Embed Size (px)
Citation preview
UNIVERSIDAD DE LA FRONTERA
FACULTAD DE INGENIERÍA, CIENCIAS Y ADMINISTRACIÓN DEPARTAMENTO DE INGENIERÍA QUÍMICA
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de
Laboratorio para el Tratamiento de RILes de la Industria Cervecera
PROFESORES: Dra. María Cristina Diez Dr.-Ing. Cristian Bornhardt
INTEGRANTE: Gerhard Schleenstein
ABRIL 2002
Agradecimientos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
i
Agradecimientos
caminando, caminando / voy buscando libertad
ojalá encuentre camino / para seguir caminado
ojalá encuentre camino / para seguir caminado
(Víctor Jara)
Agradecimientos al Prof. Dr.-Ing. Martin Jekel de la Universidad Técnica de Berlín, quien hizo
posible la estancia en Chile por otorgar la beca del Programa ALFA de la Unión Europea; al
Departamento de Ingeniería Química de la Universidad de La Frontera de Temuco (UFRO),
Dra. María Cristina Diez y Dr.-Ing. Cristian Bornhardt, por guiar el trabajo; al Jefe de Suministros
y Medio Ambiente de la Compañía Cervecerías Unidas (C.C.U.) S.A. Planta Temuco, Mauricio
Pérez y sus colaboradores; a Jorge Cabrera, Jorge Ross y a las analistas del Laboratorio de
RILes UFRO, por su ayuda en la concreción del presente trabajo; y a las compañeras y
compañeros de la carrera de Ingeniería Ambiental, quienes me han acompañado y apoyado en
el camino y en la búsqueda de una salida cuando la realización del proyecto estuvo extraviada.
Resumen
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
ii
Abstract A first set up of an coupled anaerobic-aerobic treatment plant for liquid residues on laboratory
scale was carried out. Functionality and operation of the plant were evaluated and verified by
employing liquid industrial residues of a brewery industry, through controlling operation
parameters such as volumetric and sludge loads, nutrients, pH, temperature, aeration-agitation,
sludge return and discharge. High dissolved organic loads, a good biodegradability and
susceptibility to failure of nutritional balance characterize these residues. In the case of the local
brewery plant, the following average parameters were reported: CODtotal = 2750 mg/L,
BOD5/COD ratio of 0,63 and TSS = 375 mg/L. All measurements were based on standard
methods.
The coupled anaerobic-aerobic treatment plant consists in an UASB anaerobic reactor, a
traditional activated sludge system, and measurement instruments for temperature, pH and
dissolved oxygen, that permit their automatic adjustment. Obtained data is transferred by an
controller (RTU) to a personal computer for its afterward use. After inoculation and set up, the
plant was operated during six weeks, while reducing hydraulic retention time of the aerobic
phase from 24 to 4,2 h. The heating system of the UASB showed weaknesses, which in
combination with low pH of the crude feed led to removal efficiencies for the organic load of only
15 to 70%. Subsequently, operating parameters like volumetric and sludge load of the activated
sludge were subject to heavy changes, leaving its optimal operation ranges. Light flocs and
drastic bulking problems were observed, with a SVI reaching 1000 mL/g and decrease of
MLVSS below 1000 mg/L, which limited plant operation and made a new inoculation necessary.
Despite of this, removal efficiencies for the organic load of up to 92% in the aerobic phase were
reached, resulting in a total efficiency of about 97% for the entire plant, apparently independent
of the employed loads.
Changes of the electric and electronic configuration of the plant were carried out, but besides
necessary pH sensors, it is necessary to invest in the heating system of the anaerobic reactor
and acquisition of additional peristaltic pumps, that are able to work autonomously through
extended periods. There was no way to connect the control unit RTU, wherefore it was returned
to the manufacturer, what made nearly impossible its deep analysis. RTU’s internal
programming design is proposed such way, that it can store measured data throughout
extended periods and guarantee autonomous operation of the plant, lacking presence of PC and
of the controlling and data visualizing RTU-Terminal program.
Resumen
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
iii
Resumen Se realizó la puesta en marcha de una planta combinada anaerobia-aerobia a escala de
laboratorio para el tratamiento de residuos líquidos. Se evaluó y verificó el funcionamiento y
comportamiento de la planta usando un RIL tipo de la industria cervecera, controlando los
parámetros de operación: carga volumétrica, carga másica, nutrientes, pH, temperatura,
aireación-agitación, reciclo y descarte de lodos. Estos RILes se caracterizan por un alto
contenido de materia orgánica disuelta, una buena biodegradabilidad y una predisposición al
desequilibrio nutricional. En el caso de la planta cervecera local, Chile, se reportan valores
promedio de DQOtotal = 2750 mg/L, una razón de DBO5/DQO de 0,63 y SST = 375 mg/L. Las
mediciones se realizaron según metodologías normalizadas.
La planta secuencial anaerobia-aerobia consta de un reactor anaerobio tipo UASB y un sistema
de lodos activados tradicional; cuenta con medidores de T°, pH, OD y dispositivos para su
ajuste automático. Los datos obtenidos por los medidores son transferidos a través de un
controlador (RTU) para su posterior utilización a un PC. Luego de inocular y poner la planta en
marcha se operó durante seis semanas, disminuyendo el TRH de la fase aerobia de 24 a 4,2 h.
La planta mostró fallas en el sistema de calentamiento del UASB que, junto con bajos pH en la
alimentación cruda, llevaron a rendimientos de remoción de la carga orgánica de entre un 15 y
70% solamente. Subsecuentemente, los parámetros de operación del sistema de lodos
activados - carga volumétrica y carga másica - cambiaron fuertemente, abandonando sus
rangos óptimos de operación. Se observó flóculos livianos y un problema de Bulking gravísimo,
con IVLs de hasta 1000 mL/g y una disminución de los MLVSS bajo los 1000 mg/L, que
agravaron la operación de la planta e hicieron necesaria una nueva inoculación. Se logró
eficiencias de remoción de la carga orgánica de hasta 92% para la fase aerobia, dando como
resultado un 97% de rendimiento total, aparentemente independientes de las cargas aplicadas.
Se realizaron cambios en la configuración eléctrica y electrónica de la planta, pero es necesario
efectuar inversiones para lograr su máxima funcionalidad en los campos del sistema de
calentamiento del reactor anaerobio, adquisición de bombas peristálticas adicionales adecuadas
para un funcionamiento autónomo durante periodos de tiempo prolongados, y los sensores
necesarios de pH. No se logró conectar la unidad de control RTU, por lo cual fue devuelta al
fabricante, situación que hizo casi imposible un análisis profundo. Se propuso un diseño de
programa interno de la RTU de tal modo que pueda almacenar los datos de medición durante
periodos prolongados, para garantizar la operación autónoma de la planta sin presencia del PC
y del programa controlador y visualizador RTU-Terminal.
Índice
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
iv
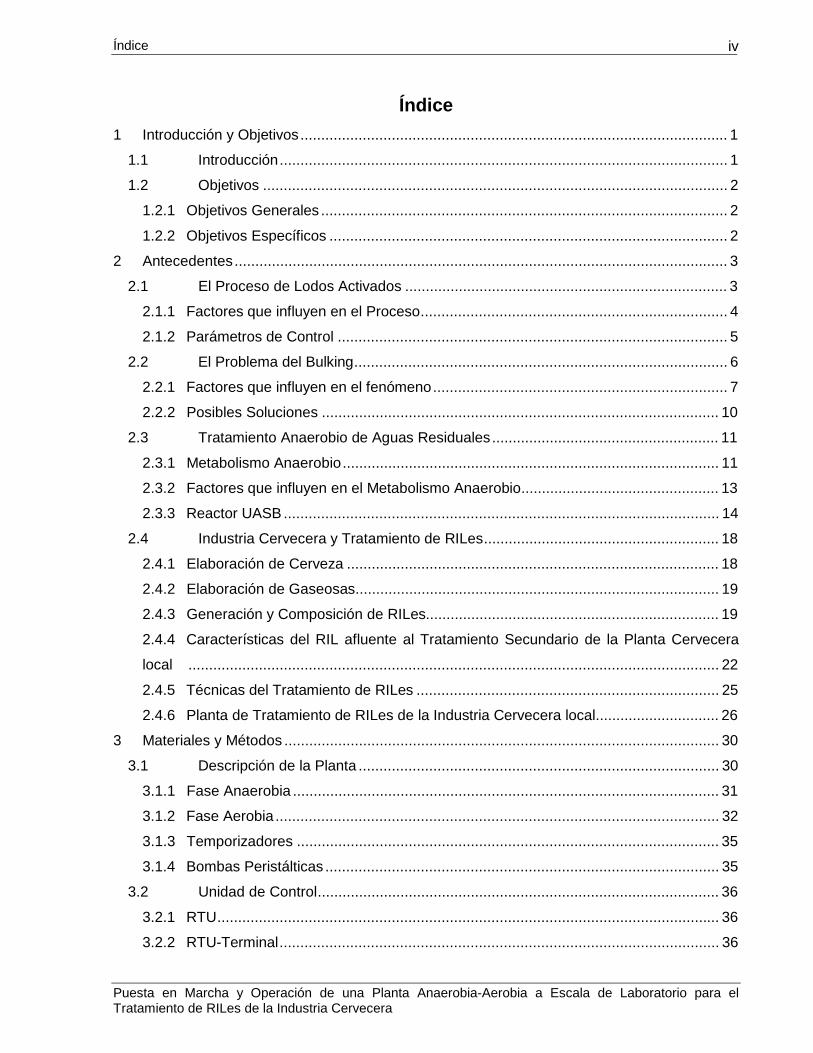
Índice 1 Introducción y Objetivos....................................................................................................... 1
1.1 Introducción............................................................................................................ 1
1.2 Objetivos ................................................................................................................ 2
1.2.1 Objetivos Generales .................................................................................................. 2
1.2.2 Objetivos Específicos ................................................................................................ 2
2 Antecedentes....................................................................................................................... 3
2.1 El Proceso de Lodos Activados .............................................................................. 3
2.1.1 Factores que influyen en el Proceso.......................................................................... 4
2.1.2 Parámetros de Control .............................................................................................. 5
2.2 El Problema del Bulking.......................................................................................... 6
2.2.1 Factores que influyen en el fenómeno....................................................................... 7
2.2.2 Posibles Soluciones ................................................................................................ 10
2.3 Tratamiento Anaerobio de Aguas Residuales....................................................... 11
2.3.1 Metabolismo Anaerobio........................................................................................... 11
2.3.2 Factores que influyen en el Metabolismo Anaerobio................................................ 13
2.3.3 Reactor UASB......................................................................................................... 14
2.4 Industria Cervecera y Tratamiento de RILes......................................................... 18
2.4.1 Elaboración de Cerveza .......................................................................................... 18
2.4.2 Elaboración de Gaseosas........................................................................................ 19
2.4.3 Generación y Composición de RILes....................................................................... 19
2.4.4 Características del RIL afluente al Tratamiento Secundario de la Planta Cervecera
local ................................................................................................................................ 22
2.4.5 Técnicas del Tratamiento de RILes ......................................................................... 25
2.4.6 Planta de Tratamiento de RILes de la Industria Cervecera local.............................. 26
3 Materiales y Métodos ......................................................................................................... 30
3.1 Descripción de la Planta ....................................................................................... 30
3.1.1 Fase Anaerobia ....................................................................................................... 31
3.1.2 Fase Aerobia ........................................................................................................... 32
3.1.3 Temporizadores ...................................................................................................... 35
3.1.4 Bombas Peristálticas ............................................................................................... 35
3.2 Unidad de Control................................................................................................. 36
3.2.1 RTU......................................................................................................................... 36
3.2.2 RTU-Terminal.......................................................................................................... 36
Índice
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
v
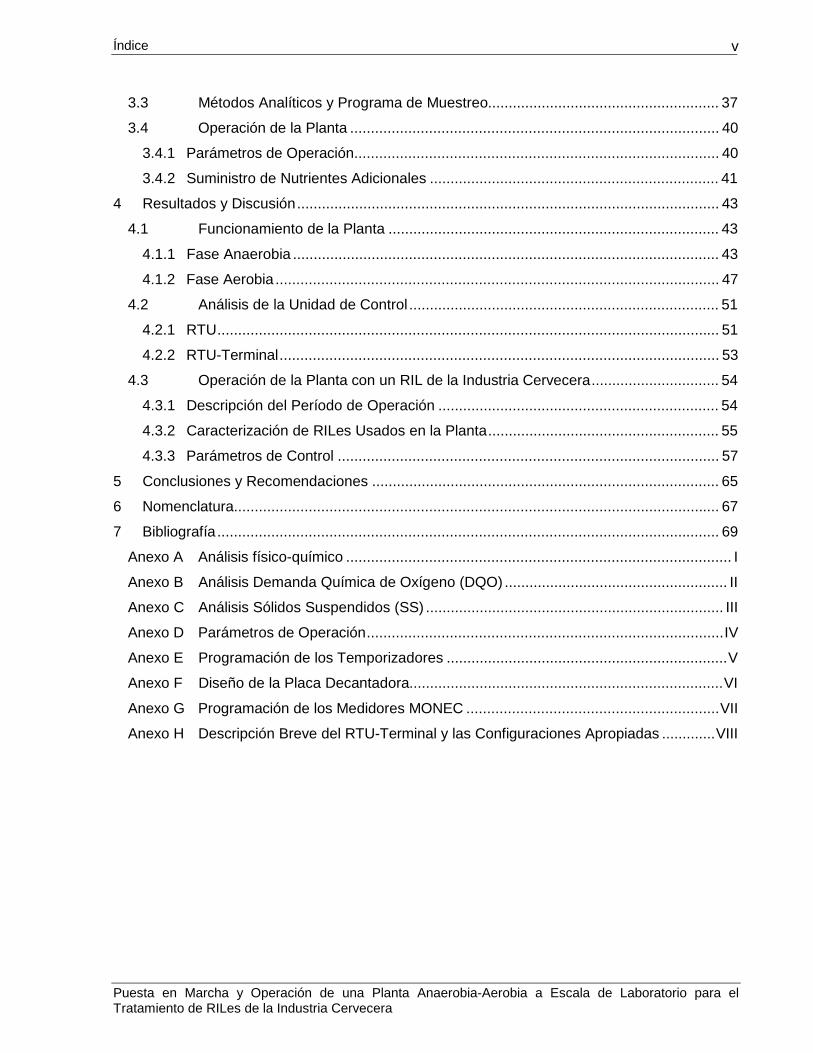
3.3 Métodos Analíticos y Programa de Muestreo........................................................ 37
3.4 Operación de la Planta ......................................................................................... 40
3.4.1 Parámetros de Operación........................................................................................ 40
3.4.2 Suministro de Nutrientes Adicionales ...................................................................... 41
4 Resultados y Discusión...................................................................................................... 43
4.1 Funcionamiento de la Planta ................................................................................ 43
4.1.1 Fase Anaerobia ....................................................................................................... 43
4.1.2 Fase Aerobia ........................................................................................................... 47
4.2 Análisis de la Unidad de Control ........................................................................... 51
4.2.1 RTU......................................................................................................................... 51
4.2.2 RTU-Terminal.......................................................................................................... 53
4.3 Operación de la Planta con un RIL de la Industria Cervecera............................... 54
4.3.1 Descripción del Período de Operación .................................................................... 54
4.3.2 Caracterización de RILes Usados en la Planta........................................................ 55
4.3.3 Parámetros de Control ............................................................................................ 57
5 Conclusiones y Recomendaciones .................................................................................... 65
6 Nomenclatura..................................................................................................................... 67
7 Bibliografía......................................................................................................................... 69
Anexo A Análisis físico-químico ............................................................................................. I
Anexo B Análisis Demanda Química de Oxígeno (DQO) ...................................................... II
Anexo C Análisis Sólidos Suspendidos (SS) ........................................................................ III
Anexo D Parámetros de Operación......................................................................................IV
Anexo E Programación de los Temporizadores ....................................................................V
Anexo F Diseño de la Placa Decantadora............................................................................VI
Anexo G Programación de los Medidores MONEC .............................................................VII
Anexo H Descripción Breve del RTU-Terminal y las Configuraciones Apropiadas .............VIII
Índice
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
vi
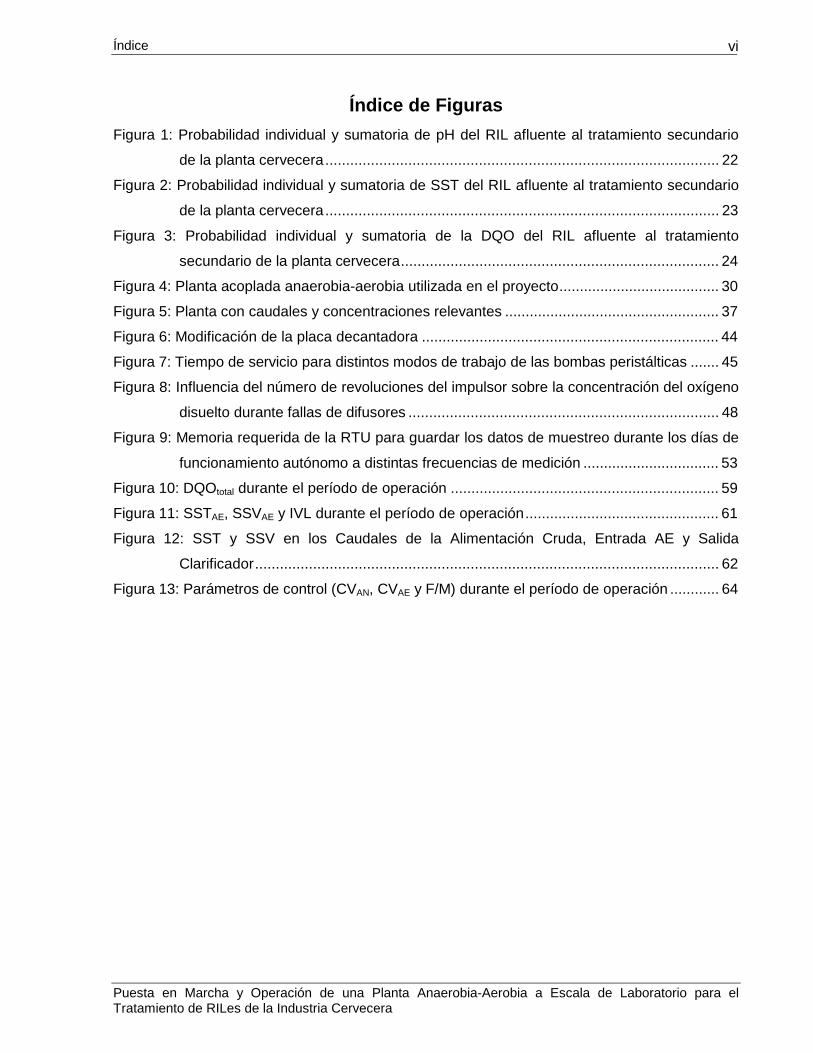
Índice de Figuras Figura 1: Probabilidad individual y sumatoria de pH del RIL afluente al tratamiento secundario
de la planta cervecera............................................................................................... 22
Figura 2: Probabilidad individual y sumatoria de SST del RIL afluente al tratamiento secundario
de la planta cervecera............................................................................................... 23
Figura 3: Probabilidad individual y sumatoria de la DQO del RIL afluente al tratamiento
secundario de la planta cervecera............................................................................. 24
Figura 4: Planta acoplada anaerobia-aerobia utilizada en el proyecto....................................... 30
Figura 5: Planta con caudales y concentraciones relevantes .................................................... 37
Figura 6: Modificación de la placa decantadora ........................................................................ 44
Figura 7: Tiempo de servicio para distintos modos de trabajo de las bombas peristálticas ....... 45
Figura 8: Influencia del número de revoluciones del impulsor sobre la concentración del oxígeno
disuelto durante fallas de difusores ........................................................................... 48
Figura 9: Memoria requerida de la RTU para guardar los datos de muestreo durante los días de
funcionamiento autónomo a distintas frecuencias de medición ................................. 53
Figura 10: DQOtotal durante el período de operación ................................................................. 59
Figura 11: SSTAE, SSVAE y IVL durante el período de operación............................................... 61
Figura 12: SST y SSV en los Caudales de la Alimentación Cruda, Entrada AE y Salida
Clarificador................................................................................................................ 62
Figura 13: Parámetros de control (CVAN, CVAE y F/M) durante el período de operación ............ 64
Índice
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
vii
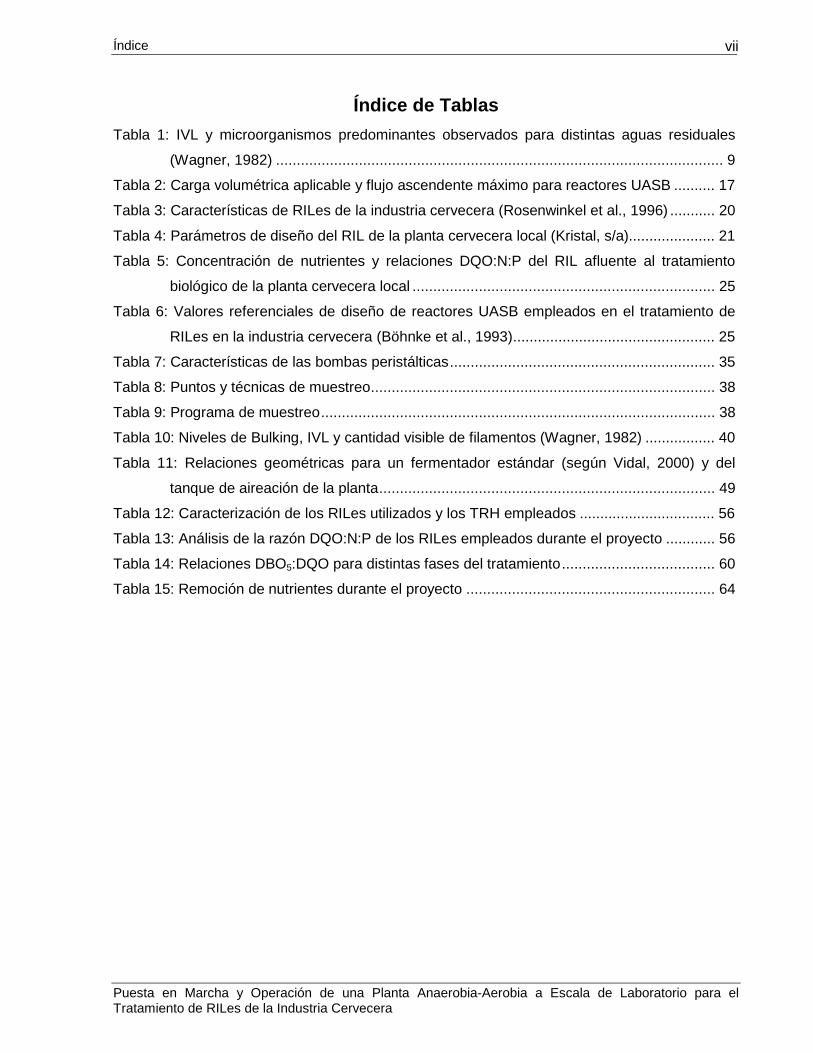
Índice de Tablas Tabla 1: IVL y microorganismos predominantes observados para distintas aguas residuales
(Wagner, 1982) ............................................................................................................ 9
Tabla 2: Carga volumétrica aplicable y flujo ascendente máximo para reactores UASB .......... 17
Tabla 3: Características de RILes de la industria cervecera (Rosenwinkel et al., 1996) ........... 20
Tabla 4: Parámetros de diseño del RIL de la planta cervecera local (Kristal, s/a)..................... 21
Tabla 5: Concentración de nutrientes y relaciones DQO:N:P del RIL afluente al tratamiento
biológico de la planta cervecera local ......................................................................... 25
Tabla 6: Valores referenciales de diseño de reactores UASB empleados en el tratamiento de
RILes en la industria cervecera (Böhnke et al., 1993)................................................. 25
Tabla 7: Características de las bombas peristálticas................................................................ 35
Tabla 8: Puntos y técnicas de muestreo................................................................................... 38
Tabla 9: Programa de muestreo............................................................................................... 38
Tabla 10: Niveles de Bulking, IVL y cantidad visible de filamentos (Wagner, 1982) ................. 40
Tabla 11: Relaciones geométricas para un fermentador estándar (según Vidal, 2000) y del
tanque de aireación de la planta................................................................................. 49
Tabla 12: Caracterización de los RILes utilizados y los TRH empleados ................................. 56
Tabla 13: Análisis de la razón DQO:N:P de los RILes empleados durante el proyecto ............ 56
Tabla 14: Relaciones DBO5:DQO para distintas fases del tratamiento..................................... 60
Tabla 15: Remoción de nutrientes durante el proyecto ............................................................ 64
Introducción y Objetivos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
1
1 Introducción y Objetivos
1.1 Introducción
En Chile, la creciente conciencia frente a perjuicios al medio ambiente producidos por la
actividad del ser humano culminó en marzo de 1994, en la promulgación de la Ley N° 19.300 de
Bases del Medio Ambiente, marco jurídico que establece mediante normas y reglamentos,
derechos y obligaciones que toda actividad industrial debe tomar en consideración, con la
finalidad de proteger y preservar el medio ambiente. La Norma Chilena NCh 2280/1.c96 define
además las características físico-químicas que deben cumplir descargas de residuos
industriales líquidos a sistemas públicos de recolección de aguas. El Decreto Supremo Nº 609
regula los efluentes de las industrias a la red de alcantarillado y las plantas de tratamiento de
aguas servidas. Establece, además, los límites para 25 contaminantes.
En este marco, el Departamento de Ingeniería Química de la Universidad de La Frontera
Temuco (UFRO) ha llevado a cabo numerosos estudios en cooperación con distintas industrias
durante la última década. Su objetivo general y finalidad es el establecimiento de medidas
internas de manejo y minimización de efluentes como la reducción de sustancias contaminantes
de los Residuos Industriales Líquidos (RILes) generados y liberados a recipientes líquidos y al
medio ambiente, además de estudiar alternativas de tratamiento.
En la actualidad el Laboratorio de RILes UFRO cuenta con una planta de tratamiento biológico
acoplado que consiste en un reactor anaerobio tipo Upflow Anaerobic Sludge Blanket (UASB),
junto a un sistema de lodos activados a escala de laboratorio, que puede ser utilizado para el
estudio del tratamiento de RILes de distintas industrias y para fines de docencia.
Este informe tiene como finalidad documentar los resultados y experiencias de una primera
puesta en marcha de dicha planta y proponer posibles mejoramientos al sistema a través de la
operación de la planta con RILes de una industria cervecera.
El presente trabajo se realizó en la UFRO durante un intercambio estudiantil del proyecto B4
"Science and Engineering for Environmental Protection" del programa ALFA de la Unión
Europea.
Introducción y Objetivos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
2
1.2 Objetivos
Los objetivos del presente trabajo, se desglosan en objetivos generales y objetivos específicos,
detallados a continuación.
1.2.1 Objetivos Generales
• Poner en marcha la planta a escala de laboratorio de tratamiento de efluentes líquidos,
verificando el funcionamiento de todos sus dispositivos
• Evaluar el funcionamiento de la planta con un RIL tipo, controlando los parámetros de
operación: carga volumétrica (CV), carga másica/factor de carga (F/M), nutrientes, pH,
temperatura (T°), aireación-agitación, retorno y descarte de lodos.
1.2.2 Objetivos Específicos
• Verificar el funcionamiento correcto tanto de los medidores de oxígeno disuelto (OD) y de
pH, como de sus ajustes automáticos en el tanque de aireación a través de un compresor
de aire y la adición de ácido respectivamente
• Conectar los medidores a la unidad de control RTU y establecer la comunicación con el
programa de control RTU-Terminal
• Evaluar las capacidades de presentación de datos de medición del RTU-Terminal
• Documentar la programación correcta de los parámetros más importantes de los medidores,
de la RTU y del RTU-Terminal
• Llevar a cabo los cambios necesarios en la configuración de la planta, añadir los
dispositivos requeridos y hacer propuestas para futuras configuraciones
• Poner en marcha la planta con un RIL de la industria cervecera
• Llevar a cabo un seguimiento completo de los reactores, determinando todos los parámetros
necesarios para establecer las balances de masa: Sólidos suspendidos (SS), demanda
química de oxígeno (DQO), demanda bioquímica de oxígeno durante cinco días (DBO5) y
nutrientes (nitrógeno, fósforo)
• Determinar la eficiencia de remoción de contaminantes alcanzada
• Documentar los parámetros de control: Tiempo de residencia hidráulica (TRH), carga
volumétrica, carga másica/factor de carga, Índice volumétrico de lodos (IVL).
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
3
2 Antecedentes
2.1 El Proceso de Lodos Activados
Entre los procesos secundarios o biológicos de tratamiento de aguas residuales urbanas e
industriales, el proceso de lodos activados ha sido utilizado a partir de 1913, desarrollándose a
partir de lagunas aireadas de estabilización (Wiesmann, s/a). El proceso de lodos activados es
el más empleado para el tratamiento de residuos líquidos que presentan contaminación
orgánica (Wagner, 1982). El proceso de lodos activados consiste en una población microbiana
densa mezclada en suspensión con el agua residual bajo condiciones aerobias, donde tasas
extremamente altas de crecimiento y respiración microbiana se llevan a cabo purificando el
agua a través de la metabolización de la materia orgánica presente a productos finales
inorgánicos oxidados como CO2 o NO3- y la biosíntesis de nuevos microorganismos. A
diferencia de los antiguos procesos extensivos, se le llama intensivo por su característica de
alcanzar elevadas concentraciones de lodos biológicos dentro de un tanque aireado, a través
del empleo de una decantación secundaria junto al retorno de los lodos separados al tanque
aireado. (Gray, 1990)
El proceso de lodos activados consiste en dos fases: la aireación y la decantación secundaria
de los lodos. En la primera fase, el agua residual es introducida al tanque de aireación, el cual
contiene la población microbiana; el aire es suministrado a través de aireadores que cumplen la
doble función de mantener un nivel mínimo de oxígeno para la respiración microbiana en el
medio y de mantener los flóculos microbianos en un estado continuo de suspensión agitada,
asegurando de esa manera el contacto máximo entre la superficie de los flóculos y el agua
residual. La mezcla continua no solo es importante para asegurar una adecuada alimentación,
sino también para mejorar la transferencia de masa a través de un alto gradiente de
concentración de oxígeno y para apoyar la difusión de productos metabólicos desde el centro
de los flóculos. Cuando el agua residual entra al tanque de aireación, desplaza el licor mezclado
hacia el clarificador. En esta segunda fase, la biomasa floculenta decanta rápidamente de la
suspensión, formando lodos espesados y dejando el efluente completamente libre de sólidos, el
cual es descargado subsecuentemente como efluente final. La mayor parte de los lodos
espesados es retornada al tanque de aireación, donde actúa como inóculo de microorganismos,
asegurando una concentración suficiente y adecuada para la oxidación del agua residual
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
4
durante su retención dentro del tanque de aireación. Los lodos en exceso son purgados del
clarificador y enviados a su posterior tratamiento. (Gray, 1990)
2.1.1 Factores que influyen en el Proceso
Existe una variedad de factores que influyen en el metabolismo aerobio, siendo los más
importantes en la práctica: la temperatura, el pH, la concentración de oxígeno disuelto y la
composición de sustrato.
• Temperatura La cinética de un proceso biológico, según la ley de Arrhenius, depende de la temperatura
en que éste se desarrolla. Además incide sobre la velocidad de transferencia de gases, la
concentración máxima de equilibrio de oxígeno disuelto y las características de
sedimentación de los flóculos, debido a la influencia sobre la viscosidad del agua. (Metcalf
& Eddy, 1995; Ronzano et al., 1995)
• pH El pH óptimo del licor para un adecuado funcionamiento está comprendido entre 6,5 y 8,5.
El RIL que entra al sistema de lodos activados es diluido con los contenidos del tanque de
aireación y neutralizado por el CO2 producido por la respiración microbiana. El bicarbonato
resultante presenta buena capacidad de buffer alrededor de pH 8,0 y en el caso de su
mantenimiento este pH no variará aun bajo suministro de efluentes ácidos o básicos.
(Eckenfelder, 1989)
• Concentración de oxígeno disuelto Dentro de las propiedades de transferencia de masa, el oxígeno es fundamental y
generalmente la etapa controlante de la velocidad del proceso. Desde del punto de vista
ingenieril determinar la capacidad de aireación de un equipo es fundamental para su
funcionamiento y para la optimización de costos, siendo imprescindible la determinación de
factores asociados a la aireación. (Ramalho, 1993)
Generalmente se intenta garantizar una concentración límite de oxígeno de 2 mg/L, la cual
puede ser mayor, dependiendo de la carga másica aplicada (Ronzano et al., 1995).
• Composición de sustrato y equilibrio nutricional La actividad biológica de los lodos y sus propiedades con respecto a la decantación son
afectadas por la composición del agua residual. En sistemas convencionales de lodos
activados se requiere una tasa de DBO5:N:P de 100:5:1 para mantener el balance de
nutrientes óptimo para la actividad heterotrófica de los microorganismos (Gray, 1990). Se
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
5
considera un agua desequilibrada cuando esta tasa no es alcanzada (ATV, 1975; ATV,
1985; Matsché et al., 1998; Ronzano et al., 1995; Wagner, 1982).
2.1.2 Parámetros de Control
Los parámetros de control son la edad de lodos y la carga de alimentación aplicada, los que
deben mantenerse dentro de ciertos rangos establecidos para un tipo de agua residual en
particular. Este control se logra regulando adecuadamente el caudal de recirculación y el
descarte o purga de lodos.
• Sólidos suspendidos La concentración de sólidos suspendidos en el licor de mezcla (ingl. Mixed Liquor
Suspended Solids, MLSS) es una manera primaria de evaluar la biomasa activa en el
tanque de aireación. Como parte de los MLSS son inorgánicos, se expresa la biomasa a
través de la fracción orgánica, o sea sólidos suspendidos volátiles del licor de mezcla (ingl.
Mixed Liquor Volatile Suspended Solids, MLVSS). Concentraciones normales de MLSS
varían entre 1500 a 3500 mg/L para unidades convencionales y hasta 8000 mg/L en
unidades especiales (Gray, 1990). Para plantas de tratamiento de RILes de la industria
cervecera se emplean concentraciones de MLSS entre 1500 a 4000 mg/L, y como valor
promedio una concentración de 2500 mg/L (Rosenwinkel et al., 1996).
• Edad del lodo La edad del lodo o el tiempo de residencia celular (TRC) afecta el carácter y las
condiciones de los flóculos dentro del tanque de aireación y es un factor operacional de
control de la actividad de los lodos, por su influencia recíproca a la velocidad de crecimiento
específico celular. Unidades convencionales sin nitrificación trabajan a TRC de 3-4 días, el
cual puede extenderse hasta 30 días en unidades de aireación prolongada. (Ronzano et al.,
1995)
• Factores de carga Es útil expresar cargas en términos de DQO o DBO5 aplicada por unidad de volumen del
tanque (CV) si hay aguas residuales de cargas variables. En tratamientos convencionales
de lodos activados la CV está comprendida entre 0,4 hasta 1,5 kg DBO5/(m3*d) y en el
régimen de aireación prolongada de solamente 0,03 a 0,15 kg DBO5/(m3*d) (Gray, 1990;
Rosenwinkel et al., 1996). El factor de carga (F/M) de los lodos es muy útil para el control
del proceso de lodos activados y es un parámetro manipulable. Se refiere a la relación
entre la materia orgánica del afluente y la cantidad de microorganismos en el reactor para
degradar este sustrato (Ramalho, 1995). Para la mayoría de las aguas residuales el valor
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
6
óptimo de la relación F/M se encuentra dentro de los límites de 0,3 a
0,6 kg DBO5/(kg MLVSS*d) (Ramalho, 1995). Este se puede reducir hasta por debajo de
0,1 kg DBO5/(kg MLVSS*d) en la modalidad de aireación prolongada (Rosenwinkel et al.,
1996).
