Embed Size (px)
Citation preview

w w w . k b a - p r i n t . c o m
3Issue 1/2006
P R O D U C TS | P R AC T I C E S | P E R S P E C T I V E S
ContentsCombining hybrid inks, overprint varnishes and UV coatings in sheetfed offset
Accr
edite
d For HybridPrinting.
Product No.:
Quality enhancement with hybrid productionThe term hybrid derives from the Latin hibrida, mean-ing the offspring of a mixed union. Although the unionreferred to was originally restricted to humans oranimals, the term hybrid is now most commonly usedin horticulture to describe plants of mixed parentage(hybridisation) and in the automotive industry todescribe vehicles propelled by a combination of internalcombustion and electric power (hybrid motor).In sheetfed offset today, hybrid presses are generallytaken to be presses with the ability to apply hybrid inksand a final UV coating as well as conventional offsetinks and an aqueous coating – with easy conversionbetween the two different modes of operation and noneed to exchange the rubber rollers, blankets anddryer modules.Hybrid inks incorporate two different chemical dryingproperties: they dry by oxidation and penetration likeconventional oil-based inks, and harden under UVradiation like UV-curing inks. To accommodate thedifferent modes of operation hybrid presses are config-ured with IR, thermal air and UV dryer modules.Hybrid coating is a cost-effective yet versatile inlineprocess for quality enhancement. It is also a less chal-lenging introduction to UV print production. The glosslevels that can be achieved by applying UV coatings to
hybrid inks are equal to those delivered by pure UVprinting systems. A full-solid UV coating in conjunc-tion with a matt or granular overprint varnish appliedin the offset register is an economical way of creatingsome attractive and unusual gloss contrasts. Printdesigners benefit from the freedom that this conveys,while users benefit from the ability to exploit newlines of business. Hybrid technology is available forvirtually every market addressed by sheetfed offsetand offers enormous potential for winning newaccounts.In other words, hybrid presses deliver diverse andstunning effects inline without the drawbacks of two-coater or pure UV presses. The potential they offerprinters in the form of cost savings, quality enhance-ment and range of applications is examined objectivelyin this issue of Process. There are also chapters on thelatest advances in hybrid technology and the impor-tance of choosing the right (ie tested and mutuallycompatible) consumables to ensure a trouble-free per-formance. KBA has been a driving force in the evolu-tion of hybrid technology, and this publication is theproduct of the expertise and experience that we andour development partners, and our customers as users,have gained over the years.
KBAEditorial 2
Inks and coatingsDrying 3KBA dryers 6Choosing the right system 10Adhesion 11Test methods 14
UV technologyLamps 15Compatible consumables 18Blankets and washes 22Paper specifications 24Hybrid ink specifications 26Coating specifications 28
Gloss coatingGloss 30Offline coating 31Inline coating 32
Hybrid technologyRetrospect 36Fogra test 39Cost-efficiency 44Waterless hybrid inks 47
EnvironmentEmission testing 49Alcohol-free dampening 51
HandlingBenefits and tips 53
ApplicationsPressroom examples 58
Contacts 63Resources/partners 29
Editorial
2 Process 3 | 2006
Hybrid has come of age
Demand in the industry for issue no. 2 of KBA Process, spotlightingwaterless, keyless offset, had copies flying off the shelves at such a ratethat our stocks are all but exhausted. We are now following it up byfocusing on another aspect of print production in which KBA has beenan initiator and driver: hybrid technology, a fresh take on productenhancement in sheetfed offset that is catching on fast among mem-bers of the trade.
As the name indicates, hybrid technology represents a melding of dif-ferent production processes, in this case along with new consumables(hybrid-compatible inks and coatings), advanced press engineering andhighly specialised know-how. KBA initiated the first applications of thistechnology in Europe some six years ago. Since then we have workedclosely with major players in the ink and coating industry to develophybrid technology to its present level of maturity, expounding the eco-nomic and technical benefits it can deliver and tirelessly promoting itsadoption – amid ceaseless sniping from various corners – at trade fairs,dedicated events and in the trade press. Its success in the market hasvindicated us on every count. Since the official launch at Drupa 2000we have sold a grand total of 250 half-size to VLF Rapida presses witha hybrid capability. Most of them are configured with five or more ink-ing units, a coater for UV and aqueous coatings and a delivery exten-sion for IR, thermal air and UV dryers. Many have been in operationfor a some years now and have compellingly demonstrated their supe-rior performance. The sheer diversity of applications they support,some of which are detailed in this issue, have enabled hybrid users toraise their profile in the marketplace with some stunning print samplesto win new accounts and offer ad agencies more space for creativitywithout breaking the bank.
And it is by no means only Rapida presses that are used for hybridapplications. Other brands have jumped on the bandwagon as it gath-ered momentum, and now trumpet its virtues as if they had neverbeen in any doubt. Pioneers with the courage of their convictions donot struggle alone for long if their ideas prove successful. And this isall to the good, because without competition there would be no rapidadvances in sheetfed offset and inline finishing such as we have expe-rienced over the past 30 years. The graphic arts industry needs a con-stant stream of new ideas, not merely a stubborn defence of a statusquo that has reliably delivered results, but only with familiar technolo-
gies. The industry needs visionaries with staying power on both thedemand and the supply side, visionaries who are not going to fall at thefirst hurdle. Because print will only survive in the long term if it offersmore than just ink on paper, cartonboard or plastic. Print can and mustarouse emotions, and sheetfed offset can and must raise its profileabove that of copiers. Hybrid technology makes an invaluable contribu-tion, as you can see on the following pages. Perhaps you, too, will soonbe joining the swelling ranks of hybrid enthusiasts who gather in theirhundreds to compare notes and learn the latest at the user meetingswe organise each year.
Yours,
Albrecht Bolza-Schünemann, president and CEO, Koenig & Bauer AG

Drying and curing | Basic principles
Drying method dictates ink formulaSheetfed offset can accommo-date inks and coatings with wide-ly differing levels of viscosity.Even at press speeds of around18,000 sheets per hour, high-viscosity inks and oil-based over-print varnishes (OPVs) can berun just as easily as low-viscosityUV coatings and water-based(aqueous) coatings. On hybridpresses, aqueous coatings play arole only during conventionalproduction. For preference, UVand aqueous coatings are appliedby an anilox roller and doctorblade – standard items of equip-ment on KBA Rapida dual coaterand hybrid presses. Oil-basedOPVs are applied the same wayas ink – via an inking unit withdampened offset plates – whichensures precise registration.The inks and coatings are formu-lated for one or more specificdrying methods, and the dryerengineered to assist or initiatethe underlying principle. A tableof the physical and chemical dry-ing principles involved can beseen overleaf.The primary components insheetfed offset inks are thebinder (binding agent), colorantand additives, all of which inter-act. So there is always the possi-bility that one substance willimpair the function of another.
As a result it is not easy for inkmanufacturers to formulate spe-cific properties into the ink or todeliver upon demand enhance-ments with regard to drying, per-fecting, ink fly, stacking or (forfood packaging) odour and taste.The largest component by massin sheetfed offset inks is thebinder, which functions as a vehi-cle for the other components andhelps the ink to form a filmon the substrate. Commonly re-ferred to as resin, the binder ismore accurately a blend of hard-ened resins, mineral and/or veg-etable oils and a siccative (dryingagent). In other words it is just avarnish used in ink formulation –an indication of its chemicalproximity to colourless OPV. Nowthat other types of coating arewidely available, the propensityof oil-based varnishes to yellowplays a minor role, and hybridproduction has given this var-nish a new lease of life as ameans of creating gloss con-trasts. When a full-solid UV glosscoating is applied to the sheet itcannot adhere to any areasalready covered in an oil-basedOPV.
Oils dissolve resins, disperse pigmentsThe purpose of adding mineraland/or vegetable oils is primarily
to dissolve hard or tacky resins sothat the ink flows more easily.Another is to disperse the col-orant evenly and encapsulate thepigments. Vegetable oils have adirect impact on ink oxidation. Ifthey completely replace the min-eral oils the ink can be termedenvironmentally friendly.
Resins form filmsA common property of all naturaland synthetic resins is that dur-ing the drying process they forma skin. They must therefore beselected according to how theink is to dry. Inks that dry purelyby oxidation and those that dryby a combination of oxidationand penetration have a high per-centage of alkyd resins and colo-phonies (or rosins), but need oilas a solvent to help them flow.Radiation-cured inks and coatingsrequire no oils or other volatilesubstances. Radically cured UVinks and coatings, and the lesscommon electron-beam (EB)cured inks, are mainly based on
acrylic (AC) resins. Cationicallycured UV inks have a large pro-portion of epoxy (EP) acrylatesand specialised resins.In the binder used for radiation-hardened inks and coatings, sim-ple and complex resin molecules– called monomers and oligomersfor convenience – assume thefunction of both resin and oil. InUV and EB systems, viscosity isinfluenced by the monomers,which function as a thinner inplace of oil because they are freeand non-cross-linked. Since theyoptimise fluidity they constitutea major component of UV coat-ings.Oligomers, which are com-pounds cross-linked into smallchains (prepolymers), influencethe gloss, hardness, abrasion andchemical resistance of the poly-mers subsequently formed. The monomers and oligomersremain separated in the coatinguntil the groups of highly reac-tive free molecules within themare seized on by radicals or
3Process 3 | 2006
Formulating and drying sheetfed offset inks and coatingsThe inks and coatings used in sheetfed offset, and thus in the hybrid process,
differ in the physical and chemical principles by which they dry or harden. So
selecting the appropriate inks and coatings for any specific job depends not
only on substrate absorbency but also on the required speed and degree of
drying, the visual effects to be achieved, the proposed applications and the
impact on health and the environment. And, of course, the press must be
equipped with suitable dryers. A lot of the components in inks and coatings
have a direct or indirect impact on how well they dry.
The main component of offset ink is varnish, which functions as a binder

Drying and curing | Basic principles
4 Process 3 | 2006
cations – the links to three-dimen-sional cross-linking (polymerisa-tion).Hybrid inks contain resins thatare suitable both for inks that dryby oxidation/penetration and byradical UV curing, so they arguablycombine the best of both worlds.The oils, for example, prevent theink fly that is one of the drawbacksof UV inks. Also, hybrid inks canbe overprinted directly with bothUV coatings and special OPVs.
And whereas pure UV inks andwashes require special equipmentbecause they are so aggressive,hybrid inks are relatively mild, sothe chemical and physical resist-ance of the standard rubber rollersand universal blankets specifiedfor conventional inks is perfectlyadequate.UV inks, UV coatings and hybridinks all require ozone extractionat the end-of-press dryer, while EBinks need protection from x-rays.
Siccatives promote polymerisationThe term siccative is used todenote the substance responsiblefor the chemical drying process,which can be gradual, by oxida-tion, or immediate, by some formof radiation. In both cases theprocess initiated is polymerisa-tion.In inks that dry either partially orsolely by oxidation, the siccativeacts as the oxidant and theproportion of siccative can be
increased by the press operator.Because the oxygen in air isinvolved in oxidation, the layer ofink starts drying gradually fromthe surface inwards, so the for-mation of a skin is not an accu-rate indication of the actualdegree of hardening. In practiceit has been found that the appli-cation of heat actively acceleratesthe relatively slow process ofpolymerisation. An inline aque-ous coating capability is thus notthe only reason why a lot ofcolour presses are equipped withinfrared and thermal dryers.The inks in hybrid presses dryand harden in several stages.Interdeck UV dryers are normal-ly inserted between the printingunits to superficially dry thelower layers of ink withoutimpairing penetration by the oil-based components. Immediatelyprior to delivery, heat is appliedto accelerate oxidation, followedby UV radiation. This allows theUV coating sufficient dwell timeto form a smooth, high-gloss fin-ish. The plug-in dryer modulescan be inserted at any port in adouble delivery extension or thedelivery. To support hybrid pro-duction KBA has developed a
Monomers and oligomersThe terms monomers and oligomers are commonly used in technical literature because of their brevity. However, it would be morecorrect to use the terms given in UV protocol version 9/2001 issued jointly by four national safety councils – CNAMTS in France, BGDruck & Papierverarbeitung in Germany, ISPESL in Italy and HSE in the UK – on “improved conditions of use of UV technology in theprinting industries of the signatory countries.” This defines the monomers in UV inks as “stenomeric acrylates with a low molecularweight” and the oligomers as “eurymeric acrylates with a high molecular weight”. Both are components of hybrid inks.
During the oxidative polymerisation of resin molecule, theambient oxygen reacts with the oxidising medium, splittinginto reaction-friendly oxide ions that cross-link the resin viawhat are known as oxygen bridges. Catalysts enhanceoxygen absorption in the binder, IR radiation acceleratesoxidation
During the curing process, UV radiation causes the photoinitiator(PI) molecules to decompose into radical (PI-) or complex (PI+)cations. The products arising from this decomposition cross-linkthe monomers (MM) and oligomers (OM) to create a polymer
Methods of drying or curing inks and coatings, and possible applications
Drying principle External initiator or accelerator Applications
Physical process:
Absorption of binder IR radiation, possibly thermal radiation Conventional and hybrid inks (in conjunction with oxidation) for absorbent substrates; conventional and waterless coldset inks dry by penetration only
Evaporation of volatile mineral oils in binder Thermal, flotation or IR radiation Heatset inks; waterless offset inks for printing plastic
Evaporation of volatile base fluid Thermal radiation (modular, flotation, impact jet dryer);thermal fixation
Solvent-based inks (gravure, screen, pad, flexo), coatings (offline) and toners (ink-jet); liquid toner (HPindigo/Toyo ElectroInk)
Evaporation of high-boiling base fluid Thermal or possibly IR radiation Water-based (aqueous) coatings, inks (flexo, gravure) and toners (thermal ink-jet)
Precipitation of binding agent and absorption of solventwith moisture
Moisture in substrate, steam application Moisture- or steam-set corrugated print production
Resolidification of melted or evaporated wax Room temperature; thermal fixation Phase-change ink sticks for ink-jet; ink-bearing films for thermal sublimation; dry and liquid toner
Chemical process:
Oxidative polymerisation of binder Ambient oxygen, powder application (for better pileventilation), acceleration by IR and thermal radiation,possible addition of siccative (in ink feed)
Conventional, hybrid, waterless offset and screen-printing inks for absorbent substrates, oil-based overprintvarnish (in conjunction with penetration) for absorbent substrates and ink layers; purely oxidising offset inksfor film
Polymerisation of acrylic binder through decomposition of photoinitiators into radicals
Continuous UV radiation, excimers (flexo only), possibly ininert nitrogen atmosphere
Radical UV-cured inks and coatings for sheetfed, heatset and narrow-web offset, screen, flexo and gravure,offline coating; hybrid inks for sheetfed offset; waterless UV offset inks for plastic film, cards, CDs and narrow-web presses (labels, packaging)
Polymerisation of epoxy binder through cations releasedby photoinitiators
Pulsed UV radiation or IR radiation Cationic UV-cured inks and coatings for sheetfed offset, narrow-web flexo/offset; dual-cure inks for sheetfed offset
Polymerisation of acrylic binder through splitting of radicals
Electron beams rendered inert in nitrogen atmosphere EB-cured inks and coatings for sheetfed offset, narrow-web offset and flexo
Polymerisation, polyaddition or polycondensation of twobinder components
Possible addition of solvent, depending on reaction mechanism
Two-component and plastic inks for screen printing

Drying and curing | Basic principles
twin-tube carbon IR dryer whichcan also be fitted in conventionalpresses (see next chapter).
Radiation hardening with and without photoinitiatorsUV inks and coatings and, to alesser degree, hybrid inks, con-tain as a siccative photoinitiatorsthat decompose into highly reac-tive molecules when exposed toUV radiation. The organic pho-toinitiators for the various typesof resin release either negativelycharged radicals or positivelycharged polyatomic ions (com-plex cations). These react withthe groups of free molecules inthe resin, triggering the poly-merisation process. Since thephotoinitiators are added prior toshipping, the inks and coatingsmust be stored well away fromthe light.Photoinitiators are relativelyaggressive components, but sincehybrid inks and washes containfar fewer than UV inks, the print-ing units do not have to be spe-cially protected. Odour remainsa problem, though this is lessnoticeable in hybrid inks than inradical UV inks and coatings, andis imperceptible in cationic UVinks.At present, all the hybrid inksand UV coatings used in sheetfedoffset contain radical substancesonly. Above a certain power levelan end-of-press UV dryer can curethe inks and coatings in a matterof seconds. Radical UV coatingscan also be applied more thicklythan cationic ones, and this is akey factor in creating gloss.Although a cationic formulationwould have the advantage of con-tinuing to harden once radiationhas ceased, thus ensuring that theink or coating dries right through,with thick layers this can take sev-eral hours. Also, at high pressspeeds more than one end-of-press UV dryer would be requiredbecause of the longer radiationexposure needed, and this wouldcut the dwell time in which thecoating can spread.There has been a lot of researchinto what have been dubbed
dual-cure inks, which basicallydry by oxidation and penetration,and thus in theory could be usedfor conventional applications (iewithout the inline coating neces-sary for hybrid inks), but arebriefly exposed to UV radiationto pre-harden the surface so thatprints can be finished withoutdelay. If these research effortsprove successful, dual-cure inkscould be run on hybrid presses asa third mode of operation and onconventional presses as an alter-native to protective coatings toallow faster finishing.EB inks do not require a siccativeand electron beam radiation ispowerful enough to trigger poly-merisation without radicals.Because EB radiation also killsgerms, this process is primarilyused for printing sterile packag-ing. The high initial investmentcosts are outweighed by the effi-ciencies accruing from the factthat the layers of ink on bothsides of the sheet harden instan-taneously when only one side isirradiated.
Colorant influences more than visual appearanceThe colorants used in sheetfedoffset inks are all pigments.Pigments are defined as organicor inorganic crystals and theiragglomerations. In their undis-solved form they are suspendedevenly in the binder. The biggerthe pigment particles and thehigher their concentration in thebinder, the faster the ink driesor hardens. ‘Effect’ pigments(metallic, iridescent) can also beadded to inks and aqueous coat-ings.Hybrid inks are available withpigments whose concentration,agglomeration and chemicalparameters are largely the sameas those in conventional printinginks, so they are basically closerto conventional inks than to UVinks. This is the reason why dotgain with hybrid inks is the sameas with conventional inks. UnlikeUV inks the characteristics donot have to be changed, whichmakes it easier to introduce
hybrid technology in the pressroom and to switch between con-ventional and hybrid operation.However, pigment colour impactson the curing process of the UVcontent in hybrid inks, just as itdoes in UV inks: the longer thewavelength, ie the greater the dis-tance from the UV range (in otherwords primarily process yellowand spot reds), the smaller the
impact of the UV radiation. This isbecause a high proportion of theultraviolet spectral components inyellow and red pigment particlesis absorbed, so they remit fewerUV rays and literally overshadowadjacent particles. With hybridinks, this can be counteracted byaccelerating oxidation prior to thefinal UV curing, but that is not anoption with UV inks.
5Process 3 | 2006
What you should know about hybrid inks
Drying: by oxidation, penetration and radical UV radiation, either simultaneouslyor consecutively; oxidation compensates for imperfect UV curing (eg of red and yellowpigments)
Dryer technology: multistage – one to two interdeck UV dryers to trigger cur-ing, IR and thermal dryers in the delivery extension to accelerate oxidation in hybridinks and/or oil-based varnishes, end-of-press UV dryer in the delivery for hybrid inksand UV coating
Formulation: wet and waterless offset inks available
Pigmentation: as for conventional inks; process and special inks available
Dot gain: as with conventional inks (an advantage when changing the operatingmode); unlike UV inks they require no special characteristic curves
Printability: easy to handle, no ink fly
Material compatibility: no problem if KBA/Fogra-accredited hybrid inksand hybrid-specific oil-based OPVs, UV coatings and washes are used, plus stan-dard rubber rollers and blankets for conversion between conventional and hybrid pro-duction
Coatability: direct (ie no need for primer) with UV coating; in combination withoil-based OPV and UV coating to create gloss contrasts
Value for money: dearer than standard and UV inks, but cheaper to apply andmore versatile
Car brochure printed using hybrid inks plus matt and gloss coatings

Drying and curing | KBA systems
6 Process 3 | 2006
Additives for fine-tuningSince oils, resins, siccatives andpigments can be combined in somany different ways, it followsthat they can only serve as rough-and-ready tools for determiningprintability, adhesion, drying andoptical properties. In order tofine-tune inks and coatings to suitspecific printing conditions, dry-ing scenarios and substrates, it isnecessary to use additives.These are chemicals that areblended in to prevent the ink, say,from forming a skin in the ducts(‘duct-fresh’) or from drying onthe rollers in the inking unit(‘roller-fresh’). But they can alsotake the form of catalysts andadditional siccatives for accelerat-ing individual drying processes. Dispergents help the oils encapsu-late the pigment particles and thusprevent lumps from forming, whilethinners determine viscosity.
Other specific substances, whichinclude silicone oils and theirsubstitutes for waterless offset,influence the pH value, emulsifi-cation and surface tension andtherefore optimise the interac-tion with the fount solution,plate surface and paper coating.Levelling agents make the ink orcoating spread faster upon appli-cation to create a richer gloss,
while waxes improve slippageand gloss. Many of these additives – withthe exception of waxes, whichare incompatible with UV coat-ings – have naturally been includ-ed in hybrid inks as well.
Complex demandsIt can be seen from the abovethat the practical demands madeon ink formulation and dryingtechnologies are enormouslycomplex, so it follows that opti-mising the properties of inks ingeneral, and of hybrid inks inparticular, for specific applica-tions is equally complex. Ahybrid label affixed to a can ofink or wash is thus no guaranteefor trouble-free printing and fin-ishing. On the contrary, it makesit all the more vital to use onlyinks, coatings and binders thathave been tested for compatibili-ty and accredited by KBA andFogra or approved by KBA.Hybrid coating is carefree onlyin conjunction with competentadvice.
Dieter Kleeberg
Continued from page 5
The red and yellow pigments in UV and hybrid inks do not cure as well as the blue, green andblack pigments. Hybrid inks compensate for this deficit by oxidising(Photos and illustrations: Kleeberg)
Innovative, high-performance dryersKBA’s universal VariDry system
unites flexibility and cost-efficiency.
Customised drying systemsKBA has a reputation for bespokeproducts, and its sheetfed offsetpresses are no exception. Eachmodule-based Rapida press isconfigured to meet the individualcustomer’s specifications. As aresult KBA can provide the idealkit for general-purpose and spe-cialist printing plants alike.But even when catering to highlyspecialised needs, KBA strives toensure that the ‘dream machine’affords an equally high degree offlexibility. As any printer can con-firm, no one print job is likeanother. And it is often the dry-ing technology that revealswhether the press deliveredembodies an ideal combination
of processes or whether theoperator must compromise onquality and cost-efficiency.Not surprisingly, for its hybridpresses KBA has developed a ded-icated drying system that definesthe benchmark in hybrid coating.A drying system fulfils its pur-pose when it enables the pressto accommodate the completespectrum of inking and coatingpermutations demanded for pro-duction. Hybrid inks, for exam-ple, can be finished with a UVcoating or with an oil-based over-print varnish plus UV coating,while conventional inks receive awater-based coating. The propor-tion of spot to full-solid coating,and also the maximum ink cov-erage, can differ enormouslyaccording to the combination ofcoatings used and the type of jobin hand. So KBA has made it pos-
sible to position the dryers at vir-tually any point – between theprinting units, in the deliveryextension and in the delivery –within a hybrid Rapida (see box,‘Standard hybrid press’). The IR,UV and thermal air units can bemoved freely from one positionto another, and additional onesplugged in at pre-installed dock-ing ports.
The never-ending search for technological perfectionNo shrink-wrapped dryer systemcan possibly deliver the ideal tech-nology for every application. KBA’songoing aim is therefore to offercutting-edge technology that isboth reliable and flexible, and tothis end has collaborated closelywith dryer manufacturers AdPhos-Eltosch, Grafix and IST Metz.
An end-of-press VariDry unit on a Rapida 105 hybrid press, showing the UV curing unit andthe heat section comprising CIR emitters and the thermal air wand
Turn to page 7
UV IR+TA

Drying and curing | KBA systems
The interfaces and docking portshave been rejigged and sheettravel adapted to dryer dimen-sions and performance levels.In 2003 KBA seized an oppor-tunity to integrate drying tech-nology earlier into its design andmanufacturing cycle so as tooffer a complete press/dryerpackage. During the Graph Expotrade fair in Chicago, US manu-facturer Air Motion Systems(AMS) of Golden, Colorado,signed a licensing agreementgranting KBA worldwide rightsfor the production, further devel-opment, distribution and servic-ing of AMS drying and curingsystems for installation in Rapida
sheetfed offset presses from the105 to 205. The modular UV, IRand thermal air systems are mar-keted collectively under thename VariDry. KBA will, howev-er, continue to offer the optionof dryer systems from other man-ufacturers.
VariDry for hybrid presses tooThe ability to manufacture anddevelop the VariDry system, rightdown to the individual dryermodules, at its Radebeul plantenables KBA to meld its expertisein sheetfed offset press engineer-ing – and more specifically insheet guidance in the dryer sec-tion and the selection of materi-
7Process 3 | 2006
Standard KBA hybrid press and optional extras
1 Five inking units for conventional and hybrid inks: a standard rubber coating on the rollers may only be usedin conjunction with KBA-approved consumables and aids. The four process colours can be followed in the fifth printing unit by anadditional colour or oil-based overprint varnish to produce gloss effects. Many users add an optional sixth printing unit for greaterflexibility.
2 Interdeck UV dryer: there must be a UV lamp between the final printing unit and the coater. If the press is configured withmore than five printing units and if print jobs entail a high level of ink coverage, a lot of spread, a high production speed and opaquewhite primer or metallic inks, it is advisable to add a second interdeck dryer that can be plugged in at any point. An interdeck dryershould have a power density of 160 to 200W/cm, if possible infinitely adjustable.
3 Coater with two separate circulating systems: this allows the press to be converted rapidly between twodifferent types of coating. An optional automatic ink pumping system for aqueous and UV coatings is even quicker and more con-venient. An integrated cleaning system with adjustable cycle timing cleans all the coating components automatically in a matter ofminutes and almost completely eliminates the need for manual cleaning. With this in place, conversion between UV and aqueouscoating takes just 10 minutes, and between identical types of coating (UV to UV, water to water) a mere one to two minutes.
4 Delivery extension: the extended dwell section for the coating contains a combined infrared/thermal air dryer which isused when printing standard inks and aqueous coatings.
5 End-of-press UV dryer: this features three lamps with power levels ranging from 160 to 200W/cm and, like the interdeckdryers, should preferably be infinitely adjustable to suit the substrate. The addition of a powder bar (P) at the maximum possibledistance from the end-of-press UV unit, towards the sheet brake, is recommended to prevent a glass-plate effect.
4 and 5 VariDry dryer: initially available only for the Rapida 105
6 ACS: optional air-cleaning system, strongly recommended. It supports the obligatory ozone extractor at the UV lamp by extract-ing the residual ozone and loose powder particles above the delivery pile.
The VariDry unit can accommodate seven Carbon Twin emitters
11111
2 2
3
445P
6
als and coatings – more closelywith dryer technology. This hasgreatly increased the flexibilityand range of applications possi-ble with VariDry: the modulesare freely interchangeable, theycan be placed in any position orsequenced by drying principle(UV, IR, thermal air), configuredin any quantity and performancelevel and can thus be customisedfor the substrate, image layout,ink type, coating and productionspeed. VariDry will initially beinstalled in all Rapida 105 press-es, ie all medium-format hybridpresses, and will later be extend-ed to other formats.If there is no end-of-press UVcuring, the delivery extension forthe new Rapida 105 can accom-modate 18 VariDry modules – ieseven infrared plus eleven ther-mal air – all freely interchange-able. Another new feature is thatthe heat registers for the thermalair are located on either sidedirectly in the delivery. Warm-airextraction is infinitely adjustablefrom the console.With end-of-press UV curing (ieon hybrid presses), the last threedocking ports are occupied byUV lamps with an output of 160to 200W/cm (400 - 500W/in)apiece. These lamps are alsointerchangeable. This is usefulwhen lamps with different powerlevels are used. Each lamp is sim-ply plugged in and can bechanged easily by the operator.
Drying and curing | KBA systems
8 Process 3 | 2006
Wavelengths used in IR drying
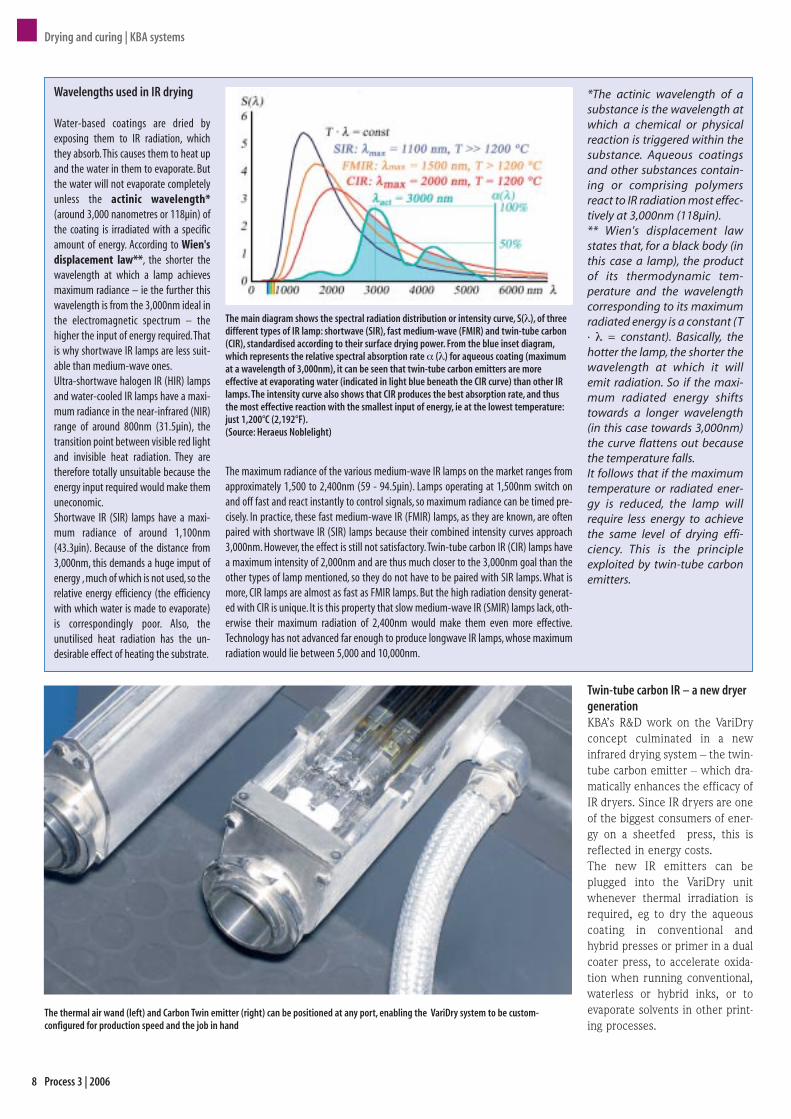
Water-based coatings are dried byexposing them to IR radiation, whichthey absorb.This causes them to heat upand the water in them to evaporate. Butthe water will not evaporate completelyunless the actinic wavelength*(around 3,000 nanometres or 118µin) ofthe coating is irradiated with a specificamount of energy. According to Wien'sdisplacement law**, the shorter thewavelength at which a lamp achievesmaximum radiance – ie the further thiswavelength is from the 3,000nm ideal inthe electromagnetic spectrum – thehigher the input of energy required.Thatis why shortwave IR lamps are less suit-able than medium-wave ones.Ultra-shortwave halogen IR (HIR) lampsand water-cooled IR lamps have a maxi-mum radiance in the near-infrared (NIR)range of around 800nm (31.5µin), thetransition point between visible red lightand invisible heat radiation. They aretherefore totally unsuitable because theenergy input required would make themuneconomic.Shortwave IR (SIR) lamps have a maxi-mum radiance of around 1,100nm(43.3µin). Because of the distance from3,000nm, this demands a huge imput ofenergy , much of which is not used, so therelative energy efficiency (the efficiencywith which water is made to evaporate)is correspondingly poor. Also, theunutilised heat radiation has the un-desirable effect of heating the substrate.
The maximum radiance of the various medium-wave IR lamps on the market ranges fromapproximately 1,500 to 2,400nm (59 - 94.5µin). Lamps operating at 1,500nm switch onand off fast and react instantly to control signals, so maximum radiance can be timed pre-cisely. In practice, these fast medium-wave IR (FMIR) lamps, as they are known, are oftenpaired with shortwave IR (SIR) lamps because their combined intensity curves approach3,000nm. However, the effect is still not satisfactory.Twin-tube carbon IR (CIR) lamps havea maximum intensity of 2,000nm and are thus much closer to the 3,000nm goal than theother types of lamp mentioned, so they do not have to be paired with SIR lamps. What ismore, CIR lamps are almost as fast as FMIR lamps. But the high radiation density generat-ed with CIR is unique. It is this property that slow medium-wave IR (SMIR) lamps lack, oth-erwise their maximum radiation of 2,400nm would make them even more effective.Technology has not advanced far enough to produce longwave IR lamps, whose maximumradiation would lie between 5,000 and 10,000nm.
*The actinic wavelength of asubstance is the wavelength atwhich a chemical or physicalreaction is triggered within thesubstance. Aqueous coatingsand other substances contain-ing or comprising polymersreact to IR radiation most effec-tively at 3,000nm (118µin).** Wien's displacement lawstates that, for a black body (inthis case a lamp), the productof its thermodynamic tem-perature and the wavelengthcorresponding to its maximumradiated energy is a constant (T· λ = constant). Basically, thehotter the lamp, the shorter thewavelength at which it willemit radiation. So if the maxi-mum radiated energy shiftstowards a longer wavelength(in this case towards 3,000nm)the curve flattens out becausethe temperature falls.It follows that if the maximumtemperature or radiated ener-gy is reduced, the lamp willrequire less energy to achievethe same level of drying effi-ciency. This is the principleexploited by twin-tube carbonemitters.
The main diagram shows the spectral radiation distribution or intensity curve, S(λ), of threedifferent types of IR lamp: shortwave (SIR), fast medium-wave (FMIR) and twin-tube carbon(CIR), standardised according to their surface drying power. From the blue inset diagram,which represents the relative spectral absorption rate α (λ) for aqueous coating (maximumat a wavelength of 3,000nm), it can be seen that twin-tube carbon emitters are moreeffective at evaporating water (indicated in light blue beneath the CIR curve) than other IRlamps. The intensity curve also shows that CIR produces the best absorption rate, and thusthe most effective reaction with the smallest input of energy, ie at the lowest temperature:just 1,200°C (2,192°F).(Source: Heraeus Noblelight)
The thermal air wand (left) and Carbon Twin emitter (right) can be positioned at any port, enabling the VariDry system to be custom-configured for production speed and the job in hand
Twin-tube carbon IR – a new dryergenerationKBA’s R&D work on the VariDryconcept culminated in a newinfrared drying system – the twin-tube carbon emitter – which dra-matically enhances the efficacy ofIR dryers. Since IR dryers are oneof the biggest consumers of ener-gy on a sheetfed press, this isreflected in energy costs. The new IR emitters can beplugged into the VariDry unitwhenever thermal irradiation isrequired, eg to dry the aqueouscoating in conventional andhybrid presses or primer in a dualcoater press, to accelerate oxida-tion when running conventional,waterless or hybrid inks, or toevaporate solvents in other print-ing processes.

