Embed Size (px)
Citation preview

Production Planning in theClothing Industry:Failing to Plan is Planning to FailPhilippa Collins and Sarah Glendinning,
Heriot-Watt University - School of Management and Languages
HISTORY OF UK GARMENTMANUFACTURING
The apparel and textile industry is afascinating example of manufacturingand the supply chain. This sector isunder constant pressure, competitionis fierce, and there are alwaysrival firms waiting to challenge.Competition will increase still more in2005 when countries with exportquota restrictions to Europe and USAare freed from those constraints.
In the heyday of garmentproduction in this country inthe 1960s, 70S and early 80S,manufacturers named their pricebased on their costs plus profit. Theyoffered ranges of garments to theretailer or wholesaler. After the latter
had made their selection, they placeda firm order for a substantial quantityand expected one large delivery a fewmonths later.
This scenario has completelychanged. The retailers now drive thegarment supply chain:• they know exactly what they wantin terms of actual merchandise• they dictate price according toconsumer pressure and expectations(designers must work to price pointscosting is done on a price minusbasis, squeezing the manufacturer'smargins)• they decide when they want it andin what quantities - not all at once butas per a pre-determined deliveryschedule, that could last over weeks,and change at any time!
The retailer wants to remain as
flexible as possible, responding toconsumer demand as accurately andas quickly as possible. They usetechnology (such as EPOS- ElectronicPoint of Sale) to gather thisinformation and seek suppliers whocan respond to their needs. It is thesame in many other sectors such asthe food chain for example.
The main problems in clothingmanufacture include:• Strong traditions, for instance inthe culture of organisations, jobdesign, work organisation, and theway operators are paid; it is the samefor their suppliers• Unresponsive and inflexibleproduction systems• Fabric/cloth purchasing difficulties:due to the nature of the process thistakes at least two weeks to produceand often much longer.
Many companies, such as theSpanish group Inditex (who own theZara retail chain), reduced thisproblem by restricting the basefabrics their designers can use.Few retailers work like this and are
therefore faced with anythingbetween 4 and 12 week lead times,immediately restricting responsiveness and flexibility. Bennetton werethe first to pioneer this flexibleapproach with their grey stategarments that were dyed. Jaeger thenadopted the same approach.
The UK clothing and textilessupply chain has respondedslowly to the changes demandedby retailers, especially in the fabricand clothing sectors. Domestic
manufacturers offered neither a cost
nor a responsiveness advantage toretailers. Not surprisingly, they tooktheir business overseas, and theindustry as a whole has suffered overthe last 15-20 years.• 1977 - 900,000 employees in thesector
• 1999 - 130, 000 people employedin 4880 firms (average 27 people perfirm; small manufacturers servingniche, specialised markets).
Global sourcing in the clothingindustry brings cost advantages aslabour costs can be drasticallyreduced. In an industry that isstill very labour intensive and withretailers squeezing margins, this isvery important. But lead times,responsiveness, and control cansometimes suffer as a consequence ofdistance.
The pressures in this dynamicmarketplace include:• Customers demanding more newfashions than ever before at lowerprices• More styles per season leads tofragmentation - more styles tocontrol in smaller quantities• Smaller order quantities lead toincreased volume of orders• Small orders need smaller sewingteams, which leads to increasedmanagement and planning• Shorter lead times - commitmentto production takes place later eachseason
• Changing customer requirements• Demands for accurate orderinformation.
16 CONTROL NomOO,1 2004 ;om~'t."g.", '_ Jt~~ _,_.:_~_~",.~,,~-~. 1t - _-zs '";_"':_-..~.A~~-",,"~J~"","~j1 T ,"'1'1 iT
andlarge
,
I
As in any other industry, toremain competitive manufacturersneed to:• Deliveron time
• Improve productivity• Respond quickly• Reduce WIP• Deliver to a price• Reduce excess costs such asoverhead
• Introduce best practices• Achieve accurate and consistentinformation.
Fire-fighting is no longer anoption. Change is essential in orderto survive, and good control isfundamental. Failing to plan resultsin bottlenecks, unnecessary stylechanges, lack of prioritisation, andunclear order status. The result is lossof customer confidence and loss offuture orders.
"The key word is value. How
can a company create themost value for its customers
and thus reap the profit
growth needed to sustain thecompany?"
The solution is to install a
systematic and detailed approach toproduction planning, but the textileindustry is notoriously traditional. Intoo many businesses, departmentsstill operate as functional 'islands'.Managers may talk to each otherbut work is unco-ordinated andineffective.
