Embed Size (px)
Citation preview

PROPUESTA DE POLÍTICAS PARA EL
CUMPLIMIENTO DEL PLAN MAESTRO
DE PRODUCCIÓN EN LA CELDA 7
DE MANUFACTURA DE PINTURAS

REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTA DE POLÍTICAS PARA EL CUMPLIMIENTO DEL PLAN
MAESTRO DE PRODUCCIÓN EN LA CELDA 7 DE MANUFACTURA DE
PINTURAS
Trabajo de Grado para optar al título de Ingeniero Industrial
EMPRESA: DUPONT PERFORMANCE COATINGS VENEZUELA C.A.
AUTOR: LUIS M. SEABRAM.
C.I:20.729.953
San Diego, Enero de 2013
R REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD JOSÉ ANTONIO PÁEZ
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTA DE POLÍTICAS PARA EL CUMPLIMIENTO DEL PLAN
MAESTRO DE PRODUCCIÓN EN LA CELDA 7 DE MANUFACTURA DE
PINTURAS
CONSTANCIA DE ACEPTACIÓN
_____________________________________________
Tutor Académico: Ing. Ángel R. Cumare C.I.:7.566.908
_______________________________________________
Tutor Empresarial: Ing. Benilde Rosa Mendoza C.I.:11.347.615
AUTOR:LUIS M SEABRA M.
C.I. 20.729.953
San Diego, Enero de 2013.
DEDICATORIA
Dedico este trabajo principalmente a Dios por darme la fuerza, la constancia y
determinación para poder lograr con éxito cada meta que me he propuesto.
A mi padre, por su gran ejemplo y valores enseñados a lo largo de mi vida,
siempre voy a querer ser como tu porque para mí no hay mejor padre en el mundo.
A mi madre por su amor y apoyo incondicional, además de todos los sacrificios
que has hecho y sigues haciendo por mí, nunca tendré con que pagarte.
A mi hermano por siempre compartir sus alegrías y tristezas, espero contar
contigo siempre.
A todos aquellos que me han brindado su amistad y cariño, es gratificante saber
que me encuentro rodeado de personas que me aprecian, a todos ustedes gracias.
Luis Manuel Seabra

5
AGRADECIMIENTOS
Agradezco primero que todo Dios por estar conmigo en todo momento y darme la
sabiduría, fuerza, salud, constancia, determinación, por darme la hermosa familia que
tengo y todas las herramientas para alcanzar mis metas.
A mis padres José Manuel Seabra e Ilse Morón de Seabra por ser tan
incondicionales y darme la formación moral y familiar, el ejemplo y el apoyo
necesario para llegar hasta aquí.
A mi hermano, por su gran apoyo y siempre estar ahí compartiendo conmigo.
A los amigos que he conseguido a lo largo de mi vida los cuales me han brindado
apoyo, felicidad, consejos y experiencias que me llenan de gratitud y aprendizaje.
A mis profesores de la carrera, AngelCumare, Angelica Jaramillo, Manuel
Cuadrado, Gina De Marco por nombrar algunos quienes gracias a sus enseñanzas, su
ética y profesionalismo, han sido de ejemplo y motivación para terminar la carrera,
sin mencionar la cantidad invaluable de conocimientos que he podido adquirir en este
lapso de tiempo.
A mis compañeros de trabajo Rosa Mendoza, Jasón Machado, Juan Cuesta y a
todos en el Departamento de Suministros quienes con su excelente gestión, ejemplo y
paciencia han podido dejarme una excelente experiencia laboral y han sido de gran
ayuda para a la culminación de éste trabajo.
A la empresa por permitirnos desarrollar la propuesta y facilitarnos todas las
herramientas para el desarrollo del trabajo.
Luis Manuel Seabra
6
ÍNDICE GENERAL
CONTENIDO pp.
DEDICATORIA........................................................................................................ iv
AGRADECIMIENTOS............................................................................................. v
INTRODUCCIÓN.................................................................................................... 1
CAPÍTULO
I LA EMPRESA
1.1Nombre y Ubicación de la Empresa……………................. 3
1.2. Razón Social de la Empresa.................................................. 3
1.3. Reseña Histórica................................................................... 3
1.4. Filosofía de la Empresa……………………........................ 5
1.5. Estructura Organizativa de la Empresa............................... 8
1.6. Descripción del Proceso Productivo……………...……..... 10
1.7. Productos y Mercado de la Empresa................................... 13
1.8. Departamento de Planificación………………………….... 14
1.8.1. Descripción del Área………………..……………..... 14
1.8.2. Descripción del Proceso de Planificación.…..……..... 14
1.8.3. Filosofía del Departamento…………….……………. 15
II EL PROBLEMA
2.1. Planteamiento del Problema ............................................................................. 18
2.2. Formulación del Problema ................................................................................ 19
2.3. Objetivos de la Investigación............................................................................ 20
2.4. Justificación de la Investigación ....................................................................... 1.4. 20
2.5 Alcance................................................................................ 21
2.6 Limitaciones del estudio...................................................... 22
III REFERENCIAL CONCEPTUAL
3.1. Antecedentes ...................................................................................................... 23
3.2. Bases Teóricas .................................................................................................. 24
3.3. Definición de Términos ................................................................................... 42

7
IV FASES METODOLÓGICAS p.p
4.1 Fases de la Investigación....................................................... 45
4.1.1. Fase I................................................................................. 45
4.1.2. Fase II. ............................................................................. 46
4.1.3. Fase III............................................................................. 47
4.2 Técnica de Recolección de Datos......................................... 47
4.3 Técnica de Análisis de Datos................................................ 48
V RESULTADOS
5.1 Fase I. Diagnosticar la situación actual de los procesos en
la celda 7, con el fin de determinar las variables que afectan el
indicador de desempeño, mediante la técnica de tormenta de
ideas y revisión documental......................................................
50
5.2. Fase II. Analizar la información requerida a partir de las
causas detectadas, empleando la matriz control-impacto, y un
Amef de proceso, para determinar las variables que impactan de
manera importante el indicador...................................................
57
5.3 Fase III. Proponer políticas para el cumplimiento del Plan
Maestro de Producción y generar las acciones correspondientes
para la sustentabilidad de la misma.............................................
71
CONCLUSIONES Y RECOMENDACIONES
Conclusiones.............................................................................. 86
Recomendaciones....................................................................... 88
Referencias Bibliográficas......................................................... 89
ANEXOS
A. Creación de Orden de Producción. Procedimiento 0088...... 91
B. Tabla de Distribución Normal.............................................. 95

8
ÍNDICE DE FIGURAS
FIGURA p.p
1 Organigrama general de Du Pont Performance Coating
Venezuela, C.A....................................................................... 11
2 Diagraman de bloque del proceso productivo.......................... 12
3 Clasificación de productos de Du Pont Performance Coating
Venezuela, C.A........................................................................ 13
4 Flujograma del proceso de planificación.................................. 16

9
ÍNDICE DE CUADROS
CUADROS p.p
1 Grado de severidad del defecto............................................... 35
2 Grado de ocurrencia del defecto............................................ 36
3 Grado de detección de falla................................................... 37
4 Datos para estudio del plan maestro de producción.............. 51
5 Resumen de la tormenta de ideas aplicada en el área de la
celda 7..................................................................................... 53
6 Causas registradas de no cumplimiento del plan de
producción............................................................................... 56
7 Matriz de control-impacto...................................................... 60
8 AMEF de proceso................................................................... 68
9 Resumen de las variables consideradas en las políticas de
cumplimiento del plan maestro.............................................. 71
10
ÍNDICE DE GRÁFICOS
GRÁFICOS p.p
1 Comportamiento del indicador de cumplimiento de MPS vs.
Lotes fabricados.................................................................... 52
2 Curva de comprobación de normalidad del indicador.......... 58
3 Curva de distribución normal del indicador......................... 59
4 Distribución de causas probables.......................................... 62
5 Producto fabricado versus capacidad histórica...................... 64
6 Diagrama de Pareto de causas de no cumplimiento del
MPS............................................................................. 65
7 Diagrama de Pareto de causas en base a órdenes no cumplidas 66
8 Diagrama del sistema ABCxyz.............................................. 79
9 Diagrama del proceso de planeación estratégica DIBM....... 81

11
INTRODUCCIÓN
Actualmente se considera un mundo muy diverso, competitivo y exigente lo cual ha
obligado al sector empresarial aumentar su flexibilidad y adoptar nuevas técnicas de
manufactura, tecnología, entre otros, para mantenerse dentro de la competitividad del
mercado para así no terminar siendo desplazados por el mismo y se vean en la penosa
obligación de cerrar sus puertas. En mayor o menor grado, Venezuela no ha sido
ajena a esta problemática, por lo que las empresas están en una búsqueda diligente de
alternativas, modelos y metodologías efectivas con las que puedan ayudar a mantener
y mejorar sus procesos, para así permanecer y aún escalar en un mercado nacional
muy dinámico que enfrenta muchas adversidades.
En ese sentido, DuPont Performance Coatings Venezuela, C.A. es una empresa
líder en la manufactura y desarrollo de productos que cubren el proceso de acabados
en el sector automotriz, ofreciendo una gama de productos tales como: masilla,
diluyentes, pinturas base-color, fondos, transparentes, entre otros. Cabe destacar que
no se está cumpliendo con el plan de producción maestro establecido desde el
departamento de planificación para la celda 7 de manufactura de pintura, el cual se
sitúa en un 76% actualmente. Por otra parte, la meta establecida por la empresa es de
90% de cumplimiento, con el correspondiente incremento del nivel de servicio hacia
los clientes, lo que se traduce en menos demoras en la entrega de pedidos y un
aumento de la producción. A tales efectos, se proponen un conjunto de políticas a
seguir con el objeto de alcanzar el nivel de cumplimiento requerido.
Por lo antes expuesto, se estructura el presente trabajo de los siguientes capítulos.
En el Capítulo I. La Empresa, se describe todo lo relacionado con la empresa, la
misión, visión, productos y organización de la misma. En el Capítulo II.
Planteamiento del Problema, está constituido por la descripción detallada del
problema, el objetivo general y objetivos específicos, justificación de la
investigación, así como el alcance y limitaciones del mismo.

12
Seguidamente, el Capítulo III. Marco Referencial Conceptual, inicia con la
presentación de los antecedentes de la investigación, las bases teóricas donde se
exponen todas las teorías e información que el autor considera necesaria para la
comprensión de la propuesta, y la definición de términos básicos. Luego, el Capítulo
IV. Fases Metodológicas, se define la metodología a seguir que representa como se
lleva a cabo el cumplimiento de los objetivos establecidos, así como, los instrumentos
de recolección y de análisis de datos. Finalmente, el Capítulo V. Resultados,
corresponde a los hallazgos encontrados durante el desarrollo de la investigación,
conclusiones y recomendaciones. También, se indica las referencias bibliográficas
consultadas y los anexos.

CAPÍTULO I
LA EMPRESA
1.1. NOMBRE Y UBICACIÓN DE LA EMPRESA
DuPont Performance Coatings Venezuela, C.A., se encuentra ubicada en la Zona
Industrial Carabobo, Avenida Eugenio Mendoza frente al Instituto Nacional de
Transporte de Tránsito Terrestre de la ciudad de Valencia, Estado Carabobo,
Venezuela.
1.2. RAZÓN SOCIAL DE LA EMPRESA
DuPont Performance Coatings Venezuela, C.A., es una empresa manufacturera
que se encarga de la fabricación de productos superiores que incluye pinturas
automotrices, pigmentos blancos y productos minerales, la cual busca llegar a
satisfacer al máximo las expectativas de sus clientes.
1.3. RESEÑA HISTORIA
Eleuthére Irénée DuPont de Nemours (1771 - 1834) se propuso establecer una planta
de pólvora de excelente manufactura. Para 1804 la primera empresa DuPont estaba
formalmente constituida. En el año 1857, la compañía patentó una de las
innovaciones más importantes en la historia de la pólvora. Lammont DuPont, nieto
del fundador, encontró otra forma de hacer pólvora utilizando nitrato de sodio en vez
de nitrato de potasio.En la década entre 1870 y 1880, DuPont experimentó un notable
fortalecimiento financiero. A principios del siglo XX, los investigadores
desarrollaron diversos productos como el Celofán y el Rayón. El desarrollo más
significativo “Fabrikoid”,que fue un cuero artificial muy utilizado en la industria
automovilística de la época.

14
Luego, en la década de 1920 a 1930 la empresa manufactura algunos derivados de la
nitrocelulosa, entre éstos: lacas de secado rápido para pintar vehículos y material de
filmación y fotografía. En el año 1939 DuPont lanza al mercado un invento que
revolucionó al mundo por su infinidad de aplicaciones, el nylon; desarrollando
posteriormente otras fibras importantes como el orlón, el dacrón y la lycra. Además,
DuPont desarrolló el neopreno, la primera goma sintética del mundo, el teflón,
polímero fluoral para uso en superficies no adheribles, la fibra de poliéster dacrón, la
película de poliéster mylar, la fibra expandible lycra, las fibras kevlar y nomex, así
como, numerosos productos los cuales son sinónimos de un alto nivel de vida.
Posteriormente, en 1957, sobre una superficie aproximada de 50.000 m2 fue
inaugurada la Planta DuPont de Venezuela, en la ciudad de Valencia, siendo ésta una
de las 136 plantas que la corporación DuPont tiene alrededor del mundo. La misma se
estableció para cubrir un mercado que existía desde hacía muchos años, como es el
segmento de re-acabados de pinturas. Con una excelente concepción de garantía de
servicio, calidad e integración vertical, la planta fabricaría resinas, dispersiones y
productos terminados, de forma que una etapa alimentaría a la otra. DuPont
Performance Coatings de Venezuela, C.A., pertenece al grupo de industrias químicas
y de acuerdo a la actividad que desarrolla forma parte del sector productivo de la
industria automotriz.
Para la década de los ochenta, se comienza a adoptar corporativamente el proceso de
Calidad Total, fundamentado en la satisfacción total de los requerimientos de los
clientes, en la participación activa de todos los miembros de la organización y
optimización de los procesos haciendo especial énfasis en la prevención. A partir de
Julio de 1994.
DuPont adquiere un compromiso corporativo a nivel mundial con sus
trabajadores, sus clientes, sus accionistas y con la sociedad, de conducir sus negocios
con cuidado y respeto al medio ambiente, implementando estrategias que
proporcionen negocios exitosos. Mediante este compromiso se persigue alcanzar:
Los más altos estándares de desempeño en la excelencia de los negocios.

15
-Meta de “cero” enfermedades ocupacionales e incidentes.
-Meta de “cero” residuos y emisiones.
-Conservación de energía, de los recursos naturales y potencialización del
ambiente natural.
-Mejora continua de procesos, prácticas y productos.
-Discusión abierta y pública, además, participación en la formación de
legislaciones pertinentes.
-Compromiso y responsabilidad de la dirección, así como, de los trabajadores.
A lo largo de todos éstos años la compañía ha ido ocupando un lugar cada vez más
relevante en el desarrollo económico de Venezuela, en donde el factor más
importante en el crecimiento y desarrollo de Dupont Performance Coatings de
Venezuela, C.A., ha sido siempre el recurso humano, gracias al cual la compañía ha
podido evolucionar satisfactoriamente y adaptarse a las diferentes realidades de un
país con grandes oportunidades. Estas mismas han acompañado al recurso humano
durante la historia de la compañía, en forma de crecimiento continuo y acelerado,
acordes con la mística y la dedicación que se manifiesta en su desempeño diario.
1.3.FILOSOFÍA DE LA EMPRESA
Misión
Ser una unidad operacional de clase mundial del negocio de pinturas, apoyada en
su gente, basada en la mejora continua de los sistemas, logrando productos y
servicios de calidad a un costo competitivo, orientada a satisfacer los requerimientos
de sus clientes de Venezuela, Países Andinos, Centro América y Caribe, respetando la
comunidad y al medio ambiente, contribuyendo consistentemente a un negocio
saludable.

16
Visión
Ser la compañía de ciencia más dinámica del mundo, creando soluciones
sustentables esenciales para una vida mejor, más segura y más saludable para todos.
Valores
Excelencia en el Negocio
Habilitarse mutuamente para ser los mejores en lo que se haga e integrase en la
excelencia de individuos, equipos y funciones de manera de satisfacer a sus clientes y
accionistas.
Seguridad
Adherirse a las más altas normas en la operación segura de las instalaciones, la
protección de su gente, clientes, medio ambiente y las comunidades en donde se
desarrollan sus actividades.
Calidad
El logro de la excelencia en calidad será la primera consideración en todo lo que
hagamos. Nuestros esfuerzos estarán dirigidos a la continua mejora de la calidad, en
vez de solamente satisfacer los niveles que se consideran aceptables en el mercado de
hoy.
Orientación al Cliente
Esforzarse por la excelencia en entender, anticipar y satisfacer las necesidades de sus
clientes y mercado, y así, lograr una sociedad de valores.

17
Posición Competitiva
Comprometerse con la energía y recursos por la continua superioridad de la
calidad de su oferta total de productos y servicios, tiempo de respuesta y costo al ser
comparados con la de sus competidores más fuertes. Concentrarse en los negocios y
mercados con significado estratégico.
Globalización
Apalancar las ventajas comparativas del país y los recursos de la corporación para
crecer rentablemente.
Estilo de Operación
Ser flexibles en ajustar su organización, así como sus políticas, procedimientos y
comportamiento, para habilitar mejor a cada negocio en ser superior en el mercado al
cual sirve. Al hacer esto, se esforzaran por la excelencia externa al servir a sus
clientes, en lugar de perfección interna al servirse a sí mismos. Fomentar la confianza
y la cooperación en lugar del parroquialismo y territorialidad.
Trabajo en Equipo
Esforzarse en trabajar mutuamente en forma constructiva y efectiva, estimular la
participación edificante, la comunicación abierta y el involucramiento de todas las
funciones y niveles.
Innovación
En todos los segmentos de la organización deben ser más efectivos que la
competencia en generar ideas que añadan valor al negocio, y en ejecutarlas
expeditamente. Deben, por lo tanto, promover un ambiente organizacional que
asegure la toma de riesgos calculados, el sentido de urgencia, e intolerancia a las
barreras que inhiban la innovación.