2.2 El Problema del Bulking
Para un buen funcionamiento del proceso son necesarias buenas propiedades de los lodos
sobre todo el crecimiento floculento de los microorganismos. Los flóculos no solo tienen que ser
eficientes en la adsorción y absorción subsecuente de la fracción orgánica del agua residual,
sino tienen que ser separados rápidamente y efectivamente en el decantador secundario.
De tal modo, se suele definir distintos problemas de proceso relacionados con la calidad del
lodo.
• Espumas o lodos flotantes están constituidos por burbujas pequeñas a las cuales son
agregados microorganismos y sustancias tensoactivas. Condición previa para la formación
de aquellas burbujas es la existencia de sustancias superficialmente activas y de
estabilizadores que se concentren en la interfase agua/gas. Espumas blancas causadas por
sustancias tensoactivas no son persistentes, en contraposición a las espumas negras
formadas por microorganismos como Microthrix parvicella, Nostocoida sp., actinomicetos del
género Nocardia, entre otros. (ATV-AG 1988; Lemmer et al., 1998)
• Pin-Point describe la situación de flóculos ligeros y pequeños, sin la presencia de
organismos filamentosos, o de bajo número, que no perturban la decantación y el
espesamiento, expresado por un bajo IVL. Sin embargo, el sobrenadante queda turbio. Este
fenómeno de crecimiento disperso ocurre cuando la concentración de sustrato es muy baja o
muy alta. (Ronzano et al., 1995)
• Bulking se llama a la presencia predominante de organismos filamentosos en flóculos
resistentes y grandes que perturban la decantación y espesamiento, expresado por un alto
IVL, mientras el sobrenadante queda claro (Ronzano et al., 1995). Otra forma menos
observada, es el llamado Bulking extremadamente mucoso. Los flóculos voluminosos en este
caso no son causados por microorganismos filamentosos, sino por bacterias de la familia
Zooglea y fácilmente evitables. (Li, 1993)
Puede considerarse que el Bulking empieza cuando comienzan los problemas de decantación,
debido a una insuficiente velocidad de sedimentación de los flóculos. Generalmente, los lodos
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
7
activados se suponen en Bulking cuando el IVL supera los 150 mL/g (ATV-AG, 1988; Matsché
et al., 1998). Ronzano et al. (1995) define como valor umbral un IVL de 200 mL/g. Otro
indicador empleado es la relación MLVSS/MLSS. Los valores críticos son superiores a 0,75,
mientras a valores inferiores a 0,6 no aparece el Bulking (Wagner, 1984).
Estudios estadísticos en Alemania han demostrado que más de la mitad de las plantas de
purificación basadas en un sistema de lodos activados de una sola etapa, a veces presentan
mal funcionamiento causado por el Bulking (Wagner, 1982). Ronzano et al. (1995) indican que
el 40% de las plantas de depuración presentan Bulking durante períodos de tiempo muy
variables, y a veces en continuo. En la industria agroalimentaria la situación es peor, y casi
todas las plantas en alguna ocasión han sufrido Bulking.
2.2.1 Factores que influyen en el Fenómeno
Un sistema de lodos activados se puede caracterizar como ecosistema abierto, en el cual los
distintos organismos compiten por alimento. En este ambiente, el suministro de sustrato junto a
diferentes propiedades morfológicas, fisiológicas y cinéticas de crecimiento entre
microorganismos filamentosos y microorganismos formadores de flóculos conducen a distintas
velocidades específicas de crecimiento y determinan sus relaciones proporcionales en los lodos
activados. Sin embargo, las causas del Bulking todavía carecen de esclarecimiento (Li, 1993).
Son dos las hipótesis sobre la formación del Bulking (según Li, 1993):
• Relación superficie/volumen
Los filamentos sobresalientes en los flóculos tienen una relación superficie/volumen más
elevada que un flóculo compacto y pueden así captar mejor el oxígeno o nutrientes disueltos,
lo que lleva a una mayor velocidad de crecimiento específico. En cambio, las aguas
residuales ricas en partículas suspendidas favorecen a los formadores de flóculos, ya que los
microorganismos filamentosos no pueden utilizar aquellas como alimentos y no pueden
aprovechar su gran superficie. Wagner (1982) añade que los formadores de flóculos poseen
una mejor variedad de enzimas para romper estructuras complejas hacia moléculas
pequeñas, capaces de ser absorbidas por las células.
• Efecto selectivo de sustancias nocivas
Las distintas sustancias nocivas perjudican de manera diferente los microorganismos
filamentosos y los formadores de flóculos. Se ha demostrado por ejemplo, que la alta
concentración de fenol favorece el Bulking inhibiendo más los formadores de flóculos. En
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
8
cambio, el H2O2 presenta un efecto opuesto. Esta hipótesis se está aprovechando para
combatir el Bulking.
2.2.1.1 Condiciones del proceso
Se ha demostrado que la carga másica no es un buen indicador para la descripción del Bulking
(ATV-AG, 1988). En una planta de lodos activados con cargas másicas de 0,3 a
0,5 kg DBO5/(kg MLVSS*d), el IVL puede variar entre 100 y 600 mL/g (Ronzano et al., 1995).
Para valores inferiores a 0,1 kg DBO5/(kg MLVSS*d) con RILes de la industria cervecera, se
puede contar con un proceso estable y poca formación de lodos voluminosos (Seyfried, 1969).
Chudoba et al. (1973) muestran una significativa dependencia del tipo de flujo hidráulico, con
mejores IVL para la mezcla integral bajo cargas altas. Wagner (1982) encuentra un IVL máximo
con cargas volumétricas entre 0,4 y 0,7 kg DBO5/(m3*d).
Debido a que su superficie es relativamente mayor, los microorganismos filamentosos
aprovechan mejor el oxígeno que los formadores de flóculos cuando su concentración es baja
(Ronzano et al., 1995). El Bulking se presenta muchas veces por deficiencias de oxígeno, por
ejemplo, como resultado de sobrecarga prolongada (Jenkins et al., 1993). Generalmente se
intenta garantizar una concentración límite de oxígeno de 2 mg/L, la cual puede ser mayor,
dependiendo de la carga másica aplicada (Ronzano et al., 1995).
En general, los gradientes de velocidad necesarios para obtener una oxigenación suficiente son
bastante más elevados que los valores óptimos para producir una correcta floculación, y la
destrucción de los flóculos - debido al sufrimiento de altas fuerzas en las bombas del sistema de
recirculación - facilita el crecimiento de microorganismos filamentosos (Ronzano et al., 1995).
2.2.1.2 Tecnología de operaciones y procesos
Se ha demostrado la predisposición de tanques de aireación con mezcla integral/perfecta al
Bulking, en comparación con los de flujo pistón. En el fondo, los microorganismos filamentosos
generalmente tienen valores de la velocidad máxima de crecimiento específico (µmax) y de la
constante de saturación (KS) más bajos que los microorganismos floculentos. Además,
concentraciones de sustrato disponibles menores a 10 mg/L en tipos de flujo hidráulico como el
de mezcla integral favorecen a los microorganismos filamentosos, mientras que en partes
importantes del recorrido del licor, en tanques con flujo pistón, la concentración de sustrato es
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
9
alta y el crecimiento de los organismos floculentos es superior al de los filamentosos (Chudoba
et al., 1973; Ronzano et al., 1995).
La reducción del tiempo de residencia hidráulica en la decantación primaria aumenta la
concentración de partículas suspendidas, lo que conduce a una situación más favorable para
los microorganismos floculentos, según la primera hipótesis sobre la formación del Bulking y,
además, carga a los flóculos, aumentando su densidad (Wagner, 1982). Se ha reportado que el
agua putrefacta, por permanecer tiempos prolongados bajo condiciones anóxicas, causa
Bulking (Wagner, 1982; Li, 1993). Adicionalmente, al producirse ácidos orgánicos de cadena
corta, el posible desarrollo de H2S puede fomentar el crecimiento de microorganismos
filamentosos como Thiothrix sp. y Tipo 021N (Ronzano et al., 1995; Matsché et al., 1998).
Igualmente desfavorables son los prolongados tiempos de residencia de los lodos en la
decantación secundaria (Schlegel, 1986).
2.2.1.3 Composición del agua a tratar y equilibrio nutricional
Las aguas sanitarias con contenidos orgánicos fácilmente degradables y disueltos,
especialmente RILes que presentan altos porcentajes de hidratos de carbono de bajo peso
molecular, azúcares y ácidos orgánicos, por ejemplo de la industria alimenticia, están
predispuestos al Bulking (ATV-AG, 1988). Por razones todavía desconocidas, un desequilibrio
en nutrientes favorece el Bulking.
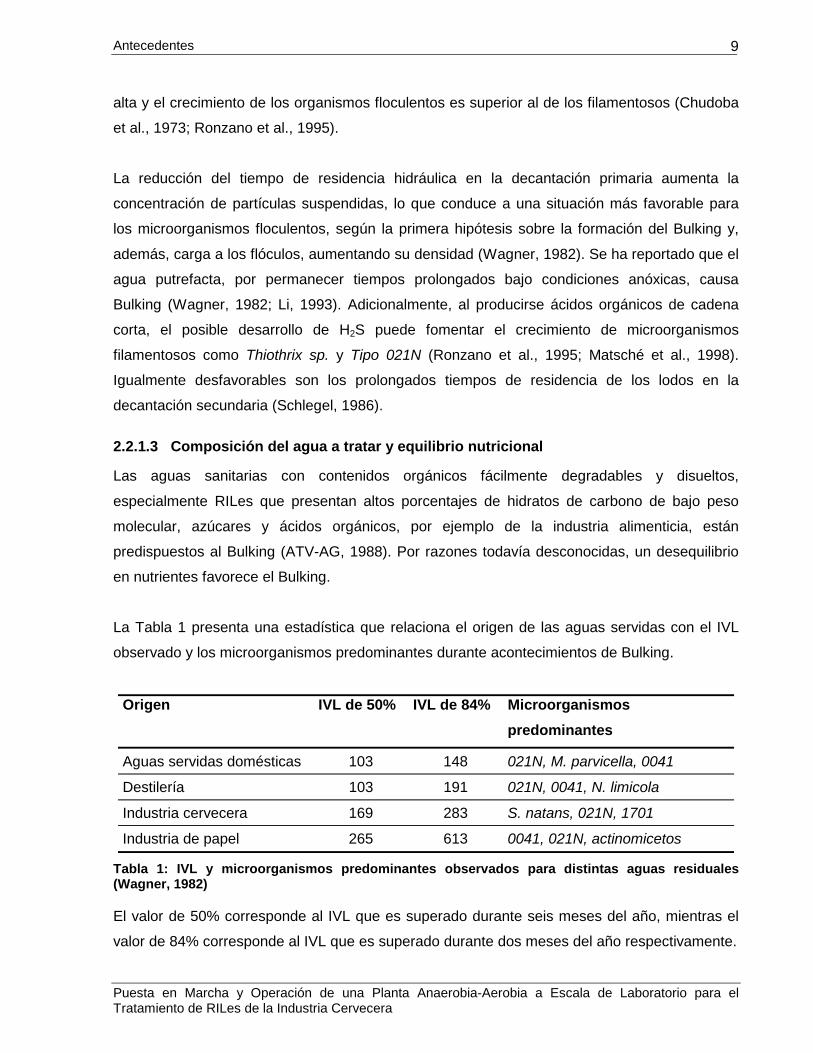
La Tabla 1 presenta una estadística que relaciona el origen de las aguas servidas con el IVL
observado y los microorganismos predominantes durante acontecimientos de Bulking.
Origen IVL de 50% IVL de 84% Microorganismos predominantes
Aguas servidas domésticas 103 148 021N, M. parvicella, 0041
Destilería 103 191 021N, 0041, N. limicola
Industria cervecera 169 283 S. natans, 021N, 1701
Industria de papel 265 613 0041, 021N, actinomicetos
Tabla 1: IVL y microorganismos predominantes observados para distintas aguas residuales (Wagner, 1982)
El valor de 50% corresponde al IVL que es superado durante seis meses del año, mientras el
valor de 84% corresponde al IVL que es superado durante dos meses del año respectivamente.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
10
2.2.2 Posibles Soluciones
Las posibles soluciones son muy variadas y dependen principalmente del problema concreto,
de los microorganismos involucrados y del agua a tratar (Matsché et al., 1998). En su mayoría
ellos intentarán evitar las condiciones desfavorables mencionadas en el capitulo anterior.
Principalmente son factibles además cambios y medidas en las áreas que se describen a
continuación:
2.2.2.1 Empleo de Productos Químicos
Según Kroiss (1998), el empleo de productos químicos no es factible para garantizar a largo
plazo propiedades mejoradas del lodo, sin embargo evitan evoluciones no agradables.
Para atacar los filamentos se está añadiendo oxidantes H2O2 (Schwarzer et al., 1980) o cloro
(Jenkins et al., 1982) en la recirculación, pese a la generación de AOX (Matsché et al., 1998).
El hierro es empleado en concentraciones entre 20 y 50 g Fe por m3 de agua, como agente de
coagulación y floculación, para cargar artificialmente los flóculos y por su función como inhibidor
a algunos organismos filamentosos (Ronzano et al., 1995; Li, 1993). Rosenwinkel et al. (1996)
evitan el Bulking en una planta de tratamiento de RILes de una industria cervecera añadiendo
FeCl3 en una concentración de 1,16 mg Fe/L hasta lograr un porcentaje de 10% con respecto a
los MLSS. Este actúa no solamente aumentando el peso específico de los flóculos, sino
también ayuda a ligar el azufre en la formación de los pellets anaerobios y es un micronutriente
para los microorganismos anaerobios.
Nutrientes adicionales como la urea, se usa para garantizar la relación óptima DBO5:N:P de
100:5:1 para los microorganismos heterótrofos (Li, 1993).
2.2.2.2 Tecnología de Operaciones y Procesos
Se está evitando la formación del H2S disminuyendo los tiempos de residencia en la
decantación primaria y/o una aireación previa en la entrada del tanque de aireación (Li, 1993).
Para reactores con mezcla integral se está empleando un tanque selector (Ronzano et al.,
1995). Rosenwinkel et al. (1996) evitan el Bulking en dicha planta de tratamiento de RILes de
una industria cervecera aumentado la tasa de recirculación de 200% a 400%.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
11
2.3 Tratamiento Anaerobio de Aguas Residuales
En los últimos años se han desarrollado numerosos procesos para residuos de alto contenido
en materia orgánica de aguas residuales: uno de ellos es el tratamiento anaerobio. Es uno de
los procesos más antiguos empleados en la estabilización de la materia orgánica y sólidos
biológicos. Algunas de las ventajas del tratamiento anaerobio sobre el aerobio reside en bajos
costos de servicio, debido a que no se emplean equipos de aireación, tienen un coeficiente de
producción de biomasa inferior que los sistemas aeróbicos, por lo tanto una menor generación
de lodos al operar cargas orgánicas superiores que para el caso de los procesos aeróbicos, lo
que lleva a reactores más pequeños y por último en la producción de metano como potencial
ventaja debido a su valor como combustible (Böhnke et al., 1993). Las desventajas del
tratamiento anaerobio son principalmente el sistema complejo biológico, la regeneración lenta
de la biomasa después de perturbaciones, la falta de la eliminación de los nutrientes como
nitrógeno y fósforo y la necesidad del posterior tratamiento adicional del efluente, que sale del
reactor (Kraut et al., 1996).
2.3.1 Metabolismo Anaerobio
Bajo condiciones anaerobias, los microorganismos no pueden respirar, o sea oxidar sustancias
orgánicas complejas, sino solamente fermentarlas, es decir, reducirlas. Aquellas sustancias
como hidratos de carbono, proteínas o grasas son transformadas a productos intermedios como
ácidos orgánicos o alcoholes de alto contenido de energía. Hay que pretender su completa
transformación al llamado “biogás” (CH4, CO2), lo que lleva a su remoción del agua y su
purificación. Según conocimientos actuales, la fermentación de metano se desarrolla en cuatro
pasos consecutivos bajo participación de distintos grupos de microorganismos (Böhnke et al.,
1993):
• Hidrólisis: Transformación por vía enzimática de los compuestos polímeros de alto peso
molecular a compuestos disueltos, de bajo peso molecular.
• Acidificación: Descomposición de los compuestos orgánicos por bacterias anaerobias
facultativas y anaerobias estrictas a ácidos orgánicos de cadena corta, alcoholes, H2 y CO2.
• Acetogénesis: Ácidos orgánicos y alcoholes son transformados a ácido acético, H2 y CO2.
• Metanogénesis: Conversión de ácido acético, H2 y CO2 en metano por bacterias
metanogénicas estrictamente anaerobias.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
12
Como se trata de pasos consecutivos, la transformación de sustancias orgánicas en metano se
lleva a cabo a la velocidad a la cual el sustrato utilizable por las bacterias metanogénicas es
producido. En general, los pasos de acidificación y la metanogénesis a partir del acetato, no
provocan dificultades. Desde este punto de vista, la fase de acetogénesis es la limitante de la
velocidad para la conversión final, sobre todo en la fermentación de polímeros fácilmente
degradables. Como la cantidad y composición del biogás es afectada por la concentración de
sustratos convertibles en metano, es factible deducir la actividad de la acetogénesis de la
producción del gas (Böhnke et al., 1993).
Para cualquier sustancia orgánica, se puede formular las reacciones de la siguiente manera
(Roedinger, 1967):
CcHhOoNnSs + y H
2O → x CH
4 + (c - x) CO
2 + n NH
3 + s H
2S
donde: x = 1/8 * (4c + h - 2o - 3n - 2s)
y = 1/4 * (4c - h - 2o + 3n + 2s)
Como los RILes de la industria cervecera presentan altos contenidos en hidratos de carbono y
en proteínas (Böhnke et al., 1993), se obtiene:
Hidratos de carbono: C6H12O6 → 3 CO
2 + 3 CH
4
(50% : 50%)
Proteínas: C13H25O7N3S + 6 H
2O → 6,5 CO
2 + 6,5 CH
4 + 3 NH
3 + H
2S
(38% : 38% : 18% : 6%)
El sulfuro de hidrógeno se combina con el hierro de los lodos, lo que da a los lodo anaerobios
su color negro característico. Además, cada molécula de amoniaco se combina con una
molécula de dióxido de carbono, lo que lleva finalmente a la razón del gas saliente CH4:CO
2 =
71%:29%.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
13
2.3.2 Factores que influyen en el Metabolismo Anaerobio
Existe una variedad de factores que influyen en el metabolismo anaerobio, siendo los más
importantes en la práctica la temperatura, el pH y la composición de sustrato.
2.3.2.1 Temperatura
De las leyes de la termodinámica se puede deducir que la velocidad de reacciones químicas
aumenta a temperaturas ascendentes. Esto tiene su limitación para el caso de las reacciones
bioquímicas, cuando temperaturas altas inhiben la actividad del metabolismo microbiano
normal. Lo que resulta, es un rango óptimo de la temperatura, dependiendo del organismo. Los
formadores de metano y los microorganismos que forman parte en la hidrólisis son
termosensibles y mayoritariamente forman parte de los organismos mesófilos, con un rango
óptimo de 30 a 40 °C con su máximo entre 35 y 37 °C. (Böhnke et al., 1993)
2.3.2.2 pH
El desarrollo de microorganismos está en estrecha relación con un pH óptimo, ya que la
actividad enzimática depende fuertemente del mismo. El rango de tolerancia para
microorganismos anaerobios se encuentra entre 6,8 a 7,5 de pH, lo que implica, sobre todo
para RILes, la necesidad frecuente de corrección anticipada del pH. La estabilidad del proceso
anaerobio depende además de la capacidad buffer dentro del reactor. Como la fermentación se
lleva a cabo a través de ácidos orgánicos como productos intermedios, su concentración influye
fuertemente en el pH, sobre todo con sustratos de baja capacidad buffer (Böhnke et al., 1993).
La reducción del pH inhibe la formación de metano, lo que hace necesario la implementación de
contramedidas como la reducción de la carga volumétrica, el aumento del pH a través de
agentes como Ca(OH)2, Na2CO3 o NaOH, e incluso la medida de añadir agua de dilución
(Kroiss, 1986).
2.3.2.3 Composición de Sustrato
Los microorganismos necesitan el sustrato como fuente de energía y para sintetizar material
celular. Las condiciones óptimas de nutrientes predominan con valores de DQO:N:P = 800:5:1 y
azufre en concentraciones bajas (ATV-FA, 1990), pese a que la cuantificación a través de la
DQO suma todas las sustancias oxidables y no solo las orgánicas: tampoco dice nada sobre la
degradabilidad y disponibilidad (Böhnke et al., 1993).

Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
14
El suministro de hierro en forma de FeCl3 es practicado muchas veces debido a su carácter de
micronutriente, coagulante e interceptor del H2S. Un valor de referencia en la industria
cervecera es 1,16 mg Fe/L (Rosenwinkel et al., 1996).
Algunas sustancias tienen un potencial inhibitorio o tóxico sobre los microorganismos,
dependiendo principalmente de su concentración.
• Oxígeno: Tóxico para anaerobios estrictos, sin embargo no tiene relevancia en la práctica
(Böhnke et al., 1993).
• Azufre: El sulfuro de hidrógeno es tóxico y es la forma presente a pH bajos (50% a pH 7,
90% a pH 6). Concentraciones elevadas de sulfato inhiben los microorganismos
metanogénicos, debido a falta de sustrato como consecuencia de la competencia con
bacterias desulfuricantes. En la práctica se puede observar la concentración de H2S en el
biogás y tomar contramedidas, en el caso de concentraciones elevadas, aumentado el pH,
añadiendo sales de hierro, reduciendo la carga volumétrica y/o diluyendo el efluente (Kroiss,
1986).
• Ácidos orgánicos: Tienen un efecto inhibitorio (ver cap. anterior)
• Metales pesados: Pueden estar presentes en RILes, dependiendo de la industria. La
literatura (Böhnke et al., 1993) menciona una variedad de valores umbrales para procesos
anaerobios.
2.3.3 Reactor UASB
A mediados de los años ’70, el desarrollo de reactores anaerobios modernos de alta eficiencia
fue empujado por la implementación de reactores de manto de lodo de flujo ascendente (Upflow
Anaerobic Sludge Blanket, UASB) por Lettinga et al. (1980) y van der Meer (1979). Estos
reactores de la llamada segunda generación presentan tiempos de residencia celular (TRC)
superiores e independientes a los tiempos de residencia hidráulica (TRH) en comparación a los
reactores tradicionales de la primera generación, que carecen de una retención de los lodos, en
donde TRH = TRC. Los reactores UASB están caracterizados por la retención interna de los
lodos a través de un sistema de separación trifásico en la parte superior del reactor, que actúa
por sedimentación independiente, o sea por la fuerza de gravedad. Además se distingue de los
demás reactores de segunda generación por sus lodos que están formados por gránulos de
lodo, los llamados “pellets”, los cuales no contienen ningún tipo de relleno para soportar el
crecimiento biológico. Las ventajas que presenta el UASB con respecto a otros sistemas
anaeróbios son: su bajo costo de inversión, el volumen del reactor es pequeño, las
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
15
fermentaciones ácidas y metánicas tiene lugar en el mismo reactor, el consumo de potencia es
bajo ya que no se requiere de ninguna agitación mecánica, la retención de biomasa es muy
buena y por lo tanto no es necesario reciclar los lodos y por último la concentración de biomasa
a tratar es alta, por lo que el sistema es resistente a la presencia se sustancias tóxicas y
fluctuaciones de carga. Su aptitud son aguas residuales o RILes de concentraciones bajas o
medianas (5 – 15 g DQO/L) con porciones pequeñas de sólidos suspendidos. Su
funcionamiento y aptitud fue comprobado para una gran variedad de RILes y existen muchos
estudios y documentos sobre su empleo, lo que hace su uso preferible a otras técnicas.
(Böhnke et al., 1993)
En general, el agua residual entra por debajo del reactor, pasa por un distribuidor de flujo,
atraviesa el lecho de lodo donde se produce la metabolización del sustrato, lo que lleva a la
formación del biogás y el ascenso de burbujas y flotación de gránulos hacia la parte superior del
reactor, donde se separan las tres fases: gas, líquido tratado, y biomasa en un separador
trifásico, y el afluente tratado sale por la parte superior, al igual que el biogás se ve recolectado
para su futuro uso, mientras los gránulos son retenidos y descienden hacia el lecho. La flotación
de los gránulos se produce debido al entrapamiento de burbujas en el interior de los gránulos o
debido a la adhesión de burbujas.
Según van der Meer (1979), con este tipo de reactores se puede llegar a altas eficiencias de
purificación, siempre y cuando se cumplan los siguientes requerimientos:
• Formación de un sistema que consiste en un lecho de lodos y un manto de lodos.
• Distribución uniforme del afluente en el fondo del reactor.
• Mezcla de los contenidos del reactor a través del gas producido.
• Efectiva separación de gas, efluente y biomasa.
2.3.3.1 Sistema Lecho de Lodos y Manto de Lodos
La formación de los gránulos (pellets) es una importante condición para el servicio eficiente y
económico de reactores de manto de lodo. Esto depende fuertemente de la composición del
RIL, de la técnica de procedimiento utilizada y de la puesta en marcha. Normalmente se
inoculará con lodos de un reactor existente. La biomasa en el UASB esta formada por gránulos
de 3 a 4 mm con altas velocidades de sedimentación, de entre 2 a 70 m/h. La concentración de
biomasa en el lecho alcanza valores de sólidos suspendidos totales (SST) de 75 a 150 kg/m3,
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
16
siendo la concentración de sólidos suspendidos volátiles (SSV) dentro del reactor de 10 a
50 kg/m3. (Böhnke et al., 1993)
Una posible acidificación completa interfiere negativamente en la formación de los gránulos, por
lo cual Lettinga et al. (1990) mencionan tasas óptimas de acidificación entre un 20 a 40%. De
esa manera se puede llamar al reactor UASB un sistema de una sola fase, en contrario a los de
dos fases, donde se separa en dos reactores la hidrólisis/acidificación de la
acetogénesis/metanogénesis. En la práctica, los procesos industriales discontinuos se deben
equipar de un ecualizador que actúa como una primera fase debido a exigencias de seguridad
del proceso bajo flujos y composiciones del RIL cambiantes, o la presencia por momentos de
sustancias inhibitorias.
2.3.3.2 Distribución Uniforme
El uso de un número limitado de puntos de entrada, junto al hecho que el afluente tiene una
densidad inferior comparado con el lecho de lodo, hace resultar en un flujo preferencial a través
del lecho, lo que lleva a canales, cortocircuitos y áreas muertas. Las burbujas ascendentes
producidas en el lecho, fortalecen los efectos cortocircuitos, pero reducen las áreas muertas
(van der Meer, 1979).
2.3.3.3 Separación Trifásica
La separación trifásica interna empleada en los reactores UASB tiene la ventaja de minimizar
las fuerzas sobre el lodo, una condición para la formación de los gránulos.
Junto a la separación trifásica se emplea un sistema de decantación que en el caso de los
reactores UASB se puede caracterizar del tipo interno y de flujo vertical. Condición importante
es la ausencia de turbulencia dentro del sistema de decantación, lo que hay que asegurar con la
separación del área donde se produce la purificación, para no intervenir el régimen de flujo
dentro del decantador. Es favorable emplear tiempos de residencia cortos para el sistema de
decantación. Además hay que interceptar el gas en el separador trifásico, antes que entren los
lodos al sistema de decantación. Con pérdidas no tolerables de lodos, a veces se emplea un
decantador externo adicional. (van der Meer, 1979)
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
17
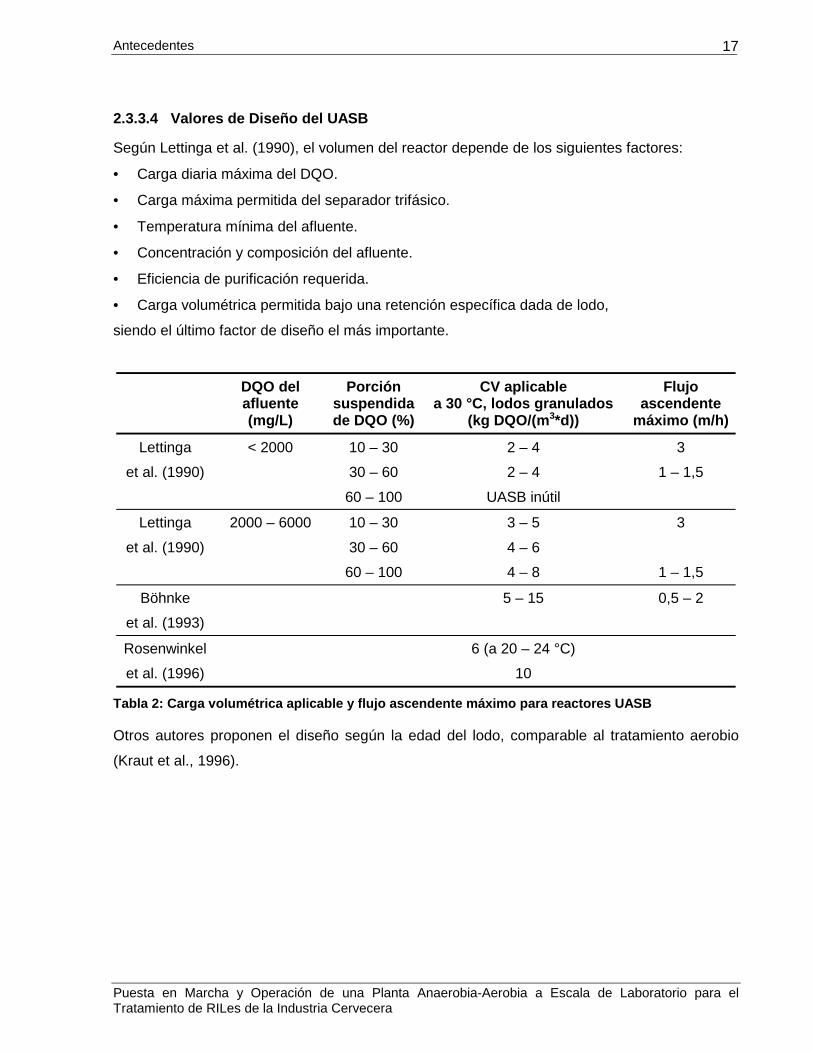
2.3.3.4 Valores de Diseño del UASB
Según Lettinga et al. (1990), el volumen del reactor depende de los siguientes factores:
• Carga diaria máxima del DQO.
• Carga máxima permitida del separador trifásico.
• Temperatura mínima del afluente.
• Concentración y composición del afluente.
• Eficiencia de purificación requerida.
• Carga volumétrica permitida bajo una retención específica dada de lodo,
siendo el último factor de diseño el más importante.
DQO del afluente (mg/L)
Porción suspendida de DQO (%)
CV aplicable a 30 °C, lodos granulados
(kg DQO/(m3*d))
Flujo ascendente
máximo (m/h)
Lettinga et al. (1990)
< 2000 10 – 30 30 – 60 60 – 100
2 – 4 2 – 4
UASB inútil
3 1 – 1,5
Lettinga et al. (1990)
2000 – 6000 10 – 30 30 – 60 60 – 100
3 – 5 4 – 6 4 – 8
3
1 – 1,5
Böhnke et al. (1993)
5 – 15 0,5 – 2
Rosenwinkel et al. (1996)
6 (a 20 – 24 °C) 10
Tabla 2: Carga volumétrica aplicable y flujo ascendente máximo para reactores UASB
Otros autores proponen el diseño según la edad del lodo, comparable al tratamiento aerobio
(Kraut et al., 1996).
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
18
2.4 Industria Cervecera y Tratamiento de RILes
2.4.1 Elaboración de Cerveza
El proceso de la elaboración de cerveza consiste en una variedad de operaciones y procesos,
los cuales incluyen la selección de materias primas, cocimiento, fermentación, reposo, filtración,
dilución y envasado (CCU, 1998).
• Selección de materias primas: Empieza con la descarga, limpieza y el almacenamiento.
• Cocimiento: Consiste en la producción del mosto que fermentarán las levaduras en la
etapa de fermentación. Sub-procesos son la preparación y acondicionamiento de las
materias primas a través de procesos térmicos (autoclavado) y la separación del mosto de
sólidos insolubles (orujo). El mosto se somete a un proceso de cocción o ebullición con el fin
de lograr su estabilización, el desarrollo del sabor y su concentración. Posteriormente
atraviesa un filtro y es enfriado hasta la temperatura de inicio de la fermentación.
• Fermentación: Proceso anaerobio mediante el cual las levaduras transforman el mosto en
cerveza. Después de siete días, tiempo total de la fermentación, una parte importante de la
levadura flocula, recuperándose y reutilizándose en nuevas fermentaciones.
• Reposo: La cerveza concentrada reposa en los estanques de reposo durante siete días,
período en el cual se produce una gran cantidad de reacciones biológicas que son
responsables del aroma, sabor, clarificación, maduración y estabilización de la cerveza.
• Dilución y filtración: La cerveza reposada es diluida con agua, carbonatada, desaireada y
enfriada. Posteriormente se la somete a una filtración con el objeto de remover sustancias
suspendidas, logrando como producto final una cerveza transparente.
• Envasado: Se realizan las operaciones de lavado de envases, llenado, pasteurizado,
etiquetado, encajonado y paletizado. Los productos terminados son almacenados en
bodega.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
19
2.4.2 Elaboración de Gaseosas
Principalmente, la elaboración de gaseosas se limita a la solubilización y dilución de extractos
frutales y concentrados con agua, CO2, azúcar, edulcorantes, etc. (Böhnke et al., 1993). En la
planta cervecera local se considera tres áreas de producción: producción de azúcar líquido,
producción de jarabes y embotellación (CCU, 1998):
• Azúcar líquido: El azúcar es disuelto con agua en un estanque de solubilización.
• Jarabe: En esta área se elaboran los diferentes tipos de jarabes requeridos para la
producción de las distintas variedades de gaseosas. El jarabe se formula a partir del azúcar
líquido, aditivos (preservantes, colorantes y otros) y agua.
• Embotellación: Considera además del lavado de botellas las operaciones de embotellación
del producto, realizándose en esta etapa la disolución del jarabe con agua y la
carbonatación. Posteriormente las botellas son envasadas, etiquetadas, empacadas y
paletizadas.
2.4.3 Generación y Composición de RILes
Las diferentes operaciones unitarias involucradas en el proceso de producción de la cerveza
generan cantidades importantes de materia orgánica y deterioran la calidad del agua en sus
parámetros físico-químicos. Las más relevantes son las operaciones de lavado de botellas,
operación de lavado de estanques de fermentación, de reposo, de levadura, filtro de tierra y
lavado de maquinarias relacionadas con el envasado del producto final. A estas corrientes se
les suman las pérdidas de producto, tanto como rompimiento de botellas, como derrames de
producto, los que también aportan cantidades importantes de materia orgánica (Kristal, s/a).