THE PLANNING PROCESS INCLOTHING MANUFACTURE
The basic process includes thefollowingstages:1. Receivethe order2. Plan to check if there is available
capacity in sewing to achieve thedelivery date required3. Plan to check the availablecapacity in non-sewing areas (cut,embroidery; print, wash and pack)4. Plan to check sufficient lead timeto order and receive fabric, trims,approve sample, carry out lab tests5. Confirm delivery date to customerand reserve capacity6. Communicate plan to alldepartments
7. Monitor progress against plan8. Re-plan as required and return toPoint 5.
In an ideal world, this cyclewouldbe carried out in a systematic way. Noplan is ever perfect, but all that wehave learned about total qualitymanagement reminds us that we mustaim at the ideal rather than settle for
'Acceptable Quality Levels' that havea built-in failure rate. Although thefirst priority is the customer deliverydate, the factory must also considerthe best place to make each product,taking into account both skilland machine constraints. Productionefficiency depends upon this. Inthe clothing industry, planning willtypically focus on sewing, as it canaccount for up to 80% of the skill andresources required. However, thecapacity constraints of supportingareas also have to be assessed. In
particular, the pre-production eventsmust be planned to ensure thatproduction begins on schedule.
BASIC CAPACITYCALCULATIONS
In the clothing industry, mostcompanies still work to standardminutes, which is the calculated ormeasured standard time to produce agarment. A basic calculation may beas follows:
• 8 working hours per day = 480minutes• 10 operators per team• Capacity = 4800 minutes per day• Standard Minutes for T-shirt stylea = 12 std min @ 100% efficiency =
4800/12 = 400 pieces per dayHowever, it may be necessary to
take into account the skills and
efficiency of different teams, or theability of a team to make differentproducts. For instance, if a teamnormally make woven garments, tochange to a knitted T-shirt means thatthey are less skilled at handling thatitem of clothing. If they can onlyachieve 75% efficiency, the output isonly 300 pieces per day. The impacton the production plan is huge.
Many readers will be used tovolume manufacturing of widgets
and know about the steadyautomation of their industries.
The clothing industry is still veryheavily dependent on human labour,despite increasing use of automatedprocesses. Add to this the whims ofthe fashion market, which causeconstant style changes (equivalent tothe constant engineering changes thatmanufacturing engineers so hate),and you have huge difficulty inachieving efficiencies and optimisingoperator skills. If you can keep a teamof operators making the sametype of product as long as possible,production loss is minimised.
The plan must also consider thespecialist support areas. Workingback from the sewing plan, it isnecessary to calculate where theloading will impact resources. Theplan must then allow for post-sewingoperations such as garment washing(where relevant), otherwise thesewing plan will be acceptable butWIP builds up in the other areas.Critical path analysis is a vital tool inthis process - if the plan moves, somust the priorities.
COPING WITH PLANNING
Most business systems offer somecapacity planning, often limited torough cut capacity planning. Many ofthese systems are not graphical, arecomplex to use, and not user-friendly.Many use spreadsheets, which areoften well-applied but they haveseveral drawbacks:
• They are designed by one personand not transparent• They are not visual• They cannot be shared ona network and therefore limitco-ordination
• They do not highlight problemsclearly• They are cumbersomedifficult to manage withnumbers of orders• They are very difficult to amendwhen customer requirements change.
These systems therefore do notgive answers quickly enough forthe dynamic world of the fashionindustry. A system named Fast React
CONTROL Number 1 2004 iomnet.org.uk 17
J
~
designed to overcome these problemsis now used in over 25 countriesworld-wide. The case study describedhere demonstrates how the
implementation of a comprehensiveplanning system can contribute toefficiency and productivity gains.
CASE STUDY:A MANUFACTURER OFLADIES WEAR FOR THE UKRETAIL SECTOR
The company, which produces ladieswear for a well-known high street
retailer, has 3 manufacturing sitesin Scotland and 1 in Turkey. InScotland they employ 450 directstaff and around 300 in-directs in
management, design, technical,cutting room, warehouse etc. InTurkey 125 operators and 45in-directs are employed. The companyalso owns a UK clothing retail chainthat supplies low end of the market,factory seconds.
The continued success of this
company in this country (against thetrend) is largely due to the nature oftheir planning and control activities.These activities form the basis of a
very flexible and responsive relationship with their main customer. Thesupply of a quality product goeswithout saying: you are not inthe market without guaranteedquality. The company must alsoprovide a quality service, facilitated
thr011gh their commitment toplanning and control issues. Itis the company's service, responsiveness and reliability that keeps them in
business. Together with the factory inTurkey, it has an ideal combination:• Turkey - for high work content,less fashionable garments, where leadtimes are not as crucial
• Scotland - responsive and flexiblefactories for the more fashionable,
quick turn around garment, smallorders.
