulinic acid yield = 19.0 %
Overall C5 sugar and products yield in liquid phase = 88.4 %
Overall C6 sugar and products yield in liquid phase = 52.4 %
Organic phase:
41.2% 5-HMF &
24.5% LA
Pure lignin
residue
14.95%
Aqueous phase:
acidic
Organic solvent
T. Zhang, R. Kumar, C.E. Wyman, RSC Adv., 2013, 3, 9809-9819

• Miscible with water
• Low boiling point (66˚C) facilitates recovery/recycle
– 4.6% azeotrope with water
• High affinity for furfural and 5-HMF
– 21.5 partition coefficient in water
• High thermal efficiency from a single phase process
• Dissolves lignin
• Can be produced from furfural and levulinic acid as co-product
2. Use of Tetrahydrofuran (THF) as Unique Single Phase Co-Solvent
25
THF solution Water solution
5 wt% maple wood loading

26 THF Promotes Sugar Dehydration and Enhances FP Production from Maple Wood
With THF
No THF With THF
With THF
With THF
With THF
No THF
No THF
No THF
No THF
Glu
cose
, g/L
Furf
ura
l, g
/L
Lev
uli
nic
, g/L
Glu
cose
+
Xylo
se, g/L
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145
Conditions: 170C
1% H2SO4, 1:1 THF:Water

11 13
87
8 2
62
0
25
50
75
100
Levulinicacid
5-HMF Furfural
% Y
ield
of
theo
reti
cal
Maple wood
12 17
82
11 3
59
0
25
50
75
100
Levulinicacid
5-HMF Furfural
Corn stover
With THFNo THF
THF is Highly Selective for Furfural and 5-HMF from Different Feedstocks
27
40% 39%
550% 466%
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145
Conditions: 170C 1% H2SO4, 1:1 THF:Water

8.3 4.9
76
11 13
87
29
20
87
0
10
20
30
40
50
60
70
80
90
100
Levulinic acid 5-HMF Furfural
% Y
ield
of
theo
reti
cal
1:3 THF:Water
1:1 THF:Water
3:1 THF:Water
Increasing Solvent:Water Ratio Can Enhance Co-Production Potential and Biomass
Solubilization
28
Conditions: 170C
1% H2SO4, 1:1 THF:Water
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145

0 10 20 30 40 50 60 70 80 90 100 110 120 130
0
10
20
30
40
50
60
70
80
2% H2SO
44.9 % H
2SO
4
1% H2SO
4
1.5% H2SO
4
0.5% H2SO
4
1% H2SO
4
1.5% H2SO
4
2% H2SO
4
4.9% H2SO
4LA
yie
ld(%
)
reaction time (min)
0.5% H2SO
4
1% H2SO
4
1.5% H2SO
4
2% H2SO
4
4.9% H2SO
4
0.5% H2SO
4
High Levulinic Acid Production from Hexose-Rich Pretreated Maple Wood Residue
29
75% LA yield
Reaction conditions:
• 10 wt% pretreated maple
wood (hydrothermal)
• 200 C reaction
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145

Substantial Lignin Removal by Co-Solvent System
30
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145
Conditions: 170C 1% H2SO4, 1:1 THF:Water

Material Balance: High Overall Recovery of FPs with THF Co-Solvent Reaction
31
C.M. Cai, T. Zhang, R. Kumar, C.E. Wyman. Green Chem., 2013,15, 3140-3145

32 THF and MIBK Enhance Furfural Yields and Allow for Unique Co-production Strategies
Process Process Type Operating
Temperat
ure (˚C)
Catalyst Substrate Furfural
Yield (%
theoretical)
Co-products
Quaker Oats Batch/Aqueou
s
153 H2SO4 Oat Hulls <50% N/A
Quaker Oats Continuous/A
queous
N/A H2SO4 Bagasse 55% N/A
Huaxia/Westp
ro
Continuous/A
queous
160-165 H2SO4 Corn Cobs 35-50% Methyl alcohol,
acetone, acetic
acid, levulinic
acid
Vedernikovs Continuous/A
queous
188 H2SO4 Wood chips 75% Acetic acid,
ethanol
Zeitsch/Supra
Yield®
Continuous/A
queous
240 H2SO4 N/A 50-70% N/A
MIBK
extraction
Batch/Aqueou
s organic
160-180 H2SO4 Corn stover
Hard woods
>85% 5-HMF, glucose,
lignin
THF co-
solvent
Batch/Aqueou
s organic
160-180 H2SO4 Corn stover
Hard woods
>85% Levulinic acid, 5-
HMF, glucose,
lignin
CM Cai, T Zhang, R Kumar, CE Wyman. 2013. Journal of Chemical
Technology and Biotechnology. 89 (1) 2-10

Closing Thoughts
• Traditional aqueous catalytic conversion of lignocellulose is limited by low yields and inefficient production
• Viable catalytic pathways for production of gasoline, jet, and diesel range fuels from biomass-derived sugars enable advancement of integrated production of fuel precursors (FPs) from biomass
• Complexity of biomass and kinetics of sugar breakdown provide interesting limitations to achieving integrated co-production of FPs.
• Our high-yield biomass-to-FP strategies: – Biphasic extraction of furfural and 5-HMF using MIBK in two stages
– Single phase co-solvent reaction using THF to produce furfural and LA in two stages
• Future modifications: – Exploration of other catalyst types
– Single phase co-solvent reaction to produce furfural and 5-HMF in a single stage
33

Past and Present Aqueous Phase Biomass
Processing Team
Bin Yang
Xia Li Michael Brennan
Chaogang Liu
Matthew Gray Suzanne
Stuhler Todd Lloyd Sigrid
Jacobsen
Rajeev Kumar
Deidre Willies
John Hannon
John Bardsley
Jonathan Mielenz
Jian Shi
Qing Qing
Mirvat Ebrik
Heather McKenzie
Jiacheng Shen
Taiying Zhang
Jaclyn DeMartini
Deepti Tanjore
Yi Jin
Michael Studer
Simone Brethauer
Charles Cai
Yueh-Du Tsai
Nikhil Nagane
Xiadi Gao
Hongjia Li
Samarthya Bhagia
Vanessa Lutzke
Jerry Tam
May-Ling Lu
Rachna Dhir

Questions?