Embed Size (px)
Citation preview
Equation Chapter 1 Section 1
Proyecto Fin de Carrera
Ingeniero de Organización Industrial (Plan 98)
LA MEJORA CONTINUA EN EL PROCESO DE
ACEPTACIÓN INDUSTRIAL Y ENTREGA DE
AERONAVES
Autora: María de la Fuente Domínguez
Dep. Organización Industrial y Gestión de
Empresas II
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016
Tutor: Miguel Gutiérrez Moya
Ingeniero de Organización Industrial (Plan 98)
LA MEJORA CONTINUA EN EL PROCESO DE
ACEPTACIÓN INDUSTRIAL Y ENTREGA DE
AERONAVES
Autora:
María de la Fuente Domínguez
Tutor:
Miguel Gutiérrez Moya
Dep. Organización Industrial y Gestión de Empresas II
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2016
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
2
INDICE DE CONTENIDOS
CAPÍTULO 1 – OBJETIVO DEL PROYECTO .................................................... 4
CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD ................................................. 6
2.1 NORMA UNE-EN 9001: SISTEMAS DE GESTIÓN DE LA CALIDAD ...... 12
2.2 NORMA UNE-EN 9100: SISTEMAS DE GESTIÓN DE LA CALIDAD.
SECTOR AEROESPACIAL ........................................................................ 26
2.3 LA MEJORA CONTINUA .................................................................... 32
CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE
AERONAVES ............................................................................................. 37
3.1 FASE DE ACEPTACIÓN INDUSTRIAL – ENSAYOS DE PRODUCCIÓN.... 39
3.2 FASE DE ENTREGA A CLIENTE – ENSAYOS DE ACEPTACIÓN ............. 43
CAPÍTULO 4 - LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE
AERONAVES ............................................................................................. 47
4.1 Análisis de Desperdicios (Waste Analysis) .................................... 60
4.2 Análisis de la causa raíz (Root cause analysis) .............................. 66
4.3 Otras herramientas de mejora ..................................................... 73
4.4 Gestión y corrección de eventos .................................................. 77
CONCLUSIONES ........................................................................................ 86
REFERENCIAS ............................................................................................ 89
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
3
TABLA DE FIGURAS
Figura 1. Principios de los Sistemas de Gestión de Calidad (ISO 9000) .......................... 17
Figura 2. Modelo de un SGC basado en procesos (ISO 9001:2008) ............................... 19
Figura 3. Evolución de la norma ISO 9001 ...................................................................... 23
Figura 4. Correspondencia entre las versiones ISO 9001 de 2015 y 2008 ..................... 25
Figura 5. Esquema de certificación aeroespacial ........................................................... 28
Figura 6. Esquema de requisitos en ISO 9001:2015 ....................................................... 31
Figura 7. Ciclo de mejora continua PDCA ....................................................................... 33
Figura 8. Principios de la metodología LEAN .................................................................. 50
Figura 9. Número de puntos abiertos en eTLB vs. MSN durante la fase de PATM y CAM
........................................................................................................................................ 55
Figura 10. Lead-time del proceso de aceptación industrial (PATM) y entrega a cliente
(CAM) .............................................................................................................................. 56
Figura 11. Número de operaciones por aeronave totales durante las fases de PATM y
CAM ................................................................................................................................ 57
Figura 12. Esquema Value Stream Mapping (VSM) ........................................................ 61
Figura 13. Secuencia del proceso de entrega ................................................................. 65
Figura 14. Secuencia optimizada del proceso de entrega después de VSM .................. 65
Figura 15. Ejemplo de plantilla PPS para análisis de causa raíz ..................................... 68
Figura 16. Los 5 Porqués en el análisis de la causa raíz - Ejemplo ................................. 70
Figura 17. Esquema diagrama de Ishikawa o diagrama causa-efecto. .......................... 72
Figura 18. Esquema de panel de gestión visual SQCDP. ................................................ 76
Figura 19. Flujo del proceso de gestión y corrección de eventos de calidad ................. 78
Figura 20. Plantilla para descripción, análisis y plan de acción de un evento. .............. 79
Figura 21. Evolución por avión de serie (MSN) del número de defectos detectados
antes de LV (PATM y CAM) ............................................................................................. 83
Figura 22. Progreso en la resolución de eventos reportados durante las fases PATM y
CAM. ............................................................................................................................... 84
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 1 – OBJETIVO DEL PROYECTO
4
CAPÍTULO 1
OBJETIVO DEL PROYECTO

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 1 – OBJETIVO DEL PROYECTO
5
CAPÍTULO 1 – OBJETIVO DEL PROYECTO
El presente proyecto fin de carrera tiene como objetivo presentar la
importancia que cobra hoy en día la gestión de la calidad dentro de las organizaciones,
y más concretamente en una organización perteneciente al sector aeronáutico, siendo
este sector cada vez más competitivo y exigente con los requisitos de calidad, de
seguridad y de cliente.
También se presenta con más detalle cómo esta organización que desarrolla
sus actividades dentro del ámbito de la fabricación de aeronaves, y particularizando en
el proceso de pruebas industriales y posterior entrega a cliente, debe adaptarse y
perseguir esa excelencia en calidad basada en la aplicación de la mejora continua
como cultura y mentalidad corporativa, con el objetivo de superar las expectativas del
cliente, aumentar su satisfacción y fidelidad, y hacer de la excelencia en calidad una
ventaja competitiva.
El proyecto fin de carrera está estructurado en cuatro capítulos principales:
- El presente capítulo a modo de introducción.
- En el segundo capítulo se exponen los conceptos de gestión de calidad,
destacando principalmente los enfoques a cliente, a la gestión por procesos y a
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 1 – OBJETIVO DEL PROYECTO
6
la mejora continua. Así mismo se presenta una introducción a las normas ISO
9001 (incluyendo las novedades incorporadas a la última revisión de la norma,
como son por ejemplo, el mayor énfasis en el liderazgo, el concepto del riesgo,
la gestión del cambio y la orientación a resultados) e ISO 9100 aplicable al
sector aeroespacial. Por último se aborda también en este capítulo el concepto
de mejora continua, que se desarrolla con mayor detalle en el capítulo cuarto.
- En el tercer capítulo se describen con detalle en qué consisten las actividades
involucradas en el proceso de aceptación industrial (conocido como “PATM”) y
el proceso de entrega a cliente (conocido como “CAM”) de una aeronave en la
fase de línea de vuelo de la planta de ensamblaje final de dicha organización del
sector aeronáutico.
- En el cuarto capítulo se presenta la aplicación de la mejora continua durante el
proceso de entrega de aeronaves descrito en el capítulo tercero. Para ello se
abordan diferentes conceptos de mejora continua, como son el concepto Lean
y Coste de No Calidad (CnQ) así como las diversas herramientas disponibles
para su aplicación dentro del ámbito del análisis de desperdicios y análisis de
las causas raíz de los problemas detectados durante dicho proceso.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 1 – OBJETIVO DEL PROYECTO
7
Entre las diversas herramientas y métodos empleados, se mencionan el Análisis
de flujo de Valor, utilizado en la optimización del proceso de entrega de la
aeronave; la técnica conocida como “PPS” o resolución práctica de problemas
sustentada por la utilización de las herramientas de los 5 Porqués o el diagrama
de Ishikawa par la identificación de la causa raíz; las lecciones aprendidas y los
paneles de gestión visual; y por último, la gestión y corrección de eventos de no
calidad, donde se describe el flujo de aparición de eventos, seguimiento,
contención, corrección y validación del plan de acción para su mitigación.
En este cuarto capítulo se incluyen a su vez diferentes gráficos con datos que
muestran la evolución en los indicadores de calidad de las aeronaves
entregadas.
A lo largo del proyecto se pone de manifiesto que resulta esencial la adopción
de la mejora continua y de la cultura de la prevención en el desempeño de las
actividades a todos los niveles y procesos de la organización para lograr los resultados
de mejora en los estándares de calidad, la reducción de costes, ganar en confianza del
cliente y en competitividad.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
8
CAPÍTULO 2
LA GESTIÓN DE LA
CALIDAD
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
9
CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
Hoy en día resulta imprescindible que toda organización, independientemente
del sector económico al que pertenezcan (privado, público, industrial, servicios…),
desempeñe sus actividades en base a un sistema de gestión de calidad que garantice el
cumplimiento eficaz de los requisitos del cliente, de la propia organización y aquellos
reglamentarios que le sean aplicables con el objetivo de obtener e incrementar no sólo
la completa satisfacción del cliente, sino también mejorar sus resultados económicos
reduciendo costes asociados a la No Calidad.
En este capítulo se van a presentar a grandes rasgos las diferentes normas que
establecen los requisitos en los que se basa los sistemas de gestión de calidad, así
como los principios y enfoques de dichas normas, y en particular el concepto de
Mejora Continua que se abordará más adelante con mayor grado de detalle.
Como ya se ha mencionado al principio de este capítulo, en el marco actual en
el que se desenvuelven las organizaciones, la gestión de la calidad debe tratarse como
una variable estratégica, que tenga como prioridad la satisfacción y fidelidad de los
clientes. En el pasado, la calidad estaba más enfocada al cumplimiento de requisitos y
a su control en el producto final, siendo muy costoso identificar los fallos ocurridos
durante el proceso de fabricación y los costes asociados a un producto defectuoso,
insatisfacción del cliente, etc.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
10
Las normas ISO 9000, publicadas por la Organización Internacional para la
Normalización (ISO) a finales de los años 80, surgen de la necesidad de establecer un
marco único a nivel mundial que definiera los requisitos mínimos de un Sistema de
Aseguramiento de la Gestión de la Calidad.
Entre las diferentes normas de la serie 9000, encontramos las que se indican a
continuación, según nomenclatura en España:
o UNE-EN ISO 9000:2015 “Sistemas de gestión de la calidad. Fundamentos y
vocabulario.”
Esta norma describe los conceptos y los principios fundamentales de la gestión
de la calidad.
o UNE-EN ISO 9001:2015 “Sistemas de gestión de la calidad. Requisitos. ”
Esta norma especifica los requisitos para un Sistema de Gestión de la Calidad
de una organización para demostrar su capacidad para proporcionar productos
que cumplan los requisitos de los clientes y los reglamentarios aplicables. Está
orientada a la mejora continua y a la mejora de la satisfacción del cliente
articulada a través de la eficacia de los procesos y en el cumplimiento de los
requisitos.
o UNE-EN ISO 9004:2009 “Gestión para el éxito sostenido de una organización.
Enfoque de gestión de la calidad.”
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
11
Esta norma proporciona orientación a las organizaciones para ayudar a lograr el
éxito sostenido mediante un enfoque de gestión de la calidad, basado en la
eficacia en el cumplimiento de requisitos y en la eficiencia de los recursos.
o La serie de normas UNE-EN 9100:2010, UNE-EN 9110:2011 Y UNE-EN
9120:2011 “Sistemas de Gestión de la Calidad. Requisitos para las
organizaciones de aviación, espaciales y de defensa”
Estas normas proporcionan un enfoque específico para las empresas del sector
aeroespacial añadiendo requisitos adicionales a la UNE-EN ISO 9001 que tiene
por objetivo el aumento de la calidad, fiabilidad y seguridad de los productos
aeroespaciales.
En España, la entidad privada e independiente responsable de la certificación de
una organización que tiene implantado un sistema de gestión, para unas actividades y
ubicación determinadas, conforme al modelo establecido en una norma, especificación
técnica u otro tipo de documento normativo, se llama AENOR (Asociación Española de
Normalización y Certificación). A continuación se muestran a modo de ejemplo los
sellos identificativos que se otorgan a las empresas que han sido certificadas por este
organismo.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
12
En los próximos apartados se desarrollan con mayor detalle los conceptos y
contenidos presentes en las normas mencionadas anteriormente, en particular en las
normas UNE-EN 9001 Y UNE-EN 9100.
2.1 NORMA UNE-EN 9001: SISTEMAS DE GESTIÓN DE LA CALIDAD
La norma ISO 9001 es una de las normativas más empleadas por todo tipo de
empresas y entidades, públicas y privadas, de todos los sectores de actividad y
tamaños en todo el mundo; alrededor de 1.130.000 organizaciones la aplican en 187
países (en España, más de 50.000 organizaciones), siendo el medio internacionalmente
aceptado para demostrar el compromiso con la calidad.
Esta norma permite a las organizaciones trabajar de manera más eficiente,
alineando todos los procesos de la organización, incrementando la productividad y
eficiencia, y reduciendo costes económicos.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
13
Los principios básicos de la gestión de la calidad en los que se basa la norma ISO
9001 y que están recogidos en la norma ISO 9000 son los enumerados a continuación:
Principio 1. Enfoque al cliente.
Las organizaciones dependen de sus clientes y por tanto deben comprender
sus necesidades actuales y futuras, satisfacer sus requisitos, esforzarse en
exceder sus expectativas.
Con la aplicación de este principio se obtienen beneficios clave como la mejora
de la efectividad y el uso de los recursos para superar la satisfacción del cliente
y la mejora de su fidelidad, lo que conlleva que éste pueda dar buenas
referencias a clientes potenciales.
Principio 2. Liderazgo.
Los líderes de la organización unifican la finalidad y la dirección de la
organización y deben establecer los objetivos y la orientación necesaria para
alcanzarlos, así como crear y mantener un ambiente interno en el cual el
personal pueda llegar a involucrarse en el logro de los objetivos de la
organización.
Los beneficios clave que se obtienen con la aplicación de este principio son
principalmente la motivación del personal para alcanzar las metas establecidas,
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
14
la correcta evaluación e implantación de las actividades de una forma integrada
y lógica, y se minimiza la falta de comunicación entre los distintos niveles de la
organización.
Principio 3. Participación del personal.
A todos los niveles de la organización, el personal es la esencia de la misma y su
total compromiso y participación posibilita que sus habilidades y competencias
repercutan en beneficio de dicha organización.
El resultado de aplicar este principio supondrá una serie de ventajas, como por
ejemplo, contar con un personal motivado, comprometido e involucrado con
las metas de la organización, que valora su trabajo con actitud innovadora y
creativa, y además que participará en conjunto y promoverá la mejora
continua.
Principio 4. Enfoque basado en procesos.
Los resultados deseados se alcanzan más eficientemente cuando las actividades
y los recursos relacionados se gestionan como un proceso.
Algunos de los beneficios que se obtienen con la aplicación de este principio
son los siguientes:
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
15
o Capacidad para reducir los costes y acortar los ciclos de tiempo a través del
uso efectivo de recursos.
o Resultados mejorados, consistentes y predecibles.
o Identificación y priorización de oportunidades de mejora.
Principio 5. Enfoque de Sistema para la gestión.
Identificar, entender y gestionar los procesos interrelacionados como un
sistema contribuye a la eficacia y eficiencia de una organización en el logro de
sus objetivos.
La aplicación de este principio contribuye a poner el enfoque de los esfuerzos
en los procesos principales, mejorar la integración y alineación de los procesos
para alcanzar los resultados deseados y proporcionar a las partes interesadas la
confianza en la consistencia, eficacia y eficiencia de la organización.
Principio 6. Enfoque basado en hechos para la toma de decisión.
Las decisiones efectivas se basan en el análisis de los datos y la información.
La aplicación de este principio es necesario si queremos:
o Poder tomar decisiones acertadas
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
16
o Aumentar la capacidad de demostrar la efectividad de decisiones a través
de la referencia a hechos reales
o Aumentar la capacidad de revisar, cuestionar y cambiar opiniones y
decisiones previas.
Principio 7. Relaciones mutuamente beneficiosas con el proveedor.
Una organización y sus proveedores son interdependientes, y unas relaciones
mutuamente beneficiosas aumentan la capacidad de ambos para crear valor.
Los beneficios que se obtienen con la aplicación de este principio son, entre
otros:
o Flexibilidad y rapidez de respuesta de forma conjunta y acordada a un
mercado cambiante o a las necesidades y expectativas del cliente.
o Optimización de recursos y costes por ambas partes.
Principio 8. Enfoque para la Mejora Continua.
La mejora continua del desempeño global de la organización debería ser un
objetivo permanente de ésta para estimular la eficiencia de la organización,
incrementar su ventaja competitiva en el mercado y así poder responder mejor
a las necesidades y expectativas del cliente.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
17
Todos estos principios de los sistemas de gestión de la calidad (representados
en el esquema de la Figura 1) constituyen la base para la definición de la estrategia o
política de calidad de una organización. Los conceptos más importantes arriba
mencionados y en los que las organizaciones ponen especial atención por su
repercusión son, en particular, el enfoque basado en procesos, el enfoque al cliente y
la mejora continua.
Figura 1. Principios de los Sistemas de Gestión de Calidad (ISO 9000)
Enfoque al cliente
Liderazgo
Participación del personal
Enfoque basado en procesos
Enfoque de sistema para la
gestión
Enfoque basado en hechos para la
toma de decisiones
Relaciones mutuamente
beneficiosas para el proveedor
Enfoque para la Mejora Continua
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
18
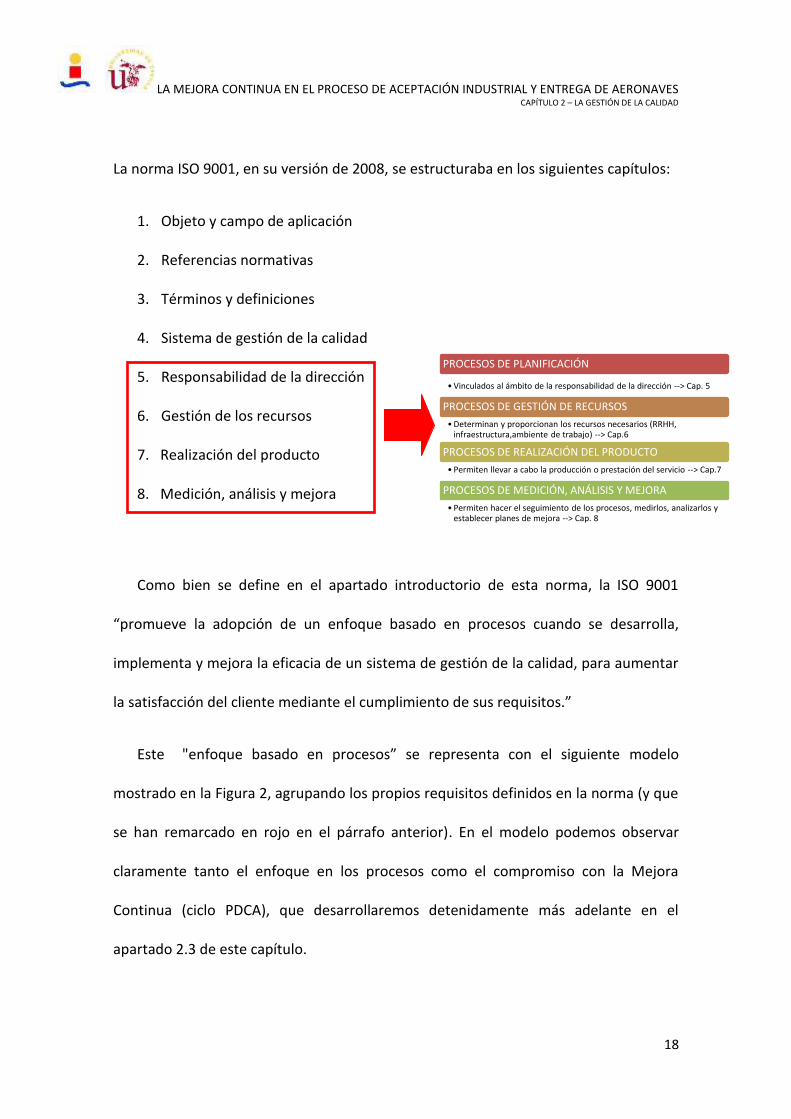
PROCESOS DE PLANIFICACIÓN
• Vinculados al ámbito de la responsabilidad de la dirección --> Cap. 5
PROCESOS DE GESTIÓN DE RECURSOS
• Determinan y proporcionan los recursos necesarios (RRHH, infraestructura,ambiente de trabajo) --> Cap.6
PROCESOS DE REALIZACIÓN DEL PRODUCTO
• Permiten llevar a cabo la producción o prestación del servicio --> Cap.7
PROCESOS DE MEDICIÓN, ANÁLISIS Y MEJORA
• Permiten hacer el seguimiento de los procesos, medirlos, analizarlos y establecer planes de mejora --> Cap. 8
La norma ISO 9001, en su versión de 2008, se estructuraba en los siguientes capítulos:
1. Objeto y campo de aplicación
2. Referencias normativas
3. Тérminos y definiciones
4. Sistema de gestión de la calidad
5. Responsabilidad de la dirección
6. Gestión de los recursos
7. Realización del producto
8. Medición, análisis y mejora
Como bien se define en el apartado introductorio de esta norma, la ISO 9001
“promueve la adopción de un enfoque basado en procesos cuando se desarrolla,
implementa y mejora la eficacia de un sistema de gestión de la calidad, para aumentar
la satisfacción del cliente mediante el cumplimiento de sus requisitos.”
Este "enfoque basado en procesos” se representa con el siguiente modelo
mostrado en la Figura 2, agrupando los propios requisitos definidos en la norma (y que
se han remarcado en rojo en el párrafo anterior). En el modelo podemos observar
claramente tanto el enfoque en los procesos como el compromiso con la Mejora
Continua (ciclo PDCA), que desarrollaremos detenidamente más adelante en el
apartado 2.3 de este capítulo.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
19
Figura 2. Modelo de un SGC basado en procesos (ISO 9001:2008)
Recientemente, en septiembre de 2015, se ha publicado una nueva versión
actualizada de la norma ISO 9001 (UNE-EN ISO 9001:2015), cuya finalidad es adaptarse
a la evolución que están experimentando los sistemas de gestión de calidad, facilitar la
eficacia en su implantación y en la evaluación de la conformidad por parte de las
organizaciones y adecuarse a las nuevas necesidades de dichas organizaciones en un
entorno actual en constante cambio.
Entre las novedades que se incorporan en la nueva Norma ISO 9001 de 2015, se
encuentran los nuevos requisitos y/o conceptos que se enumeran y se explican a
continuación:
A
C D
P