Debido a la producción discontinua, los RILes de la industria cervecera se caracterizan por
flujos, concentraciones y pH fuertemente cambiantes; además presentan bajas temperaturas,
entre 20 y 30 °C, un DQO relativamente bajo para el tratamiento anaerobio y una relación
favorable de DQO/DBO5 de 1,8 – 2, debido a sus altos contenidos de hidratos de carbono y de
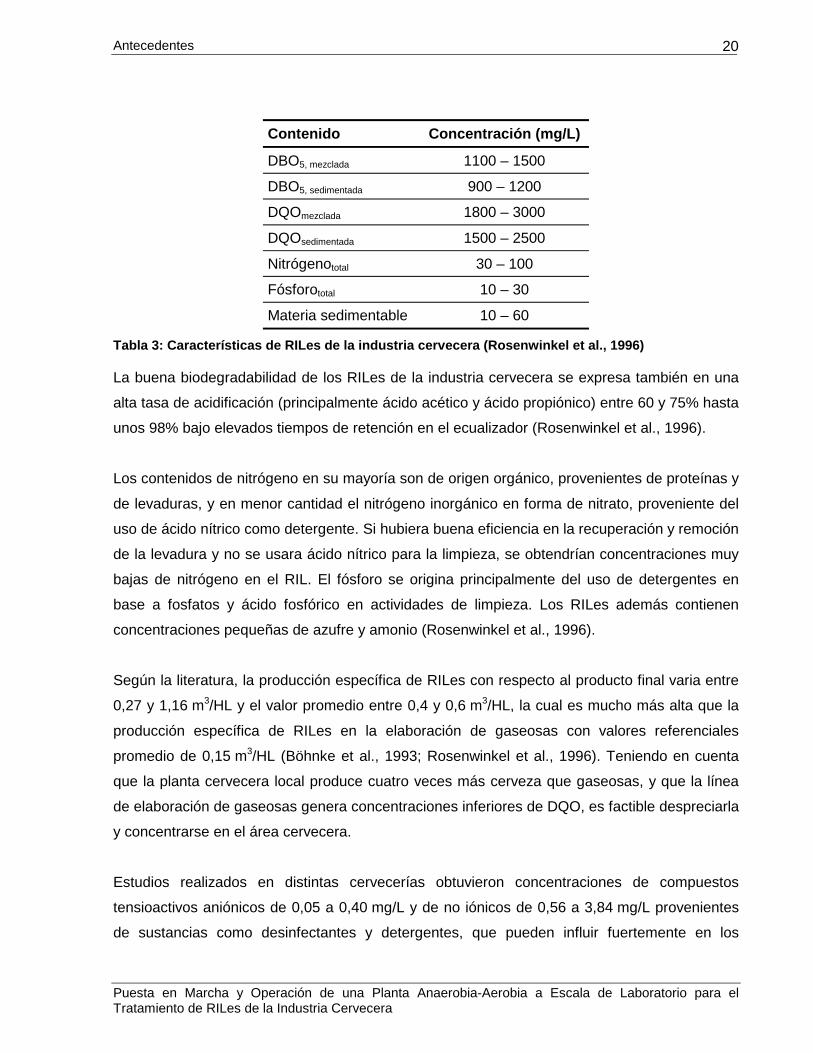
proteínas (Böhnke et al., 1993). La siguiente Tabla 3 resume características promedio en RILes
de la industria cervecera.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
20
Contenido Concentración (mg/L)
DBO5, mezclada 1100 – 1500
DBO5, sedimentada 900 – 1200
DQOmezclada 1800 – 3000
DQOsedimentada 1500 – 2500
Nitrógenototal 30 – 100
Fósforototal 10 – 30
Materia sedimentable 10 – 60
Tabla 3: Características de RILes de la industria cervecera (Rosenwinkel et al., 1996)
La buena biodegradabilidad de los RILes de la industria cervecera se expresa también en una
alta tasa de acidificación (principalmente ácido acético y ácido propiónico) entre 60 y 75% hasta
unos 98% bajo elevados tiempos de retención en el ecualizador (Rosenwinkel et al., 1996).
Los contenidos de nitrógeno en su mayoría son de origen orgánico, provenientes de proteínas y
de levaduras, y en menor cantidad el nitrógeno inorgánico en forma de nitrato, proveniente del
uso de ácido nítrico como detergente. Si hubiera buena eficiencia en la recuperación y remoción
de la levadura y no se usara ácido nítrico para la limpieza, se obtendrían concentraciones muy
bajas de nitrógeno en el RIL. El fósforo se origina principalmente del uso de detergentes en
base a fosfatos y ácido fosfórico en actividades de limpieza. Los RILes además contienen
concentraciones pequeñas de azufre y amonio (Rosenwinkel et al., 1996).
Según la literatura, la producción específica de RILes con respecto al producto final varia entre
0,27 y 1,16 m3/HL y el valor promedio entre 0,4 y 0,6 m3/HL, la cual es mucho más alta que la
producción específica de RILes en la elaboración de gaseosas con valores referenciales
promedio de 0,15 m3/HL (Böhnke et al., 1993; Rosenwinkel et al., 1996). Teniendo en cuenta
que la planta cervecera local produce cuatro veces más cerveza que gaseosas, y que la línea
de elaboración de gaseosas genera concentraciones inferiores de DQO, es factible despreciarla
y concentrarse en el área cervecera.
Estudios realizados en distintas cervecerías obtuvieron concentraciones de compuestos
tensioactivos aniónicos de 0,05 a 0,40 mg/L y de no iónicos de 0,56 a 3,84 mg/L provenientes
de sustancias como desinfectantes y detergentes, que pueden influir fuertemente en los
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
21
procesos biológicos debido a su potencial inhibitorio y/o tóxico. En el proceso de elaboración de
cerveza se utilizan detergentes para eliminar residuos orgánicos e inorgánicos. Los
desinfectantes son agentes para matar microorganismos patógenos y gérmenes. Los
ingredientes más importantes de ambos agentes son: ácidos, lejías, fosfatos y silicatos, de
origen inorgánico. Además contienen sustancias orgánicas como tensioactivos, antiespumantes
y formadores de conjuntos, entre otros. Menos relevantes son los contenidos en adhesivos y
aluminio provenientes de las etiquetas (Rosenwinkel et al., 1996).
En la industria cervecera local el efluente líquido contiene una gran carga de desechos
orgánicos; la producción de un hectolitro de cerveza produce agua residual con una
contaminación aproximada de 800 g de DBO5. Las aguas residuales se componen
principalmente del líquido de recuperación de levaduras y del agua de lavado de varios
departamentos, por ejemplo: las aguas que proceden del lavado de botellas tienen una
concentración de 200 a 400 mg/L de DBO5, las del lavado de los tanques de fermentación o de
los filtros tiene 3000 mg/L de DBO5, y las del lavado de tanques hasta 16000 mg/L de DBO5. En
el proceso de recuperación de la levadura, el efluente consta de: residuos de filtros que resultan
de la preparación de soluciones de nutrientes agotados, aguas de lavado (alto contenido en
fósforo) y efluente de la filtración. El volumen de las aguas residuales es del 10 - 20% del
volumen de producción de cerveza, y por su contenido en nutrientes agotados, causa el 75 -
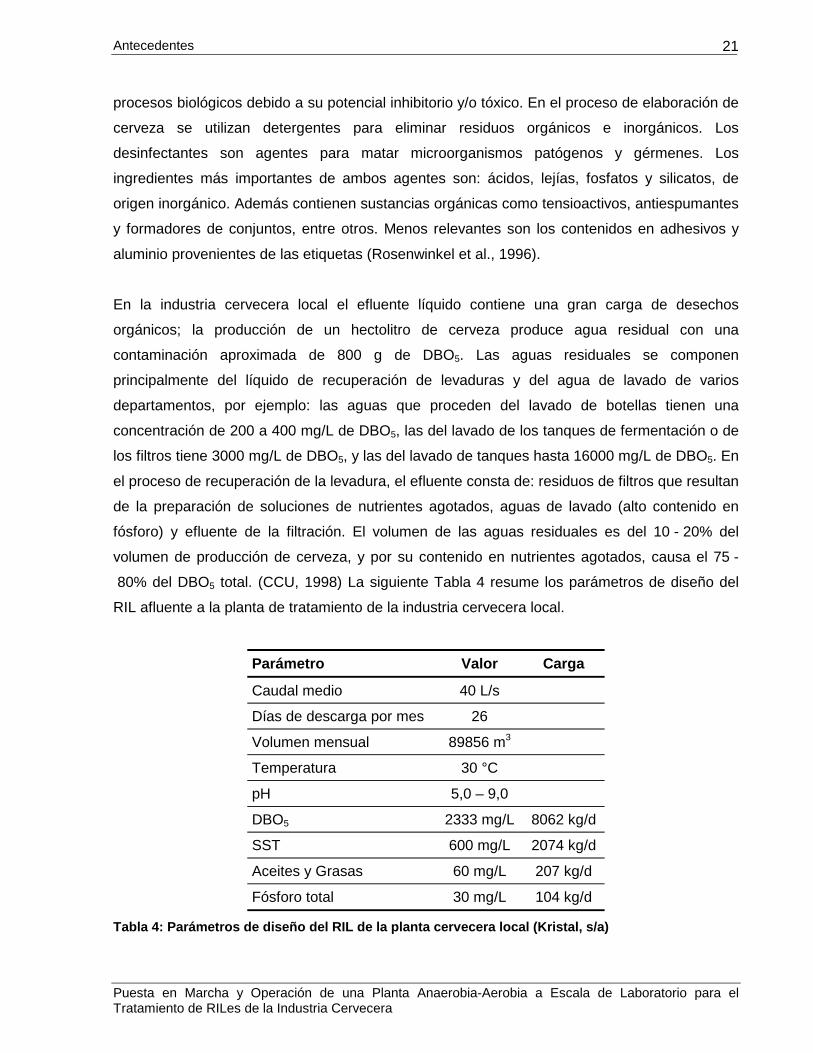
80% del DBO5 total. (CCU, 1998) La siguiente Tabla 4 resume los parámetros de diseño del
RIL afluente a la planta de tratamiento de la industria cervecera local.
Parámetro Valor Carga
Caudal medio 40 L/s
Días de descarga por mes 26
Volumen mensual 89856 m3
Temperatura 30 °C
pH 5,0 – 9,0
DBO5 2333 mg/L 8062 kg/d
SST 600 mg/L 2074 kg/d
Aceites y Grasas 60 mg/L 207 kg/d
Fósforo total 30 mg/L 104 kg/d
Tabla 4: Parámetros de diseño del RIL de la planta cervecera local (Kristal, s/a)
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
22
2.4.4 Características del RIL afluente al Tratamiento Secundario de la Planta Cervecera local
2.4.4.1 Temperatura
No hay ningún calentamiento del RIL y de los reactores UASB, por lo tanto, ellos trabajan a
temperaturas que fluctúan entre 20 y 30 °C, dependiendo del proceso y de la temperatura del
ambiente. La temperatura de diseño es 30 °C. (CCU, 2000a)
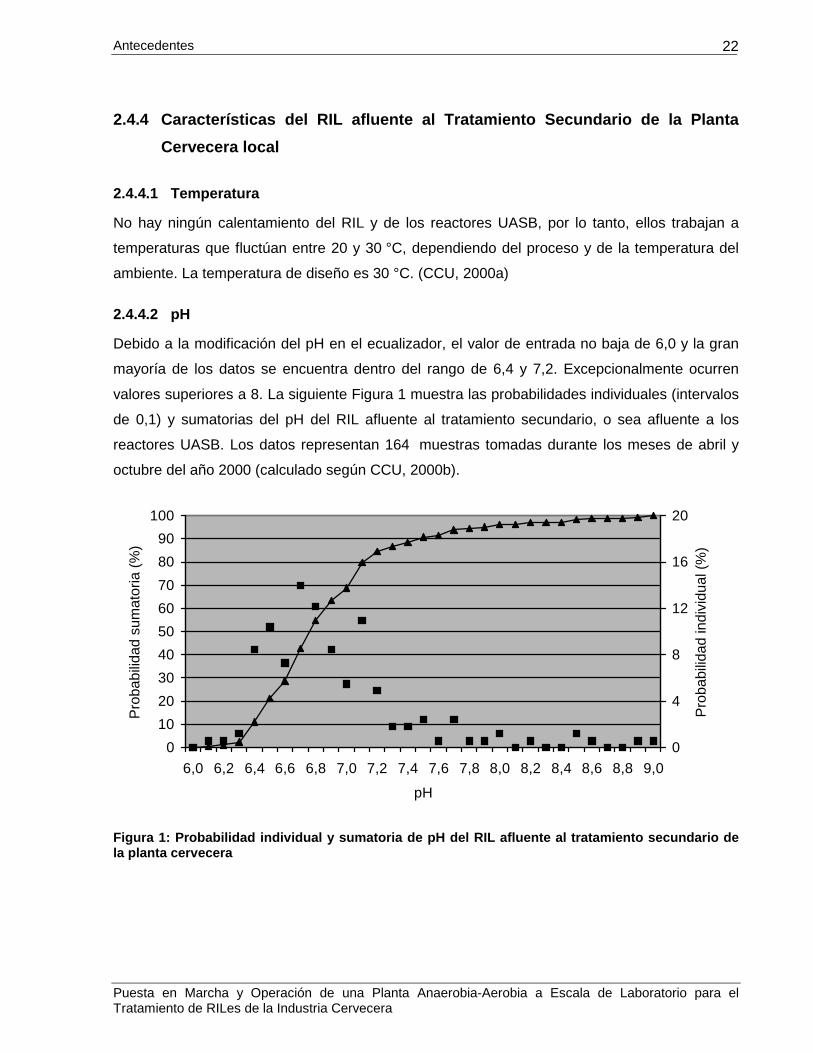
2.4.4.2 pH
Debido a la modificación del pH en el ecualizador, el valor de entrada no baja de 6,0 y la gran
mayoría de los datos se encuentra dentro del rango de 6,4 y 7,2. Excepcionalmente ocurren
valores superiores a 8. La siguiente Figura 1 muestra las probabilidades individuales (intervalos
de 0,1) y sumatorias del pH del RIL afluente al tratamiento secundario, o sea afluente a los
reactores UASB. Los datos representan 164 muestras tomadas durante los meses de abril y
octubre del año 2000 (calculado según CCU, 2000b).
Figura 1: Probabilidad individual y sumatoria de pH del RIL afluente al tratamiento secundario de la planta cervecera
0102030405060708090
100
6,0 6,2 6,4 6,6 6,8 7,0 7,2 7,4 7,6 7,8 8,0 8,2 8,4 8,6 8,8 9,0pH
Prob
abilid
ad s
umat
oria
(%)
0
4
8
12
16
20
Prob
abilid
ad in
divi
dual
(%)
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
23
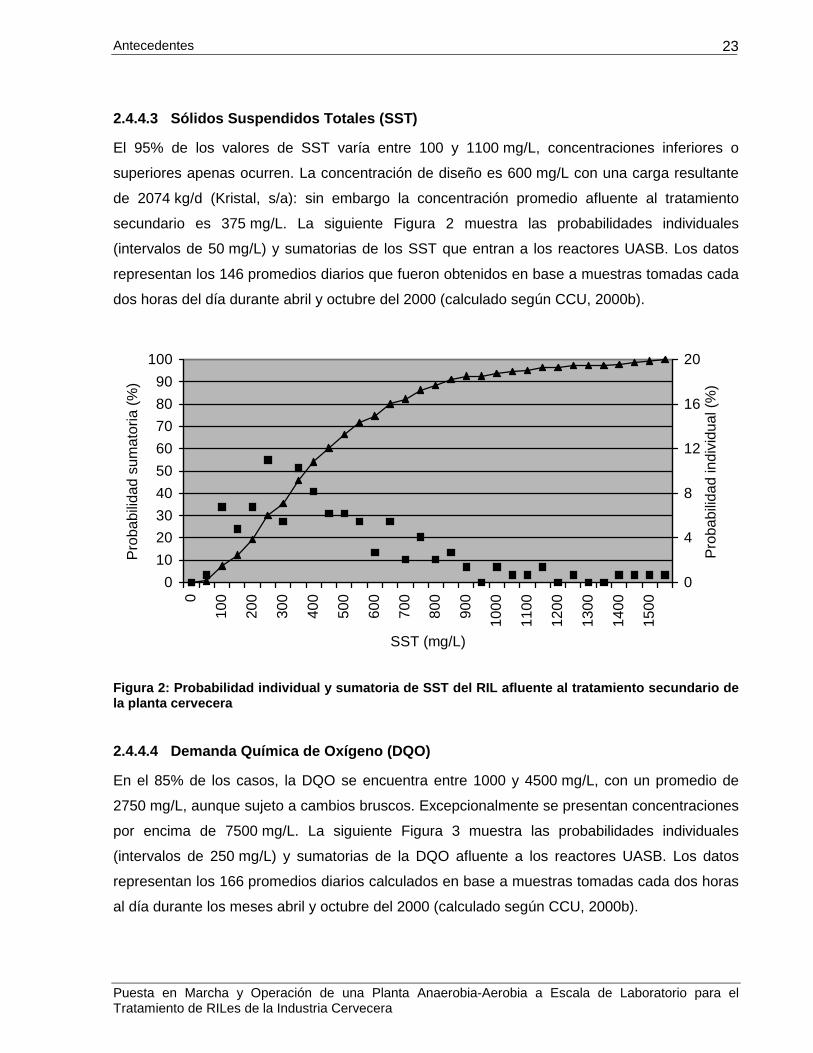
2.4.4.3 Sólidos Suspendidos Totales (SST)
El 95% de los valores de SST varía entre 100 y 1100 mg/L, concentraciones inferiores o
superiores apenas ocurren. La concentración de diseño es 600 mg/L con una carga resultante
de 2074 kg/d (Kristal, s/a): sin embargo la concentración promedio afluente al tratamiento
secundario es 375 mg/L. La siguiente Figura 2 muestra las probabilidades individuales
(intervalos de 50 mg/L) y sumatorias de los SST que entran a los reactores UASB. Los datos
representan los 146 promedios diarios que fueron obtenidos en base a muestras tomadas cada
dos horas del día durante abril y octubre del 2000 (calculado según CCU, 2000b).
Figura 2: Probabilidad individual y sumatoria de SST del RIL afluente al tratamiento secundario de la planta cervecera
2.4.4.4 Demanda Química de Oxígeno (DQO)
En el 85% de los casos, la DQO se encuentra entre 1000 y 4500 mg/L, con un promedio de
2750 mg/L, aunque sujeto a cambios bruscos. Excepcionalmente se presentan concentraciones
por encima de 7500 mg/L. La siguiente Figura 3 muestra las probabilidades individuales
(intervalos de 250 mg/L) y sumatorias de la DQO afluente a los reactores UASB. Los datos
representan los 166 promedios diarios calculados en base a muestras tomadas cada dos horas
al día durante los meses abril y octubre del 2000 (calculado según CCU, 2000b).
0102030405060708090
100
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
1500
SST (mg/L)
Prob
abilid
ad s
umat
oria
(%)
0
4
8
12
16
20
Prob
abilid
ad in
divi
dual
(%)

Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
24
Figura 3: Probabilidad individual y sumatoria de la DQO del RIL afluente al tratamiento secundario de la planta cervecera
2.4.4.5 Demanda Bioquímica de Oxígeno (DBO5)
Los RILes de la planta cervecera local muestran relativamente una alta biodegradabilidad, la
que se expresa en una relación de DQO/DBO5 de 1,59, o sea DBO5/DQO = 0,63 (CCU, 2000a).
La concentración de diseño es 2333 mg/L, con una carga resultante de 8062 kg/d (Kristal, s/a).
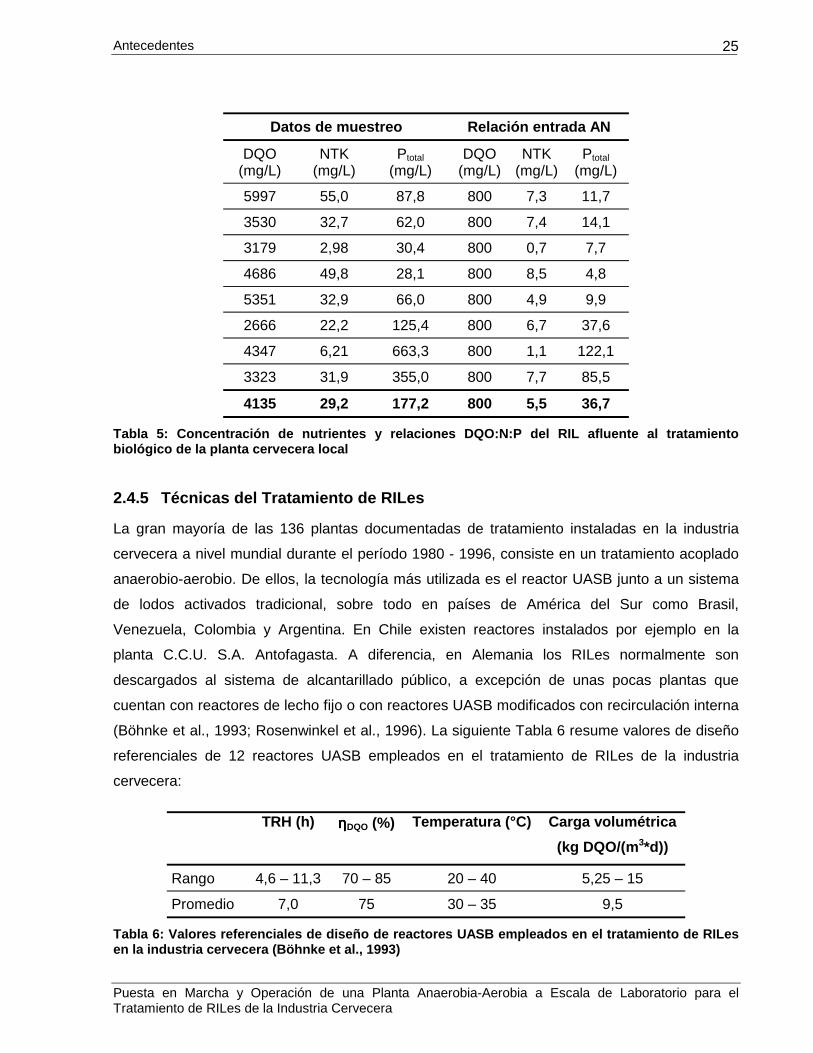
2.4.4.6 Nutrientes
La concentración de nitrógeno varía entre 3 y 55 mg/L y la de fósforo entre 6,6 y 663,3 mg/L,
con promedios de NTK = 29,2 mg/L y fósforototal = 177,2 mg/L. Los altos contenidos en fósforo
se puede explicar por el uso de desinfectantes basados en ácido fosfórico (CCU, 2000a). La
concentración de diseño de fósforo total es 30 mg/L (Kristal, s/a) que según los datos
presentados es seis veces superada. Las relaciones entre DQO, nitrógeno y fósforo que entran
a los reactores UASB se muestra en la siguiente Tabla 5. Los datos representan tomas de
muestras semanales durante el período de agosto – octubre del año 2000 (calculado según
CCU, 2000b).
0102030405060708090
100
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
8500
9000
DQO (mg/L)
Prob
abilid
ad s
umat
oria
(%)
0
4
8
12
16
20
Prob
abilid
ad in
divi
dual
(%)
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
25
Datos de muestreo Relación entrada AN
DQO (mg/L)
NTK (mg/L)
Ptotal (mg/L)
DQO (mg/L)
NTK (mg/L)
Ptotal (mg/L)
5997 55,0 87,8 800 7,3 11,7
3530 32,7 62,0 800 7,4 14,1
3179 2,98 30,4 800 0,7 7,7
4686 49,8 28,1 800 8,5 4,8
5351 32,9 66,0 800 4,9 9,9
2666 22,2 125,4 800 6,7 37,6
4347 6,21 663,3 800 1,1 122,1
3323 31,9 355,0 800 7,7 85,5
4135 29,2 177,2 800 5,5 36,7
Tabla 5: Concentración de nutrientes y relaciones DQO:N:P del RIL afluente al tratamiento biológico de la planta cervecera local
2.4.5 Técnicas del Tratamiento de RILes
La gran mayoría de las 136 plantas documentadas de tratamiento instaladas en la industria
cervecera a nivel mundial durante el período 1980 - 1996, consiste en un tratamiento acoplado
anaerobio-aerobio. De ellos, la tecnología más utilizada es el reactor UASB junto a un sistema
de lodos activados tradicional, sobre todo en países de América del Sur como Brasil,
Venezuela, Colombia y Argentina. En Chile existen reactores instalados por ejemplo en la
planta C.C.U. S.A. Antofagasta. A diferencia, en Alemania los RILes normalmente son
descargados al sistema de alcantarillado público, a excepción de unas pocas plantas que
cuentan con reactores de lecho fijo o con reactores UASB modificados con recirculación interna
(Böhnke et al., 1993; Rosenwinkel et al., 1996). La siguiente Tabla 6 resume valores de diseño
referenciales de 12 reactores UASB empleados en el tratamiento de RILes de la industria
cervecera:
TRH (h) ηηηηDQO (%) Temperatura (°C) Carga volumétrica (kg DQO/(m3*d))
Rango 4,6 – 11,3 70 – 85 20 – 40 5,25 – 15
Promedio 7,0 75 30 – 35 9,5
Tabla 6: Valores referenciales de diseño de reactores UASB empleados en el tratamiento de RILes en la industria cervecera (Böhnke et al., 1993)
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
26
2.4.6 Planta de Tratamiento de RILes de la Industria Cervecera local
Los RILes de la fábrica local de cervezas son tratados en una planta de tratamiento diseñada
para obtener una salida de agua con calidad de regadío, la cual es descargada al estero La
Laucha, afluente del río Cautín. El caudal máximo del RIL con la planta a plena capacidad es de
0,09 m3/s. El caudal estimado en los meses de mayor producción es de 4200 m3/d y las
características físico-químicas que debia cumplir el efluente de la planta de tratamiento
corresponde a lo requerido por la Norma Técnica relativa a Descargas de Residuos Industriales
Líquidos Directamente a Cursos y Masas de Aguas Superficiales y Subterráneas publicada en
1992 por la Superintendencia de Servicios Sanitarios y la Norma Chilena 1333 of. 78, que
define los requisitos para Aguas de Regadío. (CCU, 1998) Desde septiembre del 2001, el nuevo
cuerpo legal vigente es el Decreto Supremo 90/00, que establece la norma de emisión para la
regulación de contaminantes asociados a las descargas de residuos líquidos a aguas marinas y
continentales superficiales.
Las aguas residuales provenientes del proceso de elaboración de cerveza son tratadas por vía
biológica mediante un proceso acoplado anaerobio-aerobio. El proceso anaerobio utiliza un
reactor UASB empacado parcialmente y por otra parte, el proceso aerobio involucra un sistema
de lodos activados en la modalidad de aireación extendida. La secuencia de tratamiento consta
de las siguientes operaciones y procesos unitarios (Kristal, s/a; CCU, 2000a):
2.4.6.1 Pretratamiento
Rejilla de cribado:
Los RILes ingresan al pretratamiento por la rejilla de barras verticales ubicada al inicio del canal
de desarenación con el propósito de remover los sólidos gruesos que pudieran causar daños a
los equipos mecánicos o interferir con subsecuentes etapas de tratamiento.
Desarenador: El RIL continúa su paso a gravedad por el canal desarenador del tipo de sedimentación de
velocidad constante, cuya finalidad es la retención de sólidos inorgánicos densos que no hayan
sido separados en la rejilla de barras.
Pozo de bombeo:
El agua recolectada por el pozo (volumen de 74 m3) alimenta a la criba estática por medio de
bombas sumergibles, cuya operación es programada de tal manera que trabajen
alternadamente.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
27
Criba estática autolimpiante:
Su objetivo es eliminar los sólidos finos (orujo y cascarilla) mayores a 0,5 mm y evitar que
ingresen al sistema biológico de tratamiento, ya que representan una carga orgánica importante
que requeriría tiempos de residencia demasiado elevados para su degradación. En esta unidad
se estima una eficiencia de remoción de sólidos suspendidos del 10%.
Hidrociclón:
El RIL proveniente de la criba estática entra tangencialmente al ciclón, estableciendo un flujo
espiral o de vórtice. Como resultado, los sólidos son lanzados sobre las paredes del cono hacia
el punto de salida inferior y el efluente sale con un contenido menor de sólidos,
aproximadamente un 50%.
Tanque de homogenización y neutralización:
El agua prácticamente libre de sólidos es conducida hacia el tanque de homogenización y
neutralización. Para evitar la acumulación de sólidos orgánicos en el fondo y asegurar la
homogenización, el tanque cuenta con un agitador de baja velocidad. El tanque tiene un
volumen de 840 m3 y por lo tanto está diseñado para un TRH de 5,6 horas.
En el mismo tanque se lleva a cabo la neutralización del RIL y la adición de nutrientes. Para la
neutralización, la planta está dotada con dos unidades, una para la dosificación de soda
cáustica y otra para el ácido clorhídrico, según sea el ajuste de pH que se necesite. Para la
adición de nutrientes, la planta cuenta con unidades para la dosificación de FeCl3 y urea.
2.4.6.2 Tratamiento Biológico
Reactor anaerobio UASB:
El RIL proveniente del tanque de homogenización y neutralización entra al reactor anaerobio
modificado, tipo UASB por medio de un sistema de distribución que asegura un reparto
uniforme del agua en el fondo del reactor, sin que haya taponamientos o canalizaciones. El
biogás es captado en la parte alta del reactor y se dirige al sistema de incineración. Con el
propósito de retornar alcalinidad al sistema y de asegurar una velocidad de ascenso mínima del
agua residual de 0,5 m/h, el reactor cuenta con un sistema de recirculación de un flujo máximo
de 291 m3/h. Las bombas pueden operar en función de la velocidad ascendente que se desee
dentro del reactor, la cual puede variar entre 0,5 a 1,0 m/h. El reactor consta de cuatro módulos
iguales con un volumen útil de 430 m3 cada uno, de los cuales actualmente se utilizan
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
28
solamente tres, mientras el cuarto sirve como almacén de lodos. El TRH de los tres módulos
utilizados es de 11,6 horas.
Reactor aerobio:
Después del tratamiento anaerobio, el efluente se dirige por gravedad hacia el reactor aerobio.
El proceso consta de un tanque de aireación de dos módulos con un volumen total de 1960 m3
en cuyo fondo se encuentra el sistema de tuberías y difusores de burbuja fina por donde se
distribuye el aire, el que es suministrado por medio de un soplante de lóbulos, el cual tiene una
capacidad de suministro de 944 m3/h de aire y es activado siempre y cuando la concentración
de oxígeno disuelto (OD) quede debajo de 2 mg/L y es desactivado superando una
concentración de 3 mg/L. El TRH en esta unidad es de 13,5 horas. El TRC es de 20 d.
Clarificador secundario:
En el clarificador secundario sedimentan los lodos provenientes del reactor aerobio. Éstos son
recolectados continuamente por el sistema de rastras y tornamesa central; posteriormente son
tomados por bombas centrífugas, las cuales están diseñadas para retornar un flujo de 250 m3/h.
El agua clarificada es evacuada por vertederos en la parte superior del clarificador y de ahí es
conducida por gravedad al tratamiento terciario. El clarificador secundario es de sección
circular, con diámetro de 21,5 m y altura cilíndrica de 3,35 m.
2.4.6.3 Tratamiento Terciario
Desinfección:
Como tratamiento final, el agua residual ingresa al tanque de contacto con cloro a TRH de
58 minutos, donde se dosifica este reactivo en forma de gas. El tanque de contacto con cloro
tiene un volumen de 138 m3 con instalaciones para inducir un régimen de flujo pistón. La
eficiencia en el proceso de desinfección es del 99%.
Decloración:
En la etapa final del tratamiento se remueve el cloro residual total combinado que existe
después de la cloración. La eliminación del cloro residual se realiza utilizando sulfito de sodio en
el tanque de decloración, cuyo volumen es de 194 m3.
Antecedentes
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
29
2.4.6.4 Procesos e Instalaciones Adicionales
Tratamiento de lodos:
El manejo de lodos consiste en que los lodos anaerobios se alojan en el interior del reactor y
cuando sea necesario se dispone de ellos por medio de una línea de purga hacia el tanque de
almacenamiento de lodos, el cual tiene un volumen de 101 m3. Este tanque es también un
almacén de lodos granulares para contar con una reserva en caso de accidentes que
signifiquen pérdida masiva de lodo. Los lodos anaerobios acumulados o excedentes son
enviados por medio de una bomba al pozo de lodos, donde se mezclan con los lodos de purga
del sistema de aireación extendida y posteriormente son enviados al filtro banda para su
desecado. El lodo acondicionado es desaguado hasta una concentración en sólidos del 20 al
25%. Estos lodos ya desecados forman una pasta de consistencia sólida que puede ser
dispuesta fuera de la planta de tratamiento.
Manejo de biogás:
El biogás es enviado a un quemador para su incineración. Su composición básicamente es 65%
de metano y 35% de dióxido de carbono.
Laguna de emergencia:
En el evento de efectuar labores de mantenimiento u ocurrir un problema en la planta de
tratamiento de RILes se dispone de una laguna de emergencia, ubicada al costado de la planta
de RILes. Su volumen útil de almacenamiento es de 17500 m3.
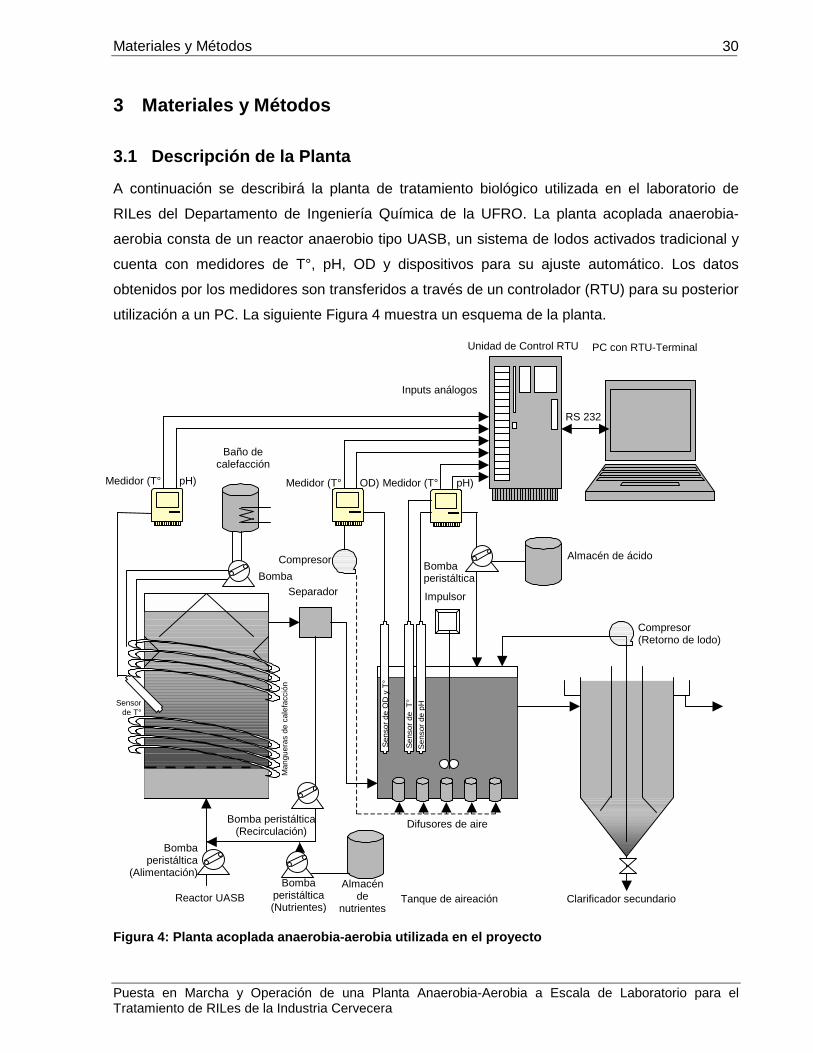
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
30
3 Materiales y Métodos
3.1 Descripción de la Planta
A continuación se describirá la planta de tratamiento biológico utilizada en el laboratorio de
RILes del Departamento de Ingeniería Química de la UFRO. La planta acoplada anaerobia-
aerobia consta de un reactor anaerobio tipo UASB, un sistema de lodos activados tradicional y
cuenta con medidores de T°, pH, OD y dispositivos para su ajuste automático. Los datos
obtenidos por los medidores son transferidos a través de un controlador (RTU) para su posterior
utilización a un PC. La siguiente Figura 4 muestra un esquema de la planta.