The end-of-press UV unit in the VariDry system can accept three interchangeable UV lamps,each with a specific power of 200W/cm (500W/in)
The supply lines for communication, power, exhaust and water must be in the parked position when a UV lamp is removed
The UV lamps have bayonet connections for quick and easy repositioning
Drying and curing | KBA systems
Carbon technology – maximumimpact, minimum heatKBA plumped for the unconven-tional Carbon Twin system, as itis called, because it evaporatesthe water in water-based coat-ings with maximum efficiencyand speed yet a minimum inputof energy. Such a high level ofefficiency was previously un-known.The Carbon Twin was brought tomarket in 2003 by HeraeusNoblelight in Hanau, Germany, aspecialist manufacturer of lightand light-radiation systems forindustrial applications and part ofHeraeus Holding, a fine metalsand technology group. As in mostother short- and medium-wave IRlamps, the filaments are housedin two parallel tubes in order togenerate the necessary outputacross the format width. KBAuses twin tubes with a powerdensity of 80W/cm (200W/in),which heats the carbon filamentsto 1,200°C (2,192°F). The quartzglass tube is gold-plated on theinside for maximum efficiency inreflecting the IR radiation.A carbon IR (CIR) emitter oper-ates in the medium-wave infraredspectrum and achieves maximumradiance at a wavelength of2,000 nanometres (79µin). CIRis thus much closer than other IRdryers to the wavelength of3,000nm (118µin) at which thewater in an aqueous coating com-pletely evaporates (see box,‘Wavelengths used in IR radia-tion’). Its proximity to this idealwavelength means that a CIRemitter requires significantly lessenergy to evaporate water. Thislower energy input and smallerproportion of wasted heat trans-lates into a much higher degreeof efficiency than with other IRdryers and, which is just asimportant, only a slight warmingof the substrate. The new quick-switch CIR emitter is regulatedby measuring the temperature ofthe delivery pile. This enhancesboth the process stability andthe quality.But that’s not all: twin-tube car-bon emitters have such a high,
stable and homogeneous radia-tion density that they can evenbe used for sheet widths of up tothree metres (118in). So theCarbon Twin operates well with-in its limits even in the world’swidest sheetfed offset press, theKBA Rapida 205.
Dieter Kleeberg
9Process 3 | 2006
Inks and coatings | Interaction
10 Process 3 | 2006
A press is selected according tothe product spectrum it mustprint and the properties, ie adhe-sion and mutual compatibility, ofthe press consumables used toprint these products. The tablebelow lists the relevant KBA pressconfigurations for the various per-mutations of inks, coatings andsubstrates.In packaging, display and labelprinting, where visual and hapticeffects play a key role, inline coat-ing is the norm. In the past, print-ers had a choice of two competingsystems: pure UV or double coat-ing. Now, largely thanks to devel-opment work by KBA, there is athird choice: hybrid coating.
Pure UVA production line with UV inksplus final UV coating delivers anexceptionally high level of gloss.Here it is advisable to have a dou-ble delivery extension so thatdwell time is sufficient for the UVcoating to cure into a homoge-neous, mirror-smooth surface. Butonce the radical decision has beenmade to go for a pure UV system itis all but impossible to switch toanother type of coating.
Double coatingPreviously the preferred choice forprinters wishing to continue usingstandard inks, but unwilling to dis-pense with a UV gloss for certainjobs. The two coaters are general-ly located at the end of the press.To eliminate or reduce the risk ofdraw-back (penetration of the inkor substrate by the coating) anaqueous coating must be appliedbetween the wet offset ink andthe final coating. This primer sealsthe ink and, when dried by IR orthermal radiation, serves as a baseto which the UV coating canadhere. Each of the coaters musthave an integrated dryer, whichadds to the size and cost of thepress line. However, they do sup-port a wider range of gloss effectsthan pure UV presses. For exam-ple, instead of a primer plus UVcoating they can be used to applytwo identical aqueous coatings (egto enhance the final gloss by dou-bling the coating layer on the sub-strate) or to apply two differentcoatings (eg a standard coating inthe first coater and special effectpigments in the second).Two-coater presses also includepresses featuring an additional
flexo printing unit plus dryer priorto the first offset unit, for applyingopaque white or effect primer.They can even be used for UVinks. KBA has shipped a number ofRapida presses with this capability,which is also available fromHeidelberg (Speedmaster CD 102Duo) and MAN (Roland 700Ultima). However, unusual config-urations such as these are general-ly limited to niche applications.
The third way: hybridHybrid presses, unlike UV presses,unite the best of both worlds. Notonly that, they are more versatilethan pure UV presses and requireless experience with UV produc-tion on the part of the operatingcrew. So hybrid presses are theideal tool for new players in theUV market.As a rule, the gloss achieved withUV-coated hybrid inks is far superi-or to that delivered by the applica-tion of two coatings on standardinks, and approaches the levels ofpure UV systems. Hybrid pressesare particularly good at delivering acombination of matt and glosseffects in which the gloss contrastis far sharper than that achieved byapplying a hot aqueous coating
Choosing the right coating system
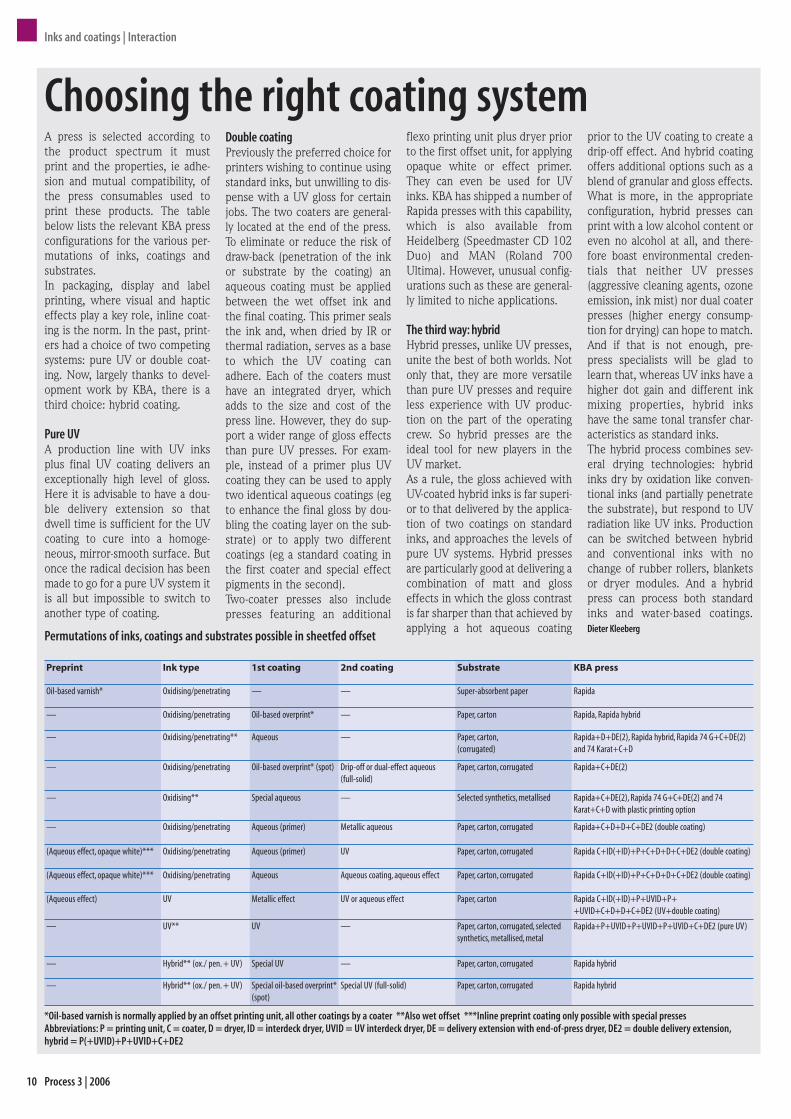
Permutations of inks, coatings and substrates possible in sheetfed offset
*Oil-based varnish is normally applied by an offset printing unit, all other coatings by a coater **Also wet offset ***Inline preprint coating only possible with special pressesAbbreviations: P = printing unit, C = coater, D = dryer, ID = interdeck dryer, UVID = UV interdeck dryer, DE = delivery extension with end-of-press dryer, DE2 = double delivery extension,hybrid = P(+UVID)+P+UVID+C+DE2
Preprint Ink type 1st coating 2nd coating Substrate KBA press
Oil-based varnish* Oxidising/penetrating — — Super-absorbent paper Rapida
— Oxidising/penetrating Oil-based overprint* — Paper, carton Rapida, Rapida hybrid
— Oxidising/penetrating** Aqueous — Paper, carton,(corrugated)
Rapida+D+DE(2), Rapida hybrid, Rapida 74 G+C+DE(2)and 74 Karat+C+D
— Oxidising/penetrating Oil-based overprint* (spot) Drip-off or dual-effect aqueous (full-solid)
Paper, carton, corrugated Rapida+C+DE(2)
— Oxidising** Special aqueous — Selected synthetics, metallised Rapida+C+DE(2), Rapida 74 G+C+DE(2) and 74Karat+C+D with plastic printing option
— Oxidising/penetrating Aqueous (primer) Metallic aqueous Paper, carton, corrugated Rapida+C+D+D+C+DE2 (double coating)
(Aqueous effect, opaque white)*** Oxidising/penetrating Aqueous (primer) UV Paper, carton, corrugated Rapida C+ID(+ID)+P+C+D+D+C+DE2 (double coating)
(Aqueous effect, opaque white)*** Oxidising/penetrating Aqueous Aqueous coating, aqueous effect Paper, carton, corrugated Rapida C+ID(+ID)+P+C+D+D+C+DE2 (double coating)
(Aqueous effect) UV Metallic effect UV or aqueous effect Paper, carton Rapida C+ID(+ID)+P+UVID+P++UVID+C+D+D+C+DE2 (UV+double coating)
— UV** UV — Paper, carton, corrugated, selectedsynthetics, metallised, metal
Rapida+P+UVID+P+UVID+P+UVID+C+DE2 (pure UV)
— Hybrid** (ox./ pen. + UV) Special UV — Paper, carton, corrugated Rapida hybrid
— Hybrid** (ox./ pen. + UV) Special oil-based overprint*(spot)
Special UV (full-solid) Paper, carton, corrugated Rapida hybrid
prior to the UV coating to create adrip-off effect. And hybrid coatingoffers additional options such as ablend of granular and gloss effects.What is more, in the appropriateconfiguration, hybrid presses canprint with a low alcohol content oreven no alcohol at all, and there-fore boast environmental creden-tials that neither UV presses(aggressive cleaning agents, ozoneemission, ink mist) nor dual coaterpresses (higher energy consump-tion for drying) can hope to match.And if that is not enough, pre-press specialists will be glad tolearn that, whereas UV inks have ahigher dot gain and different inkmixing properties, hybrid inkshave the same tonal transfer char-acteristics as standard inks. The hybrid process combines sev-eral drying technologies: hybridinks dry by oxidation like conven-tional inks (and partially penetratethe substrate), but respond to UVradiation like UV inks. Productioncan be switched between hybridand conventional inks with nochange of rubber rollers, blanketsor dryer modules. And a hybridpress can process both standardinks and water-based coatings.Dieter Kleeberg

Inks and coatings | Interaction
Ink must adhere to the substrateIt is an irrefutable fact that thedegree of ink adhesion to thesubstrate is a basic determinantof print quality. In practice, over-print varnishing is sometimesused in the belief that itimproves ink adhesion. This iswrong: the coating merelyadheres to the layers of ink, andif these are not firmly attachedthen both the coating and the inkwill come away.So inks must be selected firstand foremost according to theircompatibility with the physicaland chemical properties of thesubstrate, ie its absorbency, wet-tability (roughness, surface ten-sion) and resistance to IR and UVradiation. Taint, odour etc aresecondary considerations.The coating, laminate or film isthen selected to suit both thesubstrate and the ink. And itmust adhere to the ink regardlessof whether it is applied when theink is still wet or has alreadydried. If the prints are to under-go further finishing, eg stampingor scoring, then it is vital tocheck whether the layer of coat-ing will allow this, and whetherthe hot-stamping foil can beprinted if necessary.One method frequently adoptedto enhance ink adhesion on labelpaper or on carton is to applyopaque white or an aqueous coat-ing prior to printing. Both typesof coating are chiefly used to cre-ate specific visual effects, butonce they have dried they furnishan ideal primer for the inks thatfollow.
Oil-based overprint varnish and UVcoating in hybrid productionOil-based overprint varnishes(OPVs) are available in variousgloss, matt and structured formu-lations and are relatively uncom-plicated, being compatible withstandard inks, non-alkali-resistantinks and hybrid inks alike. But itis best to follow the manufactur-er’s recommendations as to thecompatibility of a varnish with aspecific series of ink. Oil-basedOPVs fell out of favour becauseof their inherent colour andpropensity to yellow with age,their lengthy drying time, theneed for powdering and the thin-ness of the layer compared tocoatings applied with a dedicatedcoater.Hybrid inks have given OPVs anew lease of life, though applica-tions are limited to the creationof contrasting gloss effects. High-gloss spots are created by apply-ing OPV to the non-spot areas,followed by a full-solid inline UVcoating. The UV coating pene-trates the wet OPV and causesdraw-back, so a high gloss is cre-ated only on the unvarnishedspots. This interaction of two dif-ferent coating systems is theopposite of the standard methodof spot coating, but means thatspot coating is possible in an off-set register.Specific effects can be achievedby applying a varnish and coatingwith different surface tensions.The higher the surface tension ofthe OPV, the more granular theeffect (reticulated grain struc-tures), while reducing the ten-sion makes the coating more
matt. Though very good, theresults do not approach the stan-dard of a UV matt coating.
OPV and aqueous coatingInterfacial tension plays a similarrole when oil-based OPV is usedwith an aqueous coating to causedrip-off – a phenomenon createdby applying a matt OPV, whichadheres well on standard inks,followed by a high-gloss thermalaqueous coating. Heating thecoating with a separate heatingunit reduces its viscosity andmakes it a lot easier to process.The high-gloss coating drips offthe areas with a matt coating andthe matting is retained, hencethe term drip-off.Weilburger Graphics has dubbedthis the ‘twin effect’ and with itsSenolith Twin-Effect coatingsthere is no need to heat theaqueous coating.However, since an aqueous coat-ing cannot deliver as high a glosslevel as a UV coating, drip-offcannot compare with a hybridcoating. And hybrid is most cer-
tainly the better choice for any-one printing gloss contrasts on aregular basis.
Aqueous coating alone and with UVcoatingAqueous coatings are the mostpopular choice for inline applica-tions. Up to 90% of the watercontent in protective water-based coatings evaporates in afraction of a second whenexposed to IR or thermal air radi-ation, though aqueous coatingsfor creating matt or gloss effects,or coatings embodying effect pig-ments, do not dry quite as fast.Once the water has evaporated,the finely distributed acrylatesharden instantly into a solid film,which is why aqueous coatingsare used increasingly as a meansof enabling prints to be finishedmuch sooner.There is no yellowing, no needfor powder, and aqueous coatingsare compatible with all but a veryfew ink types (eg alkali-resistantones). In conjunction with UVinks they can even be used asoverprint and special-effect coat-ings. Moreover, a specific type ofaqueous coating, called a blistercoating, can be used to gluemoulded film onto the substrate(mostly carton or solid board).
11Process 3 | 2006
Adhesion and compatibility ofinks and coatingsNo ink is suitable for all types of substrate. Also, inks and coatings that dry by different principles cannot be com-
bined in the same printing and finishing process unless they are mutually compatible and compatible with the sub-
strate. On top of this the drying system must be configured to optimise the print quality delivered while consuming
no more energy than absolutely necessary.
What is draw-back?
Draw-back is a sudden loss of gloss caused by the coating penetrating the ink and/orsubstrate to which it is applied, and is the main reason why dual coater presses weredeveloped. Draw-back occurs, for example, if a UV coating is applied to conventionaloffset inks while they are still wet: the airtight layer of coating prevents the ink fromdrying by oxidation. Although some ink components penetrate the substrate as nor-mal, the others bond with the coating, causing a change in light reflection which isperceived as a loss of gloss. The higher the ink coverage, the duller the effect. If anaqueous primer is applied and actively dried in an IR or thermal dryer prior to the UVcoating, it prevents all contact between the ink and the UV coating and also enhancesthe degree of gloss. However, draw-back can still occur if the UV coating is appliedbefore the primer is dry.With hybrid inks, which respond to UV radiation, draw-back isvirtually non-existent.