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
20
a) Mayor énfasis en el liderazgo de la dirección: los requisitos del Sistema de
Gestión de la Calidad deben integrarse con los procesos esenciales de la
organización, y sus objetivos deben ser parte de la planificación estratégica.
Para conseguir este alineamiento y que el sistema de gestión sea eficaz,
resultan fundamentales tanto la involucración de la alta dirección como su
capacidad para implicar al resto de personas en la eficacia de su trabajo.
En el marco actual en el que se desenvuelven las organizaciones existen
diversos factores que pueden afectar al logro de los objetivos y al grado en que
ofrecemos productos y servicios conformes a los clientes, y por ello estos
elementos requieren ser considerados a la hora de planificar los procesos,
como por ejemplo, el entorno competitivo, las tecnologías existentes, el marco
legal en el que opera la organización, los valores corporativos, etc.
b) Añade el concepto del riesgo: éste no sólo limitado al efecto negativo de la
incertidumbre, sino también para aprovechar los escenarios que pueden
favorecer la consecución de resultados (oportunidades). El elemento más
novedoso que se incorpora en la descripción del enfoque por procesos es la
consideración de los riesgos y oportunidades. Se pretende que la organización
identifique aquellos escenarios posibles en los que podrían no cumplirse los
resultados esperados, y establezca las acciones pertinentes para abordar tales
riesgos. En otras palabras, se insiste en el carácter preventivo que debe aportar
un sistema de gestión de la calidad. La norma reconoce la diversidad de
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
21
procesos que pueden definirse, y las diferentes consecuencias que una
situación de riesgo puede tener sobre los requisitos de los productos y
servicios, o sobre la satisfacción del cliente. Por tanto, la aplicación de este
enfoque debe ser lo suficientemente flexible. No se incluyen requisitos
específicos sobre metodologías de evaluación de riesgos, sino que se establece
un marco genérico para que cada organización lo adopte en función de su
actividad y las particularidades de su modo de gestión.
c) Añade el concepto de gestión del cambio como fundamento para el éxito: las
situaciones de constante cambio a las que actualmente se enfrenta cualquier
organización hoy en día, como por ejemplo, nuevas prácticas de negocio,
tecnologías en permanente evolución, internacionalización de los mercados,
etc., obliga a la organización a adoptar una predisposición al cambio. La norma
incide especialmente en el modo en que se actúa ante estas situaciones, tanto
desde el punto de vista de la planificación (considerando de manera sistemática
y planificada las posibles consecuencias del cambio, la disponibilidad de
recursos, asignación de responsabilidades, etc.) como en lo que respecta a la
revisión y control de los cambios cuando se han producido de forma no
planificada.
d) Añade el concepto de análisis del contexto: se debe realizar una buena
identificación del contexto en el que se opera.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
22
e) Promueve una mayor eficacia en la gestión de la cadena de proveedores.
f) Contiene un lenguaje más simple y claro para facilitar su aplicación en las
organizaciones.
g) Acercamiento a la Gestión del Conocimiento: debe determinarse el
conocimiento necesario para la eficacia de los procesos y para lograr la
conformidad de los productos y servicios. En particular, aquél que se ha
generado durante el propio desempeño de la actividad y que debe ser puesto a
disposición de las personas que lo requieran: factores de éxito y fracaso de los
proyectos, lecciones aprendidas, experiencia del personal en áreas de
actividad cualificada, propiedad intelectual generada, etc.
h) Se relaja el requisito sobre la documentación del sistema para ganar eficacia.
No se especifica ningún tipo de documentación requerida (procedimientos,
manual, registros, etc.), sino que se establece que debe mantenerse la
“información documentada” (independientemente del tipo de soporte
utilizado) que requiera la propia norma, y aquella que cada organización
entienda como necesaria para el desempeño eficaz de sus procesos.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
23
La nueva versión de la ISO 9001 ofrece una clara orientación a resultados, es decir,
a demostrar que el sistema de gestión de la calidad es eficaz y que, por consiguiente,
esto se traduce en un beneficio directo en la cuenta de resultados de las empresas.
No debe olvidarse que el cliente sigue siendo el foco esencial de la ISO 9001, y para
garantizar que se cumplen sus requisitos, debe contemplarse por parte de cada
organización que pueden existir otras partes interesadas, cuyas expectativas o
requisitos podrían afectar al producto o servicio que se le ofrece.
En la siguiente Figura 3 se ilustra la evolución y los cambios que ha experimentado
la norma ISO 9001 a lo largo del tiempo.
Figura 3. Evolución de la norma ISO 9001
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
24
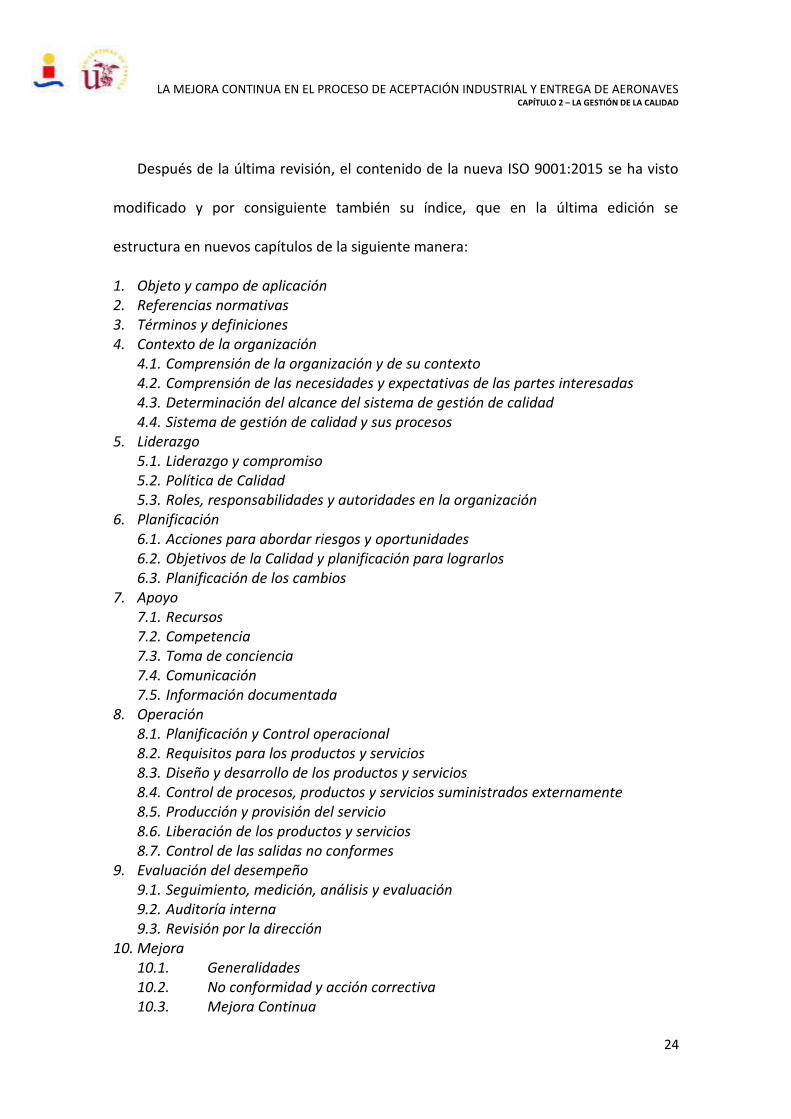
Después de la última revisión, el contenido de la nueva ISO 9001:2015 se ha visto
modificado y por consiguiente también su índice, que en la última edición se
estructura en nuevos capítulos de la siguiente manera:
1. Objeto y campo de aplicación 2. Referencias normativas 3. Тérminos y definiciones 4. Contexto de la organización
4.1. Comprensión de la organización y de su contexto 4.2. Comprensión de las necesidades y expectativas de las partes interesadas 4.3. Determinación del alcance del sistema de gestión de calidad 4.4. Sistema de gestión de calidad y sus procesos
5. Liderazgo 5.1. Liderazgo y compromiso 5.2. Política de Calidad 5.3. Roles, responsabilidades y autoridades en la organización
6. Planificación 6.1. Acciones para abordar riesgos y oportunidades 6.2. Objetivos de la Calidad y planificación para lograrlos 6.3. Planificación de los cambios
7. Apoyo 7.1. Recursos 7.2. Competencia 7.3. Toma de conciencia 7.4. Comunicación 7.5. Información documentada
8. Operación 8.1. Planificación y Control operacional 8.2. Requisitos para los productos y servicios 8.3. Diseño y desarrollo de los productos y servicios 8.4. Control de procesos, productos y servicios suministrados externamente 8.5. Producción y provisión del servicio 8.6. Liberación de los productos y servicios 8.7. Control de las salidas no conformes
9. Evaluación del desempeño 9.1. Seguimiento, medición, análisis y evaluación 9.2. Auditoría interna 9.3. Revisión por la dirección
10. Mejora 10.1. Generalidades 10.2. No conformidad y acción correctiva 10.3. Mejora Continua

