Embed Size (px)
Citation preview

PROPOSIÇÃO DE MELHORIA DO
LAYOUT UTILIZANDO O SLP
SIMPLIFICADO
Carla Simone Ruppenthal Neumann (UFRGS)
Juliano Milani (UFRGS)
A aplicação de técnicas voltadas para a melhoria do layout do setor
produtivo está cada vez mais em uso em virtude das constantes
adaptações das empresas às necessidades do mercado. Uma dessas
técnicas é o Planejamento Sistemático de Layoutt (SLP), que fornece
excelentes resultados na reestruturação de layouts fabris. Este trabalho
apresenta a proposição de reestruturação do layout de uma empresa
do ramo metal-mecânico através da utilização do método de SLP
simplificado. Os resultados alcançados foram redistribuição dos
departamentos da empresa, redução da movimentação em virtude da
aproximação por afinidades e conseqüentemente melhor
seqüenciamento do fluxo produtivo.
Palavras-chaves: otimização, layout, SLP simplificado
XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão.
Salvador, BA, Brasil, 06 a 09 de outubro de 2009

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
2
1. Introdução
O estudo do layout é uma ferramenta importante no processo produtivo pois está diretamente
ligado com a programação e controle da produção, levando a melhorias no fluxo produtivo.
Também têm relacionamento com os custos da produção, através da redução na
movimentação de materiais, produtos e pessoas, melhor aproveitamento do espaço físico e
melhoria das condições de trabalho. Essas vantagens, oriundas da implementação de um
layout eficiente, visam à busca de qualidade e competitividade no mercado industrial e,
conseqüentemente, aumentam a produtividade da produção (TOMPKINS et al.,1996).
Verifica-se que o problema de melhoria de um layout tem sobreposição com outras áreas
tradicionais, como controle, qualidade, manutenção, vendas, produção, financeira, funcional
entre outras; por isso, assume relevância maior do que apenas determinar o melhor „arranjo
físico‟ para um conjunto momentâneo de produtos a serem produzidos. Um bom layout pode
tolerar, por exemplo, pouco controle da produção ou grande variação na demanda de itens.
Porém, se o layout não for adequado, problemas como falta de controle da produção, alta
variação na demanda de itens, falta de qualidade e falta de planejamento da produção, entre
outros, podem ser potencializados (VOLLMANN E BUFFA, 1966). Devido a esta
sobreposição, a solução de muitos problemas de layout esbarra na resolução de problemas de
planejamento e controle da produção, de roteamento dos produtos, de escolha de bons
fornecedores de matérias primas e de adequação à estrutura predial existente, além da
determinação do melhor fluxo dentro do arranjo físico existente. Por este motivo, a solução
pode se tornar complexa, demorada e custosa; assim, na prática freqüentemente se prefere
conviver com as ineficiências de um layout (BENJAAFAR et al., 2002).
Ao longo desse trabalho, será utilizado o método de planejamento sistemático e simplificado
de layout (MUTHER & WHEELER, 2000). No desenvolvimento, este artigo apresenta um
estudo de caso em uma empresa do ramo metal-mecânico que atua na fabricação de cilindros
e unidades hidráulicas. A empresa possui 17 funcionários e seu faturamento anual é de dois
milhões de dólares. Em breve a empresa irá se mudar para um novo prédio, já construído, o
qual é maior que o atual, daí a necessidade da reorganização do layout da nova instalação.
Observa-se que o layout atual se encontra ultrapassado em virtude de estar organizado da
mesma forma, desde a fundação há 12 anos. Outro motivo para atuar na reorganização do
layout, é a aquisição de novas máquinas, as quais foram alojadas de forma aleatória sem
estudo sistemático, gerando movimentações excessivas de materiais, produtos e pessoas.
O tema central deste trabalho é o estudo para melhoria do layout e os objetivos traçados são:
desenvolver um layout que minimize as perdas por movimentação/transporte, que agilize o
processo produtivo da empresa e que melhore o inter-relacionamento entre os
setores/departamentos que necessitam de proximidade física. O artigo possui a seguinte
estrutura: na seção 2 apresenta a revisão bibliográfica sobre o tema, na seção 3 enfoca a
metodologia utilizada, na seção 4 apresenta o estudo de caso e na seção 5 termina com as
conclusões.