Inks and coatings | Interaction
12 Process 3 | 2006
An aqueous coating is essential ina dual coater press, where itfunctions as a barrier betweenthe wet oxidising ink and the UVcoating to counteract draw-back(see box). At the same time itenhances the gloss of the UVcoating. Sometimes a light dust-ing of powder is needed, butoften even this can be dispensedwith. At all events, aqueous andUV coatings should only be com-bined where approved by thecoating manufacturer. As analternative to an end-of-press UVcoating it is possible to apply anadditional aqueous coating or usefilm lamination, whose quality isimproved by the primary coat.
UV coating on UV and hybrid inksUV coatings deliver the highestgloss level – and this is even bet-ter on UV and hybrid inks thanon a prior application of primer.In fact, the coating can be sosmooth and hard that it can
cause a form of blocking calledthe glass-plate effect (see box).UV inks and coatings cureinstantly, so the prints can be fin-ished without delay, even if – asin the case of hybrid inks – theunderlying layers of ink have onlybeen superficially hardened andnot cured right through. Oncecured, UV coatings have little orno propensity to migrate (con-taminate substances with whichthey come into contact), block orrub off, and are alkali-, chemical-and heat-resistant. What is more,they are not only compatiblewith UV and hybrid inks but arealso available in formulationssuitable for die-cutting and glu-ing.Another big advantage of UV inksand coatings is that they can beapplied to non-absorbent sub-strates like plastic film and metal.But one of the most popularapplications is for printing fold-ing cartons, where the absence
of taint and odour are vital. SinceUV-cured print consumables con-tain no solvents they are taint-free, and with the right handlingthey are almost odour-free.Hybrid inks adhere to paper, car-ton, solid board and corrugatedjust as effectively as standardinks, and for substrates such asthese they are an ideal substitutefor UV inks, which have a num-ber of inherent drawbacks. Also,like UV inks they can be directlyoverprinted with a UV coating,whereas standard inks require aprior application of primer. Andbecause hybrid inks, like UVinks, have already been pre-curedin an intermediate UV dryer, theUV coating has no trouble adher-ing to the film that has been cre-ated.
Choosing suitable hybrid inksWhen choosing hybrid inks it isbest to follow the recommenda-tions of the press manufacturer
and Fogra. This will not onlyensure that the inks print clean-ly, are easy to wash off and, ofcourse, have been tested forcompatibility with rollers andprinting blankets, but will alsoensure that they are coating-proof (ie solvent- and alkali-proofas per DIN 16524), contain nodrying retardants and are nothighly scratch-resistant. It thuseliminates the need for additivesand the inherent risks theseentail.An immaculate print also de-pends on metering fount solutionadditives correctly. Powder spray-ing is not normally necessary, butif a powder does have to beapplied it is best to choose a veryfine one so as not to impair thecoating. The range of workablesubstrates is limited to coatedpaper, carton and board with lowlevels of absorbency. Stockweights of 120gsm (80lb book)or more should be creased prior
Intermolecular attraction is what causesa medium (in this case the substrate,plate surface, ink, coating, fount solution,air) to cohere, ie form a solid or droplet.Intermolecular forces near the surfacegive the appearance of a surface film,and this is known as surface tensionwhen the adjacent medium is air.Contact with another medium (eg ink ona plate,coating on ink) causes an interac-tion between the two surfaces, and thisis called the interfacial tension. The SIunit of measurement is 1 millinewtonper metre (1mN/m), which replaced1dyn/cm.
Because of its molecular dipolarity waterhas a very high surface or interfacial ten-sion, revealed in its tendency to bead (formdroplets) and run off smooth surfaces.Isopropyl alcohol or substitutes thereof areadded to the fount solution in offset so asto reduce the surface tension of the waterbase and thus ensure optimum plate wet-ting by enabling the water to spread overall the print-free areas.Manufacturers of low-viscosity aqueousand UV coatings add wetting and spread-ing agents to achieve the same effect.These cause the coating to spread quicklyand evenly on the ink layers or directly on
Overcoming interfacial tension to improve wetting and spreading
Interfacial, or surface, tension is created by intermolecular forces(Graphic: Schmid Rhyner)
the substrate.To ensure that the volume ofcoating applied is always the same, and thefilm therefore homogeneous, anti-foamagents are added to eliminate air bubbles.If the shearing resistance has been setproperly then the coating can even betransferred at high speed without causingany problems. Nonetheless, wetting maybe impaired for no apparent reason. Suchimpairment may take the form of tiny holes– called pinholes – in the layer of coating.To achieve optimum adhesion of all ink and
coating layers the interfacial tensionmust fall within a specific range:the sub-strate or primer must have the highesttension (paper coating 35mN/m, syn-thetics 38mN/m minimum), the ink amedium and the coating the lowest ten-sion.
If a liquid (2) is to spread over and wet a solid (1), its surface tension must be lower thanthat of the solid (bottom schematic). Otherwise it will bead and run off (top schematic)(Graphic: Weilburger Graphics)
Inks and coatings | Interaction
to folding, so it must be ensuredthat the fibres run parallel to thecrease. The substrate should beallowed to acclimatise in thepress room for a minimum oftwelve hours prior to impression.
Choosing suitable UV coatingsCuring speed and adhesion –both of the coating on the inkand of glue or hot-stamping foilon the coating – depend on thecoating formula. The reactivity ofUV coatings varies according towhether or not they can be usedfor hot-stamping or gluing. Whatis more, the UV coatings suitablefor hybrid inks differ from thosesuitable for dual coating or pureUV applications.The adhesion of a UV coating tothe ink also depends on whetheror not the ink contains a slipadditive (eg silicone or wax),since this may reduce the interfa-cial tension of the ink so muchthat the coating can no longerspread properly. In this respectwaterless hybrid inks pose aparticular challenge for coatingmanufacturers, though at thesecond hybrid user meeting, inApril 2005, KBA demonstratedthat even here viable solutionshave been found.The UV coating, too, should con-tain as little silicone as possible.Silicone makes conventional UVcoatings more glue-resistant, asthe tape test shows, but glosscontrast suffers as a result sincewetting is also impaired. UV coat-ings specifically formulated foruse with glues are silicone-freeand should be used in preferenceto coatings mixed by the pressoperator. Having said that, cut-ting out the glue areas in thecoating forme is always saferthan gluing coated areas. It is advisable to add a little sili-cone when UV coating both sidesof the sheet to prevent blockingwhen the sheets are trimmed. Asa rule this type of blocking canbe avoided by adding a light dust-ing of powder or a suitable partialcoating. Trimming the pile beforeit cools (and the air between thesheets is driven out) also helps.
If an unsuitable UV coating isused it can cause the ink layersto loosen, which is fatal. To pre-vent such unpleasant surprises itis vital to follow the manufactur-er’s recommendations whenusing new combinations of inkand coating. Most coating manu-facturers are also willing to checkthe compatibility of a coatingwith a specific ink by carryingout a series of tests, and to mod-ify the coating if necessary.Based on feedback from Rapidausers and its own experience inthe Radebeul demonstration cen-tre, KBA recommends a viscosity(DIN cup run-out speed) of 70sfor UV coatings. The coatingshould have a spreading speed ofapproximately 50s followingapplication. The viscosity can bereduced by using the tempera-ture control system to warm thecoating. Dieter Kleeberg
13Process 3 | 2006
Anilox coaters, anilox rollers and coating formes
Anilox coater: Two-roller coaters are a thing of the past: thicker layers of coatingcan be applied with an anilox doctoring system.This flexo-based technology is also moresuitable for the low viscosities of aqueous and UV coatings and allows coatings withlarger effect pigment particles to be applied.Anilox roller: The thickness of the coating layer applied to the substrate dependson the volume of coating picked up by the anilox roller, and this can only be metered pre-cisely if the press operator ensures that no dried residue is allowed to remain on theroller surface. The choice of screen for the surface depends on the coating that is to beapplied. Praxair Surface Technologies, which supplies rollers for KBA coaters, advocatesconventional hexagonal screens only for coatings with metallic pigments. For all otheraqueous and UV coatings it uses open structures for a foam-free transfer. Spirallyengraved rollers are no longer the state of the art: Praxair has developed what it callsanilox reverse technology (ART) – a negative screen, as it were, which instead of cells hasislands forming a network of channels which accept the coating (see graphic). For high-gloss coatings, ART is often combined with a thin ink film (TIF) and the coating distort-ed in one direction.The table below indicates when an anilox roller should be used in ahybrid press coater for aqueous coating (conventional mode) and UV coating (hybridmode). KBA Radebeul, whose keyless inking credentials have been honed by years of
experience, has also startedmanufacturing anilox rollers forits keyless inking units andcoaters.
What is the glass-plate effect?
This is a form of blocking in which all the air between smooth paper sheets in thedelivery pile is forced out, creating a vacuum like that between two plates of glass. UVcoated paper, particularly if it is perfect coated, is particularly prone to this type ofblocking, making it all but impossible to separate the sheets.
Preventive action can take the form of a light dusting of powder, a prior application ofan oil-based varnish (red stripes) or trimming the pile while it is still warm and full ofair.
Coating forme: For high-endcoating jobs it is customary to use apolymer flexo plate, which is normallymanufactured externally. But for mostother jobs a coating forme is perfectlyadequate, and also much cheaper. Thiscan be a coating blanket or a polymerplate imaged offline either manually orwith a CAD plotter. Coating blankets areusually used for full-solid coating andcan remain in the press for several jobs.But they can also be used for straightfor-ward spot coating by cutting the non-image areas out of the surface layer.This,too, can be done either manually in thepress or on a plotter. Coating blanketshave a similar composition to printingblankets, but the surface does not allowany build-up. Allowance must be madefor the difference in height whenswitching between coating blankets andplates.
Structure Frequency Angling Pick-up Anilox roller?
ART 120 lpc 45° 9 cm3/m2 UV and aqueous coating on paper up to 170 gsm
ART 120 lpc 45° 13 cm3/m2 UV and aqueous coating on carton
ART/TIF 100 lpc 45°/75° 16 to 20 cm3/m2 Aqueous coating for high gloss
ART/TIF 100 - 80 lpc 45°/75° 18 to 22 cm3/m2 UV coating for high gloss
Inks and coatings | Basic principles and interaction
14 Process 3 | 2006
Fingernail testA quick and reliable way ofchecking the coating is to scrapethe coating with a fingernail orother suitable object (whichshould be used again for latertests). This will show how hardthe coating surface is and whetherthe coating film has adhered to theink layers firmly enough to pre-vent it from being rubbed off. Thistest is fine for checking to seewhether the sheets are dryenough for finishing.Slippage, another coating prop-erty, can be checked quickly andmanually by taking two sheetsfrom the pile and sliding themagainst each other with varyingdegrees of pressure. At the sametime the operator will seewhether blocking (due to theglass plate effect) has occurredwith high-gloss sheets.
Talcum testThe talcum test is a more com-plicated method for checkingscratch-resistance. Two sheetsare UV-coated and one sheet islaid aside while the other is runthrough the press and final UVdryer a second time, but withno additional coating. Fine pow-der (talcum or baby powder) isthen applied to the sheets andwiped off again. If powderremains on both sheets, thenthe level of UV radiation appliedwas obviously too low. If pow-der adheres only to the coatingfilm that has been cured once,then the radiation level wasalmost, but not quite, highenough. The test can be repeat-ed until the correct level isreached. Some printers use just
one sheet and cover half of itduring the second pass throughthe dryer.
Tape testA lot of hybrid and UV printersuse the tape test. Since the widthand adhesive strength vary fromone type of tape to another, it isalmost impossible to repeat thetest precisely so as to obtain com-parable results. On top of this, thespeed with which the tape isripped off the coated surface –even by the same printer – canvary a lot. The tape test is used to checkwhether the UV coating is adher-ing to the hybrid ink layers andtherefore whether it has hard-ened all the way through. Butwhat it really demonstrates arevarious forces relative to eachother: it only shows whether theUV coating adheres more (or less)strongly to the tape than to theink. But does the printer reallywant to know whether the coat-ing sticks better than an adhesive?UV coatings with a silicone con-tent of 1% to 2% will be moreresistant to the tape, so the testmay be useful for this particular
coating mixture. But adding sili-cone to a UV coating has a num-ber of drawbacks which can beavoided by using special coatings.When the tape is ripped off, whatsplits may be the paper coating orthe ink, not the UV coating. Whilethis would indicate that the coat-ing has cured thoroughly andadheres well, it can also promptthe printer to draw the wrongconclusions with regard to theadhesive power between ink andpaper or the cohesive forces with-in the layers of ink or paper coat-ing. Thus the whole logic of thetest is destroyed, since it may giverise to more uncertainty, not less.
Acetone testThis, too, serves not to test thesurface hardening of the UV coat-ing, but the extent to which ithas cured in depth and thus itsadhesion to the ink. This testentails soaking a cloth in ace-tone, rubbing it over the coatedsurfaces of two sheets and thenrubbing the two sheets together.If the coatings shift, they havefailed the test. This will furnishusable results if normal UV coat-ings are used, but not stamping-
or glue-compatible coatings,which will not shift even if theyare insufficiently cured. So thismethod is equally unreliable, par-ticularly since the volume of ace-tone, the dwell time and theabrasive force are not specified.
Chemical testWhere a lot of problematical sub-strates and coatings must be test-ed, eg in the packaging industry,it often pays to have an in-houselaboratory where much morecomplex and sophisticated testscan be conducted than are possi-ble under pressure of time at thepress. Checking on drying pro-gress is just one of many.A coloured chemical solution isapplied to the coating in accord-ance with the manufacturer’sinstructions and under repro-ducible conditions. This willcause the coating to discolour,with the degree of discoloration(which can be precisely deter-mined by analysis) indicating thedegree of curing.Dieter Kleeberg
Choosing the right testing method
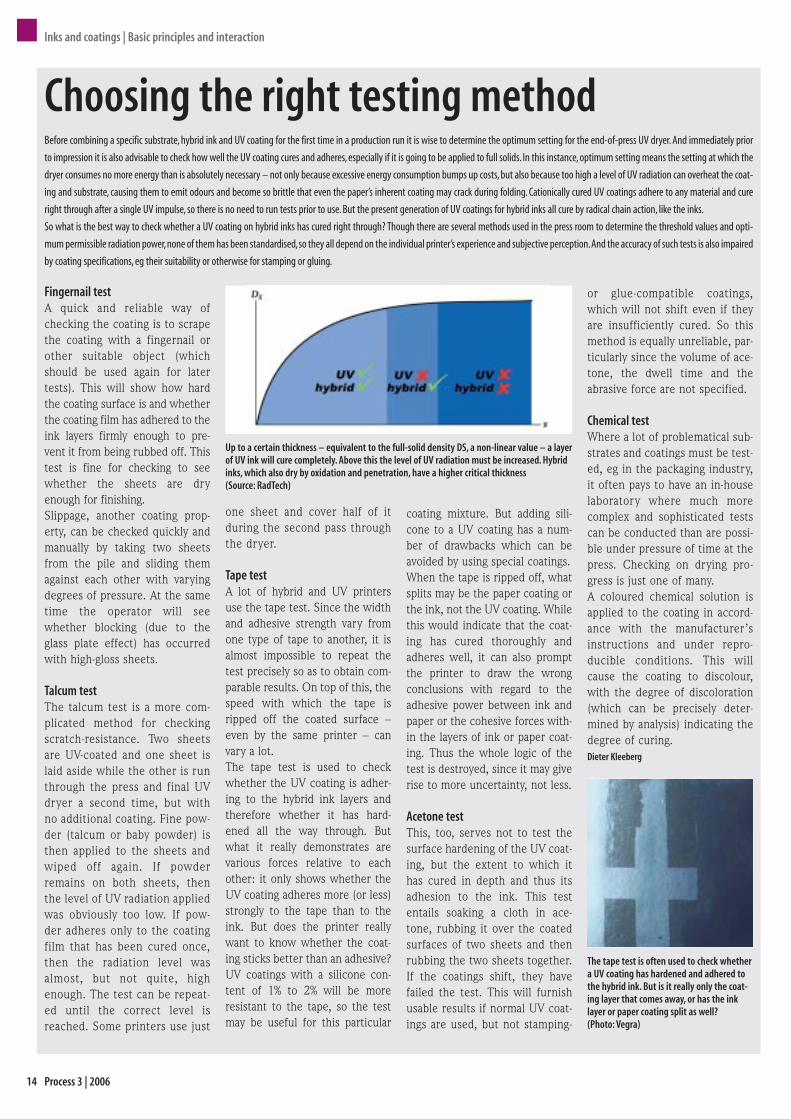
Up to a certain thickness – equivalent to the full-solid density DS, a non-linear value – a layerof UV ink will cure completely. Above this the level of UV radiation must be increased. Hybridinks, which also dry by oxidation and penetration, have a higher critical thickness(Source: RadTech)
The tape test is often used to check whethera UV coating has hardened and adhered tothe hybrid ink. But is it really only the coat-ing layer that comes away, or has the inklayer or paper coating split as well?(Photo: Vegra)
Before combining a specific substrate, hybrid ink and UV coating for the first time in a production run it is wise to determine the optimum setting for the end-of-press UV dryer. And immediately prior
to impression it is also advisable to check how well the UV coating cures and adheres, especially if it is going to be applied to full solids. In this instance, optimum setting means the setting at which the
dryer consumes no more energy than is absolutely necessary – not only because excessive energy consumption bumps up costs, but also because too high a level of UV radiation can overheat the coat-
ing and substrate, causing them to emit odours and become so brittle that even the paper’s inherent coating may crack during folding. Cationically cured UV coatings adhere to any material and cure
right through after a single UV impulse, so there is no need to run tests prior to use. But the present generation of UV coatings for hybrid inks all cure by radical chain action, like the inks.
So what is the best way to check whether a UV coating on hybrid inks has cured right through? Though there are several methods used in the press room to determine the threshold values and opti-
mum permissible radiation power,none of them has been standardised,so they all depend on the individual printer’s experience and subjective perception.And the accuracy of such tests is also impaired
by coating specifications, eg their suitability or otherwise for stamping or gluing.
UV technology | UV lamps
Printing with UV inks and coat-ings demands a lot of experience.There is less skill involved inworking with hybrid inks and UVcoatings, so they represent botha useful alternative and a goodintroduction to pure UV produc-tion. Nonetheless, there are afew basic ground rules thathybrid users must take on boardwith respect to UV technology.
Not all UV radiation is the sameUltra-violet light is the term usedto describe the invisible short-wave range that borders on thevisible violet range at around 380nanometres (15µin) in the elec-tromagnetic wave spectrum. Itextends to approximately 100nmand is divided into three types:UVA (long-wave), UVB (medium-wave) and UVC (short-wave).These all serve different func-tions during the curing process
for UV coatings, UV inks andhybrid inks (see table). Which iswhy the spectral properties (oremission spectrum) of a UV lampmust be appropriate for theintended application.At present the only suitablesource of UV radiation are gasdischarge lamps, which havequartz glass tubes filled witheither mercury or halide vapour(usually an iodine compound).Mercury vapour lamps are thepreferred choice for UV curing,while high-pressure metal halidelamps are used in the manufac-ture of printing formes. The steepness of the peaks in theemission curve depends on thepressure inside the tube. Thesepeaks reflect a higher radiationintensity than in adjacent wave-lengths. For a high degree of effi-cacy in curing hybrid inks or UVcoatings, some peaks must fall
within the spectral sensitivityrange of the photoinitiator(UVC), others in the continuedreaction range (UVB) and deepimpact range (UVA). Lamp manu-facturers shift the emission spec-trum into the desired wavelengthrange by doping the electrodeswith metal halides like gallium.Quartz glass shields between thelamp and the substrate filter outinterference from other wave-lengths.
How to ‘refresh’ UVCThe short-wave UVC range,which only has low peaks, is theweak point in UV radiation tech-nology because the emissionspectrum shifts towards the long-wave range as the lamp ages, somore energy is required to trig-ger polymerisation. The servicelife of a UV lamp as stated by themanufacturer is therefore not
15Process 3 | 2006
UV radiation – correct positioning,correct power levelPrecise control of the UV curing process is essential both in pure UV printing
and in hybrid coating. The spectral properties of the lamps, their positioning
singly as interdeck dryers or grouped together as final dryers, and the abili-
ty to adjust the level of radiation so as to cure inks and coatings fast, yet with
no excessive application of heat, all play a vital role. Allowance must also be
made for the impact on the substrate and curing process of the IR radiation
generated as a by-product. Rapida users can choose between a VariDry sys-
tem from KBA or dryers from other manufacturers.
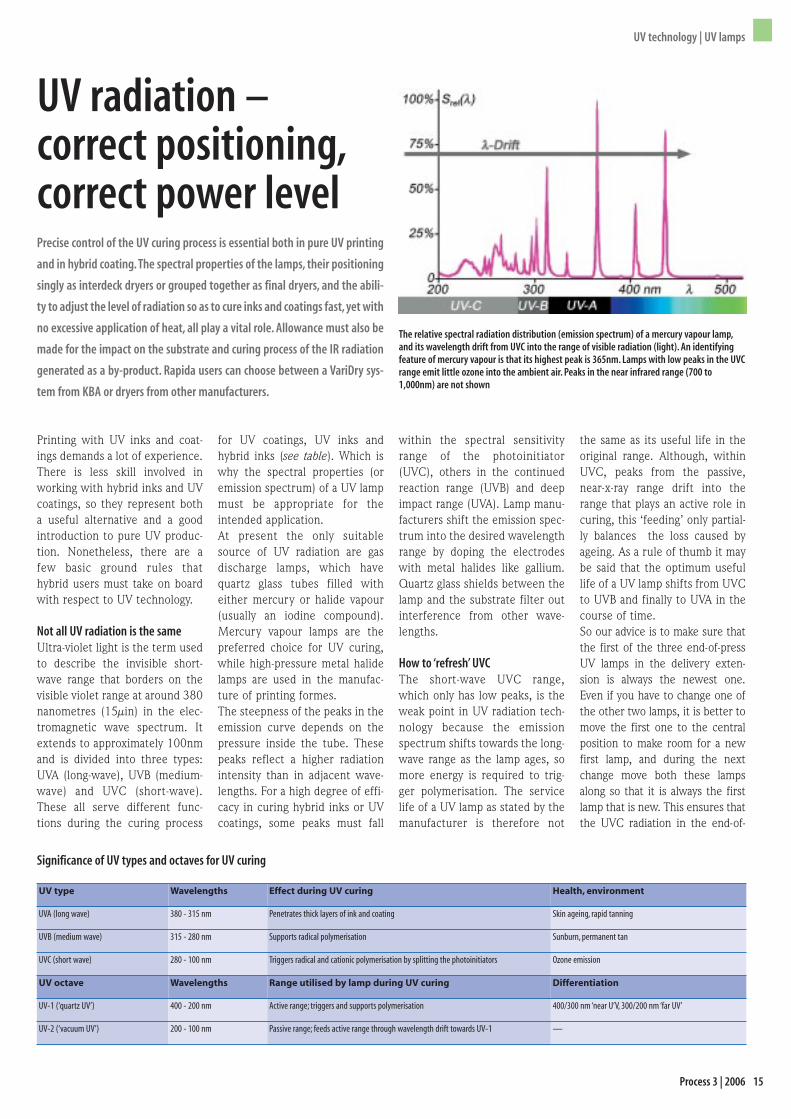
The relative spectral radiation distribution (emission spectrum) of a mercury vapour lamp,and its wavelength drift from UVC into the range of visible radiation (light). An identifyingfeature of mercury vapour is that its highest peak is 365nm. Lamps with low peaks in the UVCrange emit little ozone into the ambient air. Peaks in the near infrared range (700 to1,000nm) are not shown
Significance of UV types and octaves for UV curing
UV type Wavelengths Effect during UV curing Health, environment
UVA (long wave) 380 - 315 nm Penetrates thick layers of ink and coating Skin ageing, rapid tanning
UVB (medium wave) 315 - 280 nm Supports radical polymerisation Sunburn, permanent tan
UVC (short wave) 280 - 100 nm Triggers radical and cationic polymerisation by splitting the photoinitiators Ozone emission
UV octave Wavelengths Range utilised by lamp during UV curing Differentiation
UV-1 (‘quartz UV’) 400 - 200 nm Active range; triggers and supports polymerisation 400/300 nm ‘near U’V, 300/200 nm ‘far UV’
UV-2 (‘vacuum UV’) 200 - 100 nm Passive range; feeds active range through wavelength drift towards UV-1 —
the same as its useful life in theoriginal range. Although, withinUVC, peaks from the passive,near-x-ray range drift into therange that plays an active role incuring, this ‘feeding’ only partial-ly balances the loss caused byageing. As a rule of thumb it maybe said that the optimum usefullife of a UV lamp shifts from UVCto UVB and finally to UVA in thecourse of time. So our advice is to make sure thatthe first of the three end-of-pressUV lamps in the delivery exten-sion is always the newest one.Even if you have to change one ofthe other two lamps, it is better tomove the first one to the centralposition to make room for a newfirst lamp, and during the nextchange move both these lampsalong so that it is always the firstlamp that is new. This ensures thatthe UVC radiation in the end-of-
UV technology | UV lamps
16 Process 3 | 2006
press dryer is always fresh. MostUVC radiation is required in thefirst lamp because this is wherethe curing process is triggered,whereas the purpose of the sec-ond and third lamps is to maintainor deepen the cross-linkingprocess. The three lamps in KBAVariDry end-of-press dryers usual-ly have a power profile of 40%-80%-100% from front to back.Certain jobs with a high colourcontent demand a higher powerlevel, primarily in the second lamp.
KBA’s VariDry the perfect solutionFlexible, high-performance press-es like the Rapida can only oper-ate at maximum efficiency if theUV curing system has an equallyhigh level of flexibility and per-
formance, and is just as easy tohandle. KBA’s VariDry system ful-fils all these criteria (see pp 6-9,‘Innovative, high-performancedryers’). KBA has achieved this bybringing dryer development andconstruction in-house, so it nolonger has to compromise in anyway on lamp design and integra-tion into the press. The upshot isthat VariDry modules are easy touse, easy to maintain and easy toposition.
UV lamps are available in twopower levels, 160 and 200W/cm(400 and 500W/in). The ballaststarts the lamp, stabilises poweroutput and adjusts the radiationlevel (in real time) to productionspeed. The press operator canmonitor each individual lamp, andpreset its power level as a per-centage value, from the console.The reflectors in a VariDry UVlamp do not focus the light on thesubstrate surface, as they do inother lamps, but diffuse it, caus-ing it to flood the substrate. Thissimple principle can only beapplied if the substrate surface isat the optimum distance from thelamp. Dispensing with specificirradiation geometries means thatKBA is no longer bound to the dif-
ferent geometries for the variousdryer positions. As a result thelamps can be positioned as inter-deck or end-of-press dryers andare freely interchangeable – a fea-ture that is unique among dryersystems for printing presses. Sodryer constellations can be con-figured to suit individual produc-tion specifications.Another difference is that theVariDry UV lamp has no dichroiccoating, since fine dust particles
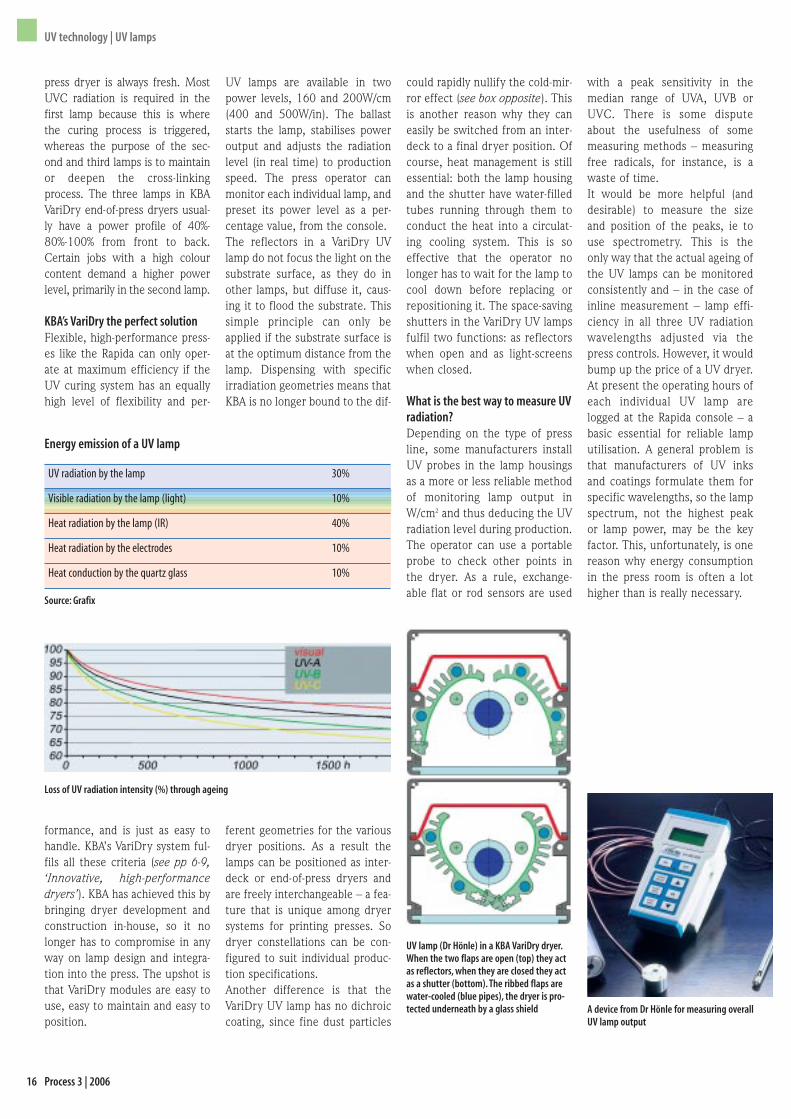
UV radiation by the lamp 30%
Visible radiation by the lamp (light) 10%
Heat radiation by the lamp (IR) 40%
Heat radiation by the electrodes 10%
Heat conduction by the quartz glass 10%
Energy emission of a UV lamp
Source: Grafix
Loss of UV radiation intensity (%) through ageing
could rapidly nullify the cold-mir-ror effect (see box opposite). Thisis another reason why they caneasily be switched from an inter-deck to a final dryer position. Ofcourse, heat management is stillessential: both the lamp housingand the shutter have water-filledtubes running through them toconduct the heat into a circulat-ing cooling system. This is soeffective that the operator nolonger has to wait for the lamp tocool down before replacing orrepositioning it. The space-savingshutters in the VariDry UV lampsfulfil two functions: as reflectorswhen open and as light-screenswhen closed.
What is the best way to measure UVradiation?Depending on the type of pressline, some manufacturers installUV probes in the lamp housingsas a more or less reliable methodof monitoring lamp output inW/cm2 and thus deducing the UVradiation level during production.The operator can use a portableprobe to check other points inthe dryer. As a rule, exchange-able flat or rod sensors are used
with a peak sensitivity in themedian range of UVA, UVB orUVC. There is some disputeabout the usefulness of somemeasuring methods – measuringfree radicals, for instance, is awaste of time.It would be more helpful (anddesirable) to measure the sizeand position of the peaks, ie touse spectrometry. This is theonly way that the actual ageing ofthe UV lamps can be monitoredconsistently and – in the case ofinline measurement – lamp effi-ciency in all three UV radiationwavelengths adjusted via thepress controls. However, it wouldbump up the price of a UV dryer.At present the operating hours ofeach individual UV lamp arelogged at the Rapida console – abasic essential for reliable lamputilisation. A general problem isthat manufacturers of UV inksand coatings formulate them forspecific wavelengths, so the lampspectrum, not the highest peakor lamp power, may be the keyfactor. This, unfortunately, is onereason why energy consumptionin the press room is often a lothigher than is really necessary.
UV lamp (Dr Hönle) in a KBA VariDry dryer.When the two flaps are open (top) they actas reflectors, when they are closed they actas a shutter (bottom). The ribbed flaps arewater-cooled (blue pipes), the dryer is pro-tected underneath by a glass shield A device from Dr Hönle for measuring overall
UV lamp output
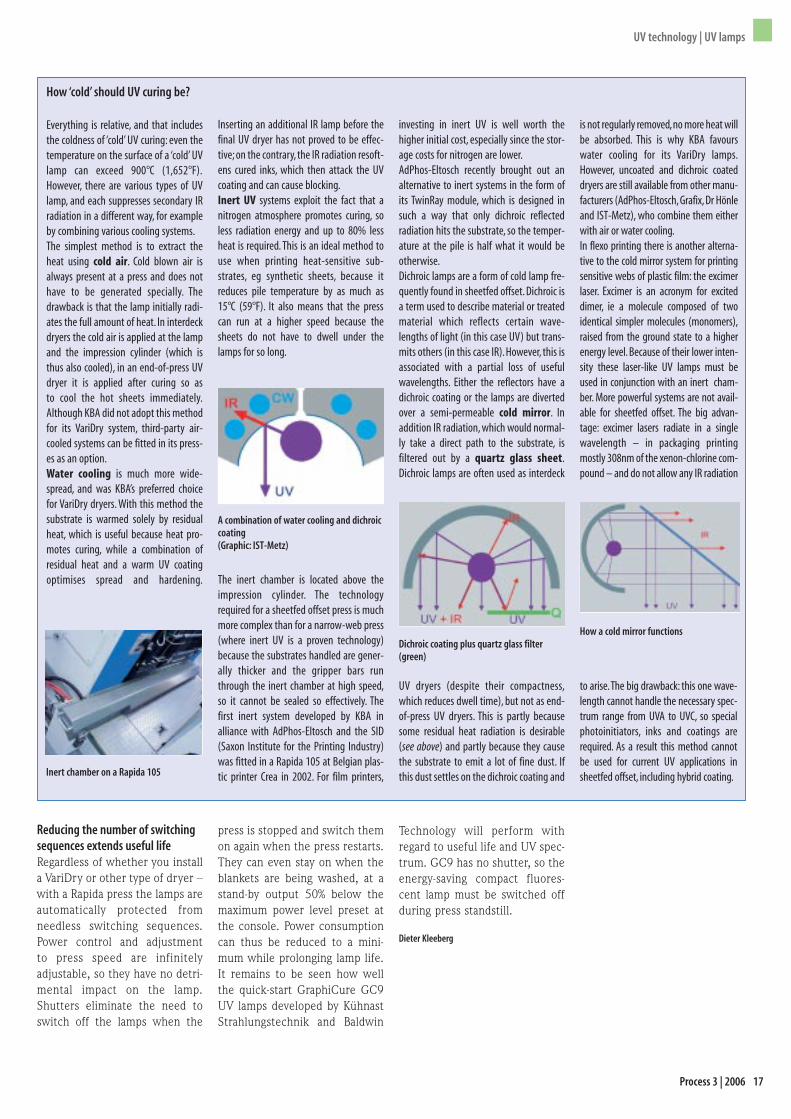
UV technology | UV lamps
Reducing the number of switchingsequences extends useful lifeRegardless of whether you installa VariDry or other type of dryer –with a Rapida press the lamps areautomatically protected fromneedless switching sequences.Power control and adjustmentto press speed are infinitelyadjustable, so they have no detri-mental impact on the lamp.Shutters eliminate the need toswitch off the lamps when the
press is stopped and switch themon again when the press restarts.They can even stay on when theblankets are being washed, at astand-by output 50% below themaximum power level preset atthe console. Power consumptioncan thus be reduced to a mini-mum while prolonging lamp life.It remains to be seen how wellthe quick-start GraphiCure GC9UV lamps developed by KühnastStrahlungstechnik and Baldwin
Technology will perform withregard to useful life and UV spec-trum. GC9 has no shutter, so theenergy-saving compact fluores-cent lamp must be switched offduring press standstill.
Dieter Kleeberg
17Process 3 | 2006
How ‘cold’ should UV curing be?
Everything is relative, and that includesthe coldness of ‘cold’ UV curing: even thetemperature on the surface of a ‘cold’ UVlamp can exceed 900°C (1,652°F).However, there are various types of UVlamp, and each suppresses secondary IRradiation in a different way, for exampleby combining various cooling systems.The simplest method is to extract theheat using cold air. Cold blown air isalways present at a press and does nothave to be generated specially. Thedrawback is that the lamp initially radi-ates the full amount of heat. In interdeckdryers the cold air is applied at the lampand the impression cylinder (which isthus also cooled), in an end-of-press UVdryer it is applied after curing so asto cool the hot sheets immediately.Although KBA did not adopt this methodfor its VariDry system, third-party air-cooled systems can be fitted in its press-es as an option.Water cooling is much more wide-spread, and was KBA’s preferred choicefor VariDry dryers. With this method thesubstrate is warmed solely by residualheat, which is useful because heat pro-motes curing, while a combination ofresidual heat and a warm UV coatingoptimises spread and hardening.
Inserting an additional IR lamp before thefinal UV dryer has not proved to be effec-tive; on the contrary, the IR radiation resoft-ens cured inks, which then attack the UVcoating and can cause blocking.Inert UV systems exploit the fact that anitrogen atmosphere promotes curing, soless radiation energy and up to 80% lessheat is required. This is an ideal method touse when printing heat-sensitive sub-strates, eg synthetic sheets, because itreduces pile temperature by as much as15°C (59°F). It also means that the presscan run at a higher speed because thesheets do not have to dwell under thelamps for so long.
The inert chamber is located above theimpression cylinder. The technologyrequired for a sheetfed offset press is muchmore complex than for a narrow-web press(where inert UV is a proven technology)because the substrates handled are gener-ally thicker and the gripper bars runthrough the inert chamber at high speed,so it cannot be sealed so effectively. Thefirst inert system developed by KBA inalliance with AdPhos-Eltosch and the SID(Saxon Institute for the Printing Industry)was fitted in a Rapida 105 at Belgian plas-tic printer Crea in 2002. For film printers,
investing in inert UV is well worth thehigher initial cost, especially since the stor-age costs for nitrogen are lower.AdPhos-Eltosch recently brought out analternative to inert systems in the form ofits TwinRay module, which is designed insuch a way that only dichroic reflectedradiation hits the substrate, so the temper-ature at the pile is half what it would beotherwise.Dichroic lamps are a form of cold lamp fre-quently found in sheetfed offset. Dichroic isa term used to describe material or treatedmaterial which reflects certain wave-lengths of light (in this case UV) but trans-mits others (in this case IR).However, this isassociated with a partial loss of usefulwavelengths. Either the reflectors have adichroic coating or the lamps are divertedover a semi-permeable cold mirror. Inaddition IR radiation, which would normal-ly take a direct path to the substrate, isfiltered out by a quartz glass sheet.Dichroic lamps are often used as interdeck
Inert chamber on a Rapida 105
A combination of water cooling and dichroiccoating(Graphic: IST-Metz)
UV dryers (despite their compactness,which reduces dwell time), but not as end-of-press UV dryers. This is partly becausesome residual heat radiation is desirable(see above) and partly because they causethe substrate to emit a lot of fine dust. Ifthis dust settles on the dichroic coating and
Dichroic coating plus quartz glass filter(green)
is not regularly removed,no more heat willbe absorbed. This is why KBA favourswater cooling for its VariDry lamps.However, uncoated and dichroic coateddryers are still available from other manu-facturers (AdPhos-Eltosch, Grafix, Dr Hönleand IST-Metz), who combine them eitherwith air or water cooling.In flexo printing there is another alterna-tive to the cold mirror system for printingsensitive webs of plastic film: the excimerlaser. Excimer is an acronym for exciteddimer, ie a molecule composed of twoidentical simpler molecules (monomers),raised from the ground state to a higherenergy level. Because of their lower inten-sity these laser-like UV lamps must beused in conjunction with an inert cham-ber. More powerful systems are not avail-able for sheetfed offset. The big advan-tage: excimer lasers radiate in a singlewavelength – in packaging printingmostly 308nm of the xenon-chlorine com-pound – and do not allow any IR radiation
How a cold mirror functions
to arise.The big drawback: this one wave-length cannot handle the necessary spec-trum range from UVA to UVC, so specialphotoinitiators, inks and coatings arerequired. As a result this method cannotbe used for current UV applications insheetfed offset, including hybrid coating.
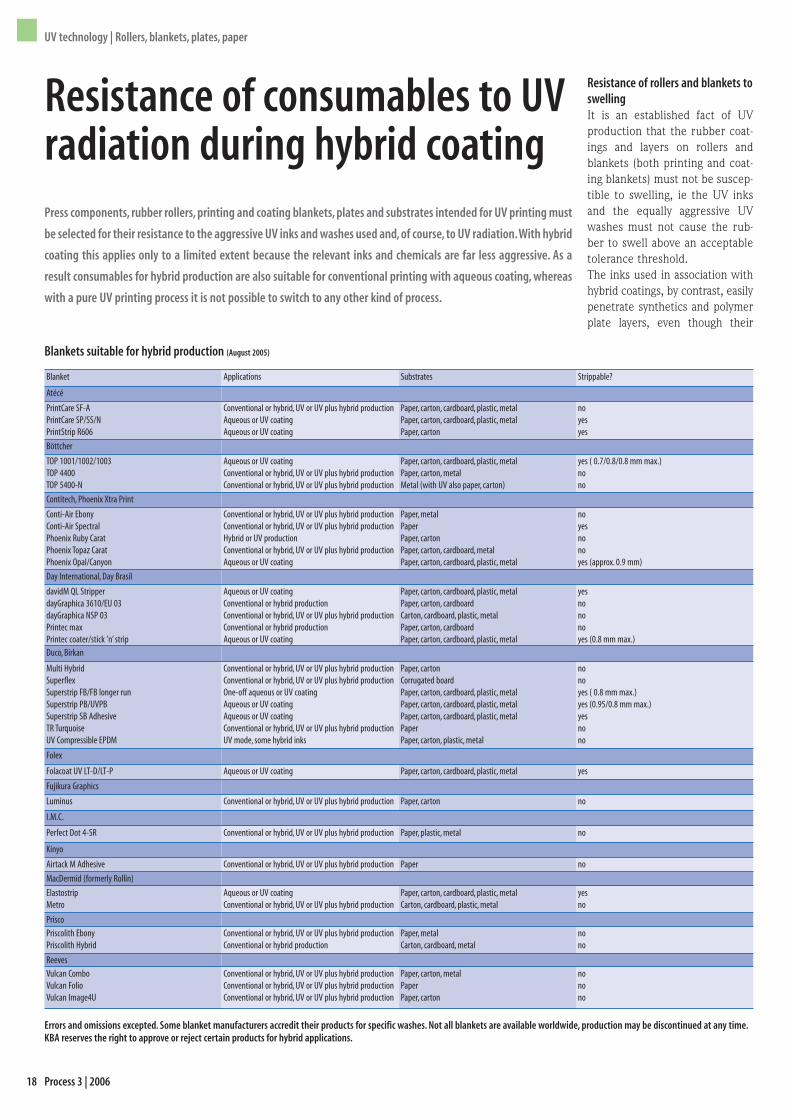
UV technology | Rollers, blankets, plates, paper
18 Process 3 | 2006
Resistance of consumables to UVradiation during hybrid coatingPress components, rubber rollers, printing and coating blankets, plates and substrates intended for UV printing must
be selected for their resistance to the aggressive UV inks and washes used and, of course, to UV radiation.With hybrid
coating this applies only to a limited extent because the relevant inks and chemicals are far less aggressive. As a
result consumables for hybrid production are also suitable for conventional printing with aqueous coating, whereas
with a pure UV printing process it is not possible to switch to any other kind of process.
Blankets suitable for hybrid production (August 2005)
Blanket Applications Substrates Strippable?
Atécé
PrintCare SF-APrintCare SP/SS/NPrintStrip R606
Conventional or hybrid, UV or UV plus hybrid productionAqueous or UV coatingAqueous or UV coating
Paper, carton, cardboard, plastic, metalPaper, carton, cardboard, plastic, metalPaper, carton
noyesyes
Böttcher
TOP 1001/1002/1003TOP 4400TOP 5400-N
Aqueous or UV coatingConventional or hybrid, UV or UV plus hybrid productionConventional or hybrid, UV or UV plus hybrid production
Paper, carton, cardboard, plastic, metalPaper, carton, metalMetal (with UV also paper, carton)
yes ( 0.7/0.8/0.8 mm max.)nono
Contitech, Phoenix Xtra Print
Conti-Air EbonyConti-Air SpectralPhoenix Ruby CaratPhoenix Topaz CaratPhoenix Opal/Canyon
Conventional or hybrid, UV or UV plus hybrid productionConventional or hybrid, UV or UV plus hybrid productionHybrid or UV productionConventional or hybrid, UV or UV plus hybrid productionAqueous or UV coating
Paper, metalPaperPaper, cartonPaper, carton, cardboard, metalPaper, carton, cardboard, plastic, metal
noyesnonoyes (approx. 0.9 mm)
Day International, Day Brasil
davidM QL StripperdayGraphica 3610/EU 03dayGraphica NSP 03Printec maxPrintec coater/stick ’n’ strip
Aqueous or UV coatingConventional or hybrid productionConventional or hybrid, UV or UV plus hybrid productionConventional or hybrid productionAqueous or UV coating
Paper, carton, cardboard, plastic, metalPaper, carton, cardboardCarton, cardboard, plastic, metalPaper, carton, cardboardPaper, carton, cardboard, plastic, metal
yesnononoyes (0.8 mm max.)
Duco, Birkan
Multi HybridSuperflexSuperstrip FB/FB longer runSuperstrip PB/UVPBSuperstrip SB AdhesiveTR TurquoiseUV Compressible EPDM
Conventional or hybrid, UV or UV plus hybrid productionConventional or hybrid, UV or UV plus hybrid productionOne-off aqueous or UV coatingAqueous or UV coatingAqueous or UV coatingConventional or hybrid, UV or UV plus hybrid productionUV mode, some hybrid inks
Paper, cartonCorrugated boardPaper, carton, cardboard, plastic, metalPaper, carton, cardboard, plastic, metalPaper, carton, cardboard, plastic, metalPaperPaper, carton, plastic, metal
nonoyes ( 0.8 mm max.)yes (0.95/0.8 mm max.)yesnono
Folex
Folacoat UV LT-D/LT-P Aqueous or UV coating Paper, carton, cardboard, plastic, metal yes
Fujikura Graphics
Luminus Conventional or hybrid, UV or UV plus hybrid production Paper, carton no
I.M.C.
Perfect Dot 4-SR Conventional or hybrid, UV or UV plus hybrid production Paper, plastic, metal no
Kinyo
Airtack M Adhesive Conventional or hybrid, UV or UV plus hybrid production Paper no
MacDermid (formerly Rollin)
ElastostripMetro
Aqueous or UV coatingConventional or hybrid, UV or UV plus hybrid production
Paper, carton, cardboard, plastic, metalCarton, cardboard, plastic, metal
yesno
Prisco
Priscolith EbonyPriscolith Hybrid
Conventional or hybrid, UV or UV plus hybrid productionConventional or hybrid production
Paper, metalCarton, cardboard, metal
nono
Reeves
Vulcan ComboVulcan FolioVulcan Image4U
Conventional or hybrid, UV or UV plus hybrid productionConventional or hybrid, UV or UV plus hybrid productionConventional or hybrid, UV or UV plus hybrid production
Paper, carton, metalPaperPaper, carton
nonono
Resistance of rollers and blankets toswellingIt is an established fact of UVproduction that the rubber coat-ings and layers on rollers andblankets (both printing and coat-ing blankets) must not be suscep-tible to swelling, ie the UV inksand the equally aggressive UVwashes must not cause the rub-ber to swell above an acceptabletolerance threshold. The inks used in association withhybrid coatings, by contrast, easilypenetrate synthetics and polymerplate layers, even though their
Errors and omissions excepted. Some blanket manufacturers accredit their products for specific washes. Not all blankets are available worldwide, production may be discontinued at any time.KBA reserves the right to approve or reject certain products for hybrid applications.