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
25
A continuación, en la Figura 4, podemos visualizar la correspondencia del
contenido entre las versiones de la norma ISO 9001 de 2015 y 2008, respectivamente.
Como se puede observar, la nueva edición de la norma está estructurada ahora en diez
capítulos o cláusulas, mientras que en la anterior edición se agrupaban en ocho.
Figura 4. Correspondencia entre las versiones ISO 9001 de 2015 y 2008
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
26
2.2 NORMA UNE-EN 9100: SISTEMAS DE GESTIÓN DE LA CALIDAD.
SECTOR AEROESPACIAL
La norma EN-9100 surgió como resultado del esfuerzo llevado a cabo por una
agrupación de organizaciones dentro del sector aeroespacial y de defensa, llamada
IAQG (International Aerospace Quality Group), con el ánimo de dar respuesta a los
requisitos de gestión de calidad establecidos en la norma EN 9001 para poder cubrir
aquellos aspectos particulares de este sector. Su objetivo es aumentar la calidad,
fiabilidad y seguridad de los productos aeroespaciales.
El grupo IAQG se fundó a partir de un programa compartido de cooperación
mundial, con el objetivo de llevar a cabo mejoras significativas en la calidad y
reducción de los costes en la cadena de suministro para todos los productos y servicios
del sector aeroespacial. Desarrolla requisitos específicos de los sistemas de gestión de
calidad que se deben activar y mantener en toda la cadena de suministro en las
actividades de diseño y desarrollo, fabricación, distribución y mantenimiento de los
productos usados en la aeronáutica y en las aplicaciones aeroespaciales. En definitiva,
se encarga de establecer los puntos en común de los sistemas de calidad de las
industrias relacionadas con la aviación, defensa y espacio; promover iniciativas para
conseguir una mejora de la calidad y una reducción de costes a lo largo de toda la
cadena de valor en el sector a nivel internacional; poner en conocimiento las mejores
prácticas en la industria aeroespacial, etc.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
27
Entre los aspectos específicos de este sector y la razón de necesitar un tratamiento
especial se encuentran los siguientes:
o Se trata de productos con un alto riesgo
o Se trata de productos de coste muy elevado
o Se trata de una industria con unos requisitos controlados severamente, tanto a
nivel de cliente, como a nivel de regulaciones (civil/militar) y normativa
aplicables.
o La SEGURIDAD es primordial y absolutamente necesaria.
o Requiere unos estándares de calidad muy elevados.
Como se ha mencionado al principio del capítulo 2, la norma EN-9100, basada en la
ISO 9001, proporciona un enfoque específico para las empresas del sector aeroespacial
y de defensa que realizan actividades de diseño y fabricación de productos
aeronáuticos, hace énfasis en el control del diseño, control de los procesos, compras y
control de no conformidades, como aquellas áreas con mayor impacto en la seguridad
y fiabilidad de los productos aeroespaciales.
La norma EN-9110 especifica los requisitos adicionales de un sistema de gestión de
la calidad aplicables a las organizaciones de mantenimiento de la industria
aeroespacial.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
28
También basada en la ISO 9001, la norma EN-9120 especifica los requisitos
adicionales de un sistema de gestión de la calidad aplicables a las organizaciones de
distribuidores almacenistas de la industria aeroespacial.
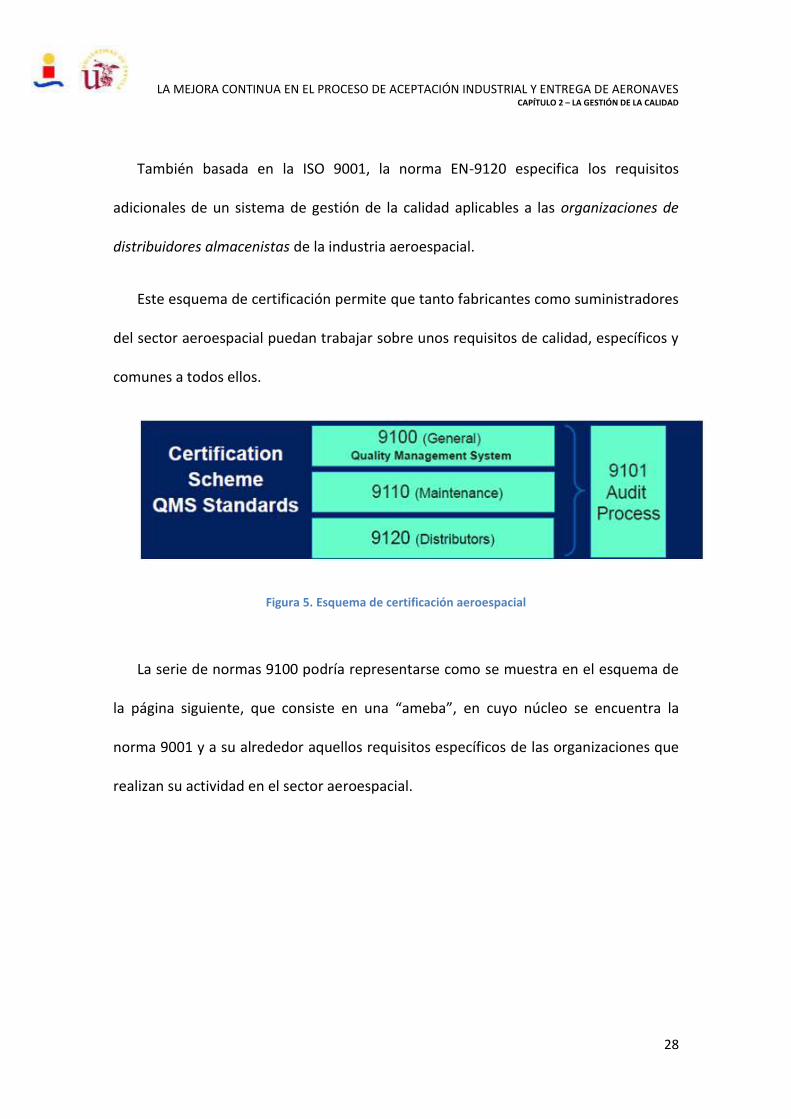
Este esquema de certificación permite que tanto fabricantes como suministradores
del sector aeroespacial puedan trabajar sobre unos requisitos de calidad, específicos y
comunes a todos ellos.
Figura 5. Esquema de certificación aeroespacial
La serie de normas 9100 podría representarse como se muestra en el esquema de
la página siguiente, que consiste en una “ameba”, en cuyo núcleo se encuentra la
norma 9001 y a su alrededor aquellos requisitos específicos de las organizaciones que
realizan su actividad en el sector aeroespacial.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
29
Actualmente se está llevando a cabo por parte del IAQG la revisión y actualización
de la norma 9100:2010, basada en la norma ISO 9001, para incorporar los cambios y
adaptar los requisitos a la última versión publicada de esta última. La próxima
publicación de la nueva norma ISO 9100:2016 incluye requisitos adicionales o
mejorados en los diferentes aspectos que se listan a continuación:
o Seguridad del producto.
o Factores humanos: a ser tenidos en consideración en No Conformidades y
Acciones Correctivas.
o Riesgos de las Operaciones.
o Acción preventiva: los requisitos se han incluido en las claúsulas Riesgos y
Oportunidades y No Conformidades y Acciones Correctivas.
o Productos falsificados.
o Gestión de la configuración.
Series 9100: requisitos
específicos sector aeroespacial
ISO 9001 SGC
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
30
o Realización y planificación del producto: mejora y aclaración de la planificación.
o Soporte posventa.
o Gestión de proyectos y transferencia de trabajos, combinado con la cláusula
planificación de la Operación.
o Diseño y desarrollo, y gestión de suministradores.
o Manual de calidad: añade una nota señalando los requisitos que conforman
este documento o equivalente.
o Representante de la Dirección: destaca de nuevo esta figura para la supervisión
del sistema de gestión de calidad.
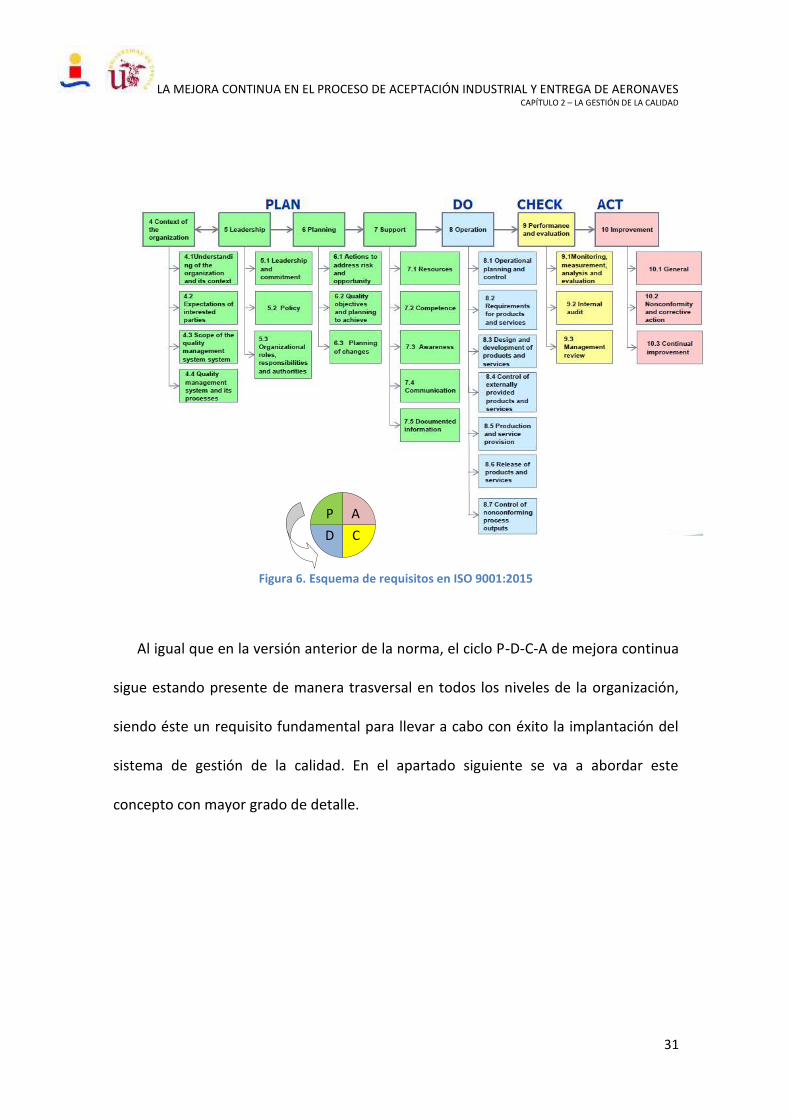
Como se ha visto en el capítulo 2.1, el nuevo esquema de los requisitos se
estructura como se puede ver en la Figura 6 de la página siguiente.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
31
Figura 6. Esquema de requisitos en ISO 9001:2015
Al igual que en la versión anterior de la norma, el ciclo P-D-C-A de mejora continua
sigue estando presente de manera trasversal en todos los niveles de la organización,
siendo éste un requisito fundamental para llevar a cabo con éxito la implantación del
sistema de gestión de la calidad. En el apartado siguiente se va a abordar este
concepto con mayor grado de detalle.
A
C D
P
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
32
2.3 LA MEJORA CONTINUA
En los apartados anteriores de este segundo capítulo del proyecto, se ha
presentado uno de los principales enfoques en los que se basan la norma ISO 9001
sobre sistemas de gestión de la calidad (así como la serie 9100 de aplicación en el
sector aeronáutico): la mejora continua. Este concepto y su aplicación en el ámbito de
la fabricación y, en particular, del proceso de entrega de aeronaves a cliente
representan el leit motiv de este proyecto fin de carrera. En este apartado se pretende
desarrollar con más detalle este concepto, y su aplicación práctica en dicho proceso de
entrega de aeronaves (descrito en el capítulo 3) se abordará en el capítulo 4.
El concepto de mejora continua y su definición se recoge en el capítulo 8 de la
norma 9001:2008 (y en el capítulo 10 de la norma 9001:2015) de la siguiente manera:
“La organización debe mejorar continuamente la eficacia del sistema de gestión de la
calidad mediante el uso de la política de la calidad, los objetivos de la calidad, los
resultados de las auditorías, el análisis de datos, las acciones correctivas y preventivas
y la revisión por la dirección”.
Esto se traduce en que la mejora continua, dentro del modelo de gestión de
calidad basado en procesos que propone la norma ISO 9001, debe considerarse como
un proceso que transcurre transversalmente y engloba al resto de procesos de la
organización, como son, el proceso de planificación, el proceso de gestión de recursos
y el proceso de realización del producto, puesto que la mejora continua debe
asimilarse como un objetivo permanente en las organizaciones con el fin de conseguir
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
33
la mejora de la calidad del producto, mejora de la satisfacción del cliente, mejora de
los procesos del sistema y que, por consiguiente, esto repercuta en una mejora global
de la eficacia y resultados de la organización, así como el incremento de su ventaja
competitiva.
Para lograr cumplir este objetivo con éxito, la mejora continua debe inculcarse
en la organización como una cultura y actitud en sí misma, y debe ser un proceso
cíclico que se realimente continuamente con los datos recogidos de los procesos.
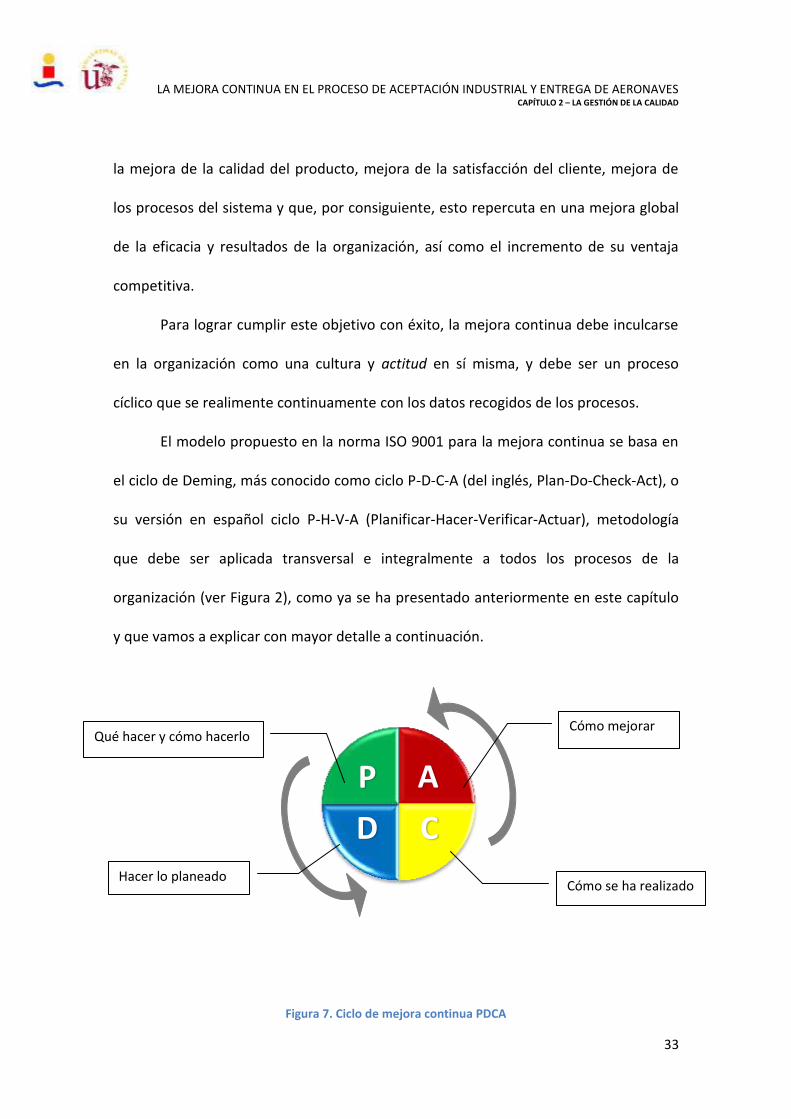
El modelo propuesto en la norma ISO 9001 para la mejora continua se basa en
el ciclo de Deming, más conocido como ciclo P-D-C-A (del inglés, Plan-Do-Check-Act), o
su versión en español ciclo P-H-V-A (Planificar-Hacer-Verificar-Actuar), metodología
que debe ser aplicada transversal e integralmente a todos los procesos de la
organización (ver Figura 2), como ya se ha presentado anteriormente en este capítulo
y que vamos a explicar con mayor detalle a continuación.
Figura 7. Ciclo de mejora continua PDCA
A
C D
P
Cómo mejorar Qué hacer y cómo hacerlo
Hacer lo planeado Cómo se ha realizado