2. Revisão bibliográfica
Com as rápidas mudanças nas técnicas de produção e com os equipamentos novos que tem
surgido, poucas empresas serão capazes de conservar suas instalações com o mesmo layout
sem prejudicar seriamente sua posição competitiva no mercado. Um dos métodos mais
efetivos de aumentar a produtividade e reduzir custos é reduzir ou eliminar todas as atividades

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
3
que são desnecessárias ou que gerem desperdício. Estas atividades incluem a verificação da
utilização dos equipamentos e pessoas, a necessidade do aumento da qualidade, a redução de
estoques, a melhoria do processo produtivo (através do aumento do índice de valor agregado),
o aumento da segurança e da saúde dos empregados e a utilização eficaz dos recursos
energéticos, entre outras (TOMPKINS et al., 1996). Todas estas atividades são realizadas ao
se propor a modificação de um layout de uma instalação existente.
Segundo Groover (2001), a classificação em função do layout da fábrica está associada ao
sistema de produção de peças discretas: posição fixa (fixed-position layout), orientado a
processo ou funcional (process layout) e orientado a produto (product-flow layout). No
primeiro tipo, o termo posição fixa se refere ao produto, que fica fixo em função do seu
tamanho e peso. Quem se desloca são os equipamentos utilizados na sua fabricação.
Usualmente este tipo de layout é associado ao sistema de produção do tipo job shop. No
layout orientado a processo, as máquinas de produção são arranjadas em grupo de acordo com
o tipo geral de processo de manufatura. Este tipo de layout é comum em sistemas de produção
do tipo job shop e batch. Finalmente, quando a fábrica é especializada para a produção de um,
ou para uma classe de produtos em larga escala, os equipamentos são rearranjados da forma
mais eficiente para a produção do mesmo. Este tipo de layout normalmente é associado a
sistemas de produção do tipo mass.
De acordo com Slack et al. (1997), o layout de uma operação produtiva preocupa-se com a
localização física dos recursos de transformação. Dito de forma simples, definir o arranjo
físico é decidir o posicionamento das instalações, máquinas, equipamentos e pessoal da
produção. Sendo assim, o layout é uma característica evidente da operação produtiva, porque
determina sua forma, aparência e a maneira como os materiais, informações e clientes fluem
através da operação.
Neste sentido, os objetivos ao se melhorar o layout poderiam ser enumerados como sendo
(KRAJEWSKI E RITZMAN, 2002; FRANCIS ET AL., 1992): melhorar a utilização do
espaço disponível, diminuindo a quantidade de material em processo; minimizando as
distâncias de movimentação de materiais e pessoas e racionalizando a disposição das seções;
aumentar a satisfação, segurança e a moral do trabalho, ordenando e limpando os ambientes;
incrementar a produção racionalizando o fluxo; reduzir o manuseio e a movimentação no
processo produtivo; reduzir o tempo de manufatura diminuindo esperas e distâncias; reduzir
os custos indiretos, diminuindo os congestionamentos, manuseio e danos aos materiais e
manter a flexibilidade das operações.
Segundo Lee (1998), as abordagens ao planejamento do layout das instalações podem ser
altamente organizadas ou extremamente aleatórias. Dentre as abordagens citadas, o autor
referencia a abordagem baseada no conhecimento, a centrada na construção, a estratégica e a
sistemática. A abordagem baseada no conhecimento se embasa ne experiência dos antigos
usuários para propor melhorias. A abordagem centrada na construção procura tirar proveito de
aspectos do prédio para impressionar os usuários e causar impacto psicológico positivo. A
abordagem estratégica parte de definições amplas para o laytout que provém da alta gerência,
geralmente de alteração de foco, de expansão ou de mudança de tecnologia de produção. Para
Foulds (1983), a abordagem sistemática requer menor intuição dos usuários. As primeiras
abordagens sistemáticas eram baseadas nas “cartas de percurso” embasadas nos modelos de
fluxo e volumes dos produtos. Num segundo momento, surgiram as cartas de relacionamento
que foram introduzidas por Muther apud Francis et al. (1992), através do planejamento
sistemático do layout (SLP). O SLP auxilia o projetista a entender o que fazer ao longo do
projeto de melhoria do layout, proporcionando economia de tempo e esforço. O SLP segue

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
4
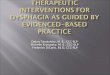
alguns passos, conforme observado na figura 1.
