Embed Size (px)
Citation preview

Nuclear Africa 2017 David Boyes STL
PROJECT STATUS

Company structure

• COMPANY STRUCTURE • STRATEGY AND PLAN • RARE EARTH MINE • REACTOR • DESALINATION • FUEL • REACTOR SCHEDULE • FUEL SCHEDULE • COSTING LUEC and overnight cost

About STL
• Steenkampskraal Thorium Ltd. (STL) is a South African registered company, supported by private share holders and is based in Centurion
• STL is developing thorium as a clean, safe and efficient energy source from the point at which the thorium is mined to the production of thorium containing fuels
• STL is designing a small modular High Temperature Reactor and a pebble fuel factory
• STL is designing a processing plant at the mine to process ore into rare earth materials

STL’s Nuclear Initiative in RSA
• STL has built up a technical team of specialists to design and build a reactor and a fuel plant
• Four years of engineering completed on a 100MWth HTGR
• STL product is a “HTGR High Temperature Modular Reactor “ (HTMR)
• Objective is to build a “demo“ reactor on the NECSA site together with a fuel plant
• The objective is cleaner, safer, sustainable and affordable nuclear power and nuclear desalination

STL’s non-nuclear Initiative in RSA
• Develop infrastructure around the mine • Build processing plants for rare earths and
thorium, which include REE separation and alloys for magnet production
• Produce nuclear grade thorium for use in fuels • Mine and plants operational in 2 years • Become strategic supplier to the West

• Steenkampskraal Monazite Mine is located approximately 330 Km due north of Cape Town
• It is 70 KM north of Vanrhynsdorp, the nearest town centre

This is an existing underground Mine with the following distinct features:
• A high grade monazite vein deposit with visibly clear distinction between the ore body and the waste rock so that blasting and hauling of waste rock will be very minimal.
• It has high Th content too as an added value for nuclear fuel application
• Environmental and Radiation Regulatory Authorizations are in place.
• Significant amount of work to restart the mine has already been done.
• Has a jurisdictional mine site area of 474 hectares.
• Surrounding farm areas of 6 990 hectares have been purchased as buffer zones for the mine operations.

Extensive Drilling Work
• Drilling has been extensive enough to delineate the ore body just around the Koppie. • Potential exists to find the mineralization beyond the current drilled locations


Rare Earth and Thorium Refinery Plants

• Ore will be crushed, milled and beneficiated to produce monazite concentrates.
• Monazite concentrate will chemically be treated to produce purified RE nitrate that will be supplied to a separation Refinery
• REE powder alloys will be prepared for magnet production • Cerium will be removed and stored on site. • Thorium will be purified for nuclear fuel fabrication

Thor Energy Oslo, Norway
• STL is part of the International Thorium Consortium • Aim is to commercialize thorium as a supplement fuel
in conventional nuclear reactors • Irradiation testing of thorium-oxide LWR pellets in the
Halden Reactor (Norway) started on 25 April 2013 • Six rigs in the reactor containing various Thorium fuel
compositions: (7%-40%)
Thorium-oxide pellets

Thor Energy – Halden Reactor

The HTMR100 NPP

The HTMR
• The HTMR100 a Gen IV 100MWth helium cooled reactor that feature a uranium, uranium-thorium or plutonium-thorium fuel cycles
• Ceramic spherical fuel elements are used in an OTTO cycle
• This fuel technology has intrinsic safety characteristics
• Power conversion is via a proven helical coil steam generator
• The HTMR is a nuclear thermal power source that can be utilised for power generation and process heat applications specifically desalination applications
• Small size and modular construction result in shorter building times and lower costs

HTMR Reactors
Power (Thermal) 100MW
Pressure 40 bar
Reactor Outlet Temperature
750 °C
Power Conversion Steam Cycle
Product Heat and/or Electricity

HTMR100 Reactor
Reactor Vessel
CRDMs
Core Barrel
Graphite Structures
Connecting
Vessel Unit
Core
Support
Structure

Ceramic Core
Graphite core structures Complete assembly
Upper core structures
Bottom core structures

Reactor Unit (RU)
Steam Generator Unit
(SGU)
Reactor Pressure Vessel (RPV)
Control/Reflector Rod Drive mechanism
Core Unloading Machine (x2)
Blowers (x2)
Steam Outlet (x3)
Feed Water Inlet (x3)
Connecting Vessel Unit
RPV Support (x3)
Reactor and Steam Generator

Helium Flow Path
Blowers
Helical tube bundle
Collecting box
Tube distribution
chamber
Steam out (x3)
Feed water in
(x3)
Reflector rod vessels
Graphite top reflector
Graphite side reflector
Core barrel bottom
structure
Graphite bottom reflector
fuel
Reactor
Unit
Steam Generator Unit

Steam Generator
Main Helium
circulators
Steam Generator Vessel
Steam pipe
connecting vessel
Tube bundle
Hot gas duct
Vessel
restraints Feed water pipe
connecting vessel
Return gas plenum
Vessel Support
Tube bundle
support