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
34
El modelo de la figura 7 del ciclo PDCA consiste en las siguientes etapas:
PLAN (Planificar): Establecer las actividades y procesos necesarios para
conseguir los resultados esperados de acuerdo a los requisitos del cliente.
DO (Hacer): Realizar lo planificado. Se ejecuta el plan estratégico, que implica:
organizar, dirigir, asignar recursos y supervisar la ejecución, mientras se
recopilan datos de control para verificarlos y evaluarlos en los siguientes pasos.
CHECK (Verificar): Realizar el seguimiento y medición de los procesos y
productos, comparándolos con los objetivos y especificaciones iniciales, para
comprobar que las actividades sucedieron según se planificaron.
ACT (Actuar): Tomar acciones (correctivas o preventivas) para mejorar
continuamente el desempeño de los procesos. Modificar los procesos según las
conclusiones del paso anterior para alcanzar los objetivos con las
especificaciones iniciales, si fuese necesario. Aplicar nuevas mejoras, si se han
detectado errores en el paso anterior. Documentar el proceso y realimentar la
fase de planificación.
El ciclo PDCA de mejora continua en definitiva se interpreta de la siguiente manera:
- Para conseguir un objetivo, en primer lugar hay que planificar cómo
conseguirlo (plan);
- En segundo lugar se procede a realizar las acciones planificadas (do);
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
35
- A continuación se debe verificar y evaluar cómo se ha realizado y con qué grado
de satisfacción hemos cumplido dicho objetivo (check);
- Finalmente se procede a implementar los cambios y/o mejoras pertinentes
para no volver a incurrir en los mismos errores (act). El ciclo empieza
nuevamente planificando su ejecución pero introduciendo las mejoras
provenientes de la experiencia anterior.
La implementación del ciclo PDCA de mejora continua en las organizaciones
persigue la obtención de los siguientes resultados:
- Mejora integral de la competitividad
- Mejora de sus productos y servicios
- Mejora de la calidad
- Reducción de costes
- Optimización de la productividad
- Aumento de beneficios y rentabilidad.
Para la consecución exitosa de estos resultados, es fundamental el establecimiento
por parte de la organización de una política de calidad basada en la mejora continua y
que ésta sea el referente en los sistemas de gestión de la calidad.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 2 – LA GESTIÓN DE LA CALIDAD
36
En el capítulo 4 del proyecto, se presentan algunas de las herramientas empleadas
para la implementación de la mejora continua en una organización del sector
aeronáutico, particularizando dicha implementación en la última fase de una línea de
ensamblaje final de aeronaves, que consiste en la aceptación industrial y entrega al
cliente. Para entender en qué consiste este proceso, se incluye una descripción
pormenorizada del mismo en el próximo capítulo 3.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
37
CAPÍTULO 3
EL PROCESO DE
ACEPTACIÓN INDUSTRIAL
Y ENTREGA DE
AERONAVES
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
38
CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y
ENTREGA DE AERONAVES
En este tercer capítulo se describen los actores y actividades implicadas en el
proceso de aceptación industrial y entrega a cliente de un avión de serie, poniendo el
enfoque principalmente en la fase final de pruebas industriales en tierra y en vuelo
que se realizan en la Línea de Vuelo.
En una Línea de Ensamble Final (de ahora en adelante, FAL, de sus siglas en
inglés, Final Assembly Line) tiene lugar la recepción, centralización, integración y
ensamblaje de todos los componentes, estructuras y sistemas que constituyen una
aeronave. Dichos elementos constituyentes son ensamblados a lo largo de diferentes
“estaciones”, en las cuales se llevan a cabo las distintas pruebas funcionales y de
integración de los sistemas.
El proceso industrial que siguen las diferentes partes de la aeronave consiste en
ir avanzando a lo largo de dichas estaciones, a través de las cuales se van alcanzando
diferentes grados de integración de la aeronave hasta llegar a la madurez necesaria en
su estado de fabricación (“as-built”) en la última estación en la que la aeronave,
completamente finalizada, está lista para ser transferida de la línea de ensamblaje en
la fábrica a la Línea de Vuelo.
Es en esta fase de Línea de Vuelo donde se realizarán las últimas
comprobaciones funcionales y de calidad (mediante pruebas en tierra y en vuelo) con
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
39
el fin de asegurar que la aeronave cumple con las especificaciones técnicas requeridas
y con los estándares de calidad exigidos, de tal manera que puede garantizarse que el
producto es conforme y puede ser presentado y entregado al cliente.
A continuación se describen con mayor detalle en qué consisten las fases
mencionadas anteriormente:
I. Fase de aceptación industrial (ensayos de producción en tierra y en vuelo),
en la última estación de la FAL.
II. Fase de entrega a cliente (ensayos de aceptación con el cliente), en el
Centro de Entregas o Delivery Center.
3.1 FASE DE ACEPTACIÓN INDUSTRIAL – ENSAYOS DE PRODUCCIÓN
La última etapa de pruebas realizadas al avión de serie en la FAL antes de ser
transferido al Delivery Center para comenzar la fase de pruebas con cliente, se realiza
en la Línea de Vuelo.
Esta etapa comienza con un hito, denominado FOT (de sus siglas en inglés
FAL/Final Operational Test) y termina con otro hito de “transferencia” o “Hand Over”
al Delivery Center.
El hito de FOT consiste en una reunión en la que se presenta y revisa el estado
del avión (y posibles trabajos pendientes) a los responsables de preparar y operar la
aeronave en Línea de Vuelo. Una vez pasado con éxito este hito, se considera que el
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
40
avión está en condiciones de comenzar la fase de pruebas de producción o aceptación
industrial con el fin de verificar su puesta a punto y correcta operación de cara a ser
presentado al cliente para su entrega.
Esta fase de pruebas de producción se conoce como PATM (Production
Acceptance Test Manual) y éstas están definidas en un manual del mismo nombre.
Este proceso de pruebas se divide en diferentes bloques, agrupados a su vez en dos
categorías: pruebas o ensayos en tierra y pruebas o ensayos en vuelo.
La fase de pruebas en tierra está constituida por todas aquellas pruebas
funcionales que se realizan a la aeronave antes de su primer vuelo y se distribuyen en
los bloques que se definen a continuación:
I. Ensayos estáticos:
i. Se comprueban los sistemas principales mientras el avión está
energizado a través de un “carro” externo: sistema eléctrico, oxígeno,
sistema de referencia inercial, radios, pantallas y sistemas en cabina,
etc.
ii. Se realiza el primer arranque de la APU (Auxial Power Unit o unidad de
potencia auxiliar propia de la aeronave).
iii. Una vez que la aeronave ya tiene operativa la APU, se procede a
comprobar los sistemas con sangrado de aire, como por ejemplo,
sistema de aire acondicionado, ventilación, presurización en tierra del
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
41
avión, además de otros chequeos como sistemas de navegación, leyes
de control, etc.
iv. Por último, se realiza el primer arranque de los motores.
II. Rodaje de motores:
Una vez arrancados los motores por primera vez, se realizan todas aquellas
pruebas relacionadas con el correcto funcionamiento de los mismos, así
como de los sistemas de generación hidráulica, superficies de control,
sistema de anti-hielo, generación eléctrica y apagado de emergencia.
III. Taxi de baja velocidad:
Se trata de realizar los primeros ensayos en los que la aeronave opera en
tierra con los motores encendidos y además se desplaza por la pista de
rodadura. El objetivo de estas pruebas fundamentalmente es probar los
sistemas de frenado y dirección del avión.
IV. Luces y señalización:
Igualmente se comprueba el correcto funcionamiento de las luces
exteriores para la correcta identificación del avión en vuelo y las luces de
cabina y zona de carga, así como el modo de compatibilidad nocturna de las
mismas.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
42
Una vez que la aeronave ha pasado satisfactoriamente todas las pruebas
descritas anteriormente, se puede concluir que dicha aeronave cumple con todos los
requisitos y está lista para proceder con la fase siguiente, en la que se realizarán las
pruebas en vuelo.
Esta fase engloba una prueba de despegue simulado, llamado RTO (del inglés,
Rejected Take Off), y si el resultado de esta operación se considera exitoso, se prepara
el avión para que realice su primer vuelo industrial.
El primer vuelo industrial forma parte de las últimas pruebas industriales a
realizar en el avión durante la fase de PATM y se trata de la prueba determinante para
asegurar que la aeronave cumple con los requisitos y especificaciones técnicas exigidas
y que el comportamiento, operación y calidad de la aeronave responde al estándar
necesario para poder ser presentado y entregado al cliente.
Para ello en el manual de PATM se define un perfil de vuelo estándar en el cual
se realizan a lo largo de diferentes niveles de vuelo y velocidad unos chequeos
representativos de los sistemas y funcionalidades del avión. En función del resultado
del desarrollo del primer vuelo, será necesario evaluar si todas las pruebas definidas en
el perfil han sido realizadas satisfactoriamente o si se ha identificado algún problema o
mal funcionamiento que requiera algún trabajo posterior en avión para ser resuelto y,
adicionalmente una nueva comprobación en vuelo.
Una vez que se han completado satisfactoriamente todas las pruebas en tierra
y en vuelo necesarias definidas en el proceso de PATM, se emite un certificado que así
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
43
lo corrobora, llamado PATCC (del inglés, Production Aircraft Test Completion
Certificate), y a continuación se prepara el avión para ser presentado en primer lugar a
la Autoridad, que será la responsable de emitir el Certificado de Conformidad (CoC)
industrial. Este certificado, asegura la finalización de los trabajos de fabricación (“as-
built”) en FAL conforme a los requisitos exigidos y que el avión puede ser transferido al
Delivery Center para comenzar el proceso de entrega a cliente. Este hito se define
como Industrial Hand Over (IHO): determina la finalización de la fase industrial y el
comienzo de la fase de entrega.
3.2 FASE DE ENTREGA A CLIENTE – ENSAYOS DE ACEPTACIÓN
En la fase de entrega, después de que el avión haya sido transferido de la FAL al
Delivery Center, tiene lugar la aceptación técnica del avión por parte del cliente.
Este proceso comienza con una reunión de bienvenida en la que se presenta al
cliente el estado de su avión, el estado de la documentación técnica asociada y se
propone un plan de entrega en el que se concreta la agenda de actividades a realizar
en el avión. Entre estas actividades, se encuentra la inspección cualitativa del avión,
llamada CIG (Customer Inspection Guide) y las pruebas operacionales a realizar tanto
en tierra como en vuelo.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
44
Esta etapa de ensayos de aceptación se conoce como CAM (Customer
Acceptance Manual) y están definidas en un manual del mismo nombre, el cual ha sido
acordado con el cliente con antelación a comenzar la entrega.
Las pruebas a realizar con el cliente, tanto en tierra como en vuelo, están
basadas en las pruebas realizadas previamente durante la fase de producción (PATM) y
consisten en una demostración funcional, en la que el cliente participa, de que el avión
responde al estándar y requisitos establecidos de acuerdo al diseño.
Una vez que ambas etapas CIG y CAM han finalizado, tiene lugar una revisión
técnica final. De concluirse que no es necesario realizar ninguna prueba u operación
adicional en el avión, se certifica que la fase de pruebas ha sido completada con éxito,
mediante el certificado denominado CACC (Customer Acceptance Completion
Certificate) y el cliente acepta la recepción formal de la aeronave.
A partir de este momento tiene lugar una revisión final de conformidad con la
Autoridad que expide un Certificado de Exportación, y a continuación se realiza la
entrega oficial de toda la documentación contractual y se firma, entre Industria y
Cliente, la transferencia de título de la aeronave (en inglés, ToT, Transfer of Title).
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
45
Una vez realizada la transferencia del título, el cliente pasa a ser el responsable
de la operación del avión y de realizar el vuelo Ferry hasta su base de operaciones.
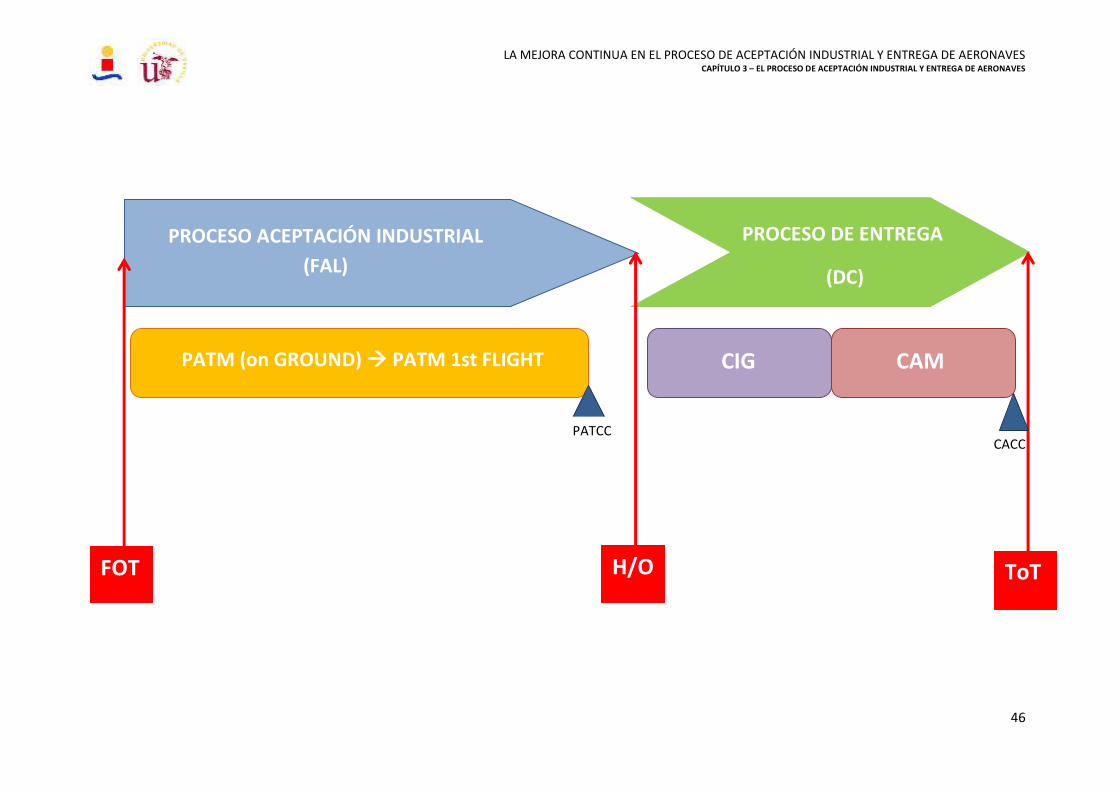
A modo de resumen de todo el proceso descrito en este tercer capítulo, se
incluye en la página siguiente un esquema simplificado del mismo, desde el hito “FOT”
hasta el hito “ToT”.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPÍTULO 3 – EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES
46
PROCESO ACEPTACIÓN INDUSTRIAL
(FAL)
PROCESO DE ENTREGA
(DC)
FOT H/O ToT
PATM (on GROUND) PATM 1st FLIGHT CIG CAM
PATCC CACC

