Embed Size (px)
Citation preview

Joe Pecht, Stefan Enjem, Jason Zion, Luis Garcia, Young Lee, Joe Van Hofwegen, Walter Freitag
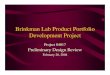
Initial Assembly Operation (Station 90)By moving the parts bins from the left side of the assembly cellto the areas in the proposed concept, the cycle time are reduced and the ergonomics of the station are improved.
WORK FLOW IMPROVEMENTS
DOWNTIME
PROCESS TIME
0
10
20
30
40
50
60
90 100
110A
110B
120A
120B 13
0
140A
140B
150A
150B 16
0
170A
170B 18
0
190
200A
200B 20
5
210
230A
230B
EOL
Station
Proc
ess
Tim
e (s
econ
ds)
Direction of Assembly
Manual
Automated
Project Mission StatementThe purpose of this project is to increase the quantity of hydraulic motors produced per person per hour(QPH) at Valeo's production facility by 4% - 6%. This is done as specified by the customer, without sacrificingquality or safety. When the improvements are fully implemented, the team estimates a 9.5% improvement in motor output. All improvements are justified based on Valeo's 2-year payback standard. The areas of improvement are made in downtime, process time, procedures and improved workflow.
Process Time AnalysisThe analysis of process times revealed that stations 90 was a major bottleneck - taking an average of 35.53 seconds per cycle. Station 90 is also the origin of the system.
Station vs. DowntimeThe collection and analysis of downtime data indicatethat the end of line tester and station 210 make up the major problematic stations.
Design Concept for EOLT ChangesAn improved pneumatic coupling system was designedfor the EOLT to reduce downtime due to misalignmentand improve productivity.
Pallet Flow Control & Failure ResponseThe logic diagram (left) visualizes the program installed on the line. The program allows for better flow of pallets through the system and also designates operators to respond to module failures.
Identifying Optimal ConfigurationImprovements in workflow were investigated using simulation techniques to identify alternative configurationsfor manpower, number of pallets, line speed, and queuing methods. Different alternatives were tested based on system performance to determine the best configurations for the line.
PRODUCTIVITY IMPROVEMENT OF THE HYDRAULICMOTOR ASSEMBLYLINE AT VALEO
HDFSHydraulically driven Fan System (above) - Used in highend vehicles like the Jeep Grand Cherokee, Dodge Viper, and Dodge Ram SRT-10 (below) for their increased trailer, towing capacity, reduced grill openings, improved fuel economy and reduced alternator loading. The power is derived from existing steering pump pressure.
COST/BENEFIT ANALYSIS
CONCLUSIONSBy studying the system and analyzing various types of data, improvements were made in the areas of downtime, process time, procedures and workflow. Through the use of simulation, we are able to show an increase in productivity of the systemby 9.5%.
Optical Inspection (Station 210)To eliminate false rejects due to glare that interfered withoptical validation, a solution was developed that involves repositioning the light source to the side and using a mirror that lets light through to the part but not back to the camera.
FEAA Finite Element Analysis was used to determine the strength characteristics of the back off pinsthat are used in the EOLT design.
Cost & BenefitsAn analysis of the upfront cost for the implementations and the benefits associated with overtime savings are shown below. Any costs associated with changes made to the system are justified through savings in overtime and will be paid back within 2 years. Note that this does not account for the profit from the increase in motor production.
NPV AnalysisThe net present value for this productivity improvement project at Valeo is:
Before After
Station vs. Downtime
0
100
200
300
400
500
600
700
800
900
1000
EOLT Station 210 Station 140 Station 230 Station 200 Station 170
Station
Dow
ntim
e
Before After
ACKNOWLEDGMENTSTeam Valeo would like to thank Mentor, Dr. Michael Kuhl; Coordinator, Dr. Paul Stiebitz; The entire Valeo Staff includingRichard Guerin, Paul Vandeursen, James Ely, and the Valeo machine shop.
ROC
HE
STER
INSTITUTE OF TEC
HN
OL
OG
Y
1 82 9 •
R I T• •