Embed Size (px)
Citation preview

PROPUESTA PARA LA ELABORACIÓN DE BALDOSAS ARTESANALES TIPO
CERÁMICA ADICIONANDO CALAMINA, EN LA EMPRESA ALAMBRE Y
MALLAS S.A.-ALMASA
EIMMY LILIANA ARCINIEGAS LIZARAZO
YESSICA FERNANDA MUÑOZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROGRAMA DE INGENIERÍA DE PRODUCCIÓN (POR CICLOS
PROPEDÉUTICOS)
BOGOTÁ
2017

PROPUESTA PARA LA ELABORACIÓN DE BALDOSAS ARTESANALES TIPO
CERÁMICA ADICIONANDO CALAMINA, EN LA EMPRESA ALAMBRE Y
MALLAS S.A.-ALMASA
EIMMY LILIANA ARCINIEGAS LIZARAZO
YESSICA FERNANDA MUÑOZ
Monografía de Grado presentado como requisito para optar al título de
Ingeniería De Producción (por ciclos propedéuticos)
Tutor
RODRIGO QUINTERO REYES
Ingeniero Mecánico
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROGRAMA DE INGENIERÍA DE PRODUCCIÓN (POR CICLOS
PROPEDÉUTICOS)
BOGOTÁ
2017
NOTA DE ACEPTACIÓN
_______________________________________________
_______________________________________________
_______________________________________________
_______________________________________________
_______________________________________________
__________________________
Firma del Director
__________________________
Firma del primer Jurado
__________________________
Firma del segundo Jurado
Bogotá D.C, 16, Mayo, 2017

DEDICATORIA
A Dios
Por ser el autor de mi vida, y hacerme participe del lienzo a través del cual pueda
generar una hermosa obra que refleje los valores y pensamientos positivos que
ayuden a nuestros semejantes.
A mi madre Juana Lizarazo
Por Brindarme su paciencia y apoyo incondicional en cada etapa de mi vida sin
titubear o dudar de mis fortalezas, por recordarme con su ejemplo la importancia
de ser cada día mejor y permanecer a mi lado ofreciéndome todo su amor.
A mi padre Pedro Arciniegas
Por hacer parte de mi vida y enseñarme que mis éxitos como hija son su fortaleza
como padre.
A mis familiares
A mis tío Omar Humberto Lizarazo, por ser mi modelo a seguir, enfrentando la
vida con humildad y sencillez, derrocando a la adversidad con una risa,
recordándome que no se debe retroceder ni para coger impulso.
Finalmente a los maestros, aquellos que marcaron cada etapa de nuestro camino
universitario, y que me ayudaron en asesorías y dudas presentadas en la
elaboración de la tesis.
Eimmy Liliana Arciniegas Lizarazo

DEDICATORIA
En primera instancia quiero dedicarle este triunfo a mis padres Elsa Echeverry y
Rodrigo Muñoz quienes son promotores de mi perseverancia y quizás el motivo
principal para culminar mi carrera ya que forjaron cada uno de mis valores e
inculcaron en mi la importancia de estudiar, además de que acompañaron paso a
paso cada una de las etapas por las cuales tuve que pasar para alcanzar este
logro.
A mi hija quien de manera indirecta influyo demasiado en el optimismo que me
permitió seguir adelante para cerrar un ciclo muy importante en mi vida, a mi
esposo Eduard Rodriguez que me acompaño en los momentos más difíciles
dándome todo su apoyo y entusiasmo para seguir adelante.
A mi hermana Paola Muñoz que fue mi mano derecha y estuvo incondicionalmente
para levantarme cada vez que me sentía derrotada.
- Yessica Muñoz -

AGRADECIMIENTOS
En primer lugar te agradezco a ti Dios, por permitirme tener la oportunidad de
iniciar y culminar mis estudios superiores a pesar de las dificultades del camino,
Gracias por darme la fortaleza y el coraje de hacer este sueño realidad y ponerlo a
su disposición para que juntos forjemos un futuro asía los que vienen tras de mí.
Seguidamente a mis familiares en especial a mi madre por ser la razón de mi vida.
Eimmy Liliana Arciniegas Lizarazo
Quiero agradecer a la vida por darme la oportunidad de graduarme al lado de los
que amo, a mi familia que fueron incondicionales animando cada paso durante
esta carrera , a mis amigos y profesores que dirigieron el camino al cual me voy a
dedicar.
- Yessica Muñoz -

CONTENIDO
INTRODUCCIÓN ................................................................................................... 14
1 PROBLEMA DE INVESTIGACIÓN ................................................................ 15
1.1 ANTECEDENTES ..................................................................................... 15
1.1.1 Productos.......................................................................................... 16
1.2 PLANTEAMIENTO DEL PROBLEMA ..................................................... 18
1.3 FORMULACIÓN DEL PROBLEMA ......................................................... 19
1.4 JUSTIFICACIÓN ...................................................................................... 20
1.5 OBJETIVOS ............................................................................................. 21
1.5.1 Objetivo general ............................................................................... 21
1.5.2 Objetivos específicos ...................................................................... 21
2 MARCO REFERENCIAL ................................................................................ 22
2.1 MARCO HISTÓRICO ............................................................................... 22
2.2 INVESTIGACIONES PREVIAS ................................................................ 25
2.3 MARCO TEÓRICO ................................................................................... 30
2.3.1 Producción más limpia .................................................................... 30
2.3.2 Generalidades de la calamina ......................................................... 33
2.3.3 Generalidades de la arcilla .............................................................. 35
2.3.4 Generalidades de las baldosas ....................................................... 39
2.3.5 Generalidades de los esmaltes ....................................................... 53
2.4 MARCO LEGAL O NORMATIVO ............................................................. 56
2.5 MARCO CONCEPTUAL (Glosario) ......................................................... 60

3 DISEÑO METODOLÓGICO ........................................................................... 64
3.1 DISEÑO DE LA INVESTIGACIÓN ........................................................... 64
3.2 ENFOQUE DE LA INVESTIGACIÓN ....................................................... 64
3.3 TIPO DE INVESTIGACIÓN ...................................................................... 64
3.4 TÉCNICA DE RECOLECCIÓN DE LA INFORMACIÓN .......................... 65
3.4.1 Fuentes primarias ............................................................................ 65
3.4.2 Fuentes secundarias ........................................................................ 65
3.5 HIPÓTESIS ............................................................................................... 65
3.5.1 Hipótesis alternativa ........................................................................ 65
3.5.2 Hipótesis nula ................................................................................... 65
3.6 VARIABLES ............................................................................................. 66
3.6.1 Variables independientes ................................................................ 66
3.6.2 Variables que intervienen en el proceso ........................................ 66
3.6.3 Variables dependientes ................................................................... 66
3.7 OPERACIÓN DE VARIABLES................................................................. 66
3.8 PROCEDIMIENTO DE LA INFORMACIÓN ............................................. 67
4 RESULTADOS ............................................................................................... 67
4.1 CARACTERIZACIÓN DE LOS MATERIALES UTILIZADOS PARA EL
DISEÑO EXPERIMETAL ................................................................................... 67
4.2 DISEÑO EXPERIMENTAL ....................................................................... 72
4.2.1 Descripción del proceso experimental ........................................... 74
4.3 CÁLCULOS DE LA RESISTENCIA DE FLEXIÓN SEGÚN NTC 4321 .... 78
4.4 PRUEBA DE RESISTENCIA A LA FLEXIÓN O MÓDULO DE ROTURA
78
4.4.1 Resultados prueba de flexión ......................................................... 79

4.4.2 Módulo de rotura .............................................................................. 82
4.5 GRÁFICAS DE LA RESISTENCIA A LA FLEXIÓN O MÓDULO DE
ROTURA POR MUESTRA ................................................................................. 85
4.6 RESULTADOS COMPARTIVOS A LA FLEXIÓN O MÓDULO DE
ROTURA ............................................................................................................ 87
5 CONCLUSIONES ........................................................................................... 88
6 RECOMENDACIONES ................................................................................... 89
REFERENCIAS ..................................................................................................... 90
ANEXOS ................................................................................................................ 93
LISTA DE TABLAS
Tabla 1. Análisis químico de las arcillas por FRX ............................................. 39
Tabla 2. Tipos de baldosas ................................................................................. 45
Tabla 3. Variables del proceso ............................................................................ 66
Tabla 4. Límites de Atterberg para las arcillas puras ....................................... 72
Tabla 5. Resumen de dosificación por muestra ................................................ 77
Tabla 6. Número mínimo de espesor.................................................................. 78
Tabla 7. carga de rotura en (TF) .......................................................................... 80
Tabla 8. Resultados de flexión para probeta con 3% de calamina .................. 81
Tabla 9. Resultados de flexión para probeta con 5% de calamina .................. 81
Tabla 10. Resultados de flexión para probeta con 7% de calamina ................ 82
Tabla 11. Datos de resistencia a la flexión o módulo de rotura con un 3% de
calamina................................................................................................................ 82
Tabla 12. Datos de resistencia a la flexión o módulo de rotura con un 5% de
calamina................................................................................................................ 83
Tabla 13. Datos de resistencia a la flexión o módulo de rotura con un 7% de
calamina................................................................................................................ 84
Tabla 14. Comparación entre resultados de flexión y fuerza de rotura .......... 87
Tabla 15. Comparación promedio entre resultados de flexión y fuerza de
rotura..................................................................................................................... 87
Tabla 16. Resultados para baldosa con 0% de calamina ................................. 88

LISTA DE GRÁFICAS
Grafica 2. Diagrama de casagrande (C (▲) y R (●)) .......................................... 72
Gráfica 1. Curva de cocción propuesta.............................................................. 75
Gráfica 3. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
0% de calamina .................................................................................................... 85
Gráfica 4. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
3% de calamina .................................................................................................... 85
Gráfica 5. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
5% de calamina .................................................................................................... 86
Gráfica 6. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
7% de calamina .................................................................................................... 86
LISTA DE ILUSTRACIONES
Ilustración 1. Productos Almasa S.A.................................................................. 18
Ilustración 2. Instrumentos de política para promover la producción más
limpia..................................................................................................................... 31
Ilustración 3. Principios para implemento ......................................................... 32
Ilustración 4. Calamina ........................................................................................ 34
Ilustración 5. Proceso de trefilación .................................................................. 35
Ilustración 6. Tipos de arcilla .............................................................................. 37
Ilustración 7. Partes de la baldosa ..................................................................... 41
Ilustración 8. Caldera de arcilla .......................................................................... 46
Ilustración 9. Tratamiento de las materias primas, reducción del tamaño por
vía seca ................................................................................................................. 47
Ilustración 10. Molinos de bolas ......................................................................... 48
Ilustración 11. Extrusora para la conformación en estado Plástico (Barro) ... 49
Ilustración 12. Prensa hidráulica ........................................................................ 49
Ilustración 13. Baldosa cerámica artesanal ....................................................... 50
Ilustración 14. Secadero rápido vertical de bandejas ....................................... 51
Ilustración 15. Estructura esmaltes transparenta ............................................. 53
Ilustración 16. Estructura esmaltes opacos ...................................................... 54
Ilustración 17. Propiedad fisicoquímico de la calamina ................................... 68
Ilustración 18. Difractogramas de las arcillas (Q: cuarzo, K: caolinita, I: illita,
H: hematita, A: anatasa, M: montmorillonita) .................................................... 69
Ilustración 19. Potencial zeta de las arcillas...................................................... 70
Ilustración 20. Distribución granulométrica de las arcillas .............................. 70
Ilustración 21. Curvas ATD y TG de las arcillas ................................................ 71
Ilustración 22. Difractograma de la arcilla roja cocida a 1050ºC ..................... 71
LISTA DE ANEXOS
ANEXO 1: CRONOGRAMA .................................................................................. 93
ANEXO 2: PRESUPUESTO .................................................................................. 93
ANEXO 3: ELABORACIÓN DE BALDOSAS ....................................................... 94
ANEXO 4: PROCESO DE COCCION Y DECORACIÓN (Esmaltado) ................. 95
ANEXO 5: PRUEBA DE RESISTENCIA ............................................................... 97
ANEXO 6: FICHA DE DATOS DE SEGURIDAD DE LA CALAMINA .................. 98
ANEXO 7: FICHA DE DATOS DE SEGURIDAD DE LA ARCILLA .................... 102
ANEXO 8: FICHA TECNICA DE LA BALDOSA ................................................. 104
ANEXO 9: DIAGRAMA DE FLUJO DEL PROCESO ELABORACIÓN DE
BALDOSAS ARTESANALES TIPO CERÁMICA ADICIONANDO CALAMINA . 106
ANEXO 10: ASPECTOS E IMPACTOS AMBIENTALESEN EL SECTOR
METALMECANICO ............................................................................................. 107

14
INTRODUCCIÓN
La generación de residuos en el sector metalmecánico es un problema ambiental
latente en la actualidad, por lo cual es necesario elaborar planes contingentes que
permitan el manejo adecuado y la reutilización de los desechos inherentes de la
actividad con el fin de reducir el impacto ambiental. Adicionalmente se presenta
una oportunidad económica para el sector metalmecánico al aprovechar materias
primas o desperdicios, que disminuyen pérdidas generadas por el tratamiento de
dichos residuos.
La calamina es un residuo proveniente del proceso de trefilado de materiales
metalmecánicos, se presenta como polvo de acero de bajo carbono, oxido de
hierro y alambres de acero, un componente altamente tóxico para el medio
ambiente, genera grandes niveles de contaminación afectando la salud humana.
Los residuos son un gran problema para el medio ambiente ocasionan pérdidas
debido a los sobrecostos respecto a enfermedades laborales (los operarios tienen
contacto directo con los desechos), así mismo pérdidas significativas de materia
primas en los procesos, perdidas en rentabilidad, disminución de productividad,
costos en el tratamiento de los desechos peligrosos, entre otros grandes
problemas.
Por esta razón es necesario generar ideas para dar soluciones a estos tipos de
problemas; una alternativa es el aprovechamiento de los residuos a través de la
optimización de los procesos logrando incrementar las ganancias en las
organizaciones y minimizando riesgos de contaminación ambiental.
El propósito de este proyecto es incluir al proceso de fabricación de baldosas de
cerámica los residuos de calamina, con el fin de reutilizar y aprovechar los
residuos de la industria metalmecánica.

15
1 PROBLEMA DE INVESTIGACIÓN
1.1 ANTECEDENTES
ALMASA S.A es un Proveedor integral en el suministro de productos de acero,
ofrece un completo portafolio que incluye desde una pequeña puntilla hasta las
más diversas soluciones para sectores agrícolas, industriales y de construcción.
El avance tecnológico y la globalización han hecho que Almasa esté dispuesto a
ofrecer soluciones rápidas y efectivas al momento de satisfacer las necesidades
de sus clientes, tanto en materia prima como productos terminados.
Con más de 50 años de experiencia apoyados en el talento humano y tres centros
de producción en constante evolución en el marco de una política de desarrollo
sostenible Almasa es una alternativa local para construir relaciones a largo plazo.
Almasa se ha especializado en aprovechar las propiedades del acero para
producir alambre y sus derivados, convirtiéndose en la mejor alternativa para el
suministro de productos de acero en alianza con los mejores clientes tanto locales
como de países vecinos.
Alambres y Mallas S.A. está integrada por seis centros de producción ubicados en
Bogotá, Soacha, Candelaria, Girardota y Barranquilla, participando del mercado
local y regional por espacio de más de 50 años. Desarrolla sus actividades con
las UPES (Unidad productiva eficiente y sostenible), laminación, figuración y
trefilación.

16
Nuestro talento humano fundamentado en valores corporativos como el respeto,
equidad, honestidad y compromiso, respalda la propuesta de valor mediante,
interpretación de las necesidades del mercado y posteriormente la adaptación de
productos y servicios como alternativas de solución. La cultura organizacional
orientada a los resultados, la satisfacción del cliente y a la ética en los negocios,
constituye un marco de referencia en el desempeño de nuestras actividades
buscando consolidar la excelencia en el servicio al Cliente.
La empresa proyecta su desarrollo en un crecimiento sostenido basado en la
estructuración de un amplio portafolio de productos y servicios que permitan las
mejores relaciones con los Clientes.(Http://www.almasa.com.co/?view=featured,
2014)
1.1.1 Productos
Almasa agrupa sus productos en seis grandes líneas:
Alambres sin recubrimiento: se utilizan como materia prima en procesos de
fabricación, tanto a nivel industrial como en la construcción y el agro para producir
elementos de fijación como tornillos, remaches, grapa y clavos. también con el
alambre se pueden hacer rejillas que posteriormente pueden ser pintadas,
plastificadas, cromadas o fabricar alambres revestidos en zinc, aluminio, cobre,
PVC, esmaltado o pintado. Además se emplea para la fabricación de varillas lisas
y grafiladas, alambre recocido, malla electro soldada.
Alambres con recubrimiento: alambres recubiertos por zinc y PVC que se utiliza
para fabricar grapas, mallas hexagonales, alambres para cercas eléctricas, mallas
plastificadas y gaviones.
Sistemas de cerramiento: alambres de púas que se fabrican con acero
galvanizado o con torsión alterna, de esta manera permite un gran rendimiento,
efectuando una mejor relación de costo /beneficio. Ideales para cerramientos
agropecuarios, cerramientos de seguridad y protección algunos productos son
rejas, metal perforado, malla hexagonal y malla graduada o plastificada.