UV technology | Rollers, blankets, plates, paper
chemical composition resemblesthat of conventional inks moreclosely than UV inks. They can bewashed off the rollers, blanketsand plates with special hybridwashes which can also be usedto wash off conventional inksfollowing a change of operating
mode. Extended contact withwashes must cause no more thana minor change in the volume ofthe rubber and non-vulcanisedpolymers (swelling due to theabsorption of chemicals orshrinkage due to their removal).Swelling and shrinkage, eg whenchanging from hybrid to conven-tional ink or from ink to washes,is unavoidable – the decisive fac-tor is that it must remain withinthe specified tolerance range.Rollers and blankets react moreor less strongly to the varioustypes of hybrid inks and washesavailable. That is why it is best tofollow KBA recommendationsand look for the ‘accredited forhybrid printing’ label that indi-cates which inks and washes canbe used together without causingproblems with swelling. KBA onlyapproves inks and washes which,when tested with standardrollers – ie rollers that are other-wise normally used with conven-tional inks – cause no change involume at all or only within toler-able limits. At present onlyrollers supplied by German man-ufacturer Felix Böttcher, Co-logne, have been found to com-ply. Otherwise hybrid rollersmust be used, as some competi-tors specify, but that is not inkeeping with KBA’s definition ofhybrid technology. Irrespectiveof this the blankets must be suit-able for both hybrid and conven-tional/hybrid production. Thetopmost layers of these blanketsare generally made of NBR(nitrile butadiene rubber).Some blankets with a compoundsurface made of nitrile-PVC-poly-mer are not only suitable forhybrid production but alsoexpand the range of applicationspossible to UV, while blanketswith top layers of EPDM (ethyl-ene-propylene-diene monomer/terpolymer, EPD rubber) are spe-cific to UV inks. Marketing claims by some manu-facturers that quality impairmentmust be accepted with universalblankets compared to dedicatedhybrid or UV blankets may betrue in some cases, though by no
means in all. What is true is thatcontact with UV and convention-al inks is no good for rubber-based materials in the long run –an issue that does not arise withhybrid plus conventional opera-tion. There is as yet no durablesubstitute for EPDM in the shapeof a universally compatible blan-ket, which to a certain extentrepresents the best availablecompromise. As for the washesthat are currently available, thefollowing rule of thumb applies:hybrid washes are only compati-ble with nitrile-based materialsfor hybrid and conventional oper-ation and would cause EPDM toswell. EPDM is only compatiblewith UV inks and UV washes.
Plate stability during long print runsHybrid presses can basically con-sume any brand of offset platewhose print-run stability, as forUV printing, can be enhanced bybaking – with the exception ofcoarse-resolution plates for news-paper production. It is only possi-ble to bake analogue and digitalplates that have a photopolymeror thermal polymer layer. Heatingthe developed polymer layer bothseals and hardens the polymersurface, which impairs penetra-tion by ink components andwashes. This stops the layer peel-ing away under the impact of inkor if the blankets are washedbetween runs. It also eliminatesthe risk of post-copying caused byheat or UV radiation in the vicinityof the interdeck dryers.Most baked CTP plates are ther-mal plates. Fujifilm has evenbrought out the first bakableviolet CTP plate, the Brillia LP-NV.A few thermal plates are penetra-tion-resistant, and thus UV- andhybrid-compatible, even withoutbaking. These include Fujifilm’sVPU, which was specially devel-oped for UV applications. Even so,some penetration-resistant platescan still be thermally fixed forlonger print runs. In practice,Presstek’s processless Anthemplate has proved equally suitablefor UV and hybrid inks. And withthe right hybrid inks, it is already
possible to switch to waterlessoffset print production. Althoughwaterless plates cannot be baked,this is not necessary anyway forshort to medium print runs. Torayplates, which have a provenrecord of long-term performancein waterless UV printing, are alsosuitable, as are waterless platesfrom KPG (currently only availablein North America). However,plates based on polyester are justnot durable enough. There is asyet insufficient practical data onthe compatibility with waterlesshybrid inks of ablative plates suchas Presstek’s aluminium-basedPEARLdry.
Resistance of coating formes tochemicalsUV coatings applied in hybrid pro-duction must be compatible bothwith the hybrid inks and, whererelevant, with the overprint var-nish that is used to create con-trasting gloss effects. UV coatingsrequire the use of a coating blan-ket that is resistant to both UVcoatings and UV washes. Theseblankets are also suitable foraqueous coatings, which meansthey can be used in both modesof operation, hybrid and conven-tional. For spot coating with over-print varnishes, on the otherhand, a hybrid-compatible offsetplate is used instead of a blanket.Printers who are loath to use acostly photopolymer flexo plate
19Process 3 | 2006
Typical structure of a printing blanket forconventional or hybrid production, takingDuco Multi Hybrid as an example: NBR toplayer (green), micro-ground to 1 µm rawstencil depth, for rapid sheet release and inktransfer, low dot gain, high smash and edge-cut resistance; thin stabilising fabric layer;thick compressible layer (black, now oftenwith microspheres); low-stretch carcass(Graphic: Duco)
Blankets like this Duco Superstrip that aresuitable for both UV and aqueous coatingshave a smooth, cast surface, an easy-peelstripping layer and a low-stretch carcass.The standard stencil depth is around 0.8 mm(Graphic: Duco)
The print-run stability of KPG’s Sword Ultrathermal plate can be doubled to 1 millionimpressions by baking, but its penetration-proof exposure layer is resistant to hybrid andUV chemicals even without baking(Photo: KPG)
Stripping a coating blanket by cutting witha CAD plotter and removing the non-imageareas (Photos: Folex)
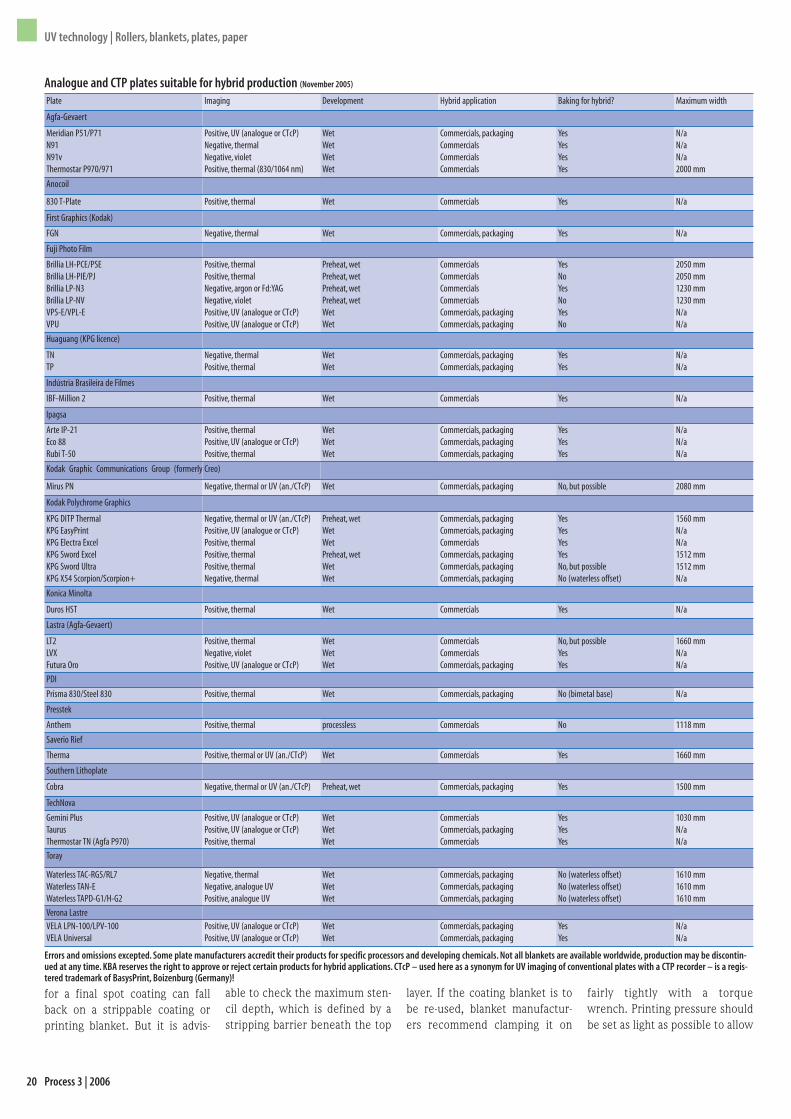
Plate Imaging Development Hybrid application Baking for hybrid? Maximum width
Agfa-Gevaert
Meridian P51/P71N91N91vThermostar P970/971
Positive, UV (analogue or CTcP)Negative, thermalNegative, violetPositive, thermal (830/1064 nm)
WetWetWetWet
Commercials, packagingCommercialsCommercialsCommercials
YesYesYesYes
N/aN/aN/a2000 mm
Anocoil
830 T-Plate Positive, thermal Wet Commercials Yes N/a
First Graphics (Kodak)
FGN Negative, thermal Wet Commercials, packaging Yes N/a
Fuji Photo Film
Brillia LH-PCE/PSEBrillia LH-PIE/PJBrillia LP-N3Brillia LP-NVVPS-E/VPL-EVPU
Positive, thermalPositive, thermalNegative, argon or Fd:YAGNegative, violetPositive, UV (analogue or CTcP)Positive, UV (analogue or CTcP)
Preheat, wetPreheat, wetPreheat, wetPreheat, wetWetWet
CommercialsCommercialsCommercialsCommercialsCommercials, packagingCommercials, packaging
YesNoYesNoYesNo
2050 mm2050 mm1230 mm1230 mmN/aN/a
Huaguang (KPG licence)
TNTP
Negative, thermalPositive, thermal
WetWet
Commercials, packagingCommercials, packaging
YesYes
N/aN/a
Indústria Brasileira de Filmes
IBF-Million 2 Positive, thermal Wet Commercials Yes N/a
Ipagsa
Arte IP-21Eco 88Rubi T-50
Positive, thermalPositive, UV (analogue or CTcP)Positive, thermal
WetWetWet
Commercials, packagingCommercials, packagingCommercials, packaging
YesYesYes
N/aN/aN/a
Kodak Graphic Communications Group (formerly Creo)
Mirus PN Negative, thermal or UV (an./CTcP) Wet Commercials, packaging No, but possible 2080 mm
Kodak Polychrome Graphics
KPG DITP ThermalKPG EasyPrintKPG Electra ExcelKPG Sword ExcelKPG Sword UltraKPG X54 Scorpion/Scorpion+
Negative, thermal or UV (an./CTcP)Positive, UV (analogue or CTcP)Positive, thermalPositive, thermalPositive, thermalNegative, thermal
Preheat, wetWetWetPreheat, wetWetWet
Commercials, packagingCommercials, packagingCommercialsCommercials, packagingCommercials, packagingCommercials, packaging
YesYesYesYesNo, but possibleNo (waterless offset)
1560 mmN/aN/a1512 mm1512 mmN/a
Konica Minolta
Duros HST Positive, thermal Wet Commercials Yes N/a
Lastra (Agfa-Gevaert)
LT2LVXFutura Oro
Positive, thermalNegative, violetPositive, UV (analogue or CTcP)
WetWetWet
CommercialsCommercialsCommercials, packaging
No, but possibleYesYes
1660 mmN/aN/a
PDI
Prisma 830/Steel 830 Positive, thermal Wet Commercials, packaging No (bimetal base) N/a
Presstek
Anthem Positive, thermal processless Commercials No 1118 mm
Saverio Rief
Therma Positive, thermal or UV (an./CTcP) Wet Commercials Yes 1660 mm
Southern Lithoplate
Cobra Negative, thermal or UV (an./CTcP) Preheat, wet Commercials, packaging Yes 1500 mm
TechNova
Gemini PlusTaurusThermostar TN (Agfa P970)
Positive, UV (analogue or CTcP)Positive, UV (analogue or CTcP)Positive, thermal
WetWetWet
CommercialsCommercials, packagingCommercials
YesYesYes
1030 mmN/aN/a
Toray
Waterless TAC-RG5/RL7Waterless TAN-EWaterless TAPD-G1/H-G2
Negative, thermalNegative, analogue UVPositive, analogue UV
WetWetWet
Commercials, packagingCommercials, packagingCommercials, packaging
No (waterless offset)No (waterless offset)No (waterless offset)
1610 mm1610 mm1610 mm
Verona Lastre
VELA LPN-100/LPV-100VELA Universal
Positive, UV (analogue or CTcP)Positive, UV (analogue or CTcP)
WetWet
Commercials, packagingCommercials, packaging
YesYes
N/aN/a
UV technology | Rollers, blankets, plates, paper
20 Process 3 | 2006
for a final spot coating can fallback on a strippable coating orprinting blanket. But it is advis-
able to check the maximum sten-cil depth, which is defined by astripping barrier beneath the top
layer. If the coating blanket is tobe re-used, blanket manufactur-ers recommend clamping it on
fairly tightly with a torque wrench. Printing pressure shouldbe set as light as possible to allow
Analogue and CTP plates suitable for hybrid production (November 2005)
Errors and omissions excepted. Some plate manufacturers accredit their products for specific processors and developing chemicals. Not all blankets are available worldwide, production may be discontin-ued at any time. KBA reserves the right to approve or reject certain products for hybrid applications. CTcP – used here as a synonym for UV imaging of conventional plates with a CTP recorder – is a regis-tered trademark of BasysPrint, Boizenburg (Germany)!
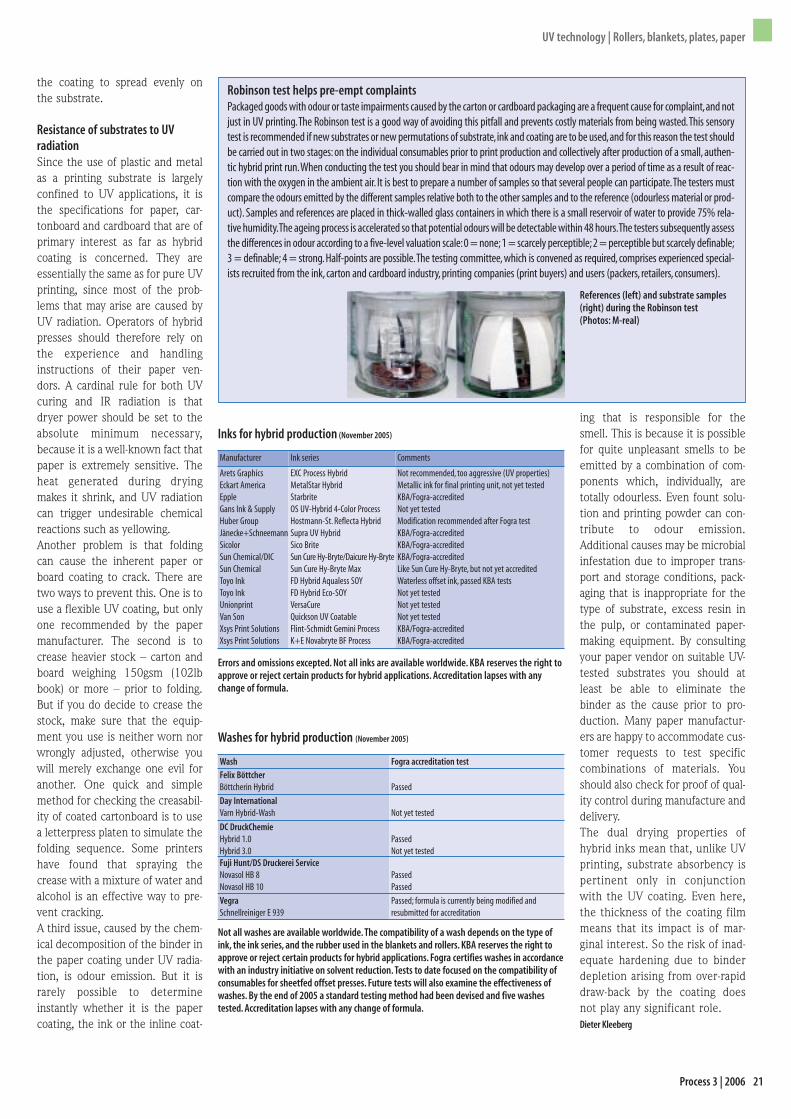
UV technology | Rollers, blankets, plates, paper
the coating to spread evenly onthe substrate.
Resistance of substrates to UVradiationSince the use of plastic and metalas a printing substrate is largelyconfined to UV applications, it isthe specifications for paper, car-tonboard and cardboard that are ofprimary interest as far as hybridcoating is concerned. They areessentially the same as for pure UVprinting, since most of the prob-lems that may arise are caused byUV radiation. Operators of hybridpresses should therefore rely onthe experience and handlinginstructions of their paper ven-dors. A cardinal rule for both UVcuring and IR radiation is thatdryer power should be set to theabsolute minimum necessary,because it is a well-known fact thatpaper is extremely sensitive. Theheat generated during dryingmakes it shrink, and UV radiationcan trigger undesirable chemicalreactions such as yellowing. Another problem is that foldingcan cause the inherent paper orboard coating to crack. There aretwo ways to prevent this. One is touse a flexible UV coating, but onlyone recommended by the papermanufacturer. The second is tocrease heavier stock – carton andboard weighing 150gsm (102lbbook) or more – prior to folding.But if you do decide to crease thestock, make sure that the equip-ment you use is neither worn norwrongly adjusted, otherwise youwill merely exchange one evil foranother. One quick and simplemethod for checking the creasabil-ity of coated cartonboard is to usea letterpress platen to simulate thefolding sequence. Some printershave found that spraying thecrease with a mixture of water andalcohol is an effective way to pre-vent cracking. A third issue, caused by the chem-ical decomposition of the binder inthe paper coating under UV radia-tion, is odour emission. But it israrely possible to determineinstantly whether it is the papercoating, the ink or the inline coat-
ing that is responsible for thesmell. This is because it is possiblefor quite unpleasant smells to beemitted by a combination of com-ponents which, individually, aretotally odourless. Even fount solu-tion and printing powder can con-tribute to odour emission.Additional causes may be microbialinfestation due to improper trans-port and storage conditions, pack-aging that is inappropriate for thetype of substrate, excess resin inthe pulp, or contaminated paper-making equipment. By consultingyour paper vendor on suitable UV-tested substrates you should atleast be able to eliminate thebinder as the cause prior to pro-duction. Many paper manufactur-ers are happy to accommodate cus-tomer requests to test specificcombinations of materials. Youshould also check for proof of qual-ity control during manufacture anddelivery. The dual drying properties ofhybrid inks mean that, unlike UVprinting, substrate absorbency ispertinent only in conjunctionwith the UV coating. Even here,the thickness of the coating filmmeans that its impact is of mar-ginal interest. So the risk of inad-equate hardening due to binderdepletion arising from over-rapiddraw-back by the coating doesnot play any significant role.Dieter Kleeberg
21Process 3 | 2006
Robinson test helps pre-empt complaintsPackaged goods with odour or taste impairments caused by the carton or cardboard packaging are a frequent cause for complaint,and notjust in UV printing.The Robinson test is a good way of avoiding this pitfall and prevents costly materials from being wasted.This sensorytest is recommended if new substrates or new permutations of substrate,ink and coating are to be used,and for this reason the test shouldbe carried out in two stages: on the individual consumables prior to print production and collectively after production of a small, authen-tic hybrid print run.When conducting the test you should bear in mind that odours may develop over a period of time as a result of reac-tion with the oxygen in the ambient air. It is best to prepare a number of samples so that several people can participate.The testers mustcompare the odours emitted by the different samples relative both to the other samples and to the reference (odourless material or prod-uct). Samples and references are placed in thick-walled glass containers in which there is a small reservoir of water to provide 75% rela-tive humidity.The ageing process is accelerated so that potential odours will be detectable within 48 hours.The testers subsequently assessthe differences in odour according to a five-level valuation scale:0 = none;1 = scarcely perceptible;2 = perceptible but scarcely definable;3 = definable; 4 = strong. Half-points are possible.The testing committee, which is convened as required, comprises experienced special-ists recruited from the ink, carton and cardboard industry, printing companies (print buyers) and users (packers, retailers, consumers).
References (left) and substrate samples(right) during the Robinson test(Photos: M-real)
Inks for hybrid production (November 2005)
Manufacturer Ink series Comments
Arets GraphicsEckart AmericaEppleGans Ink & SupplyHuber GroupJänecke+SchneemannSicolorSun Chemical/DICSun ChemicalToyo InkToyo InkUnionprintVan SonXsys Print SolutionsXsys Print Solutions
EXC Process HybridMetalStar HybridStarbriteOS UV-Hybrid 4-Color ProcessHostmann-St. Reflecta HybridSupra UV HybridSico BriteSun Cure Hy-Bryte/Daicure Hy-BryteSun Cure Hy-Bryte MaxFD Hybrid Aqualess SOYFD Hybrid Eco-SOYVersaCureQuickson UV CoatableFlint-Schmidt Gemini ProcessK+E Novabryte BF Process
Not recommended, too aggressive (UV properties)Metallic ink for final printing unit, not yet testedKBA/Fogra-accreditedNot yet testedModification recommended after Fogra testKBA/Fogra-accreditedKBA/Fogra-accreditedKBA/Fogra-accreditedLike Sun Cure Hy-Bryte, but not yet accreditedWaterless offset ink, passed KBA testsNot yet testedNot yet testedNot yet testedKBA/Fogra-accreditedKBA/Fogra-accredited
Errors and omissions excepted. Not all inks are available worldwide. KBA reserves the right toapprove or reject certain products for hybrid applications. Accreditation lapses with anychange of formula.
Washes for hybrid production (November 2005)
Not all washes are available worldwide. The compatibility of a wash depends on the type ofink, the ink series, and the rubber used in the blankets and rollers. KBA reserves the right toapprove or reject certain products for hybrid applications. Fogra certifies washes in accordancewith an industry initiative on solvent reduction. Tests to date focused on the compatibility ofconsumables for sheetfed offset presses. Future tests will also examine the effectiveness ofwashes. By the end of 2005 a standard testing method had been devised and five washes tested. Accreditation lapses with any change of formula.
Wash Fogra accreditation testFelix BöttcherBöttcherin Hybrid Passed
Day InternationalVarn Hybrid-Wash Not yet tested
DC DruckChemieHybrid 1.0Hybrid 3.0
PassedNot yet tested
Fuji Hunt/DS Druckerei ServiceNovasol HB 8Novasol HB 10
PassedPassed
VegraSchnellreiniger E 939
Passed; formula is currently being modified and resubmitted for accreditation

