Embed Size (px)
DESCRIPTION
zz
Citation preview

PT. IGLAS (Persero)PT. IGLAS (Persero)Glass Packaging IndustryGlass Packaging Industry

Menjadi Market Leader Industri Kemasan di Indonesia
Visi
VISI PERUSAHAAN

Latar Belakang PT IGLAS (Persero)
• Tanggal 2 November 1955, PT IGLAS & bantuan teknik Mecanique Verrieres (Le Havre, Perancis)•Tanggal 1 Januari 1961 berstatus PN (Perusahaan Negara).•Tahun 1961 s/d 1966, tenaga ahli Perancis digantikan Staff & Teknisi Indonesia berkualitas terbaik .
• Kapasitas produksi 50 ton/hari tahun 1960 • Menjadi 465 ton /hari pabrik Surabaya dan Gresik•Tahun 2009, pindah ke Gresik dengan kapasitas produksi 340 ton /hari ( 2 dapur peleburan )
•Sertifikat ISO 9002:1994 tahun 1995, Zero Accident tahun 1997, ISO 9001:2000•Sertifikat SM – K3 , tahun 2002

Soda Lime Silica Glass

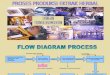
2. Batch Charging Batch diumpankan kedalam dapur secara kontinue pada permukaan atas gelas yang sedang dilebur.
3. Glass Melting Batch dipanasi hingga melebur pada temperatur ± 15300 C menggunakan Oil Burner dengan bahan bakar Heavy Fuel Oil.
4. Forehearth Glass Conditioning Gelas cair mengalir dalam saluran Forehearth Channel sambil dipanasi atau didinginkan untuk mendapatkan gelas dengan temperatur tertentu dan homogen.
5. Gob Feeding Gelas keluar secara gravitasi pada ujung saluran melalui lubang Orifice yang ada pada bagian dasar dan dipotong-2 menjadi potongan gelas (Gob) sesuai dengan bentuk dan berat botol yang akan dicetak.
6. Bottle Forming Gob didistribusikan pada cetakan-2 yang terpasang pada masing-masing seksi yang ada pada mesin secara bergantian dan ditiup dalam 2 (dua) tahapan. Tahap I : Pembentukan Parison pada cetakan blank.
Tahap II : Pembentukan akhir pada cetakan botol sesuai bentuk botol yang dikehendaki.

7. Lher Loading / Stacker Botol panas keluar dari mesin forming menggunakan Conveyor dipindahkan dan diumpankan menggunakan stacker pada Conveyor Annealing Lehr.
8. Bottle Annealing
Pendinginan botol secara pelan dan dikendalikan pada kecepatan pendinginan bertahap untuk mendapatkan gelas Non Kristaline yang bebas tegangan (Strain - Stress) menggunakan conveyor berjalan melalui Oven Tunnel (Annealing Lehr).
9. Cold End Transport
Botol keluar dari Annealing Lehr melalui Belt Transport untuk dilewatkan pada proses penyortiran.
10. Sorting
Penyortiran botol cacad dipisahkan dari botol baik melalui 100 % Inspeksi oleh tenaga kerja manual dan didukung oleh mesin inspeksi automatis yaitu : - Dual Head Gauger - Check Plus - Alpha Cam - BWI – Inex - AF CD - M-Machine
11. Packing
Botol-botol baik dikemas dalam beberapa macam model kemasan, disesuaikan dengan permintaan dari customer a.l. : - Pallet + tray triplex - Pallet + tray karton - Pallet + tray plastic - Pallet + tray ped - Pallet + Box - Pallet + karung - Pallet + krat - dll

Fasilitas Produksi PT. IGLAS ( Persero)


Penimbangan Bahan Baku Pencampuran Bahan Baku

Pengisian Bahan Baku Kedalam Dapur Peleburan









Proses Forming Sistem Quantum

Pengendalian mutu product botol pada bagian hot end




Sebelum penyortiran
Sampling secara periodik


Mesin Inspeksi
BWI Inex Check Plus

Mesin Inspeksi
Alpha Cam M-Machine

Manual Inspection
Automatic Inspection Machine

Acceptance Sampling lot by lot
Sesudah Penyortiran

Proses Pengemasan Menggunakan Palletizer Shrink Tunnel

Proses ACL / Printing Botol ( Mesin Strutz )

Gudang Penyimpanan

Proses Pengiriman


Proses Uji Laboratorium
Uji Fisika Uji Kimia

Pemeriksaan tegangan(Residual Strain)
dengan Polariscope
Mutu Botol

Pengukuran ketahanan terhadap beban vertikal
denganVertical Load Tester
Mutu Botol

Pengujian kekuatan benturan dengan
Impact Tester
Mutu Botol

Pemeriksaan Neckring / Finish botol
dengan Profile Projector
Mutu Botol

Pemeriksaan ketahanan terhadap
tekanan dalam dengan
Ramp Pressure Tester
Mutu Botol

Proses Pengendalian Mutu




BOTTLE PROPERTIESMass properties of fress tea-1 ( Part Configuration - Default )
Output coordinate System: -- default --
Density = 0.0024576001 grams per cubic millimeter
Mass = 328.03664 grams
Volume = 133478.45 cubic millimeters
Surface area = 75577.612 square millimeters
Center of mass: ( millimeters )X = -2.1876765e-006Y = 89.565495Z = -3.5004486e-006
Principal axes of inertia and principal moments of inertia: ( grams * square millimeters )Taken at the center of mass.
Ix = (0, 1, 0) Px = 152099.58 Iy = (-0.0094918078, 0, 0.99995495) Py = 1365273.5 Iz = (0.99995495, 0, 0.0094918078) Pz = 1366379.2
Moments of inertia: ( grams * square millimeters )Taken at the center of mass and aligned with the output coordinate system.
Lxx = 1366379.1 Lxy = 0.0097531848 Lxz = -10.494503Lyx = 0.0097531848 Lyy = 152099.58 Lyz = 0.023005093Lzx = -10.494503 Lzy = 0.023005093Lzz = 1365273.6
Moments of inertia: ( grams * square millimeters )Taken at the output coordinate system.
Ixx = 3997881.7 Ixy = -0.054522423 Ixz = -10.494503Iyx = -0.054522423 Iyy = 152099.58 Iyz = -0.079840761Izx = -10.494503 Izy = -0.079840761 Izz = 3996776.2





Terima Kasih