17
Elementos de fijación: son usados para la fabricación de embalajes como cajas o
contenedores en maderas, manufactura de estibas, enchapes, carpintería,
construcción de estructuras de madera entre otros. Algunos productos son
puntillas, clavos y grapas.
Productos laminados: el proceso de fabricación inicia con corte de palanquillas,
calentamiento, desbaste, laminación en caliente, enfriamiento y corte, inspección y
empaque. Los productos de acero laminado en caliente presentan una excelente
soldabilidad, no requieren mecanizado por su apariencia lisa y presentan una baja
resistencia a la corrosión, permiten usos tan variados con ornamentación, platinas
para pisos metálicos industriales, estructuras metálicas , refuerzos estructurales ,
embarandado de carrocerías , platinas para pisos metálicos industriales , herrajes.
Etc.
Productos para la construcción : Almasa ofrece gaviones fabricados con malla
hexagonal de triple porción en alambre galvanizado cuyo diseño lo hace un
elemento versátil, económico y flexible , al aplicar los galvones en proyectos
geotécnicos pueden actuar como muros de gravedad, se elaboran en varias
presentaciones de acuerdo a las necesidades del cliente permitiendo múltiples
usos como muros de contención , obras de defensas fluviales , construcción de
carreteras, plataformas de sedimentación , control de la erosión del
suelo.(Http://www.almasa.com.co/?view=featured, 2014)

18
Ilustración 1. Productos Almasa S.A.
Fuente: Alambres y Mallas S.A - ALMASA
1.2 PLANTEAMIENTO DEL PROBLEMA
Las empresas Metalmecánicas subestiman el impacto económico y ambiental que
representa la calamina como residuo dentro de sus procesos. El área de trefilación
es una de las etapas principales en esta industria, con mayor demanda en el
mercado y la más afectada con dichos residuos, quizá por esta razón se
considera el área con mayor índice de renuncias de los trabajadores.
El sector metalmecánico es uno de los sectores potenciales, de mayor interés
para el desarrollo económico empresarial por lo cual necesitan incentivos o
alternativas para generar valor agregado a sus procesos y así aprovechar al
máximo los subproductos y dejar de considerar a la calamina como residuo.

19
Actualmente la manipulación de calamina en producción no es la más adecuada,
cuando se mezcla con otros desechos (pedazos de alambre, papel, polvo y agua)
aumenta la contaminación; esta situación hace que el residuo adquiera
propiedades peligrosas afectando el entorno tanto interno como externo de la
empresa, haciendo más difícil la manipulación y reciclaje de los mismos. Estas
características en las industrias perjudica directamente al medio ambiente,
generando impactos ambientales tales como: afectación al agua, aire, suelo ;
contaminación visual, debido a que el desecho permanece cerca a las
instalaciones hasta que hay una cantidad justificada para desecharla.
La calamina se considera como un residuo peligroso por lo que es necesario dar
un tratamiento especial, se debe pagar a un tercero que garantice la evacuación
del desperdicio fuera de la planta lo que ocasiona sobrecostos.
El área de trefilación a diferencia de los demás procesos de trasformación como lo
son laminación y Figuración, tiene mayor taza de incapacidades por enfermedad
general, los síntomas son diarrea, fiebre, malestar general y en ocasiones vómito,
estas incapacidades rara vez superan los dos días en los cuales la empresa paga
el 100% sobre el salario básico del trabajador, esto se le atribuye al grado de
contaminación del entorno de trabajo, la calamina permanece en el aire y
fácilmente puede ser absorbida por los trabajadores al ingerir liquido o al respirar.
1.3 FORMULACIÓN DEL PROBLEMA
¿Cómo se afecta el módulo de rotura en las baldosas tipo cerámica al adicionar
calamina; subproducto de la producción del área de trefilación de la empresa
ALAMBRE Y MALLAS S.A. en la mezcla de elaboración de estos?

20
1.4 JUSTIFICACIÓN
Proponer una alternativa de aprovechamiento de la calamina para ser considerada
como materia prima en la industria de las baldosas, en la actualidad está
catalogada como un producto tóxico, razón por la cual se desecha
completamente. En parte el propósito del proyecto es cambiar el punto de vista tan
acentuado respecto a este desperdicio en el mercado de las metalmecánicas y
darle un giro que permita a sus futuros compradores considerarla como
subproducto no como un residuo peligroso.
A partir de este proceso la empresa identifica beneficios adherentes al residuo
(calamina) como lo sería el participar en el desarrollo de un nuevo producto
innovador que minimice el impacto ambiental. De esta forma las incapacidades de
los trabajadores disminuirán y la productividad aumentará.
Es importante garantizar la pureza del producto para lo cual se requiere realizar
una adecuación especifica dentro de la empresa que permita almacenar y
conservar en buen estado este desecho pureza (método de recolección del
desecho en las maquinas hasta el almacenamiento) .
Según las condiciones que presente la calamina es posible crear un mercado y
así disminuir costos, actualmente la empresa Alambres y Mallas S.A - ALMASA,
localizada en la zona industrial de Venecia y dedicada a la producción de Acero
para Colombia, maneja los tres procesos de trasformación conocidos en el área
(Trefilación, laminación y figuración), se encuentra realizando una inversión
mensual de $360 pesos por kilo y al mes se producen aproximadamente 6
toneladas que equivale a $2.160.000 de gasto en su limpieza y al año se habla de
una cantidad de $25.920.000 pesos.(Http://www.almasa.com.co/?view=featured,
2014)

21
En el momento se realizan estudios para identificar las mejores formas en las
cuales se puede aprovechar el residuo, se establece que puede ser empleada
como parte de la materia prima para la elaboración de las tapas de alcantarillado o
como aislantes de pisos para que no se filtre la humedad. En lo que no se quiere
enfocar es en la utilidad del residuo como fertilizante para la tierra por su
contenido de carbón, existen empresas dedicadas a esta finalidad si se cumple
con lo acordado, incluso bajan el precio de su servicio como incentivo a las
industrias para recoger y generar una disposición final de residuo, por ejemplo
pasan de $360 a $140 pesos el kilo generando un ahorro de $15.840.000 millones
en el año.
1.5 OBJETIVOS
1.5.1 Objetivo general
Propuesta para la Elaboración de baldosas tipo cerámica mediante secado natural
adicionando “calamina” subproducto de la producción de la empresa
metalmecánica Alambres y Mallas S.A.-ALMASA, para generar una alternativa de
aprovechamiento del residuo.
1.5.2 Objetivos específicos
Definir las propiedades físicas y químicas de la calamina para establecer los
porcentajes de oxido de hierro en este subproducto.
Definir la arcilla a utilizar para la elaboración de las baldosas.
Establecer un diseño experimental para la dosificación de la calamina como
aditivo en la elaboración de Baldosas.
Realizar la prueba de resistencia al diseño.
Establecer el porcentaje óptimo de calamina a través de los resultados de
resistencia a las baldosas.

22
2 MARCO REFERENCIAL
2.1 MARCO HISTÓRICO
El hierro se encuentra en grandes cantidades en nuestra corteza terrestre junto a
otros minerales, el hombre a través del tiempo ha ido conociendo y manejando
estos elementos y con ayuda de la fundición a obtenido el hierro y el acero,
materiales fundamentales para el desarrollo de nuestras sociedad. A través del
tiempo se han creado las industrias especializadas, entre ellos las siderúrgicas,
dedicadas especialmente en la obtención de estos minerales junto al carbón
vegetal que incentivan la revolución industrial.
"La fabricación de acero se desarrolló básicamente en el siglo XIX, al inventarse
los procesos de fusión; el Bessemer (1855), el horno de hogar abierto,
normalmente calentado a base de gas pobre (1864); y el horno eléctrico (1900)."
(Joseph Ramos, 1998)
La fabricación de acero incentivo la necesidad del hombre al crear nuevas
aplicaciones para mejorar la calidad de vida e incentivar el comercio, surgiendo
para este fin las metalmecánicas, industrias que basan su proceso en la
transformación de los lingotes de metal.
La metalmecánica tiene sus inicios con la creación de la industria, la necesidad de
gestar mayor capacidad de fabricación de productos y generar mayor rentabilidad
a las empresas seguido esto, se generan avances en cuanto a materiales,
sistemas de producción y maquinaria, donde da apertura a la mecanización de
procesos de manufactura, uno de los pioneros en implementar la rama de la
metalmecánica es Henry Ford quien para 1913 adapta procesos de fabricación en
serie en su fábrica de automóviles, una de las empresas más antiguas en utilizar
esta rama con el fin de generar mayores volúmenes de fabricación, según (J
Ramos, 1998) para los años 70 varias empresas adoptan procesos de producción
en serie y a gran escala, dando apertura a un auge de industrialización general.

23
Esta ha sido una de las ramas con mayor variación, gran cantidad de empresas
dieron sus inicios con materiales de bajo nivel, poca calidad y con bajos recursos
que no otorgaban mayor valor agregado a sus productos. Actualmente a nivel
mundial, empresas se han especializado en los diversos productos y ramas que
ofrece esta industria, algunas estadunidenses muy reconocidas pioneras en este
país como lo son G y L, PROAMSA entre otras, son compañías de alta escala que
trabajan para grandes plataformas de Estados Unidos brindando todo tipo de
soluciones con metales certificados y de alta calidad.
En Colombia el nacimiento de la metalmecánica tuvo diversos pasos y eventos
para la llegada de la industrialización de forma sólida y consolidada como
actualmente se reconoce en el mercado. uno de los mayores impulsos que tuvo la
industria de la metalmecánica se da en la época de la independencia, con la
producción de hierro además de la búsqueda de minerales como plomo y metales
que sirvieran para la fabricación de armas, cañones que permitieran enfrentar los
ejércitos españoles, seguido a estos eventos se dan aperturas a las ferrerías, las
primeras fábricas en Colombia que manejaban procesos de producción, un
negocio que tomo fuerza con rapidez en el cual se hizo necesario la asociación de
capitales. Para la época los grandes esmeralderos, mineros y comercializadores
de oro, plata fueron los que invirtieron. Como consecuencia pronto se vio la
inversión extranjera y la intensión de apoderarse de tan productivo avance entre
otros incidentes como lo fue la crisis financiera que se dio en Bogotá para el año
1842. Sin embargo el prometedor sector de la industria del hierro se mantuvo en
firme y continuo avanzando en Colombia, rápidamente se dio la diversificación de
los procesos, en el que se destacaron empresas como Samaca (1856), La
Pradera (1860) y Amaga (1856), que le apostaron a la tecnificación de avance de
los procesos de producción por lo cual deciden invertir en personas calificadas
como ingenieros que pudieran ampliar con sus conocimientos la mejora en los
procesos, sin embargo las fábricas de hierro se veían troncadas por la
dependencia de la energía hidráulica lo que obligo a varias de las ferrerías a

24
cerrar, ya que la producción se detenía por meses. La producción en máquinas de
vapor llego para 1880 época en que los ferrocarriles exigían una demanda alta de
producción para las empresas que se dedicaban al tratamiento de los metales, sin
embargo algunas fracasaron en su intento de suministrar las vías férreas.
“Los primeros rieles nacionales, objeto de inusitado entusiasmo patriótico, se
fabricaron, ciertamente en La Pradera en 1884. Sin embargo, como los
yacimientos de hierro nunca fueron objeto de una prospección geológica estricta
para determinar su calidad y su cantidad, el hierro producido resultó a la postre
rechazado por el gran consumidor, que exigía acero para rieles y equipos en vez
del quebradizo hierro. Las ferrerías se fueron cerrando y sucedió que los altos
hornos tuvieron una vida útil más larga que los yacimientos, cuando lo lógico
hubiera sido lo contrario.” (SIERRA CHITIVA, 2015)
Hoy en día las metalmecánicas presentan un reconocimiento significativo en la
agroindustria generando productos para facilitar las labores de campo como lo son
las cercas, las cuales no solo limitan los senderos y propiedad, si no que a su vez
contribuyen a la protección al ganado y otras especies, adicional productos
derivados del hierro y acero para construcción de vivienda, razón por la cual se
suben los indicadores de producción en esta época convirtiéndose en un material
comúnmente utilizado en la sociedad.
La tasa de desempleo se ha visto afectada de forma positiva por esta industria, ya
que en Colombia es una de las especialidades que contribuyen a mitigar dicho
impacto en la sociedad; actualmente representa una de las mayores necesidades
de mano de obra calificada.
"Según datos de la cámara Fedemetal, adscrita a la ANDI, cerca de 1.100
empresas forman parte de la cadena siderúrgica y metalmecánica del país, de las
cuales se estima que el 97% son pequeñas y medianas empresas"(Velásquez,
1961).

25
La generación de residuos ha aumentado considerablemente en los últimos años,
existiendo una clara correlación entre la riqueza de un país y su producción de
residuos. Anualmente, se producen en la Unión Europea 2.000 millones de
toneladas de residuos, cantidad que aumenta cada año en un porcentaje
aproximado del 10%. Sin embargo, existe la posibilidad de incorporar estos
residuos, sobre todo los industriales, en los procesos productivos de las industrias,
hecho que además de suponer un ahorro económico, supone un beneficio
medioambiental, que ayudará a que se cumpla la normativa vigente referente al
medioambiente.
2.2 INVESTIGACIONES PREVIAS
Artículo Científico: “Adición de aserrines de descarte en la producción de
mampuestos cerámicos”.(Quaranta, Caligaris, López, Unsen, & Rienzo, 2008)
Evalúa que tan factible seria incorporar residuos de una empresa de madera
(aserrín) a la producción de ladrillos , mediante la búsqueda de componentes
útiles en dichos productos, realizando pruebas de distintas arcillas mezcladas con
diferentes porcentajes de aserrín como adiciones de mampuestos cerámicos.
La generación de residuos es un problema económico y ambiental vigente en
muchas industrias, con este proceso de reutilización de materias se genera
utilidades y a la vez se contribuye con la minimización de residuos que contaminan
el medio ambiente.
El aserrín tiene diferentes usos: en la industria de construcción, filtros de aguas
residuales, creación de biocompuestos, entre otros.
Uno de los caminos para aumentar la capacidad de aislación de los ladrillos es la
porosidad, lo cual contribuye con la mejora de la calidad; la porosidad es una de
las propiedades del ladrillo.

26
Para esto es necesario preparar una mezcla de arcilla con un óptimo porcentaje
de aserrín. Se realizan muestras con diferentes cantidades y tipos de humedad ,
sometidas a tratamientos térmicos con distintas temperaturas mediante diversas
técnicas distribución de tamaños de partícula, microscopía óptica (OM) y
electrónica de barrido (SEM), análisis químico por dispersión electrónica de rayos
X (EDS), porosidad y densidad, entre otras, para lo cual el material base fue tierra
Los resultados evidencian la cantidad de EDS, CaO, silicato, y Mn entre otros que
conducen a concluir que Es evidente que mediante la adición de aserrín mejora la
calidad del ladrillo por su porosidad obtenida por las grandes cantidades
observadas de carbón orgánico.
Artículo Científico: “.Propiedades mecánicas de cerámicos eutécticos Al2O3-rO2
(Y2O3) y Al2O3-YAG procesados por solidificación direccional” (López-Cepero,
Quispe Cancapa, Martínez Fernández, & De Arellano López, 2005)
Lo que busca el autor mediante este artículo es analizar a fondo los factores que
controlan la resistencia mecánica a elevadas temperaturas de barras de Al2O3-
YAG y Al2O3-ZrO2 (Y2O3) procesadas mediante la técnica de fusión zonal
asistida por láser, para lo que se realizaron materiales con diferentes mezclas , La
primera mezcla corresponde a la composición eutéctica del sistema alúmina/ytria
y contenía 81.5% mol de Al2O3 y 18.5% mol de Y2O3. Las dos mezclas
siguientes corresponden a la composición eutéctica del sistema alúmina/zirconia
con dos contenidos diferentes de ytria.
Las barras con 3 mm de diámetro se transformaron mediante prensado en frío
durante 2 min luego se realizó una sinterización a 1500ºC durante 12 horas. A
partir de ahí se colocan en una cámara para fundirlas mediante radiación laser
para así obtener barras cerámicas con diámetros comprendidos entre 1.2 y 1.6
mm, para lo cual se realizaron varias pruebas de reducción de diámetro.
27
Las barras de Al2O3-ZrO2 (Y2O3) se crecieron hacia abajo con una velocidad de
solidificación de 20 mm/h y con una rotación en el precursor de 5 rpm, mientras
que las barras de Al2O3-YAG se crecieron con velocidades de 25 mm/h y 350
mm/h y sin rotación.
Como resultado se obtuvo que la resistencia de las barras de Al2O3-YAG se
mantuvo constante en todo el laboratorio en las cámaras con una temperatura
variable y aumentó a medida que el tamaño de las partículas de Al2O3 y YAG
disminuía. La resistencia de los eutécticos Al2O3-ZrO2 (t) a temperatura
ambiente fue similar a la de las barras de Al2O3-YAG pero empezó a decrecer a
1000 ºC muy probablemente debido a la relajación de las tensiones residuales
de compresión en la fase de Al2O3 y a la deformación plástica de la fase
ZrO2 tetragonal. Finalmente, los eutécticos Al2O3-ZrO2 (m) mostraron una
resistencia a temperatura ambiente significativamente inferior. Sus características
cambiaron debido a altas temperaturas lo que produjo una ruptura longitudinal de
las barras.
Investigación: “Análisis comparativo entre el concreto simple y el concreto con
adición de fibra de acero al 12% y 14%.” (Andres, Castro, Dario, & Cruz, 2016)
Esta investigación analiza el comportamiento de las estructuras de fibras de acero
añadidas al concreto ya que muestran mayor resistencia debido a que la relación
área/volumen es alta consiste en hallar las proporciones de los elementos que
conforman el concreto. En este trabajo se compara por medio de laboratorios la
calidad del concreto convencional versus el concreto modificado con fibra de
acero a distintos porcentajes, guiados por investigaciones referentes al tema
antes hechas, en los que se realizan mezclas. La “fibra de acero” proporciona
resistencia a la compresión, a la tensión y mejora la ductilidad del concreto.
Carrillo et al, (2015). Lo ideal es encontrar el porcentaje de virutas de acero
adecuado para sustituirlo en vez de una parte de cemento.

