-
7/28/2019 Production of Naphta from Waste Triacyglycerols
1/15
PRODUCTION OF DIESEL FUELS FROM WASTE TRIACYLGLYCEROLS
BYHYDRODEOXYGENATION
J. Mikuleca,*, J. Cvengrob, . Jorkova, M. Bania, A. Kleinovb
aSlovnaft VRUP, Bratislava, Slovak Republicb
Faculty of Chemical and Food Technology, Slovak University of
Technology,Bratislava, Slovak Republic
Abstract
The study is devoted to the issue of direct transformation of
triacylglycerols (TAG) to dieselfuels applying a commercially
available NiMo and NiW hydrorefining catalysts. It was
proved that TAG can be converted to the fuel biocomponent by
adding 6.5 % (vol.) of TAGto atmospheric gas oil. In this way,
after hydroprocessing at mild conditions (temperature320360 C,
pressure 3.55.5 MPa, LHSV = 1 h-1 and ratio H2:HC = 5001000 Nm
3/m3,catalyst presence), gas oil containing 55.5 % of
biocomponent was prepared, characterizedwith standard performance
and emission parameters. Long-term stability test of the
catalyst
was carried out and sufficient catalyst life was confirmed.
Performance and emission testsdocumented that even 5 % (vol.)
portion of bio-components reduces the controlled anduncontrolled
emissions.
Keywords: hydrodesulphurisation, hydrodeoxygenation,
decarboxylation, triacylglycerols,atmospheric gas oil,
hydrorefining catalysts
1 Introduction
Natural triacylglycerols (TAG) present in vegetable oils or
animal fats can act as a suitableraw material for producing
high-quality engine fuels. Given their high molecular weight
and
low volatility, they are not appropriate for the use in diesel
engines without constructionchanges of the engines.
Transesterification of natural TAG with methanol or ethanol is
anindustrially applied process for fatty acids methyl and ethyl
esters (FAME, FAEE) production.
The qualitative parameters of FAME are comparable with fossil
diesel quality. FAME areused as an oxygenate components in diesel
fuels in up to 5 % vol. The FAME drawback ismainly high price and
increased requirements on feedstock quality. The use of FAME
isconditioned by a certain adjustment of the equipment when blended
with fossil diesel fuel(DF). The fossil fuel blended with FAME is
less oxidation-resistant and its long-term storageis not
recommended.
Direct conversion of TAG to liquid hydrocarbon fuels is a
prospective technology ofchemical industry. Of the feasible
processes such as catalytic cracking and hydrocracking the
processes occurring in the presence of hydrogen seem to be more
promising.TAG present in vegetable oils and/or animal fats are
transformed in the presence ofhydrogen and hydrorefining NiMo,
CoMo, NiW/-Al2O3 based catalysts are converted tohydrocarbons,
mainly to n-alkanes at the temperatures above 300360C and pressure
at least3 MPa leaving propane and CO2 as side-products [1,2,3,5,6].
The mechanism of the reactionis complex and consists of series of
consecutive steps, the fastest one being TAG transformation tofatty
acids.
In the process, three parallel reactions occur: hydrogenation,
hydrodeoxygenation anddecarboxylation. In
hydrogenation-hydrodeoxygenation, n-paraffins with an even number
ofcarbon atoms corresponding to related fatty acids in the used
oils/fats, mainly n-C16 and n-C18are formed along with water and
propane. In case of hydrogenation-decarboxylation, the
products comprise CO2, propane and n-paraffins with an odd
number of carbon atoms inmolecules (mainly n-C15 and n-C17),
usually lower by one than that in the used TAG acyls [5,6].
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 1
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
2/15
Cyclization, aromatization and isomerization are side processes.
Increasing the temperature,the decarboxylation rate prevails over
that of hydrodeoxygenation [1,20,21].
It has been documented that appropriate selection of the
catalytic system allowsinfluencing the main process products [1] as
well as the formation of cyclic structures. Adegree of unsaturation
in TAG chains has an impact on the extent of cyclization in the
product. The content of cycloalkanes and alkylbenzenes increases
with a degree of
unsaturation in the original oil [1]. A higher partial pressure
of hydrogen suppresses theformation of olefins, cyclanes and
aromates.Since fatty acids are formed in the initial step of TAG
conversion, the process was
investigated also using model fatty acids and their esters in
order to clarify the reactionmechanism. As a catalyst, Pd on
various supports was applied [9,10]. Catalytic conversion ofthe
fatty acids has mainly a character of decarboxylation. In case of
the fatty acid esters,decarbonylation was the key reaction route
[12,13,14].
The product of hydrocracking is usually separated into three
fractions by distillation:petrol, diesel fuel, and distillation
residue. Due to its high cetane number (CN), the middlediesel fuel
distillate is called also Supercetane [17]. Such fuel is comparable
with DF, itsviscosity is similar to that of FAME. It is miscible
with DF in any ratio and is well
biodegradable. The high cetane number (CN), 5590, is comparable
to that of commercialadditives used to increase the CN [23]. An
increased CN manifests in emissions reduction(THC, NOx, PM, CO). As
its drawback, low-temperature properties caused by a high contentof
n-alkanes C15C18 should be mentioned. CP (cloud point) and CFPP
values range from 20to 23 C [20]. Catalytic hydroisomerization may
be applied to solve the problem. In thefunction of catalyst, Pt
anchored to zeolite HZSM 22 [15] was used. The process occurs at
thetemperature range of 280370 C, pressure 3.58 MPa, and LHSV 14
h-1. CFPP of the
product ranges from -18 to -14 C. Catalyst is, however,
sensitive and becomes easily deactivated.The fuel produced through
hydrogenation conversion of TAG complies with the existing
standards, no new standards are needed. In the process, to
obtain a standard-quality productalso low-quality oils/fats can be
treated [16,18,19] .