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
47
CAPÍTULO 4
LA MEJORA CONTINUA EN
EL PROCESO DE
ACEPTACIÓN DE
AERONAVES
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
48
CAPÍTULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE
ACEPTACIÓN INDUSTRIAL Y ENTREGA A CLIENTE
En el sector aeronáutico resulta esencial asegurar el cumplimiento de los
estándares de seguridad y calidad, y es aún más relevante durante el proceso de
aceptación y entrega de una aeronave a cliente. Por ello, es necesario garantizar una
rigurosa implementación y cumplimiento de la política de calidad de la organización
basada en una cultura preventiva y en la mejora continua, con el objetivo de
proporcionar al final de la cadena de valor un producto (avión) de la máxima calidad y
de esta manera satisfacer las necesidades, superar expectativas y ganar fidelidad de
los clientes y establecer así la excelencia en la calidad como una ventaja competitiva
par la organización.
Para perseguir esta excelencia en Calidad, resulta vital trabajar adoptando en
todo momento la mejora continua como una actitud, basada en las siguientes
premisas:
- Hacer las cosas bien a la primera siempre.
- Reducir el desperdicio o despilfarro (aplicación de la metodología LEAN).
- Crear mentalidad y cultura proactiva de prevención (prevenir es mejor que
corregir).
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
49
- Escuchar al cliente y responder eficazmente.
- Eliminar la causa raíz de las anomalías y fallos mediante la implementación
activa de las lecciones aprendidas, escuchando la opinión del cliente y
evaluando el rendimiento de la empresa y la consecución de los objetivos de
Calidad relacionados.
- Eliminar la causa raíz de la no conformidad y evitar que ésta se repita con el
objetivo de reducir el coste de no calidad (CnQ).
A lo largo de este capítulo veremos diferentes herramientas de mejora continua y
su aplicación durante el proceso de aceptación industrial y entrega de aeronaves a
cliente, cuyas actividades se desarrollan en la línea de vuelo de una planta de
ensamblaje final, como ya se ha visto en el capítulo tercero de este proyecto.
Continuamos explicando con más detalle algunos de los conceptos mencionados
en el párrafo anterior:
a) METODOLOGÍA LEAN:
Esta metodología resulta fundamental a la hora de seguir el camino de la
mejora continua en los procesos dentro de la organización, diferenciando aquellos que
generan valor de los que nos aportan “despilfarros”. El objetivo de emplear esta

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
50
metodología consiste, en definidas cuentas, en disminuir costes, aumentar la eficacia,
la productividad y competitividad de la empresa. Consisten en un conjunto de
herramientas (que veremos más adelante) que se aplican a la organización y sus
procesos.
Para entender cómo la organización puede llegar a conseguir cumplir estos
objetivos aplicando esta metodología, debemos entender en primer lugar qué significa
el concepto “LEAN” (ver Figura 8).
Figura 8. Principios de la metodología LEAN
¿Qué es LEAN?
•Ser eficiente minimizando los despilfarros (en inglés, "waste").
•No es un proyecto, sino un cambio de mentalidad (manera de pensar) que debe ser adoptado en la organización.
•Ayuda a reducir el lead-time y coste, mejorar la calidad, reducir sobrecarga.
•Depende en gran medida del liderazgo, creando sentimiento de compromiso de los equipos y motivación.
•Aplica a todos los procesos a lo largo del ciclo de vida del producto o servicio.
•Crea un entorno de mejora continua, enfocándose en el valor añadido, eliminando el desperdicio para al final aumentar la satisfacción del cliente y el beneficio de la organización.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
51
Como ya se ha mencionado, uno de los principios del LEAN es la reducción de
los llamados “despilfarros”. Dichos despilfarros se producen principalmente en tres
ámbitos, conocidos como “Las 3 Ms” (heredadas del japonés): Muda (desperdicio
durante las operaciones), Mura (variaciones en los procesos) y Muri (sobrecargas).
Dentro del “Muda”, desperdicio en las operaciones, se establecen ocho tipos de
desperdicios, sobre los que debe actuarse para conseguir minimizarlos, que consisten
en los siguientes:
1. Sobre-producción: se trata de producir únicamente lo que el cliente
demanda; no debe producirse más o con antelación a lo que demanda
el proceso inmediatamente posterior.
2. Inventario: se refiere a la acumulación de material o información que no
están siendo utilizados.
3. Movimientos: se refiere al exceso de movimientos y actividad para
llevar a cabo una tarea.
4. Tiempo de espera: son las esperas en la llegada de material, información
o decisiones.
5. Transporte: se refiere al traslado de material o información de un sitio a
otro.
6. Sobre-procesados: se trata de la repetición de tareas, pruebas
innecesarias, modificaciones de diseño, etc; debe procurarse identificar
lo que realmente demanda el cliente y entregarle únicamente aquello
que demanda.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
52
7. Defectos: se trata de evitar los errores, rediseños, retrabajos, y
problemas de calidad debidos a no hacer el trabajo bien a la primera,
modificaciones de última hora, defectos no anticipados correctamente,
procedimientos obsoletos, etc.
8. Potencial humano infrautilizado: se refiere a habilidades y competencias
infrautilizadas, equipos no comprometidos con la mejora continua,
ideas de mejora desatendidas, etc.
El “Mura” hace referencia a la variación en los procesos: los procesos, y con
ellos la manera de trabajar, deben ser lo más estándares posibles y deben existir y
compartirse las buenas prácticas.
Y por último, el “Muri”, representa la sobrecarga: debe evitarse la “presión”
sobre el proceso y su sobrecarga sin considerar debidamente su capacidad (a menudo
los problemas quedan enmascarados por la sobrecarga del proceso).
b) COSTE DE NO CALIDAD (CnQ):
El Coste de No Calidad, o en inglés “Cost of Non-Quality (CnQ)”, es un indicador o
medida clave del rendimiento en el que se centra la atención dentro de la cultura de
mejora continua, y es el resultado de no hacer el trabajo bien a la primera, es decir, el

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
53
coste debido a fallos que deben corregirse y que generan un retrabajo, reparaciones,
revisiones de diseño, concesiones, etc.
La reducción del Coste de No Calidad representa uno de los principales objetivos a
conseguir, por lo que analizar este indicador es fundamental para lograr los siguientes
resultados:
- Conseguir una mayor satisfacción del cliente a medida que aumenten los
niveles de calidad.
- Erradicar las causas raíz de los problemas de calidad.
- Utilizar los recursos de una manera más eficiente y aumentar la productividad.
- Mejorar el desempeño del trabajo diario.
- Priorizar los problemas principales.
- Aumentar los beneficios.
- Ganar en competitividad.
Los pasos a seguir para conseguir reducir el coste de no calidad se dividen en las
siguientes etapas:
1- Definir el CnQ global identificado en las diferentes actividades del proceso.
2- Medir y cuantificar el coste monetario que supone y establecer un objetivo de
reducción.
3- Analizar, desglosar y lanzar iniciativas para reducir los costes.
4- Priorizar las diferentes iniciativas.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
54
5- Analizar la causa raíza de las iniciativas que resultan prioritarias (PPS).
6- Lanzar las acciones correctoras y preventivas pertinentes.
En el proceso de aceptación industrial y entrega de aeronaves, los costes de no
calidad están asociados a diversos motivos, principalmente los que se exponen a
continuación:
o Problemas técnicos intrínsecos a la aeronave, su análisis y resolución.
o Repetición de operaciones de la aeronave
o Retrabajos
o Reemplazos de equipos
o Concesiones
o Daños producidos sobre la aeronave
o Escapes de calidad aguas arriba de la cadena de producción
o Trabajos pendientes de procesos aguas arriba de la cadena de producción
Como ya se explicó en el capítulo 3, una vez que el hito industrial “FOT” se
considera pasado satisfactoriamente, comienzan las pruebas de aceptación industrial
(y más adelante) de aceptación con cliente. Para dar soporte a este proceso, existe una
herramienta electrónica (en el pasado se trataba de soporte en papel) denominada

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
55
“eTLB” (electronic Technical LogBook) o libro de avión. Es aquí donde quedan
recogidos todos y cada uno de los trabajos que se realizan en el avión durante el
proceso de PATM y CAM, y que se gestionan a través de la apertura de puntos
correspondientes en los que se describe el trabajo a realizar. Estos trabajos están
asociados a los motivos expuestos en el párrafo anterior, por lo que las estadísticas
recogidas de esta herramienta pueden considerarse un “input” a tener en cuenta en la
estimación de la evolución en la mejora de la calidad y de los costes de no calidad.
El gráfico de la figura 12 muestra la cantidad total de puntos abiertos por avión
en la herramienta eTLB durante el proceso de aceptación industrial y entrega en la
línea de vuelo de una aeronave militar.
Figura 9. Número de puntos abiertos en eTLB vs. MSN durante la fase de PATM y CAM
0
100
200
300
400
500
600
700
800
900
13 14 15 17 18 19 20 22 24 25 28 29 30 31 32 33 34 35 36 37 38
Número puntos TLB/MSN
Nr. TLB pts
Media

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
56
En el gráfico se puede observar una tendencia a la baja en la cantidad de
puntos abiertos en el eTLB de las primeras aeronaves entregadas con respecto a las
unidades entregadas más recientemente, para las cuales el número de puntos abiertos
se mantiene mayormente por debajo de la media. La minimización de la cantidad de
puntos que se abren durante el proceso de PATM y CAM resultará fundamental a la
hora de conseguir la reducción del lead-time del propio proceso y así mismo de los
costes de no calidad.
En el gráfico representado en la figura 10 se visualiza el lead-time total (medido
en días) de los procesos de PATM y CAM de aeronaves entregadas. Se puede apreciar
una ligera tendencia a la reducción de la duración del proceso en las aeronaves
entregadas recientemente, si bien aún se aprecia una oportunidad de mejora de este
lead-time con respecto al objetivo de lead-time a cumplir.
Figura 10. Lead-time del proceso de aceptación industrial (PATM) y entrega a cliente (CAM)
0
50
100
150
200
250
13 14 15 17 18 19 20 22 24 25 28 29 30 31 32 33 34 35 36 37 38
Duración total del proceso PATM-CAM (días) Media Objetivo
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
57
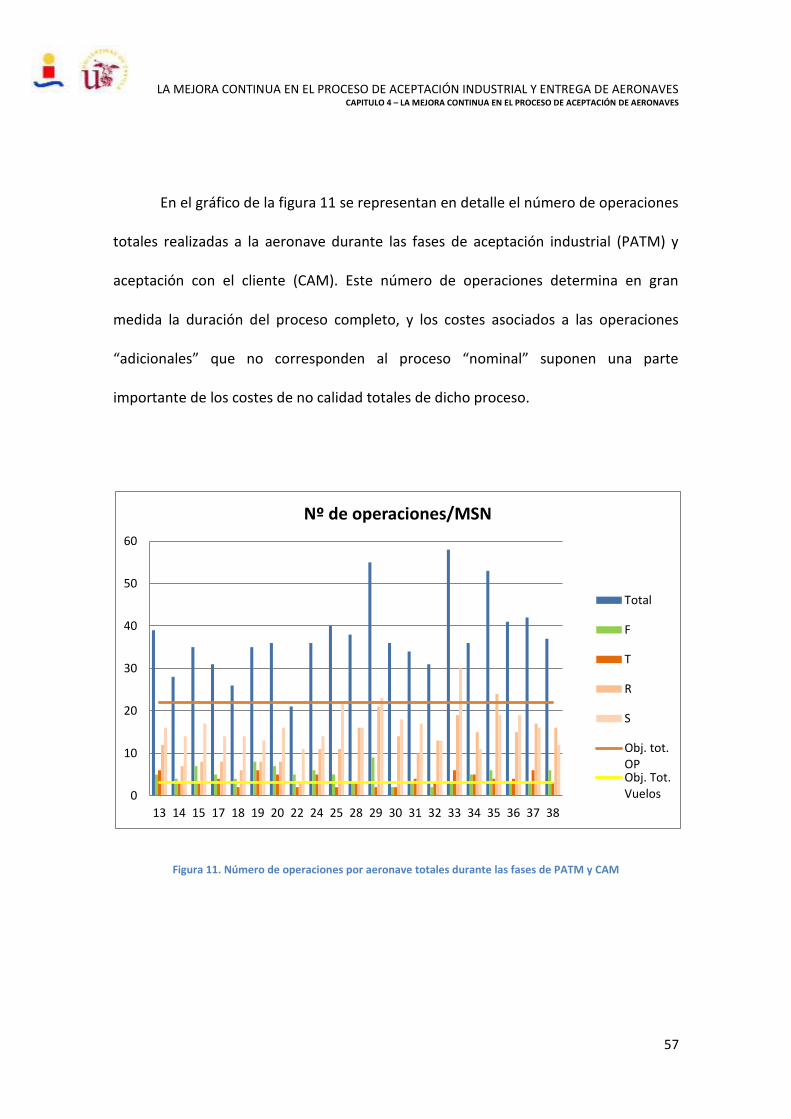
En el gráfico de la figura 11 se representan en detalle el número de operaciones
totales realizadas a la aeronave durante las fases de aceptación industrial (PATM) y
aceptación con el cliente (CAM). Este número de operaciones determina en gran
medida la duración del proceso completo, y los costes asociados a las operaciones
“adicionales” que no corresponden al proceso “nominal” suponen una parte
importante de los costes de no calidad totales de dicho proceso.
Figura 11. Número de operaciones por aeronave totales durante las fases de PATM y CAM
0
10
20
30
40
50
60
13 14 15 17 18 19 20 22 24 25 28 29 30 31 32 33 34 35 36 37 38
Nº de operaciones/MSN
Total
F
T
R
S
Obj. tot.OPObj. Tot.Vuelos

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
58
De la gráfica de la página anterior puede deducirse que, si bien el número de
vuelos necesarios realizados en total durante ambas fases (en color verde) se aproxima
en gran medida al objetivo establecido, llegando a cumplirlo y en ocasiones a
mejorarlo, el número de operaciones totales en tierra que se ha necesitado realizar
durante todo el proceso, representadas en tonos marrones y con las letras “S”
(estáticos), “R” (rodajes) y “T” (taxis), exceden del número de operaciones establecidas
como objetivo dentro del proceso nominal de PATM y CAM, lo que añade ciclo al lead-
time del proceso completo y supone, por consiguiente, dilatación del proceso de
entrega, retrasos y costes.
Resulta indispensable, por tanto, actuar sobre las causas raíz de los problemas
asociados a la no calidad que suponen tal impacto en la planificación y cadencia de
entregas, para perseguir la excelencia de la Calidad, el cumplimiento de la planificación
de entregas, la confianza del cliente y la competitividad.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
59
Una vez explicados estos conceptos, vamos a exponer a continuación una serie de
herramientas y técnicas empleadas con el objetivo de reducir los despilfarros y los
costes de no calidad mencionados anteriormente.
Los ejemplos incluidos en este capítulo están particularizados en el proceso de la
línea de vuelo de una fábrica de aeronaves, en la que tiene lugar la aceptación
industrial y entrega a cliente, como ya se vio en el capítulo 3, pero todas estas
herramientas son aplicadas a lo largo de todos los procesos de la organización y
pretenden, en definitiva, servir de ayuda en la persecución del objetivo de la mejora
continua, profundizando en el análisis de las causas raíz de los problemas de calidad o
no conformidades, y asegurando el lanzamiento de acciones correctivas y preventivas
para mejorar el correcto desempeño del trabajo a la primera y, de esta manera,
mitigar el riesgo de que dichos problemas de calidad reaparezcan. Vamos a agrupar
estos ejemplos de aplicación de herramientas para la mejora continua en tres
categorías: análisis de desperdicios, análisis de la causa raíz, otras herramientas de
mejora y gestión de eventos.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
60
4.1) Análisis de Desperdicios (Waste Analysis):
Esta técnica ayuda a identificar actividades que se dan por asumidas dentro del
proceso pero que no aportan valor añadido ni al proceso, ni al cliente, ni en
definitiva al negocio. El tiempo consumido para estas actividades que no
aportan valor podría ser empleado en aquellas que sí lo hacen.
Una de las herramientas empleadas en el análisis del “despilfarro” se denomina
“VSM”, del inglés, Value Stream Mapping, o lo que es lo mismo, mapa del flujo
de valor, y consiste en lo siguiente:
i. Aclarar cuál es el problema identificado en el proceso.
ii. Establecer el mapa del proceso y analizar las etapas que intervienen en
él.
iii. Estudiar las etapas y decidir cuáles de ellas aportan valor, cuáles de
ellas no aportan valor pero resultan esenciales dentro del proceso, y
cuáles de ellas resultan un despilfarro.
iv. Planificar y ejecutar las acciones necesarias para eliminar aquellas
etapas “despilfarro”.
v. Intentar reducir las etapas esenciales sin valor en la medida de lo
posible.
vi. Confirmar el nuevo proceso, midiendo y monitorizando el nuevo mapa.
A continuación se incluye un esquema de esta herramienta (ver figura 12).