UV technology | Resistance of rollers, blankets, plates, paper
22 Process 3 | 2006
In at the startThe various companies currentlyengaged in optimising the hybridprinting process are vigorouslypursuing innovation in order toensure that hybrid technologycan deliver the performancedemanded. Day Internationalwas one of the first to take upthe challenge associated withthe many potential applicationsof the hybrid process. This com-mitment has paid off: todayhybrid users can choose from awhole raft of Day Internationalhybrid products with provencompatibility.But while these products, takenindividually, are highly effective,combining them can give rise tomajor problems. The blankets, inparticular, must fulfil widelydiverse criteria. Day Internation-al has found that close collabora-tion with press manufacturers,UV users and the ink industry isthe only way to develop rubbercompounds which, in conjunc-tion with inks and coatings,deliver an optimum image on dif-ferent substrates.
Blankets for hybrid pressesDay International developedthree blankets which are nowwidely used for hybrid produc-tion: dayGraphica 3610, day-Graphica EU 03 and dayGraphicaNSP 03.
These have been joined by a strip-pable coating blanket, davidM QLStripper, which can be used toapply an aqueous coating to con-ventional inks and a UV coating tohybrid inks, so it is suitable forboth the modes of operation pos-sible with hybrid presses, and thewide choice of substrates forwhich they are designed.The most popular of DayInternational's blankets is thedayGraphica 3610, which gener-ates less heat and is fully compat-ible with hybrid inks. The facecompound is nitrile rubber, whichallows an ideal range of contraststo be created on the printedsheet. DayGraphica EU 03 has thesame underlying structure but adifferent face compound. Forhybrid operators whose workentails printing a lot of differentjobs on various substrates thisblanket offers some specific bene-fits. Very good ink transfer and along service life are two of them.Day International's most recenthybrid-compatible blanket, day-Graphica NSP 03, is universallycompatible because the face com-pound is made of nitrile and PVC,so it can be used for conventionalsheetfed offset, hybrid and pureUV production. It allows printersto switch freely between conven-tional plus hybrid and convention-al plus UV with no impairment toquality.
Exploiting synergies in wash andblanket developmentThe scanning electron micro-scope images at the bottom ofthe next page show the effect awash can have on the rubber faceof a blanket. With an aggressive wash it can beseen that the volume of the rub-ber layer changes because theoriginal molecular face structureis destroyed. Aggressive orunsuitable washes can alsodestroy or dissolve certain addi-tives that make the rubber com-pound harder or more elastic. Inpractice this can have a severeimpact not only on blanket per-formance, service life and inkingrollers but also on ink-splittingand thus print quality. With acompatible wash the rubberretains its original properties.A joint project with chemicalsmanufacturer Varn Products, amember of the Day Group, hasenabled new synergies to beexploited in the development ofblankets and pressroom chem-istry. This is because DayInternational and Varn focus onthe mutual compatibility of theirproducts right from the initialdevelopment phase, enablingthem to offer high-quality, mu-tually compatible washes andblankets that deliver an optimumperformance within the printingprocess (see table).
Washes for hybrid pressesTwo crucial criteria for the cost-efficiency of a wash are that itmust clean the rubber rollers andblanket surface thoroughly andrapidly restore ink transportabili-ty when the ink train is restartedafter the washing cycle. VarnProducts offers three differenthybrid washes with such proper-ties: V60+ Wash, AIII Hydro-Solvand Hybrid-Wash.While the first two products havealready fulfilled the accreditationcriteria stipulated by Fogra andall the major manufacturers ofprinting presses and washing sys-tems, Hybrid-Wash is still beingreformulated in accordance withKBA recommendations. (Editor’snote: Fogra’s accreditation testson hybrid inks revealed thatHybrid-Wash – W6 in the chapteron pages 35-39, ‘Fogra testshybrid inks’ – met the minimumwashability criteria in most cases.However, the impact of washes onblanket swelling was not theobject of the ink tests. Tests onwashes, a basic condition for their
Hybrid-compatible blankets and washesKBA’s hybrid philosophy holds that hybrid inks should be printable with blankets that are also suitable for conven-
tional inks. It follows that the washes used to clean them off the blankets should also be suitable for conventional
inks. In some cases the press operator may even plump for blankets with additional resistance to pure UV inks, but
this universal compatibility is not essential. What is essential is long-term stability in dual-mode operation, so the
inks and washes must cause no excessive swelling or shrinkage of the rubber on the blankets and rollers in either
conventional or hybrid mode. It would therefore be an obvious advantage if hybrid-compatible blankets and wash-
es were developed in lockstep with each other. Day International’s approach is a good example.
DayGraphica 3610: the standard blanket forhybrid production
DayGraphica EU 03: suitable for a broadrange of products
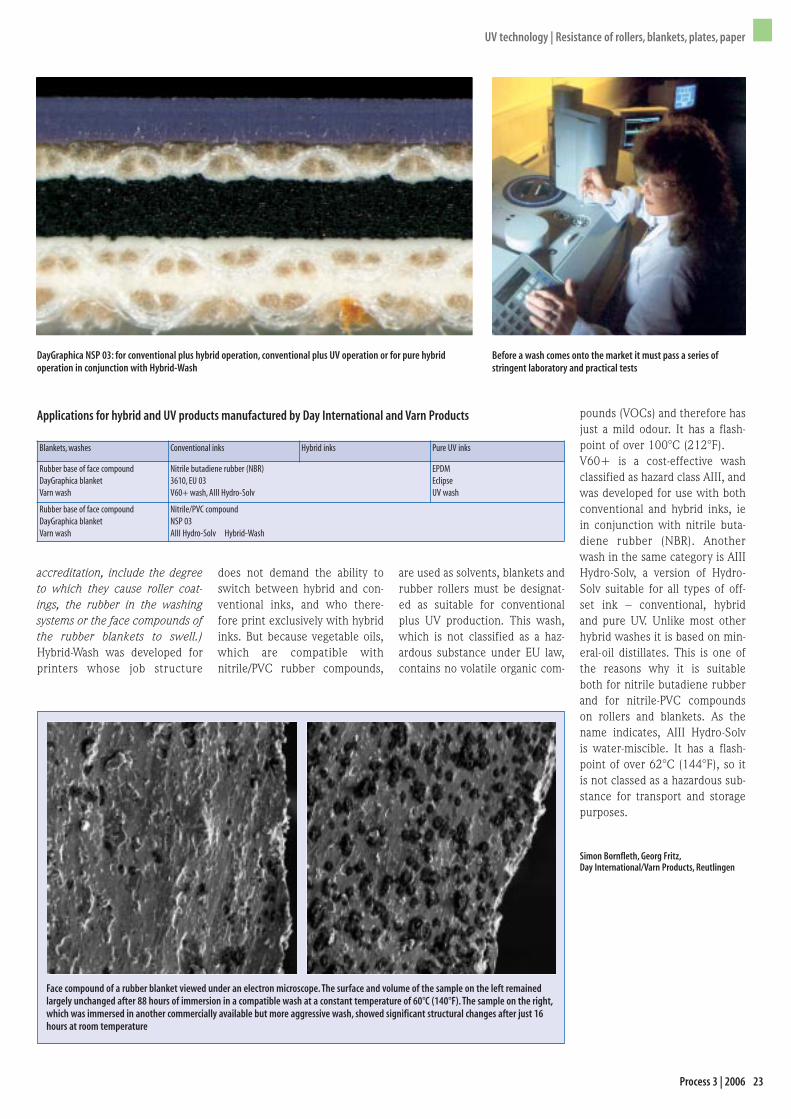
UV technology | Resistance of rollers, blankets, plates, paper
accreditation, include the degreeto which they cause roller coat-ings, the rubber in the washingsystems or the face compounds ofthe rubber blankets to swell.)Hybrid-Wash was developed forprinters whose job structure
does not demand the ability toswitch between hybrid and con-ventional inks, and who there-fore print exclusively with hybridinks. But because vegetable oils,which are compatible withnitrile/PVC rubber compounds,
are used as solvents, blankets andrubber rollers must be designat-ed as suitable for conventionalplus UV production. This wash,which is not classified as a haz-ardous substance under EU law,contains no volatile organic com-
pounds (VOCs) and therefore hasjust a mild odour. It has a flash-point of over 100°C (212°F).V60+ is a cost-effective washclassified as hazard class AIII, andwas developed for use with bothconventional and hybrid inks, iein conjunction with nitrile buta-diene rubber (NBR). Anotherwash in the same category is AIIIHydro-Solv, a version of Hydro-Solv suitable for all types of off-set ink – conventional, hybridand pure UV. Unlike most otherhybrid washes it is based on min-eral-oil distillates. This is one ofthe reasons why it is suitableboth for nitrile butadiene rubberand for nitrile-PVC compoundson rollers and blankets. As thename indicates, AIII Hydro-Solvis water-miscible. It has a flash-point of over 62°C (144°F), so itis not classed as a hazardous sub-stance for transport and storagepurposes.
Simon Bornfleth, Georg Fritz,Day International/Varn Products, Reutlingen
23Process 3 | 2006
Applications for hybrid and UV products manufactured by Day International and Varn Products
Blankets, washes Conventional inks Hybrid inks Pure UV inks
Rubber base of face compoundDayGraphica blanketVarn wash
Nitrile butadiene rubber (NBR)3610, EU 03V60+ wash, AIII Hydro-Solv
EPDMEclipseUV wash
Rubber base of face compoundDayGraphica blanketVarn wash
Nitrile/PVC compoundNSP 03AIII Hydro-Solv Hybrid-Wash
DayGraphica NSP 03: for conventional plus hybrid operation, conventional plus UV operation or for pure hybrid operation in conjunction with Hybrid-Wash
Face compound of a rubber blanket viewed under an electron microscope. The surface and volume of the sample on the left remainedlargely unchanged after 88 hours of immersion in a compatible wash at a constant temperature of 60°C (140°F). The sample on the right,which was immersed in another commercially available but more aggressive wash, showed significant structural changes after just 16hours at room temperature
Before a wash comes onto the market it must pass a series of stringent laboratory and practical tests

UV technology | Resistance of rollers, blankets, plates, paper
24 Process 3 | 2006
Finding the ideal combinationThe print quality delivered by apress depends to a large extenton the substrate used, since thisis what gives print its visual im-pact. Not every type of paperboasts the properties essentialfor a trouble-free production runusing hybrid inks. The interac-tion of the substrate with the inkand coating during hybrid pro-duction has a fundamental im-pact on the adhesive strength ofthe ink on the paper, the rub-and scratch-resistance of the inkfilm and the gloss level of the oil-based varnishes and UV coatingsused. And since not every combi-nation of substrate, ink and coat-ing is equally appropriate, findingthe best one can dramaticallyenhance the image delivered. Itis also advisable to carry out printtests with various permutationsof the systems involved in theprocess, so as to optimise theirinterplay.
Mechanical factors influencinggloss qualityPressroom experience has shownthat coating or varnishing deliv-ers the highest gloss levels whenapplied to substrates with a par-ticularly smooth surface. Glossypaper like Schneidersöhne’sLuxoMagic is an ideal basis.LuxoMagic was used in the glosstest that KBA ran on hybrid-print-ed stock (see chapter on ‘Glossand its measurement using the
KBA test chart’). The differencesin the various types of glossycoated paper on the marketessentially lie in their inherentgloss levels, which are deter-mined by the coating pigmentsand/or calendering process used.A gloss finish is created by coat-ing a web of paper a number oftimes and running it through acalender. Supercalenders impartgloss by subjecting the paper to acombination of high pressure,moisture and high temperaturesas it runs through the nips – themechanical contact pointsbetween the rollers – in a succes-sion of calenders. The pressureexerted at the nips makes thecoated paper surface denser andsmoother. The colour pigmentsfor the coating, and the degree ofmechanical pressure exerted dur-ing the calendering process, canbe adjusted to obtain the preciselevel of gloss required. Thedegree of substrate compressionthat necessarily occurs duringcalendering depends on thepaper’s thickness and specificvolume.Some problems associated withglossy coated paper, for examplecracking during folding, mayoriginate in the manufacturingprocess. This is why heavierstock (150gsm or 102lb bookupwards) should be scored priorto folding so as to create a flexi-ble hinge. Paper that has beenseverely compressed is less elas-
tic (ie stiffer) than similar paperthat has been glazed more gentlyin a softnip calender. On top ofthis the UV coating used mustform as flexible a film as possible:if it is too brittle it will crack andimpair the fold.
Brittleness and dimensional stabilityCoated stock may also becomebrittle during hybrid print pro-duction followed by radiationcuring. This is because heat isgenerated as a by-product of thechemical and physical reactionstriggered to dry the ink. The heatdraws moisture from the paper,and as this dries out the individ-ual fibres shrink and lose theirelasticity.At the same time the ink filmhardens and the dimensions ofthe printed sheet become fixed.In some cases moisture absorp-tion by the substrate during con-ventional offset production, or apartial extraction of moistureduring thermal air drying, maycause an undesirable distortionin sheet dimensions. The choiceof pulp, the ratio of long runningfibres to short cross fibres, thecomposition of the coating basepaper and its inherent moisturecontent can all impair the dimen-sional stability of the sheet.
Semi-matt and matt coated stockHybrid inks and coatings can beapplied to semi-matt as well as
glossy coated paper, and the man-ufacturing technology involved ismuch the same: it is the choiceof coating colour pigments andcalendering pressure that createsthe semi-matt effect. Softnip cal-enders are commonly usedbecause they glaze or semi-glazethe surface gently, with muchless mechanical pressure than asupercalender. In exceptionalcases customised rollers are usedto create a specific matt surface.Even here, multiple passes arethe norm in order to create anextremely uniform, close-grainedsurface.The way matt coated papers areprocessed makes them less suit-able for hybrid production. Thematt effect on the surface iscreated solely by the coating pig-ments used, most commonly cal-cium carbonate pigments whosegeometric structure is a bizarrelyshaped polygon. Their uniformdistribution over the surface ofthe substrate gives it a fine yetporous and open structure whichdiffuses incidental light to impartan impression of mattness to theobserver. Matt coated papers arenot calendered and need not bemultiple coated.If, despite its shortcomings, mattcoated paper is specified for a UVor hybrid print job, then a pre-production test run is stronglyrecommended because priortreatment with primer or theaddition of antipenetration
Substrates for hybrid applications
The best type of stock to use for hybrid applications is glossy coated paper or
board because it enhances the gloss effect of the UV coating. The composi-
tion of the coating applied to the paper or board during manufacture, and
the smoothing action of the calender, impart certain chemical, physical and
mechanical properties to the substrate which influence its suitability for UV
curing in conjunction with hybrid inks and UV coatings as well as its
creasability and foldability in the finishing department.The Schneidersöhne
Group, a German paper and board specialist, has investigated the properties
required for hybrid production. Gloss test charts and other prints created using hybrid inks and coatings
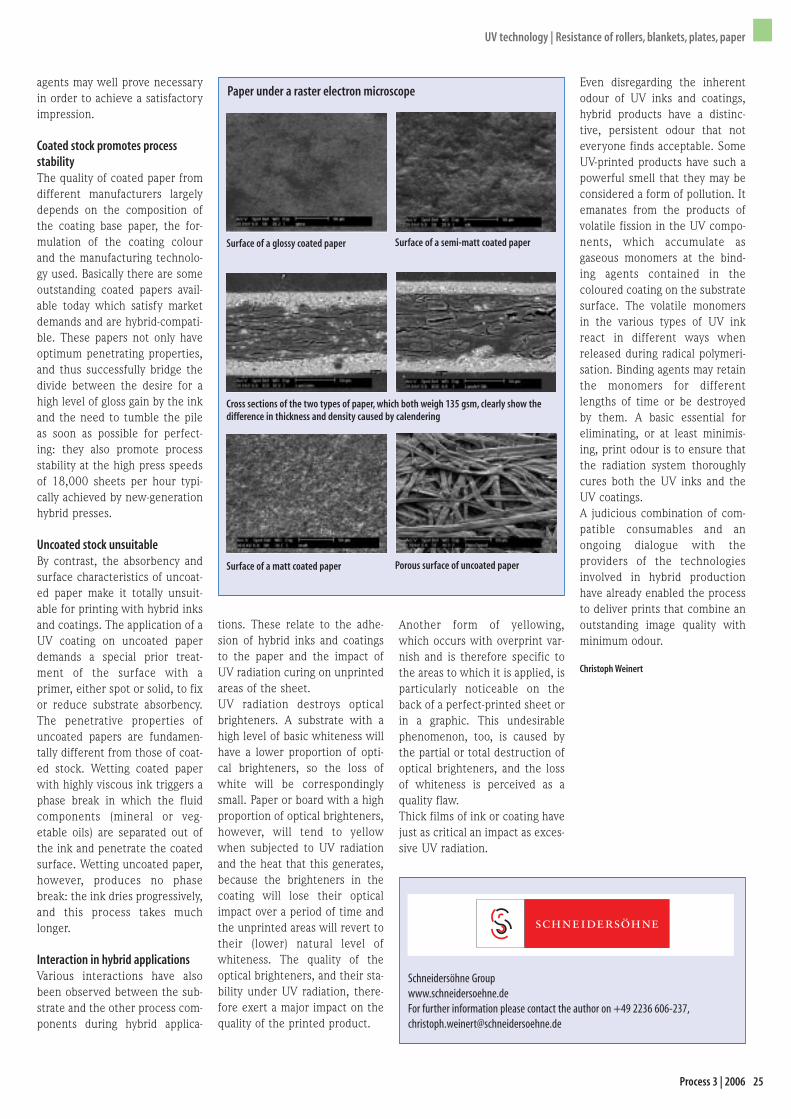
UV technology | Resistance of rollers, blankets, plates, paper
agents may well prove necessaryin order to achieve a satisfactoryimpression.
Coated stock promotes process stabilityThe quality of coated paper fromdifferent manufacturers largelydepends on the composition ofthe coating base paper, the for-mulation of the coating colourand the manufacturing technolo-gy used. Basically there are someoutstanding coated papers avail-able today which satisfy marketdemands and are hybrid-compati-ble. These papers not only haveoptimum penetrating properties,and thus successfully bridge thedivide between the desire for ahigh level of gloss gain by the inkand the need to tumble the pileas soon as possible for perfect-ing: they also promote processstability at the high press speedsof 18,000 sheets per hour typi-cally achieved by new-generationhybrid presses.
Uncoated stock unsuitableBy contrast, the absorbency andsurface characteristics of uncoat-ed paper make it totally unsuit-able for printing with hybrid inksand coatings. The application of aUV coating on uncoated paperdemands a special prior treat-ment of the surface with aprimer, either spot or solid, to fixor reduce substrate absorbency.The penetrative properties ofuncoated papers are fundamen-tally different from those of coat-ed stock. Wetting coated paperwith highly viscous ink triggers aphase break in which the fluidcomponents (mineral or veg-etable oils) are separated out ofthe ink and penetrate the coatedsurface. Wetting uncoated paper,however, produces no phasebreak: the ink dries progressively,and this process takes muchlonger.
Interaction in hybrid applicationsVarious interactions have alsobeen observed between the sub-strate and the other process com-ponents during hybrid applica-
tions. These relate to the adhe-sion of hybrid inks and coatingsto the paper and the impact ofUV radiation curing on unprintedareas of the sheet.UV radiation destroys opticalbrighteners. A substrate with ahigh level of basic whiteness willhave a lower proportion of opti-cal brighteners, so the loss ofwhite will be correspondinglysmall. Paper or board with a highproportion of optical brighteners,however, will tend to yellowwhen subjected to UV radiationand the heat that this generates,because the brighteners in thecoating will lose their opticalimpact over a period of time andthe unprinted areas will revert totheir (lower) natural level ofwhiteness. The quality of theoptical brighteners, and their sta-bility under UV radiation, there-fore exert a major impact on thequality of the printed product.
Another form of yellowing,which occurs with overprint var-nish and is therefore specific tothe areas to which it is applied, isparticularly noticeable on theback of a perfect-printed sheet orin a graphic. This undesirablephenomenon, too, is caused bythe partial or total destruction ofoptical brighteners, and the lossof whiteness is perceived as aquality flaw.Thick films of ink or coating havejust as critical an impact as exces-sive UV radiation.
Even disregarding the inherentodour of UV inks and coatings,hybrid products have a distinc-tive, persistent odour that noteveryone finds acceptable. SomeUV-printed products have such apowerful smell that they may beconsidered a form of pollution. Itemanates from the products ofvolatile fission in the UV compo-nents, which accumulate asgaseous monomers at the bind-ing agents contained in thecoloured coating on the substratesurface. The volatile monomersin the various types of UV inkreact in different ways whenreleased during radical polymeri-sation. Binding agents may retainthe monomers for differentlengths of time or be destroyedby them. A basic essential foreliminating, or at least minimis-ing, print odour is to ensure thatthe radiation system thoroughlycures both the UV inks and theUV coatings.A judicious combination of com-patible consumables and anongoing dialogue with theproviders of the technologiesinvolved in hybrid productionhave already enabled the processto deliver prints that combine anoutstanding image quality withminimum odour.
Christoph Weinert
25Process 3 | 2006
Paper under a raster electron microscope
Surface of a glossy coated paper Surface of a semi-matt coated paper
Cross sections of the two types of paper, which both weigh 135 gsm, clearly show thedifference in thickness and density caused by calendering
Surface of a matt coated paper Porous surface of uncoated paper
Schneidersöhne Groupwww.schneidersoehne.deFor further information please contact the author on +49 2236 606-237,[email protected]

UV technology | Hybrid inks
26 Process 3 | 2006
Higher gloss with UV coatingIf a print job specifies a highgloss level of 85 or more, then aUV coating is the only possiblealternative to film lamination.But a UV coating can only deliversuch a high gloss level if the sub-strate to be coated is completelydry, otherwise the coating willpenetrate the ink film. And onceit has been applied, the coatingmust have plenty of time tospread and form a smooth, glossysurface.There is a choice of four methodsfor applying a UV coating:1.Offline on a dried film of any
type of ink;2. Inline on an aqueous primer
applied to a film of wet con-ventional ink and dried in an interdeck dryer (two-coater press);
3. Inline on a pre-cured film of UV ink;
4. Inline on a pre-cured film of hybrid ink.
Epple provides suitable inks, washesand overprint varnishesEpple’s Starbrite hybrid inks,which have been on the marketfor a number of years, unite theproperties of conventional inksand UV inks, so they can be fin-ished inline with a high-gloss UVcoating. As a result printers canenjoy the benefits of UV inks –high-speed curing and compati-bility between the binding agentand the UV coating – withouthaving to install a pure UV press.Using Starbrite printing inks andStarbrite 1300 hybrid wash it ispossible to print• with normal rubber rollers and
blankets;• with no further modification of
the printing units for UV appli-cations;
• with an IPA-free fount solu-tion.
Multiple tests conducted in asso-ciation with all the major rollermanufacturers to check rollerand blanket swelling have shownthat Starbrite inks and washesdeliver the best results in con-junction with conventional, asopposed to UV-modified, rollersand blankets (see box). The suit-ability of Starbrite inks for hybridproduction was confirmed at thesecond hybrid user meeting, inApril 2005, where they wereawarded the KBA/Fogra seal ofapproval. But setting aside theimpact of inks and washes onrubber-based materials, the bestoffset plates to use are baked orUV-compatible ones.As far as gloss levels are con-cerned, the impact of the sub-strate, degree of ink coverageand colour imposition is negli-gible. As with all inks, slightchanges occur in the gloss levelimmediately after impression.Users have even noticed positivechanges during oxidation in thepile.Contrasting gloss effects can becreated by using Starbrite inkswith various compatible mattoverprint varnishes which can beapplied as a spot coating in theoffset register prior to a full-solidUV coating. For this particularapplication Epple offers Starbrite1290 and 1579 yellow-resistantcoatings – both of them for anorange-peel effect – and 1523 fora smooth matt gloss.
Storage and settingThe stability of hybrid inks dur-ing storage depends on the ambi-ent temperature and the chemi-cal properties of the pigments.The higher the storage tempera-
ture, the less stable the inks. In alarge-scale series of tests Epplepinpointed pigments for bothprocess and special inks thatwere storable for a minimum ofsix months at a maximum tem-perature of 25°C (77°F).Starbrite process inks are formu-lated print-ready for the se-quence black–cyan–magenta–yellow. Dot gain and print qualityare largely comparable withthose of conventional printinginks.
Problem-free ink/water balanceWhen it comes to achieving thecorrect ink/water balance, Star-brite inks behave like conven-tional printing inks. And unlikeearlier UV inks they are notexcessively hydrophilic. They arealso less prone to emulsificationand tinting.
It is always wise to analyse thewater used: depending on thequality it may be necessary toalter the composition of thefount solution. In theory, anyconventional dampening additivecan be used, alcohol substitutesincluded, with the exception ofsiccatives. Print tests have shownthat fount solution containingsiccatives can cause the ink todry on the rollers, which canimpair print production. Eppleoffers dampening additive Wa-terfit 1239 for use with hybridinks.
Hybrid inks and conventional inkshave different tackThe rheological properties ofhybrid inks – most noticeably vis-cosity, tack and flow – display thesame mutual dependence asthose of conventional inks, so it
Specifications forhybrid inks
The key to success with the hybrid printing process – apart from choosing
the appropriate press technology – is to use the right hybrid inks. These not
only dry by oxidation and penetration, like conventional inks, but also cure
by radiation, like UV inks, and accept a direct UV coating without a primer.
This chapter examines the typical characteristics and specifications of hybrid
inks, taking as an example one of the ink types accredited by KBA and Fogra:
the Starbrite series developed by German manufacturer Epple in Neusäss.
The Starbrite product range also includes washes and overprint varnishes
specially formulated for hybrid inks.
95
90
85
80
75
7070% 70% 70% 100% 100% 70% 100% 100%M+K C+M CMY M+K C+M CMYK CMY CMYK=40% =140% =210% =200% =200% =280% =300% =400% 0%
Gloss levels, by colour content and area coverage, of Starbrite hybrid inks with UV coating(green) and conventional inks with aqueous plus UV coating (blue) 72 hours after applicationat a speed of 10,000 sheets per hour on GD2 double-coated gloss cartonboard. The mediangloss level is higher with a hybrid coating (90.7) than with two coatings (88.3) and the influence of the ink noticeably weaker (scarcely any fluctuation in gloss levels). The imageprinted was the KBA test chart (see chapter on gloss, page 30)
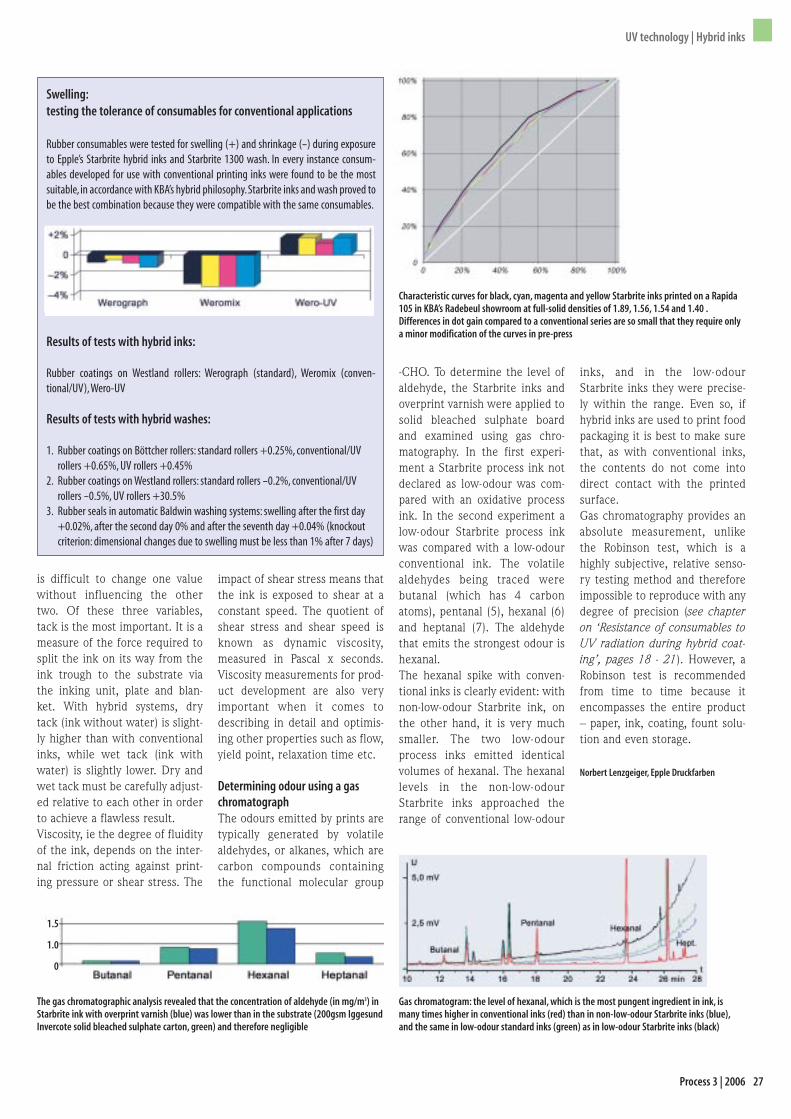
UV technology | Hybrid inks
is difficult to change one valuewithout influencing the othertwo. Of these three variables,tack is the most important. It is ameasure of the force required tosplit the ink on its way from theink trough to the substrate viathe inking unit, plate and blan-ket. With hybrid systems, drytack (ink without water) is slight-ly higher than with conventionalinks, while wet tack (ink withwater) is slightly lower. Dry andwet tack must be carefully adjust-ed relative to each other in orderto achieve a flawless result.Viscosity, ie the degree of fluidityof the ink, depends on the inter-nal friction acting against print-ing pressure or shear stress. The
impact of shear stress means thatthe ink is exposed to shear at aconstant speed. The quotient ofshear stress and shear speed isknown as dynamic viscosity,measured in Pascal x seconds.Viscosity measurements for prod-uct development are also veryimportant when it comes todescribing in detail and optimis-ing other properties such as flow,yield point, relaxation time etc.
Determining odour using a gaschromatographThe odours emitted by prints aretypically generated by volatilealdehydes, or alkanes, which arecarbon compounds containingthe functional molecular group
-CHO. To determine the level ofaldehyde, the Starbrite inks andoverprint varnish were applied tosolid bleached sulphate boardand examined using gas chro-matography. In the first experi-ment a Starbrite process ink notdeclared as low-odour was com-pared with an oxidative processink. In the second experiment alow-odour Starbrite process inkwas compared with a low-odourconventional ink. The volatilealdehydes being traced werebutanal (which has 4 carbonatoms), pentanal (5), hexanal (6)and heptanal (7). The aldehydethat emits the strongest odour ishexanal.The hexanal spike with conven-tional inks is clearly evident: withnon-low-odour Starbrite ink, onthe other hand, it is very muchsmaller. The two low-odourprocess inks emitted identicalvolumes of hexanal. The hexanallevels in the non-low-odourStarbrite inks approached therange of conventional low-odour
inks, and in the low-odourStarbrite inks they were precise-ly within the range. Even so, ifhybrid inks are used to print foodpackaging it is best to make surethat, as with conventional inks,the contents do not come intodirect contact with the printedsurface.Gas chromatography provides anabsolute measurement, unlikethe Robinson test, which is ahighly subjective, relative senso-ry testing method and thereforeimpossible to reproduce with anydegree of precision (see chapteron ‘Resistance of consumables toUV radiation during hybrid coat-ing’, pages 18 - 21). However, aRobinson test is recommendedfrom time to time because itencompasses the entire product– paper, ink, coating, fount solu-tion and even storage.
Norbert Lenzgeiger, Epple Druckfarben
27Process 3 | 2006
Swelling:testing the tolerance of consumables for conventional applications
Rubber consumables were tested for swelling (+) and shrinkage (-) during exposureto Epple’s Starbrite hybrid inks and Starbrite 1300 wash. In every instance consum-ables developed for use with conventional printing inks were found to be the mostsuitable, in accordance with KBA’s hybrid philosophy.Starbrite inks and wash proved tobe the best combination because they were compatible with the same consumables.
Results of tests with hybrid inks:
Rubber coatings on Westland rollers: Werograph (standard), Weromix (conven-tional/UV),Wero-UV
Results of tests with hybrid washes:
1. Rubber coatings on Böttcher rollers: standard rollers +0.25%, conventional/UV rollers +0.65%, UV rollers +0.45%
2. Rubber coatings on Westland rollers: standard rollers -0.2%, conventional/UV rollers -0.5%, UV rollers +30.5%
3. Rubber seals in automatic Baldwin washing systems: swelling after the first day +0.02%, after the second day 0% and after the seventh day +0.04% (knockout criterion: dimensional changes due to swelling must be less than 1% after 7 days)
The gas chromatographic analysis revealed that the concentration of aldehyde (in mg/m3) inStarbrite ink with overprint varnish (blue) was lower than in the substrate (200gsm IggesundInvercote solid bleached sulphate carton, green) and therefore negligible
Characteristic curves for black, cyan, magenta and yellow Starbrite inks printed on a Rapida105 in KBA’s Radebeul showroom at full-solid densities of 1.89, 1.56, 1.54 and 1.40 .Differences in dot gain compared to a conventional series are so small that they require onlya minor modification of the curves in pre-press
Gas chromatogram: the level of hexanal, which is the most pungent ingredient in ink, ismany times higher in conventional inks (red) than in non-low-odour Starbrite inks (blue),and the same in low-odour standard inks (green) as in low-odour Starbrite inks (black)
1.5
1.0
0