18
Trabajo Personal y Oportunidades
Deben tratarse mutuamente con equidad, con respeto a la dignidad humana y al
mismo tiempo desarrollar a su total potencial sus talentos y habilidades para aumentar
las contribuciones al éxito del negocio que sirven. Sus reconocimientos, recompensas
y progresos deben basarse en el valor de esas contribuciones.
Comportamiento Ético
Deben conducirse, individual y corporativamente, con los más altos niveles de
ética y trabajar diligentemente para ser respetados como buenos ciudadanos del
mundo.
1.5. ESTRUCTURA ORGANIZATIVA DE LA EMPRESA
En la empresa DuPont Performance Coatings Venezuela, C.A., el Comité
Ejecutivo está estructurado de la siguiente manera:
Gerente General: Representa la mayor autoridad dentro de la organización; cumple
las funciones de todo gerente y otras funciones como: selección de metas a alcanzar;
selección y establecimiento de políticas de ventas, precios, personal, controlar
periódicamente las metas alcanzadas.
Asistente Ejecutiva: Asiste administrativamente a la gerencia general y a los
departamentos que lo necesiten dentro de Venezuela así como en la región andina y
Brasil, lo cual implica la coordinación de las actividades que en esa gerencia se
realiza, así como, ejecutar las actividades de tipo secretarial.
Gerente de Tecnología en Información / Latinoamérica: Dirige la función de
sistemas de información a través de la promoción, asesoría y apoyo de los procesos
de transformación y mejoramiento continuo en las diferentes áreas de gestión del
negocio, mediante la adecuada y oportuna aplicación de tecnologías y servicios de

19
Sistemas de Información, Computación, Telecomunicaciones, Informática,
Telemática y Automatización .
Gerente de Manufactura: Asegurar que las prácticas gerenciales de responsabilidad
integral sean desarrolladas e instaladas en todas las operaciones de la unidad
operativa. Garantizar que nuestros productos cumplan con las exigencias de calidad
de nuestros clientes. Asegurar la ejecución y control de los procesos de manufactura.
Gerente División Automotriz e industrias Generales / Región Andina: Gerenciar
todas las actividades relacionadas al negocio automotriz (incluyendo Laboratorio de
Desarrollo) y velar por el bienestar del mismo utilizando los recursos disponibles y
prácticas gerenciales de nuestra organización.
Gerente División Reacabado Automotriz: Gerencia todas las actividades
relacionadas al negocio de reacabado automotriz en la región andina y velar por el
bienestar del mismo y lograr los objetivos de crecimiento, utilizando los recursos
disponibles, incorporando las nuevas tecnologías que requiera el mercado.
Gerente de Finanzas y Contraloría: Controlar las aplicaciones y los costos del
negocio, para proveer en forma oportuna y veraz los resultados financieros de
acuerdo a los objetivos establecidos.
Líder de Suministros y Planificación: Organizar, planificar y controlar los procesos
de planificación, abastecimiento y logística de materiales y servicios; compras de
equipos y construcción (gastos de capital). Enlazar las estrategias del negocio de
pinturas con las áreas operativas. Asimismo, es responsable por la planificación y
programación de la producción. Asegurar el manejo de materiales, para satisfacer las
necesidades de manufactura y de nuestros clientes.

20
Líder de Recursos Humanos: Dirige la función de recursos humanos, apoyando
continuamente a las diferentes gerencias: General, ventas, manufactura y funciones
contribuyendo a preservar la cultura, valores, desarrollo y motivación de la gente,
etc. a través de la promoción de los más altos niveles de eficiencia orientado a lograr
la mayor satisfacción posible de las necesidades de los trabajadores.
Líder Negocio – DPC Colombia: Liderar en forma integral al equipo DPC-
Venezuela/Colombia en el área administrativa y comercial, garantizando resultados
financieros satisfactorios y un crecimiento sostenido del negocio.
Líder de Distribución y Almacenes: Entre las principales funciones se encuentran:
controlar el inventario de productos terminados y el despacho de materiales, con la
finalidad de dar un servicio óptimo a nuestro cliente.
Líder Negocio Industrial Coatings Región Andina: Se encarga del desarrollo del
negocio de revestimientos industriales en la región andina.
Todos los aspectos antes mencionados se representan en el organigrama de la
Figura 1.
1.6. DESCRIPCIÓN DEL PROCESO PRODUCTIVO
El proceso productivo está basado en Celdas de Manufactura y el sistema utilizado
es el Sistema Halar (fabricación por consumo), en donde es disparada una orden de
producción, por la necesidad de la siguiente estación de trabajo o por el cliente
(manufactura). Este a su vez es acompañada por un sistema simple de información
llamado Kanban. Así la necesidad de un inventario para el trabajo en proceso se ve
reducida según lo requerido para la etapa de fabricación.

21
Figura 1. Organigrama General de DuPont Performance Coatings
Venezuela C.A. Fuente: DuPont Performance Coatings Venezuela C.A. (2012)
De manera que, el proceso empieza con el pre-pesado de las materias primas,
según las cantidades requeridas por el producto, las cuales están indicadas en la orden
de producción. Una vez pesadas todas las materias primas, pasan al departamento de
carga, con el fin de ser chequeadas antes de ser vaciados al tanque, allí serán
mezclados hasta formar una pasta homogénea.
Luego, terminado este subproceso se toma una muestra, el cual es llevado al
laboratorio de calidad, donde se chequea que el producto obtenido tenga las
características requeridas, esto a través de un plan de inspección el cual contiene la
Gerente Regional
Regíon Andina
Gerente de Tecnología e Información /Latinoamérica
Gerente Manufactura
Gerente División Automotriz
Gerente de División Reacabados
Gerente de Finanzas y Contraloría
Líder de Suministro y Comunicación
Líder de Recursos Humanos
Líder de Negocio de DPC
Líder de Distribución y Almacenes
Líder de Negocio Industrial
Asistente Ejecutiva

22
composición química, los valores y las características de la pintura. Con la
aprobación del laboratorio el producto es descargado, por medio de mangas o filtros,
a envases de diferentes tamaños, para que estos finalmente sean llevados al patio de
almacenamiento de producto terminado y sean colocados en estantes, con su
respectiva identificación, con el objetivo de ubicarlos rápidamente para su posterior
distribución.
A continuación la Figura 2, se muestra un diagrama de bloque del proceso
productivo:
Figura 2. Diagrama de Bloque del Proceso Productivo Fuente: DuPont Performance Coatings Venezuela C.A. (2012)
Pre-pesado
Carga
Laboratorio de Calidad
Llenado
Almacenamiento

23
1.7. PRODUCTOS Y MERCADO DE LA EMPRESA
En DuPont PerformanceCoating Venezuela, C.A. se manufacturan dos grupos de
productos: los intermedios y los terminados. El primero de los nombrados se utiliza
como ingredientes en los productos terminados, los cuales se despachan a los clientes.
Así, los productos se clasifican por tipo y según el negocio de ventas al cual
pertenece cada uno (Ver Figura 3).
Actualmente la producción de la planta se concentra en sus principales clientes
que son:
Sector Automotriz (DAS): Daimler-Chrysler, General Motors, Toyota,
Mitsubishi, Mack y Ford.
Sector Industrial (DICS): Bundy y Gabriel.
Sector de Repintado (REF): la red de distribución de DuPont.
Figura3. Clasificación de productos de DuPont Performance Coatings
Venezuela C.A. Fuente: DuPont Performance Coatings Venezuela C.A. (2012)
Automotriz (DAS)
Pigmentados y Clear
Thinner
Tramet
Reacabados (REF)
Pigmentados y Clear
Thinner
Tramet
Industrial (DICS)
Pigmentados y Clear
Thinner
Intermedios
Dispersiones y Soluciones
Resinas y Ceras

24
1.8. DEPARTAMENTO DE PLANIFICACIÓN
1.8.1. Descripción del Área
El departamento de planificación es el encargado de establecer planes y programas de
producción. La función del departamento comprende las estimaciones de la demanda
a través de la Planeación de Requerimientos de Material (MRP) y del Plan Maestro
de Producción (MPS), programar las necesidades de producción de las divisiones de
Venta Automotriz, Reacabado y Sistemas de Desarrollos Industriales de DuPont
Performance Coatings Venezuela, así como el monitoreo de los mismos para
garantizar el servicio a los clientes y el cierre final de cada orden de proceso
generada.
1.8.2. Descripción del Proceso de Planificación
La planificación de Automotriz, Reacabados y Desarrollos Industriales se basan en
la Teoría de Restricciones (TOC) y Lean Manufacturing, donde se definen la cantidad
de órdenes que se llevan al piso de producción en función de los recursos,
garantizando que los mismos siempre tengan trabajo que procesar. Los otros planes
siguen el esquema de cola de equipo con prioridades.
Por otra parte, las celdas de manufactura son el esquema proyectado de trabajo de la
planta, actualmente se trabaja en la implementación progresiva de celdas operativas
bajo la filosofía Lean Manufacturing, una vez que se activa la familia el grupo recibe
el entrenamiento y monitoreo para su evolución.
Tanto para estos productos, como aquellos que todavía no estén siendo elaborados
bajo la filosofía Lean, se elabora un archivo de Excel mensualmente con las órdenes
de producción, cantidades y fechas propuestas según consumos del cliente. Por lo
tanto, estos planes son la base de trabajo de las áreas productivas, y su cumplimiento
es requisito indispensable para garantizar 100% de servicio al cliente. Basándose en
las necesidades de servicio, se realiza la emisión de una orden de proceso de un

25
producto determinado por una cantidad específica en el departamento de
planificación y el proceso de emisión de la orden se realiza de la siguiente forma:
-Se asigna un número de orden consecutivo a la Orden de Proceso, este número
es generado por SAP/R3 de forma automática. La numeración se inicia en 00000
hasta 99999.
-A través del sistema SAP R/3 se procesa la liberación e impresión de la Orden
de Proceso y de la requisición de materiales.
En ese sentido, las órdenes de proceso no pueden contener enmiendas ni tachaduras al
momento de ser emitidas, las mismas deben ser modificadas dentro de SAP/R3 y
luego reimpresas, en caso de alguna modificación de fórmula o sustitución de
materiales, el mismo debe ser previamente autorizado por el químico dueño de la
receta. Las modificaciones sólo pueden ser efectuadas a nivel de orden de proceso por
los coordinadores de planificación. En caso de que el código que se esté procesando
sea un código en alineación, la orden de proceso lleva impreso “Carga Supervisada" o
"Lote en Alineación” y se entrega a la celda.
En caso de que, el producto se envase en presentaciones iguales o menores a 5
galones. Adicionalmente a las hojas impresas, la orden de proceso OP lleva un
formato donde se registran las adiciones que requiere el producto y varios parámetros
del proceso. La Figura 4, representa el flujograma de proceso de planificación.
1.8.3 Filosofía del departamento de Planificación
Misión
La planificación avanzada de los recursos (Gente, Equipos, Materiales) a fin de
satisfacer las necesidades de los clientes y garantizar sistemáticamente mejora
continua de nuestro proceso y el menor costo total de nuestros productos.

26
Figura 4.Flujograma del Proceso de Planificación Fuente: DuPont Performance Coatings Venezuela C.A. (2007)
El equipo de Planificación basará su excelencia en:
1. Promover el trabajo en equipo, la participación y la innovación.
Inicio
Presentación de una cotización y recepción de una liberación
de materiales
Elaboración de Forecast
de ventas
Monitoreo de planes de
producción
Generación de necesidades de
producción PT
Emisión de la OP
Cierre de producción
Archivo físico de la OP
Fin

27
2. Prácticas gerenciales como Planificación de los Recursos del Negocio,
Estrategia de Aprovisionamiento, Gerencia de la Cadena de Suministros,
Equipos de Alto Desempeño, etc.
3. Nuestra gestión estará soportada por el uso extensivo de los módulos MM y
PP del SAP R/3.

CAPÍTULO II
EL PROBLEMA
2.1. PLANTEAMIENTO DEL PROBLEMA
Toda empresa diseña planes estratégicos para el logro de sus objetivos y metas
planteadas, los mismos pueden ser a corto, mediano y largo plazo, según la amplitud
y magnitud de la empresa, es decir, implica una cantidad de planes y actividades que
debe ejecutar cada unidad operativa. Ha de destacarse, que los beneficios de la
empresa refleja el resultado obtenido de la aplicación de los planes estratégicos, es de
considerarse que es fundamental conocer y ejecutar correctamente los objetivos para
poder lograr las metas trazadas por las empresas.
También, la empresa debe precisar con exactitud y cuidado la misión por la cual se va
regir, ya que esta representa las funciones operativas que va a ejecutar en el mercado
y va a suministrar a los consumidores. En Venezuela, actualmente se están
experimentando una serie de inconvenientes y obstáculos que dificultan a las
empresas el flujo adecuado de producción.
Adicionalmente, existen diversos factores internos, tales como, pronósticos de
venta imprecisos denominados Forecast, una comunicación deficiente, fallas en la
producción, problemas con inventarios, mano de obra, secuenciación inadecuada,
incidentes, entre otros; que ocasionan la falla en la generación de los productos, los
cuales muchas veces no son solventados y estudiados de la manera más adecuada. Es
por esto que el control de la producción se vuelve una herramienta indispensable para
mantener a los mismos en niveles saludables manteniendo la rentabilidad de la celda
a estudiar.
29
En ese sentido, DuPont Performance Coatings Venezuela, C.A. DPC, como empresa
emprendedora siempre en búsqueda de una mejora, se ha centrado en un aspecto de
importancia como es el cumplimiento del Plan Maestro de Producción MPS por sus
siglas en ingles Master Planning Schedule, ya que de no ser así generaría un bajo
cumplimiento en el nivel de servicio dejando de percibir beneficios por ese producto
no vendido.
Interesa destacar que, en la celda 7 de manufactura de pinturas se viene
presentando durante el periodo de enero hasta el mes de septiembre del año 2012, un
cumplimiento de MPS promedio en el orden del 76%, dicho indicador de desempeño
mide la incidencia en la producción de variables tales como: Falta de materia prima,
parada de equipos, falta de personal, fallas de calidad, decisión del negocio, entre
otros. De tal manera que, el proceso que se inicia desde el Departamento de
Planificación donde se emite una orden de producción tomando en cuenta el
pronóstico de ventas forecast, las cuales se administran por el planificador mediante
un programa denominado SAP/R3, también es evaluado mediante el seguimiento al
coeficiente de cumplimiento MPS, el cual como objetivo fijado por la empresa
debería alcanzar el 90%.
De lo anterior se desprende que, es necesario proponer algunas políticas efectivas
para el cumplimiento del plan maestro de producción, que surjan de un estudio
detallado de todas las etapas del proceso de producción de la celda 7,empleando
herramientas de mejora continua que garanticen el cumplimiento del coeficiente MPS
de al menos un 90%.
2.2.FORMULACION DEL PROBLEMA
¿De qué manera se puede establecer una serie de normas que dirijan el
cumplimiento del indicador de desempeño de forma sistemática para lograr su valor
meta, a través de la utilización de una herramienta de mejora continua?

30
2.3. OBJETIVOS DE LA INVESTIGACIÓN
2.3.1. OBJETIVO GENERAL
Proponer políticas para el cumplimiento del plan maestro de producción en la
celda 7 de manufactura de pinturas, empleando herramientas de mejoramiento
continuo.
2.3.2. OBJETIVOS ESPECÍFICOS
Diagnosticar la situación actual de los procesos en la celda 7, con el fin de
determinar las variables que afectan el indicador de desempeño, mediante la
técnica de tormenta de ideas y revisión documental.
Analizar la información requerida a partir de las causas detectadas, empleando
el diagrama de Ishikawa, la matriz control-impacto y un Amef de proceso,
para determinar las variables que impactan de manera importante el indicador.
Proponer las estrategias para el cumplimiento del plan maestro de producción
de la celda de estudio y generar las acciones correspondientes para la
sustentabilidad de la misma, empleando herramientas de mejoramiento
continuo.
2.4.JUSTIFICACIÓN
El mundo empresarial a nivel mundial ha mantenido una lucha competitiva por el
liderazgo en los distintos mercados donde se establecen. En Venezuela, DuPont
Performance Coatings Venezuela C.A. ha llevado un excelente programa de
mejoramiento continuo, se ha encargado de liderar en el mercado de pinturas
convirtiéndose en una empresa vanguardista ofreciendo productos de calidad.
Actualmente es de suma importancia implementar mecanismos que mejoren el
desempeño para mantener la competitividad en el mercado haciendo estudios de
mejora en sus áreas más críticas. Cuando se hace referencia a las mejoras de
desempeño, es imprescindible tomar en cuenta todos aquellos factores involucrados

31
en el proceso de manufactura desde el inventario de materia prima, pasando por el
proceso de fabricación donde adicionalmente hay que contar con la mano de obra,
capacidad de las máquinas, cumplimiento con la producción, hasta el almacén de
producto terminado, como se sabe, estos pueden ser tanto beneficiosos como
perjudiciales si no son manejados de una manera adecuada.
Por otra parte, el impacto en la organización DPC se vería reflejado en el
cumplimiento con las cuotas de producción establecidos, es decir, que las distintas
celdas de manufactura sigan políticas adecuadas que mantenga altos indicadores de
desempeño generando satisfacción al cliente y disminuyendo los niveles de pérdida
de ingresos. Importa mencionar que, los lineamientos corporativos de DuPont
Performance Coatings Venezuela C.A. establecen como meta y rentabilidad de la
celda 7 de manufactura de pintura alcanzar al menos un nivel de 90% del
cumplimiento del MPS. Como fue mencionado anteriormente, este objetivo no ha
podido ser alcanzado, según los registros históricos de los últimos meses lo más
cercano que se ha estado de esta meta es de un 88%.
Finalmente, constituye el presente trabajo un reflejo de las mejores prácticas
aplicadas en la carrera de Ingeniería Industrial para la consecución de soluciones y de
apego a las formalidades que en ella se establecen. El mismo servirá como referencia
para futuras investigaciones no solo dentro de la organización, sino en cualquier
industria manufacturera que requieran del estudio de las causas raíces de alguna
problemática similar. Así mismo, otorga un aporte a la Universidad José Antonio
Páez y en especial a la escuela de Ingeniería Industrial en la resolución de problemas
que se convertirán en mejoras favorables en el ámbito académico
2.5. ALCANCE
La presente investigación se desarrolló para el departamento de planificación de
producción de la empresa DuPont Performance Coatings Venezuela C.A, ya que es
aquí donde se maneja todo lo referente a la planificación de producción en las
distintas celdas de manufactura de pintura ubicadas en dicha empresa enfocado en la

32
celda 7 de producción de pintura, debido a que la misma presenta mayor problema
con el cumplimiento del plan maestro de producción y es donde se podrá implementar
exitosamente cualquier acción o medida sugerida sin dejar a un lado la posibilidad de
considerar este estudio para cualquier otra celda de manufactura de DPC. Cabe
resaltar que quedará bajo decisión y responsabilidad de la empresa la implantación de
las mejoras propuestas.
2.6. LIMITACIONES DEL ESTUDIO
Una de las principales limitantes para el presente estudio, es el uso de los programas
SAP/R3 y MiniTab, ya que no se posee ninguna clase de entrenamiento o inducción
previa. Estas son herramientas fundamentales para la obtención y manejo de
información para el desarrollo del proyecto.
Otra de las limitaciones es el factor tiempo, tanto la data necesaria como los posibles
resultados serán reflejados con el transcurrir del mismo, es por esta razón que se
considera como limitante.
Cabe considerar que, la complejidad de los procesos y los factores de riesgo como
una limitante ya que hay que tomar medidas preventivas de seguridad como lo es usar
el equipo adecuado, conocimiento del riesgo de los materiales a trabajar, condiciones
de trabajo adecuadas y el tiempo en el que se realiza dichos trabajos o procesos. Es
importante acotar que, este proyecto deberá apegarse a los períodos académicos de la
Universidad José Antonio Páez
.