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
61
Reducción de las actividades que no aportan valor pero son
esenciales en el proceso.
Eliminación del desperdicio.
Figura 12. Esquema Value Stream Mapping (VSM)
Mapa del proceso
y flujo de valor:
No aporta valor
Aporta valor
LEAD-TIME
COSTE
LEAD-TIME
COSTE
Mapa del proceso
y flujo de valor:
No aporta valor
Aporta valor Ahorro de
tiempo y
coste
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
62
Como ejemplo de aplicación de esta herramienta dentro del proceso de entrega de
aeronaves, se ha realizado una revisión y análisis del proceso durante la fase de
aceptación con el cliente, con el objetivo de reducir el lead-time actual de la fase de
entrega. Entre los beneficios que reportaría la reducción de este lead-time se
encuentran los siguientes:
- Asegurar la cadencia de entrega de las aeronaves planificada y evitar retrasos.
- Reducción de costes.
- Minimización de penalizaciones por retrasos.
- Optimización de recursos.
- Optimización del tiempo de desplazamiento de cliente destinado a la
aceptación de la aeronave.
En el análisis VSM llevado a cabo, se han identificado todas las actividades
involucradas en el proceso de entrega a cliente de una aeronave, y se han identificado
las siguientes oportunidades de mejora y de reducción del lead-time del proceso:
1) Cambio en la secuencia de las actividades: vuelo de aceptación con cliente
realizado en el día 1 del proceso.
2) Reducción de las pruebas de CAM en tierra con cliente.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
63
3) Optimización de las inspecciones CIG con cliente: agrupación por zonas,
estandarización de criterios de aceptación, paralelización de inspecciones.
La secuencia de actividades establecida en el proceso de entrega (CAM) viene
heredada de la secuencia de actividades requeridas en el proceso de aceptación
industrial (PATM) de la aeronave, en la que es necesario en primer lugar validar la
correcta operación de sistemas y motores en tierra con el fin de verificar que la
aeronave está lista para realizar su primer vuelo. En el caso del proceso de entrega,
las pruebas operacionales consisten en una demostración funcional con el cliente,
por lo que la secuencia de operaciones puede variar, sin que sea necesario
mantener el orden requerido en la fase PATM (ensayos estáticos rodaje de
motores vuelo; ver capítulo 3).
Por consiguiente, reordenando la secuencia de actividades y estableciendo en
primer lugar una de las actividades de mayor valor añadido y que forma parte del
camino crítico, el vuelo con el cliente, se ve reducido el proceso de entrega por los
siguientes motivos:
Se reducen drásticamente las actividades de CAM en tierra, al haberse
realizado ya su prueba durante el vuelo, por lo que eliminamos repeticiones
de pruebas, es decir sobre-proceso y, en definitiva, despilfarros.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
64
Al formar parte del camino crítico el vuelo de aceptación, se amplía el
margen de reacción de las actividades posteriores involucradas con el
resultado del mismo, como son el análisis de las incidencias durante el
vuelo, reparación y resolución de las mismas, posible actualización de los
manuales operativos, etc, evitando retrasar estas actividades hacia al final
del proceso lo que podría provocar retrasos en la planificación.
El análisis exhaustivo del reporte post-vuelo generado durante la operación
y requerido para la identificación de posibles fallos que deban ser resueltos
antes de la aceptación de la aeronave puede realizarse en paralelo a las
actividades de inspección del CIG, por lo que evita añadir ciclo al proceso
con su potencial impacto.
En las figuras 13 y 14 de la página siguiente se representa, simplificada, la
secuencia de actividades del proceso de entrega de la aeronave, antes de la
puesta en práctica de la herramienta VSM y después. Se puede apreciar una
reducción del lead-time del proceso, de una semana, aproximadamente,
repercutiendo con ello en ahorro de costes y múltiples beneficios como los que
se han mencionado anteriormente.
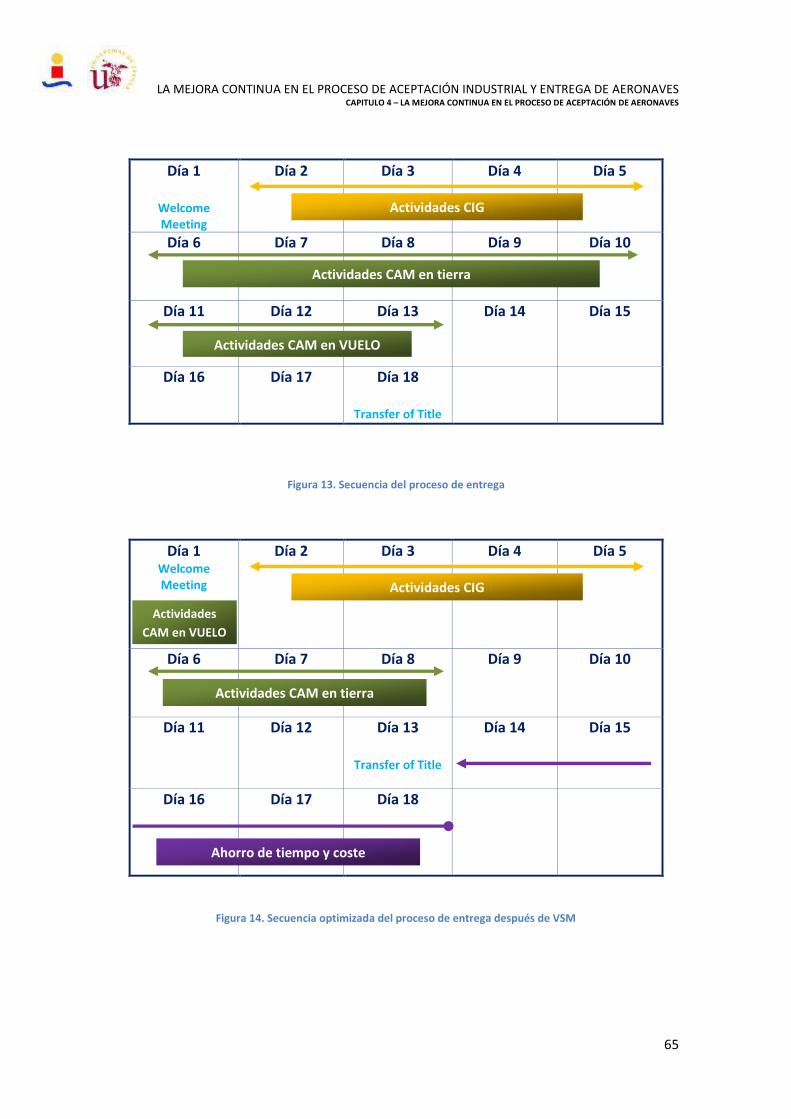
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
65
Día 1
Welcome Meeting
Día 2 Día 3 Día 4 Día 5
Día 6 Día 7 Día 8 Día 9 Día 10
Día 11 Día 12 Día 13 Día 14 Día 15
Día 16 Día 17 Día 18
Transfer of Title
Figura 13. Secuencia del proceso de entrega
Día 1 Welcome Meeting
Día 2 Día 3 Día 4 Día 5
Día 6 Día 7 Día 8 Día 9 Día 10
Día 11 Día 12 Día 13
Transfer of Title
Día 14 Día 15
Día 16 Día 17 Día 18
Figura 14. Secuencia optimizada del proceso de entrega después de VSM
Actividades CIG
Actividades CAM en tierra
Actividades CAM en VUELO
Actividades CIG
Actividades CAM en tierra
Actividades
CAM en VUELO
Ahorro de tiempo y coste
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
66
4.2) Análisis de la causa raíz (Root cause analysis):
Consiste en analizar las causas que subyacen detrás de un problema, puntual o
repetitivo, de tal manera que ello permita aplicar las medidas de contención y
corrección apropiadas para contener el problema a corto plazo, identificando la
causa raíz del problema y estableciendo un plan de acción con aquellas
acciones correctivas y preventivas que garantizan la solución al mismo para que
éste no vuelva a aparecer en el futuro.
Uno de los métodos más estandarizados para el análisis de la causa raíz es el
conocido como “PPS”, del inglés, “Practical Problem Solving”, y que se traduce
como Resolución Práctica de Problemas. A continuación explicamos cuáles son
los pasos a seguir para aplicar este método y qué herramientas ofrece para
facilitar dicho a análisis de la causa raíz.
El método PPS define una serie de pasos a seguir para su aplicación, como los
que se listan a continuación:
1. Exponer el problema sujeto de análisis ante un equipo multifuncional.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
67
2. Describir minuciosamente el problema recogiendo todos los datos
posibles con ayuda de las siguientes preguntas: ¿qué?, ¿cuándo?, ¿cómo?,
¿dónde?, ¿quién?, ¿por qué?.
3. Lanzar las acciones de contención inmediatas en un plan de acción para
mitigar el impacto en el proceso, proteger al cliente y evitar que el problema
empeore.
4. Listar e investigar las posibles causas raíz que hayan podido contribuir a
la aparición del problema, evento, no conformidad o fallo, mediante las
diferentes herramientas disponibles para ello, por ejemplo, los “5 porqués”,
diagrama de Ishikawa, etc., que se detallarán más adelante.
5. Identificar, clasificar y validar las distintas acciones correctoras
permanentes, considerando las ventajas y desventajas, así como prioridad y
criticidad, y evaluando costes y beneficios.
6. Asegurar que las acciones correctoras elegidas son implementadas
correctamente y comprobar su efectividad, es decir, que la solución es
duradera y el problema ya no vuelve a ocurrir.
7. Extender el plan de acción en otras áreas diferentes de manera que sirva
como medida preventiva para que el problema no vuelva a aparecer.
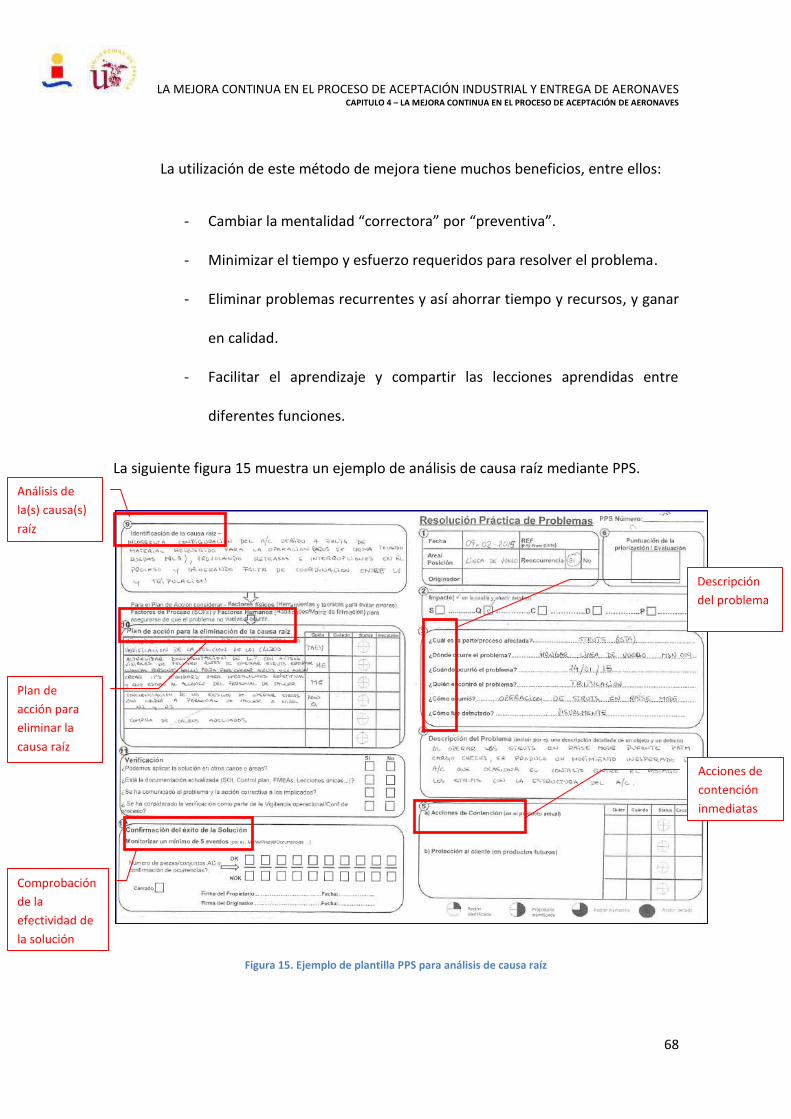
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
68
La utilización de este método de mejora tiene muchos beneficios, entre ellos:
- Cambiar la mentalidad “correctora” por “preventiva”.
- Minimizar el tiempo y esfuerzo requeridos para resolver el problema.
- Eliminar problemas recurrentes y así ahorrar tiempo y recursos, y ganar
en calidad.
- Facilitar el aprendizaje y compartir las lecciones aprendidas entre
diferentes funciones.
La siguiente figura 15 muestra un ejemplo de análisis de causa raíz mediante PPS.
Figura 15. Ejemplo de plantilla PPS para análisis de causa raíz
Descripción
del problema
Acciones de
contención
inmediatas
Análisis de
la(s) causa(s)
raíz
Plan de
acción para
eliminar la
causa raíz
Comprobación
de la
efectividad de
la solución

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
69
Dos de las herramientas más efectivas y sencillas para la investigación de un
problema y averiguación de la causa raíz (aproximadamente el 80% de los
problemas pueden resolverse empleando éstas), y que se emplean en la
aplicación del método PPS, son las mencionadas en el punto 4 y que
describimos con más detalle a continuación:
2.a) Técnica de los 5 “Porqués”: esta técnica consiste en preguntar
repetidamente (cinco veces) el por qué del evento o problema, de tal
manera que se van descubriendo las diferentes “capas” del problema,
explorando todas las causas potenciales y por consiguiente facilita el llegar
a conocer el origen del mismo.
Vemos a continuación, en la figura 16 un ejemplo utilizado en el análisis de
la causa raíz del PPS ejemplo de la página anterior:
1.¿POR QUÉ se han dañado las barras
soporte del avión? Por el desplazamiento inesperado del
avión
2. ¿POR QUÉ se ha producido el
desplazamiento inesperado? Porque el posicionamiento de los calzos no
era correcto y su número resultaba
insuficiente