O SLP inicia com a verificação dos dados de entrada (produto, quantidades, rotas, tempos,
atividades de suporte e atividades principais). A seguir, todos os fluxos de materiais são
reunidos e representados numa carta “de-para” a fim de diferenciar a intensidade de fluxo
entre diferentes departamentos. Ao verificar as atividades relacionadas, dados qualitativos que
justificam a proximidade devem ser verificados. O diagrama de relacionamentos posiciona os
departamentos espacialmente. Os departamentos que tem a maior interação devem ser
aproximados e vice-versa. Os próximos passos verificam a necessidade de espaço e o espaço
disponível, determinando a quantidade de espaço a ser alocado para cada departamento. O
diagrama de relacionamento de espaço adiciona as informações a respeito do tamanho dos
departamentos no diagrama de relacionamentos. Restrições e limitações adicionais devem ser
consideradas antes de gerar o layout em blocos. Ao final, devem ser geradas alternativas para
serem avaliadas e uma delas, poderá ser implantada (TOMPKINS et al.,1996).
Figura 1 - Planejamento SLP (Fonte: Tompkins et al., 1996)

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
5
O objetivo ao se avaliar um layout é investigar alternativas teóricas para o layout, sob
restrições reais de tempo e disponibilidade de informações, realizando um esforço prévio
antes de implementar as mudanças, sem que seja necessário um novo rearranjo do layout,
custoso e que gere perdas na produção. Segundo Gantz e Petit (1953) apud Wilson (1962), o
layout de uma instalação pode ser avaliado pelos seguintes critérios: i) distância proporcional
em que os materiais podem ser movidos mecanicamente em relação ao total de
movimentação; ii) distância total percorrida; iii) proporção de máquinas que foram
movimentadas em um turno sobre o total de máquinas; iv) proporção da área total ocupada
por corredores; e v) proporção do volume cúbico utilizado em relação ao volume cúbico total.
Konz (1985) apud Lin e Sharp (1999a) subdividem os índices de avaliação do layout em três
categorias: i) conforme utilização dos recursos (pessoas, equipamentos, espaço e energia); ii)
gerenciamento e controle (matérias, movimentação e perdas); e iii) eficiência das operações
(manufatura, armazenamento e retirada de estoque, recebimento e envio).
Segundo Lin e Sharp (1999b), as limitações e deficiências dos índices de avaliação do layout
são os seguintes: dificuldade de obtenção de parâmetros, necessidade de dados muito
detalhados ou mesmo indisponíveis, indisponibilidade de dados antes do início da operação e
inexistência de um modelo genérico para avaliação e validação clara do mesmo. Desta forma,
os autores apresentam uma metodologia de integração que discute a designação de pesos,
normalização, direção, sensibilidade e correção de deficiências e desequilíbrio nos dados.
O SLP simplificado segue os mesmos passos propostos pelo SLP, apenas o faz de uma forma
ordenada, deixando claro ao projetista com menor experiência o encadeamento dos passos a
serem seguidos, explicitando as saídas de cada passo ((MUTHER & WHEELER, 2000).
3. Método de trabalho
O trabalho foi conduzido em três fases, seguindo a proposta do SLP simplificado, que são
detalhadamente descritas no estudo de caso, e que são brevemente descritas abaixo:
i) coleta de dados – nesta fase se coletam dados referentes à produção desejada durante um
período estabelecido. Os dados coletados foram a distância percorrida e o tempo de produção
e a posterior confecção das cartas de fluxo de processo dos produtos; medições do espaço
ocupado pelo maquinário e operadores, posicionamento dos departamentos e verificação do
layout atual.
ii) melhoria do layout – nesta fase se realiza a avaliação dos dados coletados na fase i).