CAPÍTULO III
MARCO REFERENCIAL CONCEPTUAL
3.1. ANTECEDENTES
Palmieri P. y Mendoza M, (2006), realizaron su trabajo sobre el “Diseño de un
sistema de Planificación de la Producción para los productos bases color para
vehículos originales en una empresa manufacturera de pintura”, para optar al título
de Ingeniero Industrial de la Universidad José Antonio Páez, mediante la metodología
Seis Sigma y Lean Manufacturing buscaron la disminución o eliminación de
desperdicios y a su vez la mejora de procesos actuales; anexo a esto se tomaron en
cuenta la herramienta del Kanban que ayuda al control y mejoramiento de la
producción. De tal manera que, lograron desarrollar un modelo de planificación para
dichos productos simple y fácil de manejar por el personal de la empresa. La
implicación práctica para la presente investigación es el empleo de herramientas de
solución para el análisis de datos y formulación de estrategias.
Nieves Y. (2007), enfoco su trabajo de grado en el “Diseño de un sistema de
programación maestra para el control de la producción en una empresa
manufacturera de pinturas”, para optar al título de Ingeniero Industrial en la
Universidad José Antonio Páez, en donde obtuvo una mejor visión de las posibles
fallas que involucraban individualmente y que a su vez repercutían en el proceso de
programación de la producción, obteniendo así ideas de posibles soluciones para la
mejora de la misma, a su vez bajo la metodología Seis Sigma y Lean Manufacturing,
pudo analizar de manera más objetiva cada una de las variables de entrada y salida

34
que se encontraban involucradas en el proceso de control de la programación.
Revollo I. y Suarez J. (2009), realizaron su trabajo de grado sobre una “Propuesta
para el mejoramiento de la producción en Alimentos SAS, S.A. a través de la
estructuración de un modelo de planeación, programación y control de la
producción”, para optar al título de Ingeniero Industrial en la Pontifica Universidad
Javeriana, Cali, Colombia en donde lograron una excelente medición respecto a
costos y beneficios, junto a muchos otros factores de vital importancia para planear y
controlar la producción logrando así un sistema de gestión de manera factible
encontrando el cumplimiento deseado de la empresa y alcanzando las expectativas
propuestas, lo cual del punto de vista informativo es beneficioso para el presente
estudio.
3.2 BASES TEÓRICAS
Herramientas de Mejora de Calidad
La metodología Seis-Sigma utiliza herramientas estadísticas para mejorar la
calidad. Estas herramientas son para conocer los problemas en el área de producción
y saber el porqué de los defectos. Las principales herramientas que se utilizan en el
Seis-Sigma son:
Diagrama de Flujo de Procesos.
Diagrama de Causa-Efecto
Diagrama de Pareto
Histograma
Gráfica de Corrida.
Gráfica de control
Diagrama de Dispersión
Modelo de Regresión

35
A efectos de la presente investigación, conviene describir el diagrama causa y
efecto y su respectiva matriz.
Diagrama Causa-Efecto
El Diagrama Causa-Efecto es llamado usualmente Diagrama de Ishikawa porque
fue creado por Kaoru Ishikawa, experto en dirección de empresas interesado en
mejorar el control de la calidad; también es llamado diagrama espina de pescado
porque su forma es similar al esqueleto de un pez: Está compuesto por un recuadro
(cabeza), una línea principal (columna vertebral), y cuatro o más líneas que apuntan a
la línea principal formando un ángulo aproximado de 70º (espinas principales). Estas
últimas poseen a su vez dos o tres líneas inclinadas (espinas), y así sucesivamente
(espinas menores), según sea necesario. Está diseñado para a pensar sobre todas las
causas reales y potenciales de un suceso o problema, y no solamente en las más
obvias o simples, además, son idóneos para motivar el análisis y la discusión grupal,
de manera que cada equipo de trabajo pueda ampliar su comprensión del problema,
visualizar las razones, motivos o factores principales y secundarios, identificar
posibles soluciones, tomar decisiones y, organizar planes de acción.
El Diagrama Causa y Efecto es aplicado mediante los siguientes pasos:
1. Identificar el problema. El problema es algo que queremos mejorar o
controlar, este deberá ser específico y concreto.
2. Registrar la frase que resume el problema. Se debe escribir el problema
identificado en la parte extrema derecha y dejar espacio para el resto del Diagrama
hacia la izquierda.
3. Dibujar y marcar las espinas principales. Las espinas principales representan
el input principal/categorías de recursos o factores causales. No existen reglas sobre
qué categorías o causas se deben utilizar, pero las más comunes utilizadas por los
equipos son los materiales, métodos, máquinas, personas, y/o el medio.

36
4. Realizar una lluvia de ideas de las causas del problema. Este es el paso más
importante en la construcción de un Diagrama de Causa y Efecto, las ideas
generalmente guiarán la selección de las causas de raíz.
5. Identificar los candidatos para la “causa más probable”. Las causas
seleccionadas por el equipo son opiniones y deben ser verificadas con más datos.
Todas las causas en el Diagrama no necesariamente están relacionadas de cerca con el
problema; el equipo deberá reducir su análisis a las causas más probables.
6. Cuando las ideas ya no puedan ser identificadas, se deberá analizar más o fondo
el Diagrama para identificar métodos adicionales para la recolección de datos.
Matriz Control e Impacto
Consiste en un cuadro de doble entrada en cuyas columnas figurarán las acciones
impactantes y, dispuestos en filas, los factores susceptibles a sufrir impacto, para su
ejecución será necesario en primer lugar, identificar las acciones que puedan causar
un impacto sobre una serie de factores, es decir, identificar la matriz de identificación
de efectos, ambas matrices permitirán identificar, prevenir y comunicar los efectos
del proyecto en el medio seleccionado, para posteriormente obtener una valoración de
los mismos
Para elaborar una matriz control e impacto debe seguir el siguiente procedimiento:
1. Se colocan las variables de salida separadas en columnas en la parte superior.
2. Asignar a cada variable un número basado en una escala de importancia de
acuerdo a la relevancia que considere la experiencia del equipo, la escala está
enmarcada en 1 hasta al 10, donde el numero uno (1) corresponde a el mínimo grado
de criticidad y el número (10) al máximo.
3. Colocar las variables de entrada en la parte lateral izquierda en filas.
4. Luego utilizando la misma escala descrita anteriormente el equipo asigna un
número a la interacción entre las variables.

37
5. Al término de cada columna se coloca una celda con la sumatoria de los
productos entre los números asignados en la interacción de cada celda y el número
asignado a cada variable de salida en la parte superior.
6. De igual manera al final de cada fila se obtiene una sumatoria usando el mismo
procedimiento.
7. Una vez obtenido los valores ponderados se procede a escoger las variables de
entrada y salida con mayor valor impacto determinado por la mayor magnitud
obtenida al final de cada columna y fila respectivamente.
Metodología DMAIC (Define/Measure/Analyze/Improve/Control):
Definir:
Como primer paso es necesario definir correctamente el problema que se desea
mejorar. Estableciendo quien desea la mejora (cliente), y cuáles son sus
requerimientos a cumplir; a su vez estas metas trazadas deben estar de acuerdo con
las estrategias empresariales. Una vez definido el plan a seguir, se puede decir que el
problema está medio resuelto.
Medir:
Esta etapa del proceso consiste en recolectar datos que sirvan de base para la
situación actual y así servir de comparación para valores del futuro. De esta manera
se visualizan de mejor manera las causas del problema en cuestión.
Analizar:
Mediante el análisis de la situación actual se espera conocer la causa raíz del
problema a tratar, tomando como guía las distintas herramientas de la gestión de
calidad (mencionadas anteriormente). Este paso de gran importancia a su vez sirve
como establecimiento de relaciones entre los factores estudiados.

38
Mejorar:
Consiste en la optimización de la situación actual como tal, mediante el diseño de
implementación de la meta propuesta. Cabe destacar que en esta etapa es de gran
importancia la participación de todos aquellos involucrados en el proceso a mejorar.
Controlar:
Como etapa final de la metodología, una vez implementada la mejora al proceso
en cuestión es necesario mantener un grado de control y revisión del mismo, para así
asegurar su evolución, esto se logra gracias al uso de indicadores ya establecidos por
la organización.
Inventarios
En opinión de Ramírez (2007) los inventarios son bienes tangibles que se tienen para
la venta en el curso ordinario del negocio o para ser consumidos en la producción de
bienes o servicios para su posterior comercialización. Los inventarios comprenden,
además de las materias primas, productos en proceso y productos terminados o
mercancías para la venta, los materiales, repuestos y accesorios para ser consumidos
en la producción de bienes fabricados para la venta o en la prestación de servicios;
empaques y envases y los inventarios en tránsito.
El principal objetivo de los inventarios es proveer o distribuir adecuadamente los
materiales necesarios a la empresa. Colocándolos a disposición en el momento
indicado, para así evitar aumentos de costos perdidas de los mismos. Permitiendo
satisfacer correctamente las necesidades reales de la empresa, a las cuales debe
permanecer constantemente adaptado. Por lo tanto la gestión de inventarios debe ser
atentamente controlada y vigilada.
Administración de Inventarios
Sostiene Vizoso (2005) que, es la eficiencia en el manejo adecuado del registro,
rotación y evaluación del inventario de acuerdo a como se clasifique y que tipo de

39
inventario tenga la empresa, ya que a través de todo esto se determinarán los
resultados (utilidades o pérdidas) de una manera razonable, pudiendo establecer la
situación financiera de la empresa y las medidas necesarias para mejorar o mantener
dicha situación. La administración de inventario implica la determinación de la
cantidad de inventario que deberá mantenerse, la fecha en que deberán colocarse los
pedidos y las cantidades de unidades a ordenar.
La administración de inventario, en general, se centra en cuatro aspectos básicos:
-¿Cuántas unidades deberían ordenarse o producirse en un momento dado? -
-¿En qué momento deberían ordenarse o producirse el inventario?
-¿Qué artículos del inventario merecen una atención especial?
-¿Puede protegerse la empresa contra los cambios en los costos de los artículos
del inventario?
Algunas empresas consideran que no deberían mantener ningún tipo de inventario
porque mientras los productos se encuentran en almacenamiento no generan
rendimiento y deben ser financiados. Sin embargo es necesario mantener algún tipo
de inventario ya que la demanda no siempre puede ser pronosticada con certeza y
adicionalmente siempre se requiere de un cierto tiempo para convertir un producto de
manera tal que se pueda vender.
La administración de inventario requiere de una coordinación entre los
departamentos de ventas, compras, producción y finanzas; una falta de coordinación
podría llevar a la compañía al fracaso financiero; Es por esto que se dice que la meta
de la administración de inventario es proporcionar los inventarios necesarios para
sostener las operaciones en el más bajo costo posible. En tal sentido el primer paso
que debe seguirse para determinar el nivel óptimo de inventario son, los costos que
intervienen en su compra y su mantenimiento, y que posteriormente, en qué punto se
podrían minimizar estos costos.

40
Tipos de Inventario
Los inventarios son importantes para los fabricantes en general, estos varían
ampliamente entre los distintos grupos de industrias. La composición de esta parte del
activo es una gran variedad de artículos, y es por eso que se han clasificado de
acuerdo a su utilización en los siguientes tipos:
Inventarios de Materia Prima
Comprende los elementos básicos o principales que entran en la elaboración del
producto. En toda actividad industrial concurren una variedad de artículos (materia
prima) y materiales, los que serán sometidos a un proceso para obtener al final un
artículo terminado o acabado. A los materiales que intervienen en mayor grado en la
producción se les considera "Materia Prima", ya que su uso se hace en cantidades lo
suficientemente importantes del producto terminado. La materia prima, es aquel o
aquellos artículos sometidos a un proceso de fabricación que al final se convertirá en
un producto terminado.
Inventario de Productos en Proceso
El inventario de productos en proceso consiste en todos los artículos o elementos
que se utilizan en el actual proceso de producción. Es decir, son productos
parcialmente terminados que se encuentran en un grado intermedio de producción y a
los cuales se les aplico la labor directa y gastos indirectos inherentes al proceso de
producción en un momento dado.
Una de las características de los inventarios de producto en proceso es que va
aumentando el valor a medida que se es transformado de materia prima en el
producto terminado como consecuencia del proceso de producción.
Inventarios de Productos Terminados
Comprende estos, los artículos transferidos por el departamento de producción al
almacén de productos terminados por haber alcanzado su grado de terminación total y

41
que a la hora de la toma física de inventarios se encuentren aún en los almacenes, es
decir, los que todavía no han sido vendidos. El nivel de inventarios de productos
terminados va a depender directamente de las ventas, es decir su nivel está dado por
la demanda.
Inventarios de Materiales y Suministros
En el inventario de materiales y suministros se incluye: Materias primas
secundarias, sus especificaciones varían según el tipo de industria; Artículos de
consumo destinados para ser usados en la operación de la industria, dentro de estos
artículos de consumo los más importantes son los destinados a las operaciones, y
están formados por los combustibles y lubricantes, estos en las industria tiene gran
relevancia. Los artículos y materiales de reparación y mantenimiento de las
maquinarias y aparatos operativos.
Inventario de Seguridad
Este tipo de inventario es utilizado para impedir la interrupción en el
aprovisionamiento causado por demoras en la entrega o por el aumento imprevisto de
la demanda durante un periodo de reabastecimiento, la importancia del mismo está
ligada al nivel de servicio, la fluctuación de la demanda y la variación de las demoras
de la entrega.
Costos del Inventario
Costos de pedido: estos costos pueden ser administrativos (gestión con
proveedores), transporte, descarga, seguros, entre otros. Existe relación inversa al
volumen de inventarios, porque cuanto mayor volumen de existencias menor número
de pedidos a realizar en el año
Costos de almacenamiento: son los costos de mantener las existencias en el
almacén, entre ellos se tiene: espacio, administrativos (personal y sistema gestión),
42
económicos (obsolescencia, depreciación) y financieros (intereses de financiar
capitales invertidos).
Costos de ruptura de stocks: costos que tiene la empresa cuando se queda sin
existencias, no puede producir o no puede entregar el pedido a un cliente.
SAP R/3:
Las siglas SAP, representa la mayor desarrolladora de software para aplicaciones de
negocios del mundo y el cuarto mayor proveedor independiente de software, en
términos absolutos. Más de 7.500 empresas (más de 15000 instalaciones), en más de
90 países escogieron los sistemas SAP para mainframe y cliente/servidor para
controlar procesos de finanzas, manufactura, ventas, distribución y recursos humanos,
esenciales para sus operaciones. R/3 es considerado patrón en industrias como
petróleo, química, productos de consumo y alta tecnología/electrónica.
El sistema R/3 opera utilizando el principio cliente/servidor aplicado a varios
niveles, es altamente modular y se aplica fundamentalmente por medio del software,
de forma que los modos de iteración entre los diversos clientes y servidores puedan
ser controlados. A su vez SAP R/3 es lo que se denomina un sistema integrado, es
decir, que una vez ingresada y almacenada cierta información, esta pasa a estar
disponible en el sistema, haciendo posible la realización de transacciones y el fácil
manejo de la información como tal.
Módulos de Aplicación SAP R/3:
Básicamente R/3 se divide en tres grandes áreas: Financiera, logística y recursos
humanos, las cuales son dependientes entre sí; Estas a su vez contienen una serie de
módulos y sub-módulos orientados a cubrir las necesidades de toda empresa
manufacturera que aplique el sistema. Los módulos son los siguientes:
Gestión Financiera (FI)
Controlling (CO)

43
Tesorería (TR)
Sistema de proyectos (PS)
Gestión de personal (HR)
Ventas y Distribución (SD)
Ejecución Logística (LE)
Gestión de Materiales (MM)
Gestión de Almacenes (WM)
Plan de mantenimiento (IA)
Planificación de Producción (PP)
Normas APICS
La APICS fundada en 1957 en Estados Unidos; es una organización internacional no
lucrativa respetada y reconocida a nivel mundial por sus programas de educación y
certificación profesional, reconocida globalmente como la fuente de excelencia en los
campos de: Administración de Inventarios, Administración de la Producción, ERP´s
(Enterprise Resource Planning), compras, Administración de Materiales, Logística,
Administración de Almacenes, Administración de Cadena de Suministros, Planeación
Maestra, Administración de la Capacidad y Tecnología de Información.
Por otra parte, los programas de certificación APICS son reconocidos en todo el
mundo, como el estándar de competencia profesional en la Administración de las
Operaciones, por definir unas terminologías estándar, prácticas y conocimiento.
Actualmente existen 250 oficinas o capítulos de APICS en casi todo el mundo,
45.000 miembros componen esta comunidad entre compañías y profesionales, todos
ellos contribuyen a definir nuevos retos y oportunidades en el cambiante mundo de la
Administración de las cadenas de Suministros.
Finalmente, la técnica de análisis AMEF de Proceso y evaluación del número de
prioridad de riesgo NPR, así como, los lineamientos para una política de calidad.

