Embed Size (px)
Citation preview

Journal of Materials Processing Technology 166 (2005) 307–312
PROPLAN: an expert system for optimal planning ofsheet metal operations
Rajender Singha, G.S. Sekhonb
a Department of Mechanical Engineering, CRSCE, Murthal, Sonepat, Haryana 131039, Indiab Department of Applied Mechanics, IIT, New Delhi-110016, India
Received 19 September 2001; received in revised form 20 August 2004; accepted 25 August 2004
Abstract
This paper describes a low cost expert system specifically developed for assisting process planners working in small and medium sheet metalindustries. The system helps select an optimal process plan for sheet metal operations. Knowledge obtained from the process planners, diedesigners, product design hand books, catalogues and brochures has been analyzed, tabulated and incorporated into a set of production rulesof the IF–THEN variety. The knowledge base system comprises of more than 150 production rules and is coded in the AutoLISP language.F rfacing ofp ta pertainingt mples haveb ed dependingu©
K
1
mspoicdtdfiodibuc
cal-sided ofLowidingtionsrisesent
nd dieuagean benu-oadsseddatautput
forible
odified
0d
or consultation, the user loads the expert system PROPLAN into the prompt area of AutoCAD. This arrangement facilitates interocess design with drafting and is operated on a PC/AT. The system generates friendly prompts designed to elicit from the user da
o the job at hand. The system provides intelligent advice on the optimal process plan for sheet metal operations. Illustrative exaeen included for demonstrating the usefulness of the proposed system. The knowledge base of the present system can be modifipon the capabilities of a specific shop floor.2004 Elsevier B.V. All rights reserved.
eywords:Expert system; Process plan; Knowledge-base
. Introduction
Choice of an optimal processes plan for a given sheet metalanufacturing job remains even today more of an art than a
cience[1]. This is on account of the fact that the processlanner is called upon to effect trade-offs among a numberf mutually conflicting factors. Indeed many practitioners in
ndustry believe that the art of part, process and die designan be mastered only through long years of experience. Tra-itional methods of process planning of sheet metal opera-
ions involve analysis of the part print in order to identify itsifferent design features, determination of the critical speci-cations, identification of the accuracy requirements, choicef the appropriate sheet metal operations, selection of type ofie, jig, fixture and inspection gauge[2,4–6]. The above tasks
nvolve numerous calculations and decisions which have toe made on the basis of experience and codes of practice,sually without the computer aid. The planner spends hoursonsulting hand books, going through empirical formulae,
perusing tabulated and process information, and makingculations before arriving at workable process plan. Bebeing tedious and time consuming, the manual methoprocess planning often does not yield optimum results.cost knowledge base systems that are capable of provintelligent advices to the planners of sheet metal operawould be valuable to the small and medium sized enterp[7–11]. The objective of the present work is the developmof an expert system for assisting the process planners adesigners of sheet metal operations. The AutoLISP langhas been utilized in the proposed expert system, since it cinterfaced with AutoCAD for drafting, designing and mafacturing of die components. For consultation, the user lthe program into the prompt area of AutoCAD. The proposystem generates friendly prompts eliciting from the userpertaining to the given sheet metal part. The system oincludes intelligent advice on the optimal process planthe given sheet metal part. The system is sufficiently flexbecause as its knowledge base can be extended and m
924-0136/$ – see front matter © 2004 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2004.08.023

308 R. Singh, G.S. Sekhon / Journal of Materials Processing Technology 166 (2005) 307–312
as old manufacturing facilities are discarded or newer onesare acquired.
2. Process planning considerations
Process planning activity involves decision-making onwhether the contemplated part, as presently designed or withpermissible redesign, will be stamped entirely, or in part, ornot at all.
Dimensions and location of internal and external featuressuch as holes, extended holes, internal contours, externalcontours, cuts, notches, bosses, cups, slots and bends areanalyzed against ease of manufacturing. A viable processplan must consider a number of factors including the partdesign, material of the part, production quantities, qualityspecifications, installed facilities and available dies andtools etc. The process planner considers the tools (jigs,fixtures, inspection gauges etc.) and dies (single operationdies or multi-operation dies) depending upon the typesof operations, job tolerances and production quantities.The process planner needs to choose an optimal sequenceof operations, specify the equipment and the gauges,coordinate allied operations such as heat treatment andfinishing, and plan material handling and operator move-ment paths. Following tasks are usually necessary for suchp
1 ent
2345 and
nts.
