Embed Size (px)
Citation preview
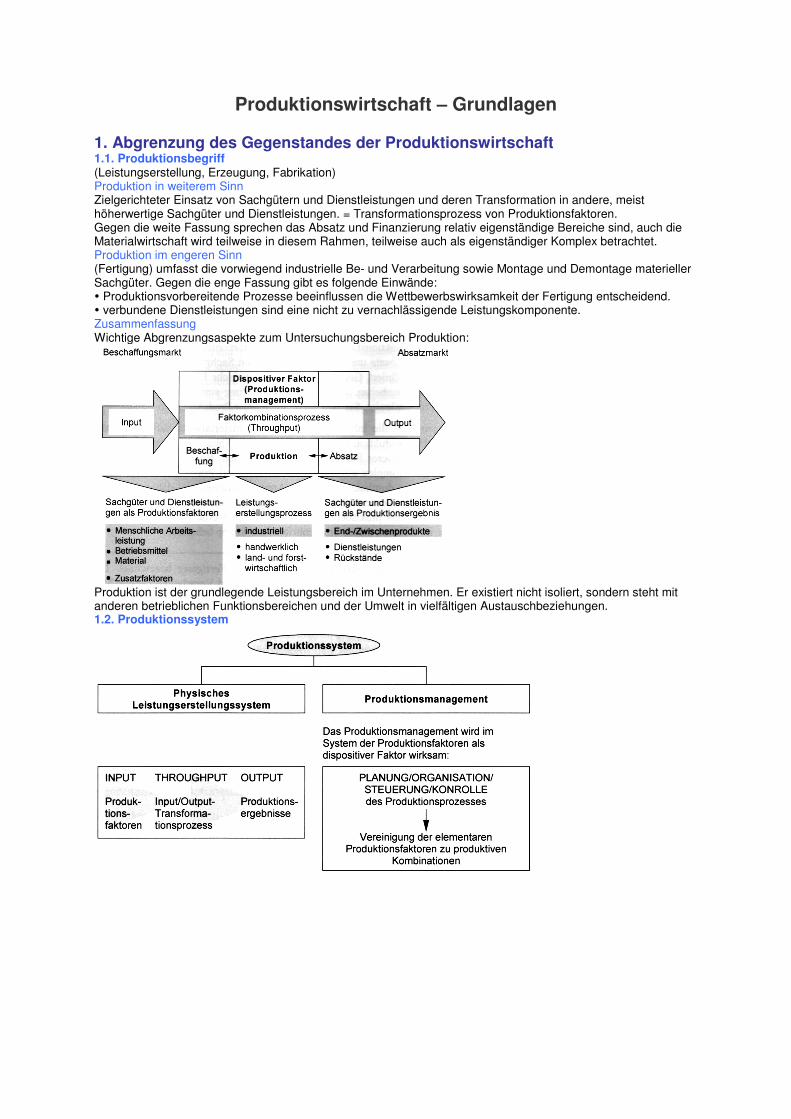
Produktionswirtschaft – Grundlagen 1. Abgrenzung des Gegenstandes der Produktionswirtschaft 1.1. Produktionsbegriff (Leistungserstellung, Erzeugung, Fabrikation) Produktion in weiterem Sinn Zielgerichteter Einsatz von Sachgütern und Dienstleistungen und deren Transformation in andere, meist höherwertige Sachgüter und Dienstleistungen. = Transformationsprozess von Produktionsfaktoren. Gegen die weite Fassung sprechen das Absatz und Finanzierung relativ eigenständige Bereiche sind, auch die Materialwirtschaft wird teilweise in diesem Rahmen, teilweise auch als eigenständiger Komplex betrachtet. Produktion im engeren Sinn (Fertigung) umfasst die vorwiegend industrielle Be- und Verarbeitung sowie Montage und Demontage materieller Sachgüter. Gegen die enge Fassung gibt es folgende Einwände: � Produktionsvorbereitende Prozesse beeinflussen die Wettbewerbswirksamkeit der Fertigung entscheidend. � verbundene Dienstleistungen sind eine nicht zu vernachlässigende Leistungskomponente. Zusammenfassung Wichtige Abgrenzungsaspekte zum Untersuchungsbereich Produktion:
Produktion ist der grundlegende Leistungsbereich im Unternehmen. Er existiert nicht isoliert, sondern steht mit anderen betrieblichen Funktionsbereichen und der Umwelt in vielfältigen Austauschbeziehungen. 1.2. Produktionssystem
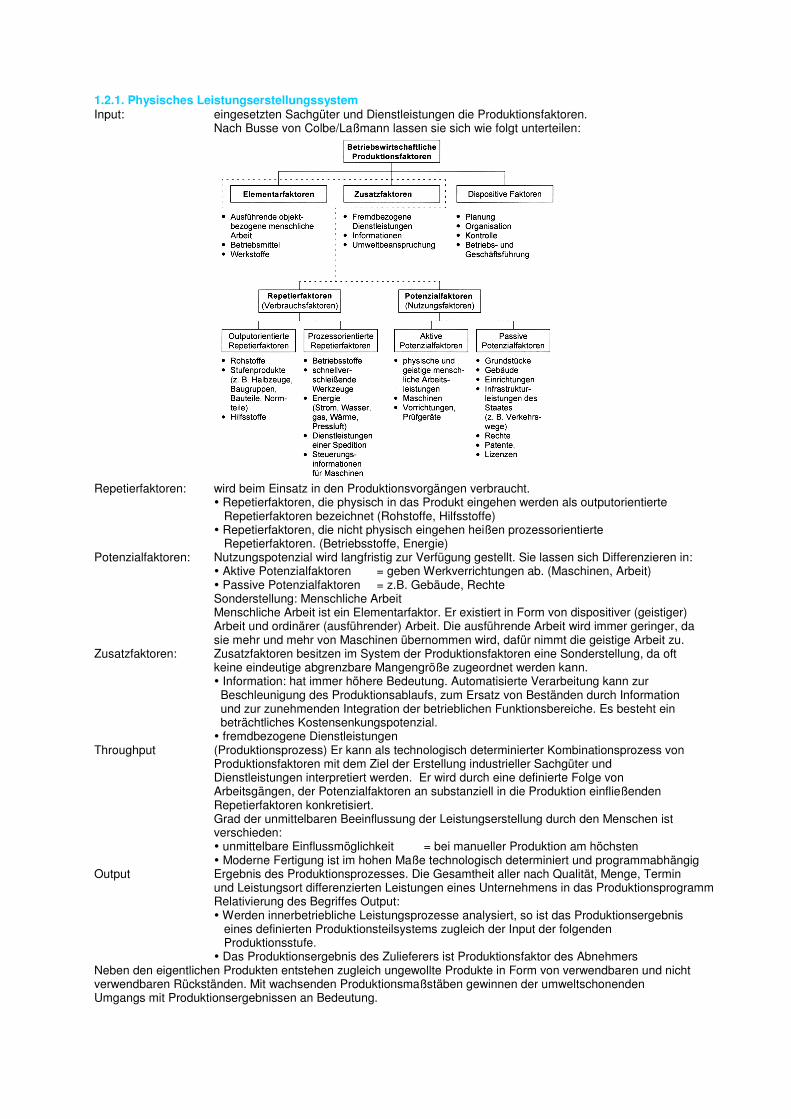
1.2.1. Physisches Leistungserstellungssystem Input: eingesetzten Sachgüter und Dienstleistungen die Produktionsfaktoren. Nach Busse von Colbe/Laßmann lassen sie sich wie folgt unterteilen:
Repetierfaktoren: wird beim Einsatz in den Produktionsvorgängen verbraucht.
� Repetierfaktoren, die physisch in das Produkt eingehen werden als outputorientierte Repetierfaktoren bezeichnet (Rohstoffe, Hilfsstoffe)
� Repetierfaktoren, die nicht physisch eingehen heißen prozessorientierte Repetierfaktoren. (Betriebsstoffe, Energie) Potenzialfaktoren: Nutzungspotenzial wird langfristig zur Verfügung gestellt. Sie lassen sich Differenzieren in: � Aktive Potenzialfaktoren = geben Werkverrichtungen ab. (Maschinen, Arbeit) � Passive Potenzialfaktoren = z.B. Gebäude, Rechte Sonderstellung: Menschliche Arbeit
Menschliche Arbeit ist ein Elementarfaktor. Er existiert in Form von dispositiver (geistiger) Arbeit und ordinärer (ausführender) Arbeit. Die ausführende Arbeit wird immer geringer, da sie mehr und mehr von Maschinen übernommen wird, dafür nimmt die geistige Arbeit zu.
Zusatzfaktoren: Zusatzfaktoren besitzen im System der Produktionsfaktoren eine Sonderstellung, da oft keine eindeutige abgrenzbare Mangengröße zugeordnet werden kann. � Information: hat immer höhere Bedeutung. Automatisierte Verarbeitung kann zur Beschleunigung des Produktionsablaufs, zum Ersatz von Beständen durch Information und zur zunehmenden Integration der betrieblichen Funktionsbereiche. Es besteht ein beträchtliches Kostensenkungspotenzial. � fremdbezogene Dienstleistungen Throughput (Produktionsprozess) Er kann als technologisch determinierter Kombinationsprozess von
Produktionsfaktoren mit dem Ziel der Erstellung industrieller Sachgüter und Dienstleistungen interpretiert werden. Er wird durch eine definierte Folge von Arbeitsgängen, der Potenzialfaktoren an substanziell in die Produktion einfließenden Repetierfaktoren konkretisiert.
Grad der unmittelbaren Beeinflussung der Leistungserstellung durch den Menschen ist verschieden: � unmittelbare Einflussmöglichkeit = bei manueller Produktion am höchsten � Moderne Fertigung ist im hohen Maße technologisch determiniert und programmabhängig Output Ergebnis des Produktionsprozesses. Die Gesamtheit aller nach Qualität, Menge, Termin und Leistungsort differenzierten Leistungen eines Unternehmens in das Produktionsprogramm Relativierung des Begriffes Output: � Werden innerbetriebliche Leistungsprozesse analysiert, so ist das Produktionsergebnis
eines definierten Produktionsteilsystems zugleich der Input der folgenden Produktionsstufe.