44
AMEF de Proceso
El análisis del modo y efecto de falla potencial de proceso (AMEF de proceso)
es “Una técnica analítica metódica que evalúa la probabilidad de que ocurra una falla,
así como el efecto de la misma” (Manual de procedimiento Dupont, 1990, a.2.3). En
su forma más rigurosa, la técnica es un sumario de las ideas del ingeniero, incluyendo
un análisis de cada ítem en el que podría tener un problema basado en la experiencia
y en situaciones pasadas.
Por lo que se recomienda aplicar ésta técnica al inicio del proceso de
planificación de calidad, elaborando un documento que incluya un listado de modos
potenciales de fallas, efectos y causas, así como también, determine las acciones y
cambios necesarios en los requerimientos, a fin de prevenir fallas de un proceso. En
el manual antes citado se afirma, que éste es un documento viviente, es decir, que
debe reflejar siempre las últimas acciones y niveles del proceso.
En líneas generales, el desarrollo de ésta técnica puede hacerse de la siguiente
manera:
1. Desarrollar una lista de lo que se espera del proceso incorpore los requisitos
conocidos.
2. Traducir los requerimientos al modo de falla potencial del proceso, ejemplo
(órdenes emitidas, inventarios de seguridad).
3. Identificar los efectos (descontrol de flujo, imprecisión, cambio de órdenes)
y causas potenciales asociadas a las fallas (cambio de prioridades, falta de materiales,
atraso en celda).
4. Determinar la verificación del proceso, a fin de prevenir que ocurran las
causas de falla, o bien, detectar la causa o el modo de falla resultante si ya se hubiese
presentado alguna.
5. Asignar rangos de severidad, ocurrencia y detección.
6. Calcular el número de prioridad de riesgo (NPR), multiplicando los rangos
de severidad, ocurrencia y detección, determinados en el punto 5.
45
7. Clasificar los valores de NPR y determinar las acciones recomendadas (los
casos con NPR alto tendrán máxima prioridad).
8. Registrar las acciones tomadas y determinar el NPR resultante.
9. Realizar el seguimiento a las acciones.
Con respecto a los rangos de severidad, ocurrencia y detección para efectos del
presente proyecto, es necesario en primera instancia definir los términos y luego
asignar los valores al rango.
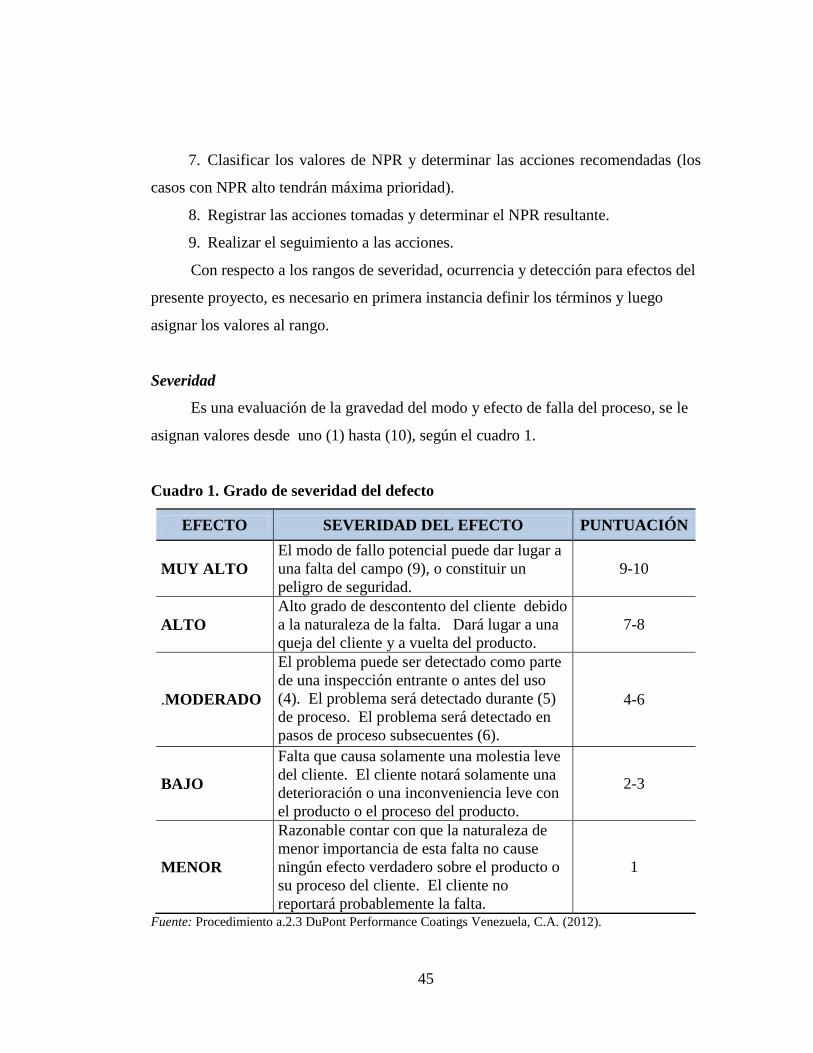
Severidad
Es una evaluación de la gravedad del modo y efecto de falla del proceso, se le
asignan valores desde uno (1) hasta (10), según el cuadro 1.
Cuadro 1. Grado de severidad del defecto
EFECTO SEVERIDAD DEL EFECTO PUNTUACIÓN
MUY ALTO
El modo de fallo potencial puede dar lugar a
una falta del campo (9), o constituir un
peligro de seguridad.
9-10
ALTO
Alto grado de descontento del cliente debido
a la naturaleza de la falta. Dará lugar a una
queja del cliente y a vuelta del producto.
7-8
.MODERADO
El problema puede ser detectado como parte
de una inspección entrante o antes del uso
(4). El problema será detectado durante (5)
de proceso. El problema será detectado en
pasos de proceso subsecuentes (6).
4-6
BAJO
Falta que causa solamente una molestia leve
del cliente. El cliente notará solamente una
deterioración o una inconveniencia leve con
el producto o el proceso del producto.
2-3
MENOR
Razonable contar con que la naturaleza de
menor importancia de esta falta no cause
ningún efecto verdadero sobre el producto o
su proceso del cliente. El cliente no
reportará probablemente la falta.
1
Fuente: Procedimiento a.2.3 DuPont Performance Coatings Venezuela, C.A. (2012).

46
Ocurrencia
Se refiere a que tan frecuentemente se espera que ocurra el modo de falla,
puede alcanzar valores entre uno (1) y (10), (Ver cuadro 2).
Cuadro 2. Grado de ocurrencia del defecto
OCURRENCIA PROBABILIDAD DE FALLA PUNTUACIÓN
MUY ALTO
La falta es casi inevitable. Los pasos
de proceso adicionales se desarrollan
para ocuparse de las faltas.
9-10
ALTO
Los procesos similares han
experimentado faltas repetidas. El
proceso no está en control estadístico.
7-8
MODERADO
Los procesos similares han
experimentado faltas ocasionales, pero
no en proporciones importantes. El
proceso está en control estadístico.
4-6
BAJO Los procesos similares han
experimentado faltas aisladas. 3
MUY BAJO
Los procesos casi idénticos han
experimentado solamente faltas
aisladas.
2
REMOTA La falta es inverosímil. El proceso
está en control estadístico. 1
Fuente: Procedimiento a.2.3 DuPont Performance Coatings Venezuela, C.A. (2012).
Detección
Es una evaluación de la habilidad del programa de verificación para identificar
una deficiencia potencial del proceso antes de ser liberado, toma valores entre uno (1)
y (10) según el cuadro 3.

47
Cuadro 3. Grado de detección de la falla
DETECCIÓN LOCALIZACION DEL
DEFECTO DETECTADO PUNTUACIÓN
CERTEZA
ABSOLUTA
DE NO
DETECCION
Los controles no pueden detectar la
existencia del defecto.
10
MUY BAJA Los controles del surtidor no
detectarán probablemente la
existencia del defecto, pero el defecto
se puede detectar por el cliente.
9
BAJA Los controles pueden detectar la
existencia del defecto, pero la
detección puede no ocurrir hasta que
el empaquetado está en curso.
7-8
MODERADA Controla probablemente para detectar
la existencia de la falta, pero no hasta
que se ha terminado la prueba de
aceptación de la porción. Las pruebas
con un grado más alto de variabilidad
tendrán la graduación más alta.
5-6
ALTA Los controles tienen una buena
ocasión de detectar la existencia del
defecto antes de que se haya
terminado el proceso de fabricación.
La prueba del En-Proceso se utiliza
para supervisar el proceso de
fabricación.
3-4
MUY ALTA Los controles detectarán casi
ciertamente la existencia del defecto
antes de que el producto se mueva
sobre el paso siguiente en su proceso
de fabricación. Las materias primas
importantes son controladas vía
especificaciones del surtidor.
1-2
Fuente: Procedimiento a.2.3 DuPont Performance Coatings Venezuela, C.A. (2012).

48
Políticas de un Plan Maestro
Para William (1996), son políticas los siguientes aspectos:
1. El plan maestro de producción por familia debe ser igual al plan de producción
para cada período. Una desviación de 10% acumulativamente puede ser permitido
para cualquier política. De modo que una desviación mayor que éste por encima debe
ser aprobado por el gerente de la fábrica.
2. El plan maestro de producción debe ser alcanzable y se debe comprobar la
disponibilidad de materiales y la capacidad.
3. En un límite de tiempo la demanda se fija en una semana. Esto representa el tiempo
de montaje de la orden, y tales cambios a las órdenes dentro de este periodo de
tiempo, deben realizarse sólo en caso de emergencia.
4. Los pedidos de ventas y servicio deben utilizar los pronósticos y hacer promesas al
cliente sólo en aquellos períodos en los que se proyecta una disposición real del
producto.
5. Se fija en 4 semanas el límite de tiempo de planificación. Durante el mismo todas
las órdenes son firmes y puestas en libertad por el planificador de material. Los
pedidos deben ser cambiados por el plan maestro sólo si hay una buena razón.
6. Las órdenes planificadas fuera del límite de tiempo de planificación deben ser
programadas por la computadora para encontrar la demanda existente, a menos que
esté, entre el límite calendario.
7. Los tamaños de los lotes debe ser mayor para el lote o la demanda por día. En el
caso de la demanda día, algunos productos A deben tener 15 días, otro producto B
deben tener 30 días, y otro C debe tener 90 días de demanda. Estos son los tamaños
de lote máximo y deben reducirse si la instalación permite hacer lotes más pequeños
eficientemente.
8. Las mediciones deben hacerse y notificarse por el planificador maestro. Estos
deben incluir:

49
- El desempeño de la programación del maestro de producción, que mide el
porcentaje de órdenes completa por horario para el número de pedidos programados.
- La precisión del Forecast, se compara con el pronóstico de las órdenes reales
tomadas por producto, o por mes.
- Los números de cambios realizados sin la barrera de tiempo de demanda y las
razones de fuerza para cada cambio.
- El cronograma resumen del maestro de producción, donde se compara la carga
horario por familia de producto con el plan de producción.
9. El rendimiento semanal del programa maestro de producción debe ser revisado por
el director de la fábrica, el gerente de operaciones, el director de materiales y
coordinado por el programa maestro.
10. Una revisión mensual debe realizarse entre las operaciones, ventas, mercadeo y
materiales, para revisar el desempeño de la fábrica y la precisión del pronóstico.
Los objetivos de un plan maestro
-Para equilibrar las prioridades de oferta y demanda.
-Desarrollar soluciones prácticas a restricciones de oferta.
-Dar prioridad y asignar la oferta a las exigencias del cliente.
-Establecer una estrategia para evitar la sobrecarga de los horarios y condiciones
desequilibradas.
-Para crear un calendario con las fechas de terminación asequibles que satisfagan las
necesidades del cliente.
Para equilibrar la oferta y la demanda y las prioridades para revisar el plan cuando
se produzcan cambios en la oferta o la demanda.
Esto es particularmente importante en un negocio donde las posiciones de oferta
y demanda cambian rápidamente. El ritmo de introducción de nuevos productos se
está acelerando y la necesidad de equilibrar el plan maestro de producción se produce
a diario, si no a cada hora.
50
Para desarrollar soluciones prácticas a restricciones de oferta, y para mantener un
planificador realista.
El planificador maestro es el responsable de asegurar que siempre haya suficiente
oferta para reunir las necesidades previstas del mercado. En muchos casos, hay
situaciones en que la escasez de suministro conduce a problemas potenciales en el
mercado. El programador maestro debe ser capaz de desarrollar planes alternativos de
suministro en el caso de que el proceso está experimentando dificultad en el
cumplimiento de las exigencias del mercado.
Para priorizar y asignar el suministro a demandas de los clientes para asegurar
que todas las demandas de los clientes se cumplan.
Esto es particularmente importante, donde la capacidad está comprometida y
todavía la satisfacción de los clientes puede hacerse realidad. La cuestión de agilizar
los pedidos seleccionados a costa de los demás es siempre un tema delicado, pero esto
es donde se basaba en realidad la habilidad del programador principal.
Establecer una estrategia para evitar la sobrecarga de los horarios y condiciones
desequilibradas.
Una de las cualidades más importantes del programador maestro es la capacidad
de anticipar las áreas con potenciales problemas y tomar medidas preventivas para
evitar la aparición del problema.
Para crear un calendario con las fechas de terminación asequibles que satisfagan
las necesidades del cliente.
El programador maestro debe ser creativo en la gestión de cambios en la
demanda y las situaciones de suministro. Se necesita identificar, medir y trabajar con
los demás, para centrarse en formas de acortar los tiempos de servicio del producto y
de entrega, incrementar la flexibilidad de los procesos de abastecimiento para
51
manejar el cambio de volumen y mezcla de productos y la mejora de la fiabilidad de
los procesos de entrega para asegurarse de que todas las necesidades del cliente se
cumplan de una manera oportuna y rentable.
Finalmente, la programación es un equilibrio entre los objetivos de eficiencia en
la producción, el nivel de inventario y el servicio al cliente. Es difícil de lograr todos
estos objetivos al mismo tiempo, pero este es el reto para el programador maestro. Un
programa maestro de producción realista es la que equilibra todos los objetivos en
conflicto dentro de las limitaciones de la oferta y mantiene vigentes las fechas de
vencimiento. La calidad no debe ser vista como uno de los objetivos en conflicto, ni
debe ser considerada la calidad como tema de compensación.
Importancia de la capacitación en Administración de Operaciones
Se debe reconocer que se forma parte de un proceso de globalización internacional y
que la subsistencia de las empresas ante el enorme reto que esto representa no se
puede lograr si no a través del desarrollo de las competencias y habilidades, así
como, poder establecer y ejecutar exitosamente planes concretos y agresivos de
mejora.
Por otra parte, se depende de la inteligencia, conocimientos, experiencia y entusiasmo
de los colaboradores para poder llevar a buen término estos planes y la única manera
en que se puede potenciar estos talentos y acortar las brechas respecto a la
competencia global es mediante una capacitación que les permita focalizar sus
esfuerzos y renovar sus energías.
3.3 DEFINICIÓN DE TÉRMINOS BÁSICOS
Celda de Manufactura: Unidades de trabajo en el cual se elaboran productos
similares y donde sus recursos, tanto materiales como económicos son exclusivos e
independientes de otras celdas.
Forecast: En español significa pronósticos, y específicamente en DPC se refiere a los
estimados de ventas o demanda del mercado.

52
Kaizen: proviene de dos ideogramas japoneses: "Kai" que significa cambio y "Zen"
que quiere decir para mejorar. Así, podemos decir que "Kaizen" es "cambio para
mejorar" o "mejoramiento continuo".
Parámetro: siendo este un término que varía según el contexto en el que sea
utilizado, en términos de ingeniería se refiere, a veces de manera vaga, a un ítem de
medida individual. Según John D. Thinner los parámetros son combinaciones de
atributos físicos (propiedades) de un sistema que llegan a satisfacer el mismo de tal
manera que se pueda determinar una respuesta.
SAP R/3:(Sistemas, Aplicaciones y Productos) es una empresa con sede en Walldorf-
Alemania, siendo el primer proveedor de aplicaciones de software empresarial en el
mundo. El sector en que trabaja SAP es de los software de Planificación de los
Recursos Empresariales (ERP: Enterprise Resource Planning), siendo su principal
producto: R/3, en el que la R significa procesamiento en el tiempo real y el número 3
se refiere a las tres capas de la arquitectura de proceso: bases de datos, servidor de
aplicaciones y cliente.
Orden de Proceso (OP): Orden de trabajo para producción, la cual se emite para la
manufactura de productos terminados y/o intermedios. En esta orden están impresas
todas las instrucciones de proceso, la fórmula del producto y las instrucciones de
llenado del producto. Esta se origina cuando se requiere fabricar un nuevo producto,
cuando las existencias de productos terminados e intermedios han alcanzado los
niveles de reposición, cuando hay una necesidad de cubrir productos contra liberación
y a solicitud de laboratorio de Desarrollo.
MiniTab: es un programa de computadora diseñado para ejecutar funciones
estadísticas básicas y avanzadas. Combina el uso de Excel con la capacidad de
ejecución análisis estadísticos. Esta herramienta permite obtener capacidades de
estadísticas comprensivas, incluyendo el análisis de datos exploratorios, estadística
básica, regresión, análisis de varianza, cálculo de media, series de tiempo,
tabulaciones, simulaciones y distribuciones.

53
Plan Maestro de Producción (MPS): es un plan de producción detallado que
establece la cantidad específica y las fechas exactas de fabricación de los productos
finales. Este plan debe proporcionar las bases para establecer los compromisos de
envío al cliente, utilizar eficazmente la capacidad de la planta, lograr los objetivos
estratégicos de la empresa y resolver las negociaciones entre fabricación y marketing.
Planificador de las Necesidades de Material (MRP): es el sistema de planificación
de materiales y gestión de stocks que responde a las preguntas de, cuánto y cuándo
aprovisionarse de materiales. Mediante este sistema se garantiza la prevención y
solución de errores en el aprovisionamiento de materias primas, el control de la
producción y la gestión de stocks. Su objetivo es dar un enfoque más objetivo,
sensible y disciplinado a determinar los requerimientos de materiales de la empresa.
Para ello el sistema trabaja con dos parámetros básicos: tiempos y capacidades.
Días de Cobertura de Inventario (IDS): La cantidad unidades en inventario × 365 /
consumos de los últimos 12 meses.
Inventario Productivo (Good Short Term): Es aquel inventario que se tiene menos
de 180 IDS Cobertura o es un material nuevo con menos de 12 meses de haber
ingresado.
Inventario No Productivo (NPI): Es aquel inventario que posea 180 o más días de
cobertura y están conformados por los inventarios de bajo movimiento y los
inventarios sin movimiento.
Inventario de Bajo Movimiento (Slow Moving): Abarca aquellos materiales que
tienen entre 181 y 720 IDS Cobertura.
Inventario Sin Movimiento (No Moving): Es aquel inventario que tiene más de 720
IDS Operativos o que no ha tenido movimiento en los 12 meses anteriores al análisis.
Venta por debajo del costo (Sell Bellow Cost): materiales que sin importar su
tiempo de cobertura, serán vendidos debajo del costo del inventario.
Retrabajo (Rework): materiales que sin importar su tiempo de cobertura serán
reprochados, re-empacados o re-etiquetados.

54
Devolución a Proveedor (Return to Supplier): materiales que sin importar su
tiempo de cobertura serán devueltos al proveedor.
Sin disposición definida (No curren to utlet identified): materiales que sin
importar su tiempo de cobertura no pueden ser consumidos, reprocesados o vendidos.