3
temn tion,p ase,c andf riefd
3
eceso desp dgeo p floore ls andi tiona tsa perts
Table 1Chief data sources of the present investigation
(A) Books1. R.W. Bolz (Ed.), Production Processes and Productivity Handbook,
Industrial Press, New York, 19772. F.D. Jones (Ed.), Die Design and Die Making Practice, The Industrial
Press, New York, NY, 19413. C.W. Hinman, Press Working of Metals, McGraw-Hill, New York,
19504. M. Detroit, Die Design Handbook, ASMTE, 1955; F.W. Wilson, P.D.
Harvey, Tool Design Handbook, 19595. F.W. Wilson, et al. (Eds.), Die Design Handbook, SME,
McGraw-Hill, New York, 19656. D.F. Ostergard, Advanced Die Making, McGraw-Hill, New York,
19677. F. Strasser, Functional Design of Metal Stampings, SME, 19718. K.A. Keyes, Press Working Stamping and Dies, Soc. Manuf. Engg.,
Dearborn, MI, 19829. J.R. Paquin, R.E. Crowley, Die Design Fundamentals, Ind. Press Inc.,
New York, 198710. D.A. Smith, Die Design Hand Book, SME, Dearborn, MI, 1990
(B) Technical reports1. Tool design parameters, Technical Report, National Productivity
Council, Bangalore2. Rama Prasad, et al., Tool design parameters, Technical Report,
Indian Telephone Industries Ltd., Doorvani Nagar, Bangalore3. Tool design data, Technical Report, Indian Telephone Industries Ltd.,
Rae-Barely4. Tool design data, Technical Report, Indian Telephone Industries Ltd.,
Bangalore
(C) Industrial Experts: Sh. Manohar Lai, DGM (Prod.), Sh. P.V. Mo-han Rao, Manager Tool Design, TRTC, Wazir Pur, Delhi, India, andDr. B.K. Khan, Principal, College of Engg., Behal, Haryana, India
(D) Journals1. Z.-C. Lin, et al., Planning and building an integrated design software
of blanking and piercing dies (ESSCP) with a micro expert systemas a main structure, J. Chin. Soc. Mech. Eng. 10 (2) (1989) 101–120
2. Karima, Richardson, A knowledge base system framework for com-puter aided technology in metal forming, J. Mater. Process. Technol.(1987) 253–273
3. B.T. Cheok, et al., An intelligent planning aid for design of pro-gressive dies, Proc. Inst. Mech. Eng. B: J. Eng. Manuf. 210 (1996)25–35
by holding discussions on typical sheet metal manufacturingproblems and letting the sheet metal planners talk about theapproach, formulae and thumb-rules relied upon by them.They were asked as to how and why a particular decision wasreached. This was done to identify the parameters influencingthe choice of an optimal plan for sheet metal operations for aparticular part. The information volunteered by each expertwas recorded, transcribed and then checked with other expertsbefore formalising into production rules. The experts werealso observed while working.
3.2. Preparation of production rules
A knowledge base can be created through either produc-tion rules or frames[12]. The production rules are usually
lanning:
. analysis of the part print in order to identify its differdesign features;
. determination of the critical specifications;
. identification of the accuracy requirements;
. choice of the appropriate sheet metal operations;
. selection of type of die, jig, fixture, inspection gaugefinishing process depending upon the job requireme
. Development of the PROPLAN expert system
Development of the proposed PROPLAN expert sysecessitated collection of process planning informareparation of production rules for the knowledge bhoice of language, encoding of production rules,raming a control structure for user friendliness. A bescription of each step is given below.
.1. Collection of process design information
Process planning information is essentially bits and pif information gathered from different sources. It incluublished, or unpublished, analytical or empirical knowlef experienced process planners, die designers and shongineers. Handbooks, monographs, research journa
ndustrial brochures utilized during the present investigare listed inTable 1. Knowledge in the form of data, facnd judgements was obtained from process planning ex

R. Singh, G.S. Sekhon / Journal of Materials Processing Technology 166 (2005) 307–312 309
of the IF (action)–THEN (conclusion) kind[13]. The framebased knowledge representation scheme uses a hierarchy offrames where each single frame is a template that holds a unitof data, fact, rule or hypothesis. The production rule basedsystems are commonly used to represent analytical, heuristicor experienced based knowledge. The knowledge base of thepresent system uses production rules. The production rulesare structured by considering both the domain knowledgeas well as shop specific information. The production rulesin a knowledge base may be arranged either in an unstruc-tured (arbitrary) or a structured manner. In the latter case,the rules tend to be simpler and briefer because they are de-signed to “fire” in some hierarchical manner. The sequencingof rules of the proposed expert system is unstructured. Thisarrangement allows insertion of new production rules evenby a relatively less trained knowledge engineer. Knowledgebase developed during the present work comprises of morethan 150 production rules. These rules have been divided intotwo modules namely OPNPLAN and TLSEL, and integratedinto an expert system, called as PROPLAN. Samples of theproduction rules embedded in the said modules are given inTables 2 and 3.