From the viewpoint of technology, TAG can be processed in an
individual unit or toperform its conversion in a blend with light
gas oil or vacuum gas oil [19]. An advantage ofthis mode lies in a
lower investment cost [18]. Hydrocracking of vacuum gas oil blended
withTAG was successfully carried out, too [20].
The employment of convention refinery technologies as well as
hydrorefination catalystsrepresents also a benefit of hydrogenation
cracking [1,2]. In the process, no unusual side
products are formed, all of the products are processable in
refinery streams. The economy ofthe process is more favourable than
that of transesterification process. It is estimated that thecost
of processing (except for that of incoming oil) represents 50 % of
transesterificationrelated costs [23]. Investment expenditures of
production unit establishment are, however,
higher by 50 %.At the time being, the processes of the company
Neste Oil [25,26,28] and Ecofinning,jointly offered by UOP and Eni
[27,35] are at disposal.
The present contribution is aimed at verifying the possibility
to transform TAG blendedwith light gas oil in the process of
hydrogenation refining. This mode would offer anadvantage of lower
investment cost for implementation. Transforming TAG in an
individualoperation in the absence of crude oil fractions will be
studied. By the experiments, availablesources of TAG such as
rapeseed, sunflower, or palm oils, lard and unconventional source
ofhigher fatty acids such as tall oil will be used. Evaluating the
parameters of the obtained
products applying common procedures of DF assessment, including
performance andemission characteristics and comparing them with
those of DF are also the targets of the study.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 2
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
3/15
2 Experimental
Catalytic conversion of TAG in a blend (6.5 % vol.) with
atmospheric gas oil has beenperformed in flow apparatus, in a
tubular reactor (the total volume 250 ml) with catalytic bedof 100
ml, feed range 100 1 000 ml/h, maximal operation temperature 600 C,
maximaloperation pressure 100 bar. The device was equipped with the
regulation of pressure,temperature, feedstock loading and reaction
products discharging. Feedstock container and
pipelines were heated to decrease the viscosity and to maintain
the possibility of animal fats feeding.Reaction feedstock is pumped
by a piston pump and mixed with reaction gas on the head
of the reactor. Formed mixture, depending on the amount of the
catalyst, passes through abed, which is, based on the reaction
conditions, placed in the reactor body, where the reactionproceeds.
The formed product passes subsequently through a water cooler to a
separator,where reaction gas is separated from the product.
Liquid sample is withdrawn continuously, as this equipment has
individual level gauge thatenables to set a sample amount. Reaction
gas, after being discharged from the separator,
passes through a gas flow meter allowing both controlling and
measuring its amount.Hydrogen containing gas products were released
to the atmosphere by gas meter.
2.1 Feedstock
In the first test series, optimal conditions for conversion of
TAG (fatty acid composition -acyl profile see Tab. 1) to
hydrocarbons were searched for. In the second part, the
optimalconditions were verified using various feed stocks differing
in acyl profiles. In the third partof tests, a long-term test of
catalyst stability and production of higher amount of sample
forapplication tests were performed. Among the sources of acyls,
the following feed stocks wereused: refined rapeseed oil, refined
sunflower oil, lard, palm oil and crude tall oil.
Table 1 Acyl profile of materials used by hydroprocessing study,
wt. %
Fatty acidRapeseed oil,
refinedSunflower oil,
refinedPalm oil,refined Lard
C14:0 0.06 0.07 1.0 1.5C14:1 0.00 0.00 0 0C16:0 4.64 6.15 35.4
31.2C16:1 0.24 0.07 0.3 0C18:0 1.96 3.80 3.8 16.5C18:1 63.47 22.09
45.1 42C18:2 20.01 66.62 13.4 6.6C18:3 6.97 0.12 0.3 0C20:0 0.60
0.25 0.3
C20:1 1.18 0.23 0C22:0 0.15 0.05 0C22:1 0.07 0.08 0C24:0 0.13
0.03 0C24:1 0.14 0.18 0The ratio in the first column of Tab. 1
indicates number of carbon atoms:number of double bonds. At the
experiments, tall oil with acid value of 139 mg KOH/g was also
used. The share of fatty acids was about 41 %
wt., the share of rosin acids was about 32 % wt. and neutrals
(unsaponifiables, esters and other non-acidic
components) of about 27 % wt.
Crude vegetable oils and animal fats contain 9597 % wt. of TAG.
Minority componentsare mono- and diacylglycerols, phospholipides
(lecithines 12 %), free fatty acids (0.30.7
%), unsaponifiable matter like tocopherols (0.10.2 %), sterols
(about 0.3 %) and terpenehydrocarbons (squalene), then traces of
metals (Ca, Mg, Fe, Cu). Refined oils contain morethan 99 % wt of
TAG; the content of minority components is rapidly lowered (traces
of
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 3
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
4/15
metals Ca and Mg about 1 ppm, Fe about 0.1 ppm, Cu about 0.03
ppm). Tall oil is obtained asa by-product of the Kraft process of
wood pulp manufacture. It contains free fatty acids(mainly oleic
and linolic acids) 3050 %, rosin acids like pimaric and abietic
acid 4060 %and unsaponifiable matter 1015 % containing sterols (24
%), fatty alcohols, phenols andhydrocarbons. Vacuum distillation in
wiped film evaporator is usually used for crude tall
oilfractionation to the enriched fatty acid fraction, rosin acid
fraction and tall pitch.
The common hydroprocessing of atmospheric gas oil produced (see
Tab. 2) by crude oildistillation, 5 % (vol.) or 6.5 % (vol.) of
refined rapeseed oil was final possibility to preparerenewable
diesel. Common hydrorefining and hydrodeoxygenation was carried out
attemperature 320360 C, pressure 3.55.5 MPa, LHSV = 1 h -1 and
ratio H2:HC = 5001000
Nm3/m3. During the tests procedure, the formed hydrogen sulphide
was stripped off bynitrogen. In one series of experiment the
feedstock was diluted with an inert solvent isooctane.