CAPÍTULO IV
FASES METODOLÓGICAS
En ésta sección se encuentran los pasos metodológicos que se seguirán para la
consecución de los objetivos planteados, así como, una descripción exhaustiva de las
técnicas de recolección y de análisis de los datos a emplear en cada fase.
4.1 FASES DE LA INVESTIGACIÓN
La presente práctica profesional, consta de tres fases principales que permitieran su
realización, y tiene como finalidad elaborar las políticas para el cumplimiento del
plan maestro de producción en la celda 7 de una empresa de manufactura de pinturas
4.1.1. Fase I. Diagnosticar la situación actual de los procesos en la celda 7, con el
fin de determinar las variables que afectan el indicador de desempeño, mediante
la técnica de tormenta de ideas y revisión documental.
Para la elaboración del proyecto es indispensable realizar antes que nada un
diagnóstico del estado de la situación actual de la celda 7, que permita obtener una
perspectiva de lo que ocurre de momento en el proceso productivo del área en
cuestión, para ello se empleó como técnicas la tormenta de ideas y la revisión
documental.
Debido al propósito establecido, se iniciará un acercamiento al área de modo de
investigar junto a los 10 operadores y un ingeniero de producción, cuáles son sus
conocimientos acerca del proceso productivo que es llevado a cabo en la misma,
indicando los equipos que se encuentran disponibles, las fallas que tuvieron lugar
durante el periodo de enero hasta septiembre del año 2012, los métodos llevados a
cabo por ellos, además de procurar obtener su opinión respecto al proyecto y de qué
forma pueden ellos aportar a la realización del mismo. Esto último, será muy
importante porque sin su aporte el proyecto deja de ser viable ya que requiere de la
contribución de todos y cada uno de los participantes.
De tal manera que, los datos se recolectarán con relación a las fallas en el área de
estudio empleando una tormenta de ideas y organizados mediante un diagrama de
Ishikawa, donde se dispondrá la información clasificada en materiales, máquinas,
métodos, mano de obra y medio ambiente de una forma clara, sencilla y precisa
realizando tantas ramificaciones como fuese requerido. También, se complementará
la acción mediante revisión documental en el Departamento de Planificación, del
indicador de desempeño mensual MPS de la celda 7, pronósticos de ventas y el plan
maestro de producción; que proporcionan información de la cantidad de lotes
programados versus fabricados, capacidad histórica de los lotes, razones de las
ordenes de producción no realizadas, entre otros.
4.1.2 Fase II. Analizar la información requerida a partir de las causas
detectadas, empleando la matriz control-impacto y un Amef de proceso, para
determinar las variables que impactan de manera importante el indicador
En esta fase, se realizará la prueba de normalidad y distribución normal del
indicador de cumplimiento MPS empleando técnicas estadísticas mediante el
programa MiniTab 16, a fin de establecer la normalidad de los datos recogidos, así
como también, el comportamiento de dicho indicador entre los límites establecidos
por la empresa. Seguidamente, se elaborará una matriz de control-impacto de las
causas probables levantadas con la tormenta de ideas, aplicando un criterio de
evaluación del factor Control: Cómo una medida de intervención del Departamento
de Planificación y un factor Impacto: Identificado como un grado de incidencia en el
indicador, donde se establecerá un rango de: 9= mucho, 5= medio, 1=bajo.

51
Posteriormente, la información recolectada en la Fase I con relación a las causas
de no cumplimiento de órdenes de producción, serán analizadas mediante un
diagrama de Pareto, a su vez, las causas que representaran el 80% se les aplicará la
técnica de regresión individual, con la finalidad de determinar el factor predictor P y
reductor de incertidumbre R2, con el objeto de definir aquellas causas que inciden de
manera importante en el modelo de estudio.
Finalmente, reducidas las causas probables a un conjunto de fallas potenciales, se
dispondrán en un AMEF de proceso y se definirá el modo, efecto y causa de las
fallas, controles actuales, responsables y acciones correctivas que pudieran dar con la
solución a dichas fallas.
4.1.3. Fase III. Proponer políticas para el cumplimiento del Plan Maestro de
Producción y generar las acciones correspondientes para la sustentabilidad de la
misma.
Partiendo de los resultados de los pasos anteriores y haciendo uso de los
conocimientos de las normas APICS y algunas otras herramientas que puedan
favorecer el estudio se considerará un diseño de políticas que apunten al
cumplimiento requerido del MPS de manera sustentable y viable de la celda a
estudiar.
De tal manera que, se propondrán las estrategias para el cumplimiento del plan
maestro de producción de la celda 7 y se generarán las acciones correspondientes,
empleando herramientas de mejoramiento continuo.
4.2 Técnicas de Recolección de Datos
Por medio de la observación directa, se obtendrá en la fase I información de
primera índole sobre la forma en que se efectúan las actividades relacionadas con el
proceso de emisión de órdenes de producción. Al respecto, señala Tamayo y Tamayo

52
(2005), que la observación directa “es aquella en la cual el investigador puede
observar y recoger datos mediante su propia observación”. (p.122). Por otra parte, en
la dimensión de la revisión documental como punto de partida, los manuales de
procedimiento para emisión de órdenes de producción del Departamento de
Planificación, el histórico del indicador de cumplimiento de MPS y las fallas de no
cumplimiento de órdenes de producción. Seguidamente, se empleará la técnica de
tormenta de ideas aplicada al personal de la celda 7 de producción de pintura, con el
objetivo de recoger información sobre posibles causas que influyen en un bajo
indicador de estudio, complementada con el diagrama Ishikawa o espina de pescado
para ordenar y posteriormente analizar las posibles causas que afectan el indicador de
estudio, en cinco aspectos relacionados con: Medio ambiente, Métodos, Mano de
obra, Materiales y Maquinarias.
4.3 Técnica de Análisis de Datos
Dentro del conjunto de técnicas que se emplearán para el análisis de datos
recolectados, se tiene: Prueba de normalidad y distribución normal, la matriz de
control-impacto, diagrama de Pareto, análisis de regresión individual y AMEF de
proceso. Dice Arias (2002), que “una simple colección de datos no constituye una
investigación, es necesario analizarlos, compararlos y presentarlos” (p.161).
En ese orden de ideas, se elaborará en la fase II de investigación un estudio de la
data recolectada del indicador de cumplimiento de MPS a través de un análisis
estadístico como es la prueba de normalidad, de allí se obtendrá un factor de
probabilidad de normalidad P y si este es >0,05 indicará que los datos son normales.
Seguidamente, se construirá la curva de distribución normal a fin de identificar los
límites superior e inferior del proceso, así como, la probabilidad de obtener el número
de defectos por cada millón de oportunidades.

53
Luego, se construirá la matriz de control-impacto a partir de las causas recogidas
con la tormenta de ideas, con el objeto de valorar las causas probables en factores
tales como: Control e impacto con respecto al indicador de cumplimiento de MPS y
reducir el número de opciones para su solución. El diagrama de Pareto se empleará en
la priorización de las causas de no cumplimiento de las órdenes de producción que
posteriormente se evaluarán con la técnica estadísticas de regresión individual. De
allí, se obtendrá el factor probabilístico P y el factor de reducción de incertidumbre
R2, ambos factores provee información de cuán importante es la variable para el
modelo en estudio. Finalmente, se empleará el AMEF de proceso con las causas o
modos de fallas más importantes que no se incluyeron en el análisis estadístico, a fin
de precisar el efecto de la falla, controles actuales, responsables y acciones
correctivas, que permitieran la elaboración de unas políticas para el cumplimiento del
plan maestro.

54
CAPÍTULO V
RESULTADOS
En la siguiente sección se explican los hallazgos encontrados durante el proceso de
investigación, empleando técnicas de presentación de datos y análisis de los mismos.
A tales efectos, se disponen en tres fases para su organización y presentación.
5.1. Fase I. Diagnosticar la situación actual de los procesos en la celda 7, con el
fin de determinar las variables que afectan el indicador de desempeño, mediante
la técnica de tormenta de ideas y revisión documental.
Atendiendo el objetivo de esta fase, se conoció que la celda 7 está conformada
por: 12 tanques mezcladores de diversas capacidades de procesamiento, 10
operadores de nivel técnico y un recurso (Ingeniero de Proceso).
Seguidamente, se aplicó las técnicas de observación directa y revisión documental
sobre los aspectos normados, tales como, el plan maestro de producción (MPS).
Como lo refiere, el manual de procedimiento de programación de la producción (Ver
Anexo A), dicho plan tiene como objetivo señalar los pasos para seguir la
55
programación de los requerimientos en las divisiones: Venta automotriz, Industrial y
reacabado. En tal documento se destaca: Capacidad histórica, capacidad real, lotes
entregados sin órdenes adicionales, lotes adicionales, días de producción y total
producido. La información antes señalada fue suministrada por el Departamento de
Planificación, para los meses correspondientes de enero hasta septiembre del año
2012 (Ver Cuadro 4).
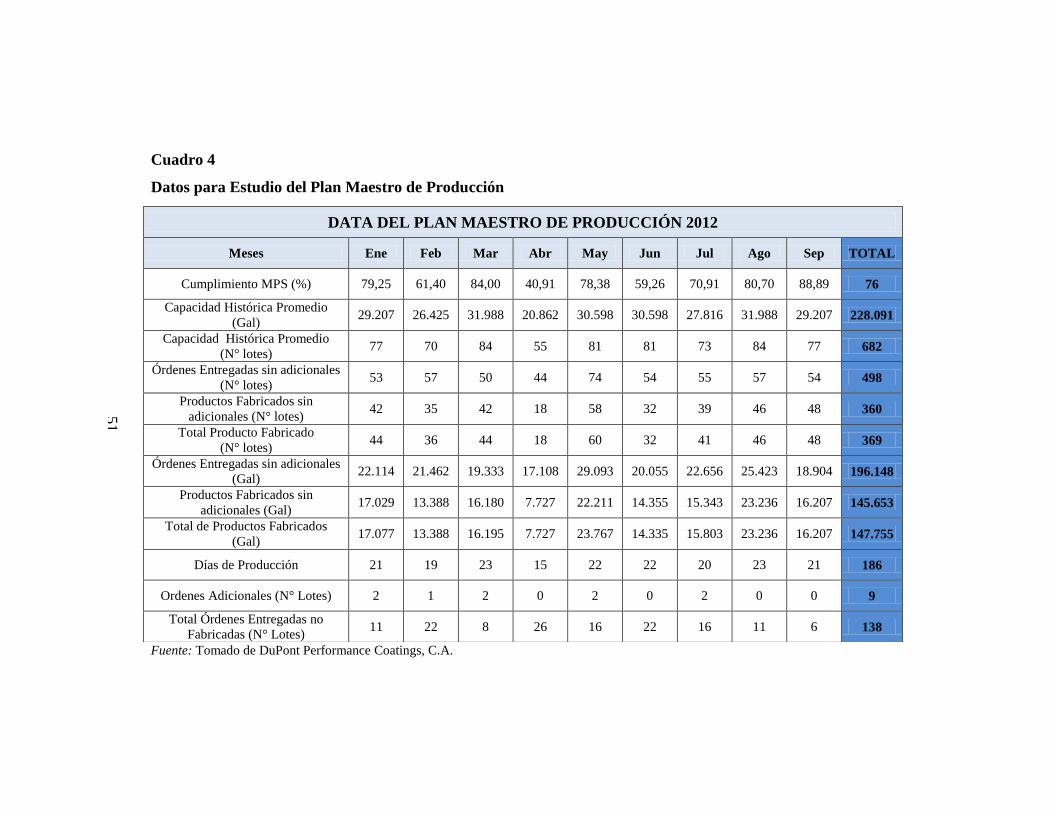
Cuadro 4
Datos para Estudio del Plan Maestro de Producción
Fuente: Tomado de DuPont Performance Coatings, C.A.
DATA DEL PLAN MAESTRO DE PRODUCCIÓN 2012
Meses Ene Feb Mar Abr May Jun Jul Ago Sep TOTAL
Cumplimiento MPS (%) 79,25 61,40 84,00 40,91 78,38 59,26 70,91 80,70 88,89 76
Capacidad Histórica Promedio
(Gal) 29.207 26.425 31.988 20.862 30.598 30.598 27.816 31.988 29.207 228.091
Capacidad Histórica Promedio
(N° lotes) 77 70 84 55 81 81 73 84 77 682
Órdenes Entregadas sin adicionales
(N° lotes) 53 57 50 44 74 54 55 57 54 498
Productos Fabricados sin
adicionales (N° lotes) 42 35 42 18 58 32 39 46 48 360
Total Producto Fabricado
(N° lotes) 44 36 44 18 60 32 41 46 48 369
Órdenes Entregadas sin adicionales
(Gal) 22.114 21.462 19.333 17.108 29.093 20.055 22.656 25.423 18.904 196.148
Productos Fabricados sin
adicionales (Gal) 17.029 13.388 16.180 7.727 22.211 14.355 15.343 23.236 16.207 145.653
Total de Productos Fabricados
(Gal) 17.077 13.388 16.195 7.727 23.767 14.335 15.803 23.236 16.207 147.755
Días de Producción 21 19 23 15 22 22 20 23 21 186
Ordenes Adicionales (N° Lotes) 2 1 2 0 2 0 2 0 0 9
Total Órdenes Entregadas no
Fabricadas (N° Lotes) 11 22 8 26 16 22 16 11 6 138
51

57
Del cuadro anterior se desprende que, el indicador de cumplimiento de MPS
fluctúa entre valores del 40,9 % y 88,9% siendo el objetivo planteado por la empresa
del 90%.
Luego, el Gráfico 1 muestra un comparativo de los lotes programados (azul)
versus los lotes fabricados sin órdenes adicionales (rojo), así como también, la meta
del indicador MPS (línea azul índigo), que corresponde al 90% de lotes programados
frente a la capacidad histórica (línea violeta).
Gráfico 1. Comportamiento del indicador de cumplimiento MPS vs lotes
fabricados Fuente: Tomado de DuPont Performance Coatings, C.A.
0
10
20
30
40
50
60
70
80
90
ene-12 feb-12 mar-12 abr-12 may-12 jun-12 jul-12 ago-12 sep-12
ene-12 feb-12 mar-12 abr-12 may-12 jun-12 jul-12 ago-12 sep-12
Lotes Fabricado sin Adicionales
42 35 42 18 58 32 39 46 48
Lotes entregados sin adicionales
53 57 50 44 74 54 55 57 54
Goal MPS 47,70 51,30 45,00 39,60 66,60 48,60 49,50 51,30 48,60
Lotes capacidad teórica 77 70 84 55 81 81 73 84 77