28
Partiendo del conocimiento del estudio realizado por Robayo, et al (2013), donde
utilizan fibra de acero con bajos porcentaje (0,3%, 0,5%, y 0,7%) y unos
porcentaje del 20 % para la ceniza de cascarilla con arroz (CCA) reemplazando
parcialmente el cemento. Este estudio nos indica que CCA permite una reducción
del consumo del cemento hasta un 20 % para similar desarrollo de resistencia a
edades de curado. También nos resalta una mejora en la resistencia a la tracción,
a la tenacidad de flexión y en el módulo de elasticidad gracias a los porcentajes de
fibra utilizados en la mezcla. La metodología utilizada es realizar laboratorios
donde se sigan las etapas de aprobación de la mezcla, colocación, acabado,
curado y realizar control de calidad. El agregado fino usado fue arena natural, en
tanto el agregado grueso fue piedra triturada con un tamaño máximo de 19 mm.
Algunos ingredientes fueron Agua 9,3 litros, Grava 46 kg, Cemento 19 kg, Arena
33 kg, en la que se llevan a cabo los siguientes pasos:
Realizar la mezcla, Escoger el tipo de probeta cilíndrica, Prueba del slump,
Conocer el asentamiento de la mezcla, Armado de las camisas. Para lo anterior se
concluye que es evidente que al agregar las virutas aumenta la resistencia a la
compresión para lo que la muestra con un porcentaje del 14% fue la más alta
aunque produjo algunas fisuras finas y juntas.
INVESTIGACIÓN: “Evaluación de la deducibilidad de la calamina proveniente de
una siderúrgica de la región, por reducción con monóxido de carbono.” (Iberomet,
2009)
Presenta la disminución de calamina en una empresa siderúrgica, mediante la
reducción de óxido de carbono llevada a cabo a través de reacciones
termoquímicas con gases reductores los cuales son directamente proporcionales a
la temperatura por cuestiones cinéticas y termodinámicas. Dicho proceso es
medido a través de la curva de chaudron y mossbauvuer, que muestran los
sucesos de pérdida de calamina a distintas temperaturas y tiempos, además de
los porcentajes obtenidos de hierro, acero, cementita y fe3 o4 sin reducir.

29
El producto de calamina se mide a través de una distribución que muestra la
granulometría de la calamina a distintas horas de molienda. Para esto fue
necesario crear un reactor de flujo continuo que consta de un horno de
resistencias, en el cual se calienta la cámara de reacción y se lleva a cabo el
proceso de reducción; la conexión de entrada de gases de proceso y un captador
de los gases de salida.
La reducción de la calamina se realizó con CO y gas de arrastre n2 con flujo de 5
ml/h a 820 y 900 °c y 0.5, 1, 1.5, 2, 3, 4 y 5 horas de proceso. Los productos de la
reducción se caracterizaron por espectrometría mössbauer, difracción de rayos x y
microscopía óptica. Los resultados y conclusiones obtenidas fueron que mientras
menor sea la velocidad del calentamiento de la muestra, los tiempos más
extensos y mayor la temperatura, aumenta la infusibilidad del gas favoreciendo la
reducción de la cascarilla de calamina.
INVESTIGACIÓN: “Elaboración de bloques de mortero tipo estructural mediante
secado natural empleando la calamina procedente de tenaris tubocaribe s.a.
Como aditivo.” (ORDOÑEZ & MEJIA, 2013)
Pretende recuperar el residuo; la calamina (constituida por oxido férrico, oxido
ferroso, grasas y aceites) y utilizarlo como un aditivo importante en la elaboración
de bloques de mortero. Por lo tanto, se pretende evaluar las propiedades
fisicoquímicas de la calamina con el propósito de establecer qué porcentaje de
esta se puede adicionar en el proceso de producción de bloques y luego
determinarle a estos las pruebas de resistencia a la compresión con el objetivo de
analizar la calidad y las ventajas de este subproducto.

30
2.3 MARCO TEÓRICO
2.3.1 Producción más limpia
Definición
El Programa de las Naciones Unidas para el Ambiente (UENP) define
PRODUCCION MAS LIMPIA como “la aplicación continua de una estrategia
ambiental preventiva e integrada, en los procesos productivos, los productos y los
servicios para reducir los riesgos relevantes a los humanos y al medio ambiente”.
En el caso de los procesos se orienta hacia la conservación de materias primas y
energía, la eliminación de materias primas toxicas y la reducción de la cantidad y
la toxicidad de todas las emisiones contaminantes y los desechos. En el caso de
los productos se orienta hacia la reducción de los impactos negativos que
acompaña en ciclo de vida del producto, desde la extracción de materias primas
hasta su disposición final. En los servicios se orienta hacia la incorporación de
dimensión ambiental tanto en el diseño como en la presentación de los mismos.
Generalidades
La Producción más limpia (PML) Busca que el producto final sea más amigable
con el medio ambiente, ya que el sector industrial influye directamente en la
contaminación del mismo, mediante la evaluación de las fases de ciclo de vida del
producto para implementar mejores prácticas ambientales, previniendo la
contaminación desde su origen, además determina cambios en algunos productos,
procesos y servicios.
Cabe destacar que la producción más limpia es una técnica utilizada a nivel
mundial para minimizar el calentamiento global, deterioro de recursos naturales,
pérdida de biodiversidad, entre otros que se basa en normas técnicas tales como
CMA, BS7750, EMAS, ISO 14000.

31
PML permite posicionar la empresa a comparación de otras que no la
implementan, minimizar costos, mejora la eficiencia en el proceso, incentiva al
desarrollo sostenible, genera menos desechos, aumenta la productividad Etc.
A continuación se muestra una breve ilustración que explica los instrumentos y
pasos para promover la Producción más limpia en ente económico. (Ilustración 2)
Ilustración 3. Instrumentos de política para promover la producción más limpia
FUENTE. Autoría 1
Política De Producción más Limpia
Esta política se basa en principios como la integridad, gradualidad, análisis de
costos y concertación, el cual debe fundamentarse en metas claras que permitan
formar y direccionar a estrategias preventivas de acuerdo a los problemas
ambientales generados contando con el apoyo de cada uno de los actores .Se
debe incorporar un sistema de calidad ambiental, además de políticas
gubernamentales, autogestión y autorregulación como se muestra en la
(Ilustración 4).

32
Ilustración 5. Principios para implemento
FUENTE. Autoría 1
Caracterización de la contaminación, Industria de artículos cerámicos, vidrio,
arcilla y cemento
Esta industria se caracteriza por ser la primera a nivel nacional en generación de
residuos sólidos inorgánicos, degradando el paisaje por la presencia de vertidos y
acumulación de residuos en lugares no acondicionados, además del deterioro de
la vegetación y la pérdida del valor del suelo, originado principalmente en la
producción de artículos cerámicos por la presencia de la arcilla inerte cocida que
no es posible reutilizar en el mismo proceso, generándose aproximadamente 1/3
de material no utilizable por tonelada de producto obtenido, y en la producción de
artículos de gres ya que los residuos generados, son producto de los recortes
generados en el proceso, los cuales no se logran reutilizar en su
totalidad.(González, Galán, & Fabbri, 1998)
Por otro lado es uno de los grandes sectores consumidores de materia prima
mineral presentando bajas eficiencias de conversión másica, especialmente en el
proceso de elaboración del cemento, donde el 44% del carbonato de calcio,

33
presente en la caliza y que entra en el proceso de combustión, se pierde como gas
carbónico (CO2); además de la baja eficiencia dada en la producción de artículos
cerámicos producida por la pérdida de arcilla que entra al proceso, y
adicionalmente, por el material cocido que sale del horno y que no puede
reincorporarse al proceso debido a los cambios físico-químicos que sufre la
estructura de la materia prima.
2.3.2 Generalidades de la calamina
Definición
La calamina (ilustración 4.) es una capa dura y lisa, de color gris azulado, que se
forma de inmediato sobre los productos de acero que se han obtenido por el
proceso de trefilación, figuración y laminación en caliente. Está compuesta por
ciertos óxidos de hierro que se forman por la oxidación casi instantánea de la
superficie del acero caliente al dejarlo enfriar en contacto con el aire. "Los óxidos
tienen grados de oxidación creciente hacia el exterior, siendo la magnetita
(Fe3O4) el principal componente de la calamina"(ORDOÑEZ & MEJIA, 2013); este
subproducto es también conocida como viruta de acero y como se había
mencionado anteriormente actualmente es considerado un desecho industrial de
la industria metalmecánica.

34
Ilustración 6. Calamina
FUENTE. Alambres y Mallas S.A - ALMASA
Proceso De Obtención
La calamina se obtiene durante el proceso trefilación (ilustración 5.) que consiste
en el estirado del alambre en frío por pasos sucesivos a través de hileras, dados o
trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor o en el
paso del temple que consiste en calentar la lamina de acero por encima de la
temperatura crítica superior y es enfriado bruscamente. Durante estos procesos se
desprenden partículas del mismo material en formas de escamas lo que se conoce
como escarbonización u oxidación del acero llamada viruta de acero o calamina
(residuo solido).

35
Ilustración 7. Proceso de trefilación
FUENTE. Alambres y Mallas S.A - ALMASA
2.3.3 Generalidades de la arcilla
Definición
Es importante resaltar que el significado de arcilla a cobrado con el tiempo
distintos significados, esto se basa en el ámbito en el cual es usada, para la
industria "Las arcillas son fruto de los agentes de meteorización físico-químicos
actuantes sobre la roca madre original y se las puede considerar como unas
acumulaciones naturales consolidadas o no, de tamaño de grano fino (< 1 µm
según los químicos que estudian los coloides, < 2 µm según los mineralogistas e
investigadores del suelo, y < 4 µm, según los sedimentologistas) y constituidas por
36
variados minerales arcillosos (silicatos alumínicos hidratados, con iones
principalmente de Mg, Fe, K y Na) y otros minerales acompañantes como el
cuarzo, los feldespatos, los carbonatos, etc. Además, salvo excepciones, poseen
un comportamiento físico muy peculiar frente al agua cual es la plasticidad, e
incluso endurecen cuando son secadas o sometidas a tratamientos térmicos a alta
temperatura".(L.A. DÍAZ RODRÍGUEZ, 2002)
Los principales usos industriales se concentran en el sector de la construcción,
(fabricación de ladrillos huecos, tejas, azulejos, pedimento y revestimientos).
también son usados como parte de la materia prima de cementos, en la actualidad
incurren en la industria de la belleza donde resaltan sus propiedades como una
aliada perfecta para eliminar impurezas y la regeneración celular de la piel.
En España la fabricación de Baldosas cerámicas representa una de principales
fuentes de ingreso del país "Es la segunda productora mundial (datos del año
2000) con alrededor de 621 Mm2 , que representan más de 4.000 millones de
dólares USA"(L.A. DÍAZ RODRÍGUEZ, 2002)
Tipos de arcilla
Una de las formas más adecuadas para clasificar las arcillas según(L.A. DÍAZ
RODRÍGUEZ, 2002), es midiendo la cantidad de minerales no metálicos que la
conforman, con esto se pretende ubicar todos los materiales arcillosos que
generan yacimientos, desde el punto de vista cerámico-geológico, según el
organigrama de la Ilustración 6.

37
Ilustración 8. Tipos de arcilla
FUENTE. Boletín de la sociedad española
GRUPO 1. Arcilla común
Materia prima arcillosa de amplia distribución de afloramiento, que por sus
propiedades físicas y sus no muy exigentes especificaciones químicas
mineralógicas se utiliza principalmente en el sector cerámico de la construcción y
en alfarería. Sus propiedades cerámicas son muy variadas debido a la diversidad
entre el tamaño de grano.
GRUPO 2. Arcillas especiales
Conjunto de arcillas comerciales con una mineralogía concreta y propiedades
físicas determinadas que cuentan con alto poder de adsorción, se clasifican en
dos Grupos:

38
Los minerales arcillosos del grupo de las esmécitas pertenecen a la clase
general de los silicatos laminares, son materiales con una gran capacidad de
cambio catiónico. Las principales aplicaciones industriales son aglomerantes de
las arenas de moldeo en la industria refractaria y en pequeños porcentajes en las
industrias cerámicas de los esmaltes o de la porcelana para optimizar la
plasticidad y la resistencia mecánica.
Los minerales del grupo de las hormitas pertenecen a la clase general de
silicatos utilizadas como sorbentes, blanqueantes, etc. Sin embargo en el Reino
Unido este mismo término se aplica a las bentonitas cálcicas por la capacidad que
poseen para absorber grasas, aceites o materias colorantes.
GRUPO 3. Arcillas caolines
Son las arcillas cerámicas por excelencia, tanto por su variedad como por sus
amplias aplicaciones industriales, en su estado natural o tratada es de color
blanco, puede ser utilizada en cerámicas blancas, papel, caucho, pinturas y usos
similares.
Los caolines primarios
Ricos en feldespatos u otros silicatos alumínicos. Entre los principales factores
que influyen sobre esta, se puede citar el clima, la composición de las rocas
primarias, las estructuras geológicas, el relieve del terreno, la hidrogeología del
terreno y la edad geológica.
Los caolines secundarios
Constituyen el grupo más abundante dentro los caolines. Se originan por la
erosión y el aporte de materiales de distintos orígenes. Los minerales del grupo
del caolín suelen formarse en estadios muy avanzados de meteorización química,
con elevado drenaje y se clasifican en: Caolines Sedimentarios (Las arenas
caoliníferas, Arcillas “ball clay”, Arcillas “fire clay”, Arcillas “flint clay” y Arcillas
“refractory clay”)

39
Composición química de la arcilla
Se caracterizan químicamente las arcillas "cascajo" (C), "Roja"(R), "Amarilla" (A).
Todas las arcillas presentaron en común las especies mineralógicas: Cuarzo,
Caolinita e Illita, siendo estos dos últimos los minerales arcillosos que confieren
propiedades plásticas a las pastas para la elaboración de baldosas cerámicas.
Tabla 1. Análisis químico de las arcillas por FRX
FUENTE. Escuela Nacional de Minas Colombia), Universidad Nacional de
Colombia. Sede de Medellín. Facultad Nacional de Minas., VILLAFRADES,
TUTA, 2011)
2.3.4 Generalidades de las baldosas
Definición
"Placa delgada hecha de arcilla u otras materias primas inorgánicas, utilizada
generalmente como recubrimiento para pisos y paredes. Se moldea usualmente
por extrusión (A) o prensado (B) a temperatura ambiente,

40
pero puede ser formada por otros procesos (C). A continuación se seca y
posteriormente se calienta a temperaturas suficientes para desarrollar propiedades
requeridas,
además de la aplicación de esmaltes y decoración para obtener propiedades
estéticas".(NTC, 2015)
A partir de la arcilla mezclada con agua, la baldosa cerámica puede modelarse
alcanzando la tridimensionalidad.
"A comienzos de la nueva era tecnológica industrialmente comienza un proceso de
transformación en el área comercial y manufacturera mostrando un aumento en la
variedad de diseños y procesos en la producción de baldosas".(NTC, 2015).
Según investigaciones (Núñez, J., Pedra, J M; Peiro, M., Gómez J.J.; Chiva, L.,
Carda, 2004), en la última década del siglo XX se inicia el éxito comercial del gres
porcelanito y con él la proliferación de una amplia gama de baldosas cerámicas
caracterizadas por su baja porosidad o capacidad de absorción de agua (inferior al
0,5 % respecto a la masa de la baldosa seca).
Todo ello va a tener repercusión directa en la instalación de pavimentos y
revestimientos cerámicos pues esencialmente el formato de la baldosa y su
porosidad va a condicionar la selección de los materiales además de la técnica de
colocación.
De acuerdo a lo anterior es necesario la selección de baldosas de acuerdo a la
función que cumplen, si se utiliza en el interior o exterior, condiciones climáticas,
tipo de tráfico (lento, pesado) etc

41
Partes de una baldosa
Ilustración 9. Partes de la baldosa
FUENTE. (Núñez, J., Pedra, J M; Peiro, M., Gómez J.J.; Chiva, L., Carda, 2004)
En la ilustración 7. Se muestran las partes de la baldosa de cerámica compuestas
principalmente por: capa vítrea, cerámica , esmalte y un soporte.
Utilización
La baldosa cerámica es considerada como material de revestimiento desde las
primeras civilizaciones. Así pues, la modularidad, la textura hasta el relieve
tridimensional y soporte de tratamiento gráfico o cromático, son las principales
propiedades de la baldosa cerámica. De estas tres propiedades estéticas, la
modularidad es consustancial a la técnica y el arte de revestir paredes y suelos,
propias del oficio y especialidad del alicatador solador.
Tipos de baldosas cerámicas en función de las materias primas (Proalso:
Asociación Profesional de Alicatadores/Soladores, 2013)
Baldosas cerámicas de pasta roja, fabricadas con arcillas. Durante el proceso
de cocción adquieren coloración que va desde el amarillo paja hasta el rojo o
marrón intensos, en función del contenido de óxido de hierro y en menor medida
óxido de manganeso.