Table 2 Atmospheric gas oil properties
Characteristic Unit Value
Distillation range oC 193371,8
Density, 15 C kg/m3 851.9
Sulphur content mg/kg 7613
Cetane number 53.2
Flash point oC 74.5
Cloud point oC -4
CFPP oC -3
Pour point oC -10
2.2 Catalysts
As a basic benchmark catalyst, the commercial NiMo/-Al2O
3catalyst in sulphidic form
was used. The catalyst is applied to desulphurize gas oils used
in production of DF containingless than 10 mg/kg of sulphur.
Sulphurization was performed directly in a reactor in a streamof
hydrogen at a pressure 3 MPa using 5 % solution of
dimethyldisulphide in gas oil. Thecatalyst was dried at 120 C in a
stream of nitrogen. The temperature gradually increased withthe
gradient 100 C/h up to 350 C, it was kept for 1 h at 250 C and for
4 h at 350 C.Sulphurization was successfully carried out in an
autoclave, too.
Moreover, the catalysts NiMo (6 % NiO, 25 % MoO3) and NiW (6 %
NiO, 25 % WO3)were prepared. The catalysts were prepared by
impregnation of a support with the solutions ofnickel (II) acetate,
sodium molybdate (VI) or sodium tungstate (VI). Subsequent to
drying at120 C, the prepared catalysts were calcinated for 4 h at
550 C. Supports TiO2, ZrO2, Al2O3
were purchased from the company Eurosupport Manufacturing
Czechia, Litvnov, CZ, NaYwas prepared in Slovnaft VRUP,
Bratislava.The oxide-based catalysts were converted to the
corresponding sulphides by the above
mentioned procedure in autoclave. Tab. 3 provides basic
characteristics of the catalysts usedin testing. The specific
surface area was determined with an instrument
ASAP2400(Micromeritics). Activation of samples before measurement:
temperature 350 C, vacuum 2Pa, duration 12 h. Specific surface area
SBET was calculated from linearized BET izotherm ina standard range
of relative pressure p/p0 (0.050.30). The total volume of pores
V0.99 wasdetermined from the adsorbed volume of nitrogen at
relative pressure p/p0 = 0.98. Specificvolume of micropores Vmicro
and specific surface of mesopores (+ external catalyst surface)
Stwas calculated by the t-line method in the range of t (0.350.5
nm). Acidity was determined
using the method of temperature-programmed desorption of ammonia
(TPDA). Samples (300mg, 0.10.3 mm) activation before measurement:
in a stream of helium up to 500 C.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 4
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
5/15
The catalyst NiW/NaY contains 45 % of micropores and the rest
are mezopores frombinder. The catalysts on basis TiO2 and ZrO2 are
practically pure mezopores ones. Al2O3catalyst contains only
minimal share of micropores.
Table 3 Adsorption properties and acidity of investigated
catalysts
Catalyst NiW/NaY NiW/TiO2 NiW/ZrO2 NiMo/TiO2 NiMo/Al2O3
Specific surface area, SBET(mg/g) 207 59 159 28 193Specific
volume area ofmicropores, Vmicro (cm
3/g)0.092 0.002 0.000 0.002 0.005
Specific surface area ofmesopores, St (cm
2/g)31.3 54.0 159 24.9 181
Total volume of pores,V0,98 (cm
3/g)0.203 0.287 0.420 0.179 0.486
Pore diameter (A) 1001000 300 85 240 190
Acidity TPDA (mmol H+/g) 0.190 0.120 0.164 0.012 0.320
2.3 AnalysesReaction gas was sampled to bags and analyzed using
gas chromatography according to
UOP 539-87 with a Shimadzu instrument GC 17 A fy Shimadzu. In
the system comprisingthree columns and two switch valves, oxygen,
nitrogen, CO2, CO, hydrogen and lighthydrocarbons (methane to
n-pentane) are separated. Hydrocarbons heavier than n-pentaneelute
in one peak. Types of columns: molecular sieve, precolumn: 5m x
0.53mm x 3m SE54, analytical column: 60 m x 0.53 mm SILICA
PLOT.
Distribution by boiling points (simulated distillation) was
determined according to standardASTM D 2887 with a AMS 94 device,
column: RMX1 15m x 0.53 mm x 2.65 m, detector: FID.
GC analyses of liquid products were performed according to
standard ASTM D 5134 usinga device TRACE GC 2000 INSTRUMENT.
Column: WCOT FUSED SILICA 50m x 0.32mm x 1.2 m CP SIL 5CB,
detector: FID.
Because the products contained mainly n-alkanes, it was
advantageous to use ASTM D5442 method for evaluation.
FIA analysis was used to prove the unsaturated hydrocarbons
presence. Evaluation of DFwas done using methods prescribed in
standard STN EN 590.
2.4 Engine and emission tests
Measurements of the performance and emission characteristics
were realized using avehicle VW Touareg R5 2.5 UI (Unit Injection
System), year of production 2007. Basiccharacteristics of the
engine are given in Tab. 4.
Table 4 Engine specification of VW Touareg R5 (UI)Number of
cylinder 5Bore (mm) stroke (mm) 81 95.5Volume (L) 2.5Compression
ratio 19.5:1Maximal load (kW/rev) 128/3500Maximal torque (N m/rev)
400/2000
Measurements of performance parameters were carried out using
the chassis dynamometerMAHA LPS 2000 (MBH Haldenwang/Allgu,
Germany). Emission measurements were
performed with an exhaust gases analyser MAHA MGT5 by means of
the emission
determination at steady-state regime during idle running and the
constant speeds of 60, 90 or120 km/h. Diesel engine opacity
determination was performed by the method of freeacceleration with
a dynamometer AVL DiSmoke 435. Along with measurements of
regulated
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 5
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
6/15
emissions, determination of unregulated emissions, namely of VOC
(volatile organiccompounds) and carbonyls were performed. VOC were
determined with an analyser BernathAtomic equipped with a FID
detector. Aldehydes and ketones were determined as described
in[36,37].