ACHIEVING SUCCESS
In the early nineties the company
underwent huge changes, respondingto the changing needs of their main
customer (to which they at that timesent about 70% of production), with 3other main customers. Now they onlysupply one customer. The changesincluded:
• From flow line production toproduction cells, with team-workingand multi-skilling• JIT approach to inventory• Strategic partnerships with
fabric suppliers to gain shorterlead times• Service orientation rather than
product orientation• Changed emphasis from volumeof output to accuracy of output.
These changes were facilitatedthrough increased emphasis onplanning and control activities.Planning and buying activities havebeen merged and in 1997 FastreactPlanning Software was introduced.Lead times and margins hadbecome even tighter, and the need forreally effective control becamecritical.
The Planning and Controlactivities at this company include:
• Long term capacity planning, upto 18 months ahead
• Short term detailed planning of
factory units1. Planning of cutting room activities2. Planning of sewing room activities• Production Control
• Inventory Control - raw materialpurchasing, finished goods; Call off etc.• Critical Path control.
The management structure
includes a Planning Executive(PE), Merchandising Executive, 4
Factory Planners (one for eachfactory), and 2 Planner/Buyers in
each factory. Huge amounts of humanresource are devoted to planningand control activities - which is
unusual in traditional manufacturing
organisations.
Duties of the Planning Executive
• Liaise with Customer and
Merchandising Executive to establishrequirements for this season andnext
• Agree delivery schedules
• Respond when changes need to
be made as a result of changes inconsumer demand
• Allocate garments to appropriatefactories to achieve customer
requirements (even though the PE is
looking at planning at an aggregatedlevel and looks at every operator as2200 minutes per week, they mustconsider the skill levels in each factory)• Control of Critical Path.
Duties of the Factory Planner
• Take information from PE
and loads factory appropriately,scheduling and sequencing work inline with delivery schedule• Work closely with FactoryManager to ensure production
efficiency• Liase with main fabric suppliers toorder fabric.
Duties of Planner/Buyers (unique
to this case)
• Detailed planning of work for eachline, using customer information
SMS (size management system) instore stock replenishment• Purchasing of unique fabrics andtrimmings• Loading of cutting room (which in
turn dictates the work of the sewinglin es)• Use MRP to schedule deliveries
and control inventory. Hold amaximum of 2 weeks stock, which is
low for the clothing industry.• Production Control - ensure that
quantities booked into warehousematch cut quantities - the cuttingroom is where the statement of intent
becomes a reality.
OPERATIONAL LEVELS
• PLANNING EXECUTIVE: We need
to make 1000 of style 9966 by the endof June. Which factory can do this?
• FACTORY PLANNER: We need to