Através das cartas de fluxo e dos relacionamentos estabelecidos entre os novos departamentos
são construídos os diagramas de relacionamento, de espaço e são consideradas as limitações,
levando a um possível layout.
iii) proposição de um novo layout - nesta fase se propõe um novo layout que possa ser
implementado, mesmo que não seja o ótimo.
4. Estudo de caso
Inicialmente foi realizada a coleta de dados detalhada que deu origem a duas cartas de fluxo
de processo, uma para unidades hidráulicas e outra para cilindros. Esses dados foram muito
importantes para o detalhamento do processo e a verificação de que seria possível,
posteriormente, a criação de duas linhas “virtuais” de produção distintas para cilindros e
unidades hidráulicas, mesmo que compartilhando alguns departamentos chaves, como retifica,
solda e pintura. A carta de fluxo de processo utiliza linguagem simbólica atribuindo um
símbolo para cada atividade do processo de fabricação, conforme simbologia da ASME,

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
6
representando seqüências de operação, movimentação, transporte, inspeção, espera e
armazenamento. A carta de fluxo de processo contém os dados que foram coletados na
primeira fase do trabalho e os apresenta de forma simples e clara, facilitando a visualização
das atividades que são realizadas para a produção, bem como o tempo de cada operação e a
distância percorrida entre cada unidade de produção. A Figura 2 mostra uma das cartas de
fluxo utilizadas neste trabalho.
Figura 2 - Carta de fluxo de processo para a produção de cilindros
O layout atual da empresa pode ser observado na figura 3. No layout atual, organizado de
modo funcional, fica evidente o cruzamento de fluxo entre os produtos, a movimentação
descontinuada entre os departamentos e conseqüentemente a grande distância percorrida para
a produção de cada produto. Além disto, também se verifica a necessidade de melhorar o
posicionamento dos departamentos de estocagem de peças e da pintura.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
7
Figura 3 - Layout atual

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
8
A partir da análise das cartas de fluxo foi possível compreender melhor o processo para cada
produto e verificar que tipo de atividades deveriam estar relacionadas ou adjacentes no novo
layout. Cada atividade recebeu um número e foi chamada de unidade de planejamento de
espaço (UP). A seguir foi realizada a descrição de que máquinas/elementos estariam inclusos/
exclusos em cada nova UP, quais deveriam ser desmembradas ou duplicadas e quais deveriam
ser criadas. Esta análise pode ser verificada nas três primeiras colunas da tabela 1.
A seguir foi desenvolvido o diagrama de relacionamento. O diagrama de relacionamento
relaciona cada atividade (UP), área, função ou características importantes das instalações,
envolvidas no layout considerando todas as outras atividades, através de um grau de
proximidade/ adjacência desejado (MUTHER & WHEELER, 2000). As vogais utilizadas no
diagrama de relacionamento representam o grau de proximidade necessário entre as unidades
de produção. Os graus utilizados são os seguintes: “A” significa Absolutamente necessário;
“E” Especialmente importante; “I” Importante; “O” proximidade normal; “U” sem
importância; “x” significa proximidade não desejada. A proximidade entre as operações de
grau “A” e “E” é elemento fundamental na construção de um novo layout. A figura 4
apresenta o diagrama de relações entre as diversas atividades desenvolvidas no processo em
questão.