58
Esta información fue de utilidad, al momento de evaluar las causas probables
relacionadas con la precisión del pronóstico o forecast. También, se deduce que
probablemente existan causas que inciden sobre el indicador, por lo que se realizó un
diagnóstico de las posibles variables empleando la técnica de tormenta de ideas entre
el personal asociado al área de la celda 7, constituida por 10 operadores, un recurso
de apoyo y al Departamento de Planificación (Ver Cuadro 5).
Cuadro 5
Resumen de la tormenta de ideas aplicada en el área de la celda 7
Item Causas
X1 Hacer corridas de productos para disminuir el cambio de posición de
llenado de los equipos
X2 Fórmulas no centradas
X3 Indefinición en congelación de semana del plan de producción (término
técnico: Time Fence)
X4 Aceptación de adicionales
X5 Falta de cumplimiento en las fechas de entrega de los equipos cuando se
hace algún mantenimiento
X6 Indefinición de las políticas de creación de órdenes de producción
X7 Cambio de prioridad
X8 Pruebas de Calidad
X9 Precisión del pronóstico forecast (cambios de prioridades, no consumo
mayor al forecast)
X10 Falta de un plan factible
X11 Generan OP adicionales y no descuentan otras del plan de producción
X12 No existe un plan de acción para las tres primeras causas del diagrama de
Pareto de “Ordenes no cumplidas”
X13 Falta de Materia Prima y Material de Empaque
X14 El Takt time estadístico y no científico de las celdas (excepción la celda 1)
X15 Cuando se busca un material está vencido
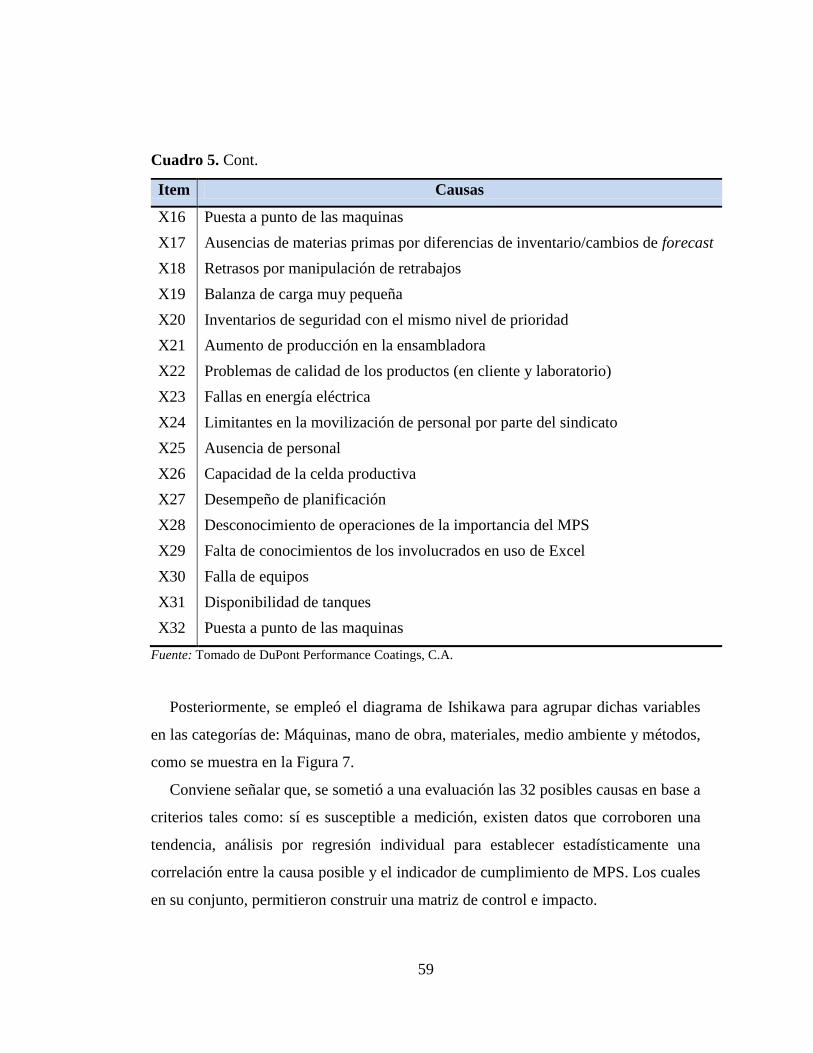
59
Cuadro 5. Cont.
Item Causas
X16 Puesta a punto de las maquinas
X17 Ausencias de materias primas por diferencias de inventario/cambios de forecast
X18 Retrasos por manipulación de retrabajos
X19 Balanza de carga muy pequeña
X20 Inventarios de seguridad con el mismo nivel de prioridad
X21 Aumento de producción en la ensambladora
X22 Problemas de calidad de los productos (en cliente y laboratorio)
X23 Fallas en energía eléctrica
X24 Limitantes en la movilización de personal por parte del sindicato
X25 Ausencia de personal
X26 Capacidad de la celda productiva
X27 Desempeño de planificación
X28 Desconocimiento de operaciones de la importancia del MPS
X29 Falta de conocimientos de los involucrados en uso de Excel
X30 Falla de equipos
X31 Disponibilidad de tanques
X32 Puesta a punto de las maquinas
Fuente: Tomado de DuPont Performance Coatings, C.A.
Posteriormente, se empleó el diagrama de Ishikawa para agrupar dichas variables
en las categorías de: Máquinas, mano de obra, materiales, medio ambiente y métodos,
como se muestra en la Figura 7.
Conviene señalar que, se sometió a una evaluación las 32 posibles causas en base a
criterios tales como: sí es susceptible a medición, existen datos que corroboren una
tendencia, análisis por regresión individual para establecer estadísticamente una
correlación entre la causa posible y el indicador de cumplimiento de MPS. Los cuales
en su conjunto, permitieron construir una matriz de control e impacto.
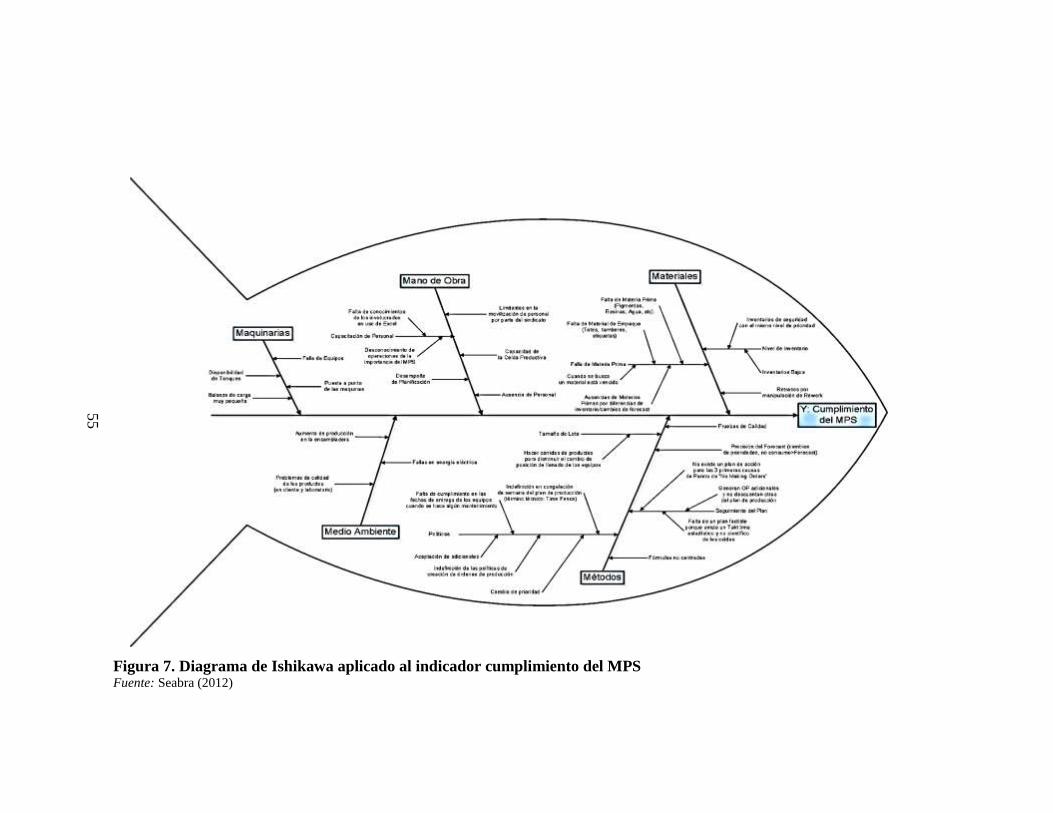
Figura 7. Diagrama de Ishikawa aplicado al indicador cumplimiento del MPS Fuente: Seabra (2012)
55
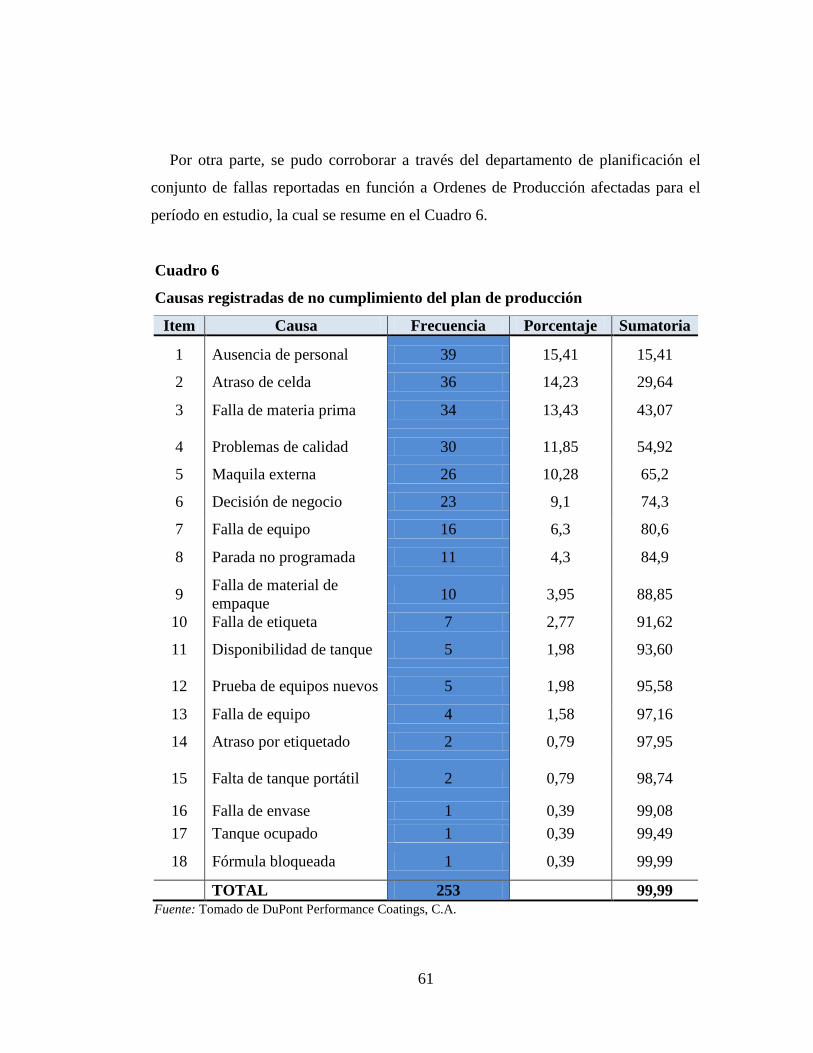
61
Por otra parte, se pudo corroborar a través del departamento de planificación el
conjunto de fallas reportadas en función a Ordenes de Producción afectadas para el
período en estudio, la cual se resume en el Cuadro 6.
Cuadro 6
Causas registradas de no cumplimiento del plan de producción
Item Causa Frecuencia Porcentaje Sumatoria
1 Ausencia de personal 39 15,41 15,41
2 Atraso de celda 36 14,23 29,64
3 Falla de materia prima 34 13,43 43,07
4 Problemas de calidad 30 11,85 54,92
5 Maquila externa 26 10,28 65,2
6 Decisión de negocio 23 9,1 74,3
7 Falla de equipo 16 6,3 80,6
8 Parada no programada 11 4,3 84,9
9 Falla de material de
empaque 10 3,95 88,85
10 Falla de etiqueta 7 2,77 91,62
11 Disponibilidad de tanque 5 1,98 93,60
12 Prueba de equipos nuevos 5 1,98 95,58
13 Falla de equipo 4 1,58 97,16
14 Atraso por etiquetado 2 0,79 97,95
15 Falta de tanque portátil 2 0,79 98,74
16 Falla de envase 1 0,39 99,08
17 Tanque ocupado 1 0,39 99,49
18 Fórmula bloqueada 1 0,39 99,99
TOTAL 253 99,99
Fuente: Tomado de DuPont Performance Coatings, C.A.

62
Para resumir, en esta fase I se recabó la información concerniente al plan maestro
de producción entre los meses enero y septiembre del año 2012, donde se señala el
indicador de cumplimiento de MPS, total de lotes fabricados, órdenes adicionales,
capacidad histórica de producción del lote, días de producción, entre otros. También,
se ubicaron las fallas registradas como No cumplimiento, además, de las causas
probables recopiladas a través de una tormenta de ideas aplicada al personal de la
celda 7.
5.2. Fase II. Analizar la información requerida a partir de las causas detectadas,
empleando la matriz control-impacto, y un Amef de proceso, para determinar
las variables que impactan de manera importante el indicador.
Se empleó dentro de esta fase II, un estudio de distribución normal para el
indicador de cumplimiento MPS y una prueba de normalidad, mediante técnicas
estadísticas y el programa MiniTab 16, a fin de corroborar si el proceso que genera
dicho datos tiene un comportamiento normal. Por otra parte, se utilizaron técnicas de
regresión individual de algunas variables interesantes para el modelo en estudio
recogidas mediante una tormenta de ideas y revisión documental.
Prueba de Normalidad y Distribución Normal
Se corroboró la normalidad de los datos del indicador de cumplimiento MPS
suministrados por el Departamento de Planificación para el periodo de enero a
septiembre del año 2012, empleando el método de Anderson Darlyn (AD), donde el
valor de la probabilidad P > 0,05 indica que el conjunto de datos es normal. Luego en
la Gráfica 2, se muestra la distribución de los nueve puntos para una Media de
0,7152, una desviación estándar S= 0,1516 y un factor de probabilidad de normalidad
P = 0,286.

63
Ene Feb Mar Abr May Jun Jul Ago Sep
79,25 61,40 84,00 40,91 78,38 59,26 70,91 80,70 88,89
Gráfica 2. Curva de comprobación de normalidad del indicador Fuente: Luis M. Seabra (2012)
Por otra parte, se construyó una gráfica de Campana de Gauss para definir
formalmente una distribución de probabilidad del indicador de estudio dentro de los
límites inferior y superior definidos como objetivo estratégico de la empresa. En ese
sentido, se suministró los nueve datos antes señalado del indicador de cumplimiento
MPS y se fijó como límite inferior LSL=0,9 y límite superior USL= 1,0.
Seguidamente, la Gráfica 3 muestra una campana de distribución que permitió
evaluar la probabilidad que el indicador en cuestión se sitúe entre los límites
concebidos, es decir, conocer el porcentaje del área bajo la curva normal que está
incluido entre los límites establecidos y que viene representado por el valor Z.
110,00%100,00%90,00%80,00%70,00%60,00%50,00%40,00%30,00%
99
95
90
80
70
60
50
40
30
20
10
5
1
Cumplimiento MPS
Pe
rce
nt
Mean 0,7152
StDev 0,1516
N 9
AD 0,399
P-Value 0,286
Probability Plot of Cumplimiento MPSNormal
Probabilidad del Indicador de Cumplimiento MPS
P
o
r
c
e
n
t
a
j
e

64
Gráfica 3.Curva de distribución normal del indicador de cumplimiento de MPS Nota: LSL: límite inferior, USL: límite superior, Sample Mean: Media de la muestra, N simple:
número de muestra, StDv: desviación estándar
Fuente: Luis M. Seabra (2012)
De acuerdo con la gráfica anterior, se determinó el área o probabilidad que el
indicador se encuentre dentro de los límites, es decir, desde (0,9) hasta (1,0)
ingresando en la tabla de probabilidad (Ver Anexo B), para el límite inferior Z (0,9)
es de 0,8159 y el límite superior Z (1,0) = 0,8413; entonces, el porcentaje de área o
probabilidad que el indicador esté incluido en dicho rango es de Z (1,0) – Z (0,9),
obteniéndose 0,0254 ó 2,54% . Así mismo, la campana de Gauss tiene una posición
distante a los límites establecidos por la empresa obteniéndose un defecto por cada
1.000.000 oportunidades, de tal manera que el proceso se encuentra fuera de
especificaciones.
1,00,80,60,4
LSL USL
LSL 0,9
Target *
USL 1
Sample Mean 0,715217
Sample N 9
StDev (Within) 0,188106
Process Data
Z.Bench -1,29
Z.LSL -0,98
Z.USL 1,51
C pk -0,33
Potential (Within) C apability
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
O bserv ed Performance
PPM < LSL 837032,00
PPM > USL 65019,68
PPM Total 902051,68
Exp. Within Performance
Process Capability of Cumplimiento MPSDistribución Normal de Cumplimiento de MPS

65
De la anterior se desprende que, la data consultada del indicador de cumplimiento
de MPS tiene una probabilidad de normalidad de P= 0,286; es decir, se considera que
dichos datos son normales. No obstante, la probabilidad que el indicador de estudio
se sitúe entre los límites establecidos como objetivo estratégico de la empresa es de
2,54%.
A continuación, se realizó un análisis a las 32 causas probables obtenidas a través
de una tormenta de ideas aplicadas al personal de la celda 7, y se seleccionaron las
causas que potencialmente influyen en el indicador de estudio, luego de haber
aplicado criterios de evaluación en términos de control e impacto, para así elaborar
las políticas que permitan el cumplimiento de la variable “Y” o indicador de MPS.
Además, se ponderó las causas probables de manera de construir una matriz de
control e impacto. En ese sentido, se escogió un factor “Control” relacionado a sí la
causa es controlada desde el Departamento de Planificación, así como, un factor de
Impacto. Por lo tanto, en ambos casos se asignó un valor 9= suficiente, 5= medio, 1=
muy poco, y seleccionadas las resultantes con mayor valoración (Ver Cuadro 7).
Cuadro 7. Matriz de control- impacto
MATRIZ CONTROL-IMPACTO
Item Causa Control Impacto
X3 Indefinición en congelación de semana del plan
de producción (time fence) 9 9
X10 Falta de un plan de producción factible 9 9
X13 Falta de materia prima y material de empaque 9 9
X6 Indefinición de las políticas de creación de
órdenes de producción 9 9
X34 No se descuenta otras ordenes de producción del
plan maestro 9 9

66
Cuadro 7. Cont.
MATRIZ CONTROL-IMPACTO
Item Causa Control Impacto
X19 Inventarios de seguridad con el mismo nivel de
prioridad 8 9
X26 Desempeño del departamento de Planificación 9 5
X27 Desconocimiento de operaciones de
importancia para el MPS 9 5
X12 No existe un plan de acción para las tres
primeras causas del diagrama de Pareto de
“ordenes no cumplidas”.
5 9
X33 El takt time para generar las órdenes de
producción es histórico y no científico. 5 9
X7 Cambio de prioridad 5 9
X1 Hacer corrida de productos para disminuir el
cambio de posición de llenado de los equipos. 5 9
X30 Disponibilidad de Tanques 5 5
X17 Retrasos por manipulación de retrabajo 5 5
X4 Aceptación de adicionales 5 5
X20 Aumento de producción en la ensambladora 1 9
X21 Problemas de calidad de los productos (en
cliente y laboratorio) 1 9
X15 Cuando se busca un material está vencido 1 9
X23 Limitantes en la movilización de personal por
parte del sindicato 1 8
X9 Precisión del pronóstico forecast (cambios de
prioridades, no consumo mayor al forecast 1 8
X16 Ausencias de materias primas por diferencias
de inventario/cambios de forecast 1 8
X24 Ausencia de personal 1 8
X5
Falta de cumplimiento en las fechas de entrega
de los equipos cuando se hace algún
mantenimiento
1 8

67
X25 Capacidad de la celda productiva 1 9
X29 Falla de equipos 1 9
Cuadro 7. Cont.
MATRIZ CONTROL-IMPACTO
Item Causa Control Impacto
X2 Fórmulas no centradas 1 5
X22 Fallas en energía eléctrica 1 5
X28 Falta de conocimientos de los involucrados en
uso de Excel 1 5
X31 Puesta a punto de las maquinas 1 5
X32 Balanza de carga muy pequeña 2 5
X8 Pruebas de calidad 2 5
Fuente: Luis M. Seabra (2012).
Luego en el Gráfico 4, muestra la distribución de causas probables seleccionadas
para el presente estudio.
Control
Im
pac
to

68
Gráfico 4. Distribución de causas probables Fuente: Luis M. Seabra (2012)
En resumen, de las 32 probables causas recopiladas en la fase I se efectuó una
reducción de las mismas a 12 variables: (X1, X3, X6, X7, X10, X12, X13, X19, X26,
X27, X33 y X34) con el objeto de concentrar los esfuerzos para su solución, teniendo
en cuenta los coeficientes de Control y de Impacto. Dichas variables fueron
representadas en el Gráfico 4 (p.62); en los cuadrantes señalados con sendos círculos
como las indicadas para la elaboración de las políticas.
Cabe destacar, que las variables (X10, X12, X13 y X26) cuentan con data
correspondiente al período de estudio para realizar su análisis mediante métodos
estadísticos, a las restantes se le aplicó un AMEF de proceso donde se definió el
efecto de falla, la causa raíz, tipos de control, responsables, además de las acciones
correctivas que conduzcan a una posible solución del problema, teniendo en cuenta el
número de prioridad de riesgo NPR.
X10: Falta de Plan de Producción Factible
Para esta variable se consideró la data del producto planificado versus el fabricado
en base a la capacidad histórica demostrada y promediada, multiplicada por los días
hábiles del mes. Tal como puede observarse en el Gráfico 5, el Departamento de
Planificación durante el período de estudio, ha enviado OP (azul) en un número
inferior a la capacidad histórica (violeta), por lo que se considera un plan de
producción factible, quedando así la variable excluida de la propuesta.
X13: Falta de Materia Prima y Material de Empaque
La data recolectada para esta variable proviene de dos fuentes a saber a)
Considerando la data histórica de la variable “Y” = Indicador MPS y sus causas
raíces de “No Cumplimiento” construyendo un Diagrama de Pareto b) Un estudio de
regresión lineal con el programa MinTab.