Table 2A sample of production rules incorporated in the module OPNPLAN
S
1
111111
111 a-
2
2
Table 3A sample of production rules incorporated in the module TLSEL
S. no. IF THEN
1 0 < part quantity < 50 and sheet metaloperation = drill and 0.001 < job accuracyin mm < 2.0
Mark and drill
2 50 < part quantity < 1000 and sheet metaloperation = drill and 0.001 < job accuracyin mm < 2.0
Design jig
3 0 < part quantity < 500 and sheet metaloperation = mill or weld and 0.001 < jobaccuracy in mm < 2.0
Design fixture forrequired operation
4 5000 < part quantity < 10000 and sheetmetal operation = blank or pierce or formor notch and 0.001 < job accuracy inmm < 2.0
Design single stagesimple die forrequired operation
5 10000 < part quantity < 100000 and sheetmetal operation = blank and 0.001 < jobaccuracy in mm < 2.0
Design blanking die
6 part quantity > 100000 and sheet metaloperation = pierce and part or pierce andblank or pierce and form or notch and partand 0.001 < job accuracy in mm < 2.0
Design progressivedie
7 10000 < part quantity < 100000 and0.001 < job accuracy in mm < 0.25 andsheet metal operation = pierce and part
Design progressivedie with guide pillars
8 3000 < part quantity < 20000 and sheetmetal operation = pierce and blank and0.001 < job accuracy in mm < 0.25
Design compounddie
9 1000 < part quantity < 100000 and sheetmetal operation = pierce and form or lanceor pierce, form and part or notch and formor slit and form and 0.001 < job accuracyin mm < 0.25
Design combinationdie
10 Part quantity > 100000.0 and 0.01 < jobaccuracy in mm < 2.0 andoperation = inspect drill hole or inspectmilled slot or inspect groove
Design Go andNo-Go plug gagewith 10% toleranceof part tolerance
11 Part quantity > 500.0 andoperation = paint and 0.001 < jobaccuracy in mm < 2.0
Design paintingfixture
3.3. Choice of language and encoding of productionrules
Early expert systems were written in language inter-faces derived from FORTRAN. Later on, object-oriented lan-guages such as KEE, OPS, PROLOG, TURBO PROLOGand LISP were developed specifically for intelligent systems[14,15]. LISP and PROLOG have won wide acceptance inbuilding such systems[16]. But the user of these languagesencounters difficulties when handling process design prob-lems. Process planning involves close coordination upstream
. no. IF, 0.01 < minimum accuracyrequired on part in mm < 2.0;and feature required on part =
THEN, required operation =
1 Slot or hole or internal contourcut
Piercing
2 Cut or line cut Shearing3 Cut or notch on external
boundary or contourNotching
4 Line cut Slitting5 Boundary cut Trimming6 Partial cut Clipping7 End cut Cropping8 Hole and cut or holes and cut Piercing and parting9 Holes and internal precision
contourPiercing
0 Holes and external precisioncontour
Piercing and blanking
1 External precision contour Blanking2 Stamp impression Stamping3 Line bend Bending4 Curved bend or forming Forming5 Boss formation Embossing6 Stretch curved bend or cup
shape formationDrawing
7 Rough surface finish Painting8 Bright surface Plating9 Pierce and part or pierce and Pierce smaller hole at loc
blank or emboss tion before embossing stage (ifany) and correct pierced holeat final stage
0 Bend Make axis of bend perpendic-ular to grain direction
1 Bend and pierce Plan bending at first stationand piercing at next to avoidhole distortion
with product design and downstream with die design. Themedium of communication is graphical, mainly drawings,from which shape and dimensional information has to be ex-tracted, automatically as far as possible. AutoCAD[17–20]and AutoLISP[21–23]have found general acceptance in de-sign and manufacturing, evaluation of design alternatives, andcreation of drawings. Expert systems that combine AutoLISPand AutoCAD have been developed[24] for use in manufac-

310 R. Singh, G.S. Sekhon / Journal of Materials Processing Technology 166 (2005) 307–312
turing industries. The present system also makes use of bothAutoLISP and AutoCAD. Its production rules are encodedin the AutoLISP language.