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
70
Figura 16. Los 5 Porqués en el análisis de la causa raíz - Ejemplo
2.b) Diagrama de Ishikawa o de “espina de pescado”: se conoce también
como el diagrama “causa-efecto”.
Esta herramienta toma el nombre de Kaoru Ishikawa (Japón, 1915-1989)
considerado el padre del análisis científico de las causas de problemas en
procesos industriales. Este diagrama agrupa por categorías todas las causas
de los problemas o fallos.
3.¿POR QUÉ el posicionado era incorrecto y no
había calzos suficientes?
4.¿POR QUÉ se interpretó incorrectamente la
documentación y faltó la verificación adicional
antes de operar?
5.¿POR QUÉ se da esta falta de coordinación?
Porque los calzos se estaban compartiendo con
otro avión. Posicionado incorrecto debido a
incorrecta interpretación de la documentación por
personal de tierra y falta de verificación adicional
de su posición por la tripulación antes de operar
los soportes.
Documentación poco precisa para la preparación
del avión y falta de coordinación entre el personal
de tierra y tripulación.
Falta de material para la prueba y malentendidos
por documentación no precisa generaron
interrupciones durante la prueba y dificultaron el
seguimiento apropiado de la misma.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
71
Cuando descubrir la causa raíz no es evidente, se recurre a la realización
de un “brainstorming” o tormenta de ideas, con un equipo multifuncional
que indaga minuciosamente en las posibles causas de un problema (fallo,
defecto, no conformidad o algún evento no deseado) y en su posible origen.
El método utilizado consiste en seguir los siguientes pasos:
o En primer lugar debe definirse con exactitud el problema observado:
cuál es el problema, quién o quiénes están involucrados, cuándo y
dónde ha sucedido. Este problema se representará en la punta de la
espina de pez.
o A continuación deben identificarse qué factores mayores han
intervenido en el problema y clasificarlos en diferentes categorías de
potenciales causas. Éstas se representan en ramas independientes
que desembocan en la rama principal de la espina de pez. Entre las
diferentes categorías pueden considerarse Mano de Obra,
Maquinaria, Materiales, Método de Trabajo, Medición, Medio
Ambiente…
o Una vez que se han establecido las categorías, se deben explorar las
posibles “causas de las causas” para cada una de ellas hasta
identificar todas aquellas posibles.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
72
Este diagrama debe servir como documento vivo de trabajo y para
profundizar en el análisis de las causas raíz más probables con el fin de facilitar
el llegar a la conclusión del origen del problema y proponer una posible
solución para el mismo.
Se incluye a continuación un esquema del diagrama causa-efecto.
Figura 17. Esquema diagrama de Ishikawa o diagrama causa-efecto.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
73
4.3) Otras herramientas de mejora:
En este último apartado se mencionan otras herramientas básicas de mejora
continua empleadas con frecuencia lo largo del proceso de aceptación del avión en
línea de vuelo:
3.a) Lecciones Aprendidas (Lessons Learnt):
Representa otra de las herramientas a utilizar dentro la cultura de la
mejora continua y tiene como propósito aprender de la experiencia de
la organización, tanto de las buenas prácticas como de los errores,
divulgando este conocimiento dentro de las aéreas involucradas, así
como al resto de la organización. Esta realimentación resulta
fundamental dentro del ciclo de mejora continua.
El uso de las lecciones aprendidas aporta numerosos beneficios, como
los que se listan a continuación:
- Ayuda a evitar repetir los mismos errores y a preguntarse qué se
podría mejorar de cara a ofrecer un mejor resultado y producto al
cliente;
- Fomenta el compromiso con la cultura de la mejora continua y
aprendizaje constante;
- Mejora el producto a lo largo de todo el ciclo de vida;
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
74
- Promueve y extiende las buenas prácticas e ideas a otras aéreas
de la organización;
- Preserva el conocimiento de la experiencia.
3.b) Paneles de Gestión Visual (Visual Management Board) (SQCDP):
Estos paneles constituyen un punto de encuentro de los diferentes
equipos de trabajo y sirven para compartir y visualizar fácilmente
información diversa relacionada con el proceso de las actividades, medir
el desempeño del equipo mediante KPIs o indicadores establecidos por
el equipo, identificar problemas, acciones correctoras y actividades de
mejora, para cada una de las áreas en que se divide el panel, que se
representan por las letras “S-Q-C-D-P” y corresponden a los siguientes
conceptos que se describen a continuación:
Safety: mide la salud y seguridad del proceso y/o equipo de
trabajo, como por ejemplo, accidentes, riesgos, condiciones de
trabajo, nivel de estrés, etc.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
75
Quality: mide la calidad del trabajo desempeñado y/o del
producto entregado. Indicadores asociados son, por ejemplo,
calidad del producto entregado por el equipo, cantidad de
retrabajos, tasa de producto entregado bien a la primera,
adherencia a los procesos, etc.
Cost: mide el coste asociado a la actividad del equipo, como por
ejemplo, costes de no calidad, adherencia al presupuesto
planificado con respecto al real, coste de retrabajos, etc.
Delivery: mide la entrega del producto del proceso en tiempo
People: mide los factores relacionados con el equipo y las
necesidades que pueden impactar la dinámica del mismo, por
ejemplo, desarrollo, compromiso, planificación de recursos, etc.
Dentro de la cultura de mejora continua, el objetivo del panel de gestión
visual es medir la “entrega en tiempo, coste y calidad en un ambiente
seguro y con gente motivada”.
Con estos paneles se puede visualizar fácilmente y a primera vista,
cómo es el desempeño del equipo con respecto a los indicadores que se
han establecido, ya que las letras SQCDP se van coloreando en rojo o en
verde en función del resultado semanal de dichos indicadores.
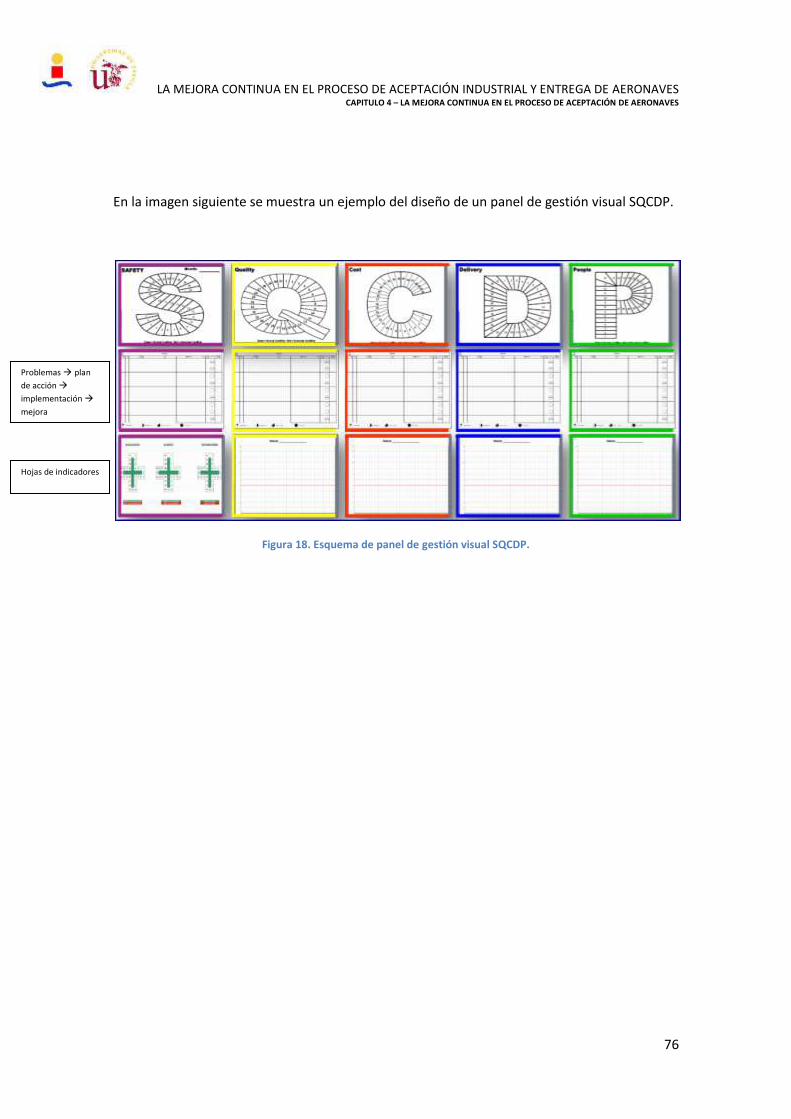
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
76
En la imagen siguiente se muestra un ejemplo del diseño de un panel de gestión visual SQCDP.
Figura 18. Esquema de panel de gestión visual SQCDP.
Problemas plan
de acción
implementación
mejora
Hojas de indicadores
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
77
4.4) Gestión y corrección de eventos:
Para lograr la excelencia en calidad, reducción del tiempo del proceso de
entrega, y ganar en confianza y satisfacción del cliente, resulta indispensable
establecer un procedimiento gestión de eventos de no calidad basado en los
principios de la mejora continua: prevención y realimentación.
Se ha establecido un modelo de gestión para centralizar y analizar todos
los eventos que se detectan, no sólo durante el proceso de aceptación
industrial y entrega de la aeronave en la línea de vuelo, sino también aquellos
detectados por el cliente en las aeronaves ya en servicio y los detectados
durante todo el proceso de fabricación, con el fin de garantizar:
o el correcto flujo de información de los problemas de no calidad
reportados;
o su análisis e identificación de la causa raíz del problema;
o establecimiento del plan de acción oportuno para su contención y
corrección;
o y verificación de la robustez de la solución para evitar que se vuelvan a
repetir;
o la mejora continua de la calidad del producto.
Se define “evento”, como el problema de no calidad, la no conformidad,
defecto, problema repetitivo, FOD (Foreign Object Damage), escape de calidad
con un gran impacto industrial o con un potencial impacto en seguridad.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
78
Este modelo de gestión de los eventos de calidad sigue el flujo de actividades
que se muestra en la siguiente figura y que se detallan a continuación:
Figura 19. Flujo del proceso de gestión y corrección de eventos de calidad
En primer lugar deben tenerse en cuenta las diferentes fuentes de origen
donde es posible detectar un evento:
- Por el cliente (en la aeronave en servicio)
- Durante la fase de pruebas de aceptación con cliente (CAM)
- Durante la fase de pruebas de aceptación industrial (PATM)
- Durante el proceso industrial (FAL)
1.DETECCIÓN DEL EVENTO (INPUT)
2.DESCRIPCIÓN DEL EVENTO Y APERTURA EN LA BASE DE DATOS
3.ANALISIS DEL EVENTO Y EVALUACIÓN DE SU CRITICIDAD E IMPACTO/NO IMPACTO EN SEGURIDAD (AMFEC)
4.ASIGNACIÓN DE UNA PLAN DE ACCIÓN: análisis de causa raíz, acciones de contención y acciones correctoras.
5. VALIDACIÓN Y CIERRE DEL EVENTO
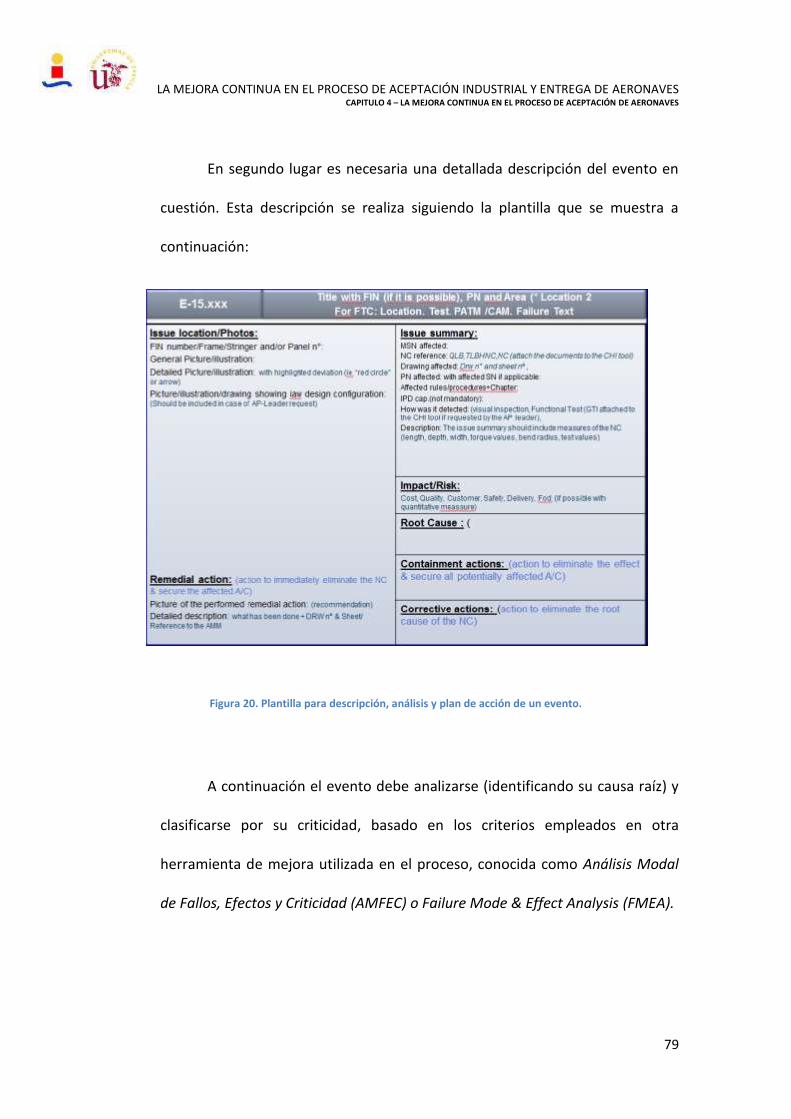
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
79
En segundo lugar es necesaria una detallada descripción del evento en
cuestión. Esta descripción se realiza siguiendo la plantilla que se muestra a
continuación:
Figura 20. Plantilla para descripción, análisis y plan de acción de un evento.
A continuación el evento debe analizarse (identificando su causa raíz) y
clasificarse por su criticidad, basado en los criterios empleados en otra
herramienta de mejora utilizada en el proceso, conocida como Análisis Modal
de Fallos, Efectos y Criticidad (AMFEC) o Failure Mode & Effect Analysis (FMEA).

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
80
Esta herramienta posibilita la evaluación y la mitigación de riesgos y fallos
potenciales incluso antes de que puedan producirse, al actuar directamente en la
causa raíz de un problema. De esta manera pone el foco en la prevención en
lugar de la corrección.
Para realizar el análisis de los eventos, no conformidades o fallos
encontrados durante el proceso, estos se clasifican según tres características:
- Ocurrencia (Occ): mide la repetitividad potencial u ocurrencia de
un determinado fallo, es decir, la probabilidad de aparición del fallo que
provoque el efecto no deseado.
- Detectabilidad (Det): trata de determinar el nivel de dificultad al
detectar la causa raíz del fallo potencial antes de que se produzca el
efecto o, en otras palabras, cómo de probable es que no se detecte,
transmitiéndose a etapas posteriores en el proceso y generando por ello
los consiguientes problemas y llegando en último término a afectar al
cliente o usuario final. Cuanto más difícil sea detectar el fallo existente y
más tarde se detecte, el impacto y coste del mismo en el proceso será
mayor.
- Severidad (Sev): mide el impacto que provoca el fallo o evento,
tanto en la funcionalidad del producto como en el proceso, según la
percepción del cliente /usuario final.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
81
Los valores establecidos de ponderación se asignarán atendiendo a la
clasificación propuesta en la tabla que se muestra a continuación:
SEVERIDAD OCURRENCIA DETECTABILIDAD
1 Insignificante Defecto cosmético/visual sin impacto en la disponibilidad del avión
1 Raro 1 avión
1 Medios habituales Pruebas, IVs, Calidad
2 Limitada La reparación requiere hangar o la repetición de un rodaje. Impacto bajo en la disponibilidad del avión (el avión puede volar más de 30 FH).
2 Ocasional 2 aviones
2 Otros medios Detectado por primera vez por tripulación durante fase de PATM o por cliente durante fase de CAM.
3 Alta La reparación requiere un repostaje/vaciado de combustible y/o tiene un impacto de 1 día en el proceso de entrega. Tiene un alto impacto en la disponibilidad del avión (restricción para volar no más de 30 FH).
3 Frecuente Más de 5 aviones
3 Por casualidad Detectado únicamente por cliente en varias ocasiones
4 Muy alta
La reparación requiere realizar otro vuelo de comprobación y/o impacta en el proceso de entrega más de 1 día. El defecto ocasiona un AOG (avión en tierra).
4 Sistemático
Más de 10 aviones
4 En operación
Detectado por cliente en la aeronave en servicio ocasionando retrasos en su operación
Una vez que se han identificado los modos de fallos, sus efectos y las
posibles causas, el análisis de modo de fallo calcula el IPR (Indice de Prioridad
de Riesgo) o, en inglés, RPN (Risk Priority Number). Este índice permite evaluar
los riesgos y priorizar aquellos que tengan potencialmente un mayor impacto
en el cliente. Se calcula con la siguiente fórmula:
IPR ó RPN = Sev * Occ * Det