69
Gráfico 5. Producto fabricado versus capacidad histórica Fuente: Tomado de DuPont Performance Coatings, C.A.
a) Diagrama de Pareto de Causas de No Cumplimiento
El Diagrama de Pareto fue construido partiendo de la data obtenida en la fase I, de
las causas de “No Cumplimiento” del indicador MPS sobre órdenes de producción
totales (Cuadro 7, p.59). Luego, en el Gráfico 6 se visualiza la “Falla de Materia
Prima” entre las tres primeras causas principal, con una frecuencia de 34 veces
afectando la variable “Y”.
b) Estudio de Regresión Lineal
De tal manera que, se aplicó un estudio de regresión lineal de la variable “X13”
versus la variable de salida “Y”= Indicador de MPS, mediante el programa MinTab.
De los resultados obtenidos, el valor P= 0,929 y el factor de incertidumbre R2= 0 %,
46
37
46
18
62
32
43 46 48
55 58
52
44
76
54 57 57
54
0
10
20
30
40
50
60
70
80
90
ene-12 feb-12 mar-12 abr-12 may-12 jun-12 jul-12 ago-12 sep-12
ene-12 feb-12 mar-12 abr-12 may-12 jun-12 jul-12 ago-12 sep-12
Total lotes Fabricados
46 37 46 18 62 32 43 46 48
Total lotes Entregados
55 58 52 44 76 54 57 57 54

70
se tomó como no significativo ya que P es mayor de 0,05. La significación del
modelo de regresión es que se plantean las siguientes hipótesis:
Ho= Las variables son independientes
Ha= Las variables son dependientes
Por lo tanto se considera la hipótesis nula (Ho), ya que la variable respuesta “Y”,
no está influenciada por la variable independiente “X13”. No obstante, se consideró
la variable ya que permite una planificación eficaz, así como, el mantenimiento del
Time Fence, evitando la generación de órdenes de producción con faltante de materia
prima.
Gráfico 6. Diagrama de Pareto de causas de No cumplimiento del MPS Fuente: Tomado de DuPont Performance Coatings, C.A.

71
X12: No existe un Plan de Acción para las Primeras Tres Causas del Diagrama
Pareto para Ordenes No Cumplidas
Se trata de las causas: Atraso de Celda, Falla de Materia Prima y Maquila Externa
(Ver Gráfico 7). La gráfica fue construida discriminando los datos de las órdenes
totales, es decir, solamente las órdenes no cumplidas, versus la causa raíz.
Gráfico 7. Diagrama de Pareto de causas en base a Órdenes No Cumplidas Fuente: Tomado de DuPont Performance Coatings, C.A.
Se hizo necesaria la evaluación por el método de regresión lineal empleando el
programa MinTab, a fin de establecer el tipo de relación entre la variable de entrada
“X12” y la variable de salida “Y”. Se obtuvo un factor de incertidumbre R2 de 15,8%
y cómo resultado en P:
-Falla de Materia Prima P= 0,710
-Atraso en Celda P= 0,389

72
-Maquila Externa P= 0,932
De lo anterior se desprende que, para valores de P mayor a 0,05 se considera una
hipótesis nula (Ho), por cuanto las variables son independientes se descartan del
estudio “Atraso de Celda” y “Maquila Externa”, a excepción de la “Falla de la
Materia Prima considerada en el punto inmediato anterior.
X26: Desempeño del Departamento de Planificación
Actualmente, ésta variable no aparece como causa raíz, tal como, se verificó en la
data presentada en el Diagrama de Pareto. Por lo que no ha afectado negativamente el
indicador de MPS y no se consideró en la propuesta.
Seguidamente, en procura de analizar las restantes variables de las cuales no se
tiene una data recolectada para el período de estudio, se procedió a aplicar el AMEF
de Proceso o Análisis de Modo y Falla. En el Cuadro 8 se aprecian las variables que
obtuvieron un mayor número de riesgo NPR (X1, X3, X6 y X19), para lo cual se
tomó en cuenta las siguientes consideraciones.
X1: Hacer Corridas de Productos para Disminuir el Cambio de Posición de Llenado
de Los Equipos
Para ésta variable, el equipo de planificadores debe enfrentar día a día el hecho de
no tener inventario suficiente de productos para poder realizar una corrida de
productos sin afectar la disminución del inventario o algún factor que afecte el
servicio al cliente. De tal manera que es necesario aportar una estrategia de
planeación de la variabilidad de la demanda versus la capacidad de suplir la
necesidad, conocido como proyecto ABCxyz.
X3: Indefinición en Congelación de Semana del Plan de Producción
Actualmente, el Departamento de Planificación define el plan maestro para el
mes, no obstante, se permite las variaciones de las órdenes de producción del plan

Cuadro 8.
AMEF de Proceso
ANÁLISIS DE MODO DE EFECTO Y FALLA
Item Falla Potencial Modo de Falla Efecto de Falla
Sev
erid
ad
Causa de Falla
Ocu
rren
cia
Controles
Actuales
Dete
cci
ón
NPR Dpto/Resp. Acciones Correctivas
X1
Hacer corridas de productos para
disminuir el
cambio de posición de
llenado de los
equipos
No se puede hacer corridas de
productos por
presentación, por familia de
producto o por
compatibilidad.
No se puede disminuir los
tiempos de puesta
a punto o de limpieza de tanque
o de tiempo de
producción.
3
No existe un inventario de seguridad que permita
realizar estas series de
secuenciaciones de producción.
3
A criterio del
planificador 9 81
Planificación de
la Producción
Diseñar una política de planificación de la
producción donde se
tome en cuenta los niveles de inventarios
establecidos por un
proyecto en desarrollo.
X3
Indefinición en
congelación de
semana del plan de producción
(Time Fence)
Descontrol del
flujo de las
ordenes de producción
durante la semana
Incumplimiento
con el Time Fence
9
-Cambio de prioridades.
-Falta de materiales.
-Atraso de Celda. 9 Ninguno 3 243
Planificación de
la producción
-Ventas -Suministros
-Manufactura
Llegar a un consenso
entre Manufactura y
Ventas para mantener el Time Fence sin
afectar el servicio.
X6
Indefinición de las políticas de
creación de
órdenes de producción
Falta de estandarización
en el proceso de
planificación.
-Se envían órdenes de producción que
esperan por
materiales. -Se aprueban
adicionales sin
posibilidad de rechazar.
3
La falta de una política que exprese las pautas y
restricciones necesarias
para planificar y mantener el Time Fence de la
semana.
3 A criterio del planificador
9 81 Planificación de la Producción
Diseñar una política para el departamento
de Planificación de la
Producción.
X7
Cambio de
prioridad
Cambian el orden
de las
necesidades.
-No se cumple con
el Time Fence.
-Se generan adicionales.
3
Takt Time de ventas
impreciso. 3
Ninguno 1 9
-Ventas -Planificación
de la
Producción
Diseñar una Política
de Planificación de la
producción para mantener el Time
Fence.
68

Cuadro 8. Cont.
ANÁLISIS DE MODO DE EFECTO Y FALLA
Item Falla Potencial Modo de Falla Efecto de Falla
Sev
erid
ad
Causa de Falla
Ocu
rren
cia
Controles
Actuales
Dete
cci
ón
NPR Dpto/Resp. Acciones Correctivas
X19
Inventarios de
seguridad con el
mismo nivel de prioridad
No se tiene
producto para
despachar a principio de mes
y no se puede
admitir ninguna variación de la
demanda.
Nivel de servicio
por debajo de la
demanda
9
No se ha terminado de
implantar política del
proyecto ABCxyz.
3 Ninguno 3 81
Cadena de
Suministros
Diseñar una política de
planificación de la
Producción que considere
los inventarios de
seguridad
X27
Desconocimiento
de operaciones de
la importancia del MPS
La planta no
utiliza el
indicador "MPS".
Incumplimiento
con la meta del
indicador "MPS" 3
No le ven el valor del
indicador y su impacto en
el servicio al cliente y las metas de la corporación.
3
Existe un
indicador del cumplimiento
del "MPS"
3 27
Gerencia
Planta
Valencia
-Realizar talleres de
inducción sobre la
importancia del indicador
del "MPS" y su
participación en el
mismo.
-Generar plan de acción
y responsabilizar las áreas
involucradas con el
indicador.
X34
No descuentan otras órdenes de
producción del
plan de producción
Al generar un adicional se
incluye en la
semana, no se cambia por otra
orden ya
entregada en caso de no tener
capacidad.
Se envían más órdenes de
producción de las
que la celda puede realizar 3
-Cambio de prioridades. -Falta de materiales.
-Atraso de Celda.
-No existe una capacidad instalada de la celda.
3
A criterio del
planificador 1 9
Planificación de la
Producción
Diseñar una política de
Planificación de la
Producción que
establezca las reglas y
restricciones pertinentes
para el envió de órdenes
de producción.
X33
El Takt time para generar las
ordenes de
producción es histórico y no
estadístico
La imprecisión del Takt Time de
producción afecta
el nivel de servicio y los
inventarios
Baja precisión
3
No existe un proyecto para el cálculo estadístico del
Takt Time de producción.
3
Capacidad
Histórica 1 9
-Manufactura
-Cadena de
Suministros
Generar una
recomendación a
Manufactura.
Fuente: Luis M. Seabra M. (2012).
69

75
semanal por cuanto no se tiene definido el Time Fence. Por lo que, la variable es
considerada en la propuesta ya que las modificaciones en el plan de producción
semanal afecta el indicador De tal manera que, se debe indicar en las políticas de
congelación del plan semanal y definir los límites o condiciones para su
modificación.
X6: Indefinición de las Políticas de Creación de Órdenes de Producción
La variable en cuestión se constituye como un objetivo del presente estudio, las
políticas de un plan maestro deben estar orientadas según establece Addison y
Wesley (1996).
-Para equilibrar las prioridades de oferta y demanda
-Desarrollar soluciones prácticas a restricciones de oferta.
-Dar prioridad y asignar la oferta a las exigencias del cliente.
-Establecer una estrategia para evitar la sobrecarga de los horarios y condiciones
desequilibradas.
X19: Inventarios de Seguridad con el Mismo Nivel de Prioridad
Esta variable se refiere, a los casos en que el Departamento de Planificación libera
una orden de producción que tiene poco inventario, o bien, se comete el error de
generar una OP para un producto tipo C antes de un tipo A, como corresponde dentro
de una política de planificación del plan maestro, con relación a la demanda por día.
Cabe destacar que, durante la elaboración del AMEF se pudo conocer de un proyecto
en desarrollo por la Cadena de Suministro orientado a priorizar los inventarios, por lo
que fue tomado en cuenta dentro de las políticas.
Para resumir, la variable de salida “Y” considerada en el presente estudio fue el
Indicador de MPS y las variables de entrada: X1, X3, X6 X10, X12, X13, X19 y X26
(Ver Cuadro 9).

76
Cuadro 9.
Resumen de variables consideradas en las políticas del plan maestro
Variable Medida Tipo de
Medida
Método de
Análisis Ubicación Análisis
Y Indicador MPS Salida
-Normalidad
-Distribución
Normal Planificación
-Distribución
normal de datos
-Proceso fuera
de rango
X1 Inventario
Entrada
AMEF proceso Cadena de
Suministro
-Variables que
impactan el
Indicador MPS
consideradas en
la propuesta de
políticas del
plan maestro.
X3 Time Fence Ventas
X6 Políticas
Planificación
X10
Ordenes de
Producción
Totales
-Diagrama de
Pareto
-Regresión
Lineal (P,R2)
X12
Ordenes de
producción no
cumplidas
X13 Materia Prima Planta
X19 Inventario -AMEF de
proceso
Cadena de
Suministro
X26 No definido Deducción
lógica Planificación Descartada
Fuente: Luis M. Seabra M. (2012).
5.3. Fase III. Proponer políticas para el cumplimiento del Plan Maestro de
Producción y generar las acciones correspondientes para la sustentabilidad de la
misma
En esta fase, se proponen las políticas para un plan maestro de producción de
acuerdo con el análisis efectuado en la fase II, de las variables de entrada al proceso
de fabricación de pintura de la Celda 7 que afectan negativamente el indicador MPS.

77
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
ASPECTOS GENERALES
Fecha: 12-01-2013
Páginas: 1 de 10
Nivel Revisión: 0
1. OBJETIVO
Establecer los criterios y pautas para una planificación eficiente del plan maestro
de la unidad de producción de la celda 7, a efectos de cumplir con el indicador MPS
requerido de un 90%.
2. ALCANCE
El proceso se inicia generado el plan maestro de producción para el mes a cursar,
tomando en cuenta las necesidades de venta y finaliza con la orden de producción en
estatus listo.
3. DOCUMENTOS RELACIONADOS
-Procedimiento 0088. Programación de la producción de fecha 26/sep/2012.
-Norma APICS. Measuring Performance and Validating the Plan de fecha jul/2004.
-Plan Maestro de Producción MPS
-Programación Semanal de Producción
4. GLOSARIO
Celdas de Producción: es una agrupación de equipos que se disponen de tal
forma que se pueden desarrollar una serie de operaciones secuenciales. Cada celda es
instalada para realizar un grupo de productos o uno en particular.
Revisado por: Aprobado por:
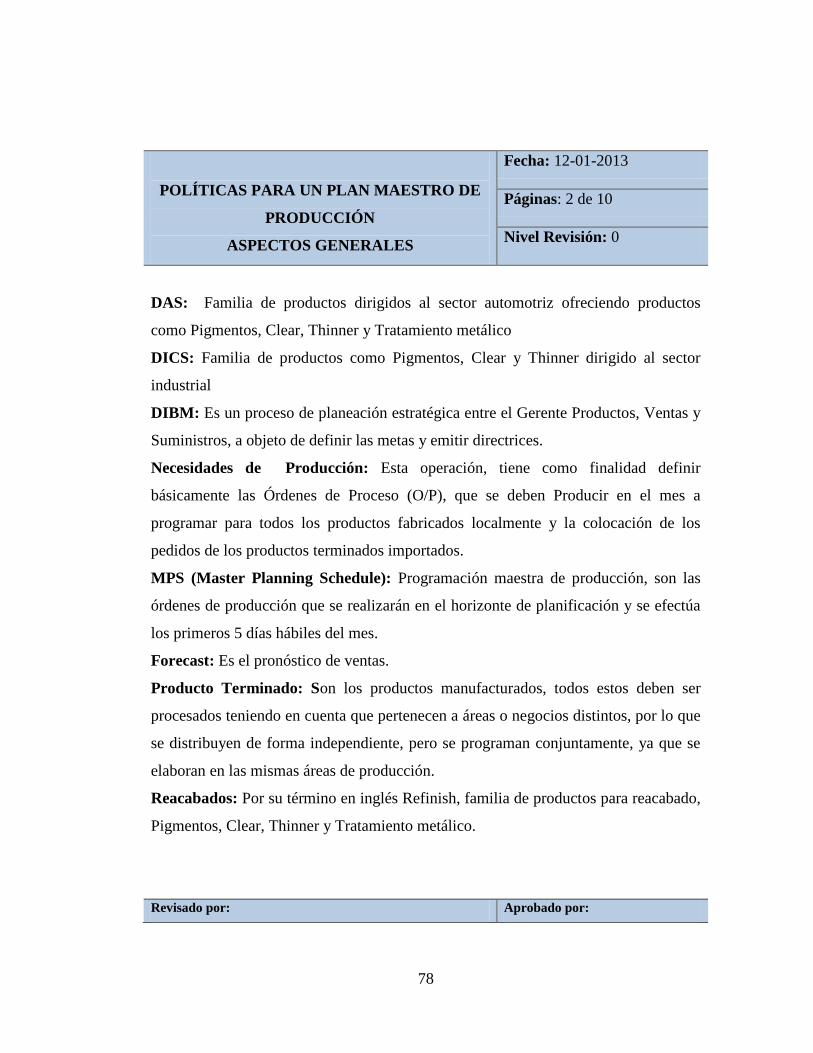
78
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
ASPECTOS GENERALES
Fecha: 12-01-2013
Páginas: 2 de 10
Nivel Revisión: 0
DAS: Familia de productos dirigidos al sector automotriz ofreciendo productos
como Pigmentos, Clear, Thinner y Tratamiento metálico
DICS: Familia de productos como Pigmentos, Clear y Thinner dirigido al sector
industrial
DIBM: Es un proceso de planeación estratégica entre el Gerente Productos, Ventas y
Suministros, a objeto de definir las metas y emitir directrices.
Necesidades de Producción: Esta operación, tiene como finalidad definir
básicamente las Órdenes de Proceso (O/P), que se deben Producir en el mes a
programar para todos los productos fabricados localmente y la colocación de los
pedidos de los productos terminados importados.
MPS (Master Planning Schedule): Programación maestra de producción, son las
órdenes de producción que se realizarán en el horizonte de planificación y se efectúa
los primeros 5 días hábiles del mes.
Forecast: Es el pronóstico de ventas.
Producto Terminado: Son los productos manufacturados, todos estos deben ser
procesados teniendo en cuenta que pertenecen a áreas o negocios distintos, por lo que
se distribuyen de forma independiente, pero se programan conjuntamente, ya que se
elaboran en las mismas áreas de producción.
Reacabados: Por su término en inglés Refinish, familia de productos para reacabado,
Pigmentos, Clear, Thinner y Tratamiento metálico.
Revisado por: Aprobado por:

79
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 3 de 10
Nivel Revisión: 0
5. POLÍTICAS
5.1 ÓRDENES ADICIONALES
5.1.1 Las órdenes adicionales son programadas por el equipo de planificación
para satisfacer la demanda existente de acuerdo a ventas o para mantener la
continuidad de la producción.
5.1.2 Para los productos DAS - DICS se debe tomar en cuenta para la
modificación del Forecast que se considerará como un adicional lo que no sea
sumatoria de mes anterior con deuda.
5.1.3 Para Reacabados - DICS el Forecast se debe mantener bajo el sistema
back orders o pedido en deuda para lograr la precisión del mismo.
5.1.4 El plan de producción no debe tener más de un 10% de órdenes
adicionales.
Ecu.1
5.4.1 Toda orden de producción generada y fabricada después del quinto día hábil
del mes, se considerará un adicional.
5.1.6 Si es necesario fabricar una orden de producción adicional con carácter de
urgencia, se debe negociar el Time Fence y ésta tendrá que ser aprobada por el
Gerente de Manufactura.
5.1.7 Ventas debe prometer al cliente sólo en aquellos productos en los que hay
disponibilidad proyectada o real.
Revisado por: Aprobado por:

80
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 4 de 10
Nivel Revisión: 0
5.2 FORESCAST
5.2.1 El Forecast se debe mantener fijo durante el mes en curso más los dos
meses próximos.
Para el 3er mes se permitirá una variación no mayor a un 15%.
Para el 4to mes se permitirá una variación no mayor a un 30%.
Para el 5to mes se permitirá una variación no mayor a un 50%.
A partir del 6to mes se permitirá modificar libremente el Forecast.
5.2.2 El Forecast del mes en curso “no requerido por el cliente” debe ser
borrado por el personal de ventas el primer día de cada mes.
5.2.3 El Forecast que se encuentre cargado en SAP que no se cumple por
razones de negocio perdido, problemas sindicales o paradas no programadas;
debe ser disminuido de inmediato previo chequeo de materiales y este debe ir
acompañado con un análisis de impacto del saneamiento de inventario e
informado a la Cadena de Suministro.
5.2.4 Es responsabilidad de ventas mantener el funcionamiento y
mantenimiento de la actualización del pronóstico de ventas.
Revisado por: Aprobado por:

81
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 5 de 10
Nivel Revisión: 0
5.3 INVENTARIOS
5.3.1 Considerar los niveles de inventarios ideales establecidos en la propuesta
de la Cadena de Suministros; esta propuesta debe ser informada a ventas y
negociada.
5.3.2 A la hora de planificar se debe considerar las políticas de inventario
ABCxyz establecida por la organización.
5.4 PLAN MAESTRO DE PRODUCCIÓN MPS
5.4.1 El plan maestro de producción debe cumplir un mínimo de 90%, es decir
que se permitirá una desviación de (+ /-) un 10% acumulativamente para
cualquier mes. Las desviaciones mayores deben ser aprobadas por el Gerente de
Manufactura.
Ecu. 2
5.4.10 El plan maestro de producción debe ser alcanzable. Se debe comprobar
la disponibilidad de materiales y capacidad de la celda considerando los
días hábiles al mes.