En
trada
Reserv
atório
de ó
leo
Esto
qu
e de U
H (in
t)
To
rno
1
Fresa 1
Rad
iais
To
rno
s 2, 3
e 4
Sold
a
Fresa 2
Mesa p
ara traçado
Retífica
Mo
ntag
em U
H
Mo
ntag
em cil
Teste
Esto
qu
e cil
Ex
ped
ição
Esto
qu
e UH
(ext)
Pin
tura
ID Nome da UP 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
1 Entrada x O U U U U U U U U U U U U U A E O
2 Reservatório de óleo x U U U U U U U U U U U I U U U U
3 Estoque de UH (int) x U E U U U I U E E U E U E U I
4 Torno 1 x E I O U O A I U O U I U U U
5 Fresa 1 x A U U U I U U O U I U U U
6 Radiais x I U U U A U I O U U U U
7 Tornos 2, 3 e 4 x U U U U U U U U U U U
8 Solda x U U O U A U U U U U
9 Fresa 2 x U U U U U U U U U
10 Mesa para traçado x U U U U A U U U
11 Retífica x U A U U U U U
12 Montagem UH x U A U I I O
13 Montagem cil x A U I U I
14 Teste x U I U A
15 Estoque cil x U U U
16 Expedição x U A
17 Estoque UH (ext) x A
18 Pintura x
Figura 4 - Diagrama de relacionamento
Dando seqüência à melhoria, foram estabelecidas as necessidades mínimas de espaço, as
quais podem ser observadas na quarta coluna da Tabela 1. A área disponível não foi levada
em consideração, pois a mesma não apresenta limitações ao projeto.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
9
ID Nome da UP Inclusão Área mínima
necessária
1 Entrada 5, 0m
2 Reservatório de óleo Três tonéis de óleo hidráulico – serão inseridos na UP 3
e 17 2,0 m²
3 Estoque de UH (int)
Prateleiras que armazenam os blocos brutos de ferro
fundido de diferentes tamanhos – serão agrupados com
a UP 2 e 17
2,0m²
4 Torno 1 Uma máquina que realiza usinagem em geral 2,0 m²
5 Fresa 1 Uma máquina que deixa a peça na medida desejada 3,0 m²
6 Radiais Três máquinas que fazem a furação, roscas e rebaixos
8,0 m²
7 Torno 2, 3 e 4
Três tornos que realizam usinagem em geral, centram as
peças no diâmetro correto e tiram os cantos vivos das
peças 6,0 m²
8 Solda Uma máquina de solda e um pequeno estoque de peças
que são soldadas 75,0 m²
9 Fresa 2 Uma máquina que trabalha na produção de blocos 3,0 m²
10 Mesa para traçado Uma mesa e uma serra de precisão 2,0 m²
11 Retífica Uma máquina que faz o acabamento final , tira rebarbas
e riscos 3,0 m²
12 Montagem UH Uma bancada de montagem 4,0 m²
13 Montagem cil Uma bancada de montagem 4,0 m²
14 Teste Uma bancada que contém um reservatório de óleo e um
motor p/ o fluxo do óleo 3,0 m²
15 Estoque cil Uma prateleira que contém camisas e hastes p/ cilindros
em estado bruto 5,0 m²
16 Expedição Área onde o produto final aguarda a coleta das
empresas 40,0 m²
17 Estoque UH (ext)
Uma prateleira que armazena os blocos padrões, as
conexões, os tubos e os reservatórios de óleo – serão
agrupados com a UP 2 e 3
45,0 m²
18 Pintura Cabine de pintura 50,0 m²
Tabela 1 – Necessidade de espaço
O passo seguinte consiste em relacionar as atividades entre si visual e graficamente,
fornecendo o formato básico do layout. Este passo da melhoria permite que se aproximem UP
que necessitem proximidade e se afastem as que necessitam afastamento. Neste estudo optou-
se por representar as relações “A” e “I”, que são representadas pelas linhas triplas e duplas,
respectivamente. A figura 5 apresenta o diagrama de relacionamento de espaço (primitiva)
para a produção de cilindros.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
10
Figura 5 - Diagrama de relacionamento e espaço
Os passos seguintes do SLP simplificado consistem em desenvolver alternativas de layout e
verificar sua viabilidade até chegar no layout que corresponda às expectativas da equipe de
melhoria. A figuras 6 apresenta o layout proposto.