� Das Produktionsergebnis des Zulieferers ist Produktionsfaktor des Abnehmers Neben den eigentlichen Produkten entstehen zugleich ungewollte Produkte in Form von verwendbaren und nicht verwendbaren Rückständen. Mit wachsenden Produktionsmaßstäben gewinnen der umweltschonenden Umgangs mit Produktionsergebnissen an Bedeutung.
1.2.2. Produktionsmanagement Produktionsmanagement zielorientierte, dispositive Arbeitsleistungen Planung, Organisation, Steuerung und Kontrolle in Bezug auf den Produktionsprozess. Der Begriff Produktionsmanagement erfasst daher neben diesen gestaltenden Tätigkeiten zugleich auch den Personenkreis der diese wahrnimmt. Produktionscontrolling Die Aufgabe des Produktionscontrollings liegt in der umfassenden Informationsversorgung. 1.2.3. Zusammenfassung � Produktion ist als Faktorkombinationsprozess zu interpretieren. Die Produktion ist durch die Anwendung technischer und organisatorischer Verfahren und Methoden geprägt. � Produktion ist ein Transformationsprozess bereitgestellter Produktionsfaktoren in absetzbare Leistungen oder in derivate Produktionsfaktoren, die bei weitern Faktorkombinationen genutzt oder in absetzbare Leistungen transformiert werden. � Produktion ist ein Wert schaffender Prozess. Eine wettbewerbsfähige Produktion zeichnet sich u.a. durch Vermeidung jeglicher Verschendung aus. 1.3. Zur Stellung der Produktionswirtschaft im Rahmen der BWL
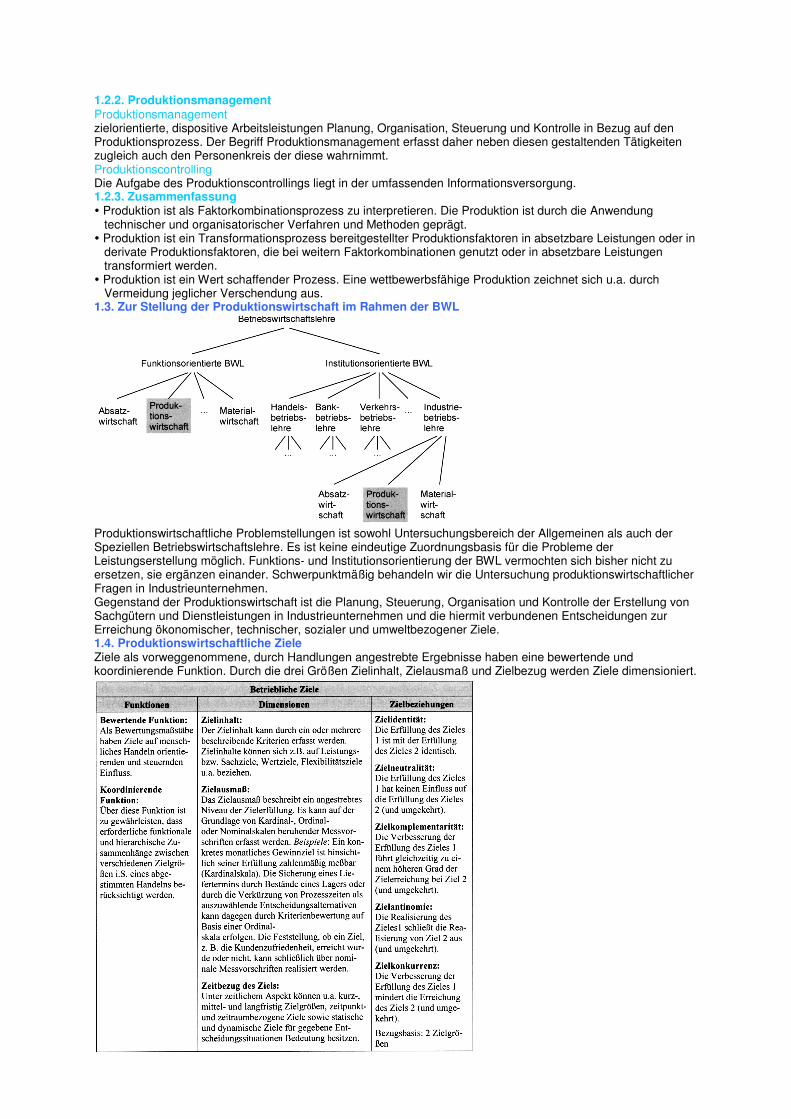
Produktionswirtschaftliche Problemstellungen ist sowohl Untersuchungsbereich der Allgemeinen als auch der Speziellen Betriebswirtschaftslehre. Es ist keine eindeutige Zuordnungsbasis für die Probleme der Leistungserstellung möglich. Funktions- und Institutionsorientierung der BWL vermochten sich bisher nicht zu ersetzen, sie ergänzen einander. Schwerpunktmäßig behandeln wir die Untersuchung produktionswirtschaftlicher Fragen in Industrieunternehmen. Gegenstand der Produktionswirtschaft ist die Planung, Steuerung, Organisation und Kontrolle der Erstellung von Sachgütern und Dienstleistungen in Industrieunternehmen und die hiermit verbundenen Entscheidungen zur Erreichung ökonomischer, technischer, sozialer und umweltbezogener Ziele. 1.4. Produktionswirtschaftliche Ziele Ziele als vorweggenommene, durch Handlungen angestrebte Ergebnisse haben eine bewertende und koordinierende Funktion. Durch die drei Größen Zielinhalt, Zielausmaß und Zielbezug werden Ziele dimensioniert.
Zielsystem und Zielbeziehungen Die Gesamtheit aller Ziele bilden das Zielsystem. Zwischen verschiedenen Zielen können situationsabhängige variable Beziehungen bestehen oder hergestellt werden. Zielkriterien müssen widerspruchsfrei sein. Zielkonflikte können sich aus konkurrierenden und antinomen Zielkonflikten ergeben. Dabei kann Zielantinomie als Extremfall der Zielkonkurrenz interpretiert werden. Es sind erhebliche Anstrengungen vom Produktionsmanagement für die Überwindung der Zielkonflikte erforderlich. Das koordinierte Handeln wird durch Zielsysteme sichergestellt, die hierarchisch strukturiert sind. Zielbildung Betriebliche Ziele reflektieren neben Markterfordernissen vor allem auch Machteinflüsse dieser Interessengruppen. Perspektivisch orientierte Ziele (strategische Ziele) sind mit Wertvorstellungen verknüpft. Diese Wertvorstellungen sind in Unternehmensgrundsätzen, im Unternehmensleitbild bzw. der Unternehmensphilosophie sowie der Unternehmenskultur verankert. � taktische Ziele mittelfristig � operative Ziele quantifizierte kurzfristige Ziele Über diesen vielstufigen Zielbildungsprozess entsteht ein Zielsystem. Zielprioritäten Mit welcher Priorität Ziele verfolgt werden, ist einerseits von Markterfordernissen, anderseits vom subjektiven Handeln der Entscheidungsträger. � Wenn die Minimierung der Produktionskosten eine hohe Priorität erhält (Preis bzw. Kostenführerschaft) � Liegt die Priorität auf Erfüllung der Produkt- und Prozessqualität unter Beachtung akzeptabler Kosten und Preise (Differenzierungsstrategie) Diese Wettbewerbssituation reflektieren sich vor allem in: � den Produktivitätszielen � Qualitätszielen � Zeitzielen � Flexibilitätsziele � Kostenzielen � Wirtschaftlichkeitsziele � Rentabilitätsziele 2. Grundlegende Eigenschaften Zu den Grundlegenden Eigenschaften produktionswirtschaftlicher Systeme gehören: � Kapazität � Flexibilität � Stabilität � Zuverlässigkeit
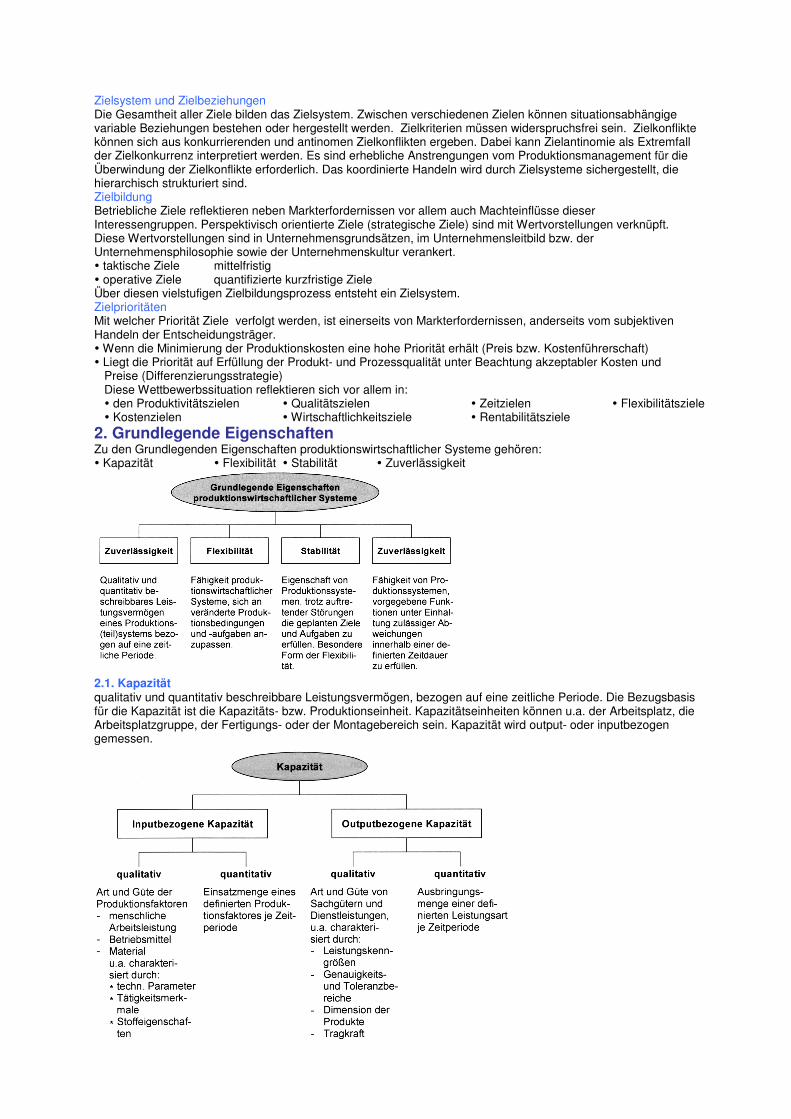
2.1. Kapazität qualitativ und quantitativ beschreibbare Leistungsvermögen, bezogen auf eine zeitliche Periode. Die Bezugsbasis für die Kapazität ist die Kapazitäts- bzw. Produktionseinheit. Kapazitätseinheiten können u.a. der Arbeitsplatz, die Arbeitsplatzgruppe, der Fertigungs- oder der Montagebereich sein. Kapazität wird output- oder inputbezogen gemessen.