82
Revisado por: Aprobado por:
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 6 de 10
Nivel Revisión: 0
5.4.3 Se fija el Time Fence de planificación en 2 semanas. Durante este período
de tiempo todas las órdenes son firmes y enviadas a planta por el planificador.
El Time Fence podrá ser modificado sólo si se envía un adicional urgente por
problemas de re-trabajo o fuerzas mayores
5.4.4 En caso de los productos nuevos, seguirán el proceso de DIBM.
5.4.5 Plan de Producción quincenal debe ser pasado a Ventas el día jueves de la
semana anterior a su envío a Manufactura.
5.4.6 Plan de Producción quincenal debe ser enviado el día viernes de la
semana anterior a Manufactura.
5.4.7 Mensualmente Planificación actualiza el archivo de MPS, posteriormente
cada responsable de área debe chequear la causa raíz y colocar un plan de
acción solo si está en el 80% del Pareto acumulado del mes en curso.
5.4.8El plan maestro de producción se debe generar durante los 3 primeros días
hábiles de cada mes.
5.4.9 No enviar a planta órdenes de producción con falta de materiales o falta
de disponibilidad de la celda.
5.4.10 El plan de producción no debe tener más de un 10% de órdenes no
fabricadas.
Ecu 3
83
Revisado por: Aprobado por:
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 7 de 10
Nivel Revisión: 0
5.4.11 El indicador del MPS no se verá afectado por alguna orden de
producción no fabricada por inactivación del kanban, es decir, nunca se genera el
pedido o la necesidad en el cliente.
5.5. INDICADORES
5.5.1 Al final del mes se deben tener el Diagrama de Pareto acumulado del mes
cursado para mostrar en el proceso DIBM.
5.5.2 Generar un Pareto mensual de Manufactura: órdenes entregadas a
Manufactura y no fabricadas.
5.5.3 Se debe realizar una reunión mensual entre las operaciones, ventas,
compras, el gerente de planta y manufactura para evaluar los indicadores del MPS,
precisión del forecast y los inventarios.
5.6 OBSERVACIONES
Item 5.1.3 Back Orders
El sistema Back Orders consiste en que, al colocar un pedido en SAP se
reserva la cantidad y se descuenta del Forecast, al final del mes se borrará el
Forecast no requerido y se conserva el Back Orders.
Por Ejemplo:
Al generarse una necesidad de 50 gal correspondiente al mes de enero y solo se
entrega 25 galones del producto. Al final del mes se borrará del Forecast de enero y
se traslada lo no fabricado (25 galones) al siguiente mes (febrero).

84
Revisado por: Aprobado por:
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 8 de 10
Nivel Revisión: 0
Item 5.3.2 Sistema ABCxyz
El modelo permite establecer la variabilidad de la demanda y suministro definido
por los siguientes cuadrantes (Ver Gráfico 8).
Gráfico 8. Diagrama del Sistema ABCxyz". Fuente: DPC (2012)
Meses Ene (En curso) Feb Mar
Forecast 50 100 100
Fabricado 25 *** ***
Final 0 125 100
Rendimento
De Bajo Valor
Alta Variabilidad
Rendimento
de Alto Valor Ax
Ay Az
Bx
By
Bz
Cxx
Cyy
Czz
Baja Variabilidad
85
Revisado por: Aprobado por:
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 9 de 10
Nivel Revisión: 0
Por ejemplo:
Ax: Rendimiento de alto valor y alta variabilidad. Se utiliza el método de
pronóstico estadístico principalmente.
Ay: Rendimiento y variabilidad media. Se utiliza el método de pronóstico
estadístico.
Az: Rendimiento de alto valor y baja variabilidad. Si la causa principal de la
variabilidad es la oferta se detectan las causas, el tiempo de proceso, la fiabilidad o
la utilización de equipos, la variación de la calidad o el rendimiento de entrega del
proveedor.
Item 5.4.9 Capacidad Teórica
Actualmente el Departamento de Planificación se guía por la capacidad histórica
de la unidad de producción (Celda).
Item 5.4.4 Proceso DIBM
El sistema DIBM por sus siglas en inglés Dupont Integral Business Manager
representa un proceso de cinco pasos que integra la Gerencia de Productos, Ventas
y Suministros. A tales efectos, se revisa los productos, demanda y suministros
correspondientes, para fijar las recomendaciones, decisiones y estrategias a seguir
constituyendo un gerenciamiento integral de la organización, tal como, se
representa en el siguiente diagrama.( Ver Gráfico 9).

86
Revisado por: Aprobado por:
POLÍTICAS PARA UN PLAN MAESTRO DE
PRODUCCIÓN
Fecha: 12-01-2013
Páginas: 10 de 10
Nivel Revisión: 0
Gráfico 9. Diagrama del Proceso de Planeación Estratégica DIBM Fuente: DPC (2012)
VENTAS Y
MERCADEO
SUMINISTRO Y
PROVEEDORES
PLANEACIÓN Y
ESTRATEGIAS
RECOMENDACIONES
REVISIÓN
DEL
PRODUCTO
REVISIÓN
DEL
SUMINISTRO REVISIÓN DE
LA DEMANDA
ESTRATÉGIA Y PLANIFICACIÓN A
LARGO PLAZO
REVISIÓN POR LA
DIRECCIÓN
EMPRESARIAL
DECISIONES
RECONCILIACIÓN
INTEGRADA

87
Revisado por: Aprobado por:
Oportunidad
Se detectó una oportunidad de disminución de los costos fijos por galón, bajo la
premisa del cumplimiento de las políticas de planificación del plan maestro. Teniendo
en cuenta los galones totales fabricados más los galones no fabricados se obtendría
los galones ideales fabricados, según la expresión 1.
Ecu. 1
Por Ejemplo:
Luego, tomando los costos fijos totales entre los galones ideales fabricados se obtiene
el costo ideal por galón, según la ecuación 2.
Ecu. 2
Por Ejemplo:
Seguidamente, se calculó la oportunidad de ganancia por galón por la diferencia
entre los costos fijos por galón y el costo de galón ideal, según la ecuación 3.
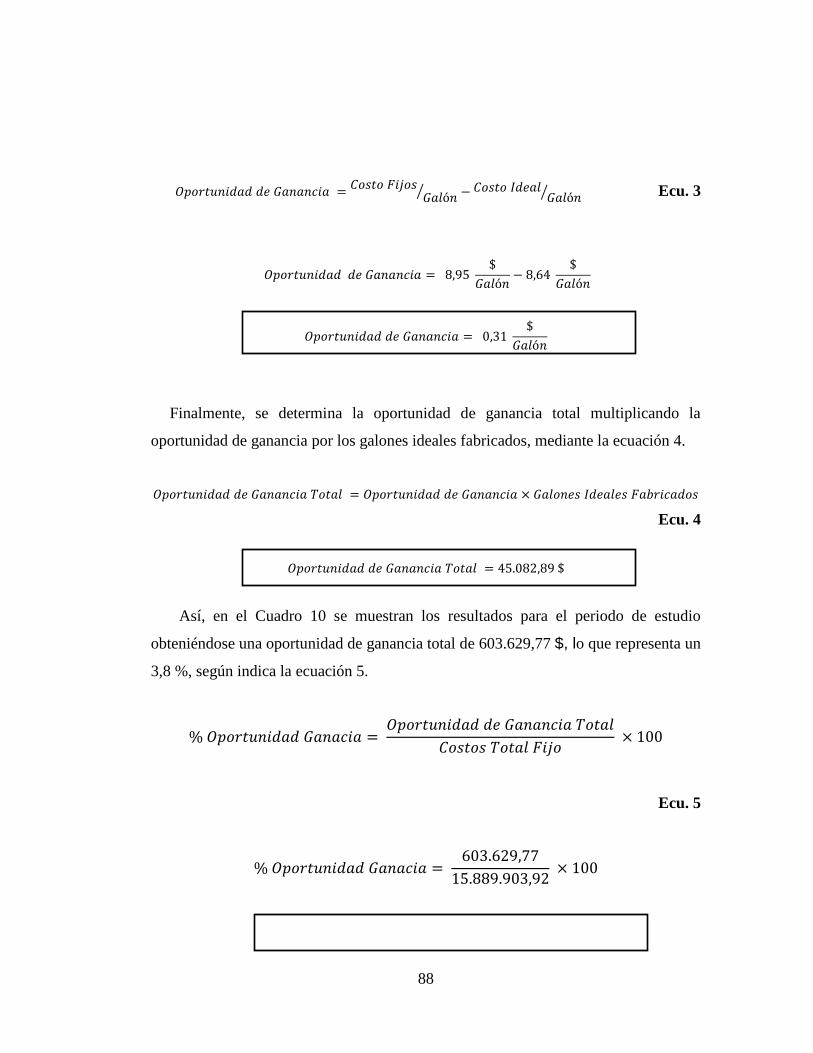
88
Ecu. 3
Finalmente, se determina la oportunidad de ganancia total multiplicando la
oportunidad de ganancia por los galones ideales fabricados, mediante la ecuación 4.
Ecu. 4
Así, en el Cuadro 10 se muestran los resultados para el periodo de estudio
obteniéndose una oportunidad de ganancia total de 603.629,77 $, lo que representa un
3,8 %, según indica la ecuación 5.
Ecu. 5

89

Cuadro 10.
Oportunidad de Ganancia Total
Fuente: Luis M Seabra (2012)
Meses ene-12 feb-12 mar-12 abr-12 may-12 jun-12 jul-12 ago-12 sep-12 Grand Total
Costos fijos
totales ($) 1.276.304,36 1.550.733,67 1.628.798,53 1.415.269,50 1.784.110,93 2.645.750,69 1.791.834,98 1.995.423,67 1.801.677,59 15.889.903,93
Galones
fabricados
totales 142.598 134.210 166.008 114.656 159.055 169.233 128.944 150.052 109.134 1.273.893
Costos fijos
($/ galón) 8,95 11,55 9,81 12,34 11,22 15,63 13,90 13,30 16,51 12,47
Galones
Planificados
y No
Fabricados
5.037 8.074 3.138 9.381 5.326 5.700 6.853 2.187 2.697
48.393
Galones
ideales
fabricados 147.635,33 142.284,22 169.146,56 124.037,28 164.381,69 174.933,60 135.797,25 152.239,08 111.831,62 1.322.286,63
Costos fijos
/ galón ideal 8,64 10,90 9,63 11,41 10,85 15,12 13,19 13,11 16,11 12,02
Oportunidad
- $ por
galón 0,31 0,66 0,18 0,93 0,36 0,51 0,70 0,19 0,40 0,46
Oportunidad
ganancia
totales ($) 45.082,89 93.291,13 30.788,59 115.795,16 59.741,18 89.112,20 95.230,65 29.083,17 44.524,13 603.629,77
91
De esta manera finaliza, la propuesta de una política para el cumplimiento del
indicador MPS conforme a los objetivos planteados en la presente investigación, el
mismo constituye un documento cuyo contenido está conformado por Aspectos
Generales y las Políticas, éstas últimas, se dividen en las secciones de: Órdenes
Adicionales, Forescast, Plan Maestro, Inventarios e Indicadores. También, se
determinó para la celda 7 de estudio de aplicarse la propuesta, una oportunidad de
ganancia en el orden de los 603.629,77 $ lo que representa un 3,8%.
CONLUSIONES Y RECOMENDACIONES
En la siguiente sección se encuentran los hallazgos de la investigación para cada
una de las fases desarrolladas, así como también, las recomendaciones para aquellos
aspectos que no se tocaron en profundidad.
Conclusiones

92
Se realizó un estudio de diagnóstico de la unidad de producción celda 7 durante la
Fase I, donde se verificó que el indicador de cumplimiento MPS fluctúa entre valores
de 40,9% y 88,9% para el período de estudio de enero a septiembre del año 2012.
Por cuanto, el objetivo de la organización es de un MPS de 90%, se levantó la data
mediante revisión documental y la tormenta de ideas, de las causas que afecta dicho
indicador. En ese orden, se recogió la data de 18 fallas de causa raíz mediante un
Diagrama de Pareto, siendo las más importantes (ausencia de personal, atraso de
celda, problemas de calidad y maquila externa) y de 32 causas probables mediante la
técnica de tormenta de ideas aplicadas al personal de la celda de estudio y del
personal de Planificación, adicionalmente, se organizó en un Diagrama de Ishikawa
que permitió su clasificación.
Seguidamente, en la Fase II mediante análisis estadístico aplicado a la data del
indicador de cumplimiento MPS, se corroboró mediante prueba de normalidad según
método de Anderson y Darlyn una media de 0,7152, desviación estándar S de
0,1516 y un factor de probabilidad P de 0,286, siendo superior a 0,05 se consideró
que el conjunto de datos es normal.
Del mismo modo, la prueba de distribución normal estableció que, el límite
inferior de 0,9 y del límite superior 1,0, la probabilidad que el indicador se sitúe entre
dichos límites es de 2,54%, por lo que el proceso se encuentra fuera de
especificaciones.
En otro orden de ideas, se realizó una selección de las 32 causas probables
mediante una matriz de control-impacto resultando 13 variables, para lo cual se
realizó un estudio estadístico de regresión lineal y un AMEF de proceso, reduciendo
la posibilidad a 7 variables, tales como:
X1: Hacer corridada de producto para disminuir el cambio de posición de llenado de
los equipos.
X3: Indefinición en congelación de semana del plan de producción.
X6: Indefinición de las políticas de creación de órdenes de producción.
93
X10: Falta de plan de producción factible.
X12: No existe un plan de acción para las tres primeras causa raíz de órdenes no
producidas.
X13: Falta de materia prima y material de empaque.
X19: Inventarios de seguridad con el mismo nivel de prioridad.
Posteriormente, en la Fase III se estableció las políticas para el cumplimiento del
plan maestro de producción, en un documento conformado por las siguientes partes:
Consideraciones Generales que incluyó Objetivo, Alcance, Documentos relacionados
y Glosario. Para las Políticas se consideró las secciones: Órdenes Adicionales,
Forescast, Inventarios, Plan Maestro, Indicadores y Observaciones. Además, se
soportó en la norma APICS, el sistema de gestión integral DIBM y el sistema de
inventarios ABCxyz.
Finalmente, se detectó una oportunidad de ganancia sobre los costos fijos totales
con la aplicación de la política propuesta para la celda 7, de unos 603.629,77 $ que
equivale a un 3,8% sobre los costos fijos totales. Teniendo en cuenta que
Manufactura cuenta con 13 celdas de producción diferente las ganancias se verán
incrementadas.
Recomendaciones
1. Implantar la propuesta establecida en el proyecto de investigación para alcanzar
la meta del 90% del indicador de cumplimiento MPS, además, de reducir el retrabajo
en el departamento de Planificación y generando una oportunidad en la disminución
de los costos fijos promedios por galón.
2. Realizar un estudio de investigación en las áreas pertinentes cuyo resultado de la
matriz de control-impacto indica variables de gran impacto pero de bajo control
para el Departamento de Planificación.

94
3. El Departamento de Ventas debería realizar un proyecto a futuro para lograr la
precisión del Forecast, y reducir el impacto que genera la variabilidad en el indicador
del MPS.
4. Todas las áreas involucradas en el proceso directa e indirectamente, deben llevar
un seguimiento al plan de acción de las causas raíz sugerida en la propuesta, para así
atacar verdaderamente dichas causas y a su vez logar la meta del indicador.
5. Partiendo de la premisa de “no asumir que se sabe todo”, se recomienda generar
un plan de capacitación del MPS y su importancia a todas las personas que componen
el proceso para así entender el impacto que genera el incumplimiento del mismo.
6. Generar reuniones estratégicas para atacar las causas raíces generadas en el plan
de acción y revisar cualquier otro aspecto importante del mismo como: cumplimiento
de la política, variabilidad del Forecast, entre otros.
7. Asignar un estudio de investigación de la capacidad real de la celda ya que esta
no existe y en la actualidad la planta toma como dato la capacidad histórica
demostrada y no la real instalada.
8. Extender este proyecto de investigación a las otras celdas de producción y
estandarizar estas políticas para toda la planta en general para a su vez garantizar el
cumplimiento del indicador MPS de las otras celdas, a su vez, aumenta la relación de
los costos fijos versus un mayor beneficio monetario.
Referencias Bibliográficas
Balestrini M. (2002). Cómo se elabora el proyecto de investigación, Sexta edición,
Editorial Consultores Asociados, Caracas.
Nieves Yunimar (2007). Diseño de un sistema de programación maestra para el
control de la producción en una empresa de manufactura de pintura, Universidad
José Antonio Páez

95
Palmieri P. Mendoza M (2006). Diseño de un sistema de planificación de la
producción para los productos bases color para vehículos originales en una
empresa manufacturera de pintura. Universidad José Antonio Páez.
Ramírez José (2007). Inventarios Segunda edición. McGraw Hill Interamericana,
S.A.
Revollo I. Gaviria y Juan D. Suarez (2009). Propuesta para el mejoramiento de la
producción en alimentos SAS, S.A. a través de estructuración de un modelo de
planeación y control de la producción, Pontífica Universidad Javeriana, Cali
Colombia.
Tamayo y Tamayo, M (2001). El proceso de investigación científica. México
Editorial Limusa S.A.
Vizoso José (2005). Administración de Inventarios. [Libro en línea] Consultado el
día 26 de noviembre de 2012 en
htpp:/www.entros.edu.aytolacoruna.es/maristas/62-68.pdf
William B. R. (1996). Producción para la supervivencia: la guía de instrucciones para
los profesionales y los festores. Addison-Wesley Pub. Co.
.





