Figura 4: Planta acoplada anaerobia-aerobia utilizada en el proyecto
Medidor (T° pH)
RS 232
Inputs análogos
Medidor (T° OD) Medidor (T° pH)
Compresor
Separador Impulsor
Almacén de ácido
Compresor (Retorno de lodo)
Bomba peristáltica
Bomba peristáltica (Nutrientes)
Bomba peristáltica
(Alimentación)
Difusores de aire
Reactor UASB Tanque de aireación Clarificador secundario
Sens
or d
e O
D y
T°
Sens
or d
e T
° Se
nsor
de
pH Sensor
de T°
Bomba peristáltica (Recirculación)
Almacén de
nutrientes
Unidad de Control RTU PC con RTU-Terminal
Man
guer
as d
e ca
lefa
cció
n
Baño de calefacción
Bomba
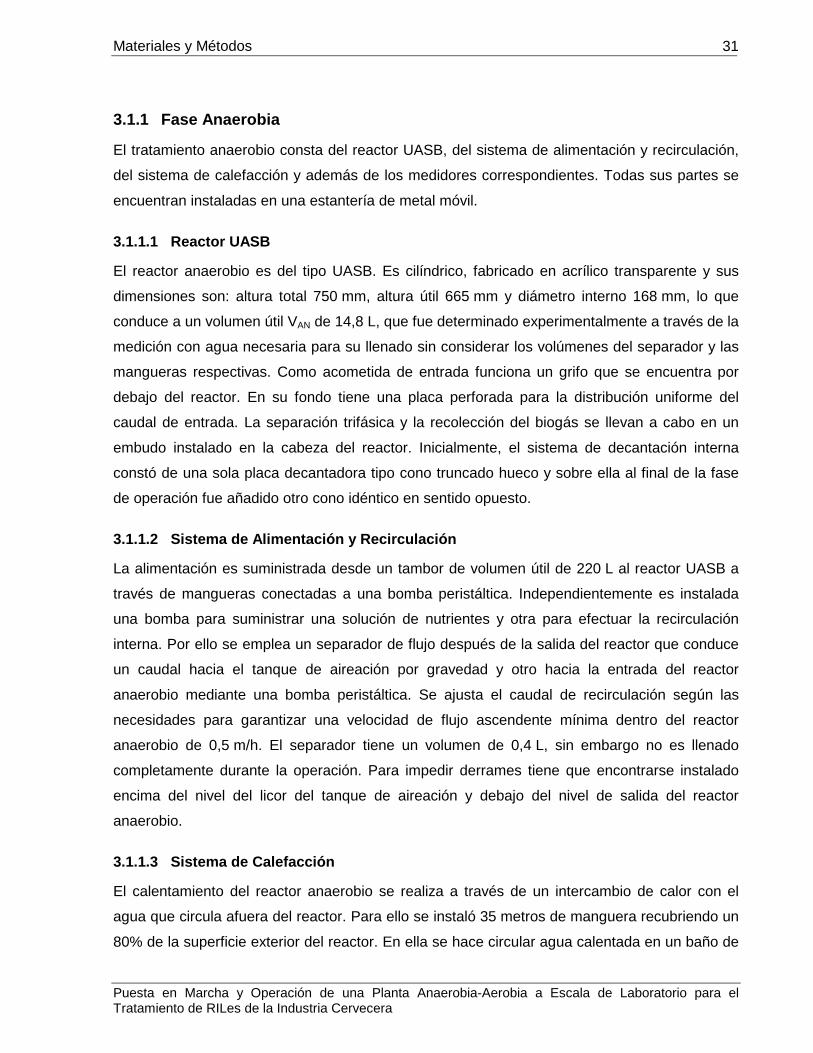
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
31
3.1.1 Fase Anaerobia
El tratamiento anaerobio consta del reactor UASB, del sistema de alimentación y recirculación,
del sistema de calefacción y además de los medidores correspondientes. Todas sus partes se
encuentran instaladas en una estantería de metal móvil.
3.1.1.1 Reactor UASB
El reactor anaerobio es del tipo UASB. Es cilíndrico, fabricado en acrílico transparente y sus
dimensiones son: altura total 750 mm, altura útil 665 mm y diámetro interno 168 mm, lo que
conduce a un volumen útil VAN de 14,8 L, que fue determinado experimentalmente a través de la
medición con agua necesaria para su llenado sin considerar los volúmenes del separador y las
mangueras respectivas. Como acometida de entrada funciona un grifo que se encuentra por
debajo del reactor. En su fondo tiene una placa perforada para la distribución uniforme del
caudal de entrada. La separación trifásica y la recolección del biogás se llevan a cabo en un
embudo instalado en la cabeza del reactor. Inicialmente, el sistema de decantación interna
constó de una sola placa decantadora tipo cono truncado hueco y sobre ella al final de la fase
de operación fue añadido otro cono idéntico en sentido opuesto.
3.1.1.2 Sistema de Alimentación y Recirculación
La alimentación es suministrada desde un tambor de volumen útil de 220 L al reactor UASB a
través de mangueras conectadas a una bomba peristáltica. Independientemente es instalada
una bomba para suministrar una solución de nutrientes y otra para efectuar la recirculación
interna. Por ello se emplea un separador de flujo después de la salida del reactor que conduce
un caudal hacia el tanque de aireación por gravedad y otro hacia la entrada del reactor
anaerobio mediante una bomba peristáltica. Se ajusta el caudal de recirculación según las
necesidades para garantizar una velocidad de flujo ascendente mínima dentro del reactor
anaerobio de 0,5 m/h. El separador tiene un volumen de 0,4 L, sin embargo no es llenado
completamente durante la operación. Para impedir derrames tiene que encontrarse instalado
encima del nivel del licor del tanque de aireación y debajo del nivel de salida del reactor
anaerobio.
3.1.1.3 Sistema de Calefacción
El calentamiento del reactor anaerobio se realiza a través de un intercambio de calor con el
agua que circula afuera del reactor. Para ello se instaló 35 metros de manguera recubriendo un
80% de la superficie exterior del reactor. En ella se hace circular agua calentada en un baño de
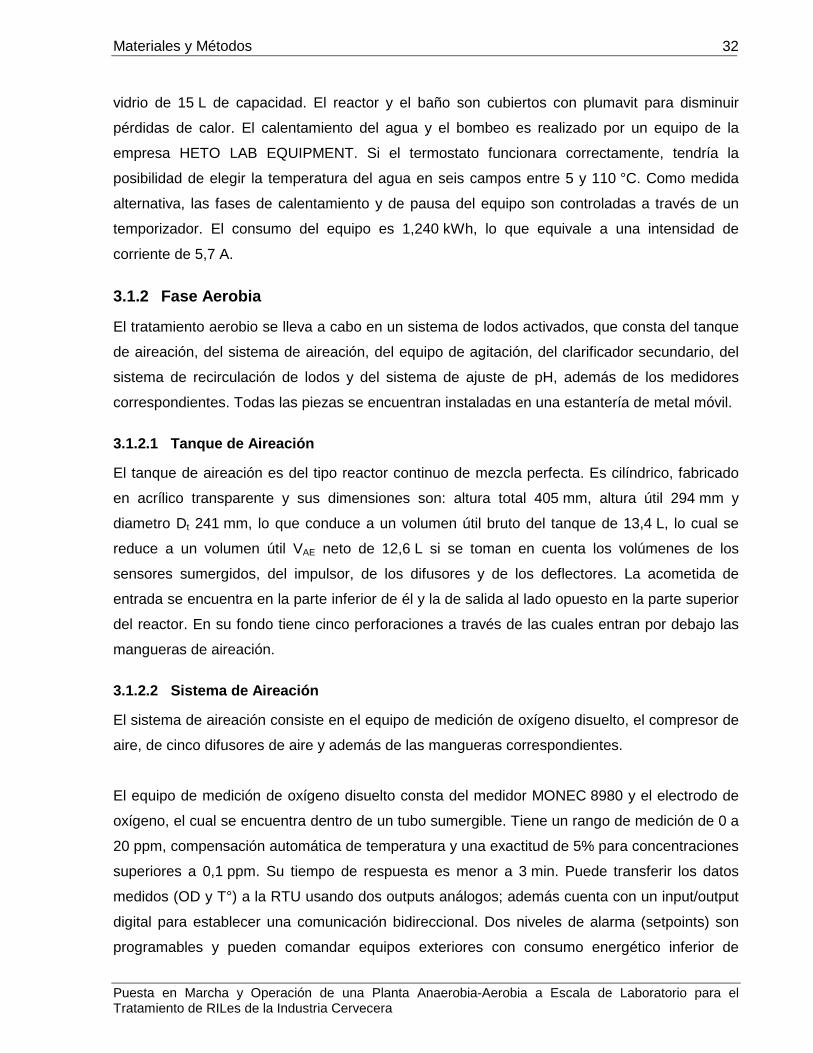
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
32
vidrio de 15 L de capacidad. El reactor y el baño son cubiertos con plumavit para disminuir
pérdidas de calor. El calentamiento del agua y el bombeo es realizado por un equipo de la
empresa HETO LAB EQUIPMENT. Si el termostato funcionara correctamente, tendría la
posibilidad de elegir la temperatura del agua en seis campos entre 5 y 110 °C. Como medida
alternativa, las fases de calentamiento y de pausa del equipo son controladas a través de un
temporizador. El consumo del equipo es 1,240 kWh, lo que equivale a una intensidad de
corriente de 5,7 A.
3.1.2 Fase Aerobia
El tratamiento aerobio se lleva a cabo en un sistema de lodos activados, que consta del tanque
de aireación, del sistema de aireación, del equipo de agitación, del clarificador secundario, del
sistema de recirculación de lodos y del sistema de ajuste de pH, además de los medidores
correspondientes. Todas las piezas se encuentran instaladas en una estantería de metal móvil.
3.1.2.1 Tanque de Aireación
El tanque de aireación es del tipo reactor continuo de mezcla perfecta. Es cilíndrico, fabricado
en acrílico transparente y sus dimensiones son: altura total 405 mm, altura útil 294 mm y
diametro Dt 241 mm, lo que conduce a un volumen útil bruto del tanque de 13,4 L, lo cual se
reduce a un volumen útil VAE neto de 12,6 L si se toman en cuenta los volúmenes de los
sensores sumergidos, del impulsor, de los difusores y de los deflectores. La acometida de
entrada se encuentra en la parte inferior de él y la de salida al lado opuesto en la parte superior
del reactor. En su fondo tiene cinco perforaciones a través de las cuales entran por debajo las
mangueras de aireación.
3.1.2.2 Sistema de Aireación
El sistema de aireación consiste en el equipo de medición de oxígeno disuelto, el compresor de
aire, de cinco difusores de aire y además de las mangueras correspondientes.
El equipo de medición de oxígeno disuelto consta del medidor MONEC 8980 y el electrodo de
oxígeno, el cual se encuentra dentro de un tubo sumergible. Tiene un rango de medición de 0 a
20 ppm, compensación automática de temperatura y una exactitud de 5% para concentraciones
superiores a 0,1 ppm. Su tiempo de respuesta es menor a 3 min. Puede transferir los datos
medidos (OD y T°) a la RTU usando dos outputs análogos; además cuenta con un input/output
digital para establecer una comunicación bidireccional. Dos niveles de alarma (setpoints) son
programables y pueden comandar equipos exteriores con consumo energético inferior de
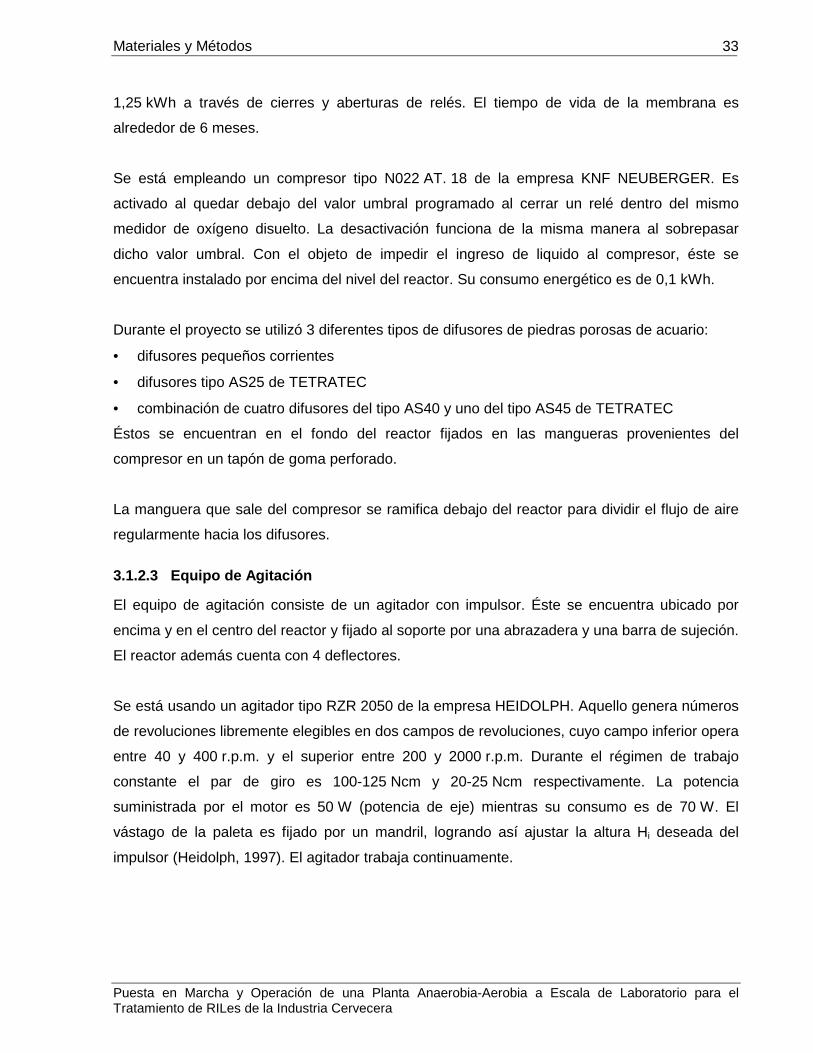
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
33
1,25 kWh a través de cierres y aberturas de relés. El tiempo de vida de la membrana es
alrededor de 6 meses.
Se está empleando un compresor tipo N022 AT. 18 de la empresa KNF NEUBERGER. Es
activado al quedar debajo del valor umbral programado al cerrar un relé dentro del mismo
medidor de oxígeno disuelto. La desactivación funciona de la misma manera al sobrepasar
dicho valor umbral. Con el objeto de impedir el ingreso de liquido al compresor, éste se
encuentra instalado por encima del nivel del reactor. Su consumo energético es de 0,1 kWh.
Durante el proyecto se utilizó 3 diferentes tipos de difusores de piedras porosas de acuario:
• difusores pequeños corrientes
• difusores tipo AS25 de TETRATEC
• combinación de cuatro difusores del tipo AS40 y uno del tipo AS45 de TETRATEC
Éstos se encuentran en el fondo del reactor fijados en las mangueras provenientes del
compresor en un tapón de goma perforado.
La manguera que sale del compresor se ramifica debajo del reactor para dividir el flujo de aire
regularmente hacia los difusores.
3.1.2.3 Equipo de Agitación
El equipo de agitación consiste de un agitador con impulsor. Éste se encuentra ubicado por
encima y en el centro del reactor y fijado al soporte por una abrazadera y una barra de sujeción.
El reactor además cuenta con 4 deflectores.
Se está usando un agitador tipo RZR 2050 de la empresa HEIDOLPH. Aquello genera números
de revoluciones libremente elegibles en dos campos de revoluciones, cuyo campo inferior opera
entre 40 y 400 r.p.m. y el superior entre 200 y 2000 r.p.m. Durante el régimen de trabajo
constante el par de giro es 100-125 Ncm y 20-25 Ncm respectivamente. La potencia
suministrada por el motor es 50 W (potencia de eje) mientras su consumo es de 70 W. El
vástago de la paleta es fijado por un mandril, logrando así ajustar la altura Hi deseada del
impulsor (Heidolph, 1997). El agitador trabaja continuamente.
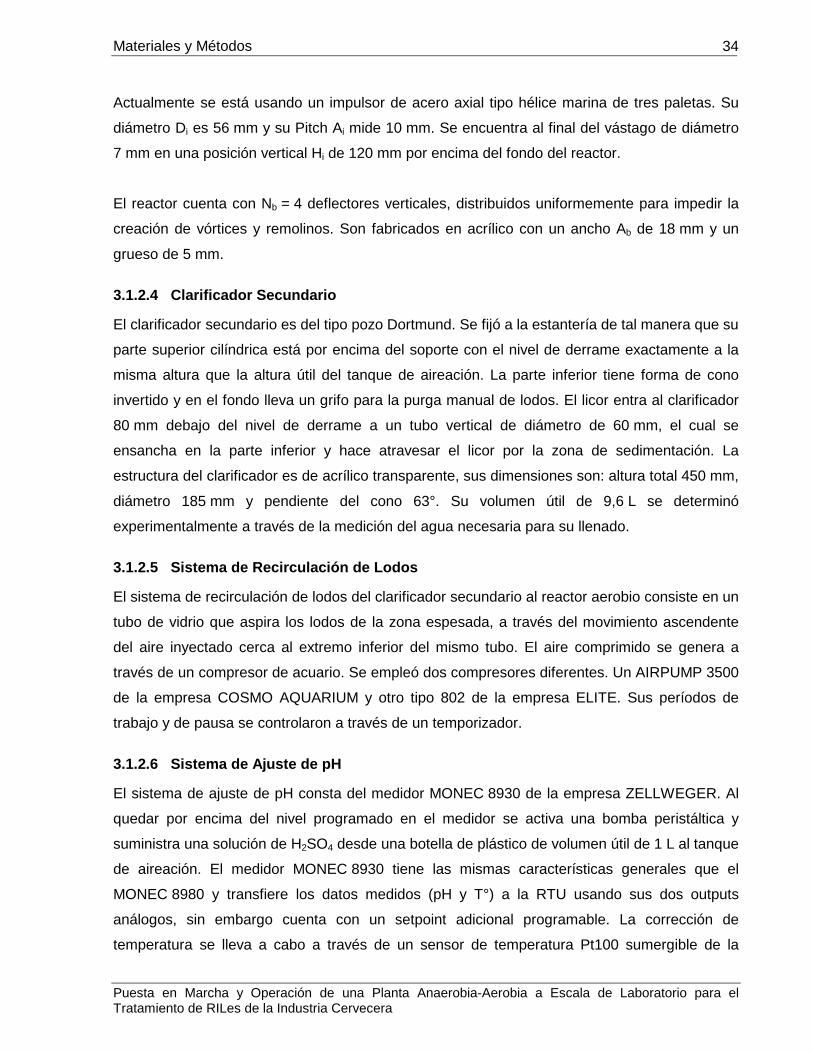
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
34
Actualmente se está usando un impulsor de acero axial tipo hélice marina de tres paletas. Su
diámetro Di es 56 mm y su Pitch Ai mide 10 mm. Se encuentra al final del vástago de diámetro
7 mm en una posición vertical Hi de 120 mm por encima del fondo del reactor.
El reactor cuenta con Nb = 4 deflectores verticales, distribuidos uniformemente para impedir la
creación de vórtices y remolinos. Son fabricados en acrílico con un ancho Ab de 18 mm y un
grueso de 5 mm.
3.1.2.4 Clarificador Secundario
El clarificador secundario es del tipo pozo Dortmund. Se fijó a la estantería de tal manera que su
parte superior cilíndrica está por encima del soporte con el nivel de derrame exactamente a la
misma altura que la altura útil del tanque de aireación. La parte inferior tiene forma de cono
invertido y en el fondo lleva un grifo para la purga manual de lodos. El licor entra al clarificador
80 mm debajo del nivel de derrame a un tubo vertical de diámetro de 60 mm, el cual se
ensancha en la parte inferior y hace atravesar el licor por la zona de sedimentación. La
estructura del clarificador es de acrílico transparente, sus dimensiones son: altura total 450 mm,
diámetro 185 mm y pendiente del cono 63°. Su volumen útil de 9,6 L se determinó
experimentalmente a través de la medición del agua necesaria para su llenado.
3.1.2.5 Sistema de Recirculación de Lodos
El sistema de recirculación de lodos del clarificador secundario al reactor aerobio consiste en un
tubo de vidrio que aspira los lodos de la zona espesada, a través del movimiento ascendente
del aire inyectado cerca al extremo inferior del mismo tubo. El aire comprimido se genera a
través de un compresor de acuario. Se empleó dos compresores diferentes. Un AIRPUMP 3500
de la empresa COSMO AQUARIUM y otro tipo 802 de la empresa ELITE. Sus períodos de
trabajo y de pausa se controlaron a través de un temporizador.
3.1.2.6 Sistema de Ajuste de pH
El sistema de ajuste de pH consta del medidor MONEC 8930 de la empresa ZELLWEGER. Al
quedar por encima del nivel programado en el medidor se activa una bomba peristáltica y
suministra una solución de H2SO4 desde una botella de plástico de volumen útil de 1 L al tanque
de aireación. El medidor MONEC 8930 tiene las mismas características generales que el
MONEC 8980 y transfiere los datos medidos (pH y T°) a la RTU usando sus dos outputs
análogos, sin embargo cuenta con un setpoint adicional programable. La corrección de
temperatura se lleva a cabo a través de un sensor de temperatura Pt100 sumergible de la
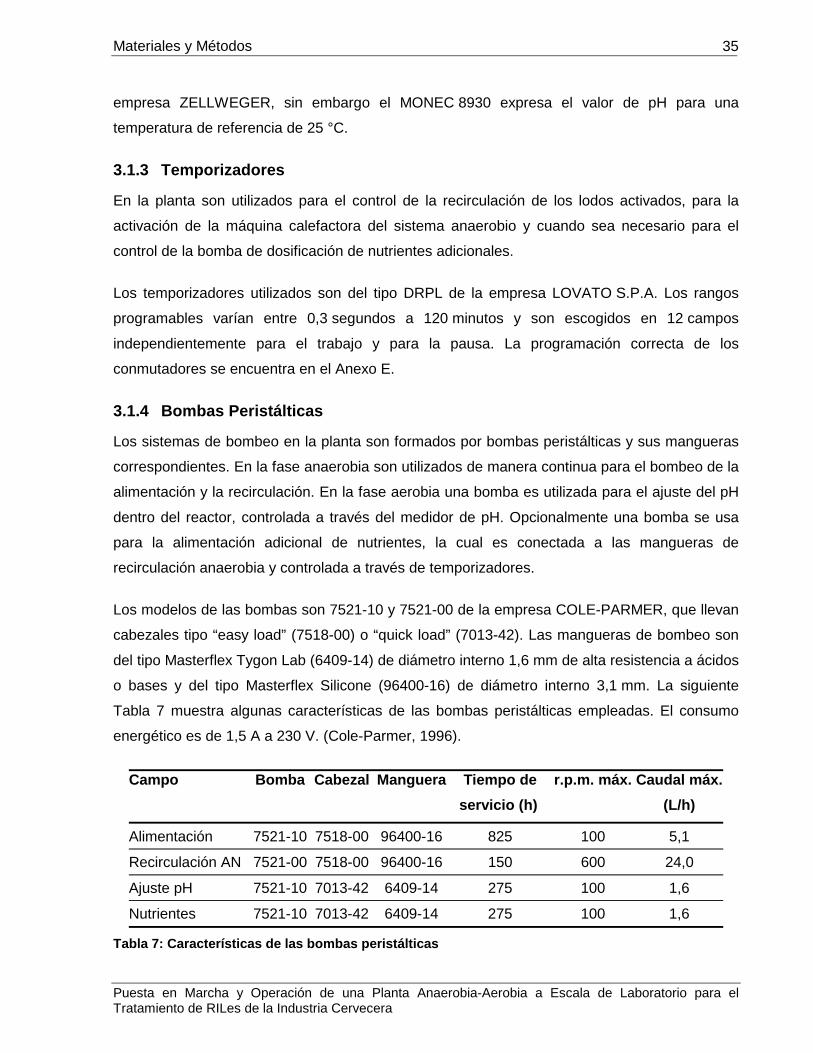
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
35
empresa ZELLWEGER, sin embargo el MONEC 8930 expresa el valor de pH para una
temperatura de referencia de 25 °C.
3.1.3 Temporizadores
En la planta son utilizados para el control de la recirculación de los lodos activados, para la
activación de la máquina calefactora del sistema anaerobio y cuando sea necesario para el
control de la bomba de dosificación de nutrientes adicionales.
Los temporizadores utilizados son del tipo DRPL de la empresa LOVATO S.P.A. Los rangos
programables varían entre 0,3 segundos a 120 minutos y son escogidos en 12 campos
independientemente para el trabajo y para la pausa. La programación correcta de los
conmutadores se encuentra en el Anexo E.
3.1.4 Bombas Peristálticas
Los sistemas de bombeo en la planta son formados por bombas peristálticas y sus mangueras
correspondientes. En la fase anaerobia son utilizados de manera continua para el bombeo de la
alimentación y la recirculación. En la fase aerobia una bomba es utilizada para el ajuste del pH
dentro del reactor, controlada a través del medidor de pH. Opcionalmente una bomba se usa
para la alimentación adicional de nutrientes, la cual es conectada a las mangueras de
recirculación anaerobia y controlada a través de temporizadores.
Los modelos de las bombas son 7521-10 y 7521-00 de la empresa COLE-PARMER, que llevan
cabezales tipo “easy load” (7518-00) o “quick load” (7013-42). Las mangueras de bombeo son
del tipo Masterflex Tygon Lab (6409-14) de diámetro interno 1,6 mm de alta resistencia a ácidos
o bases y del tipo Masterflex Silicone (96400-16) de diámetro interno 3,1 mm. La siguiente
Tabla 7 muestra algunas características de las bombas peristálticas empleadas. El consumo
energético es de 1,5 A a 230 V. (Cole-Parmer, 1996).
Campo Bomba Cabezal Manguera Tiempo de
servicio (h) r.p.m. máx. Caudal máx.
(L/h)
Alimentación 7521-10 7518-00 96400-16 825 100 5,1
Recirculación AN 7521-00 7518-00 96400-16 150 600 24,0
Ajuste pH 7521-10 7013-42 6409-14 275 100 1,6
Nutrientes 7521-10 7013-42 6409-14 275 100 1,6
Tabla 7: Características de las bombas peristálticas
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
36
3.2 Unidad de Control
La unidad de control se compone de dos partes llamadas RTU y RTU-Terminal explicadas a
continuación.
3.2.1 RTU
La RTU cumple la función de recolectar los datos de medición de los medidores y transferirlos a
un PC para su posterior utilización. Consta de un controlador programable RPC-52 de la
empresa REMOTE PROCESSING, una pantalla Liquid Crystal Display (LCD) y una tecla para
operarlo de manera directa. Para comunicarse con su ambiente, el controlador RPC-52 cuenta con dos puertas seriales
estándar RS-232 para conectar a un PC. Sus capacidades de input-output análogo constan de
ocho puertas (número interno RTU 10-17) para recibir las señales (4-20 mA, 0-5 V) de los
medidores externos, las cuales son convertidas con una resolución de 10 bit por un conversor
análogo-digital y dos puertas output de voltaje variable en 255 pasos en un rango de 0 a 5 V
(número interno RTU 20-21). Además cuenta con 24 líneas de input-output digital (número
interno RTU 100-123) para conectar dispositivos de lógica transistor y adicionalmente cuenta
con 4 módulos “opto” (número interno RTU 00-03) que son capaces de conmutar voltajes en un
rango de 5 a 240 V a una corriente de 3 A.
3.2.2 RTU-Terminal
RTU Terminal es un programa diseñado por SIMTECH para controlar una o más RTUs en
forma remota por medio de una puerta de comunicación RS-232 de un PC bajo la familia
WINDOWS 9x/200x. El programa además genera archivos de eventos (‘log’) en los cuales se
almacena la información de las señales recibidas y cualquier problema ocurrido durante su
funcionamiento. El programa permite, por medio de menúes;
• Configurar los parámetros de la puerta de comunicación.
• Arrancar o detener uno o más conjuntos de trabajo.
• Seleccionar las señales (análogas y digitales) y configurar sus parámetros de acuerdo a
las necesidades propias del usuario.
• Seleccionar las señales que serán desplegadas en pantalla, ya sea usando los dos
diagramas de plantas o la pantalla de gráficos.
• Revisar archivos de eventos
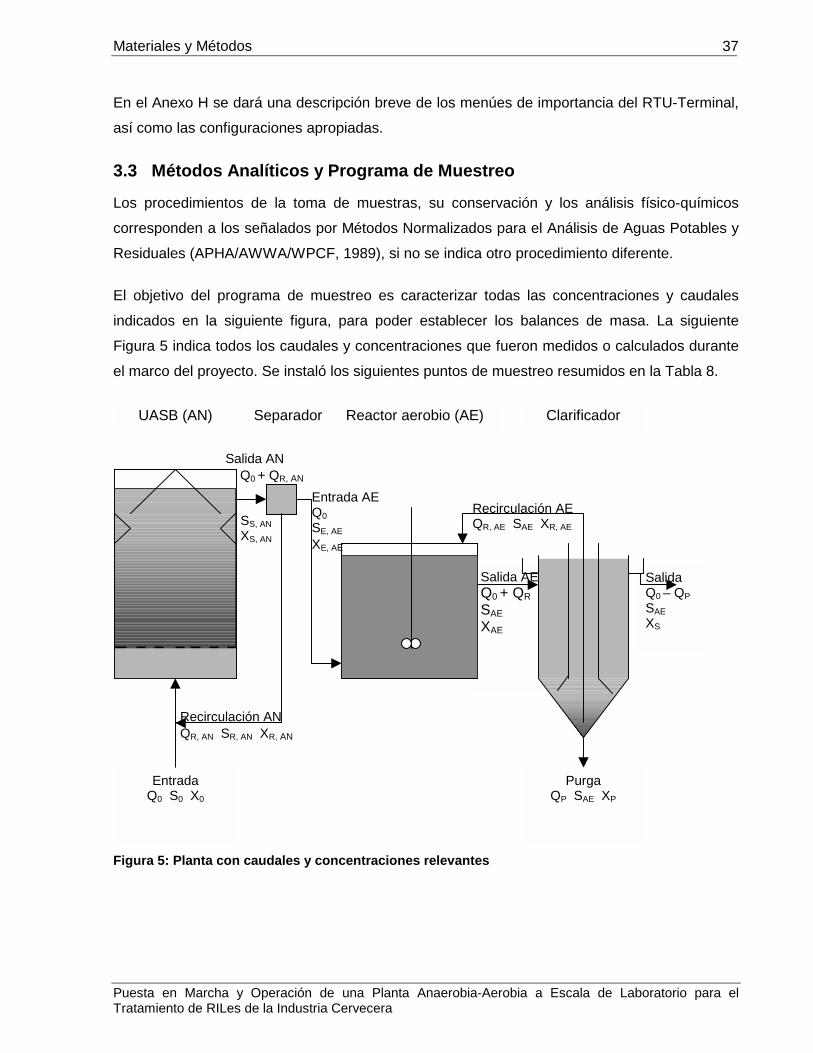
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
37
En el Anexo H se dará una descripción breve de los menúes de importancia del RTU-Terminal,
así como las configuraciones apropiadas.
3.3 Métodos Analíticos y Programa de Muestreo
Los procedimientos de la toma de muestras, su conservación y los análisis físico-químicos
corresponden a los señalados por Métodos Normalizados para el Análisis de Aguas Potables y
Residuales (APHA/AWWA/WPCF, 1989), si no se indica otro procedimiento diferente.
El objetivo del programa de muestreo es caracterizar todas las concentraciones y caudales
indicados en la siguiente figura, para poder establecer los balances de masa. La siguiente
Figura 5 indica todos los caudales y concentraciones que fueron medidos o calculados durante
el marco del proyecto. Se instaló los siguientes puntos de muestreo resumidos en la Tabla 8.