make 250 of style 9966 each week,for 4 weeks. Which line will we use?
• PLANNER/BUYER: This week weneed to make 50 size 10s 100 size12s etc.ls the fabric in? Are all theother accessories in? When does the
cutting room need work? Did everything we cut go into the warehouse?
18 CONTROL Number 1 2004 iomnet.org.uk
J
II,
USING FASTREACT TOFACILITATE PRODUCTION
The most extensive use of this soft
ware is at the level of the PlanningExecutive and Factory Planner,where supply and demand must bereconciled. The software facilitates:
• Loading and scheduling of thefactories appropriately to achieverequired customer delivery• Operator reconciliation• Financial reporting
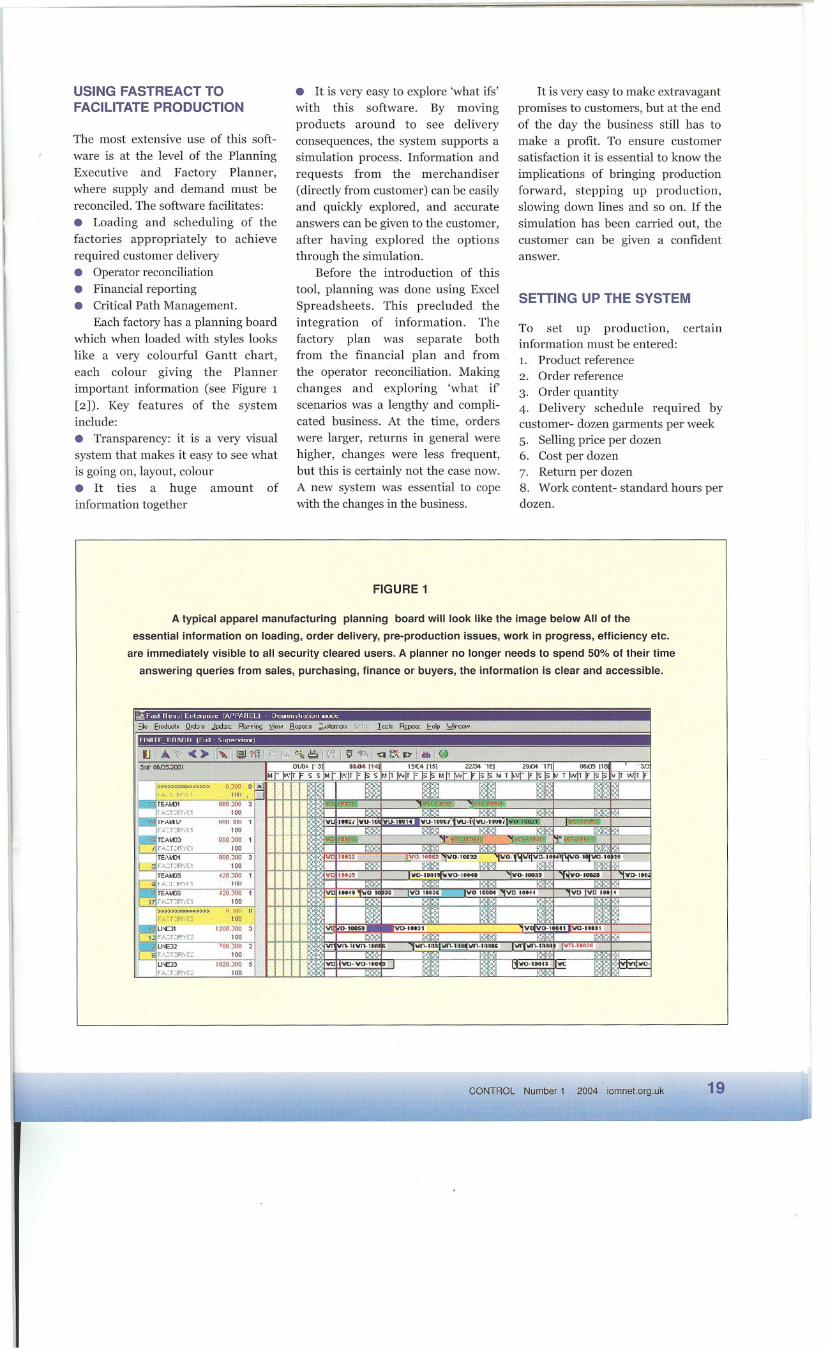
• Critical Path Management.Each factory has a planning board
which when loaded with styles looks
like a very colourful Gantt chart,each colour giving the Plannerimportant information (see Figure 1[2]). Key features of the systeminclude:
• Transparency: it is a very visualsystem that makes it easy to see whatis going on, layout, colour• It ties a huge amount ofinformation together
• It is very easy to explore 'what ifs'with this software. By movingproducts around to see deliveryconsequences, the system supports asimulation process. Information andrequests from the merchandiser(directly from customer) can be easilyand quickly explored, and accurateanswers can be given to the customer,
after having explored the optionsthrough the simulation.
Before the introduction of this
tool, planning was done using ExcelSpreadsheets. This precluded theintegration of information. Thefactory plan was separate bothfrom the financial plan and fromthe operator reconciliation. Makingchanges and exploring 'what ifscenarios was a lengthy and complicated business. At the time, orders
were larger, returns in general werehigher, changes were less frequent,but this is certainly not the case now.A new system was essential to copewith the changes in the business.
FIGURE 1
It is very easy to make extravagantpromises to customers, but at the endof the day the business still has tomake a profit. To ensure customersatisfaction it is essential to know the
implications of bringing productionforward, stepping up production,slowing down lines and so on. If thesimulation has been carried out, thecustomer can be given a confidentanswer.
SETTING UP THE SYSTEM
To set up production, certaininformation must be entered:1. Product reference2. Order reference
3. Order quantity4. Delivery schedule required bycustomer- dozen garments per week5. Selling price per dozen6. Cost per dozen7. Return per dozen8. Work content- standard hours perdozen.
A typical apparel manufacturing planning board will look like the image below All of the
essential information on loading, order delivery, pre-production issues, work in progress, efficiency etc.
are immediately visible to all security cleared users. A planner no longer needs to spend 50% of their time
answering queries from sales, purchasing, finance or buyers, the information is clear and accessible.
