Embed Size (px)
Citation preview

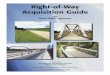
SG (Steam Generator)
PZR (Pressurizer)
RCP (Reactor Cooling Pump)
RPV Reactor Pressure Vessel
SL (Surge Line)
MCL (Main Cooling Line)
Inspection Qualification II
Qualification According to ENIQ of Complete EPR RPV Inspection Using Phased Array F. Mohr, G. Guse, intelligeNDT System & Services, Germany
INTRODUCTION
On each new reactor a base line inspection has to be performed after completion of installation. The inspection has to follow the actual country specific requirements and guidelines.
Due to the new technology qualifications can not be transferred according local rules in most countries. Therefore qualifications have to be done from scratch. For the new EPR in Finland and in France AREVA is performing the qualifications for each inspection area of the RPV.
Qualification from scratch means defining and describing techniques. But also the demonstration of the feasibility of the scanner, the technology and people in open and blind test.
The detailed steps of each qualification are: � technique improvement on open test blocks � technical justification � procedure � factory acceptance test of the whole system (includes scanner) � procedure demonstration on blind test blocks � people qualification in blind tests (detection, characterization, sizing)
QUALIFICATION WORK SCOPE AT EPR
UT inspections have to be done on all components of the primary circuit of the EPR. The following picture shows all relevant components of the AREVA reactor type EPR (Figure 1).
Figure 1 - components of AREVA EPR

Concentrating only on the RPV several inspection areas are defined (Figure 2).
Figure 2 - inspection areas of the RPV
QUALIFICATION TASKS To minimize the number of qualifications, each inspection area is checked in regarding of essential parameters, restrictions and proposed technique. In discussion with the qualification body an agreement has to be found which areas can be covered by a single qualification.
For example the vessel welds have differences in surface conditions and in limitations of the scanning area. But due to the potential of the phased array technology 3 areas can be covered by the same technology and can be bundled in a single qualification. Only the bottom head weld has a much different wall thickness therefore a separate qualification has to be performed. (Figure 3 and 4)
Group 1 / 1a & 1b & 1c Vessel welds in the wall thickness range of ~ 257 mm Group 2 Bottom head weld in the wall thickness range of ~ 152 mm
Figure 3 - vessel weld qualification groups
Weld / Component:
� 1. Circumferential Shell Welds
� 2. Bottom Head Weld
� 3. Nozzle to shell welds
� 4. Inner Radii (inlet/outlet)
� 5. Safe-End Welds
� 6. Flange Threads
� 7. Cladding surface
1
3
2
4
5
6
1
1 7
# 1a
# 1b
# 1c
# 2

In detail the inspection area check for the vessel welds gives the following information (Figure 4).
Figure 4.1 Weld # 1a None parallel surfaces Angle of incidence is changing
Figure 4.2 Weld # 1b Parallel surfaces Ideal conditions
Figure 4.3 Weld # 1c Parallel surfaces Limitations in scanning area
Figure 4.4 Weld # 2 Smaller wall thickness Parallel surfaces Limitations in scanning area
Figure 4

Gr. 12: RPV safe-end to pipe welds
Gr. 7: RPV nozzle to safe-end welds
Gr. 18: NIR (nozzle inner radius)
Gr. 2: RPV Nozzle-to-Shell welds
This descript 2 groups are only the vessel welds, but on the vessel there are more areas which have to be inspected. There are 4 additional areas related to the nozzles (Figure 5), and 2 more inspection areas related the head (Figure 6) different in welding or geometrical configuration.
Figure 5 - inspection areas related to the nozzle
Figure 6 - inspection areas related to the head
As listed in the 1st chapter the qualification according ENIQ procedure requires beside the
technical aspects also the definition of the essential parameters of the proposed scanning system and a factor acceptance test with the scanning system together with the complete inspection chain, starting from probe, via cabling, UT instrument and analyze software.
In advance to qualify a most flexible system, to scanning devices from AREVA were specified for the vessel inspection in contact UT technology for the EPR reactors.
Gr.14: RPV closure head penetration to CRDH flange welds
Gr.4: RPV closure head to flange weld

One is the in Germany well established CMM (Figure 7a and 7b).
Figure 7a - principle of CMM Figure 7b - picture of CMM The other one is the AREVA development “TWS” trans world system (Figure 7c and 7d). A
common scanner development between all AREVA NDE providing units AREVA Inc. in USA, Intercontrol in France and IntelligeNDT in Germany. Under the lead of AREVA Inc. the system was developed and meanwhile several times successfully used for RPV inspections in USA within the last 3 years.
Figure 7c - sketch of TWS Figure 7d - details of TWS Both scanner systems are modified in design for fitting in the larger dimensions of the EPR. For
the first application in OL3 in Finland, the TWS is the preferred scanning system.
INPUT PARAMETER Following the ENIQ guidelines for all essential parameters have to be defined and reported in
the technical justification. This procedure has to be done for each single inspection area. For the vessel welds the input parameters are listed in Figure 8.