Figura 5: Planta con caudales y concentraciones relevantes
Separador
Salida AE Q0 + QR SAE XAE
Salida Q0 – QP SAE XS
SS, AN XS, AN
Recirculación AE QR, AE SAE XR, AE
Recirculación AN QR, AN SR, AN XR, AN
Reactor aerobio (AE) Clarificador UASB (AN)
Entrada Q0 S0 X0
Purga QP SAE XP
Salida AN Q0 + QR, AN
Entrada AE Q0 SE, AE XE, AE
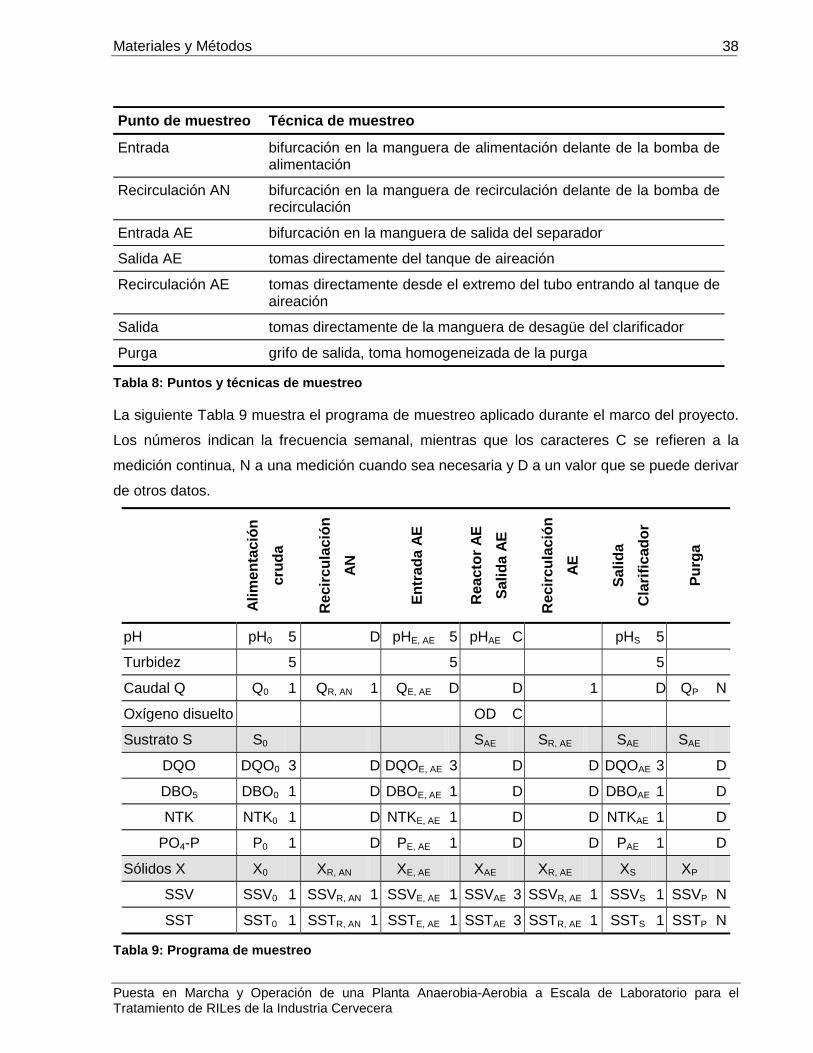
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
38
Punto de muestreo Técnica de muestreo
Entrada bifurcación en la manguera de alimentación delante de la bomba de alimentación
Recirculación AN bifurcación en la manguera de recirculación delante de la bomba de recirculación
Entrada AE bifurcación en la manguera de salida del separador
Salida AE tomas directamente del tanque de aireación
Recirculación AE tomas directamente desde el extremo del tubo entrando al tanque de aireación
Salida tomas directamente de la manguera de desagüe del clarificador
Purga grifo de salida, toma homogeneizada de la purga
Tabla 8: Puntos y técnicas de muestreo
La siguiente Tabla 9 muestra el programa de muestreo aplicado durante el marco del proyecto.
Los números indican la frecuencia semanal, mientras que los caracteres C se refieren a la
medición continua, N a una medición cuando sea necesaria y D a un valor que se puede derivar
de otros datos.
Alim
enta
ción
cr
uda
Rec
ircul
ació
nAN
Entr
ada
AE
Rea
ctor
AE
Salid
a AE
Rec
ircul
ació
nAE
Salid
a C
larif
icad
or
Purg
a
pH pH0 5 D pHE, AE 5 pHAE C pHS 5
Turbidez 5 5 5
Caudal Q Q0 1 QR, AN 1 QE, AE D D 1 D QP N
Oxígeno disuelto OD C
Sustrato S S0 SAE SR, AE SAE SAE
DQO DQO0 3 D DQOE, AE 3 D D DQOAE 3 D
DBO5 DBO0 1 D DBOE, AE 1 D D DBOAE 1 D
NTK NTK0 1 D NTKE, AE 1 D D NTKAE 1 D
PO4-P P0 1 D PE, AE 1 D D PAE 1 D
Sólidos X X0 XR, AN XE, AE XAE XR, AE XS XP
SSV SSV0 1 SSVR, AN 1 SSVE, AE 1 SSVAE 3 SSVR, AE 1 SSVS 1 SSVP N
SST SST0 1 SSTR, AN 1 SSTE, AE 1 SSTAE 3 SSTR, AE 1 SSTS 1 SSTP N
Tabla 9: Programa de muestreo
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
39
El pH es medido con un equipo portátil de la empresa HACH. A través del empleo de un
medidor MONEC 8930 de la empresa ZELLWEGER se ajusta el pH en el tanque de aireación
a 7,5. Como electrodo de pH es utilizado el sensor SENSOLYT GDA de la empresa
WISSENSCHAFTLICH-TECHNISCHE WERKSTÄTTEN. La turbidez es medida con el método
nefelométrico con un turbidímetro marca 2100P de la empresa HACH. El oxígeno disuelto
presente en el tanque de aireación es medido a través de un medidor MONEC 8980 con
electrodo Oxistat PPM 8878.4 de membrana selectiva cuyo funcionamiento es basado en el
principio Clark, ambos de la empresa ZELLWEGER y ajustado a un valor umbral mínimo de 2
mg/L o 4 mg/L durante fases de Bulking. Los sensores de temperatura también son de la
empresa ZELLWEGER.
El rendimiento en la remoción de la contaminación orgánica durante las distintas fases del
tratamiento biológico se expresa como eliminación de DQO y DBO5. La DQOtotal es determinada
por digestión con dicromato y cuantificación colorimétrica con un espectrofotómetro HACH. La
DQOsoluble se obtiene por aplicación del mismo procedimiento a la muestra filtrada con filtro
WHATMAN GC-50 (diámetro de poro de 2,7 µm). La concentración de oxígeno disuelto en la
prueba de DBO5 es determinada según la modificación azida del método de titulación
yodométrico. Cabe mencionar que la DBO5 es crítica a determinar ya que en el caso de RILes
de la industria cervecera al utilizar una población microbiana adaptada se ha mostrado
concentraciones hasta un 30% mayores que con el procedimiento normal (Rosenwinkel et al.,
1996).
El contenido de nitrógeno en las muestras se efectúa por medición de Nitrógento Total Kjeldahl
(NTK) y el de fósforo como fosfato por reacción con pirosulfato de potasio y cuantificación
colorimétrica (fósforo reactivo).
El IVL indica la calidad de decantación de los lodos y se usa como parámetro de control de la
planta, específicamente de los lodos y se determina utilizando un cilindro graduado sin
mecanismo de agitación.
Los sólidos totales en suspensión (SST, MLSS) se obtienen secados a 105 °C, cuya fracción de
pérdida por ignición a 550 °C representa los sólidos volátiles en suspensión (SSV, MLVSS),
comúnmente calificada como biomasa activa.
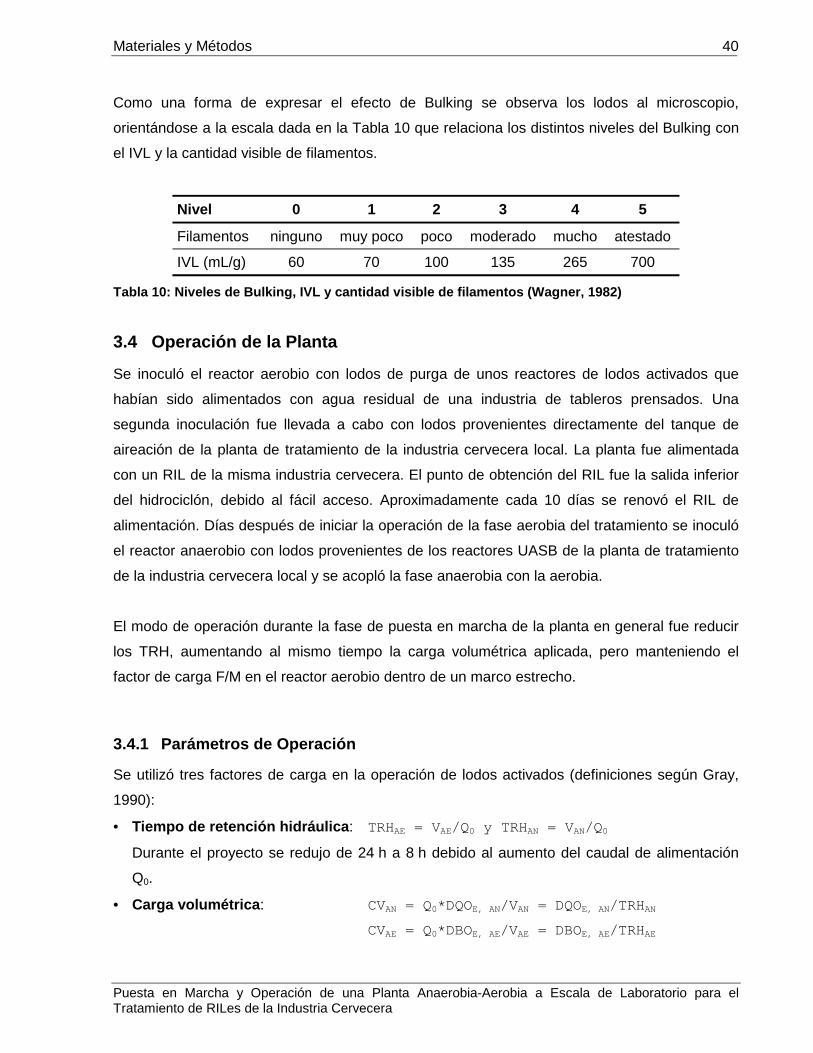
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
40
Como una forma de expresar el efecto de Bulking se observa los lodos al microscopio,
orientándose a la escala dada en la Tabla 10 que relaciona los distintos niveles del Bulking con
el IVL y la cantidad visible de filamentos.
Nivel 0 1 2 3 4 5
Filamentos ninguno muy poco poco moderado mucho atestado
IVL (mL/g) 60 70 100 135 265 700
Tabla 10: Niveles de Bulking, IVL y cantidad visible de filamentos (Wagner, 1982)
3.4 Operación de la Planta
Se inoculó el reactor aerobio con lodos de purga de unos reactores de lodos activados que
habían sido alimentados con agua residual de una industria de tableros prensados. Una
segunda inoculación fue llevada a cabo con lodos provenientes directamente del tanque de
aireación de la planta de tratamiento de la industria cervecera local. La planta fue alimentada
con un RIL de la misma industria cervecera. El punto de obtención del RIL fue la salida inferior
del hidrociclón, debido al fácil acceso. Aproximadamente cada 10 días se renovó el RIL de
alimentación. Días después de iniciar la operación de la fase aerobia del tratamiento se inoculó
el reactor anaerobio con lodos provenientes de los reactores UASB de la planta de tratamiento
de la industria cervecera local y se acopló la fase anaerobia con la aerobia.
El modo de operación durante la fase de puesta en marcha de la planta en general fue reducir
los TRH, aumentando al mismo tiempo la carga volumétrica aplicada, pero manteniendo el
factor de carga F/M en el reactor aerobio dentro de un marco estrecho.
3.4.1 Parámetros de Operación
Se utilizó tres factores de carga en la operación de lodos activados (definiciones según Gray,
1990):
• Tiempo de retención hidráulica: TRHAE = VAE/Q0 y TRHAN = VAN/Q0
Durante el proyecto se redujo de 24 h a 8 h debido al aumento del caudal de alimentación
Q0.
• Carga volumétrica: CVAN = Q0*DQOE, AN/VAN = DQOE, AN/TRHAN CVAE = Q0*DBOE, AE/VAE = DBOE, AE/TRHAE
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
41
Es útil expresar cargas en términos de DQO o DBO5 aplicada por unidad de volumen del
tanque si hay aguas residuales de cargas variables.
• Carga másica/Factor de carga: F/M = Q0*DBOE, AE/(VAE*SSTAE) =
= DBOE, AE/(TRHAE*SSTAE) = CVAE/SSTAE
El factor de carga de los lodos es muy útil para el control del proceso de lodos activados y es
un parámetro manipulable. Se refiere a la relación entre la materia orgánica del afluente y la
cantidad de lodo en el reactor para degradar este sustrato (Ramalho, 1995). A veces es
determinado en función del lodo activo (SSV, MLVSS).
• Recirculación de lodos: RAE = QR, AE/Q0 = VIVL/(1000 mL – VIVL)*100% =
= IVL*SSTAE*VAE/(1000mL - IVL*SSTAE*VAE) La tasa de los lodos retornados al tanque de aireación normalmente se expresa como
porcentaje del caudal de alimentación Q (Gray, 1990). Este factor depende fuertemente del
IVL y a su vez de la concentración de SST en el caudal de recirculación (QR, AE).
3.4.2 Suministro de Nutrientes Adicionales
Para garantizar el abastecimiento suficiente de los microorganismos presentes en los lodos
activados durante fases de mal funcionamiento del reactor anaerobio, se agregó nitrógeno
adicional en forma de urea (CH4N2O) a través del caudal de alimentación, con el objeto de
mantener la relación de la alimentación del reactor aerobio DBO5:N cerca de 100:5.
El cálculo del caudal másico necesario de la alimentación adicional se realizó de la siguiente
manera, bajo las siguientes suposiciones simplificadas:
• un rendimiento cero de remoción del reactor anaerobio
• la urea no aporta a la DBO5 que entra al reactor aerobio
• DBO5 = 0,63*DQO (CCU, 2000a)
• el caudal de la alimentación adicional (Qadicional) es despreciable
• la concentración empleada de urea es 40 g/L
DBO0*(Q0 + Qadicional) : (NTK0*Q0 + Nadicional*Qadicional) = 100 : 5
caudal másico: Nadicional*Qadicional = Q0*(0,63*DQO0 – 20*NTK0)/20
La concentración de nitrógeno en la alimentación adicional se calcula utilizando el contenido
estequiométrico del nitrógeno en urea: Nadicional = 40 g/L*(28/60) = 17,5 g/L
Materiales y Métodos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
42
lo que lleva al caudal adicional necesario. Como se trata de caudales muy pequeños, éstos se
agregan a través de caudales mayores pero de manera intermitente, utilizando un temporizador
que controla la bomba peristáltica. El almacén es una botella de plástico, de volumen útil 1 L.
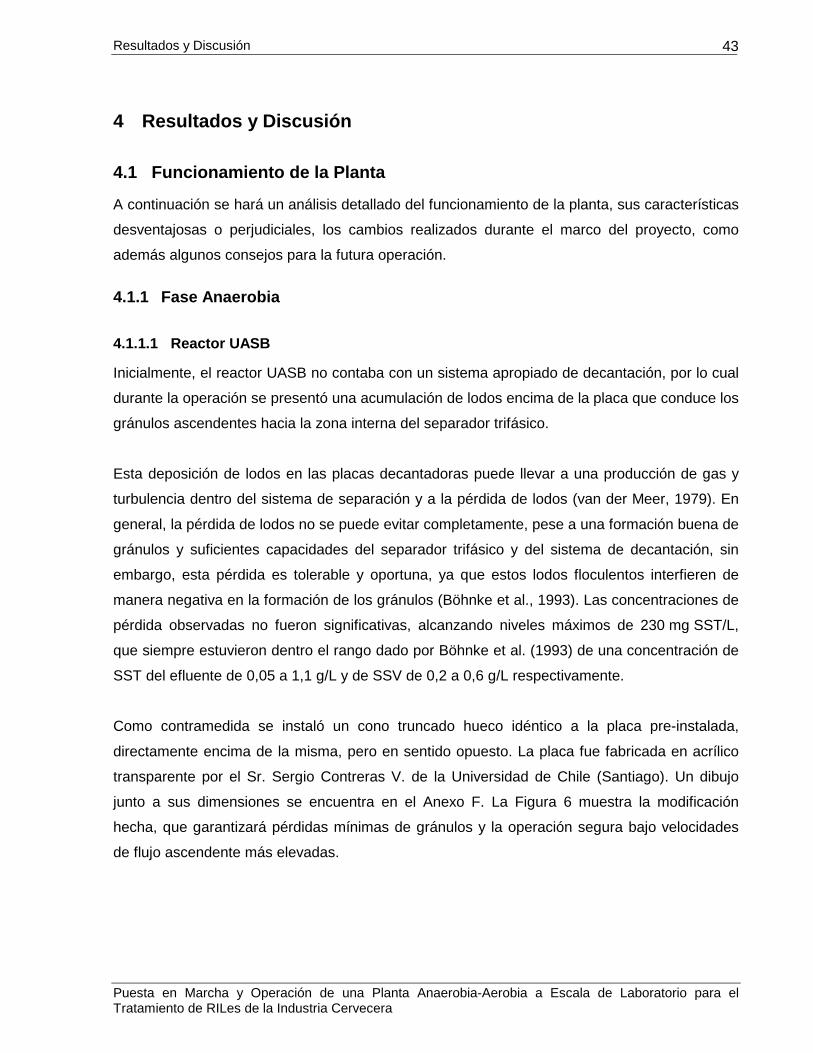
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
43
4 Resultados y Discusión
4.1 Funcionamiento de la Planta
A continuación se hará un análisis detallado del funcionamiento de la planta, sus características
desventajosas o perjudiciales, los cambios realizados durante el marco del proyecto, como
además algunos consejos para la futura operación.
4.1.1 Fase Anaerobia
4.1.1.1 Reactor UASB
Inicialmente, el reactor UASB no contaba con un sistema apropiado de decantación, por lo cual
durante la operación se presentó una acumulación de lodos encima de la placa que conduce los
gránulos ascendentes hacia la zona interna del separador trifásico.
Esta deposición de lodos en las placas decantadoras puede llevar a una producción de gas y
turbulencia dentro del sistema de separación y a la pérdida de lodos (van der Meer, 1979). En
general, la pérdida de lodos no se puede evitar completamente, pese a una formación buena de
gránulos y suficientes capacidades del separador trifásico y del sistema de decantación, sin
embargo, esta pérdida es tolerable y oportuna, ya que estos lodos floculentos interfieren de
manera negativa en la formación de los gránulos (Böhnke et al., 1993). Las concentraciones de
pérdida observadas no fueron significativas, alcanzando niveles máximos de 230 mg SST/L,
que siempre estuvieron dentro el rango dado por Böhnke et al. (1993) de una concentración de
SST del efluente de 0,05 a 1,1 g/L y de SSV de 0,2 a 0,6 g/L respectivamente.
Como contramedida se instaló un cono truncado hueco idéntico a la placa pre-instalada,
directamente encima de la misma, pero en sentido opuesto. La placa fue fabricada en acrílico
transparente por el Sr. Sergio Contreras V. de la Universidad de Chile (Santiago). Un dibujo
junto a sus dimensiones se encuentra en el Anexo F. La Figura 6 muestra la modificación
hecha, que garantizará pérdidas mínimas de gránulos y la operación segura bajo velocidades
de flujo ascendente más elevadas.
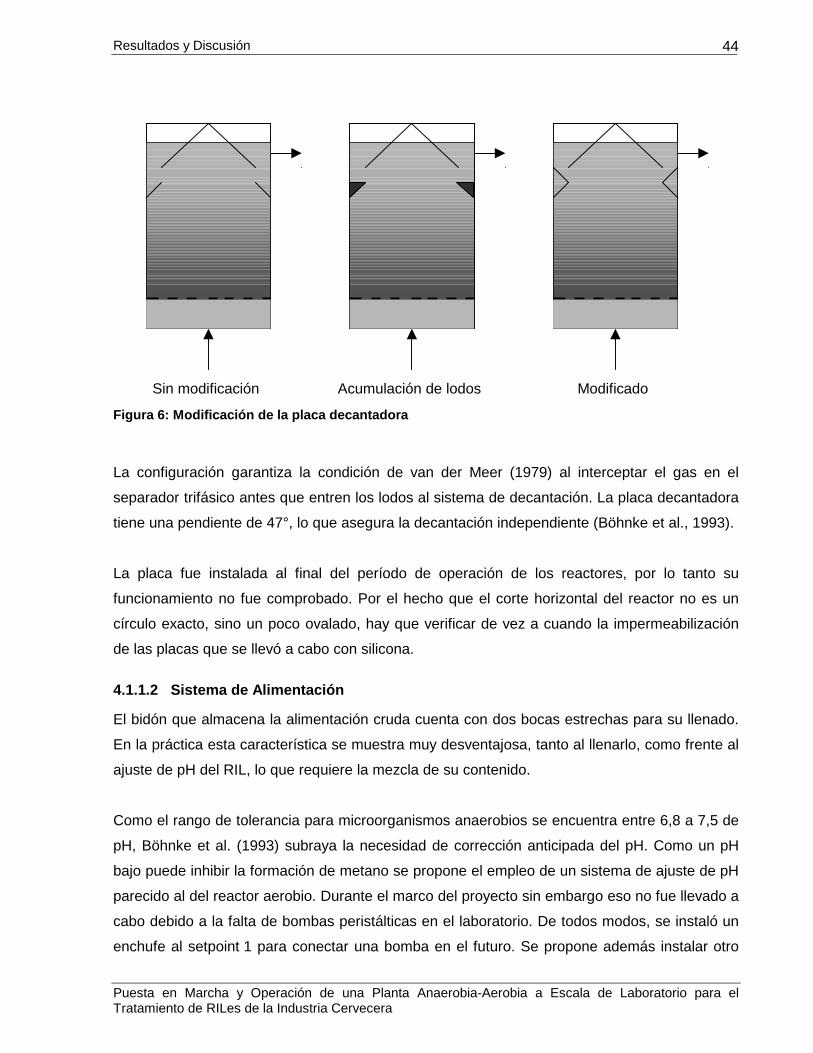
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
44
Figura 6: Modificación de la placa decantadora
La configuración garantiza la condición de van der Meer (1979) al interceptar el gas en el
separador trifásico antes que entren los lodos al sistema de decantación. La placa decantadora
tiene una pendiente de 47°, lo que asegura la decantación independiente (Böhnke et al., 1993).
La placa fue instalada al final del período de operación de los reactores, por lo tanto su
funcionamiento no fue comprobado. Por el hecho que el corte horizontal del reactor no es un
círculo exacto, sino un poco ovalado, hay que verificar de vez a cuando la impermeabilización
de las placas que se llevó a cabo con silicona.
4.1.1.2 Sistema de Alimentación
El bidón que almacena la alimentación cruda cuenta con dos bocas estrechas para su llenado.
En la práctica esta característica se muestra muy desventajosa, tanto al llenarlo, como frente al
ajuste de pH del RIL, lo que requiere la mezcla de su contenido.
Como el rango de tolerancia para microorganismos anaerobios se encuentra entre 6,8 a 7,5 de
pH, Böhnke et al. (1993) subraya la necesidad de corrección anticipada del pH. Como un pH
bajo puede inhibir la formación de metano se propone el empleo de un sistema de ajuste de pH
parecido al del reactor aerobio. Durante el marco del proyecto sin embargo eso no fue llevado a
cabo debido a la falta de bombas peristálticas en el laboratorio. De todos modos, se instaló un
enchufe al setpoint 1 para conectar una bomba en el futuro. Se propone además instalar otro
Sin modificación Modificado Acumulación de lodos
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
45
enchufe al setpoint 2 para evitar tanto un pH elevado como demasiado bajo. Como alternativa
se podría operar las bombas a través de la unidad de control RTU.
Además se podría conectar la bomba de alimentación a los setpoint especiales (“alarmas”),
para pararla en caso de emergencia, sea por un pH extremo en los reactores debido a un pH
extremo en la alimentación, o por una concentración baja de oxígeno disuelto en el tanque de
aireación provocada por sobrecarga.
4.1.1.3 Sistema de Recirculación
Para garantizar una velocidad de flujo ascendente de 0,5 m/h se necesita un flujo mínimo de
11,1 L/h al atravesar el reactor.
En la práctica se observaron problemas con roturas en la manguera de bombeo de recirculación
debido al desgaste provocado en el cabezal de la bomba ya mucho antes del tiempo de servicio
garantizado por Cole-Parmer (1996). Para operar el reactor UASB a altas velocidades de flujo
ascendente por lo tanto tendría que seleccionarse mangueras mejor adaptadas al desgaste,
como el tipo NORPRENE (número 6404) de la marca MASTERFLEX. Otra opción es la
utilización de mangueras de mayor diámetro interno como la SILICONE de alta performancia
con un diámetro interno de 4,8 mm (número 96400-15) o de 6,4 mm (número 96400-24). De
todos modos hay que establecer un mantenimiento regular de las bombas.
������������������������������������������������
��������������������������������������������������
����������������������������������������������������
����������������������������������������������
������������������������������������������������
��������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������
���������������������������������������������������������������������������������������������������������������������������������������������������
0
100
200
300
400
500
600
0 1 2 3Velocidad de flujo ascendente (m/h)
r.p.m
.
Di=3,1 mm
Di=4,8 mm
Di=6,4 mm���������������������Tiempo de
servicio: 150 h���������������������Tiempo deservicio: 300 h���������������������Tiempo deservicio: 450 hTiempo deservicio: 825 h
Figura 7: Tiempo de servicio para distintos modos de trabajo de las bombas peristálticas
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
46
En base a la Figura 7 se puede deducir en función del diámetro interno (Di) de la manguera de
bombeo, tanto las revoluciones del cabezal para alcanzar la velocidad de flujo ascendente
requerida, como el tiempo de servicio de la manguera garantizado por el fabricante.
4.1.1.4 Sistema de Calefacción
El calentamiento del reactor UASB fue crítico durante todo el marco del proyecto. El ajuste de la
temperatura con el material existente en el laboratorio de RILes solamente fue posible de
manera indirecta, involucrando variables externas importantes como la temperatura del
ambiente y el volumen del agua caliente en el baño. Para amortiguar la influencia de la
temperatura del ambiente se cubrió el reactor y el baño con plumavit. Mejores resultados fueron
logrados con una temperatura en el baño (lleno) de 53 °C, 6 minutos de trabajo (bomba de
circulación y calefacción) y 15 minutos de pausa. Con tal forma de trabajo, sin embargo se
evaporan alrededor de 2,5 L de agua durante 24 horas, lo que detuvo el sistema de calefacción
al quedar debajo de cierto nivel crítico de agua. A través de un mejoramiento de la tapa del
baño se logró el funcionamiento de la calefacción durante cinco días, sin necesidad de rellenar.
La temperatura del reactor UASB varió de 32 °C a 40 °C durante las fases cortas de
funcionamiento óptimo. Pocas veces sufrió una temperatura más alta (hasta 45 °C), pero
durante fases de mal funcionamiento de la calefacción debido a contactos intermitentes, el
reactor operó a temperatura ambiental.
Se agregó un cable al output análogo del MONEC 8930 para poder transferir los datos de la
temperatura medidos por el electrodo de pH (Pt100) a la unidad de control RTU. Aquella cuenta
con dispositivos que pueden manejar el sistema de calefacción de manera directa según la
temperatura actual dentro del reactor UASB, asegurando una temperatura constante. Sin
embargo, dichos dispositivos, los llamados módulos “opto” de la RTU, solamente pueden
conmutar intensidades de corriente de 3 A, lo que implica la involucración de otro equipo
adicional para no dañar la RTU por la corriente nominal de 5,7 A que gasta el equipo de
calefacción de la empresa HETO LAB EQUIPMENT.
Debido a esta intensidad de corriente alta no fue posible operar el equipo de calefacción a
través de las alarmas del medidor de pH MONEC 8930 porque solamente pueden conmutar
corrientes de 5 A (lo que equivale alrededor de 1,250 kW).
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
47
4.1.2 Fase Aerobia
4.1.2.1 Sistema de Aireación
En general, el sistema de aireación funcionó bien durante el marco del proyecto. Desventajoso
se mostraron el empleo de difusores de acuario de tamaño chico, el suministro del aire a través
de mangueras que entran al reactor por debajo y la imposibilidad de realizar una histéresis
confiable en la concentración de oxígeno disuelto dentro del reactor.
El relé del setpoint 1 del MONEC 8980 se encontró roto, lo cual hizo necesario el empleo del
setpoint 2 (contacto auxiliar) para comandar al compresor de aire, cuya activación y
desactivación ha funcionado perfectamente. Otro cambio se relaciona con la conexión eléctrica
propuesta por SIMTECH, que se había demostrado inconveniente para un cambio fácil y rápido
del compresor de aire. Se realizó además la conexión de cables adicionales al segundo output
análogo para poder transferir ambos datos, de oxígeno disuelto y la temperatura a la unidad de
control RTU.
Como alternativa se podría transferir el manejo del compresor a la RTU, lo que tiene como
ventaja la posibilidad de programación directa de una histéresis de la concentración de oxígeno
disuelto. Se probó programar una histéresis indirecta a través del uso del comando que permite
una temporización del setpoint del MONEC. Sin embargo la velocidad de utilización de oxígeno
depende fuertemente de la concentración de los MLVSS y el factor de carga aplicado, de
manera que se muestra inadecuado e inexacto dicho procedimiento. De todos modos se
presenta una histéresis real debido al retraso del electrodo de oxígeno en la medición, ya que
los datos de muestreo son renovados cada 10 a 20 segundos.
Un resumen de la programación correcta del MONEC 8980 se da en el Anexo G.
La falla del sistema de aireación por la rotura de algunos de los difusores pequeños corrientes
el día 17.10, después de solo 2 días de trabajo, hizo necesario su cambio por difusores tipo
AS25 de la empresa TETRATEC. La razón que llevó al cambio completo a una combinación de
cuatro difusores del tipo AS40 y uno del tipo AS45 fue la simplicidad para desconectar estos
difusores más grandes de su soporte en el fondo del reactor, en comparación a los más chicos
que se quebraron periódicamente. Más tarde se mostró que no fue necesario limpiarlos durante
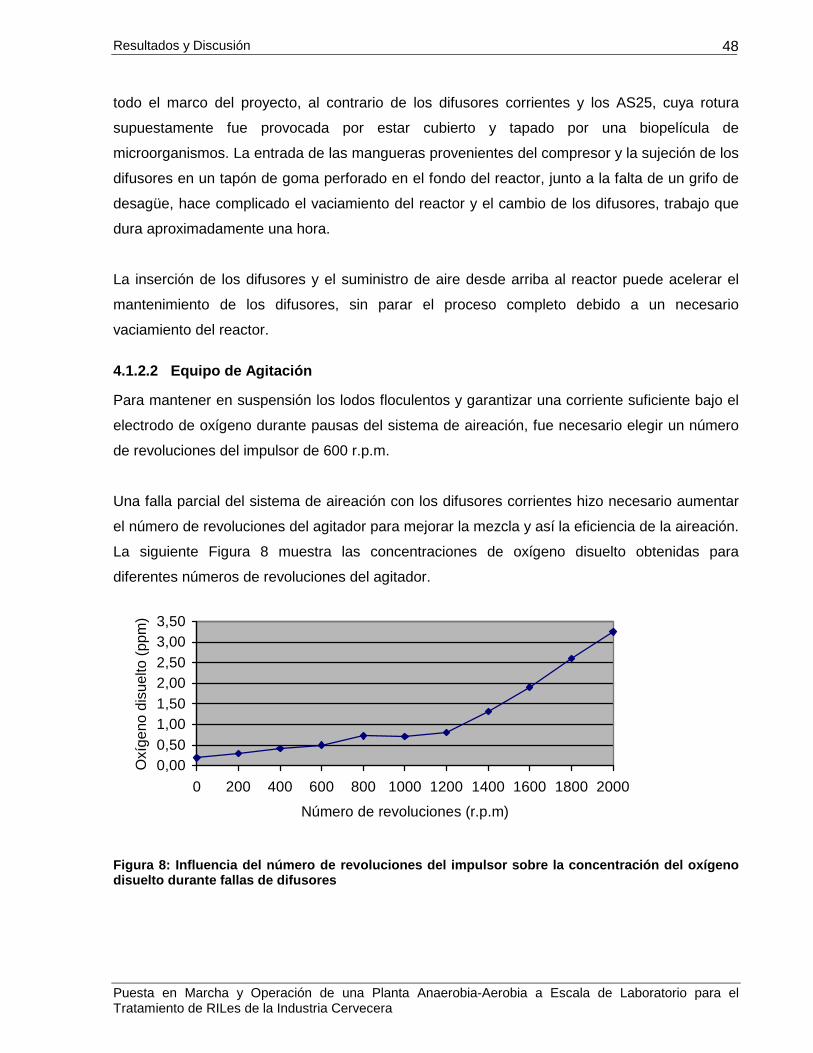
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
48
todo el marco del proyecto, al contrario de los difusores corrientes y los AS25, cuya rotura
supuestamente fue provocada por estar cubierto y tapado por una biopelícula de
microorganismos. La entrada de las mangueras provenientes del compresor y la sujeción de los
difusores en un tapón de goma perforado en el fondo del reactor, junto a la falta de un grifo de
desagüe, hace complicado el vaciamiento del reactor y el cambio de los difusores, trabajo que
dura aproximadamente una hora.
La inserción de los difusores y el suministro de aire desde arriba al reactor puede acelerar el
mantenimiento de los difusores, sin parar el proceso completo debido a un necesario
vaciamiento del reactor.
4.1.2.2 Equipo de Agitación
Para mantener en suspensión los lodos floculentos y garantizar una corriente suficiente bajo el
electrodo de oxígeno durante pausas del sistema de aireación, fue necesario elegir un número
de revoluciones del impulsor de 600 r.p.m.
Una falla parcial del sistema de aireación con los difusores corrientes hizo necesario aumentar
el número de revoluciones del agitador para mejorar la mezcla y así la eficiencia de la aireación.
La siguiente Figura 8 muestra las concentraciones de oxígeno disuelto obtenidas para
diferentes números de revoluciones del agitador.
0,000,501,001,502,002,503,003,50
0 200 400 600 800 1000 1200 1400 1600 1800 2000Número de revoluciones (r.p.m)
Oxí
geno
dis
uelto
(ppm
)
Figura 8: Influencia del número de revoluciones del impulsor sobre la concentración del oxígeno disuelto durante fallas de difusores
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
49
Como consecuencia fue elegida el día 17 de Oct. un número de revoluciones de 2000 r.p.m
para suministrar oxígeno adicional a través de aireación superficial mediante el agitador. Los
resultados observados el próximo día fueron una homogenización de los flóculos de lodo y una
disminución drástica de su capacidad de sedimentación, produciendo una distribución uniforme
de los microflóculos en el clarificador secundario. Al reducir el número de revoluciones, tal
situación se normalizó a la situación anterior los próximos días.
Después de la nueva inoculación con lodos del tanque de aireación de la planta de tratamiento
de la industria cervecera local, del día 17 de Nov., se mostró que lodos de buen IVL no se
pueden mantener en suspensión con el impulsor empleado aún bajo 600 r.p.m. Sin embargo, se
conservó dicho número de revoluciones para no hacer más daño a los flóculos. El
empeoramiento de las características de los lodos y el aumento del IVL es atribuido
parcialmente a un cizallamiento de los flóculos en el tanque de aireación debido a un alto
número de revoluciones.
Comparando las relaciones geométricas para un fermentador estándar que cuenta con una
hélice marina con las del presente tanque de aireación, son reconocibles las dimensiones
pequeñas del impulsor. Los valores se resumen en la Tabla 11.
Di/Dt Pitch Hi/Di Nb Ab/Dt
Fermentador estándar 1/3 Pitch = Di 1,0 4 1/10
Tanque de aireación 1/4,3 Ai = Di/5,6 2,1 4 1/13,4
Tabla 11: Relaciones geométricas para un fermentador estándar (según Vidal, 2000) y del tanque de aireación de la planta
Son dos los posibles mejoramientos futuros:
• Emplear un impulsor más grande según las relaciones geométricas dadas para un
fermentador estándar y operarlo a un número de revoluciones más bajo.
• Operar el agitador solamente durante las pausas de aireación. Esta condición hace
necesario la conexión directa al relé del medidor de oxígeno que también manda al
compresor de aire. Como alternativa se puede manejar el agitador a través de la unidad
de control RTU.