3 Results and discussion
3.1 Effect of temperature, pressure and space velocity on
catalytic transformation of
rapeseed oil
The results of rapeseed oil hydrodeoxygenation (HDO) are
gathered in Tab. 5 and 6. Withincreasing temperature at the
constant hydrogen pressure, the content of n-alkanes with anumber
of carbon atoms lower by one as that in the raw material increases,
which documentsa dominance of reaction (1), i.e. fatty acid
hydrodecarboxylation (HDC). A rise in temperatureleads also to a
higher extent of secondary reactions yielding aromatics, mostly
those with onearomatic ring. Comparing the chromatograms obtained
using the phases differing in polarity itwas shown that olefins
were separated and identified. With raising temperature and
pressure,the content of olefins decreases. A higher partial
pressure of hydrogen at the constant
temperature prefers reactions of HDO, suppresses olefin
formation in favour of alkanes, theformation of aromatics is not
significantly influenced. It exhibits a favourable impact on
fattyacids transformation to hydrocarbons. A space velocity
decrease exhibits a similar effect.
Table 5 Hydroconversion of rapeseed oil, effect of
temperature
Hydroconversion conditions:
Temperature, C 330 340 350Pressure, MPa 3LHSV, h-1 1H2:TAG,
Nm
3/m3h 250
Product: Composition, % wt.:
< n-C14 0.26 0.31 0.35n-C15 2.84 3.09 3.35n-C16 2.51 2.43
2.27n-C17 49.35 51.16 53.32n-C18 35.95 33.40 29.09> n-C18 1.51
1.54 1.50Isoalkanes, cycloalkanes,olefins
5.59 6.34 8.31
Aromatics 0.95 1.27 1.54Polar substances 1.06 0.45 0.26
At the temperature above 360 C, space velocity 0.81 h
-1
, pressure of hydrogen at least4.5 MPa and the ratio H2:TAG =
1000 and more, the TAG conversion is quantitative and doesnot lead
to polar substances and olefins. Using other catalysts, the above
conditions may be milder.
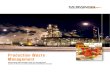
We have also tried out to apply hydrogen in high excess and to
use an inert solvent isooctane. Such a change has a positive effect
on the course of HDC and HDO reactions. Ascan be seen in Fig. 1,
the dependence of HDC and HDO reactions on temperature and
pressure is similar but HDO reactions are more favored under the
same conditions(temperature, pressure).
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 6
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
7/15
Table 6 Hydroconversion of rapeseed oil, effect of pressure
Hydroconversion conditions:
Pressure, MPa 3.5 4.0 4.50Temperature, C 340LHSV, h-1 1H2:TAG,
Nm
3/m3h 250
Product: Composition, % wt.:
< n-C14 0.40 0.27 0.37n-C15 3.81 2.54 2.86n-C16 3.39 2.70
3.00n-C17 49.12 49.28 46.26n-C18 34.06 37.12 38.94> n-C18 0.84
1.80 1.29Isoalkanes, cycloalkanes,olefins
7.02 5.03 5.96
Aromatics 1.15 1.09 1.17Polar substances 0.20 0.18 0.13
290 300 310 320 330 340 350 360 370 380 390
reaction temperature, oC
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
2,0
ratio
n-C17
/n-C18
ratio n-C17/n-C18, p=4,5 MPa, H2:TAG=1000,diluted with
isooctane
ratio n-C17/n-C18, p=5,5 MPa, H2:TAG=1000, diluted with
isooctane
ratio n-C17/n-C18, p=3 MPa, H2:TAG=250
Figure 1 Hydroconversion of rapeseed oil. Temperature dependence
of n-C17/n-C18 ratio
Mechanism of TAG conversion over hydrotreating catalyst in the
presence of hydrogenand elimination of oxygen from a TAG molecule
is an intricate process that needs to beverified using a simpler
system. Real raw materials contain also other compounds that
mayhave an effect on the catalytic system. In the initial stage of
our experiments we were
evaluating, in a continuous reactor with NiMO/Al2O3 as the
catalyst, the effect oftemperature, hydrogen pressure and space
velocity on the course of chemical reactions. Weworked
intentionally also in the range below the process optimum
parameters. Rapeseed oil
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 7
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
8/15
was used as a model substance for TAG. It has a high content of
acyls, which possessunsaturated bonds.
Basic reactions leading to required products formation can be
written down as follows [1]:
Decarboxylation:
CnH2n+1COOH CnH2n+2 + CO2 (1)
Decarbonylation:
CnH2n+1COOH + H2 CnH2n+2 + H2O + CO (2)
Reduction:
CnH2n+1COOH + 3H2 Cn+1H2n+4 + 2H2O (3)
Reaction products are gaseous hydrocarbons, mixture of liquid
hydrocarbons with highern-alkanes predominating (C15-C18), organic
compounds (in part solid) as intermediary
products of catalytic reactions (saturated TAG, fatty acids,
alcohols, fatty acid esters) andreaction water. The gaseous phase
contains CO2, CO, propane, methane, ethane and
propylene. Their mutual proportion depends on reaction
conditions, raw material used and
partly also on the catalyst type.Fig. 2 shows the possible
reaction mechanism [1]. Hydrogenation of double bonds in acyls
occurs at temperatures lower than those of HDC and HDO
processes; reaction heat is releaseddepending on the raw material
composition. The gas sample composition indicates thereaction
course. In the first step, water is eliminated and monocarboxylic
acids are formedwithout degradation of the long alkane chain. The
next step involves HDC and/or HDO of thefatty acid accompanied by
the formation of hydrocarbons. It is obvious that the
formerreaction runs faster since along hydrocarbons free
monocarboxylic acids C16 and C18 wereidentified in the liquid
phase.