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
82
Una vez conocidos los valores de IPR, se establecen las acciones
oportunas (plan de acción) para mitigar la ocurrencia del fallo y se
implementan.
Por último se verifica la eficacia y robustez de dicha acción, y se revisará
el valor IPR obtenido tras la implementación de las diferentes acciones.
El seguimiento de la resolución de los eventos se realiza a través de una
lista maestra que se obtiene de la base de datos y que compila todos los
eventos y su progreso, clasificándose en cinco fases diferentes:
0. PENDING: evento pendiente de asignar a responsable
1. OPENED: evento abierto y responsable asignado
2. CONTAINED: acción de contención completada
3. ANALYZED: evento analizado y causa raíz identificada
4. LAUNCHED: acción correctora definida
5. VALIDATED: acción correctora validada en 5 aviones
Para medir la evolución y periodo de tiempos de respuesta y cierre de
los eventos detectados, se establece un indicador temporal para la contención,
análisis y cierre del evento, siendo éste inferior a 5 días, inferior a 90 días e
inferior a 180 días, respectivamente.
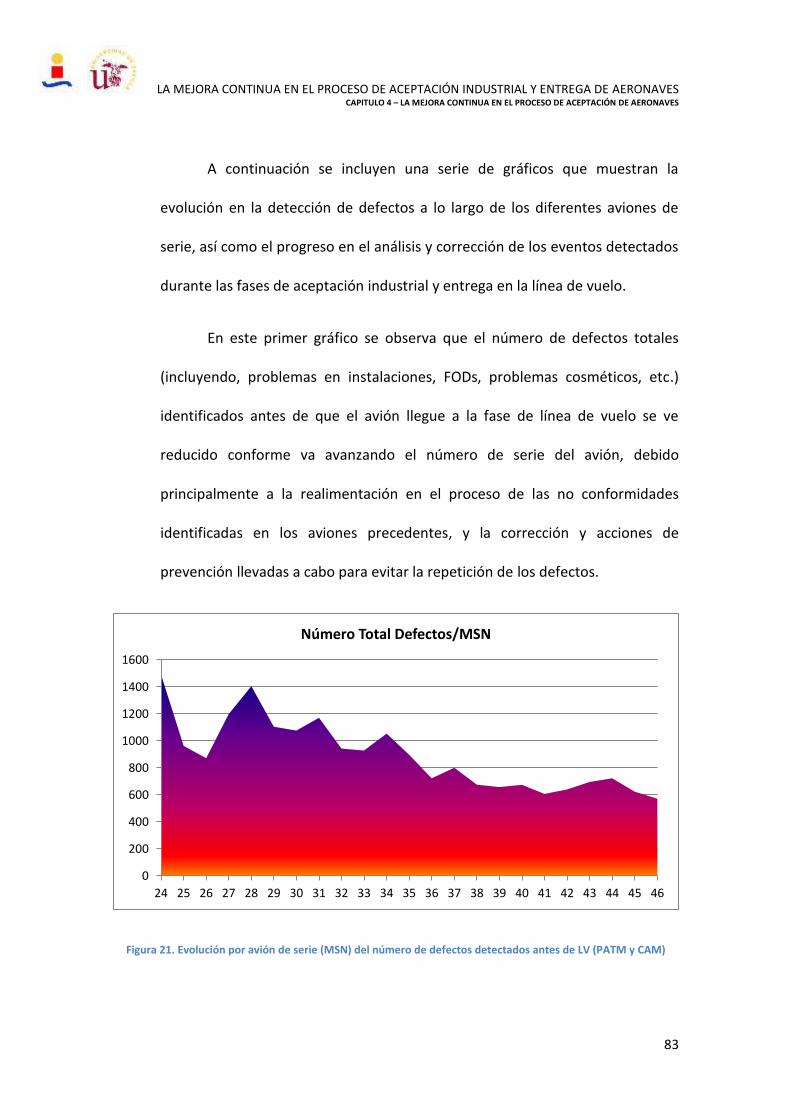
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
83
A continuación se incluyen una serie de gráficos que muestran la
evolución en la detección de defectos a lo largo de los diferentes aviones de
serie, así como el progreso en el análisis y corrección de los eventos detectados
durante las fases de aceptación industrial y entrega en la línea de vuelo.
En este primer gráfico se observa que el número de defectos totales
(incluyendo, problemas en instalaciones, FODs, problemas cosméticos, etc.)
identificados antes de que el avión llegue a la fase de línea de vuelo se ve
reducido conforme va avanzando el número de serie del avión, debido
principalmente a la realimentación en el proceso de las no conformidades
identificadas en los aviones precedentes, y la corrección y acciones de
prevención llevadas a cabo para evitar la repetición de los defectos.
Figura 21. Evolución por avión de serie (MSN) del número de defectos detectados antes de LV (PATM y CAM)
0
200
400
600
800
1000
1200
1400
1600
24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46
Número Total Defectos/MSN
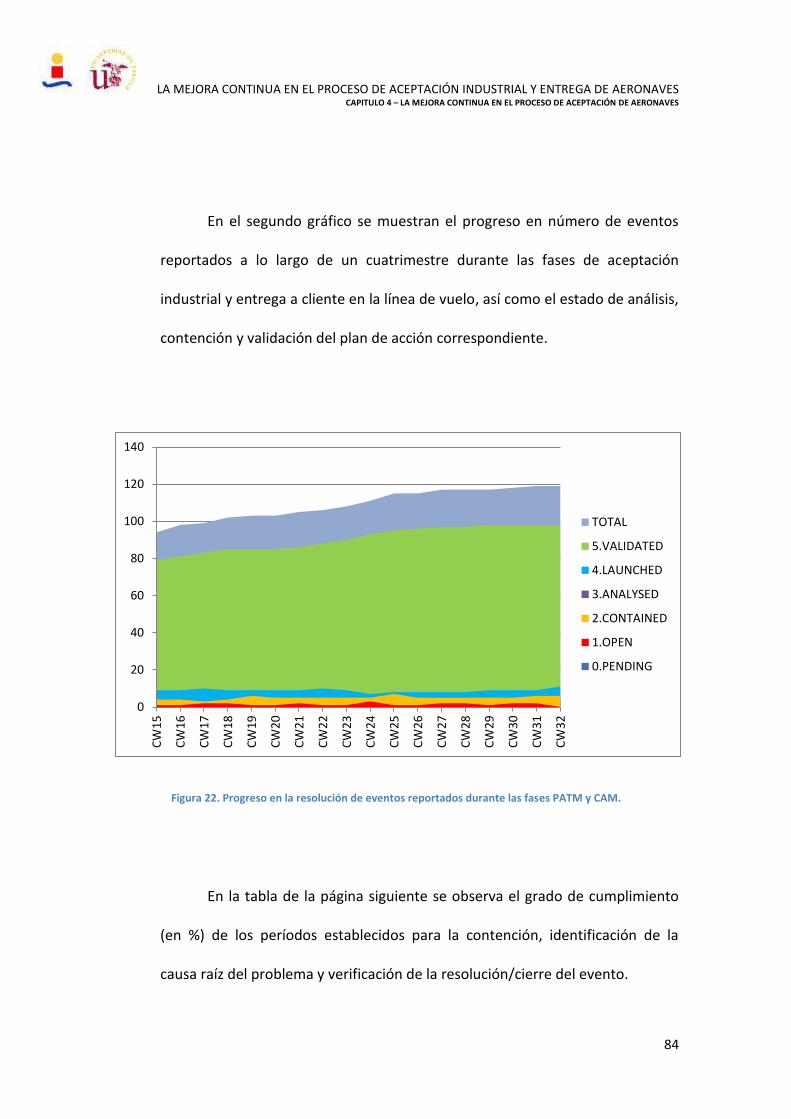
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
84
En el segundo gráfico se muestran el progreso en número de eventos
reportados a lo largo de un cuatrimestre durante las fases de aceptación
industrial y entrega a cliente en la línea de vuelo, así como el estado de análisis,
contención y validación del plan de acción correspondiente.
Figura 22. Progreso en la resolución de eventos reportados durante las fases PATM y CAM.
En la tabla de la página siguiente se observa el grado de cumplimiento
(en %) de los períodos establecidos para la contención, identificación de la
causa raíz del problema y verificación de la resolución/cierre del evento.
0
20
40
60
80
100
120
140
CW
15
CW
16
CW
17
CW
18
CW
19
CW
20
CW
21
CW
22
CW
23
CW
24
CW
25
CW
26
CW
27
CW
28
CW
29
CW
30
CW
31
CW
32
TOTAL
5.VALIDATED
4.LAUNCHED
3.ANALYSED
2.CONTAINED
1.OPEN
0.PENDING
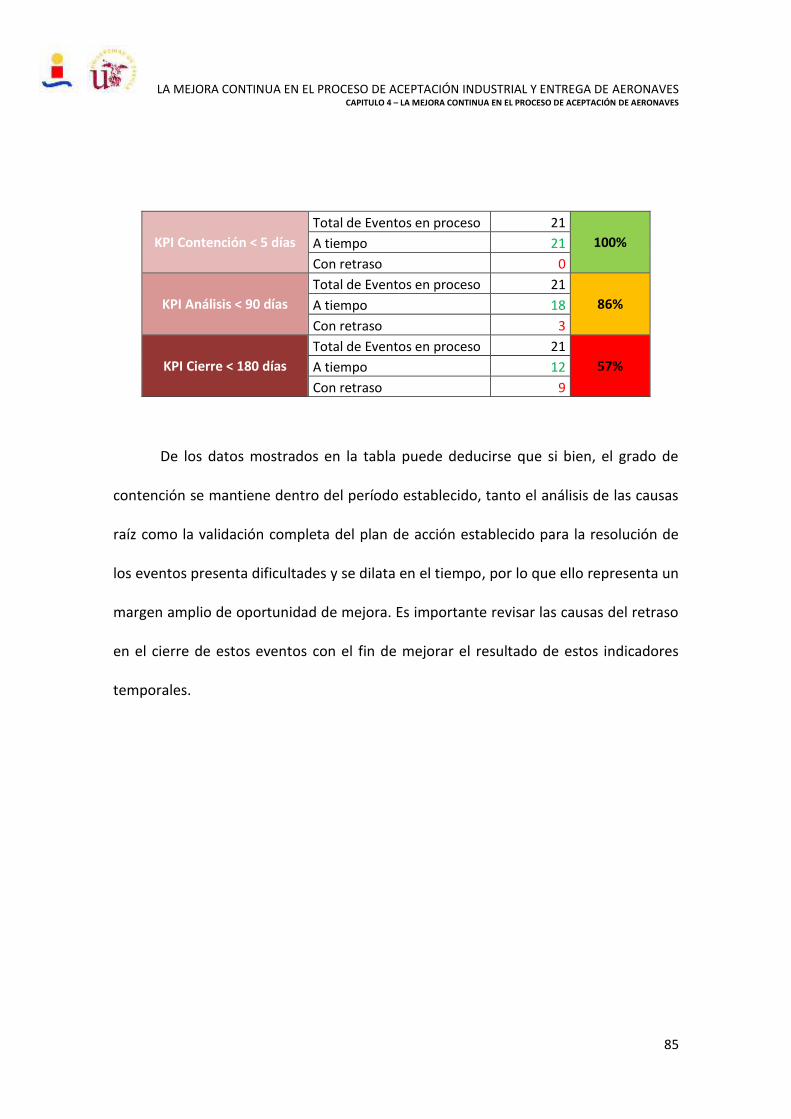
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CAPITULO 4 – LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN DE AERONAVES
85
KPI Contención < 5 días
Total de Eventos en proceso 21
100% A tiempo 21
Con retraso 0
KPI Análisis < 90 días
Total de Eventos en proceso 21
86% A tiempo 18
Con retraso 3
KPI Cierre < 180 días
Total de Eventos en proceso 21
57% A tiempo 12
Con retraso 9
De los datos mostrados en la tabla puede deducirse que si bien, el grado de
contención se mantiene dentro del período establecido, tanto el análisis de las causas
raíz como la validación completa del plan de acción establecido para la resolución de
los eventos presenta dificultades y se dilata en el tiempo, por lo que ello representa un
margen amplio de oportunidad de mejora. Es importante revisar las causas del retraso
en el cierre de estos eventos con el fin de mejorar el resultado de estos indicadores
temporales.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CONCLUSIONES
86
CONCLUSIONES
Se ha destacado a lo largo de todo el proyecto la importancia de persecución de
la excelencia en la calidad para convertirla en una ventaja competitiva, teniendo
siempre como objetivo la satisfacción y fidelidad del cliente, siendo eficientes y
minimizando los costes de no calidad para así optimizar resultados.
Para lograr este objetivo es de vital importancia la implantación de sistemas de
gestión de la calidad, que establezcan una gestión por procesos, enfocados a la
satisfacción del cliente y basados en la cultura de la mejora continua, adquirida como
mentalidad y responsabilidad de todos los integrantes de la organización.
Resulta igual de importante el establecimiento de un liderazgo óptimo dentro
de la organización, que promueva y asegure el cumplimiento de la política de calidad
basada en la mentalidad preventiva, mejor que correctiva.
La mejora continua debe adoptarse como un cambio de mentalidad y una
actitud frente al trabajo que se desempeña en los diferentes procesos y a todos los
niveles, en los que el esfuerzo radica en realizar el trabajo correctamente a la primera,
evitando correcciones posteriores, inspecciones, retrabajos, concesiones, etc, que
generan un sobrecoste asociado a la no calidad, con el consiguiente impacto en la
entrega del producto, en este caso una aeronave. Este impacto no solo deriva en
retrasos en la entrega, sino en la imagen corporativa frente al cliente y su confianza.
LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CONCLUSIONES
87
Para conseguir el objetivo de excelencia en Calidad, incrementar la satisfacción
del cliente y resultar más competitivos, deben atacarse la no calidad desde dos
aspectos principalmente:
Minimizando los Costes de no Calidad (CnQ)
Controlando la No Conformidad: detectar los defectos con la mayor
antelación posible en el proceso para minimizar el impacto en cliente,
analizando su causa raíz y estableciendo las acciones correctoras
pertinentes para evitar la reaparición del defecto y por tanto
consiguiendo su eliminación.
En el último capítulo del proyecto hemos visto los diversos métodos y
herramientas de mejora continua implantados a lo largo de todos los procesos
involucrados en una planta de ensamblaje final de aeronaves, y especialmente
durante la fase final en dicha planta, en la que tiene lugar el proceso de aceptación
industrial y entrega al cliente.
Los datos mostrados reflejan una evolución constante hacia la mejora de la
calidad del producto entregado, en este caso una aeronave, debido a la
implantación y asimilación de las herramientas de mejora continua descritas en
este proyecto. Ello se ve reflejado en la disminución de la cantidad de defectos
detectados y en la optimización del lead-time del proceso de entrega a cliente.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES CONCLUSIONES
88
No obstante los datos evidencian también la existencia de un gran margen de
mejora. Así pues, resulta necesario que dicha tendencia se mantenga en el futuro
para asegurar una reducción firme de los costes asociados a la no calidad, la
optimización del lead-time del proceso de aceptación industrial y entrega de la
aeronave, el aumento de la calidad y, por consiguiente, la confianza y satisfacción
del cliente.

LA MEJORA CONTINUA EN EL PROCESO DE ACEPTACIÓN INDUSTRIAL Y ENTREGA DE AERONAVES REFERENCIAS
89
REFERENCIAS
AENOR – Asociación Española de Normalización y Certificación
(http://www.aenor.es/)
EAQG – European Aerospace Quality Group (http://www.eaqg.org/)
IAQG – International Aerospace Quality Group (http://www.sae.org/iaqg/)
AEC – Asociación Española para la Calidad (http://www.aec.es)
“Guía para la aplicación de la norma 9100 en las industrias del sector
aeronáutico”- Instituto Andaluz de Tecnología, 2003





