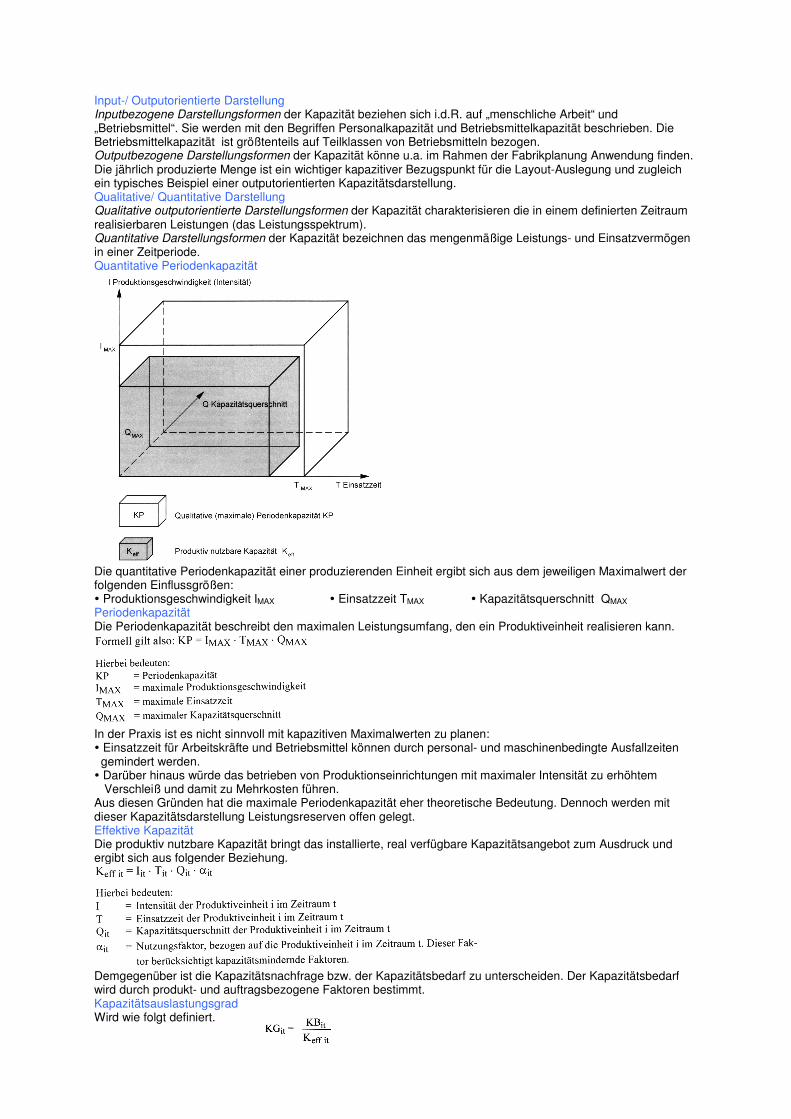
Input-/ Outputorientierte Darstellung Inputbezogene Darstellungsformen der Kapazität beziehen sich i.d.R. auf „menschliche Arbeit“ und „Betriebsmittel“. Sie werden mit den Begriffen Personalkapazität und Betriebsmittelkapazität beschrieben. Die Betriebsmittelkapazität ist größtenteils auf Teilklassen von Betriebsmitteln bezogen. Outputbezogene Darstellungsformen der Kapazität könne u.a. im Rahmen der Fabrikplanung Anwendung finden. Die jährlich produzierte Menge ist ein wichtiger kapazitiver Bezugspunkt für die Layout-Auslegung und zugleich ein typisches Beispiel einer outputorientierten Kapazitätsdarstellung. Qualitative/ Quantitative Darstellung Qualitative outputorientierte Darstellungsformen der Kapazität charakterisieren die in einem definierten Zeitraum realisierbaren Leistungen (das Leistungsspektrum). Quantitative Darstellungsformen der Kapazität bezeichnen das mengenmäßige Leistungs- und Einsatzvermögen in einer Zeitperiode. Quantitative Periodenkapazität
Die quantitative Periodenkapazität einer produzierenden Einheit ergibt sich aus dem jeweiligen Maximalwert der folgenden Einflussgrößen: � Produktionsgeschwindigkeit IMAX � Einsatzzeit TMAX � Kapazitätsquerschnitt QMAX Periodenkapazität Die Periodenkapazität beschreibt den maximalen Leistungsumfang, den ein Produktiveinheit realisieren kann.
In der Praxis ist es nicht sinnvoll mit kapazitiven Maximalwerten zu planen: � Einsatzzeit für Arbeitskräfte und Betriebsmittel können durch personal- und maschinenbedingte Ausfallzeiten gemindert werden. � Darüber hinaus würde das betrieben von Produktionseinrichtungen mit maximaler Intensität zu erhöhtem Verschleiß und damit zu Mehrkosten führen. Aus diesen Gründen hat die maximale Periodenkapazität eher theoretische Bedeutung. Dennoch werden mit dieser Kapazitätsdarstellung Leistungsreserven offen gelegt. Effektive Kapazität Die produktiv nutzbare Kapazität bringt das installierte, real verfügbare Kapazitätsangebot zum Ausdruck und ergibt sich aus folgender Beziehung.
Demgegenüber ist die Kapazitätsnachfrage bzw. der Kapazitätsbedarf zu unterscheiden. Der Kapazitätsbedarf wird durch produkt- und auftragsbezogene Faktoren bestimmt. Kapazitätsauslastungsgrad Wird wie folgt definiert.
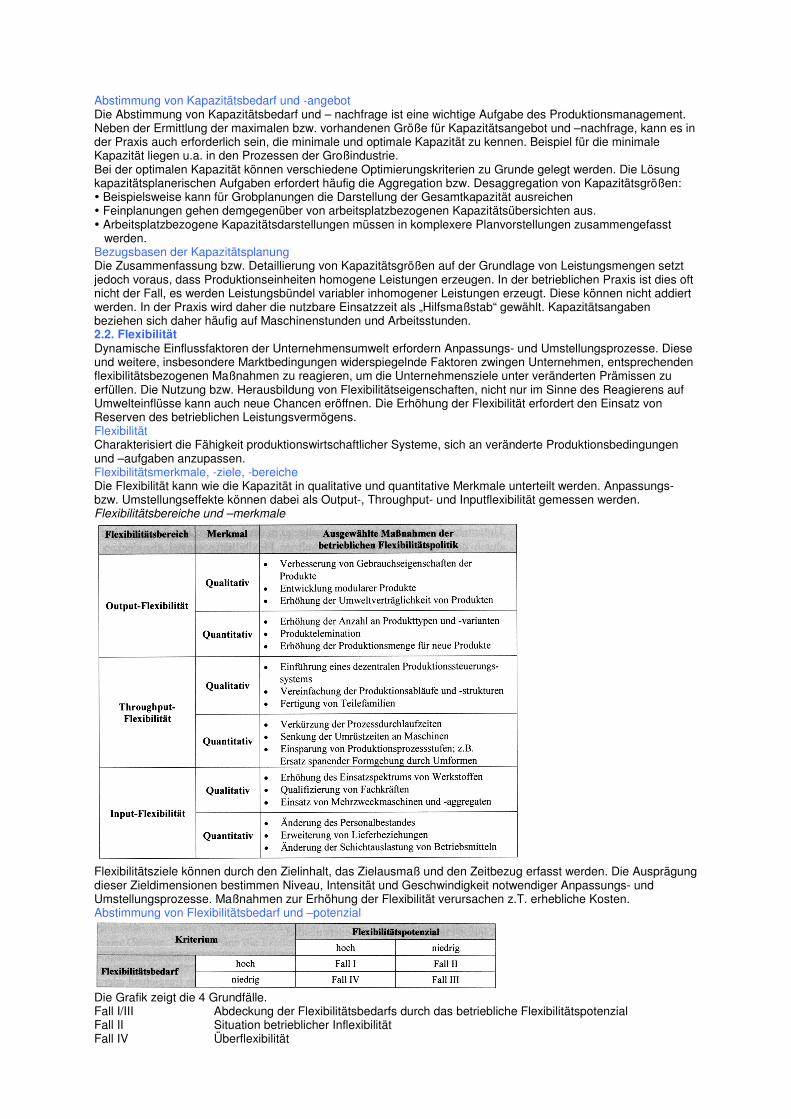
Abstimmung von Kapazitätsbedarf und -angebot Die Abstimmung von Kapazitätsbedarf und – nachfrage ist eine wichtige Aufgabe des Produktionsmanagement. Neben der Ermittlung der maximalen bzw. vorhandenen Größe für Kapazitätsangebot und –nachfrage, kann es in der Praxis auch erforderlich sein, die minimale und optimale Kapazität zu kennen. Beispiel für die minimale Kapazität liegen u.a. in den Prozessen der Großindustrie. Bei der optimalen Kapazität können verschiedene Optimierungskriterien zu Grunde gelegt werden. Die Lösung kapazitätsplanerischen Aufgaben erfordert häufig die Aggregation bzw. Desaggregation von Kapazitätsgrößen: � Beispielsweise kann für Grobplanungen die Darstellung der Gesamtkapazität ausreichen � Feinplanungen gehen demgegenüber von arbeitsplatzbezogenen Kapazitätsübersichten aus. � Arbeitsplatzbezogene Kapazitätsdarstellungen müssen in komplexere Planvorstellungen zusammengefasst werden. Bezugsbasen der Kapazitätsplanung Die Zusammenfassung bzw. Detaillierung von Kapazitätsgrößen auf der Grundlage von Leistungsmengen setzt jedoch voraus, dass Produktionseinheiten homogene Leistungen erzeugen. In der betrieblichen Praxis ist dies oft nicht der Fall, es werden Leistungsbündel variabler inhomogener Leistungen erzeugt. Diese können nicht addiert werden. In der Praxis wird daher die nutzbare Einsatzzeit als „Hilfsmaßstab“ gewählt. Kapazitätsangaben beziehen sich daher häufig auf Maschinenstunden und Arbeitsstunden. 