Figure 2 Flow-chart of processes of TAG conversion in the
presence of hydrogen and NiMo/Al2O3catalyst
The HDC reaction is favored by lower partial pressures of
hydrogen and by highertemperatures. HDC involves CO2 elimination
and formation of n-alkane with an odd numberof carbon atoms (C17).
Increasing the hydrogen partial pressure shifts reactions
towardsreduction and HDC and/or HDO with formation of n-alkanes
having an even number ofcarbon atoms (C18), and propane, water and
CO as byproducts. In addition, methane andethane were observed in
low concentrations. Methane is formed by a side equilibrium
reaction
of hydrogen and CO. Cracking of alkanes thus formed occurs at
higher temperatures,exceeding 380 C, and when stronger acidic
catalytic centers are present.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 8
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
9/15
The ratio of n-alkanes with an odd number of carbon atoms to
n-alkanes with an evennumber of carbon atoms can serve as an
indicator for assessing the reaction course of HDCand HDO. This
ratio has a marked effect on hydrogen consumption, and hence on
thereactors caloric balance as well as on CO2, CH4, and CO content
in the hydrogen gas; it alsoaffects the activity of the catalyst.
In addition to principal reactions of HDC and HDO,competitive
reactions of isomerization and alkylation of byproducts occur,
too.
3.2 Effect of the feedstock type on catalytic hydroprocessing of
TAG
In Tab. 7, the results of comparison of four different
feedstocks with different TAGcomposition are presented. Stemming
from the results it is obvious that the feedstockcomposition has a
significant effect on n-alkanes distribution in the product. The
portion ofiso-alkanes was negligible when using the investigated
catalyst. Aromates concentration issimilar in all studied products
and it lies below 2 % wt. level.
Table 7 Hydroconversion of various feedstocks
Type of TAG Rapeseed oil Palm oil Sunflower oil Lard
Hydroconversion conditions:
Temperature, oC 340 350 350 350Pressure, MPa 4.5 4.5 4.5
4.5LHSV, h-1 0.8 0.6 0.8 0.8
H2:TAG 500 250 500 250
Product Composition, % wt.:
< n-C14 0.46 2.62 3.71 1.4< iso-C14 0.03 0.33 0.27 -n-C15
2.00 15.46 3.40 5.65iso-C15 0.02 0.09 0.01 -n-C16 2.97 20.86 3.40
16.22iso-C16 0.04 0.09 0.04 -n-C17 35.26 23.97 35.34 16.57iso-C17
1.60 0.71 1.52 4*n-C18 47.98 30.40 41.91 43.67iso-C18 2.54 1.11
0.97 -> n-C18 3.44 1.52 1.55 2.78> iso-C18 1.89 1.08 0.64
-Aromatics 1.77 1.76 1.86 n.a.Polar substances 0.00 0 5.39 9.65*sum
of all isoalkanes , n.a. not analyzed
3.3 Hydroconversion of TAG with atmospheric gas oil and effect
of type of the catalyst
on catalytic transformation of TAG
Interesting results were achieved by testing the NiW/NaY
catalyst with RO (Tab. 8). Thecatalyst was exceptionally active
even at relatively low temperatures and low pressure. In the
parameter range analyzed, HDC was predominant; at 340 C a
considerable quantity ofolefins C15-C18 was formed and saturated
fatty acids were present among reaction products.The gaseous phase
contained substantial portions of CO and propylene. It is obvious
thatcatalyst supports containing a mixture of micro- and macropores
can significantly affectreactions of hydrogenation transformation
of TAG into hydrocarbons.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 9
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
10/15
Table 8 Hydroconversion of rapeseed oil on NiW/NaY catalyst
Temperature, C 320 340 360Pressure, MPa 3.5LHSV, h-1 1H2:TAG,
Nm
3/m3h 1000Product: Composition, % wt.:
n-C15/n-C16 3.22 3.68 298n-C17/n-C18 4.12 4.16
4.81n-C17/(n-C17+n-C18) 0.81 0.83 0.83Aromatics 1.30 5.30 1.04Polar
substances 5.02 0.54 0.31
HDS of petroleum fractions is a common technological operation
in an oil refinery. Wehave verified experimentally the option of
common desulphurization of distillate light gas oilin the mixture
using a selected TAG. We were working with relatively low TAG
contents inthe mixture to have approximately 5 % of biocomponents
in the product. 6.5 % (V/V) of theselected TAG was mixed with
unprocessed gas oil from petroleum distillation. The process
was tested using NiMo and NiW catalysts on various catalyst
supports. The results arepresented in Tab. 9. Over all catalysts
tested all the reactions occurred in parallel; what variedwere only
mutual proportions of the reactions depending on the respective
technologicalconditions and catalyst support properties.
Table 9 Hydroconversion of the blends AGO with RO, TO and T (6.5
% vol.) over different catalysts
catalyst -NiMo/Al2O3
NiMo/Al2O3
NiMo/Al2O3
NiMo/TiO2
NiW/NaY
NiW/TiO2
NiW/ZrO2
temperature, oC - 380 380 380 360 360 360 360pressure, MPa - 5.5
5.5 5.5 3.5 3.5 3.5 3.5LHSV, h-1 - 1 1 1 1 1 1 1H2:HC+TAG - 1000
1000 1000 1000 1000 1000 1000
feed AGO AGO+RO AGO+TO AGO+T AGO+RO AGO+RO AGO+RO AGO+RO
n-C17/n-C18 - 1.64 0.70 0.84 2.32 3.80 2.40 0.94CFPP, oC -3 -4
+5 -2 +2 -3 +2 +4Cetane number 53 57 56.4 56.8 55.4 55.7 55.2
56.7PAH, % wt. 6.9 3.4 4.1 3.5 4.8 4.3 4.9 5.2aromatics, %wt.