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
50
4.1.2.3 Clarificador Secundario
El clarificador secundario cuenta con un grifo de desagüe para su vaciamiento y la purga de
lodos. Para mantener la edad de lodos dentro el rango deseado durante el funcionamiento
autónomo de la planta se tendría que conectar una bomba peristáltica que evacua el volumen
de lodo necesario. La bomba será regulada a través de un temporizador.
4.1.2.4 Sistema de Recirculación de Lodos
Se emplea un compresor de aire de acuario tipo 802 de la empresa ELITE en sustitución del
AIRPUMP 3500 de la empresa COSMO AQUARIUM. El 802 cuenta con dos salidas de aire que
se unieron para producir la presión y el flujo de aire necesario para llevar a cabo la
recirculación, condición que AIRPUMP cumplió insatisfactoriamente. El 802 puede bombear
1,02 L/min, mientras el AIRPUMP solamente alcanza 0,14 L/min.
El factor de recirculación RAE fluctuó durante el marco del proyecto entre unos 25% hasta unos
extremamente elevados 3500% durante fases de problemas graves de Bulking, situaciones que
hacían necesario su ajuste frecuente a través de una re-programación de los temporizadores.
4.1.2.5 Sistema de Ajuste de pH
El electrodo de pH enviado por SIMTECH no se podía usar debido a incompatibilidad de las
conexiones del electrodo con el MONEC y por lo tanto fue devuelto a dicha empresa, que no ha
suministrado un reemplazo.
A partir del día 20 de Nov. se operó el sistema de ajuste de pH tras la instalación de un nuevo
electrodo de pH y se probó su funcionamiento perfecto bajo el mando del MONEC. Como
alternativa se podría manejar la bomba a través de la unidad de control RTU.
Se podría pensar en el suministro tanto de ácido como base cuando la planta de tratamiento
aerobio esté trabajando autónoma sin fase previa anaerobia o ajuste de pH anticipado. Una
bomba de suministro de base al tanque de aireación mandada a través del MONEC o de la RTU
podría mostrarse útil en tal caso.
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
51
4.2 Análisis de la Unidad de Control
4.2.1 RTU
La RTU fue fabricada por SIMTECH Ltda. Santiago y devuelta a dicha empresa, ya que no fue
posible establecer comunicación entre la RTU y el PC. Por otro lado fue necesario hacer
algunos cambios adicionales para poder conectar los cables del output de los medidores a las
puertas análogas de la RTU. Lamentablemente no regresó dentro del marco de tiempo del
presente proyecto, por lo cual lo siguiente podrá ser calificado solo como una estimación.
Al no poder establecer ninguna comunicación entre la RTU y el PC no fue posible bajar el
programa interno, con el cual la RTU está programada, y estudiar su funcionalidad. SIMTECH
tampoco fue capaz de entregarlo ni de explicarlo de manera satisfactoria. Por lo tanto, la
pregunta principal y fundamental para el funcionamiento autónomo, o sea sin la presencia
necesaria del computador (RTU-Terminal), quedará sin respuesta.
En la configuración entregada por SIMTECH no se ha provisto una comunicación bidireccional
entre los MONEC y la RTU, ya que éstos cuentan solamente con cables de output análogo para
transferir los datos análogos de medición.
Se podrían conectar los medidores MONEC directamente a un PC, ya que cuentan con puertas
digitales de comunicación RS-232, que permiten un intercambio de información bidireccional, o
sea traspasar los datos de medición al PC y al mismo tiempo la re-programación de los MONEC
(por ejemplo los setpoint para efectuar una histéresis). En tal caso seria necesario que el PC
cuente con 3 puertas seriales (COM2-COM4) para conectar cada MONEC. Los datos podrían
ser traspasados a través de cualquier programa de comunicación estándar como por ejemplo el
HYPERTERMINAL de la familia WINDOWS 9x/200x. Una ventaja es que vienen en una forma
fácilmente importable a programas de cálculo de tablas como EXCEL. Es evidente que un
funcionamiento autónomo de la planta sin presencia del PC no se podrá efectuar sin la pérdida
de los datos de medición, ya que los MONEC no cuentan con memoria para guardarlos. Sin
embargo, el PC no es necesario para activar los dispositivos, ya que se encuentran bajo mando
directo de los MONEC.
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
52
Se puede sospechar, sin embargo, que al emplear la RTU junto a un PC que cuente con el
programa de control RTU-Terminal, la RTU es capaz de realizar tareas adicionales a las
realizadas en una configuración directa de planta junto a un PC estándar. Suena lógico, que la
RTU tiene que ser capaz de guardar los datos de medición mientras la planta esté funcionando
de manera autónoma sin presencia del PC y al conectarlo traspasar los datos guardados para
su posterior procesamiento. Además, la RTU es capaz tanto de recibir datos de fuentes
análogas como de comandar dispositivos exteriores a través de sus módulos ‘opto’.
Se puede calcular la memoria requerida para guardar los datos de medición según la siguiente
formula:
memoria = dato * cantidad * frecuencia * 24h/d * días / 1024Byte/kB
donde:
memoria (kB): Cantidad de memoria necesaria
dato (Byte): Cantidad de Bytes que necesita un dato de información. Son 2 en el caso
de los MONEC, ya que el convertidor análogo-digital de la RTU tiene
10 bit.
cantidad: Cantidad de puntos de muestreo. Son 5 en el caso de la planta (pHAE,
T°AE, OD, pHAN, T°AN).
frecuencia (h-1): Frecuencia de medición
días (d) Días a funcionar autónomamente
La siguiente Figura 9 muestra gráficamente esta fórmula. Dado que la RTU cuenta con una
memoria básica de solamente 32 o 128 kB, se puede deducir, que a elevadas frecuencias de
medición surgirá la necesidad de instalar memoria adicional hasta un máximo permitido de
512 kB para garantizar largos períodos de funcionamiento autónomo. Si la RTU está equipada
con solamente 32 kB de memoria, será posible solamente una frecuencia de medición inferior a
10 minutos cada variable para un período de funcionamiento autónomo de una semana, ya que
la memoria se reparte entre el programa de RTU y sus variables, o sea el espacio para guardar
los datos de medición. Cabe mencionar que se pueden optimizar los requerimientos de
memoria, ya que la frecuencia de medición de los distintos puntos de muestreo no
necesariamente tiene que ser la misma. Se puede aumentar la del OD y de pH y reducir la de la
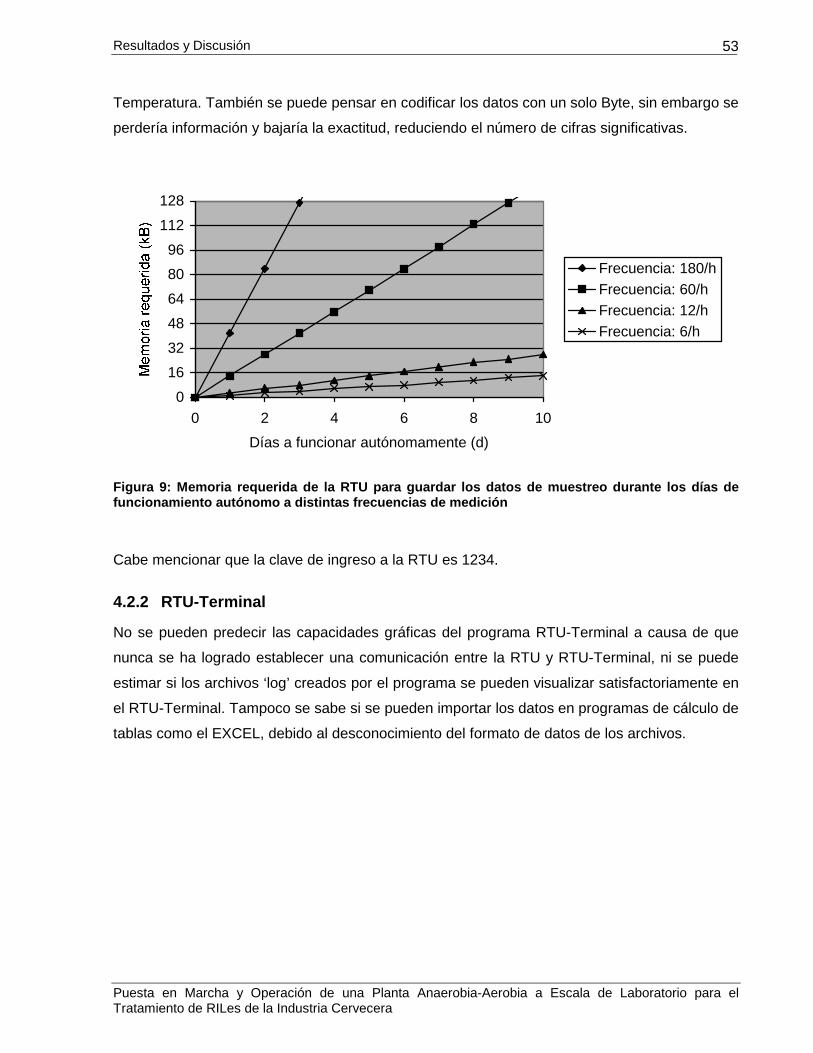
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
53
Temperatura. También se puede pensar en codificar los datos con un solo Byte, sin embargo se
perdería información y bajaría la exactitud, reduciendo el número de cifras significativas.
Figura 9: Memoria requerida de la RTU para guardar los datos de muestreo durante los días de funcionamiento autónomo a distintas frecuencias de medición
Cabe mencionar que la clave de ingreso a la RTU es 1234.
4.2.2 RTU-Terminal
No se pueden predecir las capacidades gráficas del programa RTU-Terminal a causa de que
nunca se ha logrado establecer una comunicación entre la RTU y RTU-Terminal, ni se puede
estimar si los archivos ‘log’ creados por el programa se pueden visualizar satisfactoriamente en
el RTU-Terminal. Tampoco se sabe si se pueden importar los datos en programas de cálculo de
tablas como el EXCEL, debido al desconocimiento del formato de datos de los archivos.
0163248648096
112128
0 2 4 6 8 10Días a funcionar autónomamente (d)
Frecuencia: 180/hFrecuencia: 60/hFrecuencia: 12/hFrecuencia: 6/h
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
54
4.3 Operación de la Planta con un RIL de la Industria Cervecera
4.3.1 Descripción del Período de Operación
El período de operación de la planta abarca 43 días entre Octubre y Noviembre del año 2000, el
cual se dividió en tres fases características, que se definen de la siguiente manera:
• Fase 1: 16 de Oct. al 23 de Oct. Fase en donde se lleva a cabo la puesta en marcha del
reactor aerobio con la inoculación y la conexión del primer RIL, que es suministrado
directamente al tanque de aireación. Problemas de operación graves por espumas.
• Fase 2: 23 de Oct. al 17 de Nov. El reactor UASB es puesto en marcha, lo que completa el
sistema de tratamiento acoplado anaerobio-aerobio. Las espumas desaparecen casi
completamente, sin embargo el efecto de Bulking no permite una operación normal a TRH
cortos.
• Fase 3: 17 de Nov. al 27 de Nov. El reactor aerobio es inoculado nuevamente con lodos
activados de la planta de tratamiento de la industria cervecera local. En esta fase falla
completamente el sistema de calefacción del reactor UASB.
El TRHAE fue reducido subsecuentemente de 24 a 4,2 h durante todas las fases con cada
cambio del RIL suministrado, lo que equivale una reducción del TRHAN de 28,1 a 4,9 h.
Unidades convencionales de lodos activados trabajan a TRH entre 5 y 14 h el cual puede
extenderse hasta 72 horas en sistemas de aireación prolongada (Gray, 1990), mientras el TRH
de reactores UASB empleados en la industria cervecera está comprendido entre 4,6 y 11,3 h
(Böhnke et al., 1993).
Problemas de operación y medidas de control Durante ninguna fase se logró una operación estable de la planta que permitiera establecer los
balances de masa. Problemas graves resultaron por la aparición de espumas que causaron
pérdidas de lodos debido a rebalse. Además ocurrió un crecimiento de biopelículas en las
paredes y en los difusores del tanque de aireación. El efecto de Bulking se agravó con el
aumento del flujo suministrado y la reducción del TRH, resultando una velocidad de flujo
ascendente creciente en el clarificador secundario, que compite con la velocidad de
sedimentación reducida de los lodos voluminosos. Además, los flóculos tienden a estar muy
livianos con una alta relación de MLVSS/MLSS (véase capítulo 4.3.3.5). Se observaron flóculos

Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
55
pequeños con niveles de Bulking entre 3 y 5 (definición según Tabla 10). En resumen, la
concentración de biomasa activa expresada como MLVSS resultó bajo lo normal para un
sistema de lodos activados y se puede estimar una edad del lodo (TRC) reducida, que puede
aportar a problemas de operación.
Medidas de control fueron el establecimiento de una concentración de oxígeno disuelto elevado
(véase capítulo 4.3.3.3), una adaptación frecuente de la tasa de recirculación de lodos, el
empleo de nutrientes adicionales y finalmente la nueva inoculación con lodos adaptados al RIL
empleado.
El funcionamiento inestable del sistema de calefacción (véase capítulo 4.1.1.4) produjo una
gran gama de eficiencias de remoción del reactor UASB (véase capítulo 4.3.3.4) que se expresa
en cargas volumétricas y factores de carga muy cambiantes aplicados al tanque de aireación
(véase capítulo 4.3.3.6). Se estima que la alimentación cruda a pH debajo de lo óptimo aportó
adicionalmente a baja eficiencia de remoción (véase capítulo 4.3.3.1), lo que hizo necesario su
frecuente ajuste.
4.3.2 Caracterización de RILes Usados en la Planta
Se operó la planta con RILes provenientes de una industria cervecera. La DQOtotal estuvo
comprendida entre 2005 y 3190 mg/L. La relación DBO5/DQOtotal observada es mayor al valor
promedio de 0,63 dado por CCU (2000a), destacando la buena degradabilidad de los RILes. La
tasa de la DQOsoluble alcanza más del 95% de la DQOtotal, por lo cual bastó con la determinación
de la última; sin embargo, la materia orgánica consumida por la biomasa teóricamente sólo es la
fracción biodegradable de la DBOsoluble.
Llama la atención las concentraciones muy elevadas de fosfato (hasta 130 mg/L), que fue
determinado como fósforo reactivo, lo que se puede explicar debido al uso de ácido fosfórico
como desinfectante y agente limpiador en la planta de elaboración de cerveza (CCU, 2000a). El
nitrógeno esta comprendido entre 20,1 y 36,7 mg/L. Los sólidos suspendidos totales están
debajo del valor de diseño previsto de 600 mg/L (Kristal, s/a) debido a la posibilidad de que
éstos sedimentan en el bidón de alimentación.
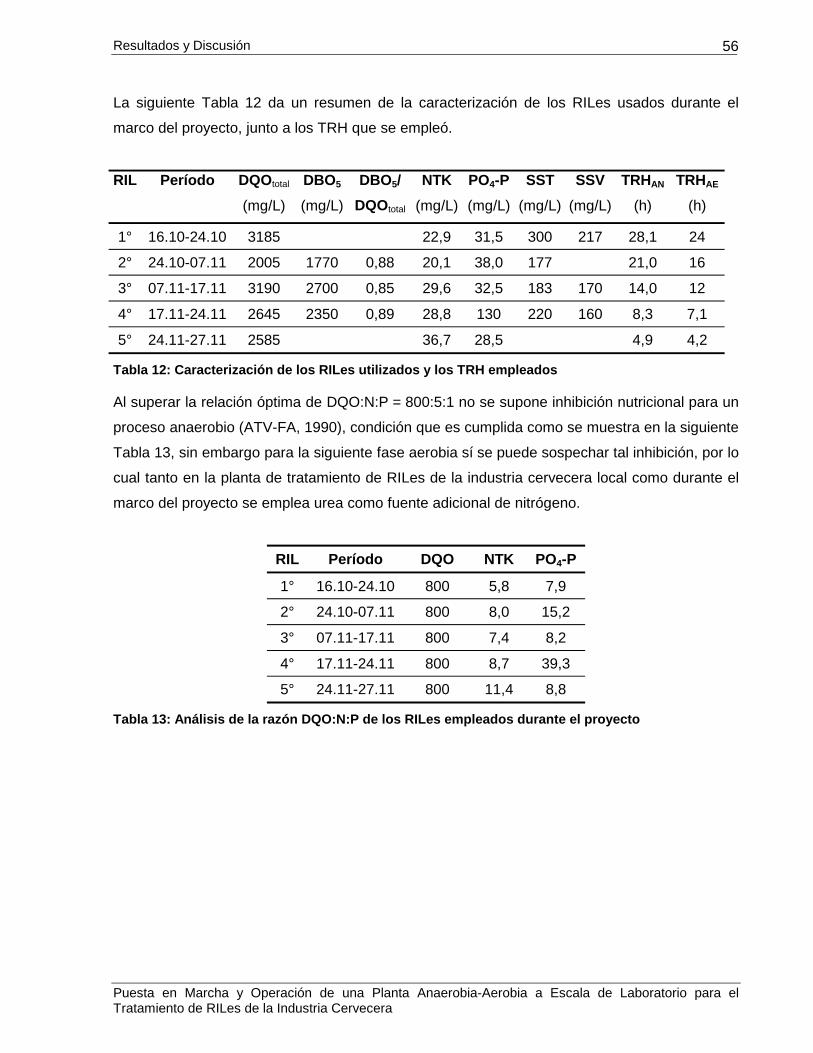
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
56
La siguiente Tabla 12 da un resumen de la caracterización de los RILes usados durante el
marco del proyecto, junto a los TRH que se empleó.
RIL Período DQOtotal
(mg/L) DBO5 (mg/L)
DBO5/ DQOtotal
NTK (mg/L)
PO4-P (mg/L)
SST (mg/L)
SSV (mg/L)
TRHAN (h)
TRHAE (h)
1° 16.10-24.10 3185 22,9 31,5 300 217 28,1 24
2° 24.10-07.11 2005 1770 0,88 20,1 38,0 177 21,0 16
3° 07.11-17.11 3190 2700 0,85 29,6 32,5 183 170 14,0 12
4° 17.11-24.11 2645 2350 0,89 28,8 130 220 160 8,3 7,1
5° 24.11-27.11 2585 36,7 28,5 4,9 4,2
Tabla 12: Caracterización de los RILes utilizados y los TRH empleados
Al superar la relación óptima de DQO:N:P = 800:5:1 no se supone inhibición nutricional para un
proceso anaerobio (ATV-FA, 1990), condición que es cumplida como se muestra en la siguiente
Tabla 13, sin embargo para la siguiente fase aerobia sí se puede sospechar tal inhibición, por lo
cual tanto en la planta de tratamiento de RILes de la industria cervecera local como durante el
marco del proyecto se emplea urea como fuente adicional de nitrógeno.
RIL Período DQO NTK PO4-P
1° 16.10-24.10 800 5,8 7,9
2° 24.10-07.11 800 8,0 15,2
3° 07.11-17.11 800 7,4 8,2
4° 17.11-24.11 800 8,7 39,3
5° 24.11-27.11 800 11,4 8,8
Tabla 13: Análisis de la razón DQO:N:P de los RILes empleados durante el proyecto
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
57
4.3.3 Parámetros de Control
4.3.3.1 pH
El desarrollo de microorganismos está en estrecha relación con un pH óptimo, como la actividad
enzimática depende fuertemente del mismo. El rango de tolerancia para microorganismos
anaerobios se encuentra entre 6,8 a 7,5 de pH (Böhnke et al., 1993). El problema de la
corrección anticipada del pH en el bidón es discutida en el capítulo 4.1.1.2, con la consecuencia
que con valores de 5,7 el pH del RIL crudo que entra al reactor UASB se encuentra en el límite
inferior, y a veces queda debajo del óptimo. La baja de los pH en el bidón refleja el aumento del
grado de acidificación de la materia orgánica presente en el RIL. Al quedarse debajo de un pH 5
fueron reportados daños a la biología y una baja de la eficiencia de la remoción, mientras la
operación de un reactor UASB con elevado grado de acidificación (75%) y un pH de 6,3 del RIL
suministrado al reactor no influye negativamente (Rosenwinkel et al., 1996).
Sin embargo se debería esperar un pH del efluente superior al afluente, lo que en la planta no
fue observado, lo que puede indicar la inhibición de la metanogénesis. Además, al operar el
reactor en el laboratorio a un pH supuestamente inferior al del reactor de su origen, las
adaptaciones necesarias de la biología al nuevo ambiente pueden explicar la baja eficiencia de
remoción de la DQO.
Para un sistema de lodos activados, el pH óptimo del licor para un adecuado funcionamiento
está comprendido entre 6,5 y 8,0. El RIL que entra es diluido con los contenidos del tanque de
aireación y neutralizado por el CO2 producido por la respiración microbiana (Eckenfelder, 1989).
El pH del tanque de aireación se mantiene constantemente alrededor de 8,0, debido al
bicarbonato resultante que presenta buena capacidad de buffer alrededor de tal pH y no varía
aún bajo suministro de efluentes ácidos desde el reactor UASB, que están comprendidos en un
rango de 6,0 a 7,0. A veces, el pH presenta valores mayores a 8,0, escapándose del rango
óptimo de operación, por lo cual fue ajustado el pH usando el medidor MONEC a un valor
umbral de 7,5 después del día 21 de Nov., al instalar un electrodo de pH para la medición
continua.
Los valores analizados de pH se resumen en el Anexo A.
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
58
4.3.3.2 Temperatura
Los lodos activados operan a temperatura ambiente del laboratorio y por lo tanto están
comprendidas en el rango de 13,0 a 23,5 °C. Una influencia significante sobre la eficiencia de la
purificación no fue observada.
El sistema de calentamiento del reactor UASB es crítico, como se describió en el capítulo
3.1.1.3 abandonando frecuentemente el rango óptimo de 30 a 40 °C, con su máximo entre
35 y 37 °C de los microorganismos mesófilos (Böhnke et al., 1993). La influencia sobre la
eficiencia de purificación es significativa, ya que durante fases de falla del sistema de
calefacción la eficiencia estuvo comprendida entre un 20 a 30 %, mientras que durante fases de
funcionamiento óptimo alcanzó hasta un 68 %.
Los valores analizados de la temperatura se resumen en el Anexo A.
4.3.3.3 Oxígeno Disuelto (OD)
Aparte del período corto con problemas con los difusores (véase capítulo 4.1.2.2) se garantiza
una concentración mínima de oxígeno disuelto en el tanque de aireación de 2,0 mg/L, según lo
recomendado en la literatura (Ronzano et al., 1995). Se adaptó este valor umbral según las
necesidades de operación de la siguiente manera:
Durante la fase 1 y períodos de aparición de espumas se operó a dicho valor mínimo, para
minimizar las pérdidas de lodos debido al rebalse. En la fase 2, durante el crecimiento excesivo
de microorganismos filamentosos, se programó una concentración mínima de 4,0 mg/L para
garantizar condiciones más favorables para los microorganismos formadores de flóculos. En la
fase 3 se operó la planta a una concentración de 3.0 mg/L por la elevada carga volumétrica
aplicada debido al corto TRH y la falla del sistema de calentamiento del reactor UASB.
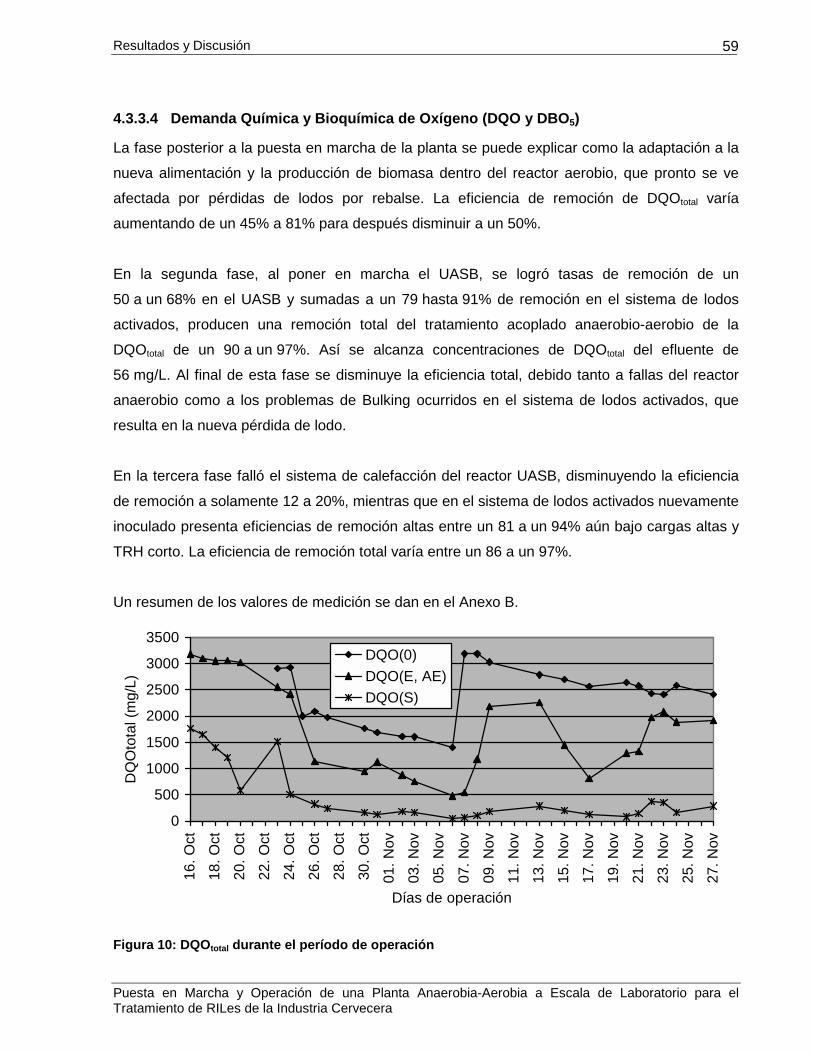
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
59
4.3.3.4 Demanda Química y Bioquímica de Oxígeno (DQO y DBO5)
La fase posterior a la puesta en marcha de la planta se puede explicar como la adaptación a la
nueva alimentación y la producción de biomasa dentro del reactor aerobio, que pronto se ve
afectada por pérdidas de lodos por rebalse. La eficiencia de remoción de DQOtotal varía
aumentando de un 45% a 81% para después disminuir a un 50%.
En la segunda fase, al poner en marcha el UASB, se logró tasas de remoción de un
50 a un 68% en el UASB y sumadas a un 79 hasta 91% de remoción en el sistema de lodos
activados, producen una remoción total del tratamiento acoplado anaerobio-aerobio de la
DQOtotal de un 90 a un 97%. Así se alcanza concentraciones de DQOtotal del efluente de
56 mg/L. Al final de esta fase se disminuye la eficiencia total, debido tanto a fallas del reactor
anaerobio como a los problemas de Bulking ocurridos en el sistema de lodos activados, que
resulta en la nueva pérdida de lodo.
En la tercera fase falló el sistema de calefacción del reactor UASB, disminuyendo la eficiencia
de remoción a solamente 12 a 20%, mientras que en el sistema de lodos activados nuevamente
inoculado presenta eficiencias de remoción altas entre un 81 a un 94% aún bajo cargas altas y
TRH corto. La eficiencia de remoción total varía entre un 86 a un 97%.
Un resumen de los valores de medición se dan en el Anexo B.
0
500
1000
1500
2000
2500
3000
3500
16. O
ct18
. Oct
20. O
ct22
. Oct
24. O
ct26
. Oct
28. O
ct30
. Oct
01. N
ov03
. Nov
05. N
ov
07. N
ov09
. Nov
11. N
ov13
. Nov
15. N
ov17
. Nov
19. N
ov21
. Nov
23. N
ov25
. Nov
27. N
ov
Días de operación
DQ
Oto
tal (
mg/
L)
DQO(0)DQO(E, AE)DQO(S)
Figura 10: DQOtotal durante el período de operación
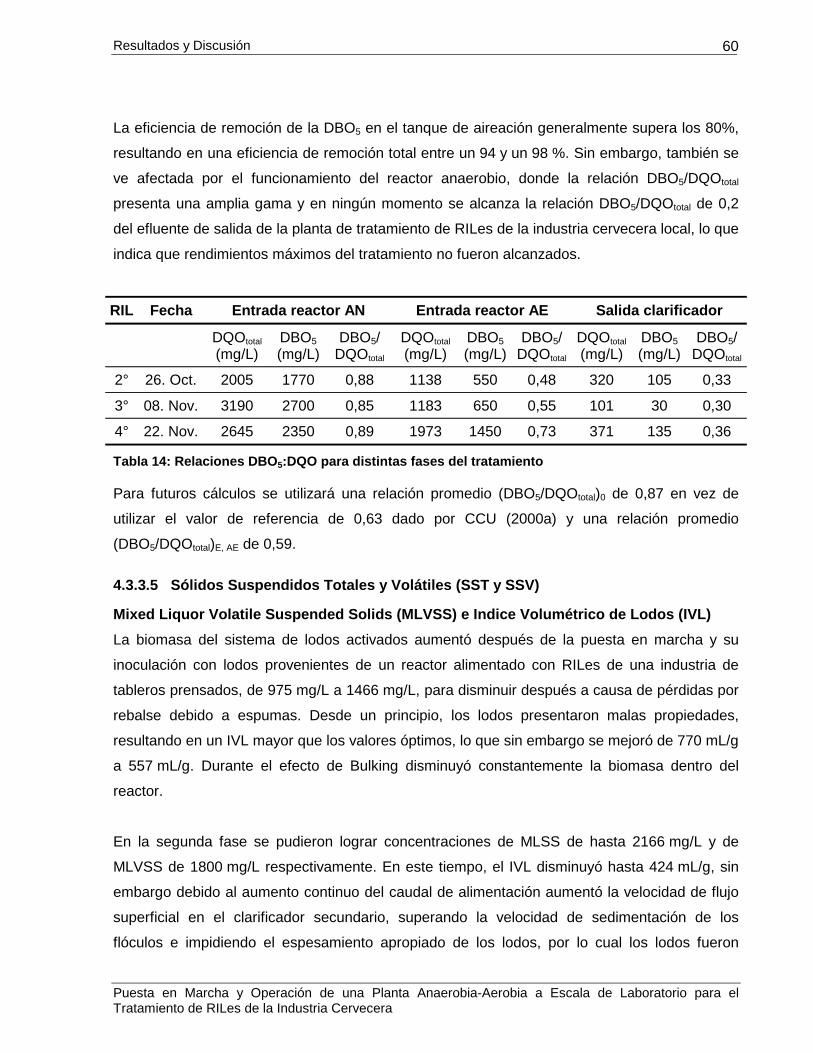
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
60
La eficiencia de remoción de la DBO5 en el tanque de aireación generalmente supera los 80%,
resultando en una eficiencia de remoción total entre un 94 y un 98 %. Sin embargo, también se
ve afectada por el funcionamiento del reactor anaerobio, donde la relación DBO5/DQOtotal
presenta una amplia gama y en ningún momento se alcanza la relación DBO5/DQOtotal de 0,2
del efluente de salida de la planta de tratamiento de RILes de la industria cervecera local, lo que
indica que rendimientos máximos del tratamiento no fueron alcanzados.
RIL Fecha Entrada reactor AN Entrada reactor AE Salida clarificador
DQOtotal (mg/L)
DBO5 (mg/L)
DBO5/ DQOtotal
DQOtotal (mg/L)
DBO5 (mg/L)
DBO5/ DQOtotal
DQOtotal (mg/L)
DBO5 (mg/L)
DBO5/ DQOtotal
2° 26. Oct. 2005 1770 0,88 1138 550 0,48 320 105 0,33
3° 08. Nov. 3190 2700 0,85 1183 650 0,55 101 30 0,30
4° 22. Nov. 2645 2350 0,89 1973 1450 0,73 371 135 0,36
Tabla 14: Relaciones DBO5:DQO para distintas fases del tratamiento
Para futuros cálculos se utilizará una relación promedio (DBO5/DQOtotal)0 de 0,87 en vez de
utilizar el valor de referencia de 0,63 dado por CCU (2000a) y una relación promedio
(DBO5/DQOtotal)E, AE de 0,59.
4.3.3.5 Sólidos Suspendidos Totales y Volátiles (SST y SSV)
Mixed Liquor Volatile Suspended Solids (MLVSS) e Indice Volumétrico de Lodos (IVL) La biomasa del sistema de lodos activados aumentó después de la puesta en marcha y su
inoculación con lodos provenientes de un reactor alimentado con RILes de una industria de
tableros prensados, de 975 mg/L a 1466 mg/L, para disminuir después a causa de pérdidas por
rebalse debido a espumas. Desde un principio, los lodos presentaron malas propiedades,
resultando en un IVL mayor que los valores óptimos, lo que sin embargo se mejoró de 770 mL/g
a 557 mL/g. Durante el efecto de Bulking disminuyó constantemente la biomasa dentro del
reactor.
En la segunda fase se pudieron lograr concentraciones de MLSS de hasta 2166 mg/L y de
MLVSS de 1800 mg/L respectivamente. En este tiempo, el IVL disminuyó hasta 424 mL/g, sin
embargo debido al aumento continuo del caudal de alimentación aumentó la velocidad de flujo
superficial en el clarificador secundario, superando la velocidad de sedimentación de los
flóculos e impidiendo el espesamiento apropiado de los lodos, por lo cual los lodos fueron
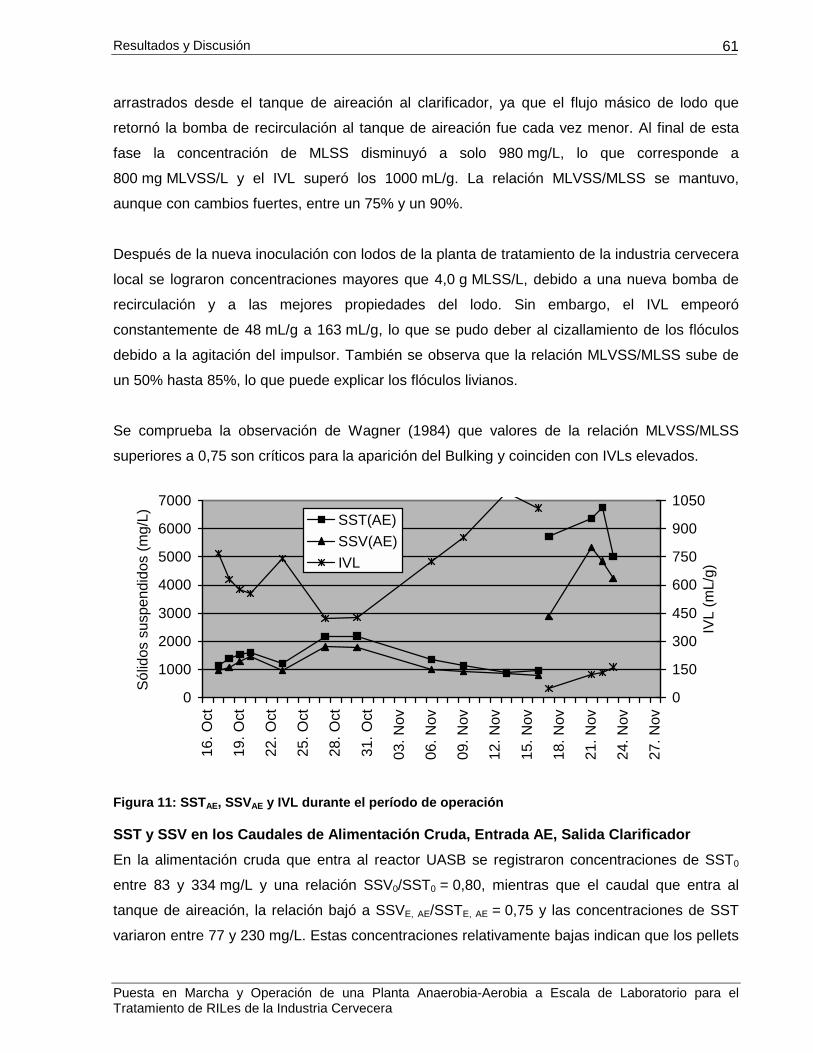
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
61
arrastrados desde el tanque de aireación al clarificador, ya que el flujo másico de lodo que
retornó la bomba de recirculación al tanque de aireación fue cada vez menor. Al final de esta
fase la concentración de MLSS disminuyó a solo 980 mg/L, lo que corresponde a
800 mg MLVSS/L y el IVL superó los 1000 mL/g. La relación MLVSS/MLSS se mantuvo,
aunque con cambios fuertes, entre un 75% y un 90%.