2.2. Flexibilität Dynamische Einflussfaktoren der Unternehmensumwelt erfordern Anpassungs- und Umstellungsprozesse. Diese und weitere, insbesondere Marktbedingungen widerspiegelnde Faktoren zwingen Unternehmen, entsprechenden flexibilitätsbezogenen Maßnahmen zu reagieren, um die Unternehmensziele unter veränderten Prämissen zu erfüllen. Die Nutzung bzw. Herausbildung von Flexibilitätseigenschaften, nicht nur im Sinne des Reagierens auf Umwelteinflüsse kann auch neue Chancen eröffnen. Die Erhöhung der Flexibilität erfordert den Einsatz von Reserven des betrieblichen Leistungsvermögens. Flexibilität Charakterisiert die Fähigkeit produktionswirtschaftlicher Systeme, sich an veränderte Produktionsbedingungen und –aufgaben anzupassen. Flexibilitätsmerkmale, -ziele, -bereiche Die Flexibilität kann wie die Kapazität in qualitative und quantitative Merkmale unterteilt werden. Anpassungs- bzw. Umstellungseffekte können dabei als Output-, Throughput- und Inputflexibilität gemessen werden. Flexibilitätsbereiche und –merkmale
Flexibilitätsziele können durch den Zielinhalt, das Zielausmaß und den Zeitbezug erfasst werden. Die Ausprägung dieser Zieldimensionen bestimmen Niveau, Intensität und Geschwindigkeit notwendiger Anpassungs- und Umstellungsprozesse. Maßnahmen zur Erhöhung der Flexibilität verursachen z.T. erhebliche Kosten. Abstimmung von Flexibilitätsbedarf und –potenzial
Die Grafik zeigt die 4 Grundfälle. Fall I/III Abdeckung der Flexibilitätsbedarfs durch das betriebliche Flexibilitätspotenzial Fall II Situation betrieblicher Inflexibilität Fall IV Überflexibilität
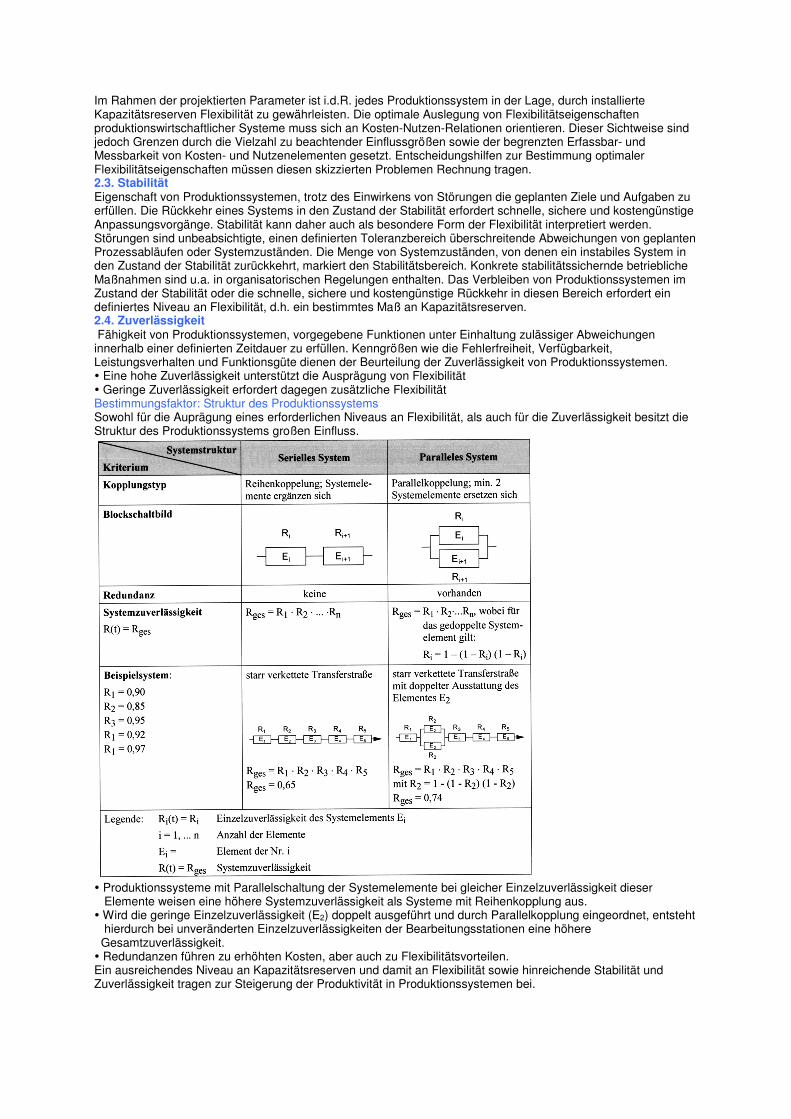
Im Rahmen der projektierten Parameter ist i.d.R. jedes Produktionssystem in der Lage, durch installierte Kapazitätsreserven Flexibilität zu gewährleisten. Die optimale Auslegung von Flexibilitätseigenschaften produktionswirtschaftlicher Systeme muss sich an Kosten-Nutzen-Relationen orientieren. Dieser Sichtweise sind jedoch Grenzen durch die Vielzahl zu beachtender Einflussgrößen sowie der begrenzten Erfassbar- und Messbarkeit von Kosten- und Nutzenelementen gesetzt. Entscheidungshilfen zur Bestimmung optimaler Flexibilitätseigenschaften müssen diesen skizzierten Problemen Rechnung tragen. 2.3. Stabilität Eigenschaft von Produktionssystemen, trotz des Einwirkens von Störungen die geplanten Ziele und Aufgaben zu erfüllen. Die Rückkehr eines Systems in den Zustand der Stabilität erfordert schnelle, sichere und kostengünstige Anpassungsvorgänge. Stabilität kann daher auch als besondere Form der Flexibilität interpretiert werden. Störungen sind unbeabsichtigte, einen definierten Toleranzbereich überschreitende Abweichungen von geplanten Prozessabläufen oder Systemzuständen. Die Menge von Systemzuständen, von denen ein instabiles System in den Zustand der Stabilität zurückkehrt, markiert den Stabilitätsbereich. Konkrete stabilitätssichernde betriebliche Maßnahmen sind u.a. in organisatorischen Regelungen enthalten. Das Verbleiben von Produktionssystemen im Zustand der Stabilität oder die schnelle, sichere und kostengünstige Rückkehr in diesen Bereich erfordert ein definiertes Niveau an Flexibilität, d.h. ein bestimmtes Maß an Kapazitätsreserven. 2.4. Zuverlässigkeit Fähigkeit von Produktionssystemen, vorgegebene Funktionen unter Einhaltung zulässiger Abweichungen innerhalb einer definierten Zeitdauer zu erfüllen. Kenngrößen wie die Fehlerfreiheit, Verfügbarkeit, Leistungsverhalten und Funktionsgüte dienen der Beurteilung der Zuverlässigkeit von Produktionssystemen. � Eine hohe Zuverlässigkeit unterstützt die Ausprägung von Flexibilität � Geringe Zuverlässigkeit erfordert dagegen zusätzliche Flexibilität Bestimmungsfaktor: Struktur des Produktionssystems Sowohl für die Auprägung eines erforderlichen Niveaus an Flexibilität, als auch für die Zuverlässigkeit besitzt die Struktur des Produktionssystems großen Einfluss.
� Produktionssysteme mit Parallelschaltung der Systemelemente bei gleicher Einzelzuverlässigkeit dieser Elemente weisen eine höhere Systemzuverlässigkeit als Systeme mit Reihenkopplung aus. � Wird die geringe Einzelzuverlässigkeit (E2) doppelt ausgeführt und durch Parallelkopplung eingeordnet, entsteht hierdurch bei unveränderten Einzelzuverlässigkeiten der Bearbeitungsstationen eine höhere Gesamtzuverlässigkeit. � Redundanzen führen zu erhöhten Kosten, aber auch zu Flexibilitätsvorteilen. Ein ausreichendes Niveau an Kapazitätsreserven und damit an Flexibilität sowie hinreichende Stabilität und Zuverlässigkeit tragen zur Steigerung der Produktivität in Produktionssystemen bei.