27.7
23.9 26.3 23.8 26.2 25.8 26.5 24.9
AGO- atmospheric gas oil, RO- rapeseed oil, TO crude tall oil,
T- tallow
It was proved that TAG conversion in the presence of unprocessed
gas oil has certaincharacteristic features:
- TAG conversion to hydrocarbons (reactions 1 and 2) consumes a
large amount ofhydrogen, which in turn generates heat,- HDO
reactions are fast, competing with sulfur elimination reactions
from sulfur-containing
compounds,- the process must take place with hydrogen in high
excess to eliminate the formation of
insoluble waxes, coke and polymeric deposits on the catalyst,-
increasing temperature promotes the HDC reaction, giving rise to
CO2; an important side
reaction is a reversible reaction of hydrogen with carbon
dioxide giving rise to carbonmonoxide: CO2 + H2 CO + H2O,
- gas products also include methane formed by methanization from
CO and hydrogen on themetallic component of the catalyst,
- CO2 and CO being formed have an inhibition effect on the HDS
process,- gases formed in the reaction reduce the partial pressure
of hydrogen, which is a limiting
factor especially when hydrogen pressure is low.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 10
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
11/15
The blend of AGO+TO shows low value of the ratio C17/C18 (0.70).
That means thedecarboxylation occurs here in lower extent compared
to that of RO. This can be caused bylower portion of unsaturated
acyls of fatty acids in TO. Such conclusion is confirmed also
bysimilar low ratio C17/C18 in the case of AGO+T (0.80). Rosin
acids present in TO can showdifferent behavior from linear fatty
acids during the hydroconversion.
HDO/HDC at temperatures higher than 360 C, LHSV 0,81 h -1,
hydrogen pressure at
least 4.5 MPa and the ratio H2:TAG = 1000 and more was fully
completed over all catalysts.Catalyst acidity had no significant
effect on isomerization of n-alkanes being formed.Differences in CP
and CFPP values were small. As the reaction gave rise to higher
n-alkaneswith a higher melting point, it was helpful that gas oil
worked as a solvent. Ni W-containingcatalysts exhibit an
extraordinary hydrogenation activity and at lower reaction
temperature(320340 C) wax like insoluble product were formed. In
cases of catalyst supports with lowspecific surface (ZrO2), the
level of desulphurization was much lower when compared to
thecommercial catalyst. At temperatures 360380 C and with high
hydrogen excess, a greaterquantity of reaction water was formed,
pointing out to a more significant proportion of theHDO
reaction.
3.4 The quality of products, performance and emission tests of
diesel fuel withrenewable components from hydroprocessing
Hydroconversion of the blend AGO and TAG was proved by long-term
experiment.Catalytic activity did not significantly change after
two weeks of test duration. HDS and HDCreaction are competitive and
so the desired desulphurization was not achieved. All other
parameters met the standard EN 590. Because of hydrogen excess
in the reaction thehydrodearomatization of aromates and
polyaromates occured. The result product showedincreased cetane
number, which has positive effect on emissions, aromate content
anddensity. This fact is very important for the refinery due to
possibility to blend low-valuestream to diesel. Biocomponent
content has no negative influence on de-emulsification
properties
of DF and its corrosiveness. Oxidation stability was slightly
lowered but the sample did not containantioxidants.Performance
characteristics of blended fuel DF and 5 % HDO from RO were
comparable
to those of neat DF. This is the result of presence similar
components in both compared fuels.The results of emission
characteristics of the DF containing 5 % HDO from RO in
comparison to DF are presented in Tab. 10. An addition of the
second generation biocomponent toDF exhibits a significantly
positive effect on all monitored emissions, those unregulated
in
particular.
Table 10 Emission characteristics of tested fuels
FuelTesting
conditions
VOC
mg/kg
Corg.
mg.m
-3
NOx
mg/kg
Carbonyls
g/lidling 4.5 7.2 44.0 0.960 km.h-1 6.0 9.7 87.6 2.890 km.h-1
4.0 6.4 294.6 4.8
DF
120 km.h-1 14.0 22.5 476.2 0.2
idling 2.4 3.9 28.2 0.260 km.h-1 2.5 4.0 85.6 0.890 km.h-1 1.9
3.1 288.0 0.8
95 % DF+ 5 % HDOfrom RO
120 km.h-1 2.0 3.2 474.6 0.8DF diesel fuel, HDO from RO
hydrodeoxygenate from rapeseed oil
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 11
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
12/15
Hydrogen
Oil/fat
Solids
Hydrogen
ULSD
Atmospheric gas oil
- pretreatment, cleaning
- hydrotreatment- hydrodeoxygenation and decarboxylation-
hydrodesulphurization- hydrodewaxing
- hydrodesulphurization of gas oil
4 Proposal of new technology for production diesel fuel with
renewable components
A new concept of co-processing AGO and TAG will allow producing
the diesel fuel withrenewable diesel share. Technology allows using
non edible feedstock in the productiondiesel fuel that can meet EN
590 specification. Another advantage of this process isfulfillment
of the governmental mandate on using bio-components in diesel
pool.
The standard refinery distillate hydrotreating units do not
appear to be suitable for
renewable diesel production in a co-processing scheme, but
co-processing of biomass such asvegetable oils and/or animal fats
may be processed in a revamp refinery distillatehydrotreating unit.
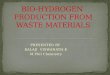
Flow scheme is in Fig. 3, the proposal of common HDS of the AGO
andTAG is in Fig. 4. The advantage of the technology is the
opportunity to use cheaper feedstocklike TAG wastes. Another
advantage of this process is fulfillment of the governmentalmandate
on using bio-components in diesel pool. But technology must be
carefully designedand the problems accompanied with materials,
catalysts and heat of reaction must be solved.Vegetable oils/animal
fats contain free fatty acids and the impact of their acidity to
the reactorand pipes corrosion should be taken into account.