UV technology | UV coatings
28 Process 3 | 2006
Compatibility with hybrid inksThe first relates to the coatabilityof hybrid inks, which must con-tain binding agents that dry byoxidation and others that cure bycross-linking. Hybrid inks, unlikeconventional inks, can deliverhigh-gloss effects provided thatspecially formulated UV coatingsand – if hybrid inks are alsoapplied in conventional produc-tion mode – the appropriatewater-based coatings are used.Because the coating is the onlypure UV consumable processed
in the press, the other press sec-tions do not have to be UV resist-ant. One of the biggest advan-tages of hybrid inks (at least inKBA’s system) is that convention-al roller coatings are perfectlyadequate, so the rollers do nothave to be protected with a layerof EPDM as they do in pure UVprint production.In practice, inline UV coatingsare used with three differenttypes of ink: conventional, hybrid
and UV. On conventional inks, ieinks that dry by oxidation and/orpenetration, a UV coating canonly be applied in conjunctionwith an aqueous primer. Thisnormally requires a two-coaterpress and the average gloss levelachievable is around 70. Withhybrid inks there is no need forprimer and thus a second coater,and the median gloss level isaround 90. For direct UV coating,UV-reactive inks must be usedwhich are much harder to printthan hybrid inks and deliver gloss
UV coating specificationsIn hybrid production, UV coatings are used in the final coater to create a high gloss. They are applied as a full solid,
wet on wet – either directly on the hybrid inks or on an oil-based overprint varnish (OPV) functioning as a spot var-
nish. The interaction between the two contrasting types of coating, OPV and UV, gives rise to a number of spot
effects, while their different surface tensions can be exploited to create various structural and haptic effects. But
both UV and hybrid coating must perform to specific standards.
KBA product manager Anne-Kathrin Gerlach and head of sheetfed offset marketing JürgenVeil checking the gloss levels possible with Vegra UV coatings on a hybrid press
levels of 80-plus. The highestgloss levels with UV coatings areachieved with offline coating sys-tems, where the type of ink isimmaterial because it is com-pletely dried in advance.Whatever the process, the levelof gloss actually achieved de-pends on the dwell time. This inturn depends on printing speedand the length of the dwell sec-tion, so a double delivery exten-sion is advisable. Other factors
are the substrate, the volume ofcoating applied and the position,quantity and efficacy of the indi-vidual UV lamps.
Compatibility with other coatingsto create contrasting gloss effectsHigh-gloss UV coatings must becompatible not only with hybridinks but also with the oil-basedoverprint varnishes specificallyformulated for hybrid produc-tion. The precise degree towhich the two coatings accept orrepel each other can be con-trolled by adjusting the surfacetension. For example, to create amatt or collotype grain effect oncertain areas a dampened offsetplate can be used in the lastprinting unit to apply an OPV,which repels UV coatings. Thehigh-gloss UV coating is applied
“We believe that the technology to supportvisual effects and hybrid production is oneof the most intelligent developments of thepast 50 years in the print industry.” AlbertUhlemayr, the author, speaking at the firstKBA hybrid user meeting in September2003. Vegra has promoted hybrid coatingright from the start
Viscosity of UV coatings
Viscosity can be determined with a DINimmersion-type run-out cup. The cup isfilled up to the mark and the coatingtimed as it runs out through the 4mm(0.15in) hole in the base at an ambienttemperature of 20°C (68°F).UV coatings should take no less than 25seconds (or the application will beuneven) and no more than 65 seconds(or the coating may spray). Viscosity isinfluenced by temperature and dimin-ishes as the temperature in the coaterincreases in continuous operation, so thisloss of viscosity must be factored in. Atthe KBA hybrid user meeting, 45°C(113°F) was discussed as being the opti-mum temperature for UV coating. Butbecause the optimum storage tempera-ture is lower, the coating should not bewarmed prior to pumping.
as a full solid, but cannot adhereto the OPV. This creates a con-trast between the matt or granu-lated effect of the OPV and thehigh gloss of the remaining areas.Since coatings applied in a singleworkflow should always be mutu-ally compatible, it is best eitheralways to use the same brand orto ask various manufacturers fora list of coatings that are mutual-ly compatible.The Vegra group, for example,offers a combination of oil-basedoverprint varnish 3606 and high-gloss UV coating 1038 for hybrid

UV technology | UV coatings
coating. Alternatively, to create adrip-off effect with aqueous coat-ing, apply coating 3606/1 withspecial coating DL 1188 onhybrid inks. Further informationon Vegra products is available atwww.vegra.com.At all events, it is important toensure that the UV coating isalways applied uniformly and insufficient volume. This should beno less than 5g/m2, which isequivalent to a pick-up volume bythe anilox roller of 15g/m2. It isessential to clean the aniloxroller and check its pick-up vol-ume, using the roller code, priorto impression. All coatings can beworked at maximum productionspeed. As with aqueous coatings,the temperature of the pile fol-
lowing the UV coating serves as ayardstick for potential problemsduring folding or scoring.
Use in food and non-food packag-ing printingExaminations of prints hybrid-coated with Vegra’s high-gloss UVcoating 1038 showed no residualmonomers or photoinitiatorswhen subjected to an extractionprocess using alcohol and methyl-ene chloride. On top of this, allVegra UV coatings are odour-free
and certified as such by ISEGA*.So this type of gloss coating canalso be used for food packaging,provided the UV lamps are suffi-ciently powerful to cure the coat-ing properly, and are cleaned andreplaced regularly. UV coating1038 can even be heat-stamped,which also makes it suitable forpackaging and labels. Special hot-stamping gold foils are availablefor just this purpose.Albert Uhlemayr, President of the Vegra Group
29Process 3 | 2006
Vegra UV coating 1038 for hybrid finishing isexceptionally scuff-resistant, adheresextremely well and can be scored, folded,glued (with water-based adhesives), heat-stamped and heat-sealed (PVC and PP)
*ISEGA Forschungs- and Untersuchungsgesellschaft (www.isega.de) in Aschaffenburg,Germany, is an independent, globally active consultancy and testing institute for trade andindustry, eg manufacturers of pulp, paper, board, folding cartons, synthetics, packaging,inks, coatings and chemical additives; ISEGA issues internationally recognised testimonialsand product certificates in accordance with ISO 17025 in a number of languages includingEnglish, French and German; in 1990 it also started certifying packaging manufacturers’hygiene management systems
Resources/alliance partnersWe wish to thank all our alliance partners for their invaluable support inadvancing and optimising hybrid technology for shopfloor applications.
Associations, certifying institutes•Berufsgenossenschaft Druck und Papierverarbeitung, D-Wiesbaden
(www.bgdp.de)•Fogra Forschungsgesellschaft Druck e.V., D-Munich (www.fogra.org)
Inks and coatings•Epple Druckfarben AG, D-Neusäss (www.epple-druckfarben.de)•Flint-Schmidt GmbH & Co KG, D-Frankfurt/M (www.flint-schmidt.de)•Huber Group/Hostmann-Steinberg GmbH, D-Celle (www.mhm.de,
www.hostmann-steinberg.de)•Jänecke+Schneemann Druckfarben GmbH, D-Hannover
(www.js-druckfarben.de)•Schmid Rhyner AG Print Finishing, CH-Adliswil (www.schmid-rhyner.ch)•Sicolor GmbH, D-Neusäss (www.sicolor.de)•SunChemical Hartmann Druckfarben GmbH, D-Frankfurt/M
(www.sunchemical.com)•Terra Lacke GmbH, D-Lehrte (www.terralacke.de)•Toyo Ink Co. Ltd., J-Tokyo•Vegra GmbH, D-Aschau am Inn (www.vegra.de)•Weilburger Graphics GmbH, D-Gerhardshofen
(www.weilburger-graphics.de)•Xsys Print Solutions Deutschland GmbH, D-Stuttgart
(www.xsys-printsolutions.com)
Washes•Varn Products GmbH, D-Reutlingen (www.day-intl.com)•DC DruckChemie, D-Ammerbuch (www.druckchemie.com)•DS Druckerei Service, D-Reutlingen (www.dsgroup.de,
www.fujihunt.com)•Vegra GmbH, D-Aschau am Inn (www.vegra.de)
Blankets•Birkan Drucktechnik GmbH, D-Eching am Ammersee
(www.birkan.de, www.duco.co.uk)•Day International GmbH, D-Reutlingen (www.day-intl.com)•Phoenix Xtra Print GmbH, D-Hamburg (www.pxp.de,
www.contiair.com)
Plates•Kodak Polychrome Graphics, D-Osterode (www.kpgraphics.com)•Rudolf Reproflex GmbH, D-Goslar (www.rudolf-reproflex.de)•Xsys Print Solutions Deutschland, D-Stuttgart
(www.xsys-printsolutions.com)
Rollers•Felix Böttcher GmbH & Co. KG, D-Cologne (www.boettcher.de)•Praxair Surface Technologies, D-Schlüchtern (www.praxair.com)
Dryers•Adphos Eltosch Torsten Schmidt GmbH, D-Norderstedt
(www.adphos.de, www.eltosch.de)•Grafix GmbH Zerstäubungstechnik, D-Stuttgart (www.grafix-online.de)•Dr. Hönle AG UV Technology, D-Gräfelfing (www.hoenle.de)•IST Metz GmbH, D-Nürtingen (www.ist-uv.com)•RadTech Europe, NL-Den Haag (www.radtech-europe.com)
Substrates•M-real Technical Sales and Marketing, D-Hamburg (www.m-real.com)•Schneidersöhne Group, D-Ettlingen
(www.schneidersoehne.de)•UPM-Kymmene Sales GmbH, D-Hamburg (www.upm-kymmene.com)
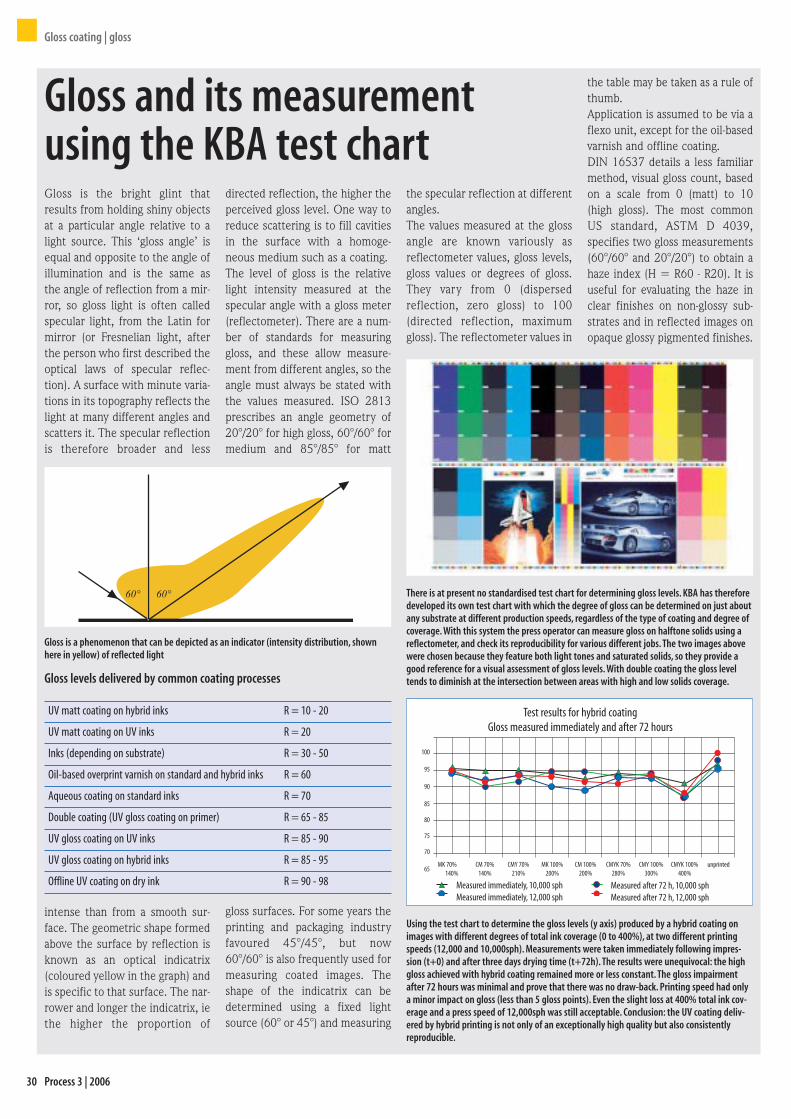
Gloss coating | gloss
30 Process 3 | 2006
Gloss is the bright glint thatresults from holding shiny objectsat a particular angle relative to alight source. This ‘gloss angle’ isequal and opposite to the angle ofillumination and is the same asthe angle of reflection from a mir-ror, so gloss light is often calledspecular light, from the Latin formirror (or Fresnelian light, afterthe person who first described theoptical laws of specular reflec-tion). A surface with minute varia-tions in its topography reflects thelight at many different angles andscatters it. The specular reflectionis therefore broader and less
intense than from a smooth sur-face. The geometric shape formedabove the surface by reflection isknown as an optical indicatrix(coloured yellow in the graph) andis specific to that surface. The nar-rower and longer the indicatrix, iethe higher the proportion of
directed reflection, the higher theperceived gloss level. One way toreduce scattering is to fill cavitiesin the surface with a homoge-neous medium such as a coating.The level of gloss is the relativelight intensity measured at thespecular angle with a gloss meter(reflectometer). There are a num-ber of standards for measuringgloss, and these allow measure-ment from different angles, so theangle must always be stated withthe values measured. ISO 2813prescribes an angle geometry of20°/20° for high gloss, 60°/60° formedium and 85°/85° for matt
gloss surfaces. For some years theprinting and packaging industryfavoured 45°/45°, but now60°/60° is also frequently used formeasuring coated images. Theshape of the indicatrix can bedetermined using a fixed lightsource (60° or 45°) and measuring
Gloss and its measurementusing the KBA test chart
Gloss is a phenomenon that can be depicted as an indicator (intensity distribution, shownhere in yellow) of reflected light
UV matt coating on hybrid inks R = 10 - 20
UV matt coating on UV inks R = 20
Inks (depending on substrate) R = 30 - 50
Oil-based overprint varnish on standard and hybrid inks R = 60
Aqueous coating on standard inks R = 70
Double coating (UV gloss coating on primer) R = 65 - 85
UV gloss coating on UV inks R = 85 - 90
UV gloss coating on hybrid inks R = 85 - 95
Offline UV coating on dry ink R = 90 - 98
Gloss levels delivered by common coating processes
the specular reflection at differentangles.The values measured at the glossangle are known variously asreflectometer values, gloss levels,gloss values or degrees of gloss.They vary from 0 (dispersedreflection, zero gloss) to 100(directed reflection, maximumgloss). The reflectometer values in
There is at present no standardised test chart for determining gloss levels. KBA has thereforedeveloped its own test chart with which the degree of gloss can be determined on just aboutany substrate at different production speeds, regardless of the type of coating and degree ofcoverage. With this system the press operator can measure gloss on halftone solids using areflectometer, and check its reproducibility for various different jobs. The two images abovewere chosen because they feature both light tones and saturated solids, so they provide agood reference for a visual assessment of gloss levels. With double coating the gloss leveltends to diminish at the intersection between areas with high and low solids coverage.
Using the test chart to determine the gloss levels (y axis) produced by a hybrid coating onimages with different degrees of total ink coverage (0 to 400%), at two different printingspeeds (12,000 and 10,000sph). Measurements were taken immediately following impres-sion (t+0) and after three days drying time (t+72h). The results were unequivocal: the highgloss achieved with hybrid coating remained more or less constant. The gloss impairmentafter 72 hours was minimal and prove that there was no draw-back. Printing speed had onlya minor impact on gloss (less than 5 gloss points). Even the slight loss at 400% total ink cov-erage and a press speed of 12,000sph was still acceptable. Conclusion: the UV coating deliv-ered by hybrid printing is not only of an exceptionally high quality but also consistentlyreproducible.
100
95
90
85
80
75
70
65MK 70% CM 70% CMY 70% MK 100% CM 100% CMYK 70% CMY 100% CMYK 100% unprinted
140% 140% 210% 200% 200% 280% 300% 400%
Measured immediately, 10,000 sphMeasured immediately, 12,000 sph
Measured after 72 h, 10,000 sphMeasured after 72 h, 12,000 sph
Test results for hybrid coatingGloss measured immediately and after 72 hours
the table may be taken as a rule ofthumb.Application is assumed to be via aflexo unit, except for the oil-basedvarnish and offline coating.DIN 16537 details a less familiarmethod, visual gloss count, basedon a scale from 0 (matt) to 10(high gloss). The most commonUS standard, ASTM D 4039,specifies two gloss measurements(60°/60° and 20°/20°) to obtain ahaze index (H = R60 - R20). It isuseful for evaluating the haze inclear finishes on non-glossy sub-strates and in reflected images onopaque glossy pigmented finishes.

Gloss coating | Offline
Offline or inline finishing?It costs more to finish productsoffline, ie in one or more dedicat-ed stand-alone devices, thaninline, ie during impression. Thisis why inline coaters have virtual-ly become a routine feature ofsheetfed offset presses.Nonetheless, there are somesound reasons for choosingoffline gloss coating, eg if:• an exceptionally high level of
gloss is specified, so calender-ing or a thicker application of coating is necessary
• scuff protection and resist-ance must be improved (eg dust jackets for books)
• the existing press has no inline coating capability or dou-ble-sided coating is specified, so finishing must be out-sourced
• on-demand gloss coating is required too rarely to warrant the expense of having an
inline coater running idle for prolonged periods of time
• offline gloss coating is com-bined with additional finishingprocesses such as the applica-tion of an adhesive
• the full sheet format must be coated, which is not possible in the press because of the gripper margin.
Although the vast majority ofgloss and protective coatings areapplied inline, both approaches –inline and offline – are expandingalong with the demand for moresophisticated finishing.
CoatingThe advantage of offline overinline coating is that the ink hasalready dried, so it does not mat-ter what type of ink has beenused. Coating devices canemploy various technologies.Dedicated coating devices applythe coating via rollers. The thick-ness of the coating layer is con-trolled by adjusting the nip andviscosity. A distinction is madebetween single- and double-sidedand between gripper and gripper-free systems (which can coat asheet right up to the edge).Sheetfed presses can also beused for offline coating by config-uring them as a coating unit withfeeder, dryer and delivery (stand-alone coater) or as a single print-ing unit functioning as a coater,for which purpose sheetfedgravure and screen printingpresses are the most suitable.Alongside water-based and UVcoatings, offline coating devicescan also apply solvent-basednitrocellulose varnish, but for
environmental reasons this isgradually being replaced by othertypes of coating. Packaging print-ers commonly use coatings withspecific properties, eg cold orsteam resistance. And low-costscreen printing machines areoften used to apply adhesivecoatings on plastic cards.Hot-calender coatings play amajor role. They are the onlytype of coating that can comparewith a laminate film when itcomes to gloss levels, but with-out the drawbacks (see sectionon laminating). When subjectedto heat they can be applied in alayer that is twice as thick asother types of coating and thencompressed inline by polishedcalender rollers.
LaminatingFilm lamination is the most com-plicated method for impartinggloss to an image. As with coat-ings, there is a choice of glossand matt laminates, but in addi-tion to this it is possible to applyfilm with a textured surface, egto imitate cloth for hardcoverbooks, and with special function-al layers, for extreme scuff resist-ance, say. The most popularmaterial for film lamination isoriented polypropylene (OPP),which is exceptionally tear-resist-ant, structurally stable and suit-able for thermal applications.Acetate film is occasionally usedif prints are to be stamped or par-tially glued. Polyester (PET) is afrequent choice for book coversand encapsulation. Though moreexpensive, propylene or nylonfilms are better for book covers
because they have the virtue ofbeing thinner and of lying flat, sothey allow the paper or board toadjust to humidity changes withsignificantly less curling.As with offline coating, the typeof ink used prior to laminating isimmaterial. But laminating doeshave certain drawbacks. It ismuch more costly than coating,the coated products cannot berecycled as easily, the film maynot be as durable as a coating,and a laminate is generally thick-er than a coating. This may, ofcourse, translate into an advan-tage for outside applications (dis-plays, hoardings, stadium adver-tising etc) because it makes theproducts more weather-proof.There is a choice of three lami-nating processes: water-basedlamination with the glue appliedcold (with or without solvent);hot-melt lamination using hotglue; and thermal lamination, arelatively new process using filmwith pre-applied heat-reactiveglue. Thermal lamination is nowwidely used because no solvent isinvolved, job changes on thelaminator are quicker, high lami-nating speeds are possible, thelaminating quality can be moreeasily reproduced and the prod-ucts can be recycled more easily.
Dieter Kleeberg
31Process 3 | 2006
When is offline the better choice?As a rule, offline finishing is a service provided by specialist operations, though some folding-carton manufacturers
run offline gloss coaters alongside the stamping and die-cutting equipment to which their sheetfed offset presses
feed. The technique used – coating or film lamination – depends on the type of product printed. While gloss levels
are generally higher than those possible with inline coating, this alone does not justify the higher cost, so other cri-
teria must be taken into consideration.
Coater configurations offered by Billhöfer: 1three-roller system, 2 two-roller system, 3double-sided coating with two-roller units,4 calender
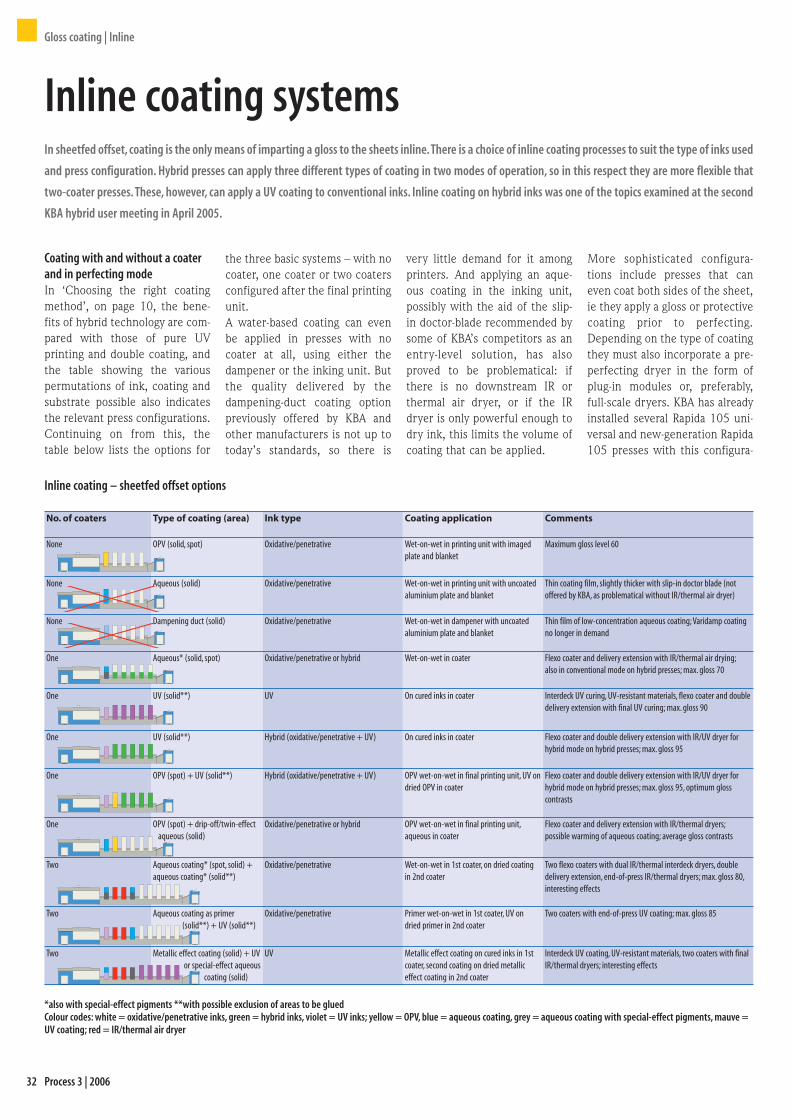
Gloss coating | Inline
32 Process 3 | 2006
Coating with and without a coaterand in perfecting modeIn ‘Choosing the right coatingmethod’, on page 10, the bene-fits of hybrid technology are com-pared with those of pure UVprinting and double coating, andthe table showing the variouspermutations of ink, coating andsubstrate possible also indicatesthe relevant press configurations.Continuing on from this, thetable below lists the options for
the three basic systems – with nocoater, one coater or two coatersconfigured after the final printingunit.A water-based coating can evenbe applied in presses with nocoater at all, using either thedampener or the inking unit. Butthe quality delivered by thedampening-duct coating optionpreviously offered by KBA andother manufacturers is not up totoday’s standards, so there is
very little demand for it amongprinters. And applying an aque-ous coating in the inking unit,possibly with the aid of the slip-in doctor-blade recommended bysome of KBA’s competitors as anentry-level solution, has alsoproved to be problematical: ifthere is no downstream IR orthermal air dryer, or if the IRdryer is only powerful enough todry ink, this limits the volume ofcoating that can be applied.
More sophisticated configura-tions include presses that caneven coat both sides of the sheet,ie they apply a gloss or protectivecoating prior to perfecting.Depending on the type of coatingthey must also incorporate a pre-perfecting dryer in the form ofplug-in modules or, preferably,full-scale dryers. KBA has alreadyinstalled several Rapida 105 uni-versal and new-generation Rapida105 presses with this configura-
Inline coating systemsIn sheetfed offset, coating is the only means of imparting a gloss to the sheets inline.There is a choice of inline coating processes to suit the type of inks used
and press configuration. Hybrid presses can apply three different types of coating in two modes of operation, so in this respect they are more flexible that
two-coater presses. These, however, can apply a UV coating to conventional inks. Inline coating on hybrid inks was one of the topics examined at the second
KBA hybrid user meeting in April 2005.
No. of coaters Type of coating (area) Ink type Coating application Comments
None OPV (solid, spot) Oxidative/penetrative Wet-on-wet in printing unit with imagedplate and blanket
Maximum gloss level 60
None Aqueous (solid) Oxidative/penetrative Wet-on-wet in printing unit with uncoatedaluminium plate and blanket
Thin coating film, slightly thicker with slip-in doctor blade (notoffered by KBA, as problematical without IR/thermal air dryer)
None Dampening duct (solid) Oxidative/penetrative Wet-on-wet in dampener with uncoated aluminium plate and blanket
Thin film of low-concentration aqueous coating; Varidamp coatingno longer in demand
One Aqueous* (solid, spot) Oxidative/penetrative or hybrid Wet-on-wet in coater Flexo coater and delivery extension with IR/thermal air drying;also in conventional mode on hybrid presses; max. gloss 70
One UV (solid**) UV On cured inks in coater Interdeck UV curing, UV-resistant materials, flexo coater and doubledelivery extension with final UV curing; max. gloss 90
One UV (solid**) Hybrid (oxidative/penetrative + UV) On cured inks in coater Flexo coater and double delivery extension with IR/UV dryer forhybrid mode on hybrid presses; max. gloss 95
One OPV (spot) + UV (solid**) Hybrid (oxidative/penetrative + UV) OPV wet-on-wet in final printing unit, UV ondried OPV in coater
Flexo coater and double delivery extension with IR/UV dryer forhybrid mode on hybrid presses; max. gloss 95, optimum gloss contrasts
One OPV (spot) + drip-off/twin-effect aqueous (solid)
Oxidative/penetrative or hybrid OPV wet-on-wet in final printing unit,aqueous in coater
Flexo coater and delivery extension with IR/thermal dryers;possible warming of aqueous coating; average gloss contrasts
Two Aqueous coating* (spot, solid) +aqueous coating* (solid**)
Oxidative/penetrative Wet-on-wet in 1st coater, on dried coating in 2nd coater
Two flexo coaters with dual IR/thermal interdeck dryers, doubledelivery extension, end-of-press IR/thermal dryers; max. gloss 80,interesting effects
Two Aqueous coating as primer (solid**) + UV (solid**)
Oxidative/penetrative Primer wet-on-wet in 1st coater, UV on dried primer in 2nd coater
Two coaters with end-of-press UV coating; max. gloss 85
Two Metallic effect coating (solid) + UV or special-effect aqueous
coating (solid)
UV Metallic effect coating on cured inks in 1stcoater, second coating on dried metalliceffect coating in 2nd coater
Interdeck UV coating, UV-resistant materials, two coaters with finalIR/thermal dryers; interesting effects
*also with special-effect pigments **with possible exclusion of areas to be gluedColour codes: white = oxidative/penetrative inks, green = hybrid inks, violet = UV inks; yellow = OPV, blue = aqueous coating, grey = aqueous coating with special-effect pigments, mauve =UV coating; red = IR/thermal air dryer
Inline coating – sheetfed offset options