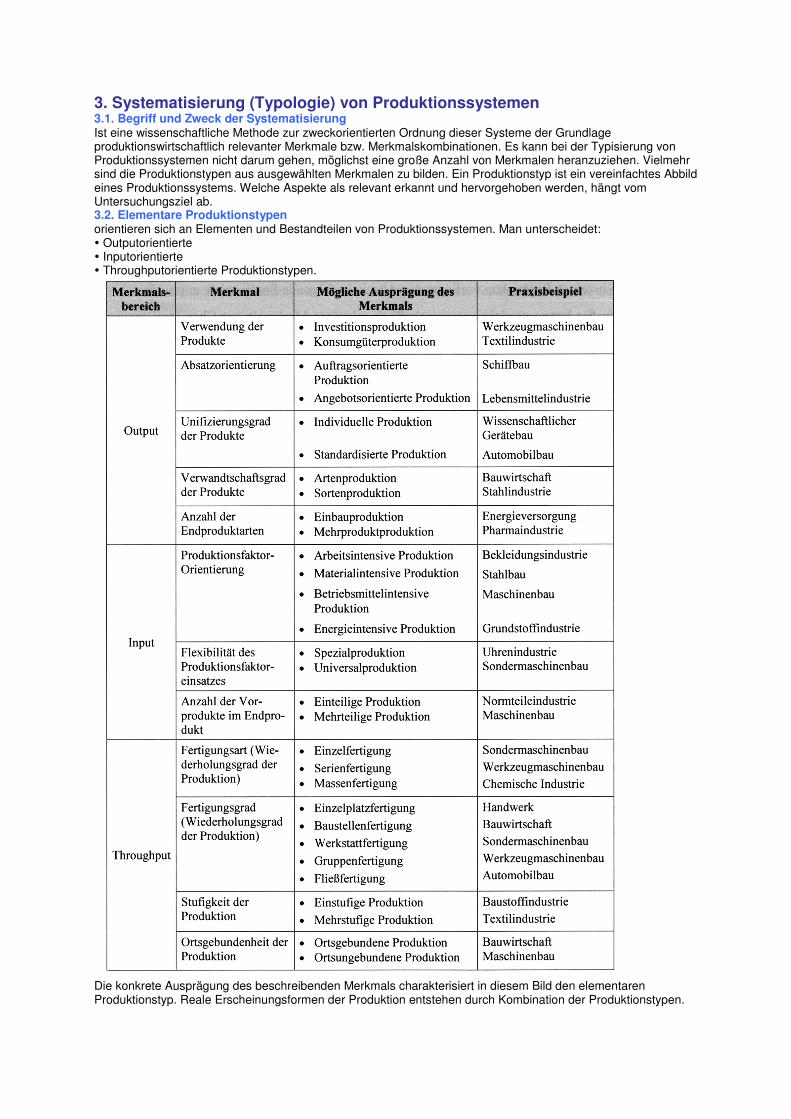
3. Systematisierung (Typologie) von Produktionssystemen 3.1. Begriff und Zweck der Systematisierung Ist eine wissenschaftliche Methode zur zweckorientierten Ordnung dieser Systeme der Grundlage produktionswirtschaftlich relevanter Merkmale bzw. Merkmalskombinationen. Es kann bei der Typisierung von Produktionssystemen nicht darum gehen, möglichst eine große Anzahl von Merkmalen heranzuziehen. Vielmehr sind die Produktionstypen aus ausgewählten Merkmalen zu bilden. Ein Produktionstyp ist ein vereinfachtes Abbild eines Produktionssystems. Welche Aspekte als relevant erkannt und hervorgehoben werden, hängt vom Untersuchungsziel ab. 3.2. Elementare Produktionstypen orientieren sich an Elementen und Bestandteilen von Produktionssystemen. Man unterscheidet: � Outputorientierte � Inputorientierte � Throughputorientierte Produktionstypen.
Die konkrete Ausprägung des beschreibenden Merkmals charakterisiert in diesem Bild den elementaren Produktionstyp. Reale Erscheinungsformen der Produktion entstehen durch Kombination der Produktionstypen.
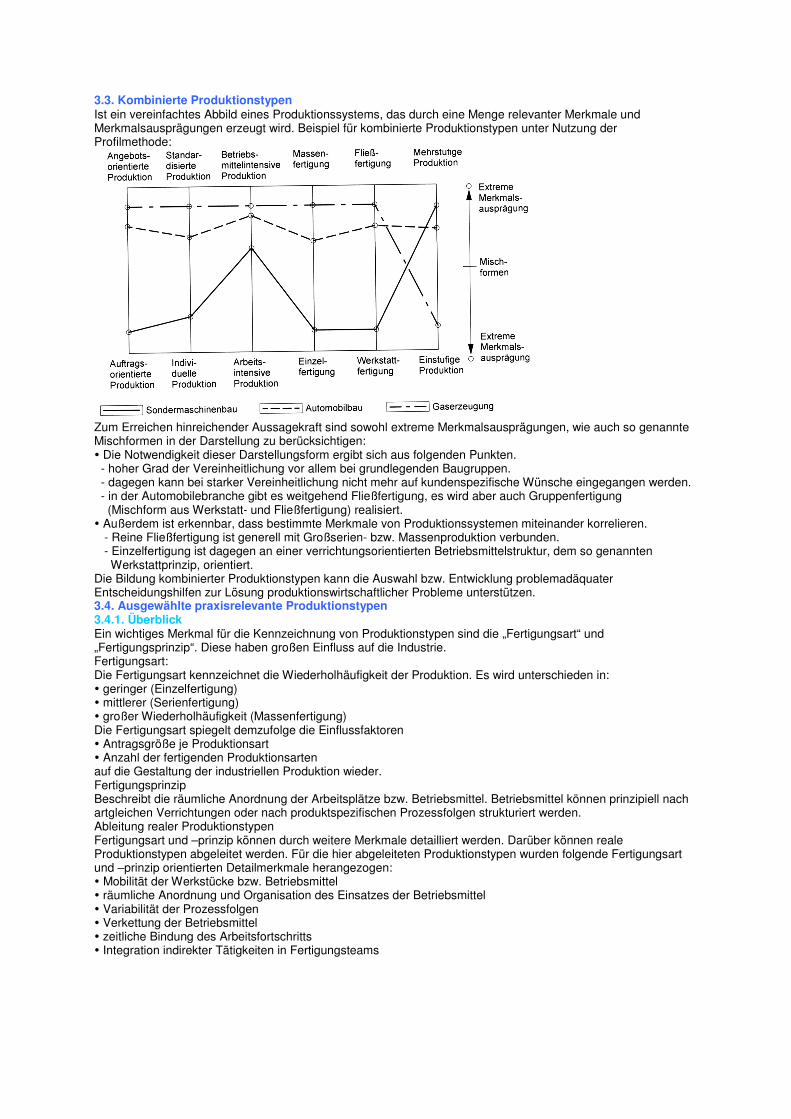
3.3. Kombinierte Produktionstypen Ist ein vereinfachtes Abbild eines Produktionssystems, das durch eine Menge relevanter Merkmale und Merkmalsausprägungen erzeugt wird. Beispiel für kombinierte Produktionstypen unter Nutzung der Profilmethode:
Zum Erreichen hinreichender Aussagekraft sind sowohl extreme Merkmalsausprägungen, wie auch so genannte Mischformen in der Darstellung zu berücksichtigen: � Die Notwendigkeit dieser Darstellungsform ergibt sich aus folgenden Punkten. - hoher Grad der Vereinheitlichung vor allem bei grundlegenden Baugruppen. - dagegen kann bei starker Vereinheitlichung nicht mehr auf kundenspezifische Wünsche eingegangen werden. - in der Automobilebranche gibt es weitgehend Fließfertigung, es wird aber auch Gruppenfertigung (Mischform aus Werkstatt- und Fließfertigung) realisiert. � Außerdem ist erkennbar, dass bestimmte Merkmale von Produktionssystemen miteinander korrelieren. - Reine Fließfertigung ist generell mit Großserien- bzw. Massenproduktion verbunden. - Einzelfertigung ist dagegen an einer verrichtungsorientierten Betriebsmittelstruktur, dem so genannten Werkstattprinzip, orientiert. Die Bildung kombinierter Produktionstypen kann die Auswahl bzw. Entwicklung problemadäquater Entscheidungshilfen zur Lösung produktionswirtschaftlicher Probleme unterstützen. 3.4. Ausgewählte praxisrelevante Produktionstypen 3.4.1. Überblick Ein wichtiges Merkmal für die Kennzeichnung von Produktionstypen sind die „Fertigungsart“ und „Fertigungsprinzip“. Diese haben großen Einfluss auf die Industrie. Fertigungsart: Die Fertigungsart kennzeichnet die Wiederholhäufigkeit der Produktion. Es wird unterschieden in: � geringer (Einzelfertigung) � mittlerer (Serienfertigung) � großer Wiederholhäufigkeit (Massenfertigung) Die Fertigungsart spiegelt demzufolge die Einflussfaktoren � Antragsgröße je Produktionsart � Anzahl der fertigenden Produktionsarten auf die Gestaltung der industriellen Produktion wieder. Fertigungsprinzip Beschreibt die räumliche Anordnung der Arbeitsplätze bzw. Betriebsmittel. Betriebsmittel können prinzipiell nach artgleichen Verrichtungen oder nach produktspezifischen Prozessfolgen strukturiert werden. Ableitung realer Produktionstypen Fertigungsart und –prinzip können durch weitere Merkmale detailliert werden. Darüber können reale Produktionstypen abgeleitet werden. Für die hier abgeleiteten Produktionstypen wurden folgende Fertigungsart und –prinzip orientierten Detailmerkmale herangezogen: � Mobilität der Werkstücke bzw. Betriebsmittel � räumliche Anordnung und Organisation des Einsatzes der Betriebsmittel � Variabilität der Prozessfolgen � Verkettung der Betriebsmittel � zeitliche Bindung des Arbeitsfortschritts � Integration indirekter Tätigkeiten in Fertigungsteams