42
Baldosas cerámicas de pasta blanca, fabricadas a partir de arcillas que no
contienen óxidos colorantes en su composición, por ello dan una coloración blanca
o blancogrisácea después de la cocción.
Baldosas cerámicas más o menos porosas, en función del contenido de
carbonatos de las arcillas que intervienen en la composición y secundariamente de
los procesos de conformación y de cocción.
Tipos de baldosas cerámicas en función del modelado (Normas Iso
13006/10545, 2006)
Baldosas extruidas (Designadas como A)
Piezas cuyo cuerpo ha sido formado en estado plástico por una extrusora. La
barra arcillosa se corta a medidas predeterminadas al emerger de la extrusora.
Baldosas prensadas en seco (Designadas como B)
Piezas formadas por una mezcla de materias primas molida muy fina y luego
prensada con muy baja humedad y a alta presión.
Baldosas hechas por otros procesos (Designadas como C)
Piezas formadas por otros procesos distintos a los mencionados anteriormente.
Uno de ellos corresponde con la elaboración tradicional mediante el prensado
manual o mecánico del barro; otro más minoritario, es el prensado de colado, para
obtención de piezas de geometría compleja.
Tipos de baldosas cerámicas en función de la cocción (Proalso: Asociación
Profesional de Alicatadores/Soladores, 2013)
Baldosas de monococción, proceso de fabricación de baldosas cerámicas que
solamente incluye un único proceso de cocción, aunque posteriormente puedan
recibir otros procesos térmicos decoraciones a baja temperatura (menos de 900
ºC).
Baldosas de bicocción, proceso de fabricación de baldosas cerámicas que
incluye una primera cocción del soporte o bizcocho y una segunda cocción para el
esmalte o esmaltes y decoraciones.

43
Baldosas de tercer fuego, piezas que reciben decoraciones y otros tratamientos
superficiales que se someterán a cocciones complementarias por debajo de la
temperatura máxima de cocción de la pieza base.
Tipos de baldosas cerámicas en función de la aplicación de esmaltes
(Proalso: Asociación Profesional de Alicatadores/Soladores, 2013)
Baldosas esmaltadas (GL): baldosas cerámicas revestidas en su cara vista por
uno o varios vidriados, también denominados esmaltes.
Baldosas no esmaltadas (UGL): baldosas cerámicas cuya cara vista no incluye
esmaltes, parcial o totalmente. Dentro de esta familia se incluyen las baldosas de
tierra cocida, los greses rústicos no esmaltados y el gres porcelánico.
Tipos de baldosas cerámicas en función de tratamientos mecánicos sobre
producto acabado (Proalso: Asociación Profesional de Alicatadores/Soladores,
2013)
Baldosas pulidas, cuando la superficie de la cara vista ha sido sometida a un
proceso complejo de abrasión, con una batería de muelas de diferente tamaño de
grano, para obtener una superficie con brillo especular. Se aplica tanto sobre el
cuerpo cerámico (gres porcelánico) como sobre el esmalte de algunos tipos de
baldosas esmaltadas.
Baldosas rectificadas, cuando las dimensiones de la baldosa salida del horno
son reducidas, mediante un proceso mecánico de corte y obtención de bisel en las
aristas, a un formato de precisión, con variaciones inferiores a ± 0,5 mm en la
longitud y anchura.
Baldosas obtenidas por corte hidráulico, para obtener formatos complejos que
en algunas ocasiones pueden suministrarse premontados en malla.

44
Tipos de baldosas cerámicas en función de su destino (Proalso: Asociación
Profesional de Alicatadores/Soladores, 2013)
Revestimiento cerámico: aquellas baldosas cerámicas que revisten una pared o
paramento. En general, se debe denominar así a aquellas baldosas cerámicas que
van destinadas a un lugar que no va a ser pisado. En España, se les reconoce
como azulejos.
Pavimento cerámico: conjunto de baldosas cerámicas que reviste un suelo y
que, además, va a ser pisado. Por su grosor, formato y características posee una
resistencia mecánica apropiada para ser destinada a un espacio pisable.
Fachadas cerámicas: son las baldosas cerámicas que revisten fachadas de
edificios. Presentan unas características apropiadas para ser utilizadas en exterior
y soportar las solicitaciones como heladas y presiones de viento a las que se ve
sometida una fachada.
Baldosas especiales: aquellas que por su geometría o decoración tienen una
función específica en un revestimiento o pavimento como resolver un encuentro,
entregar correctamente un elemento constructivo o a separar/delimitar espacios
con una determinada función o por razones decorativas (escocias y cantoneras,
rebosadero para piscina, un sistema de escalera, piezas decorativas o de
separación como cenefas, molduras).
Tipos de baldosas cerámicas en función de su porosidad o absorción de
agua (Proalso: Asociación Profesional de Alicatadores/Soladores, 2013)
Grupo I, Para las baldosas con absorción de agua igual o inferior al 3% [Se
representa por E ≤ 3%].
Grupo II, Para las baldosas con absorción de agua mayor del 3% y menor o igual
al 10% [Se expresa como 3% < E ≤ 10% ].
Grupo III, Para las baldosas con absorción de agua superior al 10% [Se expresa
como E > 10%].

45
Tipos De Baldosas Cerámicas en función de su Comercialización, a
continuación se muestra una tabla donde se explica detalladamente los tipos de
baldosa de acuerdo a la comercialización. Tabla 2.
Tabla 2. Tipos de baldosas
FUENTE. “Solados y alicatados - María Dolores Crespo Cortés - Google Libros,”
2016)
Dimensiones
Baldosas de cerámica alimentadas al horno y esmaltado. Aparecen en suelos,
paredes O mostradores y puede tomar varias formas incluyendo cantera azulejos,
de la terracota, antideslizante y baldosas densas, durables. Todos están
disponibles en una amplia gama de tamaños. “Dimensiones de la baldosa
cerámica - keen-cut.com,” 2016)

46
Proceso para producir baldosas de cerámica
En el proceso de fabricación de baldosas de cerámica del (Instituto de Promoció
Cerámica, 2000)se realizan una serie de etapas que se explican a continuación:
Preparación de materias primas: El proceso cerámico comienza con la selección
de las materias primas que deben formar parte de la composición de la pasta, son
fundamentalmente arcillas, feldespatos, arenas, carbonatos y caolines. ilustración
8.
En la industria cerámica tradicional las materias primas se suelen utilizar por lo
general tal y como se extraen de la mina o cantera o después de someterlas a un
mínimo tratamiento. Su procedencia natural exige en la mayoría de los casos, una
homogeneización previa que asegure la continuidad de sus características.
En general, la preparación de pastas cerámicas para uso en el proceso de
obtención de baldosas cerámicas, consiste en el mezclado de materias primas en
proporciones controladas mediante la dosificación por pesada, la molienda en vía
húmeda mediante molinos de bolas y el secado en los atomizadores, hasta la
obtención del polvo a una humedad conveniente para la operación de prensado.
Ilustración 10. Caldera de arcilla
FUENTE. (Instituto de Promoció Cerámica, 2000)

47
Preparación de la pasta o molturación
Una vez realizada la primera mezcla de los distintos componentes de la pasta
cerámica, ésta se somete por lo general a un proceso de molturación, que puede
ser vía seca (molinos de martillos o pendulares) ilustración 9 o vía húmeda
(molinos de bolas continuos o discontinuos) ilustración 10.
Ilustración 11. Tratamiento de las materias primas, reducción del tamaño por vía
seca
FUENTE. (Instituto de Promoció Cerámica, 2000)
El material resultante de la molturación presenta unas características distintas si
se efectúa por vía seca o por vía húmeda. En el primer caso se produce una
fragmentación, manteniéndose tanto los agregados como los aglomerados de
partículas, siendo el tamaño de partículas resultante (existen partículas mayores
de 300 micras) superior al obtenido por vía húmeda (todas las partículas son
menores de 200 micras). Al elegir el tipo de molturación a emplear, un factor
decisivo lo constituye el coste de la inversión a realizar en cada
caso.(www.uniovi.es/usr/fblanco/Leccion10.BaldosasCeramicas.pdf, 2016)

48
Ilustración 12. Molinos de bolas
FUENTE. (www.uniovi.es/usr/fblanco/Leccion10.BaldosasCeramicas.pdf, 2016)
Moldeado y conformación de la pieza
La siguiente fase fundamental del proceso de fabricación de baldosas cerámicas
es el moldeado o conformación. La mayoría de la oferta actual se fabrica por
prensado en semiseco (materia prima con un contenido de agua entre el 5 y el
7%) como se muestra en la ilustración 12 o por extrusión (materia prima bajo la
consistencia del barro con un contenido de agua entre el 14 y el 20%) ilustración
11. El proceso de colado es consustancial a la fabricación de sanitarios, vajillas y
productos cerámicos de geometrías complejas; en el caso de las baldosas, se
utiliza únicamente en piezas especiales destinadas a cenefas y otros elementos
decorativos, y consiste en el llenado de moldes de escayola con una dispersión
acuosa de las materias primas (Barro liquido) ilustración 13. (Instituto de Promoció
Cerámica, 2000)

49
Extrusión (A)
Ilustración 13. Extrusora para la conformación en estado Plástico (Barro)
FUENTE. (Instituto de Promoció Cerámica, 2000)
Prensado en Semiseco (B)
Ilustración 14. Prensa hidráulica
FUENTE. (Instituto de Promoció Cerámica, 2000)

50
Otros procesos de conformación (C)
Ilustración 15. Baldosa cerámica artesanal
FUENTE. “Cerámicas Antonio Alemán, baldosas de barro cocido, ladrillo rústico |
Ceramicas Antonio Aleman,” 2016)
Secado
Todos los procesos anteriores precisan incorporar agua para aprovechar la
plasticidad de la arcilla. Esa agua, independiente de que sobre la pieza cruda o se
ejecute algún tratamiento superficial, debe eliminarse antes del proceso de
cocción.
La regularidad y uniformidad en la operación de secado es fundamental, junto con
el modelado y la cocción para mantener constantes las dimensiones del producto
final, evita diferentes defectos derivados tanto de la falta de uniformidad del
secado como del exceso de agua en la pieza cruda inmediatamente antes de la
cocción, como es el ejemplo de secado vertical de bandejas. Ilustración 14.
.(www.uniovi.es/usr/fblanco/Leccion10.BaldosasCeramicas.pdf, 2016)

51
Ilustración 16. Secadero rápido vertical de bandejas
FUENTE. (Instituto de Promoció Cerámica, 2000)
.
Cocción del material
"La optimización del proceso de cocción debe comenzar con el establecimiento de
la curva ideal de temperaturas y tiempo, que permita evitar las roturas durante el
precalentamiento, cocción o enfriamiento. Estas roturas, son producidas por
tensiones derivadas de las diferencias de contracción/dilatación que tienen lugar
dentro de la pieza, que dependen a su vez, de los gradientes térmicos que en un
momento determinado puedan existir en el material, los cuales varían en función
de las reacciones endotérmicas o exotérmicas".(Cely, Bolívar, Santander, &
Evaluación, 2015)

52
Esmaltado o Decoración
El esmaltado consiste en la aplicación por distintos métodos de una o varias capas
de vidriado con un espesor comprendido entre 75-500 micras en total, que cubre
la superficie de la pieza. Este tratamiento se realiza para conferir al producto
cocido una serie de propiedades técnicas y estéticas, tales como:
impermeabilidad, facilidad de limpieza, brillo, color, textura superficial y resistencia
química y mecánica.
Los materiales cerámicos pueden someterse a una, dos o más cocciones. En el
caso de baldosas esmaltadas, pueden someterse a una cocción tras la aplicación
del esmalte sobre las piezas crudas (proceso de monococción), o someterse a una
primera cocción para obtener el soporte, al que se aplica el esmalte para
someterlo luego a una segunda cocción (proceso de bicocción). En algunos
materiales decorados se aplica una tercera cocción a menor temperatura.(Instituto
de Promoció Cerámica, 2000)
Clasificación y embalado
Por último con la etapa de clasificación y embalado finaliza el proceso de
fabricación del producto cerámico.
La clasificación se realiza mediante sistemas automáticas con equipos mecánicos
y visión superficial de las piezas. El resultado es un producto controlado en cuanto
a su regularidad dimensional, aspecto superficial y características mecánicas y
químicas, cumpliendo con la NTC 910;
Se eliminan los defectuosos (deformación, irregularidad de esmalte),
clasificándose por calidades según normas NTC 919 versión 2000, EN 14411 de
2007, ISO 13006.
Se embalan en cajas de cartón donde debe figurar el tipo, las dimensiones y la
calidad.

53
2.3.5 Generalidades de los esmaltes
Definición
Según (J.L. VICENTIZ, 2014) es un "Conjunto de materias que funden y vitrifican
al ser sometidas a una temperatura determinada. en conjunción con la sílice
incorporada o absorbida del propio soporte actúa como vitrificante, crea redes o
estructuras moleculares denominadas silicatos de acción irreversible" y se
clasifican de la siguiente manera:
Tipos de esmaltes
Esmaltes transparentes
Los esmaltes transparentes pueden ser incoloros (alcalinos y borácicos o con bajo
contenido de plomo, y feldespáticos), levemente coloreados - con un matiz
amarillento - si son de plomo, o coloreados si se le adicionan óxidos metálicos o
colorantes. Algunos esmaltes borácicos incoloros aplicados sobre arcilla roja
pueden dar coloraciones o visos azulados por reacción con el oxido de hierro
inherente en la propia arcilla. Ilustración 15.
Ilustración 17. Estructura esmaltes transparenta
FUENTE. (J.L. VICENTIZ, 2014)

54
Esmaltes opacos
Es el caso inverso a los transparentes. En ellos intervienen elementos
denominados opacificantes como el óxido de estaño, oxido de zirconio, oxido de
cerio. Arsénico, alúmina, etc. Estos opacificantes en la fusión desprenden
partículas de escasa capacidad de disolución, quedando en suspensión y sin
disolver en el magma del esmalte, opacificando la estructura del propio esmalte
por lo que la luz se refleja desde la propia superficie. Ilustración 16.
Ilustración 18. Estructura esmaltes opacos
FUENTE. (J.L. VICENTIZ, 2014)
Esmaltes semitransparentes, semiopacos, semimates y semibrillantes
Son los esmaltes que no alcanzan un intenso grado de transparencia,
opacificación, mateado o brillo. Estos esmaltes son muy adecuados cuando se
quiere resaltar ciertas zonas en la pieza, como texturas, bordes, etc., y muy en
particular cuando se aplican sobre arcillas rojas.
Este efecto intermedio se consigue con pequeñas adiciones de materias
opacificantes y mateantes anteriormente descritas. Conviene señalar que los
óxidos con características mateantes tienen también la particularidad de opacificar
principalmente a baja temperatura, por lo que una saturación de mateantes
provocará también la opacificación del esmalte.
55
Esmaltes craquelados
Se denominan también “cuarteados”, “escarchados” o de efecto “cracking”.
Pueden ser transparentes u opacos.
Son aquellos en los que una vez cocido el esmalte aparece en la superficie del
mismo una serie de finas grietas formando una red reticulada o malla más o
menos tupida. Afecta solo al esmalte.
Existen varios tipos de cuarteados : longitudinal, retardado, precoz, o por su
enfriamiento brusco. Estos más bien son defectos producidos por higroscopía del
soporte, elevada viscosidad del esmalte, desajuste entre ambos o por un
enfriamiento inadecuado.
Resistencia a la flexión o modulo de rotura: (INSTITUT DE PROMOCION,
2008)
Es la medida del esfuerzo en la fibra extrema que se desarrolla al someter una
viga a la flexión. Dada la esbeltez de la baldosa cerámica, con grandes
dimensiones de longitud y anchura respecto al grosor, la resistencia a la flexión,
aproxima a la resistencia mecánica de la pieza en su conjunto, ante agresiones de
diferente naturaleza: cargas dinámicas y estáticas, rodaduras e impactos.
Fuerza de rotura: relación directa con la carga aplicada sobre la baldosa, con un
coeficiente correcto que relaciona la distancia entre apoyos y la anchura de la
probeta, expresada en newton (N). El resultado del ensayo en función del grosor
de la baldosa s para un mismo tipo de material.
Modulo de Rotura: también denominado resistencia a la flexión, que se deduce
de la magnitud fuerza de rotura a través de una fórmula matemática -(fuerza de
rotura dividida por el cuadrado del grosor mínimo en la sección de rotura). El
resultado del ensayo, expresado en newton por milímetro cuadrado (N/m2),
aproxima a la resistencia mecánica de la baldosa cerámica.

56
Importancia de la determinación de la resistencia a la flexión o modulo de
rotura
La fuerza de rotura es una característica esencial que los fabricantes de baldosas
cerámicas, dada las exigencias de las piezas. La resistencia de flexión busca
caracterizar a la resistencia mecánica con la que cuenta cada baldosa o un lote
determinado.
Dentro de la investigación, la resistencia de flexión busca generar control de
calidad y aceptación en la propuesta para la elaboración de baldosas artesanales
tipo cerámica adicionando calamina, en la empresa alambre y mallas s.a.,
ayudando a determinar la mezcla adecuada para cumplir con la norma NTC 4123
y expectativas del mercado.
2.4 MARCO LEGAL O NORMATIVO
Debido al endurecimiento de la normativa medioambiental en todo el mundo, y
concretamente en la Unión Europea, es necesario que se produzcan cambios,
sobre todo en las industrias, que necesitan adaptar sus procesos industriales para
poder cumplir dicha normativa. A este endurecimiento de la normativa se suma el
aumento del interés social acerca del medioambiente.
"De acuerdo a la definición de la Ley General del Equilibrio Ecológico y Protección
al Ambiente (LGEEPA, Art. 3, Fracciones XXVI y XXVII), los residuos se definen
como cualquier material, generado en procesos de extracción, obtención,
transformación, producción, consumo, utilización, control o tratamiento, cuyas
características no permitan utilizarlo nuevamente en el proceso del que
proviene"(DOF, 2013). Esta normativa también los prescribe como aquellos
residuos en cualquier estado físico que por sus características corrosivas,
reactivas, explosivas, tóxicas, inflamables y biológicas, puedan causar algún
peligro para el equilibrio ecológico o el ambiente.