Figure 8 - Input parameter for vessel welds
QUALIFICATION PROCESS
For verifying the inspection technique, the chosen and in the technical justification descript technology has to be optimized and validated on open test blocks and finally validated on blind test blocks on “real” defects. First the procedure has to be qualified. After passing this step each individual who has to do analysis afterwards onside has to qualify himself. For a 3 shift job a minimum of 3 people has to be qualified. To guarantee a smooth outage the supplier has to qualify also some spare analysts and some more for being prepared for even a larger number of indications which have to be characterized and sized within a fixed set outage time. AREVA intelligeNDT qualified for the vessel welds 7 individuals.
The required test blocks have be similar in material and geometry compared with the final component. The test blocks must have an agreed number of defects with different sizes and shapes. The agreement must be made with the qualification body and has to be online with the local code. Figure 9 shows a test block for the Vessel welds.
Figure 9a - Test block for vessel welds Figure 9b - Test block for vessel welds
TB for lower closer head
TVO306
Length Sizing ± 19 mm TWE Sizing ± 3,2 mm
Tolerance
Detection target (height x length): 4,5 mm x 18 mm
Detection target (height x length): 4,5 mm x 18 mm
Defect size Shell to Bottom Weld
Detection target (height x length): 8 mm x 32 mm
Detection target (height x length): 8 mm x 32 mm
Defect size Shell to Shell Weld
Through wall Surface breaking defect
Through wall Interface breaking defect (clad / base
material) into the ferrite material, with add. extension of cladding material,
Sizing upper tip starting 3 mm from surface
Defect position
Mechanical fatigue crack Roughness: smooth or rough defects
Branching: none
Mechanical fatigue crack Roughness: smooth or rough defects
Branching: none
Defect Morphology
Transversal or longitudinal Tilt 0° ± 10° / Skew 0° or 90° ± 5°
Transversal or longitudinal Tilt 0° ± 10° / Skew 0° or 90° ± 5°
Defect Orientations OD surface breaking defects ID surface breaking defects Defect Locations
7 people qualified for detection, 5 for sizing

ACHIEVED RESULTS
The already performed qualifications were also optimized in dose reduction and inspection time. All parameters which are influencing these issues have also been recorded and are fixed linked to the qualified procedure. The achieved results for the inspection of the vessel welds are listed in Figure 10.
■ Max. Scanning speed with parallel trigger: 250mm/sec (9,8 in/sec)
■ Only 4 phased array probes in one line
■ One area is only scanned once
■ Detection and sizing in one single scan
■ One probe set-up for Detection and Sizing (different programming only)
■ Longitudinal and transversal defects inspected parallel in one scan
■ Single side qualification for Detection and Sizing
■ Validated procedure foresee CMM and TWS manipulator for inspection
performance.
Figure 10 - Achieved results For minimization of the qualification in time and in work effort the chosen inspection
techniques inclusive the sizing techniques were done with one type of transducer. A standard transducer would not be able to solve all this inspection tasks. But a specific developed passed array transducer is able to cover it all. This transducer was developed, designed and manufactured in house at AREVA intelligeNDT and gives the possibility to select the relevant angles and wave modes. It also can be focused in different depth to be more efficient in sizing in different depth.
Figure 11 shows a sketch of this specific phased array transducer which is qualified for vessel welds, nozzle areas and also the vessel head inspection areas.
Figure 11a - Sketch of qualified Figure 11b - Bild of qualified Figure 11c - Probe Phased array transducer Phased array transducer arrangement of vessel
weld inspection with Phased array transducer
Phased Array Probe: 35SET1,5 /
56EL1,5
Y
56E
35SE
35SE
Far and Near Surface Inspection
Near Surface Inspection
X

CONCLUSION
Qualification of NDE inspection techniques on new components following the ENIQ principles or comparable code requirements need a well planned an organized project. The duration of such a qualification calculated from receiving the contract until final qualification of all necessary team members depends on the number of qualification groups, but is in minimum 2 years for a whole component like vessel.
Qualifications are valid 5 years. To be efficient the qualified staff should be available at least for one inspection period which lasts between 4 to 10 years according the local code.
Beside the technical issues which have to be handled and developed if not yet available, the availability of well trained young enough staff with multi language skills, suitable cold equipment, space in testing facility has to be guaranteed by the supplier. But also the time frame has to be reserved and the budget has to be calculated.
Qualification of NDE inspection techniques on new components is a team work between customer (utility), qualification body and vendor. Only together result can be achieved within the calculated time schedule and budget.
AREAV, intelligeNDT System & services has a long list of already performed qualification and a long history of qualifying NDE techniques world wide. We are ready to be Your partner for Your qualification job in the next future.