»»>):~»:>:»»>F,J.-:r-:'RYC::
(I.;~~,0 ~
~100
til-illllill 1100
000.)00100
QOO~500
100
420.J00 °1F1101 >
t~.JOO 1
100II unt
100
121)0..)00
100T$O.JOQ .••
100
1020.)01)
100
CONTROL Number 1 2004 iomnet.org.uk 19

.•...-----------------------------------------------~
This order then appears in a loadlist (an order book) listing the orderreference and the quantity to beloaded onto the plan. The order canthen be lifted from the load listand placed appropriately onto theplanning board. This board is set outas per the factory:ie. line 1, 2, 3 etc.,with the number of operators on eachline specified.As the order is droppedonto the board, the system works outautomatically the rate of production,based on the information already inthe system. The strip will then turn acertain colour, giving the Plannerinformation about the implicationsof their actions. If the strip colour isgrey, no delivery problems areforecast. The colour changes asappropriate indicating potential lateand very late schedules. The displayon the board can be changed, andinstead of delivery information beingrelayed via colour, it can be productinformation, or customer informationfor example.
Once the board is loaded upcompletely, an operator reconciliationis completed, showing how manyoperators are available against thenumber needed to complete the plan.A plan can then be printed, whichprovides the work instructions.Responsibility then devolves tothe factory manager and theplanner/buyer to ensure the plan isachieved.
The factory works until 11:30on aFriday, at which time all productionstops and a weekly total is calculatedfor each line and style. Thisinformation is then used to update theplanning system. The strip size willthen be reduced to take account ofthe previous week's production andthe whole process then starts again,responding to the ever changingcustomer demands.
MANAGEMENT OF THECRITICAL PATH
Before a garment can go onto aproduction line, there is an enormousamount of pre-production activitythat must take place. This is sometimes dictated by the customers' way
of working, or by common sense andgood practice.
Each activity or event is allocatedto a responsible person. Only keyevents - things that must happenbefore a garment can go intoproduction - are included. Forexample:• Label Information- unique productnumbers used to control productsthroughout the whole client system• Quality Seals from customer(standards- aesthetics, fit, durabilityetc)• Wearer trials• Fabric approved- colour, print etc.
Each week the Planning Executiveproduces a 'to do list' for eachresponsible executive. This list relatesexactly to where the order is on theplanning board. If the order movesforward or backward, so too do thedates on the Critical Path. The anchordate is the production start date.
The first event might need to takeplace 4 weeks before the productionstart date. If the production start dateis pulled forward for whatever reason,the system automatically highlightsthe potential problem. The PlanningExecutive is then required to make adecision to• postpone the start date• pull strings• rush the pre-production processalong!
The difference now is, that themanagers know what the decisionhas been. Instead of getting theproduction line set up; the operatorstrained; the fabric in; before findingthat the label information isunavailable for the next 2 weeks, thistotal waste of effort can now be
avoided. Each week the responsibleexecutive returns the list to thePlanning Executive who inputs thecompleted events on the system. Thischanges the status of the order on theplanning board.
CONCLUSION
Onlythe fittest and leanest operationsin this country will survive. If you arestill mass manufacturing clothing inthe UK,then you are doing so:
• Efficiently• Cost effectively• Responsively• Flexibly• With a huge amount of efforton Planning and Control.
The new software systemcontributed enormously to thisparticular company's success byintegrating essential information.However, it must be combined withthe very real understanding theplanners have of the organisation'sobjectives and the customers'requirements. It is this combination,together with a willingness to change,that has helped them to survive.
REFERENCES
[1] Chase R, Jacobs F & Aquilano N,"Operations Management forCompetitive Advantage", (10th Edt.)McGraw-Hill, 2004.[2] Copies of the slide are availablefrom the authors.
About the authors
Philippa Collins PhD is aSenior Lecturer, School ofManagement and Languages atHeriot-Watt University. Herresearch focuses on the impactof technology on managementand working practices, withspecial reference to virtualorganisations. She publishesregularly, including Virtual andNetworked Organfsations .Sarab Glendinning MA
,w· III(Hons), Mi:;ccurrently lectureson operations management andtextile marketing in the Schoolof Management and Dimguages,Heriot~WatttJniversity. Beforethis ,she'worked as.atproduction
~. ~Planner and Buyerin the apparelmanufacturing industry .for4 years, ".!lfterone YE)arin theelectronics industry. Sarah is
currently undertak~ng aPost
II
20 CONTROL Number 1 2004 iomnet.org.uk
-





