57
Normas oficiales mexicanas (NOM) en materia de residuos peligrosos y
transporte
NOM-043-ECOL-1993, Que establece los niveles máximos permisibles de emisión
a la atmósfera de partículas sólidas provenientes de fuentes fijas.
NOM-051-ECOL-1993, que establece el nivel máximo permisible en peso de
azufre, en el combustible líquido gasóleo industrial que se consuma por las
fuentes fijas en la Zona Metropolitana de la Ciudad de México.
NOM-001- ECOL- 1996, que establece los límites máximos permisibles de
contaminantes en las descargas de aguas residuales en aguas y bienes
nacionales
NOM-052-ECOL/1993, Que establece las características de los residuos
peligrosos, el listado de los mismos y los límites que hacen a un residuo peligroso
por su toxicidad al ambiente.
NOM-053-ECOL/1993, que establece el procedimiento para llevar a cabo la
prueba de extracción para determinar los constituyentes que hacen a un residuo
peligroso por su toxicidad al ambiente.
NOM-054-ECOL/1993, Que establece el procedimiento para determinar la
incompatibilidad entre dos o más de los residuos considerados como peligrosos
por la Norma Oficial Mexicana NOM-052-ECOL/1993:
NOM-002-SCT2-1994, Listado de las sustancias y materiales peligrosos más
usualmente transportados.
NOM-003-SCT2-1994, Características de las etiquetas de envases y embalajes
destinados al transporte de materiales y residuos peligrosos.
NOM-004-SCT2-1994, Sistema de identificación de unidades destinadas al
transporte terrestre de materiales y residuos peligrosos.
NOM-005-SCT2-1994, Información de emergencia para el transporte terrestre de
sustancias, materiales y residuos peligrosos.
NOM-006-SCT2-1994, Aspectos básicos para la revisión ocular diaria de la unidad
destinada al autotransporte de materiales y residuos peligrosos.

58
NOM-007-SCT2-1994, Marcado de envases y embalajes destinados al transporte
de sustancias y residuos peligrosos.
NOM-009-SCT2-1994, Compatibilidad para el almacenamiento y transporte de
sustancias, materiales y residuos peligrosos.
NORMA TÉCNICA COLOMBIANA NTC 6024
La presente norma técnica se basa en los principios fundamentales de la NTC-ISO
14024 “Etiquetas y declaraciones ambientales. Etiqueta ambiental Tipo I.
Principios y procedimientos” y tiene un enfoque integral de producto. Esto significa
que cubre, según sea aplicable, desde la extracción del recurso natural o materia
prima, el diseño, manufactura, ensamblaje, mercadeo, prestación de servicios,
distribución, venta, uso y finalmente la disposición final.
NTC 4321-5, Baldosas cerámicas. Parte 5: Método de ensayo para determinar la
resistencia al impacto por medio del coeficiente de restitución. (ISO 10545-5).
NTC 4321-6, Baldosas cerámicas. Parte 6: Método de ensayo para determinar la
resistencia a la abrasión profunda en baldosas no esmaltadas. (ISO 10545-6).
NTC 4321-7, Baldosas cerámicas. Parte 7: Método de ensayo para determinar la
resistencia a la abrasión superficial para baldosas vidriadas. (ISO 10545-7).
NTC 4321-8, Baldosas cerámicas. Parte 8: Método de ensayo para determinar la
expansión térmica lineal. (ISO 10545-8).
NTC 4321-9, Baldosas cerámicas. Parte 9: Método de ensayo para determinar la
resistencia al choque térmico. (ISO 10545-9).
NTC 4321-10, Baldosas cerámicas. Parte 10: Método de ensayo para determinar
la expansión por humedad. (ISO 10545-10).
NTC 4321-11, Baldosas cerámicas. Parte 11: Método de ensayo para determinar
la resistencia al cuarteo de baldosas esmaltadas. (ISO 10545-11).
NTC 4321-12, Baldosas cerámicas. Parte 12: Método de ensayo para determinar
la resistencia al congelamiento. (ISO 10545-12).

59
NTC 4321-13, Baldosas cerámicas. Parte 13: Método de ensayo para determinar
la resistencia química. (ISO 10545-13).
NTC 4321-14, Baldosas cerámicas. Parte 14: Método de ensayo para determinar
la resistencia a las manchas. (ISO 10545-14).
NTC 4321-15, Baldosas cerámicas. Parte 15: Método de ensayo para determinar
el plomo y el cadmio liberados por baldosas esmaltadas. (ISO 10545-15).
NTC 4321-16, Baldosas cerámicas. Parte 16: Determinación de las pequeñas
diferencias de color. (ISO 10545-16).
NTC 4321-17, Baldosas cerámicas. Parte 17: Métodos de ensayo para determinar
el coeficiente de fricción dinámico (DCOF) y la resistencia al deslizamiento.
NORMA TÉCNICA COLOMBIANA NTC 919, Establece los elementos más
relevantes en la clasificación, definición, caracterización y rotulado de las baldosas
cerámicas.
NORMA TÉCNICA COLOMBIANA NTC 4321-4, Establece el método para
determinar el modulo de rotura y la resistencia a la flexión, se lleva a cabo con un
equipo llamado marco de ensayo a flexión, mediante el cual se determina la
resistencia mecánica de la baldosa.
NORMA ISO 13006 / 10545, Definición, clasificación y características del
revestimiento ceramio entre ellas se resalta el ESMALTES VÍTREOS DE
COBERTURA "frittas".
NORMAS TÉCNICA COLOMBIANA 14000, permite reconocer cada uno de los
impactos ambientales generados por las actividades, productos o servicios de una
industria, además de implementar objetivos y metas ambientales. Está constituida
por 10 capítulos en los que encontramos: Los elementos de un sistema de gestión,
Términos y definiciones, Contexto de la organización, Liderazgo, Planificación,
Apoyo, Operación, Evaluación del desempeño y Mejora.
60
BS7750,Sistemas de gestión ambiental es el plano partida para la ISO 14000. La
BS 7750 se diseñó para asegurar que las prácticas de gestión ambiental de una
compañía sean congruentes con las metas establecidas y que su conformidad
puede ser confirmada por terceras partes.
DECRETO 838/2005, Disposición en rellenos sanitario
RESOLUCIÓN 8321/83 M.S., ruido en salud
RESOLUCIÓN 627/06 MA, ruido ambiental
EL DECRETO 2041 DE 2014, Licencias Ambientales
RESOLUCION. 0958/05, formato único de solicitud de licencia
DECRETO 1609/02 M.T., Transporte de residuos peligros
DECRETO 1299/08, Departamento de gestión ambiental en Industrias
NORMA TÉCNICA COLOMBIANA NTC 4321 (2015-11-18), Esta norma define un
método de ensayo para determinar el módulo de rotura y la resistencia a la flexión
de todas las baldosas cerámicas.
NORMA EN 14411, Contempla dos magnitudes para evaluar la resistencia
mecánica, La fuerza de rotura y el modulo de rotura.
NORMA INTERNACIONAL ISO 10545-4, establece un método de ensayo para la
determinación de la resistencia a la flexión o modulo de rotura, y la fuerza de
rotura para todo tipo de baldosa cerámica.
2.5 MARCO CONCEPTUAL (Glosario)
REBABA DE ACERO
Residuos provenientes de las operaciones de barrenado y esmerilado, sobrante
de una pieza realizada por moldeo y que se elimina con la pulimentación de la
pieza.
ESMERILADO
Es una operación con la que se trata de conseguir unas superficies con
irregularidades superficiales muy bajas.

61
BARRENADO
Operación de mandrinado de uno o más agujeros efectuada con el fin de
garantizar su coaxilidad y la uniformidad de sus diámetros
AZULEJO
Baldosa cerámica no vitrificada, cuya superficie está esmaltada, empleada en
suelos de poco desgaste.
TREFILACIÓN
La operación de conformación en la reducción de sección de un alambre o varilla
haciéndolo pasar a través de un orificio cónico practicado en una herramienta
llamada hilera o dado.
LAMINACIÓN
El laminado o proceso de laminación es un proceso de deformación, en el cual se
reduce el espesor de un material mediante fuerzas de compresión ejercidas por
rodillos opuestos
VITROFUSION
Son numerosas técnicas donde se utiliza el horno para fundir dos o más vidrios
con el fin de confeccionar una pieza.
VIDRIO
Es una disolución sólida de varios silicatos de sodio, calcio, plomo, obtenidos por
fusión a elevada temperatura. Una vez enfriada la masa adquiere el estado
amorfo, es dura, transparente o traslúcida, frágil y resistente mecánica y
químicamente.
PASTA DE BALDOSA
Es un tipo de mezcla constituida por arcilla, desgrasante, y fundente. El
desgrasante, también denominado aplástico o antiplástico, disminuye la
plasticidad natural de la arcilla, reduce la formación de tensiones y grietas en el
proceso de secado, anterior a la cocción. Además, el fundente permite conseguir
una mejor vitrificación, con la disminución de la porosidad, o consiguiendo la
misma porosidad a menor temperatura de cocción.
62
DESGRASANTE
Se llama desgrasante, desengrasante, elemento magro o antiplástico a todo
aditivo corrector no plástico, orgánico e inorgánico, que se agrega a la arcilla para
evitar una plasticidad excesiva. Los desgrasantes aportan mejor resistencia en
crudo (facilitando la manipulación de la arcilla) y le permiten soportar los cambios
de temperatura durante la cocción.
FUNDENTE
Es un producto químico usado en proceso de soldar y en la fabricación de placas y
otros componentes electrónicos. Sirve para, entre otras funciones, aislar del
contacto del aire, disolver y eliminar los óxidos que pueden formarse y favorecer el
“mojado” del material base por el metal de aportación fundido, consiguiendo que el
metal de aportación pueda fluir y se distribuya en la unión.
CERÁMICA
La cerámica se puede definir como materiales inorgánicos no metálicos. Son de
naturaleza típicamente cristalina y son compuestos formados de elementos
metálicos y no metálicos. Es una técnica de modelar la arcilla y cocerla en un
horno como mínimo a 500ºC para que adquiera dureza.
PIEZAS ESMALTAS
Es el baña completamente en esmalte cerámico que recibe las piezas de arcilla, el
cual se vuelve transparente al cocerse en el horno y da el verdadero color y brillo
final a las piezas y su pintura.
BARBOTINA O CALAGE
También llamada arcilla o caolín en polvo, cerámicas por excelencia tanto por su
variedad como por sus amplias aplicaciones industriales
SILICATO DE SODIO
También conocido como vidrio soluble, es una sustancia inorgánica, de fórmula
Na2SiO3 que se encuentra en soluciones acuosas y también en forma sólida en
muchos compuestos, entre ellos el cemento, impermeabilizadores, refractores, y
procesos textiles.
63
CARBONATO DE SODIO
Es una sal blanca y translúcida de fórmula química Na2CO3, usada entre otras
cosas en la fabricación de jabón, vidrio y tintes.
SERIGRAFIA
Es una técnica de impresión empleada en el método de reproducción de
documentos e imágenes sobre cualquier material, y consiste en transferir una tinta
a través de una malla tensada en un marco.
DEFLOCULANTES
Es un aditivo que causa una dispersión más estabilizada y evita que se aglomeren
las partículas finas, manteniéndolas en suspensión y modificando el
comportamiento reológico de las pastas. Lo que consigue en realidad es que las
pastas adquieran un estado de viscosidad adecuada con la menor cantidad de
agua. El proceso actúa cambiando las cargas eléctrica, causando un incremento
en las fuerzas repulsivas por cargas eléctricas evitando que se atraigan o
impidiendo la aproximación histérica entre partículas.
SINTERIZACIÓN
Es el tratamiento térmico de un polvo o compactado metálico o cerámico a una
temperatura inferior a la de fusión de la mezcla, para aumentar la resistencia
mecánica de la pieza, ya que se ha aumentado el tamaño de grano.

64
3 DISEÑO METODOLÓGICO
3.1 DISEÑO DE LA INVESTIGACIÓN
El trabajo busca determinar la relación óptima que existe entre la variable
independiente "porcentaje de calamina" y la variable dependiente "resistencia a la
flexión o módulo de rotura", esto mediante pruebas que permitan definir dichas
variables, siendo así una investigación de tipo experimental.
Lo ideal es mostrar la reutilización de desechos sólidos como la calamina para
disminuir costos de tratamiento de residuos peligrosos, aumentar la rentabilidad de
la compañía ALMASA S.A y contribuir con la minimización de emisiones nocivas
para el ambiente.
3.2 ENFOQUE DE LA INVESTIGACIÓN
El enfoque de la investigación es cuantitativo; se realizan diferentes pruebas de
resistencia a la flexión o módulo de rotura que permiten estimar la influencia de la
“calamina” al mezclarla con arcilla para fabricar baldosas de cerámica. Los
resultados se agrupan para así ser analizados de manera factible para tomar la
mejor decisión respecto al porcentaje de calamina más óptimo y así cumplir con
el objetivo.
3.3 TIPO DE INVESTIGACIÓN
El tipo de investigación es de carácter experimental debido a que se basó en
teorías, análisis, observaciones y pruebas de laboratorio que hacen posible
determinas las variables dependientes (flexión, módulo de rotura) y las
independientes (Porcentaje de calamina) para diagnosticar propiedades de
calamina en las tabletas de cerámica.

65
3.4 TÉCNICA DE RECOLECCIÓN DE LA INFORMACIÓN
3.4.1 Fuentes primarias
La información imprescindible se obtuvo a través del Coordinador de seguridad
Industrial y salud ocupacional de la empresa ALMASA S.A Robinson Reyes
Ramírez, quien conoce a cabalidad cada uno de los procesos desarrollados en la
compañía y el almacenamiento, tratamiento y manejo de los desechos derivados
de esta labor “calamina”.
3.4.2 Fuentes secundarias
Se desarrolló una recopilación de la mejor información respecto al tema, por
medios físicos, documentales, y magnéticos, lo cual incluyo teorías generales,
normatividad, conceptos y procesos que ayudaron a dar solución al problema del
presente proyecto mediante análisis y conclusiones. Todo esto a través de libros,
páginas de internet, revistas especializadas en el tema, artículos científicos, y
trabajos de con relación con el tema de estudio.
3.5 HIPÓTESIS
3.5.1 Hipótesis alternativa
El módulo de rotura debe ser proporcional al porcentaje de calamina adicionado
en las probetas para baldosas de cerámica, se trabaja al 3,5 y 7%.
.Al adicionar el porcentaje de calamina en un intervalo de 3% al 7% en la mezcla
de elaboración de las baldosas artesanales cerámicas, esta ira aumentara
proporcionalmente la resistencia de flexión o modulo de rotura.
3.5.2 Hipótesis nula
Al adicionar el porcentaje de calamina en un intervalo de 3% al 7% en la mezcla
de elaboración de las baldosas artesanales cerámicas, esta aumentara
proporcionalmente a la resistencia de flexión o modulo de rotura.

66
3.6 VARIABLES
3.6.1 Variables independientes
Porcentaje de “calamina”
3.6.2 Variables que intervienen en el proceso
Tiempo
Temperatura
3.6.3 Variables dependientes
flexión o modulo de rotura
Dureza de la mezcla
3.7 OPERACIÓN DE VARIABLES
Tabla 3. Variables del proceso
TIPOS VARIABLES DEFINICION MAGNITUD UNIDADES
Independientes
Porcentaje de calamina
Proporción de la calamina
M %
Dependientes flexión o modulo de rotura
Es la resistencia mecánica ante agresiones como cargas dinámicas y estáticas, rodaduras e impactos
F/A
variables que intervienen
Tiempo
Magnitud física que permite medir la duración de los objetos sujetas a cambios.
t Min
Temperatura Contenido de la energía interna de las moléculas
T °C
FUENTE. Autores, Donde M(Masa), F(Fuerza), A(Área), t(Tiempo),
T(Temperatura).

67
3.8 PROCEDIMIENTO DE LA INFORMACIÓN
De acuerdo a La información obtenida se estudian las características de la
calamina y se define qué atributos le puede proporcionar este residuo a las
tabletas de cerámica, además se analizan los beneficios obtenidos para la
compañía con la reutilización del residuo respecto a costos y disminuir el daño al
medio ambiente.
La estimación de los datos mediante pruebas de laboratorio serán contundentes a
la hora de decidir qué porcentaje de calamina brinda más y mejores propiedades
físicas y químicas a la mezcla a la hora de realizar las tabletas dando respuesta y
despejando la incertidumbre de la variable independiente.
4 RESULTADOS
4.1 CARACTERIZACIÓN DE LOS MATERIALES UTILIZADOS PARA EL
DISEÑO EXPERIMETAL.
CALAMINA
El residuo es adquirido directamente de la metalmecánica Alambre Y Mallas S.A.,
quien nos brinda las generalidades de los productos así como su composición
química y física estandarizada por el área de Calidad. Dichas propiedades se
reúnen en la Tabla 17.