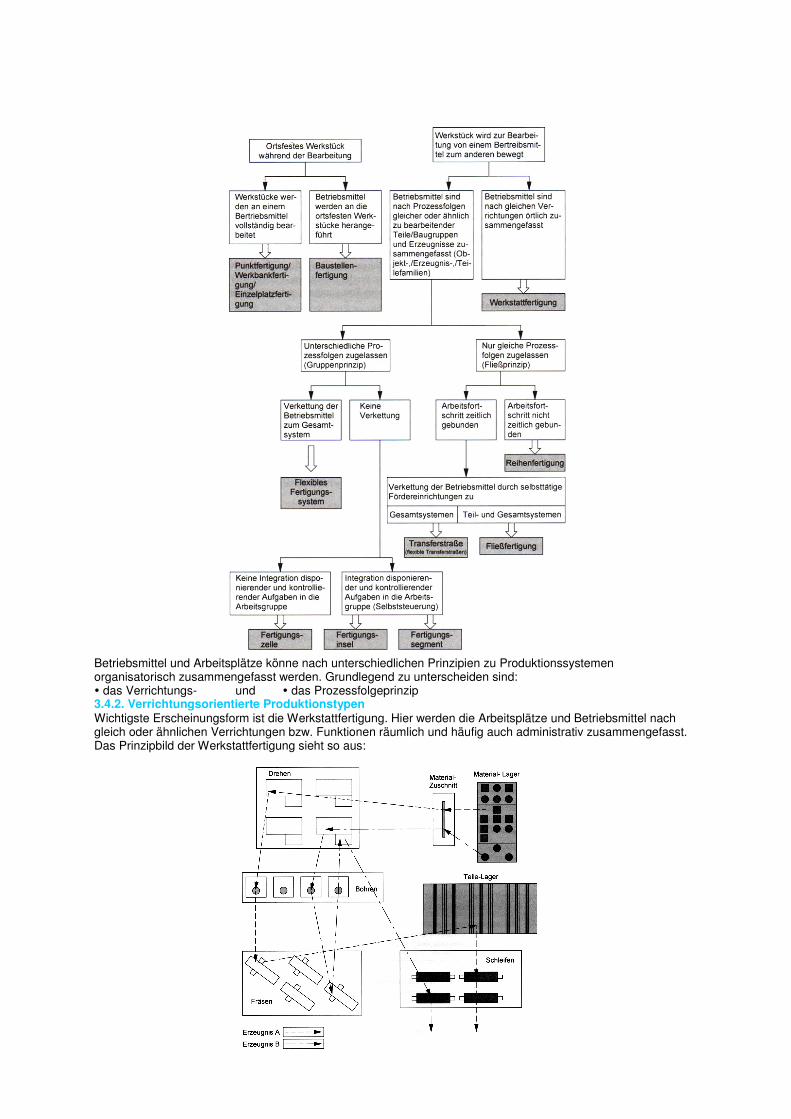
Betriebsmittel und Arbeitsplätze könne nach unterschiedlichen Prinzipien zu Produktionssystemen organisatorisch zusammengefasst werden. Grundlegend zu unterscheiden sind: � das Verrichtungs- und � das Prozessfolgeprinzip 3.4.2. Verrichtungsorientierte Produktionstypen Wichtigste Erscheinungsform ist die Werkstattfertigung. Hier werden die Arbeitsplätze und Betriebsmittel nach gleich oder ähnlichen Verrichtungen bzw. Funktionen räumlich und häufig auch administrativ zusammengefasst. Das Prinzipbild der Werkstattfertigung sieht so aus:
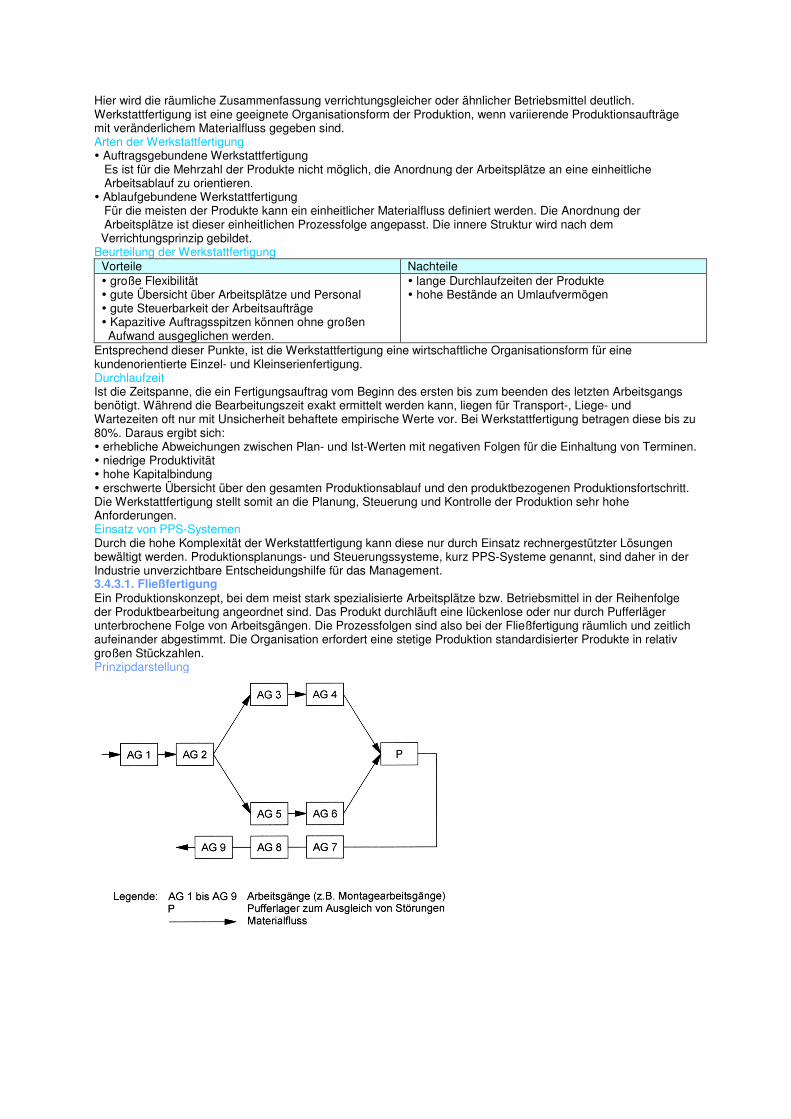
Hier wird die räumliche Zusammenfassung verrichtungsgleicher oder ähnlicher Betriebsmittel deutlich. Werkstattfertigung ist eine geeignete Organisationsform der Produktion, wenn variierende Produktionsaufträge mit veränderlichem Materialfluss gegeben sind. Arten der Werkstattfertigung � Auftragsgebundene Werkstattfertigung Es ist für die Mehrzahl der Produkte nicht möglich, die Anordnung der Arbeitsplätze an eine einheitliche Arbeitsablauf zu orientieren. � Ablaufgebundene Werkstattfertigung Für die meisten der Produkte kann ein einheitlicher Materialfluss definiert werden. Die Anordnung der Arbeitsplätze ist dieser einheitlichen Prozessfolge angepasst. Die innere Struktur wird nach dem Verrichtungsprinzip gebildet. Beurteilung der Werkstattfertigung
Vorteile Nachteile � große Flexibilität � gute Übersicht über Arbeitsplätze und Personal � gute Steuerbarkeit der Arbeitsaufträge � Kapazitive Auftragsspitzen können ohne großen Aufwand ausgeglichen werden.
� lange Durchlaufzeiten der Produkte � hohe Bestände an Umlaufvermögen
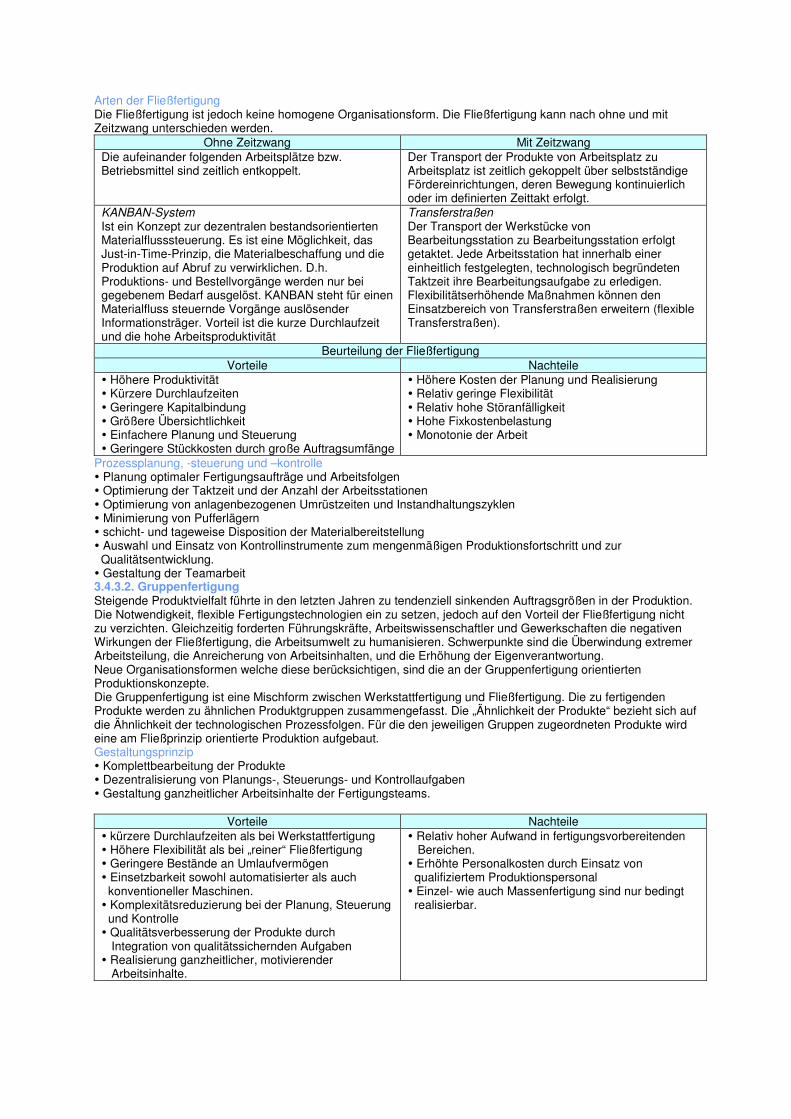
Entsprechend dieser Punkte, ist die Werkstattfertigung eine wirtschaftliche Organisationsform für eine kundenorientierte Einzel- und Kleinserienfertigung. Durchlaufzeit Ist die Zeitspanne, die ein Fertigungsauftrag vom Beginn des ersten bis zum beenden des letzten Arbeitsgangs benötigt. Während die Bearbeitungszeit exakt ermittelt werden kann, liegen für Transport-, Liege- und Wartezeiten oft nur mit Unsicherheit behaftete empirische Werte vor. Bei Werkstattfertigung betragen diese bis zu 80%. Daraus ergibt sich: � erhebliche Abweichungen zwischen Plan- und Ist-Werten mit negativen Folgen für die Einhaltung von Terminen. � niedrige Produktivität � hohe Kapitalbindung � erschwerte Übersicht über den gesamten Produktionsablauf und den produktbezogenen Produktionsfortschritt. Die Werkstattfertigung stellt somit an die Planung, Steuerung und Kontrolle der Produktion sehr hohe Anforderungen. Einsatz von PPS-Systemen Durch die hohe Komplexität der Werkstattfertigung kann diese nur durch Einsatz rechnergestützter Lösungen bewältigt werden. Produktionsplanungs- und Steuerungssysteme, kurz PPS-Systeme genannt, sind daher in der Industrie unverzichtbare Entscheidungshilfe für das Management. 3.4.3.1. Fließfertigung Ein Produktionskonzept, bei dem meist stark spezialisierte Arbeitsplätze bzw. Betriebsmittel in der Reihenfolge der Produktbearbeitung angeordnet sind. Das Produkt durchläuft eine lückenlose oder nur durch Pufferläger unterbrochene Folge von Arbeitsgängen. Die Prozessfolgen sind also bei der Fließfertigung räumlich und zeitlich aufeinander abgestimmt. Die Organisation erfordert eine stetige Produktion standardisierter Produkte in relativ großen Stückzahlen. Prinzipdarstellung
Arten der Fließfertigung Die Fließfertigung ist jedoch keine homogene Organisationsform. Die Fließfertigung kann nach ohne und mit Zeitzwang unterschieden werden.