Después de la nueva inoculación con lodos de la planta de tratamiento de la industria cervecera
local se lograron concentraciones mayores que 4,0 g MLSS/L, debido a una nueva bomba de
recirculación y a las mejores propiedades del lodo. Sin embargo, el IVL empeoró
constantemente de 48 mL/g a 163 mL/g, lo que se pudo deber al cizallamiento de los flóculos
debido a la agitación del impulsor. También se observa que la relación MLVSS/MLSS sube de
un 50% hasta 85%, lo que puede explicar los flóculos livianos.
Se comprueba la observación de Wagner (1984) que valores de la relación MLVSS/MLSS
superiores a 0,75 son críticos para la aparición del Bulking y coinciden con IVLs elevados.
0
1000
2000
3000
4000
5000
6000
7000
16. O
ct
19. O
ct
22. O
ct
25. O
ct
28. O
ct
31. O
ct
03. N
ov
06. N
ov
09. N
ov
12. N
ov
15. N
ov
18. N
ov
21. N
ov
24. N
ov
27. N
ov
Sólid
os s
uspe
ndid
os (m
g/L)
0
150
300
450
600
750
900
1050
IVL
(mL/
g)
SST(AE)SSV(AE)IVL
Figura 11: SSTAE, SSVAE y IVL durante el período de operación
SST y SSV en los Caudales de Alimentación Cruda, Entrada AE, Salida Clarificador En la alimentación cruda que entra al reactor UASB se registraron concentraciones de SST0
entre 83 y 334 mg/L y una relación SSV0/SST0 = 0,80, mientras que el caudal que entra al
tanque de aireación, la relación bajó a SSVE, AE/SSTE, AE = 0,75 y las concentraciones de SST
variaron entre 77 y 230 mg/L. Estas concentraciones relativamente bajas indican que los pellets
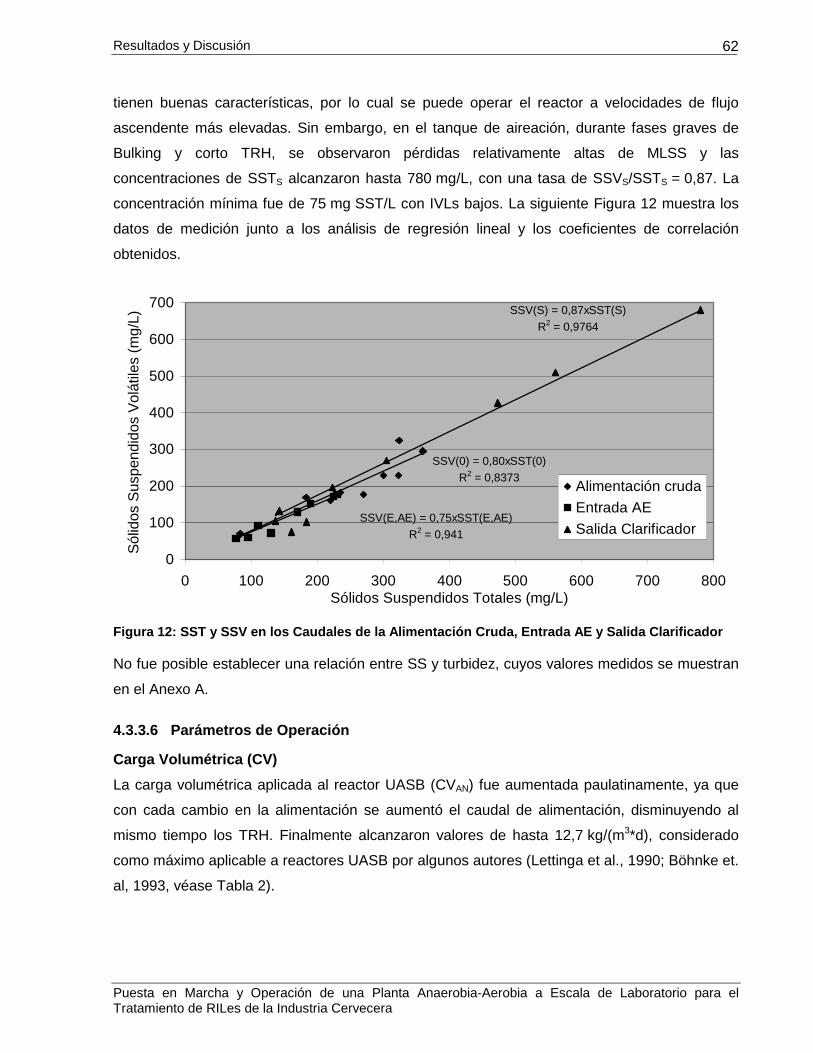
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
62
tienen buenas características, por lo cual se puede operar el reactor a velocidades de flujo
ascendente más elevadas. Sin embargo, en el tanque de aireación, durante fases graves de
Bulking y corto TRH, se observaron pérdidas relativamente altas de MLSS y las
concentraciones de SSTS alcanzaron hasta 780 mg/L, con una tasa de SSVS/SSTS = 0,87. La
concentración mínima fue de 75 mg SST/L con IVLs bajos. La siguiente Figura 12 muestra los
datos de medición junto a los análisis de regresión lineal y los coeficientes de correlación
obtenidos.
Figura 12: SST y SSV en los Caudales de la Alimentación Cruda, Entrada AE y Salida Clarificador
No fue posible establecer una relación entre SS y turbidez, cuyos valores medidos se muestran
en el Anexo A.
4.3.3.6 Parámetros de Operación
Carga Volumétrica (CV) La carga volumétrica aplicada al reactor UASB (CVAN) fue aumentada paulatinamente, ya que
con cada cambio en la alimentación se aumentó el caudal de alimentación, disminuyendo al
mismo tiempo los TRH. Finalmente alcanzaron valores de hasta 12,7 kg/(m3*d), considerado
como máximo aplicable a reactores UASB por algunos autores (Lettinga et al., 1990; Böhnke et.
al, 1993, véase Tabla 2).
SSV(0) = 0,80xSST(0)R2 = 0,8373
SSV(S) = 0,87xSST(S)R2 = 0,9764
SSV(E,AE) = 0,75xSST(E,AE)R2 = 0,941
0
100
200
300
400
500
600
700
0 100 200 300 400 500 600 700 800Sólidos Suspendidos Totales (mg/L)
Sólid
os S
uspe
ndid
os V
olát
iles
(mg/
L)
Alimentación crudaEntrada AESalida Clarificador
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
63
En el caso del tanque de aireación, la carga volumétrica aplicada es afectada también por el
rendimiento de la remoción de la DQO del reactor UASB, que varió durante el marco del
proyecto. Además, la DBO5 fue determinada pocas veces, por lo cual se utilizó el valor de la
DQO corregido por un factor que representa la relación promedio DBO5/DQO. Durante la
alimentación de los primeros dos RILes disminuyó constantemente de 1,9 a 0,4 kg/(m3*d); Esta
situación se ve afectada por bajas en el rendimiento de la remoción del reactor UASB, llegando
a cargas volumétricas aplicadas de 2,7 kg/(m3*d), para finalmente alcanzar hasta 6,5 kg/(m3*d)
durante la fase 3 a TRH de 4 horas y cuando falló el sistema de calentamiento del reactor
UASB. En tratamientos convencionales la CV está comprendida entre 0,4 y 1,5 kg DBO5/(m3*d)
y en el régimen de aireación prolongada de solamente 0,03 a 0,15 kg DBO5/(m3*d) (Gray, 1990;
Rosenwinkel et al., 1996).
Factor de Carga (F/M) El factor de carga evoluciona generalmente en paralelo a la carga volumétrica, ya que se deriva
de ella. Con el aumento de los MLSS durante la fase 1 disminuyó constantemente de 1,6 a
0,3 d-1, mientras que debido a pérdidas de MLSS durante la fase 2 se alcanzó valores de hasta
3 d-1, situación que cambió bruscamente por la nueva inoculación, pese a que los valores
subieron desde 0,2 a 0,8 d-1, debido a la baja en el rendimiento de la remoción de la materia
orgánica en la fase anaerobia.
Para la mayoría de las aguas residuales el valor óptimo de la relación F/M se encuentra dentro
de los límites de 0,3 y 0,6 kg DBO5/(kg*d), ya que valores fuera de este rango conducen a lodos
de mala decantabilidad (Ramalho, 1995). En las fases 1 y 2 los lodos siempre tuvieron malas
características, aún dentro de dicho rango. Para la fase 3 se puede observar una disminución
en la decantabilidad, o sea un aumento del IVL en combinación con el aumento del factor de
carga, sin embargo, como se mencionó anteriormente, influyen otros factores más en el efecto
observado. Sin embargo, nunca se logró un valor inferior al valor umbral de 0,1 kg DBO5/(kg*d),
que garantizaría con alta seguridad un proceso estable (aireación prolongada) evitando el
efecto de Bulking (Rosenwinkel et al., 1996), que implicaría una concentración elevada de
MLSS.
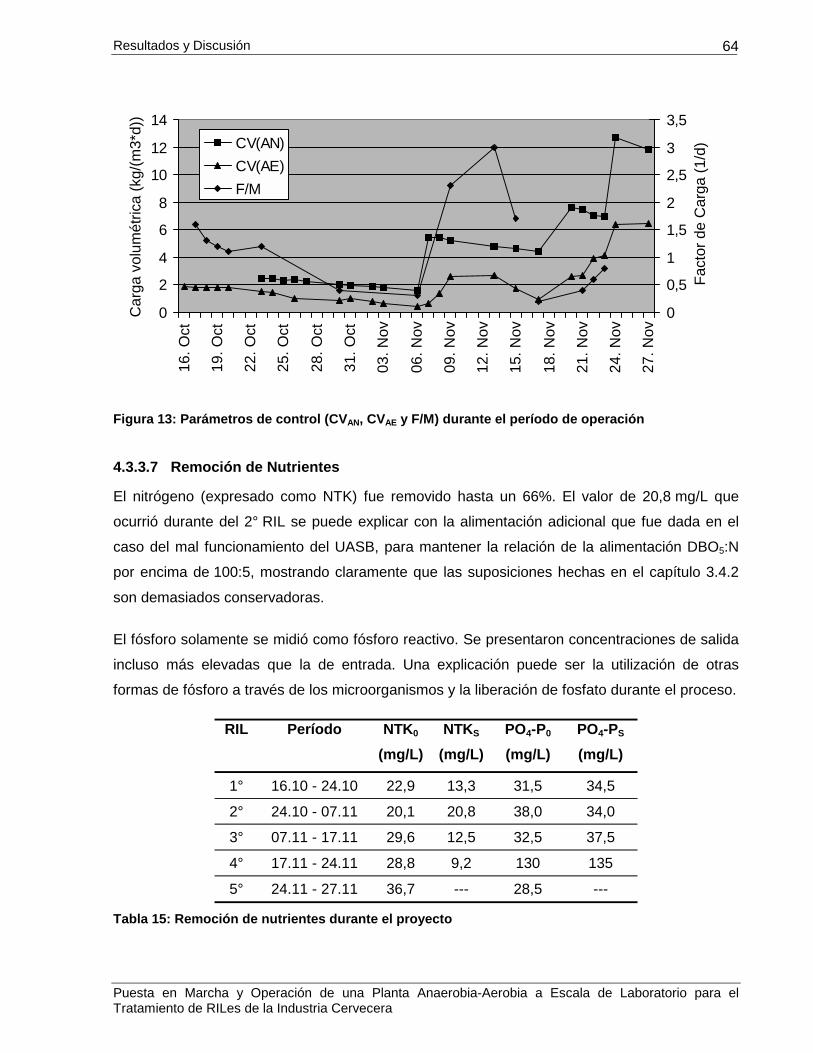
Resultados y Discusión
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
64
Figura 13: Parámetros de control (CVAN, CVAE y F/M) durante el período de operación
4.3.3.7 Remoción de Nutrientes
El nitrógeno (expresado como NTK) fue removido hasta un 66%. El valor de 20,8 mg/L que
ocurrió durante del 2° RIL se puede explicar con la alimentación adicional que fue dada en el
caso del mal funcionamiento del UASB, para mantener la relación de la alimentación DBO5:N
por encima de 100:5, mostrando claramente que las suposiciones hechas en el capítulo 3.4.2
son demasiados conservadoras.
El fósforo solamente se midió como fósforo reactivo. Se presentaron concentraciones de salida
incluso más elevadas que la de entrada. Una explicación puede ser la utilización de otras
formas de fósforo a través de los microorganismos y la liberación de fosfato durante el proceso.
RIL Período NTK0 (mg/L)
NTKS (mg/L)
PO4-P0 (mg/L)
PO4-PS (mg/L)
1° 16.10 - 24.10 22,9 13,3 31,5 34,5
2° 24.10 - 07.11 20,1 20,8 38,0 34,0
3° 07.11 - 17.11 29,6 12,5 32,5 37,5
4° 17.11 - 24.11 28,8 9,2 130 135
5° 24.11 - 27.11 36,7 --- 28,5 ---
Tabla 15: Remoción de nutrientes durante el proyecto
0
2
4
6
8
10
12
14
16. O
ct
19. O
ct
22. O
ct
25. O
ct
28. O
ct
31. O
ct
03. N
ov
06. N
ov
09. N
ov
12. N
ov
15. N
ov
18. N
ov
21. N
ov
24. N
ov
27. N
ov
Car
ga v
olum
étric
a (k
g/(m
3*d)
)
0
0,5
1
1,5
2
2,5
3
3,5
Fact
or d
e C
arga
(1/d
)CV(AN)CV(AE)F/M
Conclusiones y Recomendaciones
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
65
5 Conclusiones y Recomendaciones Se realizó la puesta en marcha de una planta acoplada anaerobia-aerobia a escala de
laboratorio para el tratamiento de residuos líquidos usando efluentes de una industria cervecera.
Tal configuración permite alcanzar niveles muy altos de rendimiento de remoción de la
contaminación orgánica expresada como DQO y DBO5. El desarrollo del reactor UASB permite
la aplicación de altas cargas volumétricas, reduciendo por lo tanto el costo de inversión y de
operación. Sin embargo es necesario preocuparse también de la remoción de nutrientes, sobre
todo cuando ellos representan cargas importante, como en el caso del fósforo en RILes de la
industria cervecera.
Se identificaron varias áreas donde hay que destinar futuros mejoramientos para la planta.
Aquellos llevados a cabo durante el período del proyecto son relacionados principalmente a la
configuración hecha por SIMTECH, el fabricante de la planta y no requirieron grandes
inversiones, pese al aumento drástico de su funcionalidad. Teniendo en cuenta uno de los
objetivos principales iniciales relacionado con el funcionamiento de la planta - funcionamiento
autónomo durante un período de por lo menos una semana - se recomienda diseñar todos sus
dispositivos (mangueras, almacenamiento de reactivos) para lograr tal meta. Durante el período
del proyecto no fue posible equipar la planta como para cumplir este objetivo debido a la falta de
bombas peristálticas adicionales (purga, ajuste de pH) y más grave aún, debido a la falta de
sensores de pH. Además falló el sistema de calentamiento lo que significará inversiones
adicionales necesarias para el Laboratorio de RILes UFRO.
Con respeto a la inoculación es necesario llevarla a cabo con lodos de buenas características.
La mencionada falta de dispositivos provocó un proceso altamente inestable y rendimientos de
remoción de la carga orgánica cambiantes, empeorando las características de los lodos
activados, produciéndose muy pronto el problema de Bulking. Pese a estos problemas se
lograron eficiencias en la remoción de la carga orgánica (expresada como DQO) cercanas a lo
establecido en la literatura. Como óptimo se alcanzaron rendimientos cercanos al 70% para la
fase anaerobia y 92% para la fase aerobia y un rendimiento total de 97%, destacando la buena
degradabilidad de RILes de la industria cervecera. Con respecto a la configuración de la planta
acoplada, hay que pensar en medidas generales contra la ocurrencia de flóculos livianos. Eso
se debe a requerimientos antagónicos de los dos reactores. Resulta negativo en la formación de
flóculos pesados la condición de alimentar al reactor UASB con la menor concentración de SS
Conclusiones y Recomendaciones
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
66
posible. En vez de emplear productos químicos en la fase aerobia, un by-pass o la alimentación
del tanque de aireación con lodos decantados desde el bidón de almacenamiento parece la
solución adecuada. Para RILes fácilmente degradables hay que prever su almacenamiento
refrigerado.
Para un análisis más profundo habría que determinar además la cantidad y composición del
biogas generado en función de la carga orgánica eliminada. A través de la composición se
podrá deducir si el metabolismo anaerobio muestra alguna inhibición o no. El biogas podría
servir para la calefacción del reactor anaerobio, que significaría un ahorro importante de
insumos, o en el caso de la planta de tratamiento de la industria cervecera local, un aumento de
la eficiencia de los reactores UASB, ya que no cuentan con un sistema de calefacción.
La unidad de control RTU junto al programa RTU-Terminal requerirán un análisis más profundo
cuando el fabricante SIMTECH haya realizado los cambios necesarios. El criterio final tiene que
ser el funcionamiento autónomo sin presencia de un PC. Por lo tanto hay que diseñar el
programa interno de la RTU de tal manera que pueda guardar los datos de medición durante un
período prolongado. Pese a lo mencionado, la unidad de control no permite comandar todos los
dispositivos a instalar, ya que cuenta solamente con un número muy reducido de conexiones
(“módulos opto”) por lo cual la mayoría de las bombas y compresores de la planta deben ser
comandados directamente a través de los mismos medidores o a través de temporizadores.
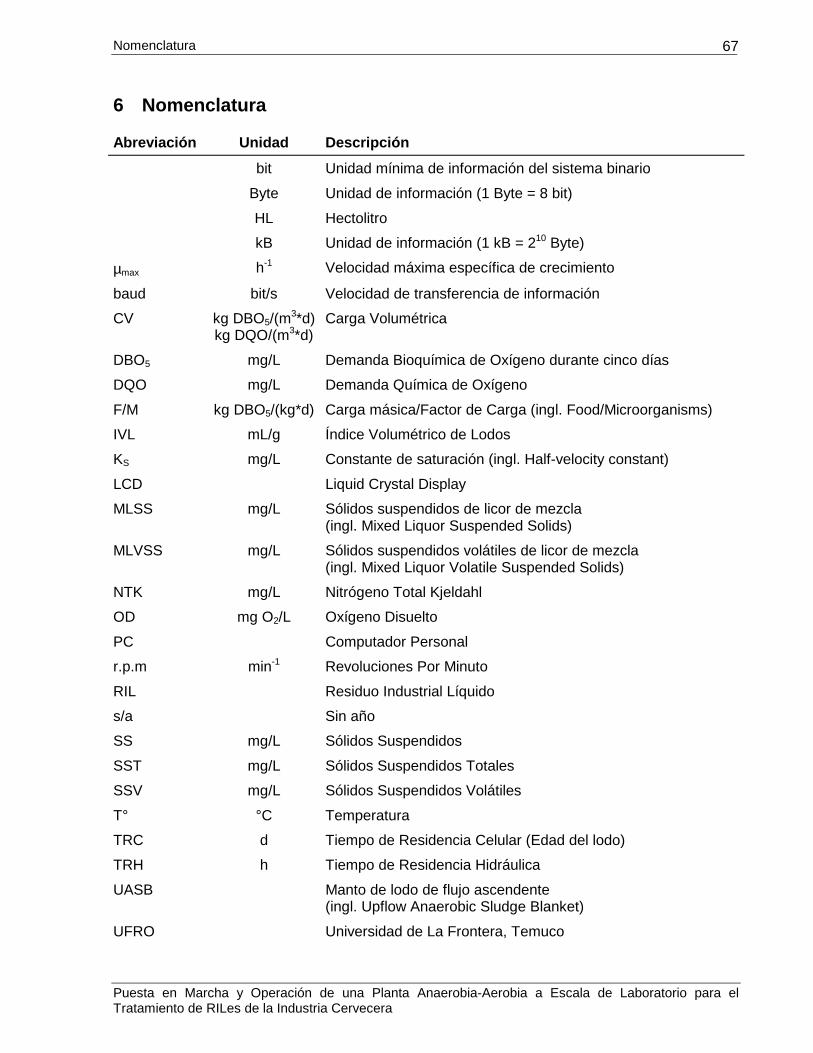
Nomenclatura
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
67
6 Nomenclatura
Abreviación Unidad Descripción bit Unidad mínima de información del sistema binario Byte Unidad de información (1 Byte = 8 bit) HL Hectolitro kB Unidad de información (1 kB = 210 Byte)
µmax h-1 Velocidad máxima específica de crecimiento
baud bit/s Velocidad de transferencia de información CV kg DBO5/(m3*d)
kg DQO/(m3*d) Carga Volumétrica
DBO5 mg/L Demanda Bioquímica de Oxígeno durante cinco días DQO mg/L Demanda Química de Oxígeno F/M kg DBO5/(kg*d) Carga másica/Factor de Carga (ingl. Food/Microorganisms) IVL mL/g Índice Volumétrico de Lodos KS mg/L Constante de saturación (ingl. Half-velocity constant) LCD Liquid Crystal Display MLSS mg/L Sólidos suspendidos de licor de mezcla
(ingl. Mixed Liquor Suspended Solids) MLVSS mg/L Sólidos suspendidos volátiles de licor de mezcla
(ingl. Mixed Liquor Volatile Suspended Solids) NTK mg/L Nitrógeno Total Kjeldahl OD mg O2/L Oxígeno Disuelto PC Computador Personal r.p.m min-1 Revoluciones Por Minuto RIL Residuo Industrial Líquido s/a Sin año SS mg/L Sólidos Suspendidos SST mg/L Sólidos Suspendidos Totales SSV mg/L Sólidos Suspendidos Volátiles T° °C Temperatura TRC d Tiempo de Residencia Celular (Edad del lodo) TRH h Tiempo de Residencia Hidráulica UASB Manto de lodo de flujo ascendente
(ingl. Upflow Anaerobic Sludge Blanket) UFRO Universidad de La Frontera, Temuco
Nomenclatura
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
68
Signo Valor Descripción
η Eficiencia de remoción
Ab = 18 mm Ancho de los deflectores Ai = 10 mm Pitch del impulsor Di = 56 mm Diámetro del impulsor Dt = 241 mm Diámetro del tanque de aireación Hi = 120 mm Posición vertical del impulsor Nb = 4 Número de deflectores Q Caudal RAE Factor de recirculación de lodos S Concentración de sustrato VAE = 12,5 L Volumen útil (neto) del reactor aerobio (tanque de aireación) VAN = 14,8 L Volumen útil (neto) del reactor anaerobio (UASB) VIVL Volumen ocupado por el lodo después de sedimentar 30 min. X Concentración de SST Subíndice En leyendas Descripción 0 (0) Alimentación cruda AE o (AE) Aerobio, tanque de aireación AN o (AN) Anaerobio, reactor UASB E Entrando, afluente P Purga R Recirculación S o (S) Saliendo, efluente, salida clarificador
Bibliografía
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
69
7 Bibliografía APHA/AWWA/WPCF (1989) "Métodos Normalizados para el Análisis de Aguas Potables y
Residuales", 17ª Ed., Editorial Díaz de Santos S.A., Madrid
ATV (1975) “Lehr- und Handbuch der Abwassertechnik”, Band 2, 2. Auflage, Verlag Wilhelm
Ernst & Sohn, Berlin, citado en Li (1993)
ATV (1985) “Lehr- und Handbuch der Abwassertechnik”, Band 4, 3. Auflage, Verlag Wilhelm
Ernst & Sohn, Berlin, citado en Li (1993)
ATV-AG (1988) ATV-Arbeitsgruppe 2.6.1 “Verhinderung und Bekämpfung von Blähschlamm
und Schwimmschlamm”, Korrespondenz Abwasser, 2/1988
ATV-FA (1990) ATV-Fachgruppenausschuss 7.5 “1. Arbeitsbericht: Anaerobe Verfahren zur
Behandlung von Industrieabwässern”, Korrespondenz Abwasser 37 (10), p. 1247
Böhnke, B; Bischofsberger, W & Seyfried, C. F. (eds.) (1993) ”Anaerobtechnik”, Springer-
Verlag, Berlin
CCU (1998) ”Estudio de Impacto Ambiental, Planta Compañía Cervecerías Unidas S.A. (CCU),
Temuco”
CCU (2000a) Información de Claudia Suárez, Colaboradora de la planta de tratamiento C.C.U.