Gloss coating | Inline
tion. Off-spec presses sometimesfeature a coater before the firstprinting unit, eg for applying anaqueous opaque white or special-effect primer (MetalFX metallic,iridescent).
Aqueous coatingAqueous coatings are the mostpopular choice for inline applica-tion in sheetfed offset. They cantake the form of a gloss, matt orprotective coating. Thanks to thedoctoring systems that are now astandard feature they can alsoincorporate special-effect pig-ments. To dry them properly thecoater must incorporate infraredlamps plus a thermal air wand toexpel moisture (see chapter onKBA VariDry, pp 6-9).Applying aqueous gloss coatingswet-on-wet will inevitably causea loss of gloss, because some ofthe coating is sure to penetratethe ink. However, the draw-backis not on the same scale as whena UV coating is applied directly toconventional inks or to primerbefore it is sufficiently dry.With a hybrid press it is possibleto apply an aqueous coating toconventional inks. While thiswould also function with hybridinks, the gloss level with a UVgloss coating is very much better.
UV coatingUnlike aqueous coatings, whichmust be dried immediately, a UVgloss coating needs time tospread and form the smooth sur-face necessary for a high gloss.While both systems require a
delivery extension, with an aque-ous coating system this is used tohouse powerful IR and thermalair dryers, whereas with a UVcoating system it extends the dis-tance to the end-of-press dryerand thus the length of time inwhich the coating can spread.For presses with an output of upto 18,000sph it is even advisableto install a double delivery exten-sion.Because the UV coating is neverapplied wet-on-wet, but alwayson a layer of ink or aqueous coat-ing that has already been dried, itcan scarcely penetrate underly-
ing layers. This is another reasonwhy, in principle, higher glosslevels can be created than withan aqueous coating. The absorb-ency of the substrate only plays arole in the extent to which theink has formed a smooth or(through penetration) roughenedsurface.UV coatings differ according tothe applications for which theyare formulated. The key proper-ties of UV coatings for pure UVapplications, for instance, arehigher gloss and slippage. Intwin-coater presses the UV coat-ing is also optimised for adhesion
33Process 3 | 2006
to the aqueous primer. UV coat-ings for hybrid production areformulated for optimum adhe-sion on hybrid inks or repulsionon OPV to create spots.Although hybrid presses incorpo-rate interdeck UV curing for theinks and the high-gloss UV coat-ing, the press operator requiresno particular experience with UVproduction. This makes hybridpresses the ideal entry-level sys-tem for the adoption of UV tech-nology because• the operator can use the tonal
transfer characteristics of con-ventional presses
• he can rely on a more stable production performance than in pure UV printing, especiallywhere the ink/water balance isconcerned
• he can switch easily between conventional and hybrid pro-duction, and between aqueouscoating and OPV plus UV coat-ing, because there is no need for UV-resistant components inthe printing units.The longest Rapida 105 hybrid press to date is a 5/5 perfector with perfect coating. The five recto units, which can apply conventional or
hybrid inks, are followed by a coater for aqueous or UV coating, two thermal/UV interdeck dryers, five verso units, a third coater, a doubledelivery extension with IR and thermal air dryers and a final UV dryer immediately prior to sheet delivery. Additional UV lamps can beplugged in as interdeck dryers before and after perfecting. Potential markets for products featuring a two-sided gold, silver, gloss or mattcoating in addition to a normal aqueous or UV coating include the cosmetics, fashion and automotive industries
Separate circulation systems for faster coating changes
The ability to switch at speed from one mode of operation to another on hybrid presses demands an equally fast and cost-effectivechange of coating.The standard configuration for a Rapida hybrid press includes two separate pumping circuits for the coater, so thatduring makeready for a new job the coating can be changed by simply switching to the other circuit. Optional equipment includes anautomatic cleaning and pumping system for aqueous and UV coatings.With this, conversion from UV to aqueous coating or vice versatakes just seven to ten minutes, and from UV to UV or aqueous to aqueous just one to two minutes.
Schematic of Harris & Bruno’s LithoCoat automatic coating feed system. UV or aqueouscoating is pumped out of containers 1 or 2 to the coating conditioning unit and on to thedoctoring chamber
L30 Combi Circulator (left) and X10Conditioner – two components in Tresu’sautomated dual-circuit pumping system
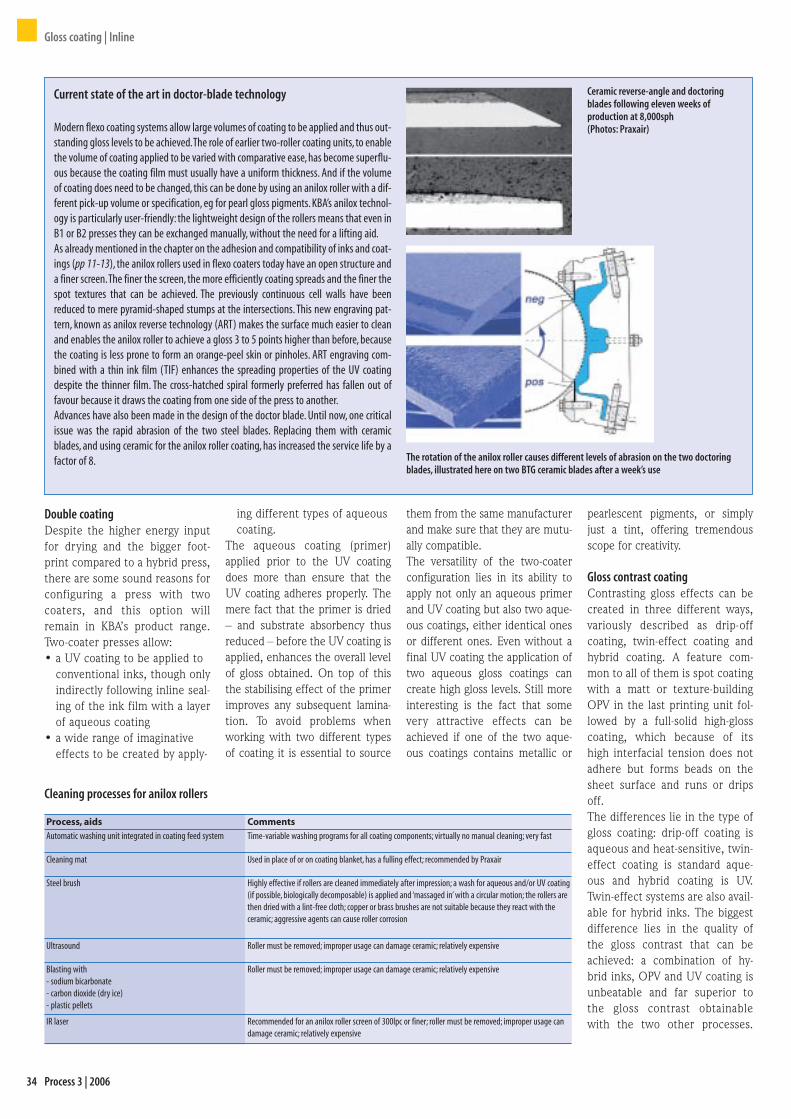
Gloss coating | Inline
34 Process 3 | 2006
Double coatingDespite the higher energy inputfor drying and the bigger foot-print compared to a hybrid press,there are some sound reasons forconfiguring a press with twocoaters, and this option willremain in KBA’s product range.Two-coater presses allow:• a UV coating to be applied to
conventional inks, though onlyindirectly following inline seal-ing of the ink film with a layerof aqueous coating
• a wide range of imaginative effects to be created by apply-
ing different types of aqueous coating.
The aqueous coating (primer)applied prior to the UV coatingdoes more than ensure that theUV coating adheres properly. Themere fact that the primer is dried– and substrate absorbency thusreduced – before the UV coating isapplied, enhances the overall levelof gloss obtained. On top of thisthe stabilising effect of the primerimproves any subsequent lamina-tion. To avoid problems whenworking with two different typesof coating it is essential to source
them from the same manufacturerand make sure that they are mutu-ally compatible.The versatility of the two-coaterconfiguration lies in its ability toapply not only an aqueous primerand UV coating but also two aque-ous coatings, either identical onesor different ones. Even without afinal UV coating the application oftwo aqueous gloss coatings cancreate high gloss levels. Still moreinteresting is the fact that somevery attractive effects can beachieved if one of the two aque-ous coatings contains metallic or
pearlescent pigments, or simplyjust a tint, offering tremendousscope for creativity.
Gloss contrast coatingContrasting gloss effects can becreated in three different ways,variously described as drip-offcoating, twin-effect coating andhybrid coating. A feature com-mon to all of them is spot coatingwith a matt or texture-buildingOPV in the last printing unit fol-lowed by a full-solid high-glosscoating, which because of itshigh interfacial tension does notadhere but forms beads on thesheet surface and runs or dripsoff.The differences lie in the type ofgloss coating: drip-off coating isaqueous and heat-sensitive, twin-effect coating is standard aque-ous and hybrid coating is UV.Twin-effect systems are also avail-able for hybrid inks. The biggestdifference lies in the quality ofthe gloss contrast that can beachieved: a combination of hy-brid inks, OPV and UV coating isunbeatable and far superior tothe gloss contrast obtainablewith the two other processes.
Current state of the art in doctor-blade technology
Modern flexo coating systems allow large volumes of coating to be applied and thus out-standing gloss levels to be achieved.The role of earlier two-roller coating units, to enablethe volume of coating applied to be varied with comparative ease, has become superflu-ous because the coating film must usually have a uniform thickness. And if the volumeof coating does need to be changed, this can be done by using an anilox roller with a dif-ferent pick-up volume or specification, eg for pearl gloss pigments. KBA’s anilox technol-ogy is particularly user-friendly: the lightweight design of the rollers means that even inB1 or B2 presses they can be exchanged manually, without the need for a lifting aid.As already mentioned in the chapter on the adhesion and compatibility of inks and coat-ings (pp 11-13), the anilox rollers used in flexo coaters today have an open structure anda finer screen.The finer the screen, the more efficiently coating spreads and the finer thespot textures that can be achieved. The previously continuous cell walls have beenreduced to mere pyramid-shaped stumps at the intersections. This new engraving pat-tern, known as anilox reverse technology (ART) makes the surface much easier to cleanand enables the anilox roller to achieve a gloss 3 to 5 points higher than before, becausethe coating is less prone to form an orange-peel skin or pinholes. ART engraving com-bined with a thin ink film (TIF) enhances the spreading properties of the UV coatingdespite the thinner film. The cross-hatched spiral formerly preferred has fallen out offavour because it draws the coating from one side of the press to another.Advances have also been made in the design of the doctor blade. Until now, one criticalissue was the rapid abrasion of the two steel blades. Replacing them with ceramicblades, and using ceramic for the anilox roller coating, has increased the service life by afactor of 8. The rotation of the anilox roller causes different levels of abrasion on the two doctoring
blades, illustrated here on two BTG ceramic blades after a week’s use
Ceramic reverse-angle and doctoringblades following eleven weeks of production at 8,000sph(Photos: Praxair)
Cleaning processes for anilox rollers
Process, aids Comments
Automatic washing unit integrated in coating feed system Time-variable washing programs for all coating components; virtually no manual cleaning; very fast
Cleaning mat Used in place of or on coating blanket, has a fulling effect; recommended by Praxair
Steel brush Highly effective if rollers are cleaned immediately after impression; a wash for aqueous and/or UV coating(if possible, biologically decomposable) is applied and ‘massaged in’ with a circular motion; the rollers arethen dried with a lint-free cloth; copper or brass brushes are not suitable because they react with theceramic; aggressive agents can cause roller corrosion
Ultrasound Roller must be removed; improper usage can damage ceramic; relatively expensive
Blasting with- sodium bicarbonate- carbon dioxide (dry ice)- plastic pellets
Roller must be removed; improper usage can damage ceramic; relatively expensive
IR laser Recommended for an anilox roller screen of 300lpc or finer; roller must be removed; improper usage candamage ceramic; relatively expensive

Gloss coating | Inline
This, along with the ability toswitch between different operat-ing modes, is the second majorreason why printing with ahybrid press may be the bestsolution in many instances.
UV coating on special hybrid inksThe fact that only a few of thehybrid inks currently on the mar-ket have been tested by Fograand approved by KBA for use inRapida presses does not meanthat the rest are unsuitable. Thesame applies to special inks. Therisk of using untested inks is low-est where the ink manufacturerhas already received hybridaccreditation for CMYK inks.Pantone Matching System (PMS)inks and a few metallic-effectinks are also available for hybridapplications, so in this respectthere is no cause for reservationswith regard to hybrid production.When a UV gloss coating isapplied to special inks it canresult in draw-back if the inkshave not been cured sufficientlyin the interdeck dryer. Sincesome of the colours in a PMSscale look very strong, a lot ofprinters tend to overink to tryand achieve the same intensity.As a result the film of ink is sim-ply too thick to be cured proper-ly by just one UV lamp, so it is
advisable to install a secondinterdeck UV dryer for PMS inks.Even with an achromatic CMYKseparation the black is oftenoverinked, which is why in suchcases the efficiency of the inter-deck UV curing should also bechecked. Too thick a film can alsocause problems during trimming,scoring and stamping. It wouldbe a help if ink manufacturerscould, in future, increase theconcentration of pigments intheir special inks, because astronger colour would reduce thethickness of the film. However,ink manufacturers point out thatthere is limited scope for suchintervention in the formulationof hybrid inks.Hybrid inks with metallic pig-ments are already available in var-ious shades of bronze, silver andgold. Gold is the only colour thatcauses printability problems forsome users. It is impossible tosay whether the UV coating cho-sen will impair the metallic glosseffect of the relevant metallicink. Good results have beenobtained by preprinting withMetalFX silver base ink from SunChemical or Huber prior to apply-ing hybrid or UV CMYK inks fol-lowed by a final UV gloss coating.If the black ink film is thinner,the UV coating enhances the
gloss of the metallic components.Nonetheless, it would not hurt torun a test print, since inadequatedrying can cause the ink andcoating to crack when the sheetsare trimmed.
Coating needs planningIf you are planning to includecoating in your production sched-ule, there are a number of factorsyou should consider:• preparing spot coating formes
prolongs makeready• a simple aqueous coating may
enable the sheets to be fin-ished sooner
• sheets that have been UV-coated on both sides should betrimmed while the pile is still warm, to eliminate the risk of blocking (glass-plate effect)
• coating requires a higher over-count
• when scheduling offline coat-ing it is advisable to consult your finishing provider with regard to press availability, gripper margin and interim storage prior to additional finishing processes (eg em-bossing).
Dieter Kleeberg
35Process 3 | 2006
KBA’s calendar for 2005, ‘MichaelFreudenberg: Abstract Landscapes’ is a fineexample of the extraordinary quality nowpossible when creating gloss contrasts withhybrid coating. The artist’s signature, thecalendar dates and the KBA logo have ahigh-gloss finish, while the black imitationpasse-partout has a granular texture. Tocomplete the stunning effect, the brushstrokes in each of the pictures reproducedare emphasised with a fine-grained gloss.The calendar was printed using Epple’sStarbrite hybrid inks and overprint varnishplus Weilburger Graphics’ SenolithUV/hybrid effect coating 360053 on 170gsmGardaMatt supplied by Cartiere del Garda
Hybrid inks with no coating?
At the most recent hybrid user meeting the question was raised as to whether hybridinks can be used without any coating. Apart from the fact that replacing relativelycheap conventional inks with more costly hybrid inks makes little economic sense,there are technological reasons for not doing so. Hybrid inks are formulated to accepta coating: they therefore have no inherent gloss, so are much duller than convention-al inks, and must contain no waxes or silicones, so they also lack any scuff protectionand would be vulnerable to scratching on the recto side during verso printing.
Rapida 105 dual coater press comprising a coater, two interdeck dryers and a second coaterplus a double delivery extension

Hybrid technology | Retrospect
36 Process 3 | 2006
Initial uncertaintyThe accidental discovery of thehybrid principle by a Grafix tech-nician in the early 1990s led tothe development of dedicatedinks capable of drying by UV radi-ation as well as by oxidation andpenetration. But it was soonfound that formulating such inkswas no easy matter – merely mix-ing standard inks with UV inkswas not the answer. And it is anunfortunate fact that, even today,not every ink labelled hybriddeserves the name. Washes, too,must be specially formulated.Disregarding the basic principlesgave rise to problems, complaintsand even damage to the press.KBA has responded by having arange of consumables tested forhybrid compatibility and approv-ing only those that pass the test.As a result there has been anabrupt decline in the number of
naysayers and sceptics who seizeon every issue as ‘evidence’ ofhybrid’s inherent inadequacy.
KBA sets milestonesDespite the flak, KBA’s sheetfedoffset specialists in Radebeul con-tinued to pursue their objectivewith single-minded determina-tion, and in November 2000 reg-istered a number of patents forhybrid coating. Since then KBAhas defined its hybrid technologyin terms of the configurations,consumables and peripherals rec-ommended for use in its Rapidapresses. The list of consumablesrecommended for use with KBA’sstandard hybrid package is updat-ed on an ongoing basis to reflectthe current state of the art.KBA delivered the first press witha hybrid capability on 11 May1999. This was a Rapida 162a six-colour perfector with coater for
Unimac Graphics in the USA. Itwas followed at the end of Julythe same year by the first hybridRapida 105 universal, a five-colourversion of which was shippedto Montligeon in France. InDecember 2002, hybrid coatingmoved into B2 with the delivery
KBA achieves breakthrough withhybrid technologyKBA’s sheetfed offset specialists have been busy optimising the performance of hybrid printing inks since the end of the 1990s. It is largely thanks to this
dedication that press technology, printing inks, coatings, washes and blankets for hybrid applications have attained their current standard of perfection. KBA
was quick to recognise the potential that hybrid offers and instead of questioning its feasibility, like other press manufacturers, invested heavily in develop-
ing and optimising the technology in close collaboration with ink, coating and dryer manufacturers.Today KBA leads the field, with an installed base of 250-
plus Rapida press lines that enable users to reap the benefits of its patented hybrid technology and the new coating effects now possible, while maintain-
ing the ability to switch to conventional operation at the touch of a button.
The first demonstrations of hybrid coating at a trade fair took place on this Rapida 105 two-coater press at Drupa 2000. By applying a UV coating in both coaters, but otherwise makingno changes whatsoever to press equipment, KBA proved that hybrid inks can run on conven-tional presses
Results of emission tests conducted on a Rapida 105 two-coater hybridpress at Drupa 2000
Source of emission Threshold value Test result
VOCs (volatile organic compounds):• isopropyl alcohol• hydrocarbons
500 mg/m3
500 mg/m3
substantially lowersubstantially lower
Ink mist under discussion untraceable
Ozone 0.2 mg/m3 substantially lower
UV radiation as per prEN 1010-2 substantially lower
Powder 6 mg/m3
(1.5 mg/m3 under discussion)substantially lower
Noise 84 dB (A) lower Albrecht Bolza-Schünemann, at that time deputy president of KBA, affixing the BG’s ‘emissiontested’ seal of approval on a hybrid Rapida 105 at Drupa 2000
of a Rapida 74 five-colour coaterto La Moderna Stampa in Italy.The first user of a new-generationRapida 105 hybrid press wasChallenge Printing in the USA,which took delivery in September2004. In November 2005 theworld’s first superlarge hybrid

Hybrid technology | Retrospect
press, a Rapida 205 six-colourwith coater and dryer, shippedto another US printer, PhilippLithographing.KBA, not unnaturally, platformedits achievements at Drupa 2000,which thus became the first tradefair at which print professionalscould witness ‘live’ demonstra-tions of hybrid coating. The pressconcerned was a Rapida 105 two-coater press, which applied a full-solid final UV coating – with noprior application of primer – inthe first coater and a high-glossUV spot coating in the second.This was compelling proof thathybrid coating is perfectly possi-ble with conventional printingunits. That particular Rapida 105was also the first sheetfed offsetpress worldwide to be awardedthe internationally recognised‘emission tested’ environmentalseal of approval issued by theBerufsgenossenschaft Druck undPapierverarbeitung, the Germanhealth and safety executive.At Drupa 2004 KBA and itsalliance partners unveiled the lat-est advances in hybrid coating.Packaging printers were quick topick up on the new low-odourhybrid inks which opened upwhole new fields of application.Alternate conventional and hybridproduction was demonstrated on
a new-generation 18,000sphRapida 105, which in 2005 wasalso awarded an ‘emission tested’seal of approval.That same year the first VariDrysystems (see pages 6-9) wereinstalled in Rapida 105s and thusalso in hybrid presses. Thisbespoke dryer technology isanother decisive advance in per-fecting the hybrid process.KBA also started accrediting thehybrid printing inks tested byFogra for performance and hybridcompliance when used in con-junction with other consumablesand aids. Accreditation is a never-ending process and should even-tually become established as thestandard testing procedure. It isa major contribution by KBAtowards enhancing the reliabilityof hybrid production and thus ofhybrid applications.
KBA promotes exchange of viewsIn September 2003 KBA organ-ised a hybrid user meetingwhich, for the first time, fur-nished a platform for exchangingviews and comparing notes.More than 150 users and produc-ers of consumables attended theevent, at which KBA and otherprominent suppliers reaffirmedtheir commitment to supportingusers by continuing to drive
37Process 3 | 2006
At Mayr-Melnhof’s 9th symposium on carton in 2004 KBA demonstrated the use of hybrid coating for brand protection
Countering scepticism
Back in 1999, when KBA started shipping hybrid presses with conventional inkingrollers (as opposed to rollers specially engineered for hybrid or UV production) and notonly dispensed with a dedicated UV capability in the printing units but also imple-mented low-alcohol production, other manufacturers pursued a different approach.Here the issue is not the early mover advantage that KBA enjoyed, which is document-ed in a string of patents and installations, but the widespread scepticism the grouphad to overcome.
In 2001 a major competitor published the results of print tests run on an eight-colourpress printing cartonboard using pure UV, double coating and hybrid coating. Thetesters came to the conclusion that on cost-efficiency and the range of applicationspossible, double coating production scored over hybrid, which was more problemati-cal (these findings stood in crass contrast to a cost-efficiency analysis presented byKBA marketing director Klaus Schmidt at an open house on environmental printingprocesses in October the same year). The testers claimed that there was a higher riskof ink emulsification in hybrid operation, and that additional interdeck UV dryers wererequired when printing full solids.The fact that the printing units were harder to cleanthan UV units, and required manual cleaning and intermediate wiping, indicates thatunsuitable consumables were used. The testers also claimed that a larger volume ofink had to be applied than in conventional print production in order to achieve thesame density in the print. They therefore calculated that alongside higher costs forwashes, ink consumption would also be higher. They recommended fitting UV-resist-ant coatings on the inking rollers and using UV blankets to avoid problems with hybridinks. If the hybrid component in the ink was less than 10% then conventional rollerscould be used.
Since then competitors have largely come round to KBA’s standpoint concerninghybrid technology. Nonetheless, a technology brochure issued at Drupa 2004 stillexpressed reservations: “…And since all the hybrid inks examined by […] contain ahigh proportion of photoinitiators, UV-resistant consumables must be used in theprinting units and the delivery. In general we recommend the use of dedicated hybridinking and dampening rollers.The minimalist solution advocated by certain competi-tors and manufacturers of dryers and inks limits the versatility of the press, whileunsuitable components and materials can impact negatively on maintenance costsand the resale value of the press.”