Ohne Zeitzwang Mit Zeitzwang Die aufeinander folgenden Arbeitsplätze bzw. Betriebsmittel sind zeitlich entkoppelt.
Der Transport der Produkte von Arbeitsplatz zu Arbeitsplatz ist zeitlich gekoppelt über selbstständige Fördereinrichtungen, deren Bewegung kontinuierlich oder im definierten Zeittakt erfolgt.
KANBAN-System Ist ein Konzept zur dezentralen bestandsorientierten Materialflusssteuerung. Es ist eine Möglichkeit, das Just-in-Time-Prinzip, die Materialbeschaffung und die Produktion auf Abruf zu verwirklichen. D.h. Produktions- und Bestellvorgänge werden nur bei gegebenem Bedarf ausgelöst. KANBAN steht für einen Materialfluss steuernde Vorgänge auslösender Informationsträger. Vorteil ist die kurze Durchlaufzeit und die hohe Arbeitsproduktivität
Transferstraßen Der Transport der Werkstücke von Bearbeitungsstation zu Bearbeitungsstation erfolgt getaktet. Jede Arbeitsstation hat innerhalb einer einheitlich festgelegten, technologisch begründeten Taktzeit ihre Bearbeitungsaufgabe zu erledigen. Flexibilitätserhöhende Maßnahmen können den Einsatzbereich von Transferstraßen erweitern (flexible Transferstraßen).
Beurteilung der Fließfertigung Vorteile Nachteile
� Höhere Produktivität � Kürzere Durchlaufzeiten � Geringere Kapitalbindung � Größere Übersichtlichkeit � Einfachere Planung und Steuerung � Geringere Stückkosten durch große Auftragsumfänge
� Höhere Kosten der Planung und Realisierung � Relativ geringe Flexibilität � Relativ hohe Störanfälligkeit � Hohe Fixkostenbelastung � Monotonie der Arbeit
Prozessplanung, -steuerung und –kontrolle � Planung optimaler Fertigungsaufträge und Arbeitsfolgen � Optimierung der Taktzeit und der Anzahl der Arbeitsstationen � Optimierung von anlagenbezogenen Umrüstzeiten und Instandhaltungszyklen � Minimierung von Pufferlägern � schicht- und tageweise Disposition der Materialbereitstellung � Auswahl und Einsatz von Kontrollinstrumente zum mengenmäßigen Produktionsfortschritt und zur Qualitätsentwicklung. � Gestaltung der Teamarbeit 3.4.3.2. Gruppenfertigung Steigende Produktvielfalt führte in den letzten Jahren zu tendenziell sinkenden Auftragsgrößen in der Produktion. Die Notwendigkeit, flexible Fertigungstechnologien ein zu setzen, jedoch auf den Vorteil der Fließfertigung nicht zu verzichten. Gleichzeitig forderten Führungskräfte, Arbeitswissenschaftler und Gewerkschaften die negativen Wirkungen der Fließfertigung, die Arbeitsumwelt zu humanisieren. Schwerpunkte sind die Überwindung extremer Arbeitsteilung, die Anreicherung von Arbeitsinhalten, und die Erhöhung der Eigenverantwortung. Neue Organisationsformen welche diese berücksichtigen, sind die an der Gruppenfertigung orientierten Produktionskonzepte. Die Gruppenfertigung ist eine Mischform zwischen Werkstattfertigung und Fließfertigung. Die zu fertigenden Produkte werden zu ähnlichen Produktgruppen zusammengefasst. Die „Ähnlichkeit der Produkte“ bezieht sich auf die Ähnlichkeit der technologischen Prozessfolgen. Für die den jeweiligen Gruppen zugeordneten Produkte wird eine am Fließprinzip orientierte Produktion aufgebaut. Gestaltungsprinzip � Komplettbearbeitung der Produkte � Dezentralisierung von Planungs-, Steuerungs- und Kontrollaufgaben � Gestaltung ganzheitlicher Arbeitsinhalte der Fertigungsteams.
Vorteile Nachteile � kürzere Durchlaufzeiten als bei Werkstattfertigung � Höhere Flexibilität als bei „reiner“ Fließfertigung � Geringere Bestände an Umlaufvermögen � Einsetzbarkeit sowohl automatisierter als auch konventioneller Maschinen. � Komplexitätsreduzierung bei der Planung, Steuerung und Kontrolle � Qualitätsverbesserung der Produkte durch Integration von qualitätssichernden Aufgaben � Realisierung ganzheitlicher, motivierender Arbeitsinhalte.
� Relativ hoher Aufwand in fertigungsvorbereitenden Bereichen. � Erhöhte Personalkosten durch Einsatz von qualifiziertem Produktionspersonal � Einzel- wie auch Massenfertigung sind nur bedingt realisierbar.
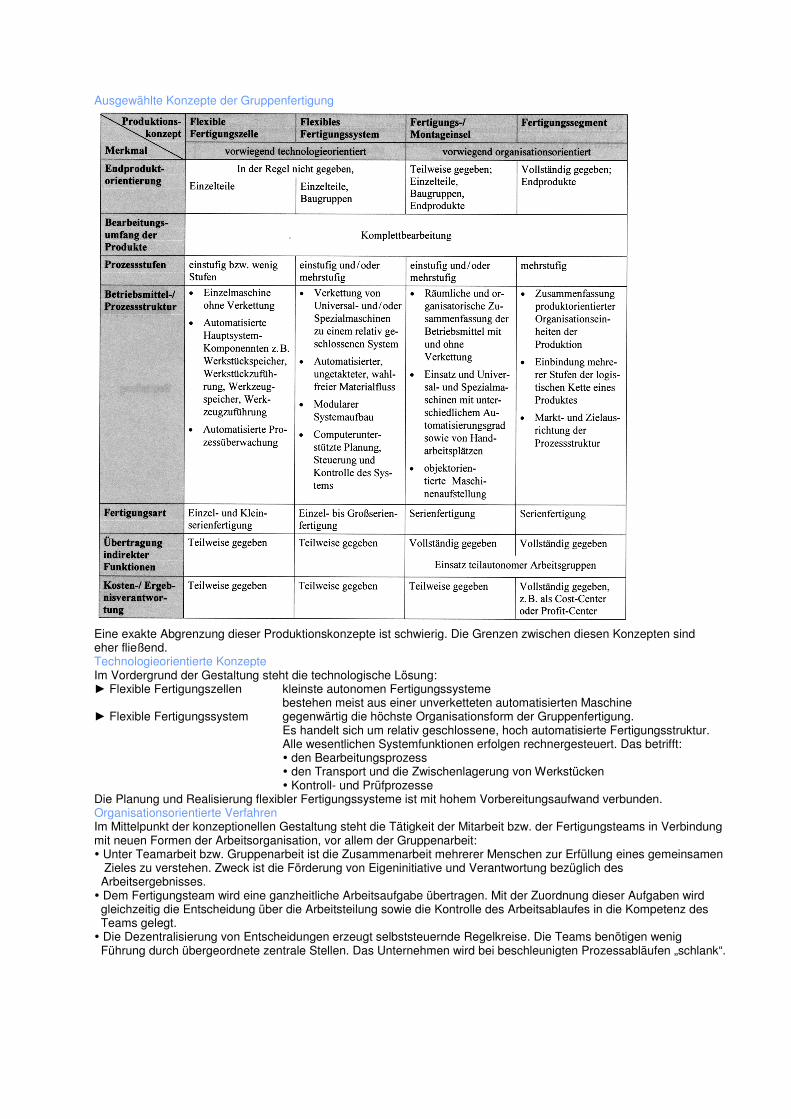
Ausgewählte Konzepte der Gruppenfertigung
Eine exakte Abgrenzung dieser Produktionskonzepte ist schwierig. Die Grenzen zwischen diesen Konzepten sind eher fließend. Technologieorientierte Konzepte Im Vordergrund der Gestaltung steht die technologische Lösung: ► Flexible Fertigungszellen kleinste autonomen Fertigungssysteme bestehen meist aus einer unverketteten automatisierten Maschine ► Flexible Fertigungssystem gegenwärtig die höchste Organisationsform der Gruppenfertigung. Es handelt sich um relativ geschlossene, hoch automatisierte Fertigungsstruktur. Alle wesentlichen Systemfunktionen erfolgen rechnergesteuert. Das betrifft: � den Bearbeitungsprozess � den Transport und die Zwischenlagerung von Werkstücken � Kontroll- und Prüfprozesse Die Planung und Realisierung flexibler Fertigungssysteme ist mit hohem Vorbereitungsaufwand verbunden. Organisationsorientierte Verfahren Im Mittelpunkt der konzeptionellen Gestaltung steht die Tätigkeit der Mitarbeit bzw. der Fertigungsteams in Verbindung mit neuen Formen der Arbeitsorganisation, vor allem der Gruppenarbeit: � Unter Teamarbeit bzw. Gruppenarbeit ist die Zusammenarbeit mehrerer Menschen zur Erfüllung eines gemeinsamen Zieles zu verstehen. Zweck ist die Förderung von Eigeninitiative und Verantwortung bezüglich des Arbeitsergebnisses. � Dem Fertigungsteam wird eine ganzheitliche Arbeitsaufgabe übertragen. Mit der Zuordnung dieser Aufgaben wird gleichzeitig die Entscheidung über die Arbeitsteilung sowie die Kontrolle des Arbeitsablaufes in die Kompetenz des Teams gelegt. � Die Dezentralisierung von Entscheidungen erzeugt selbststeuernde Regelkreise. Die Teams benötigen wenig Führung durch übergeordnete zentrale Stellen. Das Unternehmen wird bei beschleunigten Prozessabläufen „schlank“.