Turbine building layout
Turbine building
Transformer building
Switchgear building Reactor building link tunnel
Power distribution yard
Water treatment building
Pump house Dry cooling towers

Fuel Handling System schematic
diagram

Plant Layout

Reactor Building

Electrical Building

HTMR Flexibility
• Small size
• Extendable, modular design which allows for future additional modules
• On-line fuelling
• The HTMR can be placed inland as it is gas-cooled and requires no water for cooling
• Used fuel only requires simple dry cooling
• Fast construction (modular design, skid mounted)
• The reactor is partially located underground (safety point)

HTMR Characteristics
• The HTMR is capable of providing temperatures from 250°C to 750°C
• The HTMR is capable of producing steam, heat, electricity or combinations thereof
• The HTMR is well suited for industrial processes
• The small reactor size allows for the road transport of the reactor vessel
• Modularity allows for further expansion
• The HTMR is inherently safe thus allowing placement close to processing plants to minimize energy loss

HTMR100 Power System PFD

Capital Cost
• The cost of progressive HTMR100 plants decline with time due to:
• The amortization of once-off engineering costs incurred when building the 1st plant
• The potential for economies of scale in the manufacture of components due to standardization of the plant.

Investment Expenditures – Direct field costs

LUEC – 5% Discount Rate (US$/kWh) 9 g HM fuel spheres, 60 000MWd/ton
1st NPP (FOAK) 2 OAK NPP 4 OAK NPP 8th NPP (NOAK)
Th-100 NPP units 1 1 1 1
Electricity price (US$/kWh) 0.17 0.17 0.17 0.17
MWe 35 35 35 35
Electricity production (kWe) 300 727 440 300 727 440 300 727 440 300 727 440
Pre Construction Cost $100 000 000 $100 000 000 $100 000 000 $100 000 000
Direct Cost $132 785 308 $124 818 190 $117 329 098 $110 289 352Indirect Cost $44 064 057 $44 064 057 $44 064 057 $44 064 057
Contingency $33 196 327 $26 557 062 $21 245 649 $16 996 519Total Capital Investment Cost $310 045 692 $295 439 308 $282 638 804 $271 349 929
Levelized Capital Cost (US$/kWe) 0.060 0.057 0.055 0.053
O&M $7 577 021 $7 425 481 $7 276 971 $7 131 432Levelized O&M Cost 0.0252 0.0247 0.0242 0.0237 Fresh Fuel Cost $10 138 889 $10 138 889 $10 138 889 $10 138 889Levelized Fresh Fuel Cost 0.0337 0.0337 0.0337 0.0337Spent fuel (interim storage) $3 041 667 $3 041 667 $3 041 667 $3 041 667Levelized Spent fuel cost 0.0101 0.0101 0.0101 0.0101 Decommissioning sinking fund per year $3 319 633 $3 120 455 $2 933 227 $2 757 234Levelized Decommissiong cost 0.0110 0.0104 0.0098 0.0092
LUEC (US$/kWh) 0.140 0.136 0.133 0.129
LUEC (US$/MWh) 140 136 133 129
Single-Units

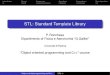
HTMR Fuel

Fuel Kernel • Four barriers in the Pebble
• Pyrolytic carbon
• Silicon carbide barrier coating
• Inner pyrolytic carbon
• Porous carbon buffer layer
• Thorium dioxide fuel kernel
• 99.99% of all fission products
are retained within the fuel
kernel.
Actual Fuel Kernel

HTR Fuel
The following nuclear fuel capabilities exist in STL : • 90+ years experience in nuclear fuel manufacturing • Experience in working with uranium • Experience in construction, commissioning and testing of plant • Experience in manufacturing pebble fuel • Manufacturing testing and qualification • Manufacturing of standard quality and irradiation fuel • Pebble fuel design • Pebble fuel plant engineering design

Experience in Kernel Manufacture

Experience in Coated Particle Manufacture

Experience in Sphere Manufacture

Experience in Quality Control

• Re-activate laboratory at NECSA and produce standard UO2 “Qualification Fuel”
• Launch irradiation programme and qualify fuel produced locally • Design and build Fuel plant at NECSA in a new building • Plant throughput = 270 000 FS/a and modular in design for 4 lines
~ 1million FS/a • Can accommodate (Th,U)O2 or UO2 fuel cycles • Launch development programme to qualify Thorium containing fuel

Kernel Manufacturing
Heavy Metal Recovery
Coated Particle Manufacturing
Fuel Sphere Manufacturing
Effluent Treatment
Matrix Graphite Powder
Manufacturing
Re
ject
ed
Ke
rne
ls
Scrap Coated Particles
Discharge
Balance of Plant Systems
Rejected FS
Heavy Metal
Re
cove
red
HM
Storage of Fresh Fuel
Storage
of HM
Transport to Reactor
Rejected CPs

Kernel, $67.91
Coated Particle, $40.55
Matrix Graphite, $29.75
Fuel Sphere, $31.68

Thank-you