Moreover, they contain traces of metals and
phosphorus acting as catalytic poisons cutting down the catalyst
activity and lifetime.The water formed during HDO poses a further
problem to the catalyst. Therefore, it is
advantageous to perform the reaction in a separate reactor
connected in line with the mainhydrorefining reactor. The issue of
the catalyst choking up with metals and phosphorus can besolved
using a catalytic bed filled with a cheaper catalyst trapping the
mentioned adversesubstances prior to the main catalyst.
The concept as designed will enable the use of the refinerys
infrastructure. A key factor tosuccess is selecting an appropriate
combination of catalysts to ensure gas oil HDS at therequested
sulphur level below 10 mg/kg. The catalyst must be powerful enough
to allowtransforming TAG to hydrocarbons. Because of a need for
high hydrogen excess and greatformation of heat, it is necessary to
resolve heat transfer in the process. Also important isremoval of
CO2, CO, and CH4 from the hydrogen recycle. CO2 can be removed by
amine
washing or by using the PSA system, if installed in the
refinery. CO can be eliminated in thePSA system separately, or
following catalytic methanization. The optimum solution will
bebased on the specific situation prevailing in the refinery.
The technology represents green technology which is able to
produce diesel fuel of secondgeneration from non-edible
sources.
Figure 3 Renewable diesel production co-processing of biofeed in
hydrodesulphurization unit
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 12
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
13/15
Figure 4 Flow scheme proposal for co-processing
hydrodesulphurization of atmospheric gas oil withhydrodeoxygetion
and hydrodecaroxylation of renewable biocomponent
5 Conclusions
TAG can be converted to the second generation biocomponents in
mixtures withatmospheric gas oil from crude oil distillation using
a hydrorefining catalyst. Adding 6.5 %(vol.) of vegetable oil, gas
oil containing 55.5 % of biocomponent was prepared,characterized
with performance and emission parameters similar to fossil diesel.
The
philosophy of introduction of a second reactor into the existing
structure of hydrorefining unitallows reducing investment cost of
biocomponent processing. The desulphurization of
atmospheric gas oil is slower than n-alkane production from TAG
over typicalhydrodesulphurization catalyst. Key factor of
successful hydrodesulphurization
andhydrodeoxygenation/hydrodecarboxylation is in appropriate
selection of the catalyst andtechnological condition. The
selectivity to hydrodeoxygenation/hydrodecarboxylation
products increases with increasing temperature.
Acknowledgement
The authors thank Pavol Kuna (Slovnaft VRUP, Bratislava) for
performing catalytictests, assoc. prof. Pavol Hudec, PhD. (STU,
Bratislava) for performing catalyst parameters.
This work was supported by the Slovak Research and Development
Agency under thecontract No. APVV-20-037105.
Nomenclature:
AGO atmospheric gas oil, CFPP cold filter plugging point, CP
cloud point, DF dieselfuel, HDC hydrodecarboxylation, HDO
hydrodeoxygenation, HDS hydrodesuplhurization, LHSV liquid hourly
space velocity, PAH polyaromatichydrocarbons, PSA pressure swing
adsoprtion, RO rapeseed oil, T tallow, TAG triacylglycerols, TO
tall oil, ULSD ultra low sulphur diesel, VOC volatile
organiccompounds
References
[1] da Rocha Filho DN, Brodzki D, Djga-Mariadassou G. Formation
of alkanes,
alkylcykloalkanes and alkylbenzenes during the catalytic
hydrocracking of vegetableoils. Fuel 1993;72(4):543549.[2] Gusmao
J, Brodzki D, Djga-Mariadassou G, Frety R. Utilization of vegetable
oils as
AGO
VEG OIL/FATS
CATALYST
REACTOR
HEATER
SEPARATOR
SOUR WATER
RECYCLE HYDROGEN
COPSA
LIGHT ENDS
RENEWABLE DIESELHYDROGEN MAKE-UP
COMPRESSOR
2
STRIPPER
COMPRESSOR
H2
AMINEABSORBER
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 13
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
14/15
an alternative source for diesel-type fuel: Hydrocracking on
reduced Ni/SiO2 andsulphided Ni-Mo/-Al2O3. Catalysis Today
1989;5(4):533544.
[3] da Rocha Filho D N, Bentes M H S, Brodzki D,
Djga-Mariadassou G. Catalyticconversion of Hevea brasiliensis and
Virola sebifera oils to hydrocarbon fuels. Journalof the American
Oil Chemists' Society. 1992;69(3):266271.
[4] Nunes PP, Brodzki D, Bugli G, Djega-Mariadassou G.
Hydrocraquage sous pression
d'une huile des soja: Procd d'tude et allure gnrale de la
transformation. Revue del'Institute Franais du Ptrole.
1986;41(3):421430.[5] imek P, Kubika K , ebor G , Pospil, M.
Hydroprocessed rapeseed oil as a
source of hydrocarbon-based biodiesel. Fuel
2009;88(3):456460.[6] Kubika D, imek P, ilkova N. Transformation of
Vegetable Oils into
Hydrocarbons over Mesoporous-Alumina-Supported CoMo Catalysts.
Topics inCatalysis 2009;52(1-2):161168.
[7] Kubikov I, Snre M, Ernen K, Mki-Arvela P, Murzin DYu.
Hydrocarbons fordiesel fuel via decarboxylation of vegetable oils.
Catalysis Today 2005;106(1-4):197200.
[8] Lestari S, Mki-Arvela P, imakova I, Beltramini J, Max Lu GQ,
Murzin DY.Catalytic Deoxygenation of Stearic Acid and Palmitic Acid
in Semibatch Mode.
Catalysis Letters 2009;130(1-2): 4851.[9] Pivi Mki-Arvela,
Kubikov I, Snre M, Ernen K, Murzin DY. Catalytic deoxygenation
of fatty acids and their derivatives. Energy and Fuel
2007;21(1): 3041.[10] Lestari S, Mki-Arvela P, imakova I,
Beltramini J,Max Lu GQ, Murzin DYu.