68
Tabla 4. Propiedad fisicoquímico de la calamina
PARAMETRO UNIDADES RESULTADO
Textura N/A Frágil y poco flexible
Color N/A Gris azulado
Humedad % 0,63
pH Unidades 6,00
Grasas y Aceites mg/L 462,90
Corrosividad - No corrosivo
Densidad g/ml 2,12
Hierro total g/ml 7,75
Arsénico g/ml <0,006
Bario g/ml <0,2
Cadmio g/ml <0,07
Cromo total g/ml <0,02
Niquel g/ml <0,3
Plata g/ml <0,06
Selenio g/ml <0,005
Mercurio g/ml <0,002
Plomo g/ml <0,40
Oxido Férrico g/ml 7,8
Oxido Ferroso g/ml 1,4
FUENTE. Ficha Técnica del área de calidad de la empresa Alambre y Mallas s.a.-
Almasa
ARCILLA
Una de las características más importantes a evaluar en las arcillas es la
composición química y mineralógica, dado que influye directamente en las
propiedades de los cerámicos. Por ejemplo, arcillas con alto contenido de caolinita
permiten obtener productos cerámicos con carácter refractario, coloración clara y
buena resistencia mecánica. Altos contenidos de illita y montmorillonita confieren
bastante plasticidad a las pastas cerámicas,

69
lo que se traduce en un fácil conformado de las piezas, pero también gran
concentración de estas durante el secado y la sinterización, lo cual puede llevar a
la formación de grietas.Por lo anterior, se determina que por su composición la
arcilla más adecuada para fabricación de baldosas Artesanales Cerámicas es la
que se ha denominada Roja.
Según investigaciones previas realizadas por (Escuela Nacional de Minas
(Colombia) et al., 2011), la arcilla roja cuentas con las siguientes propiedades,
objetivas al proceso.
Composición mineralógica y química mediante Difracción y Fluorescencia de
Rayos X
Ilustración 19. Difractogramas de las arcillas (Q: cuarzo, K: caolinita, I: illita, H:
hematita, A: anatasa, M: montmorillonita)
Las arcillas Amarilla Y Cascajo por sí solas, no son las más apropiadas para la
fabricación de este tipo de cerámicos. La arcilla Amarilla porque excede el nivel de
SiO2 y no alcanza el nivel de Al203 requerido, y la arcilla C por no alcanzar los
niveles de sílice especificados (un contenido de SiO2 entre 50 y 60%, así como
entre 20 y 30 % de Al203). Como se muestra en la ilustración 18.

70
Estabilidad de las pulpas arcillosas
Ilustración 20. Potencial zeta de las arcillas
La estabilidad de la arcilla Roja sólo alcanza a considerarse como moderada, con
valores de potencial zeta entre 31 y 40 mV. Por tanto es evidente la necesidad de
usar un dispersante. La adición de pirofosfato de sodio aumenta el potencial zeta,
alcanzándose una buena estabilidad, con valores entre 41 a 50 mV en todos los
casos. Ilustración 19.
Análisis Granulométrico
Ilustración 21. Distribución granulométrica de las arcillas
Considerando la fracción arenosa de un suelo como aquella parte del material que
posee un tamaño de partícula mayor o igual a 20 micrómetros , se dedujo que las
fracciones arenosas de la arcilla Roja esta en un 20%

71
Ilustración 22. Curvas ATD y TG de las arcillas
La formación de mullita por encima de los 950ºC fue confirmada por difracción de
rayos X, tal como se observa en el difractograma de la ilustración 19
(correspondiente al cerámico obtenido con la arcilla Roja luego de su cocción a
1050ºC).
Ilustración 23. Difractograma de la arcilla roja cocida a 1050ºC
Plasticidad
Los límites de Atterberg, comprenden Límite líquido, límite plástico e índice de
plasticidad de las arcillas, se presentan en la tabla 5. Con estos parámetros se
puede conocer si la plasticidad de cada arcilla es baja, media o alta, ubicándolos
sobre el diagrama de Casagrande, como se observa en la gráfica 2

72
Tabla 5. Límites de Atterberg para las arcillas puras
Grafica 1. Diagrama de casagrande C ▲) y R ●))
Se ubicaron en el rango de arcillas inorgánicas de mediana plasticidad, con índice
de plasticidad superior a 10%, por lo cual se pueden considerar como apropiadas
para la fabricación de cerámicos.
4.2 DISEÑO EXPERIMENTAL
Se seleccionan 7 probetas de a de acuerdo a la información suministrada en la
NTC 4321, donde define que son 15 probetas por porcentaje pero debido a que
las baldosas se realizan artesanalmente se acuerda con el tutor en elaborar esta
cantidad (7 probetas) con las cuales se define el porcentaje de calamina más
óptimo.

73
Inicialmente se manejan porcentajes de calamina de 0 a 14%, pero a medida que
se elaboran las pruebas con los diversos porcentajes se determina que al 1% y
2% es una cantidad no apreciativa a comparación con el 3%; el 8% en adelante se
hace inmanejable la mezcla debido a que se forman con una mayor facilidad
bolsas de aire y aglutinaciones de calamina.
Teniendo seleccionada la materia prima se procede a preparar la mezcla
utilizando:
Material
Calamina con las propiedad fisicoquímico de la Ilustración 17
Arcilla Roja
Agua
Equipo
Recipiente plástico para el agua
Recipiente plástico para la mezcla
Molde de madera con las Dimensiones seleccionadas
(200mm*150mm*12mm)
Base de madera para el soporte de la estructura
Regla
Balanza (Gramera)
La pasta fue preparada con arcilla roja y con los diferentes porcentajes de
definidos de calamina, buscando obtener la mayor homogeneidad del compuesto
para poder definir su caracterización. Todas las pastas fueron preparadas,
conformadas, secadas, sinterizadas y caracterizadas conforme se describe a
continuación:

74
4.2.1 Descripción del proceso experimental
Mezclado
Cada uno de los porcentajes de la mezcla se define con ayuda de una gramera
facilitada en el laboratorio de química de la universidad de Distrital, con el fin de
Conformar una pasta con la consistencia correspondiente para que permita su
manipulación y unificación con la calamina.
Moldeo
Su elaboración es manual, muy sencilla y de bajo costo. Se utiliza un molde de
madera, vendrá complementado con una base independiente y cumple con la
función de soportar la estructura en la primera etapa de secado. Se emplea el
molde mojado y se espolvorea con caolín para evitar que se adhiera a la
estructura, se adiciona la pasta suficiente para cubrir el molde completamente y
con apoyo de una regla se alisa la cara descubierta, es importante resaltar que la
regla debe estar húmeda para facilitar el proceso.
Desmolde y Secado
El proceso de desmolde de la pieza se debe hacer con mucho cuidado, separando
inicialmente una de sus esquinas facilitando la siguiente etapa, una vez separada
la baldosa del molde se deja secar durante 8 días hábiles al aíre libre para facilitar
su manipulación, eliminado los primeros porcentajes de agua y endureciéndola
baldosa lo suficiente, para evitar su fragmentación al exponerla al proceso de
cocción en el horno.
Cocción
Se lleva a cabo en una mufla, marca Acequilabs MF 2006.Las condiciones
operacionales para esta etapa fueron seleccionadas de acuerdo a la grafica curva
de cocción propuesta a continuación.

75
Gráfica 2. Curva de cocción propuesta
FUENTE. Autores
En la curva propuesta (Grafica # 1) se planteó que:
Durante la etapa de precalentamiento, el tiempo de aumento de la
temperatura sea alrededor de 20 minutos con una permanecía de 10
minutos a 150°C, con el fin de evaporar la humedad residual.
En la segunda etapa se propuso aumentar la temperatura gradualmente
durante 260 minutos hasta alcanzar los 650°C, con el fin de descomponer
por completo el material arcilloso, disociar los hidróxidos de hierro y evitar el
incremento de la masa , además disminuir la inflexión entre los 500° C y los
650°C, ocasionada por el cuarzo.
Entre las temperaturas de 650°C a 900°C, se propuso que el calentamiento
tenga una duración de 130 minutos, una vez alcanzado este set point se
mantenga durante 10 minutos y así controlar el leve pico endotérmico.

76
Por último, se propuso un tiempo de calentamiento de 160 minutos, entre
los 900°C a 1200°C o la temperatura final a la que se vaya a trabajar y una
mesa de cocción de 10 minutos en la temperatura máxima para controlar el
pico exotérmico desarrollado a partir de 1050°C, aumentando sus
características mecánicas.
Cálculos de dosificación del porcentaje de calamina
Se calcula el porcentaje de calamina con base en el peso y la materia prima que
conforma la baldosa básica (arcilla-agua) sin contenido de calamina, luego de la
primera fase de secado. A continuación se representa el modelo al 100% de la
materia.
Peso Calamina = g de arcilla (peso de la baldosa base) X % de Calamina /
100%
En la tabla Resumen de dosificación se muestra las cantidades utilizadas para la
elaboración de la mezcla de arcilla roja, el residuo de la metalmecánica Almasa
s.a. (Calamina) y agua, para la producción de baldosas artesanales tipo cerámica.

77
Tabla 4. Resumen de dosificación por muestra
FUENTE. Autores
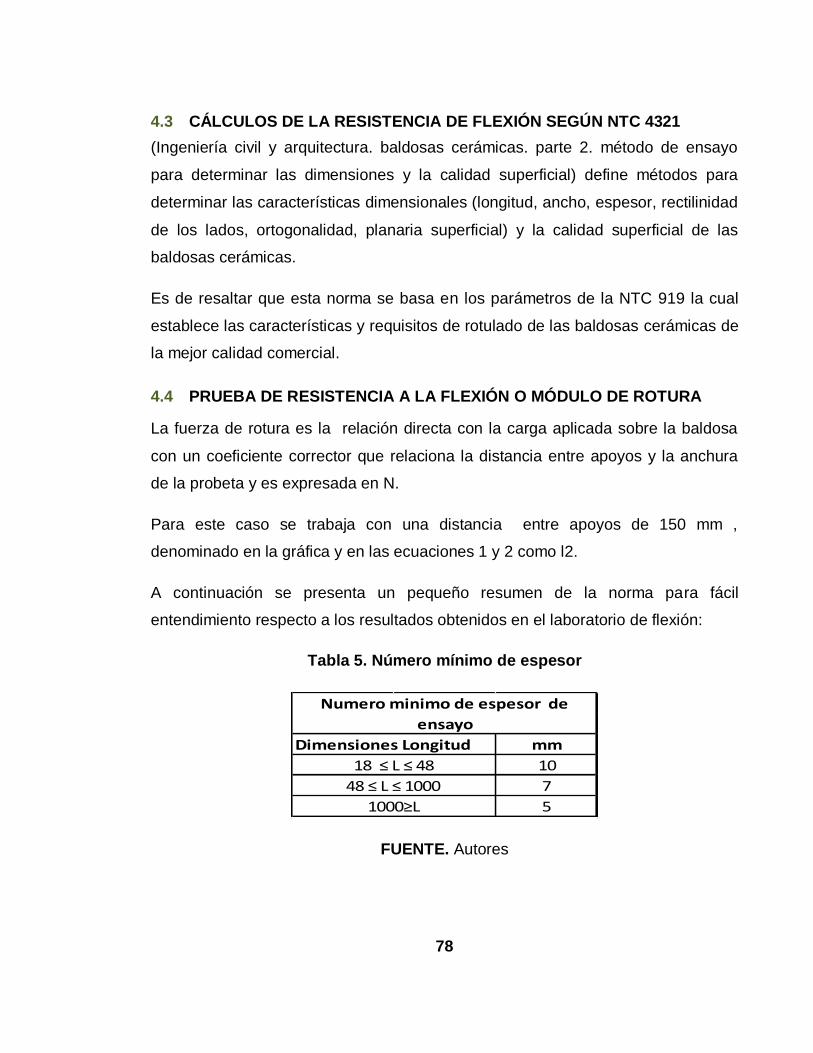
78
4.3 CÁLCULOS DE LA RESISTENCIA DE FLEXIÓN SEGÚN NTC 4321
(Ingeniería civil y arquitectura. baldosas cerámicas. parte 2. método de ensayo
para determinar las dimensiones y la calidad superficial) define métodos para
determinar las características dimensionales (longitud, ancho, espesor, rectilinidad
de los lados, ortogonalidad, planaria superficial) y la calidad superficial de las
baldosas cerámicas.
Es de resaltar que esta norma se basa en los parámetros de la NTC 919 la cual
establece las características y requisitos de rotulado de las baldosas cerámicas de
la mejor calidad comercial.
4.4 PRUEBA DE RESISTENCIA A LA FLEXIÓN O MÓDULO DE ROTURA
La fuerza de rotura es la relación directa con la carga aplicada sobre la baldosa
con un coeficiente corrector que relaciona la distancia entre apoyos y la anchura
de la probeta y es expresada en N.
Para este caso se trabaja con una distancia entre apoyos de 150 mm ,
denominado en la gráfica y en las ecuaciones 1 y 2 como l2.
A continuación se presenta un pequeño resumen de la norma para fácil
entendimiento respecto a los resultados obtenidos en el laboratorio de flexión:
Tabla 5. Número mínimo de espesor
Dimensiones Longitud mm
10
7
5
18 ≤ L ≤ 48
48 ≤ L ≤ 1000
1000≥L
Numero minimo de espesor de
ensayo
FUENTE. Autores

79
Lo ideal según la norma es analizar mínimo 5 resultados aceptables, a partir de
esto se debe ensayar una segunda muestra que conste de dos veces el primer
número de baldosas. Para determinar la resistencia a la flexión se utiliza la
siguiente fórmula:
S= (1)
Donde
F= carga de rotura por flexión en N
L2 = espacio en mm entre las barras
b = ancho del espécimen
El Modulo de rotura se allá a partir de:
R= (2)
H= espesor mínimo del espécimen en mm
El ensayo debe basarse en los siguientes parámetros:
descripción de la baldosa
número de especímenes de ensayo
carga de rotura
carga de rotura promedio, resultados de flexión
valor promedio de módulo de rotura
de ser necesario nota de ensayo donde especifique que la baldosa fue
cortada
4.4.1 Resultados prueba de flexión
Para poder analizar el comportamiento de la arcilla y el residuo de la empresa
Almasa S.A.,( la calamina) se realiza el ensayo de la resistencia a la flexión o
módulo de rotura para esto se utiliza la maquina universal de ensayos referencia
UH 50-A, SHIMATZU, la cual es suministrada por el laboratorio de mecánica de la
Universidad Distrital Francisco José de Caldas.
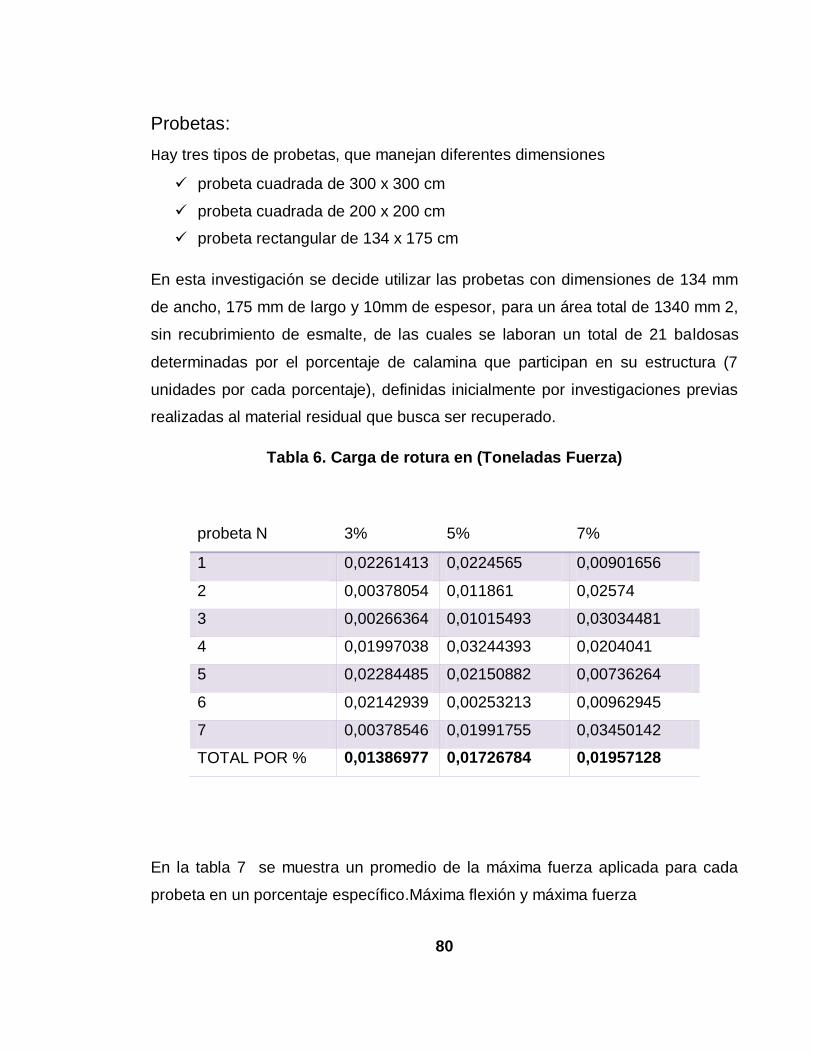
80
Probetas:
Hay tres tipos de probetas, que manejan diferentes dimensiones
probeta cuadrada de 300 x 300 cm
probeta cuadrada de 200 x 200 cm
probeta rectangular de 134 x 175 cm
En esta investigación se decide utilizar las probetas con dimensiones de 134 mm
de ancho, 175 mm de largo y 10mm de espesor, para un área total de 1340 mm 2,
sin recubrimiento de esmalte, de las cuales se laboran un total de 21 baldosas
determinadas por el porcentaje de calamina que participan en su estructura (7
unidades por cada porcentaje), definidas inicialmente por investigaciones previas
realizadas al material residual que busca ser recuperado.
Tabla 6. Carga de rotura en (Toneladas Fuerza)
probeta N 3% 5% 7%
1 0,02261413 0,0224565 0,00901656
2 0,00378054 0,011861 0,02574
3 0,00266364 0,01015493 0,03034481
4 0,01997038 0,03244393 0,0204041
5 0,02284485 0,02150882 0,00736264
6 0,02142939 0,00253213 0,00962945
7 0,00378546 0,01991755 0,03450142
TOTAL POR % 0,01386977 0,01726784 0,01957128
En la tabla 7 se muestra un promedio de la máxima fuerza aplicada para cada
probeta en un porcentaje específico.Máxima flexión y máxima fuerza