S.A. Planta Temuco, comunicación personal
CCU (2000b) Características del RIL que entra al tratamiento secundario, comunicación
personal
Chudoba, J.; Ottova, V. & Medera V. (1973) “Control of Activated Sludge Filamentous Bulking”,
Water Research 7/1973, pp. 1163-1182, citado en Matsché et al. (1998)
Cole-Parmer Instrument Company (1996) “Pump Tubing Selection Guide”
Bibliografía
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
70
Eckenfelder, W.W. (1989) “Industrial Water Pollution Control”, Second Edition, McGraw-Hill
Eikelboom, P. H. & van Buijsen, H. J. J. (1983) “Handbuch für die mikroskopische Schlamm-
untersuchung”, F. Hirthammerverlag, München, citado en Li (1993)
Eikelboom, P. H. (1981) “Die mikroskopische Untersuchung des belebten Schlamms unter
besonderer Berücksichtigung fadenförmiger Mikroorganismen”, Stuttgarter Berichte
Siedlungswasserwirtschaft 78, Kommissionsverlag R. Oldenbourg, München
Gray, N. F. (1990) “Activated sludge: theory and practice.”, Oxford University Press
Heidolph Elektro GmbH (1997) ”Instrucciones para el uso. RZR 2050/2051/2100/2101”
Jenkings, D.; Richard, M. G. & Deigger, G. T. (1993) “Manual on the Causes and and Control
of Activated Sludge Bulking”, Lewis Publishers, Chelsea, citado en Matsché et al. (1998)
Jenkins, D.; Neethling, J. B.; Bode H. & Richard, M. G. (1982) “The Use of Chlorination for
Control of Activated Sludge Bulking” en Chambers, B.; Tomlinson, E. J. (eds.) “Bulking of
Activated Sludge”, Ellis Horwood, Chichester, citado en Li (1993)
Kraut, Kh.; Merkel, W. (1996) “Bemessung von Anaerobreaktoren nach dem Schlammalter”,
Universität Stuttgart
Kristal (s/a) Información de KRISTAL – Ingeniería Avanzada en Preservación Ambiental
Kroiss, H. (1986) “Anaerobe Abwasserreinigung”, Wiener Mitteilungen, Wasser-Abwasser-
Gewässer 62, citado en Böhnke et al. (1993)
Kroiss, H. (1998) “Chemikalieneinsatz bei der biologischen Abwasserreinigung”, Wiener
Mitteilungen, Wasser-Abwasser-Gewässer 145, pp. 467-489
Lemmer, H. & Lind, G. (1998) “Biologische Charakterisierung von Schäumen in
Belebungsanlagen”, gwf Wasser-Abwasser 139, citado en Matsché et al. (1998)
Bibliografía
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
71
Lettinga, G.; Hulshoff Pol, L. W. “UASB-Process design for various types of wastewaters”
Contribución al taller “Anaerobic treatment technology for municipal and industrial wastewater”,
Valladolid, España, 23. – 26.09.1990, citado en Böhnke et al. (1993)
Lettinga, G.; van Velsen, A. F. M.; Homba, S. W; de Zeuuw, W.; Klapwijk, A. (1980) “Use of the
UASB reactor concept for biological wastewater treatment”, Biotech. Bioeng. 22, pp. 699-734
Li, Z. (1993) “Ein Beitrag zur Vermeidung von Blähschlamm in ein- und zweistufigen
Belebungsanlagen unter besonderer Berücksichtigung der Reinigungsvorgänge in hoch- oder
höchstbelasteten Stufen bei zweistufigen biologischen Anlagen”, Gewässerschutz Wasser
Abwasser 137, Aachen
Matsché, N. & Kreuzinger, N. (1998) “Blähschlamm, Schwimmschlamm, Schaum -
Ursachenerkennung und Bekämpfung”, Wiener Mitteilungen 145, pp. 141-177
Metcalf & Eddy (1995) "Ingeniería de Aguas Residuales: Tratamiento, Vertido y Reutilización",
3ª Ed., McGraw-Hill, Madrid
Ramalho, R.S. (1993) "Tratamiento de Aguas Residuales", 2a Ed., Editorial Reverté, Barcelona
Roedinger, H. (1976) “Die anaerobe alkalische Schlammfaulung”, Schriftenreihe Wasser-
Abwasser 1, R. Oldenbourg Verlag, München, citado en Böhnke et al. (1993)
Ronzano, E. & Dapena, J. L. (1995) “Tratamiento biológico de las aguas residuales”, Díaz de
Santos, Madrid
Rosenwinkel, K.H.; Seyfried, C.F.; Kunst, S.; Austermann-Haun, U. & Birkenstock, B. (1996)
”Weitergehende Reinigung von Brauereiabwässern”, Informe de investigación no publicado,
Hannover
Schlegel, S. (1986) “Der Einfluss der Ausbildung und des Betriebs von Vor- und Nachklärung
auf den Belebtschlammindex”, Österreichische Wasserwirtschaft 38, pp 208-214, citado en Li
(1993)
Bibliografía
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
72
Schwarzer, H.; Reuss, N. & Schindler, W. (1980) “Blähschlammbekämpfung mit H2O2”,
Korrespondenz Abwasser 12, citado en Li (1993)
Seyfried, C. F. (1969) “Erfahrungen mit Brauereikläranlagen”, Münchner Beiträge zur
Abwasser-, Fischerei-, und Flußbiologie, Band 18, Verlag R. Oldenbourg, Wien, citado en
Rosenwinkel et al. (1996)
van der Meer, R. R. (1979) “Anaerobic Treatment of Wastewater containing Fatty Acids in
upflow Reactors”, Delft University Press
Vidal, G. (2000), Apuntes de la asignatura “Reactores Bioquímicos”, Universidad de La
Frontera, Temuco
Wagner, F. (1982) “Ursache, Verhinderung und Bekämpfung der Blähschlammbildung in
Belebungsanlagen”, Kommissionsverlag R. Oldenbourg, München
Wagner, F. (1984) ”Häufigkeit und Ursachen des Auftretens von fadenförmigen
Mikroorganismen” en Stuttgarter Berichte Siedlungswasserwirtschaft “Die Sauerstoffzufuhr
beim Belebungsverfahren - Probleme mit Blähschlamm”, 56. Siedlungswasserwirtschaftliches
Kolloquium, Kommissionsverlag R. Oldenbourg, München, pp. 157-178
Wiesmann, U. (s/a) “Abwasserreinigung II”, Vorlesungsskript, Technische Universität Berlin
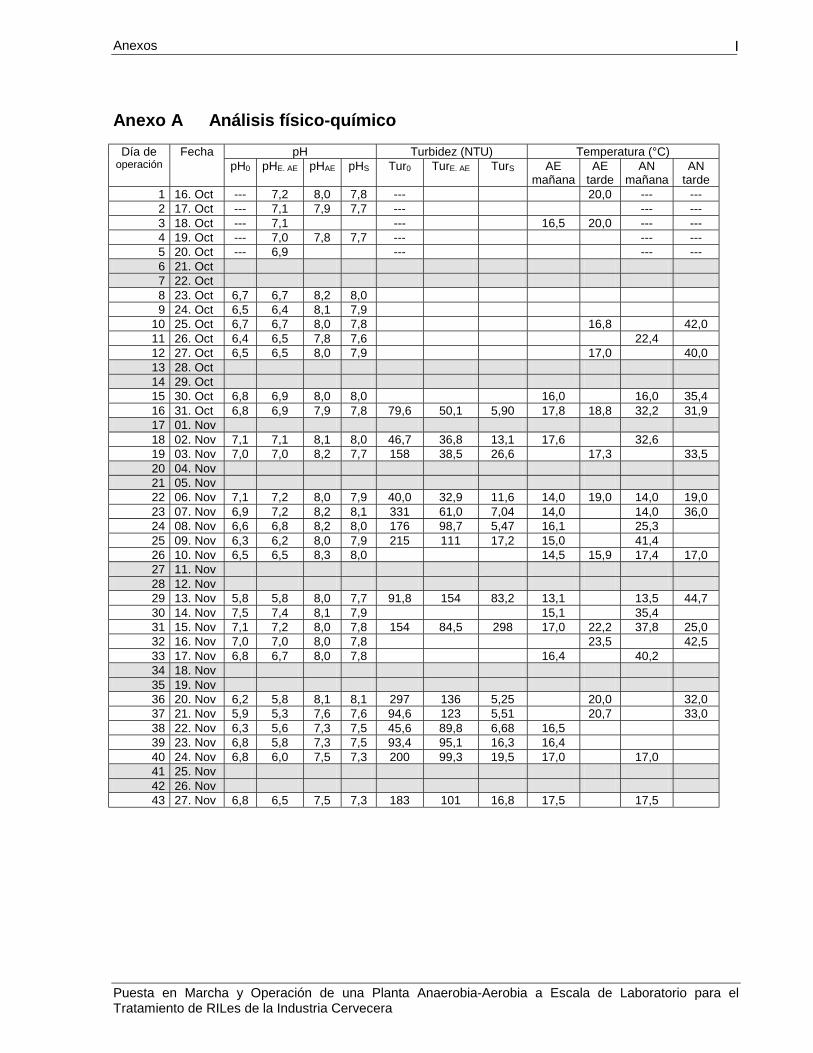
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
I
Anexo A Análisis físico-químico pH Turbidez (NTU) Temperatura (°C) Día de
operación Fecha
pH0 pHE. AE pHAE pHS Tur0 TurE. AE TurS AE mañana
AE tarde
AN mañana
AN tarde
1 16. Oct --- 7,2 8,0 7,8 --- 20,0 --- --- 2 17. Oct --- 7,1 7,9 7,7 --- --- --- 3 18. Oct --- 7,1 --- 16,5 20,0 --- --- 4 19. Oct --- 7,0 7,8 7,7 --- --- --- 5 20. Oct --- 6,9 --- --- --- 6 21. Oct 7 22. Oct 8 23. Oct 6,7 6,7 8,2 8,0 9 24. Oct 6,5 6,4 8,1 7,9
10 25. Oct 6,7 6,7 8,0 7,8 16,8 42,0 11 26. Oct 6,4 6,5 7,8 7,6 22,4 12 27. Oct 6,5 6,5 8,0 7,9 17,0 40,0 13 28. Oct 14 29. Oct 15 30. Oct 6,8 6,9 8,0 8,0 16,0 16,0 35,4 16 31. Oct 6,8 6,9 7,9 7,8 79,6 50,1 5,90 17,8 18,8 32,2 31,9 17 01. Nov 18 02. Nov 7,1 7,1 8,1 8,0 46,7 36,8 13,1 17,6 32,6 19 03. Nov 7,0 7,0 8,2 7,7 158 38,5 26,6 17,3 33,5 20 04. Nov 21 05. Nov 22 06. Nov 7,1 7,2 8,0 7,9 40,0 32,9 11,6 14,0 19,0 14,0 19,0 23 07. Nov 6,9 7,2 8,2 8,1 331 61,0 7,04 14,0 14,0 36,0 24 08. Nov 6,6 6,8 8,2 8,0 176 98,7 5,47 16,1 25,3 25 09. Nov 6,3 6,2 8,0 7,9 215 111 17,2 15,0 41,4 26 10. Nov 6,5 6,5 8,3 8,0 14,5 15,9 17,4 17,0 27 11. Nov 28 12. Nov 29 13. Nov 5,8 5,8 8,0 7,7 91,8 154 83,2 13,1 13,5 44,7 30 14. Nov 7,5 7,4 8,1 7,9 15,1 35,4 31 15. Nov 7,1 7,2 8,0 7,8 154 84,5 298 17,0 22,2 37,8 25,0 32 16. Nov 7,0 7,0 8,0 7,8 23,5 42,5 33 17. Nov 6,8 6,7 8,0 7,8 16,4 40,2 34 18. Nov 35 19. Nov 36 20. Nov 6,2 5,8 8,1 8,1 297 136 5,25 20,0 32,0 37 21. Nov 5,9 5,3 7,6 7,6 94,6 123 5,51 20,7 33,0 38 22. Nov 6,3 5,6 7,3 7,5 45,6 89,8 6,68 16,5 39 23. Nov 6,8 5,8 7,3 7,5 93,4 95,1 16,3 16,4 40 24. Nov 6,8 6,0 7,5 7,3 200 99,3 19,5 17,0 17,0 41 25. Nov 42 26. Nov 43 27. Nov 6,8 6,5 7,5 7,3 183 101 16,8 17,5 17,5
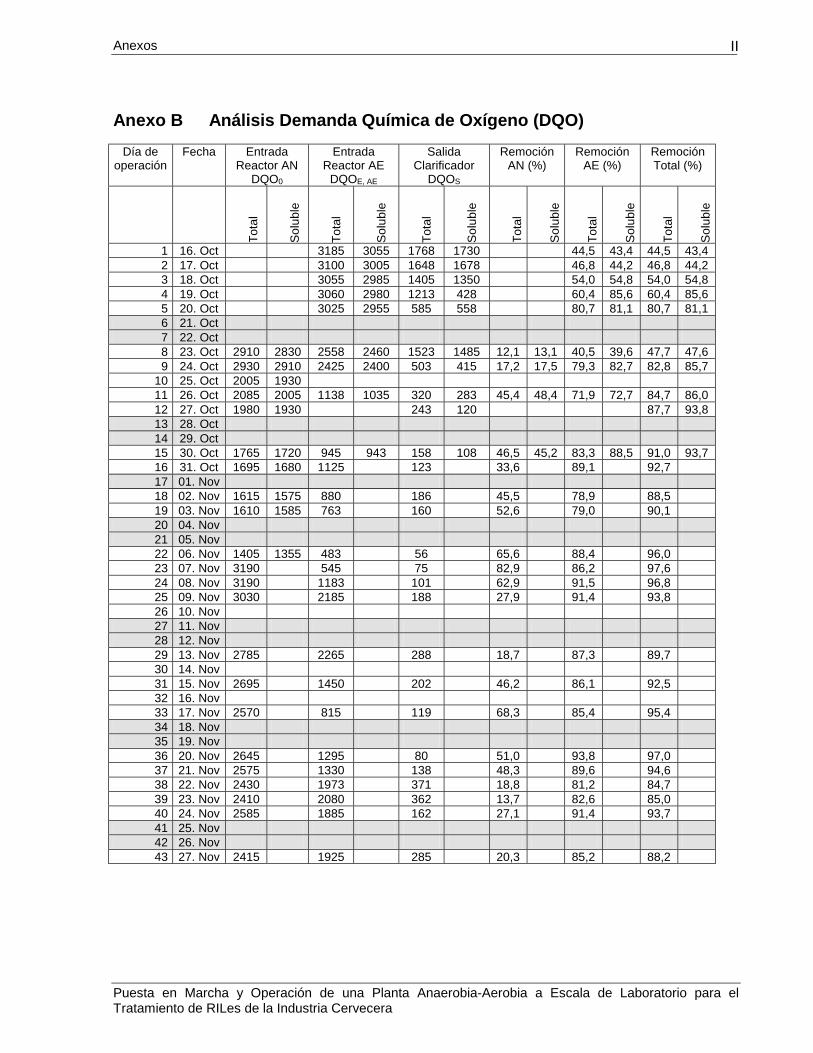
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
II
Anexo B Análisis Demanda Química de Oxígeno (DQO) Día de
operación Fecha Entrada
Reactor AN DQO0
Entrada Reactor AE
DQOE, AE
Salida Clarificador
DQOS
Remoción AN (%)
Remoción AE (%)
Remoción Total (%)
Tota
l
Solu
ble
Tota
l
Solu
ble
Tota
l
Solu
ble
Tota
l
Solu
ble
Tota
l
Solu
ble
Tota
l
Solu
ble
1 16. Oct 3185 3055 1768 1730 44,5 43,4 44,5 43,4 2 17. Oct 3100 3005 1648 1678 46,8 44,2 46,8 44,2 3 18. Oct 3055 2985 1405 1350 54,0 54,8 54,0 54,8 4 19. Oct 3060 2980 1213 428 60,4 85,6 60,4 85,6 5 20. Oct 3025 2955 585 558 80,7 81,1 80,7 81,1 6 21. Oct 7 22. Oct 8 23. Oct 2910 2830 2558 2460 1523 1485 12,1 13,1 40,5 39,6 47,7 47,6 9 24. Oct 2930 2910 2425 2400 503 415 17,2 17,5 79,3 82,7 82,8 85,7
10 25. Oct 2005 1930 11 26. Oct 2085 2005 1138 1035 320 283 45,4 48,4 71,9 72,7 84,7 86,0 12 27. Oct 1980 1930 243 120 87,7 93,8 13 28. Oct 14 29. Oct 15 30. Oct 1765 1720 945 943 158 108 46,5 45,2 83,3 88,5 91,0 93,7 16 31. Oct 1695 1680 1125 123 33,6 89,1 92,7 17 01. Nov 18 02. Nov 1615 1575 880 186 45,5 78,9 88,5 19 03. Nov 1610 1585 763 160 52,6 79,0 90,1 20 04. Nov 21 05. Nov 22 06. Nov 1405 1355 483 56 65,6 88,4 96,0 23 07. Nov 3190 545 75 82,9 86,2 97,6 24 08. Nov 3190 1183 101 62,9 91,5 96,8 25 09. Nov 3030 2185 188 27,9 91,4 93,8 26 10. Nov 27 11. Nov 28 12. Nov 29 13. Nov 2785 2265 288 18,7 87,3 89,7 30 14. Nov 31 15. Nov 2695 1450 202 46,2 86,1 92,5 32 16. Nov 33 17. Nov 2570 815 119 68,3 85,4 95,4 34 18. Nov 35 19. Nov 36 20. Nov 2645 1295 80 51,0 93,8 97,0 37 21. Nov 2575 1330 138 48,3 89,6 94,6 38 22. Nov 2430 1973 371 18,8 81,2 84,7 39 23. Nov 2410 2080 362 13,7 82,6 85,0 40 24. Nov 2585 1885 162 27,1 91,4 93,7 41 25. Nov 42 26. Nov 43 27. Nov 2415 1925 285 20,3 85,2 88,2
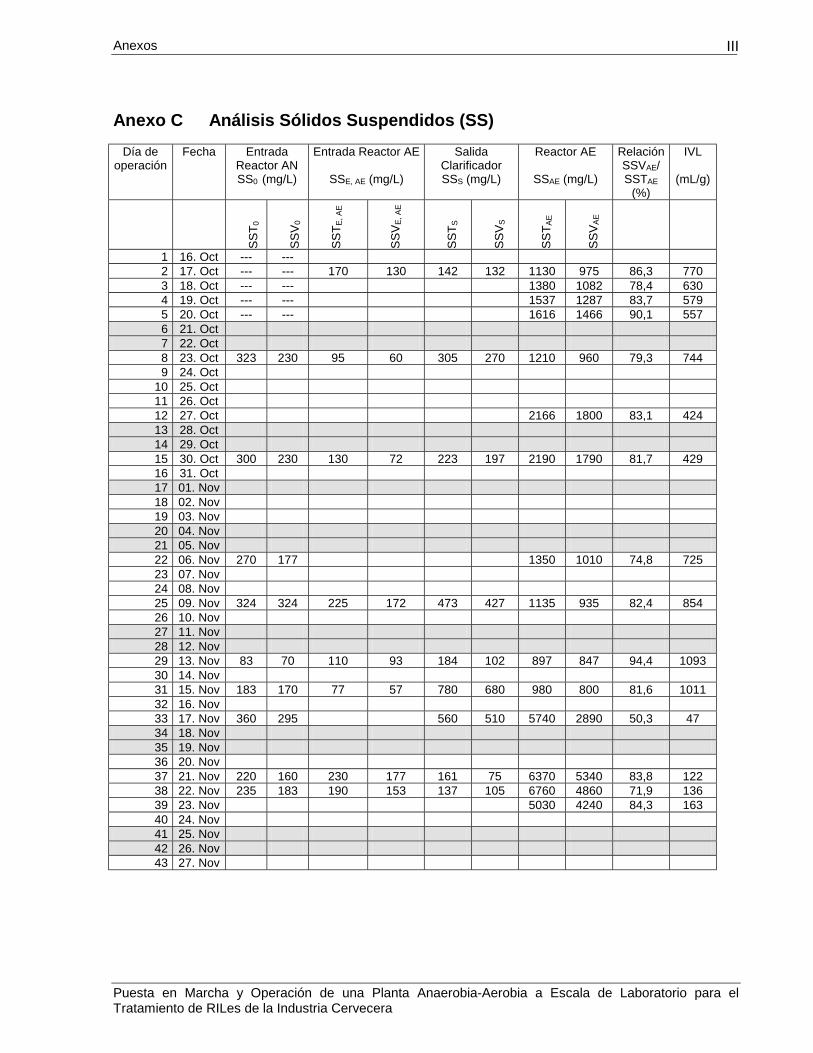
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
III
Anexo C Análisis Sólidos Suspendidos (SS) Día de
operación Fecha Entrada
Reactor AN SS0 (mg/L)
Entrada Reactor AE
SSE, AE (mg/L)
Salida Clarificador SSS (mg/L)
Reactor AE
SSAE (mg/L)
Relación SSVAE/ SSTAE
(%)
IVL
(mL/g)
SST 0
SSV 0
SST E
, AE
SSV E
, AE
SST S
SSV S
SST A
E
SSV A
E
1 16. Oct --- --- 2 17. Oct --- --- 170 130 142 132 1130 975 86,3 770 3 18. Oct --- --- 1380 1082 78,4 630 4 19. Oct --- --- 1537 1287 83,7 579 5 20. Oct --- --- 1616 1466 90,1 557 6 21. Oct 7 22. Oct 8 23. Oct 323 230 95 60 305 270 1210 960 79,3 744 9 24. Oct
10 25. Oct 11 26. Oct 12 27. Oct 2166 1800 83,1 424 13 28. Oct 14 29. Oct 15 30. Oct 300 230 130 72 223 197 2190 1790 81,7 429 16 31. Oct 17 01. Nov 18 02. Nov 19 03. Nov 20 04. Nov 21 05. Nov 22 06. Nov 270 177 1350 1010 74,8 725 23 07. Nov 24 08. Nov 25 09. Nov 324 324 225 172 473 427 1135 935 82,4 854 26 10. Nov 27 11. Nov 28 12. Nov 29 13. Nov 83 70 110 93 184 102 897 847 94,4 1093 30 14. Nov 31 15. Nov 183 170 77 57 780 680 980 800 81,6 1011 32 16. Nov 33 17. Nov 360 295 560 510 5740 2890 50,3 47 34 18. Nov 35 19. Nov 36 20. Nov 37 21. Nov 220 160 230 177 161 75 6370 5340 83,8 122 38 22. Nov 235 183 190 153 137 105 6760 4860 71,9 136 39 23. Nov 5030 4240 84,3 163 40 24. Nov 41 25. Nov 42 26. Nov 43 27. Nov
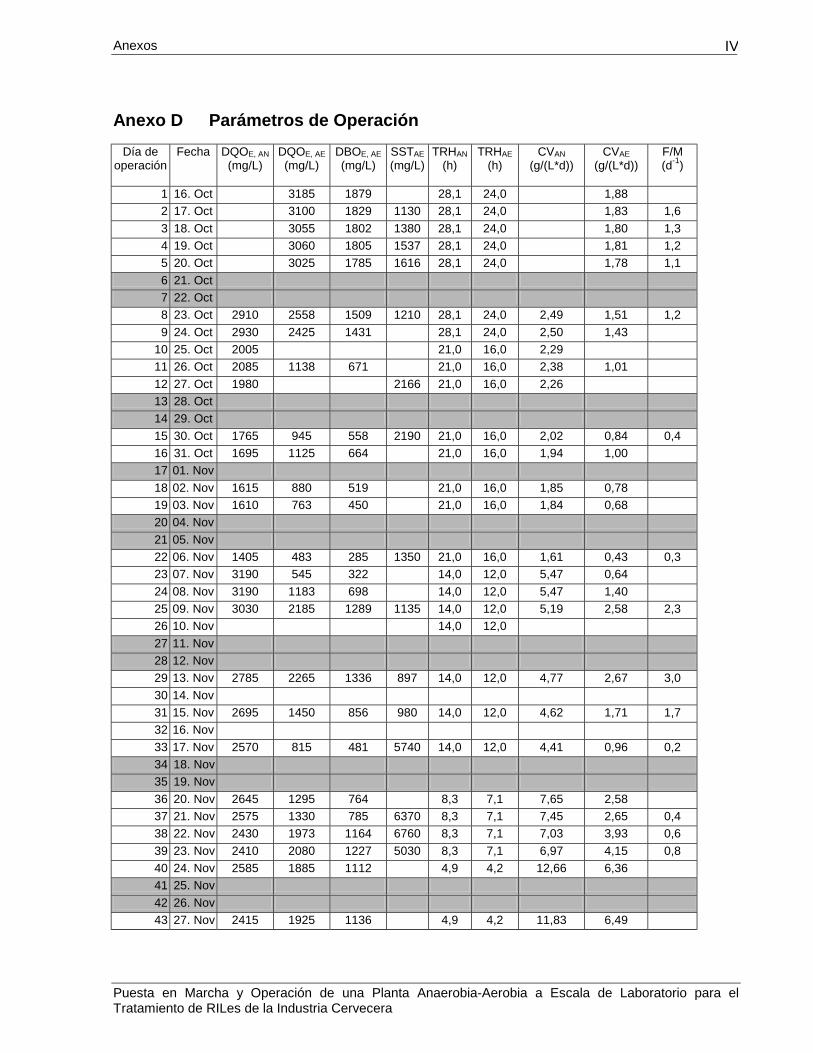
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
IV
Anexo D Parámetros de Operación Día de
operación Fecha DQOE, AN
(mg/L) DQOE, AE (mg/L)
DBOE, AE (mg/L)
SSTAE (mg/L)
TRHAN (h)
TRHAE (h)
CVAN (g/(L*d))
CVAE (g/(L*d))
F/M (d-1)
1 16. Oct 3185 1879 28,1 24,0 1,88 2 17. Oct 3100 1829 1130 28,1 24,0 1,83 1,6 3 18. Oct 3055 1802 1380 28,1 24,0 1,80 1,3 4 19. Oct 3060 1805 1537 28,1 24,0 1,81 1,2 5 20. Oct 3025 1785 1616 28,1 24,0 1,78 1,1 6 21. Oct 7 22. Oct 8 23. Oct 2910 2558 1509 1210 28,1 24,0 2,49 1,51 1,2 9 24. Oct 2930 2425 1431 28,1 24,0 2,50 1,43
10 25. Oct 2005 21,0 16,0 2,29 11 26. Oct 2085 1138 671 21,0 16,0 2,38 1,01 12 27. Oct 1980 2166 21,0 16,0 2,26 13 28. Oct 14 29. Oct 15 30. Oct 1765 945 558 2190 21,0 16,0 2,02 0,84 0,4 16 31. Oct 1695 1125 664 21,0 16,0 1,94 1,00 17 01. Nov 18 02. Nov 1615 880 519 21,0 16,0 1,85 0,78 19 03. Nov 1610 763 450 21,0 16,0 1,84 0,68 20 04. Nov 21 05. Nov 22 06. Nov 1405 483 285 1350 21,0 16,0 1,61 0,43 0,3 23 07. Nov 3190 545 322 14,0 12,0 5,47 0,64 24 08. Nov 3190 1183 698 14,0 12,0 5,47 1,40 25 09. Nov 3030 2185 1289 1135 14,0 12,0 5,19 2,58 2,3 26 10. Nov 14,0 12,0 27 11. Nov 28 12. Nov 29 13. Nov 2785 2265 1336 897 14,0 12,0 4,77 2,67 3,0 30 14. Nov 31 15. Nov 2695 1450 856 980 14,0 12,0 4,62 1,71 1,7 32 16. Nov 33 17. Nov 2570 815 481 5740 14,0 12,0 4,41 0,96 0,2 34 18. Nov 35 19. Nov 36 20. Nov 2645 1295 764 8,3 7,1 7,65 2,58 37 21. Nov 2575 1330 785 6370 8,3 7,1 7,45 2,65 0,4 38 22. Nov 2430 1973 1164 6760 8,3 7,1 7,03 3,93 0,6 39 23. Nov 2410 2080 1227 5030 8,3 7,1 6,97 4,15 0,8 40 24. Nov 2585 1885 1112 4,9 4,2 12,66 6,36 41 25. Nov 42 26. Nov 43 27. Nov 2415 1925 1136 4,9 4,2 11,83 6,49
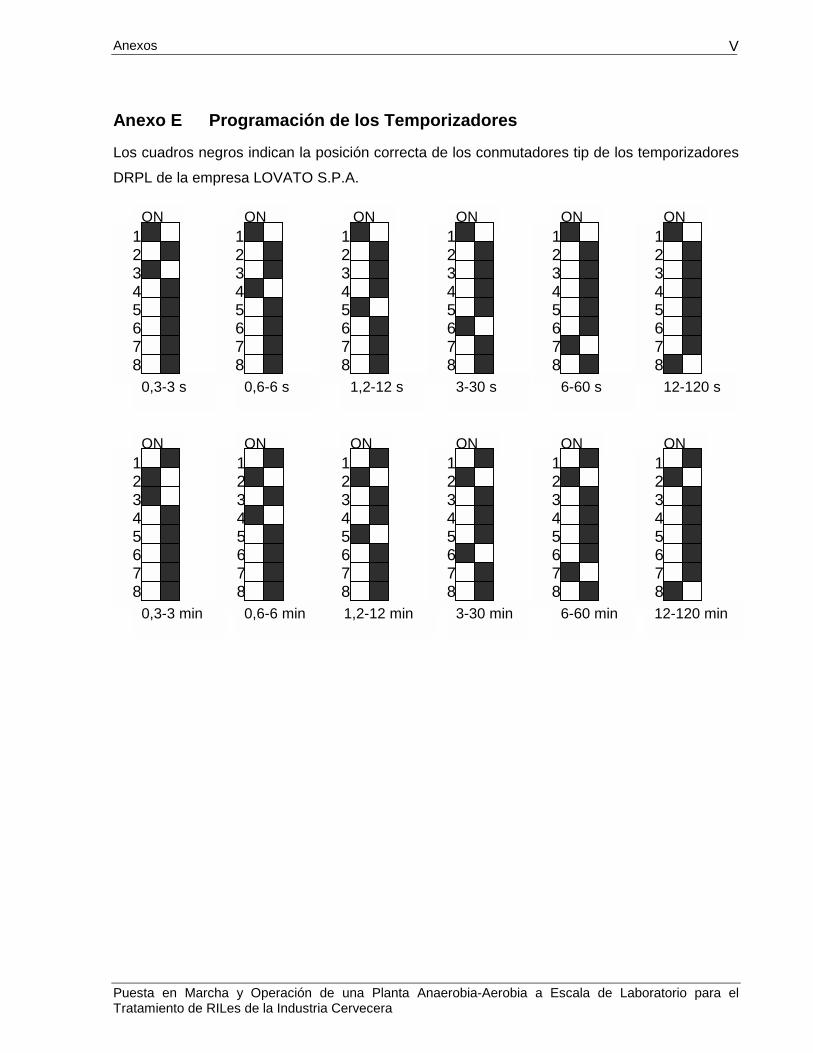
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
V
Anexo E Programación de los Temporizadores
Los cuadros negros indican la posición correcta de los conmutadores tip de los temporizadores
DRPL de la empresa LOVATO S.P.A.
ON 12345678
0,3-3 s
ON 12345678
0,6-6 s
ON 12345678
1,2-12 s
ON 12345678
3-30 s
ON 12345678
6-60 s
ON 1 2 3 4 5 6 7 8
12-120 s
ON 12345678
0,3-3 min
ON 123456780,6-6 min
ON 123456781,2-12 min
ON 12345678
3-30 min
ON 1 2 3 4 5 6 7 8
6-60 min
ON 1234567812-120 min
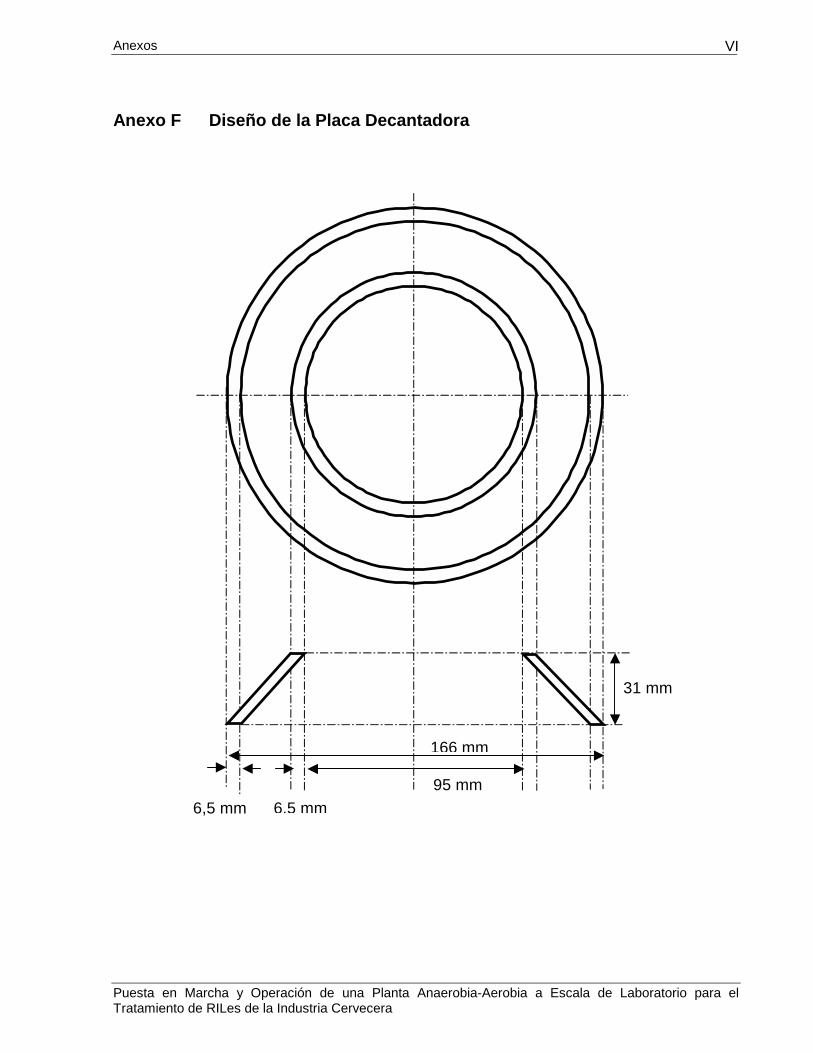
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
VI
Anexo F Diseño de la Placa Decantadora
31 mm
95 mm
166 mm
6,5 mm6,5 mm
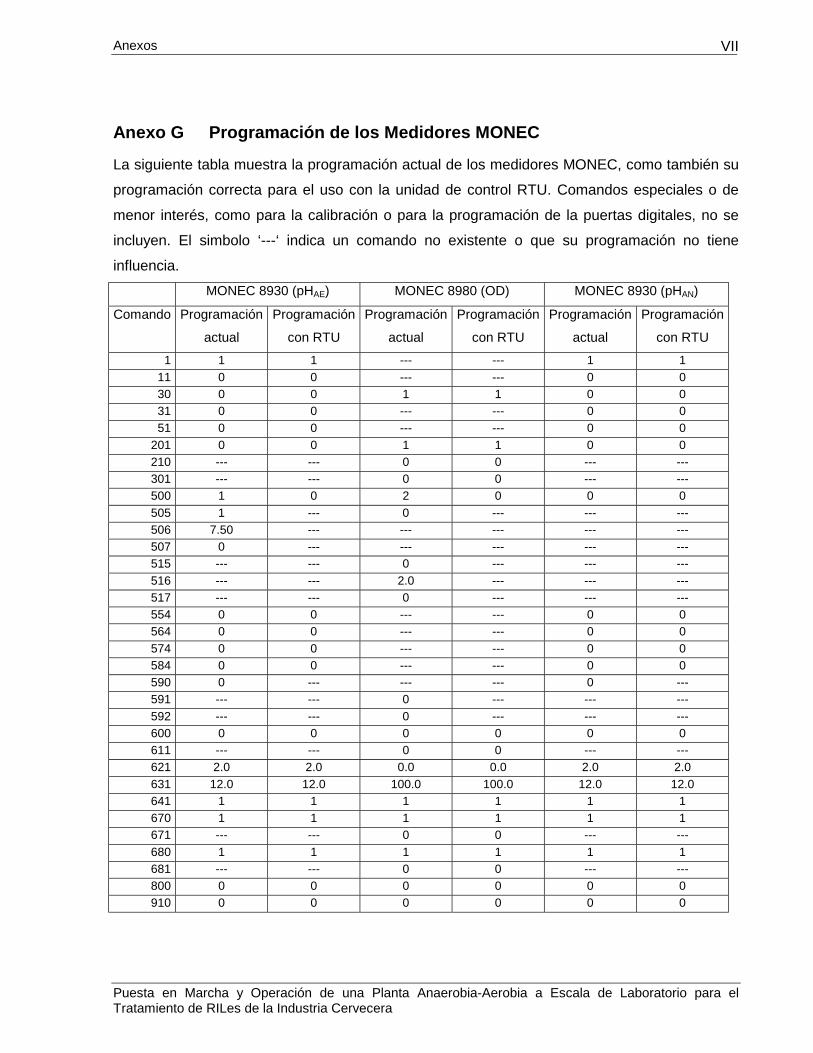
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
VII
Anexo G Programación de los Medidores MONEC
La siguiente tabla muestra la programación actual de los medidores MONEC, como también su
programación correcta para el uso con la unidad de control RTU. Comandos especiales o de
menor interés, como para la calibración o para la programación de la puertas digitales, no se
incluyen. El simbolo ‘---‘ indica un comando no existente o que su programación no tiene
influencia. MONEC 8930 (pHAE) MONEC 8980 (OD) MONEC 8930 (pHAN)
Comando Programación
actual
Programación
con RTU
Programación
actual
Programación
con RTU
Programación
actual
Programación
con RTU 1 1 1 --- --- 1 1
11 0 0 --- --- 0 0 30 0 0 1 1 0 0 31 0 0 --- --- 0 0 51 0 0 --- --- 0 0
201 0 0 1 1 0 0 210 --- --- 0 0 --- --- 301 --- --- 0 0 --- --- 500 1 0 2 0 0 0 505 1 --- 0 --- --- --- 506 7.50 --- --- --- --- --- 507 0 --- --- --- --- --- 515 --- --- 0 --- --- --- 516 --- --- 2.0 --- --- --- 517 --- --- 0 --- --- --- 554 0 0 --- --- 0 0 564 0 0 --- --- 0 0 574 0 0 --- --- 0 0 584 0 0 --- --- 0 0 590 0 --- --- --- 0 --- 591 --- --- 0 --- --- --- 592 --- --- 0 --- --- --- 600 0 0 0 0 0 0 611 --- --- 0 0 --- --- 621 2.0 2.0 0.0 0.0 2.0 2.0 631 12.0 12.0 100.0 100.0 12.0 12.0 641 1 1 1 1 1 1 670 1 1 1 1 1 1 671 --- --- 0 0 --- --- 680 1 1 1 1 1 1 681 --- --- 0 0 --- --- 800 0 0 0 0 0 0 910 0 0 0 0 0 0
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
VIII
Anexo H Descripción Breve del RTU-Terminal y las Configuraciones Apropiadas
Menú Sistema La opción Propiedades del menú Sistema permite configurar todos los parámetros del sistema;
éstos son:
Configuración de la puerta de comunicación (Propiedades)
• Puerta: COM2
• Velocidad máxima: 9600 baud
• Preferencias de conexión:
Data Bits: 8
Parity: none
Stop Bits: 1
• Echo: off
• Control de flujo: none
Tipo de configuración de las RTUs (RTU) Sirve para seleccionar las señales (análogas y digitales) y configurar sus parámetros de
acuerdo a las necesidades propias del usuario. En el caso de la planta presente se tiene que
configurar las señales análogas de los dos medidores de pH (pH y temperatura) y del medidor
de oxígeno disuelto (OD y temperatura). De mayor interés es la programación correcta del
número del input análogo (Número Interno RTU), el nombre identificatorio de la señal, para ser
mostrado en la pantalla de la planta, su estado habilitado, la calidad (directo), la unidad de
medición y valores numéricos para efectuar el escalamiento de la señal según la fórmula
Valor Final = (Valor Inicial * Mulitplicador) / Divisor + Offset
donde el Valor Inicial corresponde a un valor en el rango de 0 a 1023. El Valor Inicial es
calculado por el conversor análogo-digital que recibe la señal análoga (4-20 mA) de los
medidores. Los valores numéricos necesariamente tienen que corresponder a la programación
de las señales de output análogo de los distintos medidores MONEC.
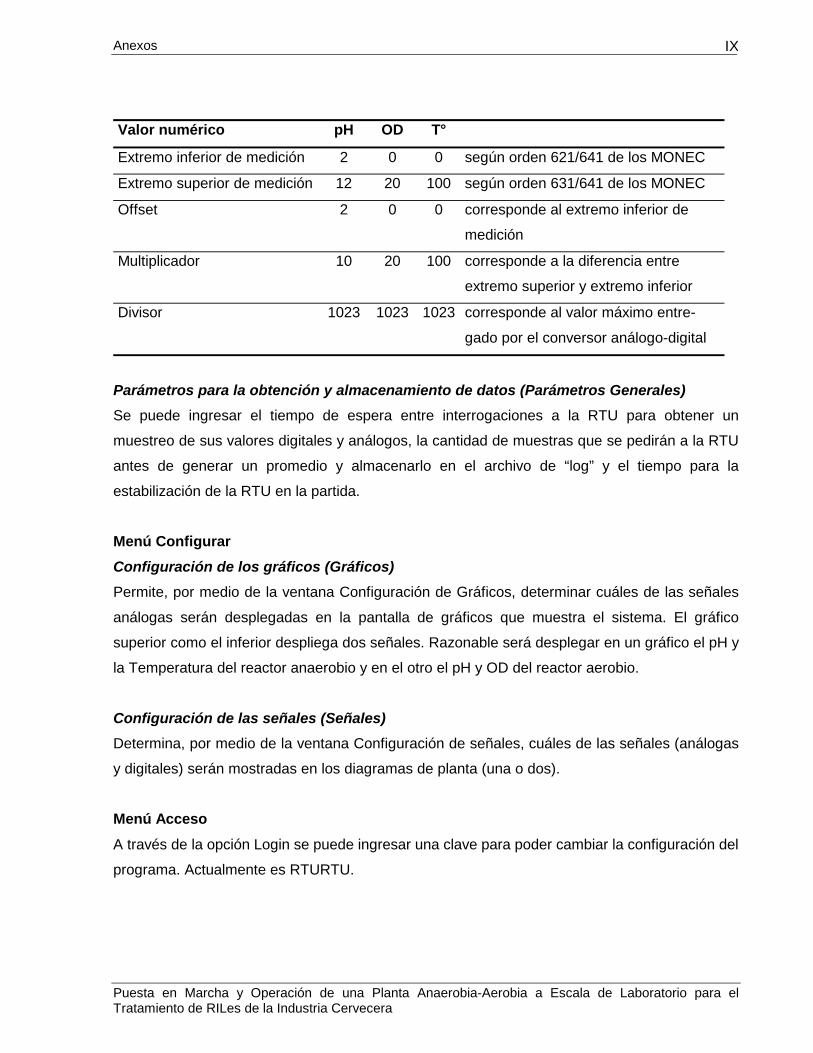
Anexos
Puesta en Marcha y Operación de una Planta Anaerobia-Aerobia a Escala de Laboratorio para el Tratamiento de RILes de la Industria Cervecera
IX
Valor numérico pH OD T°
Extremo inferior de medición 2 0 0 según orden 621/641 de los MONEC
Extremo superior de medición 12 20 100 según orden 631/641 de los MONEC
Offset 2 0 0 corresponde al extremo inferior de
medición
Multiplicador 10 20 100 corresponde a la diferencia entre
extremo superior y extremo inferior
Divisor 1023 1023 1023 corresponde al valor máximo entre-
gado por el conversor análogo-digital
Parámetros para la obtención y almacenamiento de datos (Parámetros Generales) Se puede ingresar el tiempo de espera entre interrogaciones a la RTU para obtener un
muestreo de sus valores digitales y análogos, la cantidad de muestras que se pedirán a la RTU
antes de generar un promedio y almacenarlo en el archivo de “log” y el tiempo para la
estabilización de la RTU en la partida.
Menú Configurar Configuración de los gráficos (Gráficos) Permite, por medio de la ventana Configuración de Gráficos, determinar cuáles de las señales
análogas serán desplegadas en la pantalla de gráficos que muestra el sistema. El gráfico
superior como el inferior despliega dos señales. Razonable será desplegar en un gráfico el pH y
la Temperatura del reactor anaerobio y en el otro el pH y OD del reactor aerobio.
Configuración de las señales (Señales) Determina, por medio de la ventana Configuración de señales, cuáles de las señales (análogas
y digitales) serán mostradas en los diagramas de planta (una o dos).
Menú Acceso A través de la opción Login se puede ingresar una clave para poder cambiar la configuración del
programa. Actualmente es RTURTU.





