Synthesis of Biodiesel via Deoxygenation of Stearic Acid over
Supported Pd/CCatalyst. Catalysis Letters 2008;122(3-4):247251.
[11] Do PD, Chiappero M, Lobban LL, Resasco DE. Catalytic
Deoxygenation of Methyl-Octanoate and Methyl-Stearate on Pt/Al2O3.
Catalysis Letters 2009; 130(1-2):918.
[12] enol O, Ryymin EM, Viljava T-R, A.O.I. Krause AOI.
Reactions of methylheptanoate hydrodeoxygenation on sulphided
catalysts. Journal of Molecular CatalysisA: Chemical
2007;268(1-2):18.
[13] enol O, Viljava T-R, A.O.I. Krause AOI. Effect of
sulphiding agents on thehydrodeoxygenation of aliphatic esters on
sulphided catalysts. Applied Catalysis A:General
2007;326(2):236244.
[14] enol O, Viljava T-R, A.O.I. Krause AOI. Hydrodeoxygenation
of aliphatic esters onsulphided NiMo/-Al2O3 and CoMo/-Al2O3
catalyst: The effect of water. CatalysisToday
2005;106(1-4):186189.
[15] Hancsk J, Krr M, Magyar Sz, Boda L, Holl A, Kall D.
Investigation of theproduction of high cetane number bio gas oil
from pre-hydrogenated vegetable oilsover Pt/HZSM-22/Al2O3.
Microporous and Mesoporous Materials. 2007;101(1-2):148152.
[16] Huber GW, O'Connor P, Corma A. Processing biomass in
conventional oilrefimeries:Production of high quality diesel by
hydrotreating vegetable oils in heavyvacuum oil mixtures. Applied
Catalysis A: General 2007;329:120129.
[17] Stumborg M, Wong A, Hogan E. Hydroprocessed vegetable oils
for diesel fuelimprovement. Bioresource Technology
1996;56(1):1318.
[18] Donnis B, Egeberg RG, Blom P, Knudsen KG. Hydroprocessing
of Bio-Oils andOxygenates to Hydrocarbons.Understanding the
Reaction Routes. Topics in Catalysis(2009);52(3):229240.
[19] Jerzy Walendziewski J, Stolarski M, uny R, Klimek B.
Hydroprocesssing of lightgas oil rape oil mixtures. Fuel Processing
Technology 2009;90(5):686691.
[20] Bezergianni S, Kalogianni A, Vasalos IA. Hydrocracking of
vacuum gas oil-vegetable
oil mixtures for biofuels production. Bioresource Technology.
2009;100(12):30363042.[21] Furimsky E. Chemistry of Catalytic
Hydrodeoxygenation. Catal. Rev.Sci Eng. 1983;25(3):421458.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 14
-
7/28/2019 Production of Naphta from Waste Triacyglycerols
15/15
[22] Furimsky E. Catalytic hydrodeoxygenation. Applied Catalysis
A: General2000;199(2):147190.
[23] Soveran D, Sulatisky M, Ha K, Robinson W, Stumborg MA. The
effect on dieselengine emissions with high cetane additives from
biomass oils. Proc. AmericanChemical Society (Division of Fuel
Chemistry) Meeting, San Francisco, CA, 5-10April 1992.
[24] Craig WK, Soveran DW. U.S. Patent 4,992,605. Production of
hydrocarbons with arelatively high cetane rating , February 12,
2001.[25] European patent 1 396 531(Fortum OYJ). Process for
producing a hydrocarbon
component of biological origin.[26] Patent WO 2004/022674
(Fortum OYJ). Diesel fuel composition, comprising
components based on biological raw material obtained by
hydrogenating anddecomposing fatty acids.
[27] European patent 1 728 844 (UOP). Production of diesel fuel
from biorenewablefeedstocks.
[28] Rantanen L, Linnaih R, Aakto P, Harju P. NExBTL-Biodiesel
fuel of the secondgeneration, SAE-2005-01-3771.
[29] Michaelsen NH, Egeberg R,Nystrm S. Consider New Technology
to ProduceRenewable Diesel, Hydrocarbon Processing
2009;88(2):4142,43.
[30] Market T. et al. Oportunities for Biorenewables in Oil
refineries, UOP, DOE AwardNo.:DE-FG36-05GO15085, 2005.
[31] US. Patent application 2007/0287871A1.
Silicoaluminophosphate Isomerizationcatalyst , Brevoord et al. ,
Albermarle Netherlands BV.
[32] US. Patent application 2008/066374A1. Reaction System for
Producing f diesel fuelfrom Vegetable and Animal Oils, Herstkowitz
M. et al., Buchanan, Ingersol & Rooney PC.
[33] US. Patent application 2006/0207166A1. Production of diesel
fuel from Vegetable andAnimal Oils, Herstkowitz M. et al.,
Buchanan, Ingersol & Rooney PC.
[34] Iki H, Iguchi Y, Koyama A. Applicability if Hydrogenated
Palm Oil for AutomotiveFuels, 16th Saudi Arabia-Japan Joint
Symposium, Dahran, Saudi Arabia, November 5-6, 2006.
[35] Tom N Kalnes T, Marker T, Shonnard DR, Ken P Koers KP.
Green diesel productionby hydrorefining renewable feedstocks.
Biofuels Technology, 2008; Q4, 7-11.
[36] Potter W, Karst U. Identification of Chemical Interferences
in Aldehyde and KetoneDetermination Using Dual-Wavelength
Detection. Ana Chem 1996; 68:3354-3358
[37] EPA Air esources Board SOP MLD 104. Standard operating
procedure for thedetermination of aldehyde and ketone compounds in
automotive source samples byHPLC.
44th International Petroleum Conference, Bratislava, Slovak
Republic, September 21-22, 2009 15