3.4. Control structure and user friendliness
Two strategies called as the forward chaining and back-ward chaining have been developed by knowledge engineersfor searching a solution to a particular problem[25]. In for-ward chaining, the user interactively supplies system data orfacts about the problem to be solved. The system searches theIF conditional data to determine which rules are satisfied bythe given facts. Whenever a particular IF condition is foundto have been satisfied, the THEN portion of the rule gets acti-vated leading to a conclusion or an advice. The search is con-tinued till the complete solution is found. On the other hand,in backward chaining, the search proceeds ahead or movesbackward to support a hypothesis or a goal. The present ex-pert system makes use of forward chaining. The purpose ofa user friendly interface is two-fold. It facilitates the user toquickly and accurately input the job related data to the sys-tem and unambiguously display the intelligent advice for theuser’s benefit.
4. Description of the proposed expert system
sedeE n thekr stemi s tog pur-p data.T and( -C the
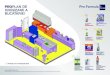
Fig. 1. Example component.
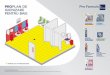
Fig. 2. Example component.
TT n with the proposed expert system for example component 1
S entry Advice to the user
Please use command OPNPLAN
ecision contour BlankingIf there are any more features other than press working operationson the part, press enter; else press function key Fl
ce PlatingIf there are any more features on part other than press workingoperation, press enter; else press function key FlPlease use command TLSEL
111 Design blanking die
Heuristic knowledge for the construction of the propoxpert system was obtained from sources listed inTable 1.xamples of the samples of production rules based onowledge so acquired are given inTables 2 and 3. Theseules were encoded in AutoLISP. The proposed syncorporates an interface for displaying friendly promptuide the user during a consultation session. The chiefose of the prompts is to elicit from the user the neededhe user initially loads the program by using the commLOAD “A: PROPLAN.LSP”) in the prompt area of AutoAD. The program, after compilation, is ready for serving
able 4ypical prompts, user responses and expert advice during consultatio
. no. Prompt Example data
12 OPNPLAN3 Please enter tolerance required on part in mm 0.014 Please enter the kind of feature on part External pr5
6 Please enter the kind of feature on part Bright surfa7
89 TLSEL0 Please enter total production quantity 120001 Please enter tolerance required on part in mm 0.012 Please enter the kind of operation Blanking

R. Singh, G.S. Sekhon / Journal of Materials Processing Technology 166 (2005) 307–312 311
Table 5Typical prompts, user responses and expert advice during execution of the proposed expert system for example component 2
S. no. Prompt Example data entry Advice to the user
1 Please use command OPNPLAN2 OPNPLAN3 Please enter tolerance required on part in mm 0.024 Please enter the kind of feature on part Holes and external precision contour Piercing and blanking5 If there are any more features other than press
working operations on the part, press enter; elsepress function key Fl
6 Please enter the kind of feature on part Bright surface Plating7 If there are any more features on part other than
press working operation, press enter; else pressfunction key Fl
8 Please use command TLSEL9 TLSEL
10 Please enter total production quantity 6000011 Please enter tolerance required on part in mm 0.0212 Please enter the kind of operation Piercing and blanking Design progressive die
user. As soon as sufficient data has been supplied by the userduring a consultation, the program scans through the produc-tion rules one after the other. Whenever the IF condition in aproduction rule gets satisfied, the module displays the THENadvice for benefit of the user. The proposed expert systemdescribed above was tested by considering the problem ofoptimal process planning for the two industrial componentsshown inFigs. 1 and 2. Typical prompts, user responses andthe recommendations obtained by the user during the execu-tion of the program for the example problems are given inTables 4 and 5.
The operations used in actual manufacture of component1 (Fig. 1) by the Indian Telephone Industries, Rae-Barely(UP), India, are blanking and plating. This industry utilisesa blanking die for manufacturing of the above part. Simi-larly, the operations used on shop floor of Indo-Asian FuseGear Ltd., Murthal, Haryana, India, for the component shownin Fig. 2 are piercing and blanking and plating. The factoryuses a progressive die for manufacturing the part. The recom-mendation of the proposed expert system for manufacturingthe two components are found to be in good agreement withactual industrial practice. The knowledge base of the presentsystem is flexible and can be modified or expanded by chang-ing the production rules or adding new rules.
evel-tions.d with, diedata sa setpliesple
n dies
for carrying out operations such as piercing, blanking, notch-ing, forming, cropping, shearing, trimming, clipping, parting,slitting, perforating, bending and drawing. The expert systemwas used to devise process plans of two industrial compo-nents. It was found that the process plans generated by usingthe proposed system were very nearly optimal. The knowl-edge base of the present system can be modified dependingupon the capabilities of a specific shop floor. The low costof the system makes it affordable for sheet metal plannersworking in small and medium-sized enterprises.