81
La máquina universal impone la deformación a una velocidad seleccionable. La
fuerza aplicada se define a través de la mordaza en toneladas fuerza (tf) , y la
máxima flexión se define en milímetros resultando así una tabla de datos,
donde tenemos una relación de la carga y el estiramiento del material como lo
muestra la siguiente tabla( tabla 8).
Tabla 7. Resultados de flexión para probeta con 3% de calamina
Symbol Max-Load Deflexion Max
Dimension kN mm
1 0,42365 0,446
2 0,08041 0,025
3 0,22163 0,256
4 0,46484 0,81
5 0,46287 0,835
6 0,60997 1,122
7 0,58644 0,634
FUENTE. Autores
Tabla 8. Resultados de flexión para probeta con 5% de calamina
Symbol Max-Load Deflexion Max
Dimension kN mm
1 0,55898 1,13
2 0,47072 1,591
3 0,43149 1,305
4 0,65901 0,928
5 0,62763 1,138
6 0,10003 0,736
7 0,47464 0,794
FUENTE. Autores
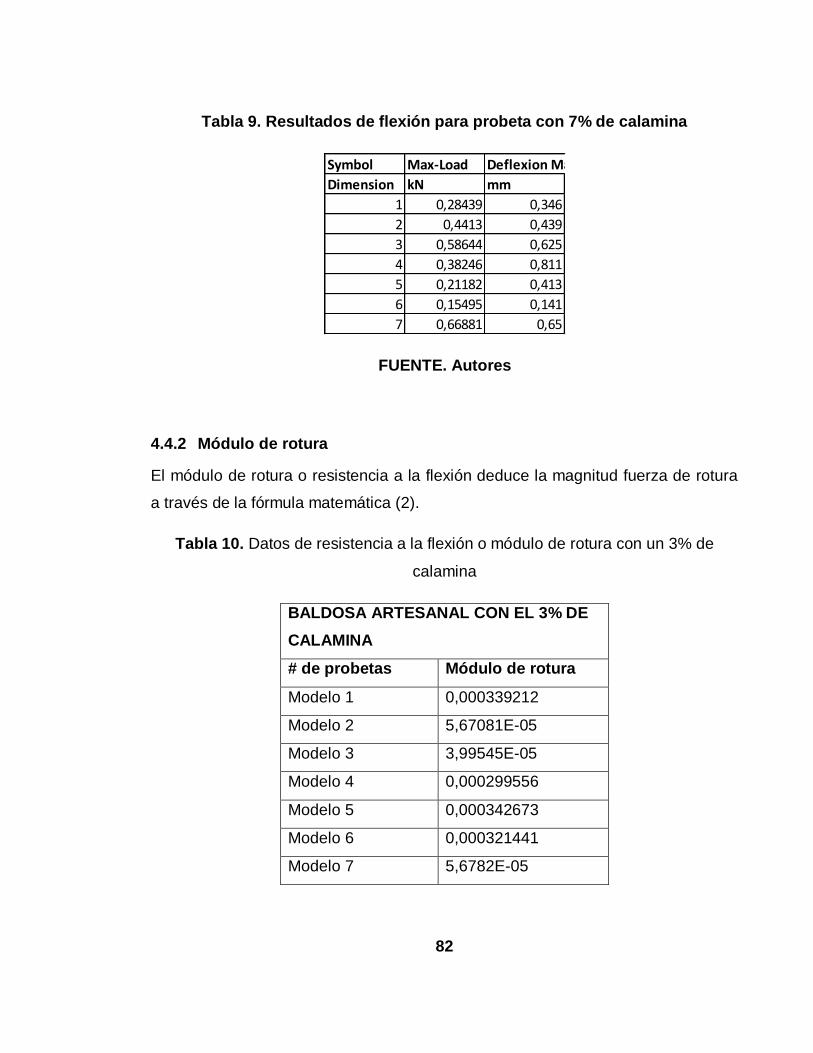
82
Tabla 9. Resultados de flexión para probeta con 7% de calamina
Symbol Max-Load Deflexion Max
Dimension kN mm
1 0,28439 0,346
2 0,4413 0,439
3 0,58644 0,625
4 0,38246 0,811
5 0,21182 0,413
6 0,15495 0,141
7 0,66881 0,65
FUENTE. Autores
4.4.2 Módulo de rotura
El módulo de rotura o resistencia a la flexión deduce la magnitud fuerza de rotura
a través de la fórmula matemática (2).
Tabla 10. Datos de resistencia a la flexión o módulo de rotura con un 3% de
calamina
BALDOSA ARTESANAL CON EL 3% DE
CALAMINA
# de probetas Módulo de rotura
Modelo 1 0,000339212
Modelo 2 5,67081E-05
Modelo 3 3,99545E-05
Modelo 4 0,000299556
Modelo 5 0,000342673
Modelo 6 0,000321441
Modelo 7 5,6782E-05

83
La tabla 11 muestra los datos de resistencia a la flexión obtenidos en el área de
laboratorio de resistencia de materiales, en la universidad Distrital. Ensayo en el
cual se mantiene el porcentajes de 3% de calamina en la mezcla de elaboración
de los baldosas, con el objetivo de estimar las nuevas características mecánicas
que adquiere el material compuesto.
Tabla 11. Datos de resistencia a la flexión o módulo de rotura con un 5% de
calamina
BALDOSA ARTESANAL CON EL 5%
DE CALAMINA
# de probetas Módulo de rotura
Modelo 1 0,00033685
Modelo 2 0,00017792
Modelo 3 0,00015232
Modelo 4 0,00048666
Modelo 5 0,00032263
Modelo 6 3,7982E-05
Modelo 7 0,00029876
La tabla 12 muestra los datos de resistencia a la flexión obtenidos en el área de
laboratorio de resistencia de materiales, en la universidad Distrital. Ensayo en el
cual se manteniendo el porcentajes de 5% de calamina en la mezcla de
elaboración de los baldosas, con el objetivo de estimar las nuevas características
mecánicas que adquiere el material compuesto.

84
Tabla 12. Datos de resistencia a la flexión o módulo de rotura con un 7% de
calamina
BALDOSA ARTESANAL CON EL 7%
DE CALAMINA
# de probetas Módulo de rotura
Modelo 1 0,00013525
Modelo 2 0,0003861
Modelo 3 0,00045517
Modelo 4 0,00030606
Modelo 5 0,00011044
Modelo 6 0,00014444
Modelo 7 0,00051752
La tabla 13 muestra los datos de resistencia a la flexión obtenidos en el área de
laboratorio de resistencia de materiales, en la universidad Distrital. Ensayo en el
cual se mantiene el porcentaje de 7% de calamina en la mezcla de elaboración de
los baldosas, con el objetivo de estimar las nuevas características mecánicas que
adquiere el material compuesto.

85
4.5 GRÁFICAS DE LA RESISTENCIA A LA FLEXIÓN O MÓDULO DE
ROTURA POR MUESTRA
Gráfica 3. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
0% de calamina
Gráfica 4. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
3% de calamina

86
Gráfica 5. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
5% de calamina
Gráfica 6. Esfuerzo en kpa vs deformación para una baldosa de cerámica con
7% de calamina

87
4.6 RESULTADOS COMPARTIVOS A LA FLEXIÓN O MÓDULO DE ROTURA
Tabla 13. Comparación entre resultados de flexión y fuerza de rotura
Symbol Max-Load Deflexión
Max Max-Load
Deflexión
Max Max-Load
Deflexión
Max
Dimensión kN Mm kN mm kN mm
1 0,42365 0,446 0,55898 1,13 0,28439 0,346
2 0,08041 0,025 0,47072 1,591 0,4413 0,439
3 0,22163 0,256 0,43149 1,305 0,58644 0,625
4 0,46484 0,81 0,65901 0,928 0,38246 0,811
5 0,46287 0,835 0,62763 1,138 0,21182 0,413
6 0,60997 1,122 0,10003 0,736 0,15495 0,141
7 0,58644 0,634 0,47464 0,794 0,66881 0,65
promedio 0,40711571 0,589714286 0,47464286 1,08885714 0,39002429 0,48928571
Tabla 14. Comparación promedio entre resultados de flexión y fuerza de
rotura
COMPARACION FLEXION MAX
Max-Load Deflexión Max
kN mm
3% 0,49677786 0,611857143
5% 0,45194679 0,600785714
7% 0,47436232 0,606321429
En la tabla 15 se evidencia que la variación de flexión para los porcentajes de 3,5
y 7% no es muy alta, difieren entre 0,06 y 0,1 mm, en relaciona esto el porcentaje
más óptimo fue el del 3% que resistió mayor fuerza en KN, además de que obtuvo
una mayor deformación.

88
Si se compara la tabla anterior con los resultados para la baldosa sin adición de
calamina (tabla 5) se evidencia que no varían mucho los resultados del laboratorio
para la flexión se altera solo en 0,1738571 mm y fuerza 0,02 KN.
Tabla 15. Resultados para baldosa con 0% de calamina
Symbol Max-Load Deflexion Max
Dimension kN mm
1 0,4766 0,438
5 CONCLUSIONES
En el laboratorio de flexión se determina el módulo de rotura y fuerza a la flexión
donde se define que la adición de calamina en porcentajes de 3, 5 y 7% no genera
un valor agregado a las propiedades físico químicas de la baldosa.
La elaboración de la baldosas se hace de forma artesanal, para esto se define
que el mejor tipo de arcilla es la arcilla roja debido a su composición química y
mineralógica, esto afecta directamente la calidad de los cerámicos.
En el proceso se observa que la manipulación y forma de secado afecta mucho a
las propiedades de las baldosas, el tiempo promedio de secado para dicho
producto fue de 8 días a temperatura ambiente y curva de cocción entre un rango
de (150*C- 1200*C) en un tiempo propuesto de 10 horas.
De acuerdo a la NTC 4321 se establece que el mejor diseño de la baldosa para
realizar la prueba de flexión es de medidas. 175mm, 134mm y 10mm de espesor.
El porcentaje de calamina más óptimo para utilizar en las baldosas es del 3% ya
que según las pruebas de laboratorio permite una mayor flexión medida en mm y
fuerza a la rotura.
la calamina no genera ninguna variación en las propiedades físico químicas de la
baldosa pero, si se observa desde la parte ambiental el proyecto es viable ya que
el trato que se le debe dar al residuo de la calamina, es de residuo peligroso
debido a que se compone por óxido de hierro que se forma por la oxidación del
acero , este desecho tiene impactos ambientales graves tales como afectación al
agua o contaminación hídrica , afectación atmosférica por emisión de partículas ,

89
afectación paisajística , afectación del suelo el reciclaje y reutilización de este
compuesto puede minimizar en gran medida el impacto ambiental , además de
que el tratamiento para este tipo de residuos debe ser especial por lo que hay que
pagar a una compañía para que los recoja con esta opción se minimizan dichos
costos y generar utilidades.
Para obtener baldosas de buena calidad hay que seguir rigurosamente las etapas
del proceso de fabricación, los cuales son: selección de las materias primas
(arcilla roja, caolín, agua), determinación de una correcta dosificación, perfecto
mezclado, moldeo, compactación y una curva de cocción preciso.
6 RECOMENDACIONES
La caracterización de la arcilla es de gran importancia al momento de realizar las
baldosas tipo cerámica, se debe establecer previamente la composición y
porcentajes de la mezcla para así tener un compuesto homogéneo y consistente.
Los moldes y bases juegan un papel importante a la hora de realizar las probetas,
ya que muchas veces pueden producir una deformación en la baldosa o afectar
las propiedades químicas, lo afecta las pruebas de laboratorio.
Es importante definir una buena curva de temperatura y tiempo de cocción ya que
esto afecta indiscutiblemente las características de la baldosa, si no se sigue un
protocolo exacto puede llegar incluso a quebrar la baldosa.
Para retirar la baldosa del molde se hace necesario y casi imprescindible tratarla
con precaución debido a que en este punto no tiene la consistencia o dureza
optima y es muy posible que se quiebre.
Si las baldosas al momento del desmolde presentan fisuras, grietas y se astillan es
necesario volver a hacerlos, ya que esto cambia notablemente sus propiedades, lo
cual influye en la resistencia y flexión.
Si las baldosas están expuestas a tráfico es recomendable realizar pruebas a la
abrasión o desgaste para verificar la perdida de la calamina.

90
REFERENCIAS
-Hierro Metálico -Hierro Elemental, H., & Físico, E. (n.d.). HIERRO EN LIMADURAS DESCRIPCIÓN Sinónimos : PROPIEDADES FISICAS Y QUIMICAS. Retrieved from http://iio.ens.uabc.mx/hojas-seguridad/hierro.pdf
Andres, P., Castro, V., Dario, C., & Cruz, Q. (2016). ANÁLISIS COMPARATIVO ENTRE EL CONCRETO SIMPLE Y EL CONCRETO CON ADICIÓN DE FIBRA DE ACERO AL 12% Y 14%.
Cely, F. D. L., Bolívar, R., Santander, D. N. De, & Evaluación, I. I. (2015). Materia prima para la industria cerámica de Norte de Santander . II . Evaluación del comportamiento térmico y su incidencia en las propiedades tecnológicas, 20(1).
Cerámicas Antonio Alemán, baldosas de barro cocido, ladrillo rústico | Ceramicas Antonio Aleman. (2016). Retrieved April 10, 2017, from http://ceramicasantonioaleman.es/modelado-de-las-baldosas-y-ladrillos-de-barro-cocido/
Dimensiones de la baldosa cerámica - keen-cut.com. (2016). Retrieved March 25, 2017, from http://www.keen-cut.com/xknXoBMYV/
DOF. (2013). Ley General del Equilibrio Ecológico y la Protección al Ambiente. Diario Oficial de La Federación, 1–107. https://doi.org/10.1017/CBO9781107415324.004
Escuela Nacional de Minas (Colombia), J. S., Universidad Nacional de Co om ia. Sede de Mede n. Facultad Nacional de Minas., J. D. S., VILLAFRADES, P. Y. M., & TUTA, E. M. C. (2011). Dyna. DYNA (Vol. 78). Retrieved from http://www.revistas.unal.edu.co/index.php/dyna/article/view/25762
González, I., Galán, E., & Fabbri, B. (1998). Problemática de las emisiones de flúor, cloro y azufre durante la cocción de materiales de la industria ladrillera. Boletín de La Sociedad Española de Cerámica Y Vidrio, 37,no4, 307–313.
HOJA DE DATOS DE SEGURIDAD DE ARCILLA. (n.d.). Retrieved from http://www.gtm.net/images/industrial/a/ARCILLA ORGANOFÍLICA.pdf
Http://www.almasa.com.co/?view=featured. (2014). Almasa S.A. - Productos de Acero para Colombia. Retrieved February 5, 2017, from ALAMBRE Y MALLAS S.A.-ALMASA
Iberomet, X. (2009). EVALUACIÓN DE LA REDUCIBILIDAD DE LA CALAMINA

91
PROVENIENTE DE UNA SIDERÚRGICA DE LA REGIÓN, POR REDUCCIÓN CON MONÓXIDO DE CARBONO, 1(3), 1289–1294.
INSTITUT DE PROMOCION, C. (2008). Resistencia a la flexion por Fuerza De Rotura, 1–5.
Instituto de Promoció Cerámica. (2000). El Proceso de Fabricación y Las Clasificaciones Técnicas, 1–23. Retrieved from http://www.ipc.org.es/home.html
J.L. VICENTIZ, S. L. (2014). Esmaltes cerámicos. Fichas Técnicas. SUMINISTROS CERAMICOS, 125.
L.A. DÍAZ RODRÍGUEZ, R. T. (2002). Arcillas cerámicas: una revisión de sus distintos tipos, significados y aplicaciones. Boletín de La Sociedad Española de Cerámica Y Vidrio. Vol. 41 Núm. 5. Retrieved from http://www.todacultura.com/ceramica/tiposarcilla.htm
López-Cepero, J. M., Quispe Cancapa, J. J., Martínez Fernández, J., & De Arellano López, A. R. (2005). Propiedades mecánicas de cerámicos eutécticos Al2O3-ZrO2 (Y2O3) y Al2O3-YAG procesados por solidificación direccional. Boletin de La Sociedad Espanola de Ceramica Y Vidrio, 44(4), 231–238. https://doi.org/10.3989/cyv.2005.v44.i4.378
Normas Iso 13006/10545. (2006). Revestimientos cerámicos Definición , Clasificación y Características. Http://Www.Ceramicaycristal.Com, (Fecha de consulta: 3 de abril de 2014), 84–90. Retrieved from http://www.ceramicaycristal.com/cc138pdf/normas.pdf
NTC, N. T. C. 919. (2015). 2015-12-09 baldosas cerámicas. definiciones, clasificación, características y rotulado, (571).
Núñez, J., Pedra, J M; Peiro, M., Gómez J.J.; Chiva, L., Carda, J. B. (2004). Investigaciones de interés industrial sobre baldosas cerámicas. Técnica iIndustrial, 252, 26–35.
ORDOÑEZ, K. J., & MEJIA, L. V. L. (2013). Elaboracion de bloques de Mortero tipo Estructural mediante secado natural empleando la calamina procedente de Tenaris Tubocaribe S.A como aditivo. Journal of Chemical Information and Modeling, 53(9), 1689–1699. https://doi.org/10.1017/CBO9781107415324.004
Proalso: Asociación Profesional de Alicatadores/Soladores. (2013). Clasificación y selección de la baldosa cerámica, 11–33.
Quaranta, N., Caligaris, M., López, H., Unsen, M., & Rienzo, D. (2008). ADICIÓN DE ASERRINES DE DESCARTE EN LA PRODUCCIÓN DE

92
MAMPUESTOS CERÁMICOS.
Ramos, J. (1998). Una estrategia de desarrollo a partir de los complejos productivos en torno a los recursos naturales. Revista de La CEPAL.
Ramos, J. (1998). Una estrategia de desarrollo a partir de los complejos productivos en torno a los recursos naturales. Revista de La CEPAL, 66, 25. Retrieved from http://repositorio.cepal.org/handle/11362/12159
SIERRA CHITIVA, D. C. (2015). ANÁLISIS DE INFLUENCIA DEL PROGRAMA DE INGENIERÍA INDUSTRIAL DE LA UNIVERSIDAD CATÓLICA DE COLOMBIA EN EL SECTOR MICROEMPRESARIAL DE LA LOCALIDAD DE TEUSAQUILLO, 1–7.
Solados y alicatados - María Dolores Crespo Cortés - Google Libros. (2016). Retrieved February 25, 2017, from https://books.google.com.co/books?id=9S-fhSlxY9kC&pg=PA29&lpg=PA29&dq=partes+de+la+baldosa&source=bl&ots=I13NIfsvpW&sig=fKmBKH5UarJPFFu_YLNgUIxi83Q&hl=es&sa=X&ved=0ahUKEwjK-ISevqzSAhVpwlQKHRFkA9EQ6AEIVzAN#v=onepage&q=partes de la baldosa&f=false
Velasquez, T. (1961). Alvaro. La Industria ManufactureTM en Colombia y susNecesidades de Mano de Obra Calificada. Bogota: Servicio Nacional de Aprendizaje“ Sena,” Octo er.
www.uniovi.es/usr/fblanco/Leccion10.BaldosasCeramicas.pdf. (2016). BALDOSAS CERAMICAS., 1–32.