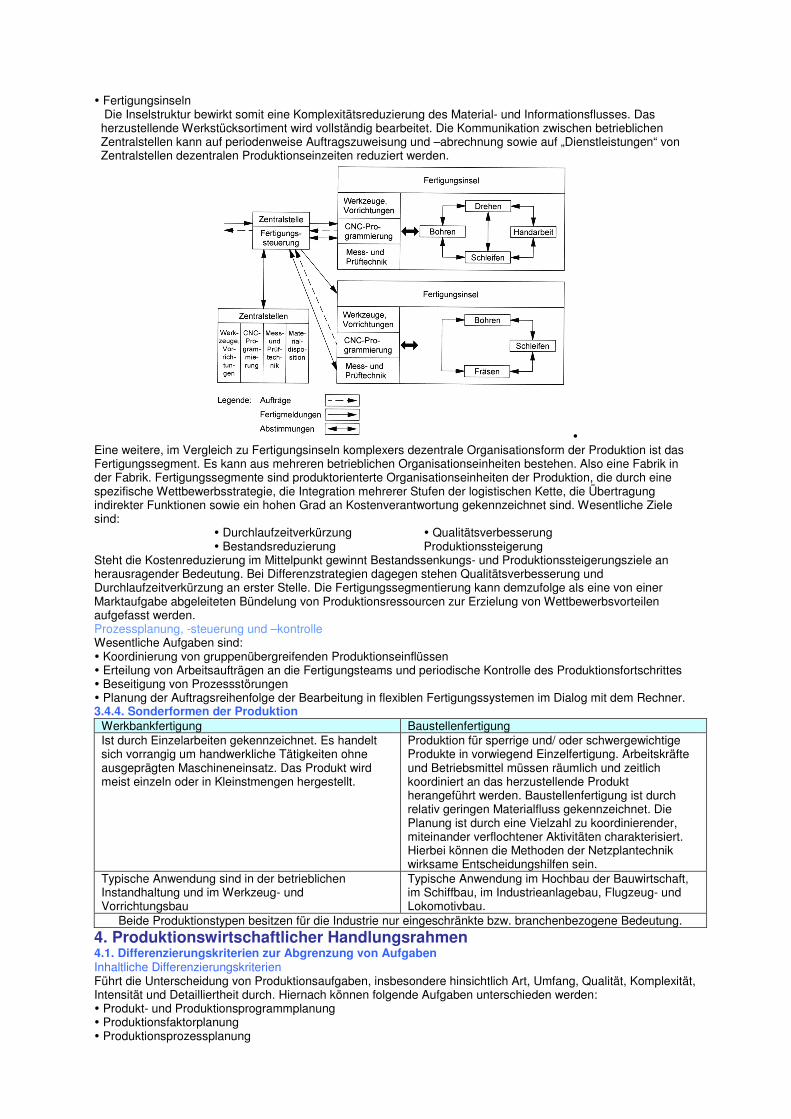
� Fertigungsinseln Die Inselstruktur bewirkt somit eine Komplexitätsreduzierung des Material- und Informationsflusses. Das herzustellende Werkstücksortiment wird vollständig bearbeitet. Die Kommunikation zwischen betrieblichen Zentralstellen kann auf periodenweise Auftragszuweisung und –abrechnung sowie auf „Dienstleistungen“ von Zentralstellen dezentralen Produktionseinzeiten reduziert werden.
� Eine weitere, im Vergleich zu Fertigungsinseln komplexers dezentrale Organisationsform der Produktion ist das Fertigungssegment. Es kann aus mehreren betrieblichen Organisationseinheiten bestehen. Also eine Fabrik in der Fabrik. Fertigungssegmente sind produktorienterte Organisationseinheiten der Produktion, die durch eine spezifische Wettbewerbsstrategie, die Integration mehrerer Stufen der logistischen Kette, die Übertragung indirekter Funktionen sowie ein hohen Grad an Kostenverantwortung gekennzeichnet sind. Wesentliche Ziele sind: � Durchlaufzeitverkürzung � Qualitätsverbesserung � Bestandsreduzierung Produktionssteigerung Steht die Kostenreduzierung im Mittelpunkt gewinnt Bestandssenkungs- und Produktionssteigerungsziele an herausragender Bedeutung. Bei Differenzstrategien dagegen stehen Qualitätsverbesserung und Durchlaufzeitverkürzung an erster Stelle. Die Fertigungssegmentierung kann demzufolge als eine von einer Marktaufgabe abgeleiteten Bündelung von Produktionsressourcen zur Erzielung von Wettbewerbsvorteilen aufgefasst werden. Prozessplanung, -steuerung und –kontrolle Wesentliche Aufgaben sind: � Koordinierung von gruppenübergreifenden Produktionseinflüssen � Erteilung von Arbeitsaufträgen an die Fertigungsteams und periodische Kontrolle des Produktionsfortschrittes � Beseitigung von Prozessstörungen � Planung der Auftragsreihenfolge der Bearbeitung in flexiblen Fertigungssystemen im Dialog mit dem Rechner. 3.4.4. Sonderformen der Produktion
Werkbankfertigung Baustellenfertigung Ist durch Einzelarbeiten gekennzeichnet. Es handelt sich vorrangig um handwerkliche Tätigkeiten ohne ausgeprägten Maschineneinsatz. Das Produkt wird meist einzeln oder in Kleinstmengen hergestellt.
Produktion für sperrige und/ oder schwergewichtige Produkte in vorwiegend Einzelfertigung. Arbeitskräfte und Betriebsmittel müssen räumlich und zeitlich koordiniert an das herzustellende Produkt herangeführt werden. Baustellenfertigung ist durch relativ geringen Materialfluss gekennzeichnet. Die Planung ist durch eine Vielzahl zu koordinierender, miteinander verflochtener Aktivitäten charakterisiert. Hierbei können die Methoden der Netzplantechnik wirksame Entscheidungshilfen sein.
Typische Anwendung sind in der betrieblichen Instandhaltung und im Werkzeug- und Vorrichtungsbau
Typische Anwendung im Hochbau der Bauwirtschaft, im Schiffbau, im Industrieanlagebau, Flugzeug- und Lokomotivbau.
Beide Produktionstypen besitzen für die Industrie nur eingeschränkte bzw. branchenbezogene Bedeutung.
4. Produktionswirtschaftlicher Handlungsrahmen 4.1. Differenzierungskriterien zur Abgrenzung von Aufgaben Inhaltliche Differenzierungskriterien Führt die Unterscheidung von Produktionsaufgaben, insbesondere hinsichtlich Art, Umfang, Qualität, Komplexität, Intensität und Detailliertheit durch. Hiernach können folgende Aufgaben unterschieden werden: � Produkt- und Produktionsprogrammplanung � Produktionsfaktorplanung � Produktionsprozessplanung
Organisatorische Differenzierungskriterien Produktionsaufgaben können nach folgenden Produktionsaufgaben abgegrenzt werden: � funktionalen � hierarchischen � verantwortungsbezogenen Aspekte. So müssen auf jeder Managementebene horizontale Zusammenhänge zwischen Produktion bzw. Produktionsprogrammen und den hierzu notwendigen Leistungspotenzialen und Prozessen beachtet werden. Zeitliche Differenzierungskriterien Hiernach können langfristige, mittelfristige und kurzfristige Aufgaben unterschieden werden � langfristige Produktionsaufgaben Planungshorizont > 5 Jahre � mittelfristige Produktionsplanung Planungshorizont > 1 und < 5 Jahre � kurzfristige Produktionsplanung Planungshorizont < 1 Jahr Es gibt kein einheitliches Verständnis für die Bemessung von Planungszeiträumen gibt. Aus der kombinatorischen Anwendung dieser Differenzierungskriterien können strategische, taktische und operative Aufgaben des Produktionsmanagement abgeleitet werden, die nach inhaltlichen Aspekten weiter aufgliederbar sind. 4.2. Strategisches und taktisches Produktionsmanagement Strategische Aufgaben Strategische Aufgaben des Produktionsmanagement umfassen Grundsatzplanungen mit langfristiger Wirkung zur Schaffung von Voraussetzungen für die künftige Produktion. Im Mittelpunkt steht der Aufbau bzw. die Sicherung von Erfolgspotenzialen. Strategische Entscheidungen sind daher schwer korrigierbar. Strategisch Aufgaben sind: � die Festlegung von künftigen Aktions- und Tätigkeitsfeldern � Orientierungen für die Entwicklung � langfristige Festlegungen zur standortbezogenen Entwicklung � Vorgehensweise zum Einsatz neuer Technologien Taktische Aufgaben Taktische Aufgaben des Produktionsmanagements konkretisieren die strategischen Produktionspläne. Hauptinhalte der taktischen Produktionsplanung ist die strategieabhängige Gestaltung des Produkt- und Produktionssystems durch mittelfristig realisierbare Maßnahmen. Vorhaben bzw. Aktivitäten der Anpassung, Änderung und/ oder Neustrukturierung. Wesentliche Aufgaben sind: � die Konstruktion und Produktionseinführung � die Eliminierung veralteter Produkte � die Entwicklung und der Einsatz neuer technologischer Verfahren � die Ausgestaltung der Produktionsstandorte � der Entwurf und der Einsatz neuer Produktionskonzepte � die Bestimmung des Produktionsprogramms nach Breite und Tiefe Abgrenzungsproblematik Es kann Probleme bereiten, strategische und taktische Aufgaben des Produktionsmanagements voneinander abzugrenzen. Die Grenzen verlaufen entsprechend des konkreten Planungsgegenstandes eher fließend. Besonders deutlich wird diese bei der Vorbereitung und Durchführung der Investitionen. Organisatorische Zuordnung Strategische Entscheidungen der Produktion sind i.d.R. dem oberen Management zuzuordnen. Die Konkretisierung strategischer Orientierung durch taktische planerische Maßnahmen und Entscheidungen ist vorwiegend Aufgabe des mittleren Managements. 4.3. Operatives Produktionsmanagement Taktische Planungsentscheidungen bilden den Handlungsrahmen für das operative Produktionsmanagement. Die Aufgabe darin, die planmäßige Durchführung der Produktion durch ein wirtschaftliches Zusammenwirken der Produktionsfaktoren zu gewährleisten . Hierzu sind disponierende, steuernde und kontrollierende Führungsaktivitäten notwendig. Das operative Produktionsmanagement sichert somit den planmäßigen Vollzug der Produktion im Rahmen gegebener Produktionsbedingungen. Zum operativen Produktionsmanagement gehören z.B. Meister, Gruppenleiter, Fertigungsabschnittsleiter und Teamführer Rückkoppelungseffekte Die konkreten Ergebnisse der Produktionsdurchführung eröffnen Handlungsspielräume für weitere taktische und strategische Planungen. Gegebenfalls müssen aufgrund nicht vorhersehbarer veränderter Produktionsbedingungen langfristige Planungen korrigiert werden.





