No novo layout, se observa-se a existência de dois fluxos seqüênciais distintos para cada
produto. Embora o layout seja funcional, algumas UPs foram desmembradas, gerando UPs
duplicadas que simplificam o fluxo.
Os benefícios que podem ser enumerados em relação ao layout atual são a redução na
distância total da movimentação de materiais e a aproximação de UPs de maior afinidades.
Quanto as distâncias percorridas se percebe a diminuição de 61 e de 56,5% do deslocamento
inicial de unidades hidráulicas e de cilindros respectivamente, conseqüência do respeito a
relações de adjacência. Para a maximização da adjacência das UPs de maior afinidade podem
ser citados o desmembramento e o deslocamento dos tornos, a criação de bancadas de
montagem separadas para cada produto, a aproximação das fresas à radial, a aproximação do
teste e da pintura e a aproximação da expedição à entrada da nova instalação. Além disto, a
nova área de estoque de peças de unidades hidráulicas que antes possuia dois espaços (externo
e interno) foi unificada, sendo também considerado espaço para o reservatório de óleo.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
11
Figura 6 - Layout proposto
5. Conclusões
O desenvolvimento de um novo layout é uma tarefa complexa e desafiadora. Entretanto ao
minimizar a distância percorrida pelos produtos ou maximizar a adjacência dos departamentos
(UP) que tem maior afinidade, pode-se obter bons resultados na melhoria do layout das
instalações.
O presente trabalho demonstrou a análise e a aplicação do método SLP simplificado na
formulação de um novo layout para a empresa em foco. Os resultados foram positivos e o
método de trabalho mostrou-se eficiente e com um alto nível de aplicabilidade nos diferentes
setores da produção. Através de planilhas e diagramas os dados coletados foram
transformados em informações valiosas para a elaboração de um novo layout.
Referências
BENJAAFAR, S.; HERAGU, S.S.; IRANI, S.A., Next generation factory layouts: research challenges and
recent progress. Interfaces, v.32, n.6, p.58-76, 2002.
FOULDS, L. R. Techniques for facilities layout: deciding which pairs of activities sShould be adjacent.
Management Science, vol.29, n.12, p.1414–1426, 1983.
FRANCIS, R. L; McGINNIS, L. F.; WHITE, J. Facility layout and location: an analytical approach. Upper
Saddle River: Prentice Hall, 1992.
GROOVER, M. P. Automation, production systems and computer integrated manufacturing. Upper Saddle
River: Prentice Hall, 2001.
KRAJEWSKY,L.J.; RITZMAN, L.P. Operations management: strategy and analysis. Upper Saddle River:
Prentice Hall, 1998.
LEE, Q. Projeto de instalações e do local de trabalho. São Paulo: IMAM, 1998.
LIN, L.C.; SHARP, G.P., Quantitative and qualitative indices for the plant layout evaluation problem.
European Journal of Operational Research, v.116, n.1, p.100-117, 1999a.

XXIX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO A Engenharia de Produção e o Desenvolvimento Sustentável: Integrando Tecnologia e Gestão
Salvador, BA, Brasil, 06 a 09 de outubro de 2009
12
LIN, L.C.; SHARP, G.P., Application of the integrated framework for the plant layout evaluation problem.
European Journal of Operational Research, v.116, n.1, p.118-138, 1999b.
MUTHER, R. e WHEELER, J. D. Planejamento sistemático e simplificado de layout. São Paulo: IMAM,
2000.
SLACK, N., CHAMBERS, S., HARLAND, C., HARRISON, A. e JOHNSTON, R. Administração da
Produção. São Paulo: Atlas, 1997.
TOMPKINS, J. A; WHITE, J. A.; BOZER, Y. A.; FRAZELLE, E. H.; TANCHOCO, J. M. A.;
TREVINO, J. Facilities planning. New York: John Wiley, 1996.
VOLLMANN, T.E.; BUFFA, E.S., The facilities layout problem in pespective. Management Science, v.12,
n.10, p.B540-B468, 1966.
WILSON, R.C., Some observations on facility design. Capturado da internet do site: deepblue.lib.umich.edu,
1962.