93
NEXOS
ANEXO 1: CRONOGRAMA
ANEXO 2: PRESUPUESTO

94
ANEXO 3: ELABORACIÓN DE BALDOSAS
Preparación de las materias primas.
Moldeado, Fraguado y secado

95
ANEXO 4: PROCESO DE COCCION Y DECORACIÓN (Esmaltado)

96

97
ANEXO 5: PRUEBA DE RESISTENCIA

98
ANEXO 6: FICHA DE DATOS DE SEGURIDAD DE LA CALAMINA
FICHA DE DATOS DE SEGURIDAD DE LA CALAMINA
NOMBRE DEL PRODUCTO CALAMINA
DESCRIPCION
Sinónimos Hierro - Hierro Metálico - Hierro Elemental - Hierro En Limaduras - Viruta De
Hierro
Formula Química Fe
Concentración 99.0%
Peso molecular 55.85
Grupo Químico Metal Hierro - Hierro Elemental.
Número CAS 7439-89-6
Número NU No regulado
Código Winkler HI-0900
PROPIEDADES FISICAS Y QUIMICAS
Estado Físico Sólido
Apariencia Limaduras color gris oscuro
Olor Sin olor
PH No reportado.
Temperatura de
Ebullición
2872ºC
Temperatura de
Fusión
1535ºC
Densidad (Agua1) 7.87 kg/L a 20ºC
Presión de Vapor 1.0 mmHg a 1787ºC
Densidad de Vapor
(Aire1)
No reportado.
Solubilidad Insoluble en Agua
IDENTIFICACION DE RIESGOS
Riesgo Principal Nocivo, Combustible y Reactivo leves
Riesgos
Secundarios
No hay
Código Winkler
Rótulo de
Transporte:
No Determinado Norma NFPA
RIESGOS PARA LA SALUD
EFECTOS DE SOBREEXPOSICION
Inhalación Posibles irritaciones en el tracto respiratorio, tos y dificultad respiratoria.

99
Contacto con La
Piel
Posibles irritaciones
Contacto con los
Ojos
Posibles irritaciones. Conjuntivitis. Decoloración de la cornea.
Ingestión
Nocivo leve.
Altas dosis pueden causar disturbios gastrointestinales.
Dolor abdominal, náuseas, vómitos, acidosis y diarrea.
Decoloración de la piel.
Irritaciones en el tracto digestivo.
Daño al hígado.
Cancerígeno No hay evidencias
Mutageno No hay evidencias
Teratogeno No hay evidencias
Otros Efectos
Bronquitis.
Neumoconiosis por Hierro (Siderosis).
Daño al hígado.
Diabetes.
Anormalidades cardíacas.
RIESGO DE INCENDIO
Condición de
Inflamabilidad
Ligeramente combustible
Temperatura de
Inflamación
No reportado
Temperatura de
Autoignición
No reportado.
Limites de
Inflamabilidad
No reportado.
Productos de
Combustión
Oxidos de Hierro.
Medios de
Extinción
Utilización de extintores apropiados al producto, como Grafito en Polvo o
Sodio Cloruro.
RIESGO DE REACTIVIDAD
Estabilidad Química Normalmente estable.
Incompatibilidades
Agentes Oxidantes.
Amonio Nitrato y Potasio Dicromato.
Acidos fuertes.
Agua Oxigenada
Dióxido de Nitrógeno.
Acetaldehído.
Peligro de
Polimerización
No ocurre.
Productos Peligrosos
en Descomposición
Oxidos de Hierro.
Condiciones a Evitar Altas temperaturas.

100
Fuentes de ignición.
CONTROL DE EXPOSICION
Medidas de Control
En general, trabajar en un lugar con buena ventilación.
Aplicar procedimientos de trabajo seguro.
Capacitar respecto a los riesgos químicos y su prevención.
Contar con ficha de seguridad química del producto y conocer su
contenido.
Mantener los envases con sus respectivas etiquetas.
Respetar prohibiciones de no fumar, comer y beber algún tipo de bebida
en e
l lugar de trabajo.
Utilizar elementos de protección personal asignados.
Límite Permisible
Ponderado
No regulado.
Límite Permisible
Absoluto
No regulado.
Limite Permisible
temporal
No regulado.
Otros limites No reportados.
EQUIPOS DE PROTECCION PERSONAL
Ropa de Trabajo En general, uso de indumentaria de trabajo resistente a químicos.
Protección
Respiratoria
Aplicar protección respiratoria sólo en caso de altas exposiciones
ambientales, concentraciones desconocidas o casos de emergencia.
Debe ser específica para el producto.
Guantes de
Protección
Utilización de guantes de características impermeables y resistentes al
producto químico.
Lentes Protectores Uso de lentes de seguridad adecuados contra proyecciones del químico.
Calzado de seguridad
En general, uso de calzado cerrado, no absorbente, con resistencia
química y d
e planta baja.
MEDIDAS DE PRIMEROS AUXILIOS EN CASO DE
Inhalación
Medidas generales:
- Trasladar a la persona donde exista aire fresco.
- En caso de paro respiratorio, emplear método de reanimación
cardiopulmonar.
- Si respira dificultosamente se debe suministrar Oxígeno.
- Conseguir asistencia médica.
Contacto con la piel
Lavar con abundante Agua, a lo menos por 5 minutos.
Como medida general, utilizar una ducha de emergencia si es necesario.
Sacarse la ropa contaminada y luego lavarla.
Si persiste la irritación, solicitar ayuda médica.
Contacto con los Ojos
Lavarse con abundante Agua en un lavadero de ojos, entre 5 y 10
minutos como mínimo, separando los párpados.
De mantenerse la irritación, recurrir a un servicio médico.
Ingestión Lavar la boca con abundante Agua.

101
Dar a beber bastante Agua.
Derivar a un centro de atención médica.
ALMACENAMIENTO
Area de
Almacenamiento
Zona de almacenaje general de reactivos y soluciones químicas.
Almacenamiento en bodegas y/o cabinas, diseñadas para contener
productos químicos con seguridad.
Lugar fresco a frío, seco y con buena ventilación.
Señalización del riesgo.
Código de almacenaje
Winkler
Precauciones
Especiales
Almacenar separadamente de productos y condiciones incompatibles.
Proteger contra el daño físico.
Mantener los envases cerrados y debidamente etiquetados.
DISPOSICION DE RESIDUOS QUIMICOS
En general, los residuos químicos se pueden eliminar a través de las aguas residuales, por el desagüe o en un
vertedero autorizado, una vez que se acondicionen de forma tal de ser inocuos para el medio ambiente.
Alternativas:
Mezclar con Agua en una proporción mínima de 1:20 u otra relación adecuada y luego eliminar en
las aguas residuales o por el desagüe.
Otra posibilidad, es disponer los residuos directamente a un vertedero autorizado para contenerlos.
Es importante considerar para la eliminación de residuos, que se realice conforme a lo que
disponga la autoridad competente respectiva, solicitándose previamente la autorización
correspondiente.(-Hierro Metálico -Hierro Elemental & Físico, n.d.)

102
ANEXO 7: FICHA DE DATOS DE SEGURIDAD DE LA ARCILLA
FICHA DE DATOS DE SEGURIDAD DE LA ARCILLA
NOMBRE DEL PRODUCTO ARCILLA
DESCRIPCION
Sinónimos Caolín - Zirconio - Feldespato - Silice
Formula Química Al2O3 · 2SiO2 · 2H2O
Concentración 100%
Diametro
molecular
Inferior a 4 micras
Grupo Químico Silicato de Aluminio/Magnesio
Número CAS 1302789
Número NU No regulado
PROPIEDADES FISICAS Y QUIMICAS
Apariencia y color Polvo fino color crema, si olor
PH No Disponible
Temperatura de
descomposición
No Disponible
Temperatura de
auto-ignición
No Disponible
Flash Point (COC) 315°C
Límites de
flamabilidad
Límites de explosividad del polvo: 20 Oz/1000 ft3
Porciento de
volátiles (%
volumen)
2% @ 163°C por 5 horas
Punto de fusión 205 °C
Densidad de
vapor
No Aplica
INFORMACION TOXICOLOGICA
La cantidad de Sílica Respirable es de menos de 0.4% a 10 micrones
IDENTIFICACION DE RIESGOS
Riesgo Principal Considerada una sustancia no peligrosa
Clasificación
RIESGOS PARA LA SALUD
EFECTOS DE SOBREEXPOSICION
Inhalación Irritación menor, resequedad.
Ingestión No hay evidencia de efectos adversos.
Contacto con los El contacto puede ocasionar irritación

103
ojos
Contacto con la
piel
Irritación menor, resequedad.
RIESGO DE INCENDIO
Medios de
Extinción
CO2, polvo químico seco, espuma, agua-niebla.
Equipo de
protección
para la Emergencia
Use máscara de protección respiratoria completa, con suministro de aire
autónomo y ropa protectora.
RIESGO DE REACTIVIDAD
Estabilidad Producto es estable bajo condiciones normales de
presión y temperatura.
Condiciones a evitar Ninguna conocida
Incompatibilidad con
otros materiales
Ninguno conocido
Productos peligrosos
de descomposición
Los productos de descomposición térmica pueden
incluir dióxido y monóxido de carbón.
Polimerización
Peligrosa
No se produce polimerización
CONTROL DE EXPOSICION Y EQUIPOS DE PROTECCION PERSONAL
Controles de
ingeniería
Use ventilación local, u otros controles de ingeniería para mantener los
niveles ambientales por debajo de los límites de exposición
recomendados. Si la operación genera polvo, utilizar una ventilación
adecuada para mantener la exposición a los contaminantes
aerotransportados por debajo del límite de exposición.
Protección respiratoria Uso de mascarilla respiratorio con filtro contra polvos.
Protección de la vista Lentes de seguridad ó monogoogles
Equipos de protección
dérmica
Guantes, mandiles y zapatos de seguridad
MEDIDAS DE PRIMEROS AUXILIOS EN CASO DE
Inhalación Trasladar a la víctima al aire libre. Llamar al médico si la irritación persiste
Contacto con la piel Lave la piel inmediatamente con abundante agua por lo menos durante 15
minutos mientras se retira la ropa y zapatos contaminados. Puede utilizar
un jabón no abrasivo. Si aparece erupción, acuda al médico. Lave la ropa
contaminada antes de volver a usarlas.
Contacto con los Ojos Remueva cualquier lente de contacto. Enjuagar los ojos inmediatamente
con agua corriente durante al menos 15 minutos, manteniendo los
párpados abiertos. Llamar al médico si la irritación persiste
Ingestión ¡No induzca el vómito! No se requiere procedimiento de primeros auxilios,
ya que éste material no provocará un problema agudo por ingestión.
Nunca administre nada por la boca a una persona inconsciente.
MANEJO Y ALMACENAMIENTO
Condiciones de
almacenaje
Mantenga el recipiente seco y bien cerrado. Mantenga en un lugar
fresco y bien ventilado.

104
Otras Precauciones a
tomar
No respirar el polvo. Use ropa protectora adecuada. En caso de
ventilación insuficiente, úsese equipo respiratorio adecuado
DISPOSICION DE RESIDUOS QUIMICOS
Tratamientos de residuos: Tratar según legislación vigente Eliminación de
envases: Lavar y descartar según legislación vigente. “HOJA DE DATOS DE
SEGURIDAD DE ARCILLA,” n.d.)
ANEXO 8: FICHA TECNICA DE LA BALDOSA
FICHA TECNICA DE BALDOSA CERAMICA ARTESANAL
NOMBRE DEL PRODUCTO BALDOSA CERAMICA ARTESANAL
DEFINICION
Las posibilidades de diseño de las Baldosas para uso Interior son ilimitadas, al poder combinar formatos,
colores, tamaños de grano de la capa vista, permitiendo revestimientos de gran belleza, fácil
mantenimiento, gran resistencia y durabilidad.
Las Baldosas para uso exterior permiten satisfacer cualquier requisito estético, a la vez de cumplir con las
especificaciones físicas y mecánicas necesarias para la zona a pavimentar, nuestros ecomateriales están
elaborados por procesos ancestrales y artesanales .
DIMENSIONES
Longitud 175 mm
Anchura 134 mm
Grosor 10 mm
Ubicación Pared Ducha, Pared Interior, Pared exterior, Suelo Interior, Suelo exterior
Uso Acceso Interior y Exterior
Aspecto Brillante
Color Diversos a solicitud del cliente
Acabado Estándar
CARACTERISTICAS TECNICAS
DESCRIPCION NORMA RESULTADO
Resistencia a la flexión UNE 67100-85 (EN 100)
Dilatación térmica lineal UNE 67103-85 (EN103)
Resistencia Comprensión NTC 4017/ UNE-EN ISO 10545-

105
Fuerza de Roctura 4:2012
CARACTERISTICAS DE LA MATERIA PRIMA
MATERIAL CANTIDAD OBJETIVO
Arcilla roja 308,46 g Generar consistencia a la pieza
Calamina 12,54 g Brindar un aporte ecológico y estético al producto
final.
PROCESO DE FABRICACIÓN
Curado El proceso de fraguado se prolonga una vez se desmolde la pieza durante 8
días para facilitar el secado y manipulación de la pieza posterior al horneado.
Al momento de hornear la pieza se debe procurar no dejar la pieza sobre una
base para evitar la rotura.
Tratamientos de acabado PULIDO
Con este tratamiento se realiza un desbaste, afinado y pulido de la superficie
de la cara vista de la baldosa que queda perfectamente lisa.
RECOMENDACIONES DE DISEÑO
Ancho: El ancho en ningún caso debe ser menor a 90 mms. para permitir el paso de sillas de ruedas
o personas con bastones y evitar curvaturas en la cocción.
RECOMENDACIONES DE ALMACENAJE
Evitar cualquier DETERIORO DE LA CARA VISTA en el almacenamiento en obra, manipulación y
colocación.
Almacenar en lugar limpio, seco y horizontal.

106
ANEXO 9: DIAGRAMA DE FLUJO DEL PROCESO ELABORACIÓN DE BALDOSAS ARTESANALES TIPO CERÁMICA ADICIONANDO CALAMINA
Inicio
Selección de
materias primas
Dosificación y
mezclado de arcilla
Dosificación y mezclado de la pasta final con la calamina
La forma es adecuada
NO
SI
Moldeado, Fraguado
Cocción con esmaltado
Cocción a temperatura adecuada
NO
Tratamientos adicionales
SI
Clasificación y embalaje
Fin

107
ANEXO 10: ASPECTOS E IMPACTOS AMBIENTALESEN EL SECTOR METALMECANICO
ASPECTOS E IMPACTOS AMBIENTALES
metalmecánica FACTOR AMBIENTAL ASPECTO AMBIENTAL IMPACTO AMBIENTAL
SUELO Generación de residuos solidos Contaminación del suelo
Generación de residuos tóxicos y peligros
afectación a la salud
Contaminación del suelo
Derrame de sustancias químicas Contaminación del suelo
AGUA Vertimientos de aguas residuales Contaminación del Agua
Consumo de agua Agotamiento del recurso hídrico
Generación DQO. DBO´S Contaminación del Agua
Generación de lixiviados contaminación del Agua
Derrame de sustancias químicas Contaminación del Agua
AIRE Generación de voc´s Contaminación aire
Generación de vapores Contaminación aire
Emisión de olores Contaminación aire
Proliferación de ruido Contaminación atmosférica
Generación de material particulado Contaminación atmosférica
Generación de emisiones atmosféricas Contaminación atmosférica
Generación de Calor Contaminación atmosférica
FLORA Derrame de sustancias químicas Afectación flora
Generación de Material particulado Afectación flora
Generación de Gases y Vapores Afectación flora
FAUNA Vertimiento de Sustancias químicas Afectación fauna
Generación de Material particulado Afectación fauna
Generación de Calor Afectación fauna
Generación de Ruido Afectación fauna
SOCIO ECONOMICO
Generación de empleo Mejoramiento de la calidad de vida
Generación de Olores y VOC´s Afectación de la salud
Generación de gases Afectación de la salud
Generación de vapores Afectación de la salud
Vertimiento de Sustancias químicas Afectación de la salud
Vectores Afectación de la salud