References
[1] F. Strasser, Functional Design of Metal Stampings, SME, 1971.[2] F. Kroupi, A heuristic based approach to press tool design assembly,
Ph.D. Thesis, University of Birmingham, 1989.[4] Y.K.D.V. Prasad, Some studies on problems associated with auto-
mated design of cutting dies for sheet metal, Ph.D. Thesis, De-partment of Mechanical Engineering, Indian Institute of Technology,Bombay, 1992.
[5] H.S. Ismail, K. Huang, CAPTD—a low-cost integrated computeraided design system for press tool design, Proc. Inst. Mech. Eng. B:J. Eng. Manuf. 207 (1993) 117–127.
[6] A.Y.C. Nee, Some aspects of a knowledge-based approach for au-tomating progressive metal stamping die design, Comput. Ind. 24(1994) 55–70.
ap-cess.
om-FifthrsityIre-
uts,
[ on of–138.
[ mp-inth
5. Conclusion
An expert system named as PROPLAN has been doped for optimal process planning of sheet metal operaThe knowledge base of the system has been constructethe help of information obtained from process plannersdesigners, hand books, catalogues and brochures. Thecollected was analyzed, tabulated and incorporated intoof nearly 150 production rules. The proposed system apto situations involving use of jigs, fixtures, gauges, simdies, compound dies, progressive dies and combinatio
o
[7] R. Singh, G.S. Sekhon, A computerized diagraph and matrixproach for valuation of metal stamping layouts, J. Mater. ProTechnol. 59 (1996) 285–293.
[8] R. Singh, G.S. Sekhon, An expert system for selection of die cponents for the sheet metal operation, in: Proceedings of theInternational Conference on Sheet Metal (She-Met 97), Univeof Ulster at Jordanstown, Newtownabbay, Co., Antrim, Northernland, UK, April, 8–10, 1997, pp. 105–115.
[9] R. Singh, G.S. Sekhon, A low cost modeller for stamping layoJ. Mater. Process. Technol. 84 (1998) 79–89.
10] R. Singh, G.S. Sekhon, An expert system for the optimal selectithe press machine, J. Mater. Process. Technol. 86 (1999) 131
11] R. Singh, G.S. Sekhon, A low cost modeller for optimal staing layouts for sheet metal operations, in: Proceedings of the N

312 R. Singh, G.S. Sekhon / Journal of Materials Processing Technology 166 (2005) 307–312
International Conference on Sheet Metal (She-Met 2001), KatholicUniversity, Leuven, Belgium, April, 2–4, 2001, pp. 363–370.
[12] P. Kinnucan, Computers that think like experts, High Technol. 1(1984) 30–42.
[13] F. Hayes-Roth, The knowledge-based expert systems: a tutorial,Computer 98 (1976) 11–28.
[14] A. Barr, E.A. Feigenbaum, The Hand Book of Artificial Intelligence,vol. 1, William Kauf Manu, Loss Altos, CA, 1981.
[15] W. Myers, Introduction to expert systems, IEEE Expert (1986)100–108.
[16] B.R. Gaines, in: M. Dliff (Ed.), Rapid Prototyping for Expert System,Intelligent Manufacturing, 1988, pp. 45–73.
[17] L.R. Danial, Computer Aided Design for AutoCAD Users, Prentice-Hall, Englewood Cliff, NJ, 1989.
[18] G.R. Bertoline, Auto CAD for Engg. Graphics, Collier-MacmillonPublishers, London, 1990.
[19] V. Wright, et al., Auto CAD Release 12 for Beginners, New RidersPublishing, Carmel, IN, USA, 1992.
[20] AUTOCAD User Reference Release 13, Autodesk, Inc., 1994.[21] G.O. Head, AutoLISP in Plain English, Venlana Press, Chapel Hill,
NC, 1987.[22] A.S.J. Brittain, The Auto CAD Productivity Book, Tapping the Hid-
den Power of Auto CAD, 3rd ed., Galgotia Publication (P) Ltd.,1990.
[23] M.T. Robert, Advanced Techniques in AutoCAD, Business Promo-tion Bureau Publications, New Delhi, 1988, pp. 168–169.
[24] D. Jain, L.M. Marry, Combining expert system and CAD techniques,in: J.S. Gero, R. Stanton (Eds.), Artificial Intelligence Developmentsand Application, Elsevier, 1988, pp. 65–81.
[25] B.G. Bachanan, E.H. Stohlafte, Rule Based Expert System, Addison-Wiley, Reading, MA, 1984.