Hybrid technology | Retrospect
38 Process 3 | 2006
advances in this relative newtechnology. Hybrid’s enormouspotential for expanding the rangeof coatings and applications possi-ble is far from exhausted anddemands an intensive dialoguebetween developers and users.KBA sees itself as a market-driveninnovator and co-ordinator, andthis role is universally acknowl-edged in professional circles.The response to the second KBAhybrid user meeting in April 2005was even greater, with 280 par-ticipants from 12 countries. Themeeting furnished a lot of the fig-ures quoted in this publication,and revealed just how far hybridtechnology has advanced in sucha few years. Print jobs that wouldnot have been possible withouthybrid production confirm thewisdom of investing in this tech-nology. Despite a few issues thathave arisen as users have takenon more challenging jobs andacquired a taste for experimenta-tion, there is general satisfactionwith the support provided by KBAand consumables suppliers.KBA has used other events as aplatform for promoting hybridtechnology – and has met with ahuge response among printers
eager for further information.KBA hybrid users first publiclydiscussed their reasons for adopt-ing hybrid and their experience todate at a print forum in 2002.And at the 9th symposium organ-ised by Mayr-Melnhof Karton(MMK) at KBA in 2004, wherethe focus was on possible coatingapplications for brand protection,a hybrid Rapida 105 compellinglydemonstrated its suitability forthis type of work as well. JürgenVeil, head of KBA sheetfed offsetmarketing, unveiled an economi-cal method he and his team havedeveloped for creating a 100%forgery-proof hidden image byexploiting the contrasts possiblewith different transparent coat-ings on unscreened solids.
Hybrid winning hearts and mindsWorldwide shipments of hybridpresses by KBA alone for all thecurrent formats have topped the200 mark, not counting a stringof presses that KBA Radebeul hasmodified for hybrid production.And sales of hybrid presses haveincreased every year since theprocess was launched – a successthat has vindicated KBA on allcounts.
After repeatedly calling intoquestion the whole concept ofhybrid production, previouslyvociferous opponents in the con-sumables industry have nowjumped on the KBA bandwagonand are issuing information inthe trade press about variousinstallations. This is because theproven cost-efficiency and simple
The inks and other consumables recommended by KBA and its alliance partners make the hybrid process exceptionally stable, as countless examples from the press room have proven. Problem-free, quality hybrid printing is then possible with conventional printing units. A typical hybrid configuration comprises a five-colour sheetfed offset press with a coater, an interdeck UV dryer, adouble delivery extension housing infrared and thermal air dryers, and an end-of-press UV dryer. Depending on the application it may be advisable to add a second interdeck UV dryer. The pressshown here, a new-generation 18,000sph Rapida 105 in the customer showroom at KBA’s plant in Radebeul, has a sixth printing unit so that it can print six-colour scales (eg Hexachrome) orapply a special colour prior to overprint varnishing. The price for a hybrid B1 (40in) press is approximately 20% lower than for a two-coater press. Energy and machine overheads are also muchlower, and on top of this a hybrid press is much more versatile. KBA can supply hybrid versions of any of its Rapida presses from the B2 (29in) Rapida 74 to the superlarge (80in) Rapida 205
handling of hybrid presses havemade it difficult, in the long run,to muster a compelling argumentagainst them, even though theymay impact on sales of coaters.
Dieter Kleeberg
Regular demonstrations of hybrid technology, like this one for a group of Italian print professionals, are held in KBA’s Radebeul showroom
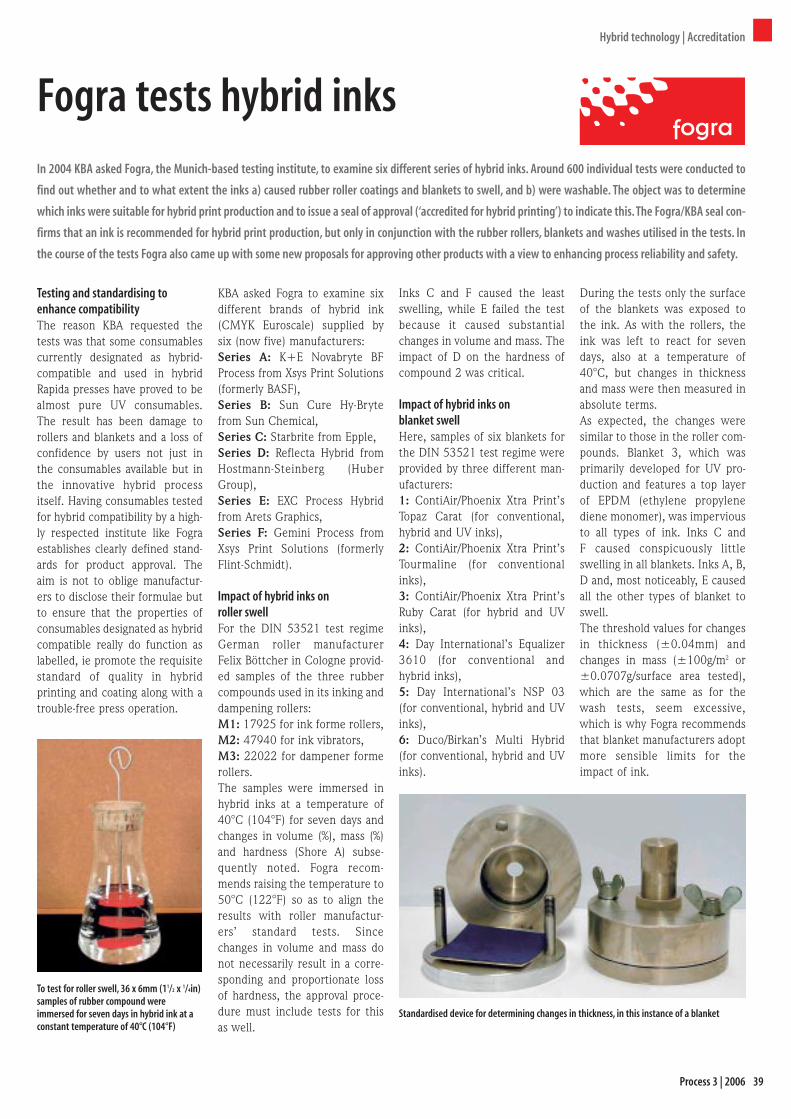
Hybrid technology | Accreditation
Testing and standardising toenhance compatibilityThe reason KBA requested thetests was that some consumablescurrently designated as hybrid-compatible and used in hybridRapida presses have proved to bealmost pure UV consumables.The result has been damage torollers and blankets and a loss ofconfidence by users not just inthe consumables available but inthe innovative hybrid processitself. Having consumables testedfor hybrid compatibility by a high-ly respected institute like Fograestablishes clearly defined stand-ards for product approval. Theaim is not to oblige manufactur-ers to disclose their formulae butto ensure that the properties ofconsumables designated as hybridcompatible really do function aslabelled, ie promote the requisitestandard of quality in hybridprinting and coating along with atrouble-free press operation.
KBA asked Fogra to examine sixdifferent brands of hybrid ink(CMYK Euroscale) supplied bysix (now five) manufacturers:Series A: K+E Novabryte BFProcess from Xsys Print Solutions(formerly BASF),Series B: Sun Cure Hy-Brytefrom Sun Chemical,Series C: Starbrite from Epple,Series D: Reflecta Hybrid fromHostmann-Steinberg (HuberGroup),Series E: EXC Process Hybridfrom Arets Graphics,Series F: Gemini Process fromXsys Print Solutions (formerlyFlint-Schmidt).
Impact of hybrid inks on roller swellFor the DIN 53521 test regimeGerman roller manufacturerFelix Böttcher in Cologne provid-ed samples of the three rubbercompounds used in its inking anddampening rollers:M1: 17925 for ink forme rollers,M2: 47940 for ink vibrators,M3: 22022 for dampener formerollers.The samples were immersed inhybrid inks at a temperature of40°C (104°F) for seven days andchanges in volume (%), mass (%)and hardness (Shore A) subse-quently noted. Fogra recom-mends raising the temperature to50°C (122°F) so as to align theresults with roller manufactur-ers’ standard tests. Sincechanges in volume and mass donot necessarily result in a corre-sponding and proportionate lossof hardness, the approval proce-dure must include tests for thisas well.
Inks C and F caused the leastswelling, while E failed the testbecause it caused substantialchanges in volume and mass. Theimpact of D on the hardness ofcompound 2 was critical.
Impact of hybrid inks on blanket swellHere, samples of six blankets forthe DIN 53521 test regime wereprovided by three different man-ufacturers:1: ContiAir/Phoenix Xtra Print’sTopaz Carat (for conventional,hybrid and UV inks),2: ContiAir/Phoenix Xtra Print’sTourmaline (for conventionalinks),3: ContiAir/Phoenix Xtra Print’sRuby Carat (for hybrid and UVinks),4: Day International’s Equalizer3610 (for conventional andhybrid inks),5: Day International’s NSP 03(for conventional, hybrid and UVinks),6: Duco/Birkan’s Multi Hybrid(for conventional, hybrid and UVinks).
During the tests only the surfaceof the blankets was exposed tothe ink. As with the rollers, theink was left to react for sevendays, also at a temperature of40°C, but changes in thicknessand mass were then measured inabsolute terms.As expected, the changes weresimilar to those in the roller com-pounds. Blanket 3, which wasprimarily developed for UV pro-duction and features a top layerof EPDM (ethylene propylenediene monomer), was imperviousto all types of ink. Inks C andF caused conspicuously littleswelling in all blankets. Inks A, B,D and, most noticeably, E causedall the other types of blanket toswell.The threshold values for changesin thickness (±0.04mm) andchanges in mass (±100g/m2 or±0.0707g/surface area tested),which are the same as for thewash tests, seem excessive,which is why Fogra recommendsthat blanket manufacturers adoptmore sensible limits for theimpact of ink.
39Process 3 | 2006
Fogra tests hybrid inksIn 2004 KBA asked Fogra, the Munich-based testing institute, to examine six different series of hybrid inks. Around 600 individual tests were conducted to
find out whether and to what extent the inks a) caused rubber roller coatings and blankets to swell, and b) were washable. The object was to determine
which inks were suitable for hybrid print production and to issue a seal of approval (‘accredited for hybrid printing’) to indicate this. The Fogra/KBA seal con-
firms that an ink is recommended for hybrid print production, but only in conjunction with the rubber rollers, blankets and washes utilised in the tests. In
the course of the tests Fogra also came up with some new proposals for approving other products with a view to enhancing process reliability and safety.
To test for roller swell, 36 x 6mm (11/2 x 1/4in)samples of rubber compound wereimmersed for seven days in hybrid ink at aconstant temperature of 40°C (104°F)
Standardised device for determining changes in thickness, in this instance of a blanket
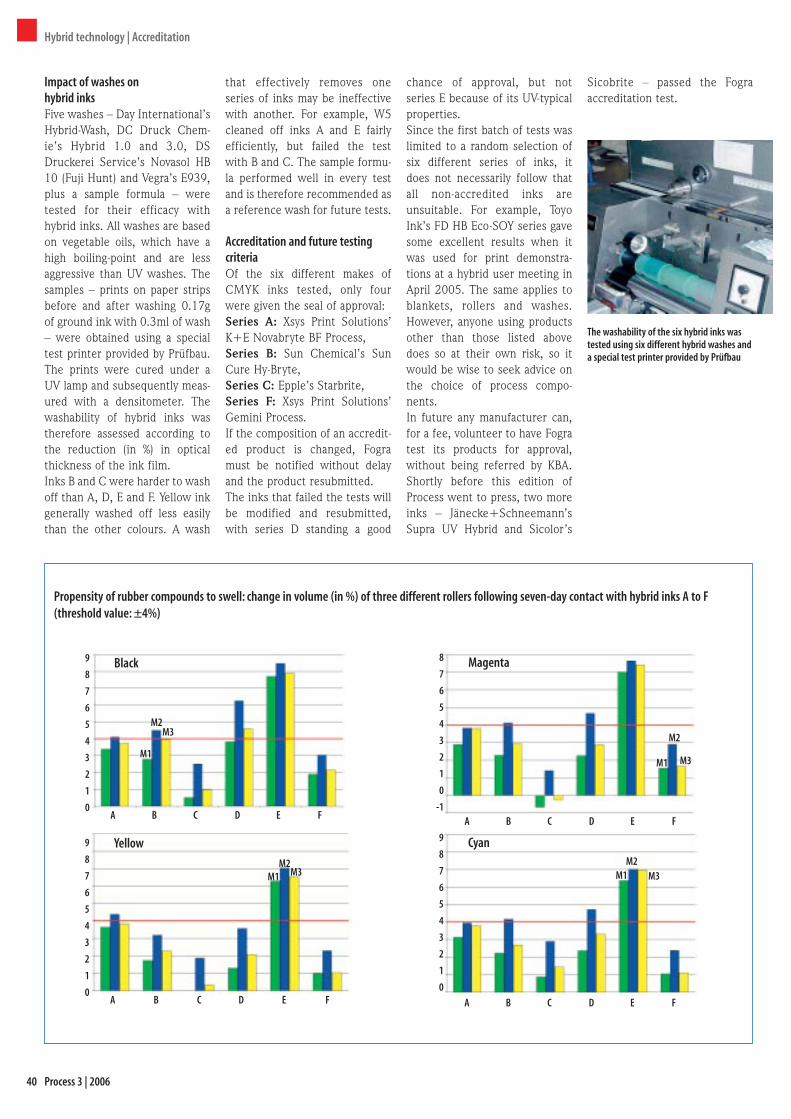
Hybrid technology | Accreditation
40 Process 3 | 2006
Impact of washes on hybrid inksFive washes – Day International’sHybrid-Wash, DC Druck Chem-ie’s Hybrid 1.0 and 3.0, DSDruckerei Service’s Novasol HB10 (Fuji Hunt) and Vegra’s E939,plus a sample formula – weretested for their efficacy withhybrid inks. All washes are basedon vegetable oils, which have ahigh boiling-point and are lessaggressive than UV washes. Thesamples – prints on paper stripsbefore and after washing 0.17gof ground ink with 0.3ml of wash– were obtained using a specialtest printer provided by Prüfbau.The prints were cured under aUV lamp and subsequently meas-ured with a densitometer. Thewashability of hybrid inks wastherefore assessed according tothe reduction (in %) in opticalthickness of the ink film.Inks B and C were harder to washoff than A, D, E and F. Yellow inkgenerally washed off less easilythan the other colours. A wash
that effectively removes oneseries of inks may be ineffectivewith another. For example, W5cleaned off inks A and E fairlyefficiently, but failed the testwith B and C. The sample formu-la performed well in every testand is therefore recommended asa reference wash for future tests.
Accreditation and future testing criteriaOf the six different makes ofCMYK inks tested, only fourwere given the seal of approval:Series A: Xsys Print Solutions’K+E Novabryte BF Process,Series B: Sun Chemical’s SunCure Hy-Bryte,Series C: Epple’s Starbrite,Series F: Xsys Print Solutions’Gemini Process.If the composition of an accredit-ed product is changed, Fogramust be notified without delayand the product resubmitted.The inks that failed the tests willbe modified and resubmitted,with series D standing a good
chance of approval, but notseries E because of its UV-typicalproperties.Since the first batch of tests waslimited to a random selection ofsix different series of inks, itdoes not necessarily follow thatall non-accredited inks areunsuitable. For example, ToyoInk’s FD HB Eco-SOY series gavesome excellent results when itwas used for print demonstra-tions at a hybrid user meeting inApril 2005. The same applies toblankets, rollers and washes.However, anyone using productsother than those listed abovedoes so at their own risk, so itwould be wise to seek advice onthe choice of process compo-nents.In future any manufacturer can,for a fee, volunteer to have Fogratest its products for approval,without being referred by KBA.Shortly before this edition ofProcess went to press, two moreinks – Jänecke+Schneemann’sSupra UV Hybrid and Sicolor’s
The washability of the six hybrid inks wastested using six different hybrid washes anda special test printer provided by Prüfbau
Propensity of rubber compounds to swell: change in volume (in %) of three different rollers following seven-day contact with hybrid inks A to F(threshold value: ±4%)
9
8
7
6
5
4
3
2
1
0A B C D E F
M1
M2M3
Black
9
8
7
6
5
4
3
2
1
0A B C D E F
M1M2
M3
Yellow
8
7
6
5
4
3
2
1
0
-1A B C D E F
M1
M2
M3
Magenta
9
8
7
6
5
4
3
2
1
0
A B C D E F
M1M2
M3
Cyan
Sicobrite – passed the Fograaccreditation test.
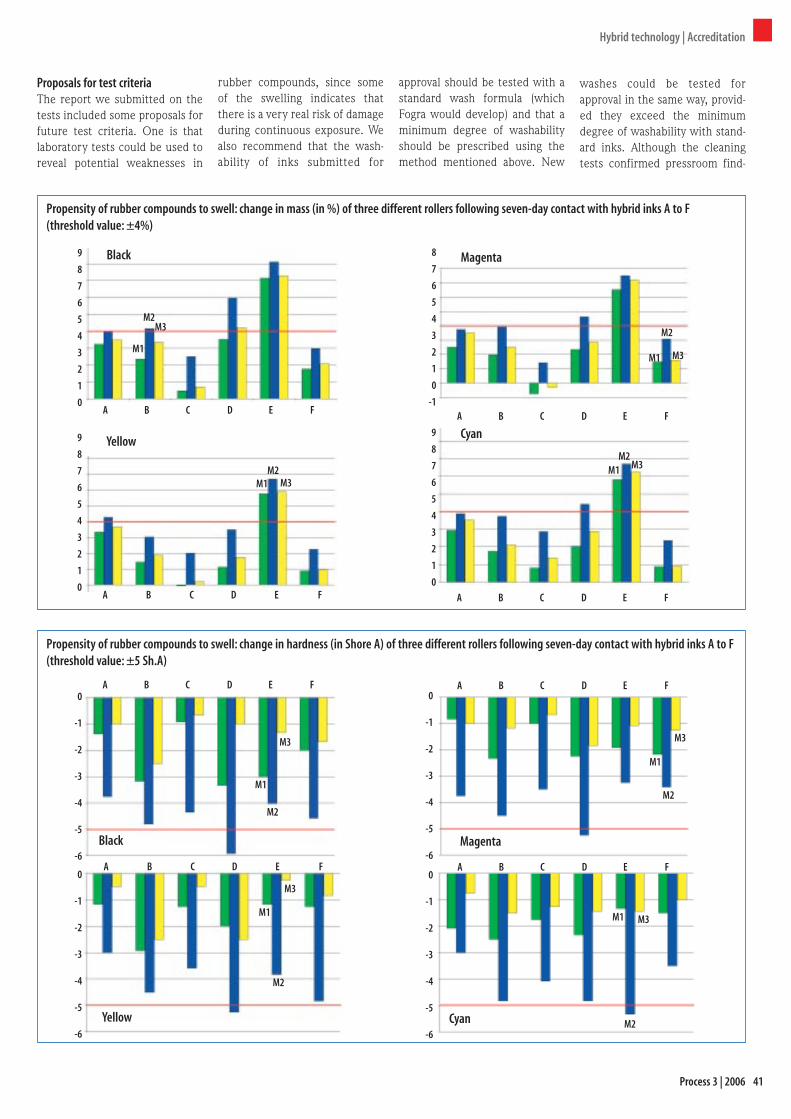
Hybrid technology | Accreditation
Proposals for test criteriaThe report we submitted on thetests included some proposals forfuture test criteria. One is thatlaboratory tests could be used toreveal potential weaknesses in
rubber compounds, since someof the swelling indicates thatthere is a very real risk of damageduring continuous exposure. Wealso recommend that the wash-ability of inks submitted for
approval should be tested with astandard wash formula (whichFogra would develop) and that aminimum degree of washabilityshould be prescribed using themethod mentioned above. New
41Process 3 | 2006
Propensity of rubber compounds to swell: change in hardness (in Shore A) of three different rollers following seven-day contact with hybrid inks A to F(threshold value: ±5 Sh.A)
0
-1
-2
-3
-4
-5
-6
A B C D E F
M1
M2
M3
Black
A B C D E F
M1
M2
M3
Yellow
A B C D E F
M1
M2
M3
Magenta
A B C D E F
M1
M2
M3
Cyan
Propensity of rubber compounds to swell: change in mass (in %) of three different rollers following seven-day contact with hybrid inks A to F (threshold value: ±4%)
9
8
7
6
5
4
3
2
1
0A B C D E F
M1
M2M3
Black
9
8
7
6
5
4
3
2
1
0A B C D E F
M1M2
M3
Yellow
8
7
6
5
4
3
2
1
0
-1A B C D E F
M1
M2
M3
Magenta
9
8
7
6
5
4
3
2
1
0
A B C D E F
M1M2
M3
Cyan
0
-1
-2
-3
-4
-5
-6
0
-1
-2
-3
-4
-5
-6
0
-1
-2
-3
-4
-5
-6
washes could be tested forapproval in the same way, provid-ed they exceed the minimumdegree of washability with stand-ard inks. Although the cleaningtests confirmed pressroom find-
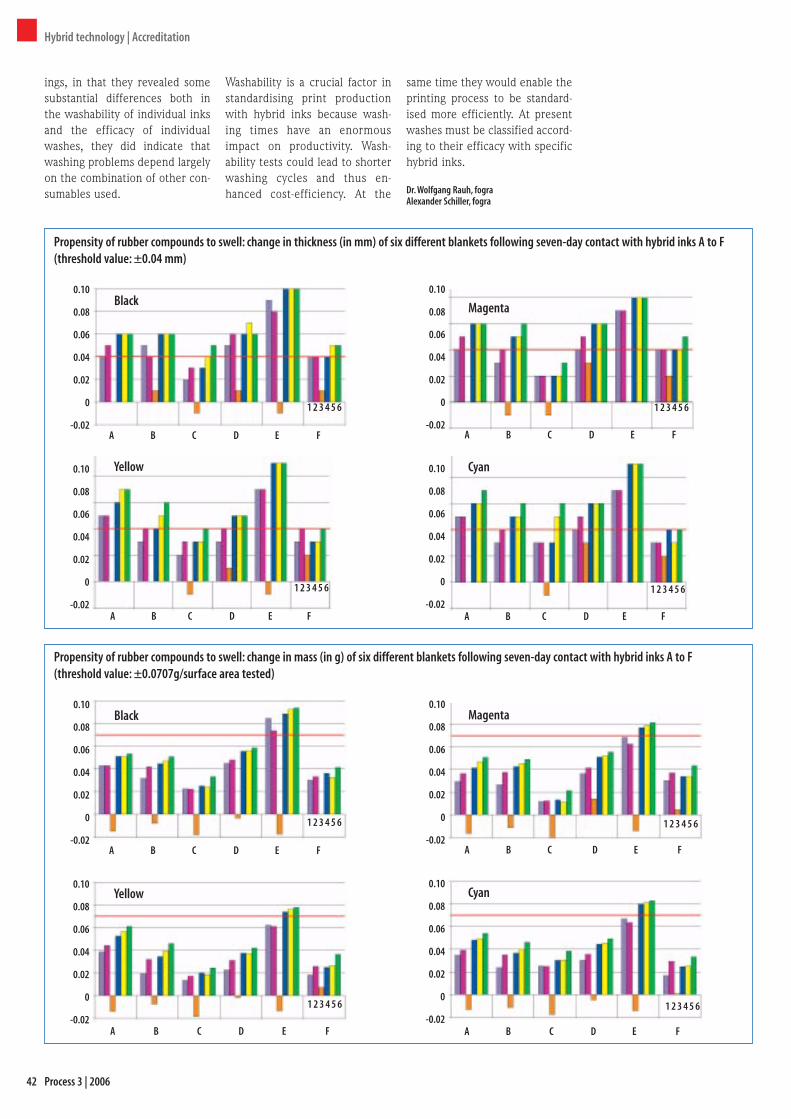
Hybrid technology | Accreditation
42 Process 3 | 2006
ings, in that they revealed somesubstantial differences both inthe washability of individual inksand the efficacy of individualwashes, they did indicate thatwashing problems depend largelyon the combination of other con-sumables used.
Washability is a crucial factor instandardising print productionwith hybrid inks because wash-ing times have an enormousimpact on productivity. Wash-ability tests could lead to shorterwashing cycles and thus en-hanced cost-efficiency. At the
same time they would enable theprinting process to be standard-ised more efficiently. At presentwashes must be classified accord-ing to their efficacy with specifichybrid inks.
Dr. Wolfgang Rauh, fograAlexander Schiller, fogra
Propensity of rubber compounds to swell: change in thickness (in mm) of six different blankets following seven-day contact with hybrid inks A to F(threshold value: ±0.04 mm)
0.10
0.08
0.06
0.04
0.02
0
-0.02A B C D E F
Black
A B C D E F
Yellow
A B C D E F
Magenta
A B C D E F
Cyan
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
1 2 3 4 5 6 1 2 3 4 5 6
1 2 3 4 5 6 1 2 3 4 5 6
Propensity of rubber compounds to swell: change in mass (in g) of six different blankets following seven-day contact with hybrid inks A to F (threshold value: ±0.0707g/surface area tested)
0.10
0.08
0.06
0.04
0.02
0
-0.02A B C D E F
Black
A B C D E F
Yellow
A B C D E F
Magenta
A B C D E F
Cyan
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
0.10
0.08
0.06
0.04
0.02
0
-0.02
1 2 3 4 5 6 1 2 3 4 5 6
1 2 3 4 5 6 1 2 3 4 5 6
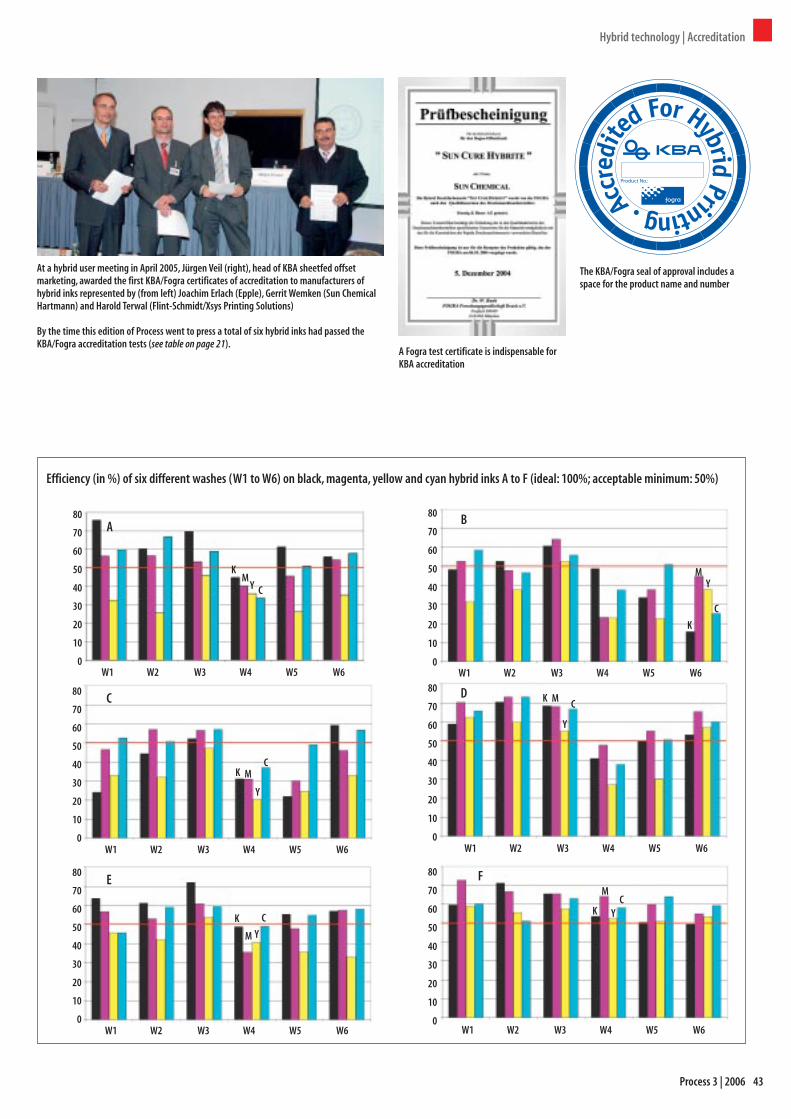
Hybrid technology | Accreditation
43Process 3 | 2006
Efficiency (in %) of six different washes (W1 to W6) on black, magenta, yellow and cyan hybrid inks A to F (ideal: 100%; acceptable minimum: 50%)
80
70
60
50
40
30
20
10
0W1 W2 W3 W4 W5 W6
A
C
B
D
K
E F
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
80
70
60
50
40
30
20
10
0
MY C
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
W1 W2 W3 W4 W5 W6
K M
Y
C
K
M Y
CK
M
YC
K M
Y
C
K
MY
C
At a hybrid user meeting in April 2005, Jürgen Veil (right), head of KBA sheetfed offset marketing, awarded the first KBA/Fogra certificates of accreditation to manufacturers ofhybrid inks represented by (from left) Joachim Erlach (Epple), Gerrit Wemken (Sun ChemicalHartmann) and Harold Terwal (Flint-Schmidt/Xsys Printing Solutions)
By the time this edition of Process went to press a total of six hybrid inks had passed theKBA/Fogra accreditation tests (see table on page 21).
A Fogra test certificate is indispensable forKBA accreditation
Accr
edite
d For HybridPrinting.
Product No.:
The KBA/Fogra seal of approval includes aspace for the product name and number
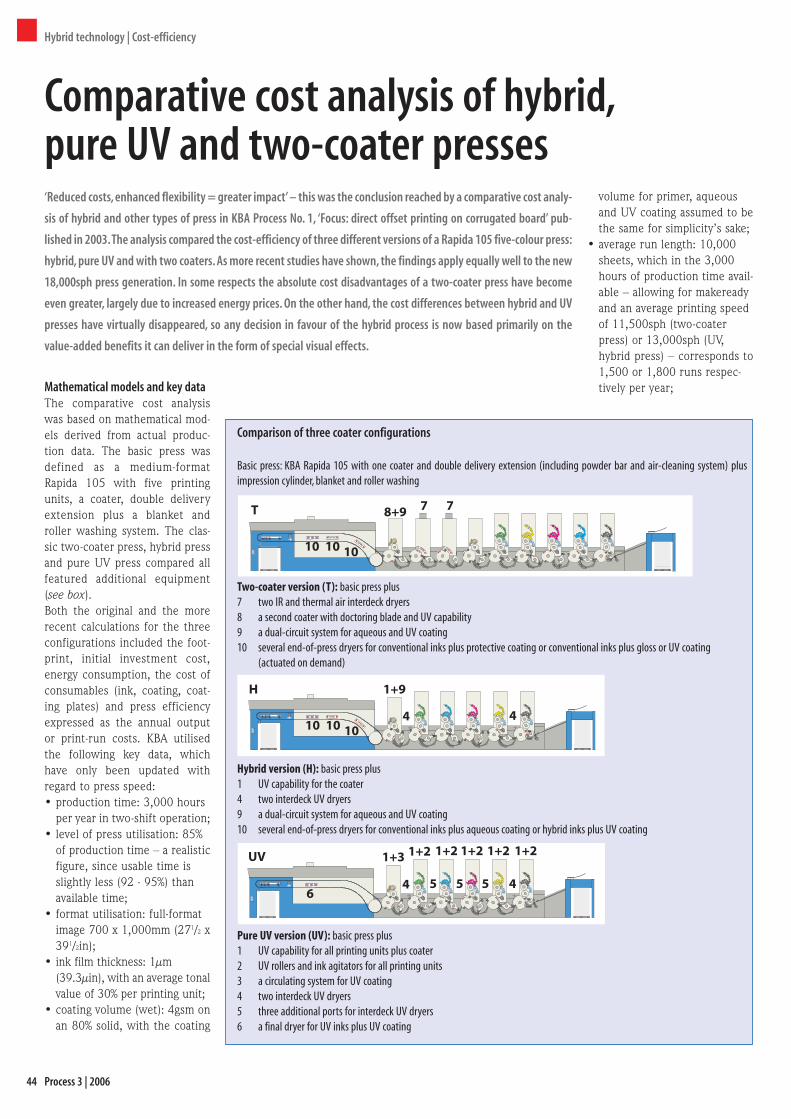
778+9
101010
T
H
UV
101010
1+9
4 4
4 45 5 5
1+3 1+2 1+2 1+2 1+2 1+2
6
Hybrid technology | Cost-efficiency
44 Process 3 | 2006
Mathematical models and key dataThe comparative cost analysiswas based on mathematical mod-els derived from actual produc-tion data. The basic press wasdefined as a medium-formatRapida 105 with five printingunits, a coater, double deliveryextension plus a blanket androller washing system. The clas-sic two-coater press, hybrid pressand pure UV press compared allfeatured additional equipment(see box).Both the original and the morerecent calculations for the threeconfigurations included the foot-print, initial investment cost,energy consumption, the cost ofconsumables (ink, coating, coat-ing plates) and press efficiencyexpressed as the annual outputor print-run costs. KBA utilisedthe following key data, whichhave only been updated withregard to press speed:• production time: 3,000 hours
per year in two-shift operation;• level of press utilisation: 85%
of production time – a realisticfigure, since usable time is slightly less (92 - 95%) than available time;
• format utilisation: full-format image 700 x 1,000mm (271/2 x391/2in);
• ink film thickness: 1µm (39.3µin), with an average tonalvalue of 30% per printing unit;
• coating volume (wet): 4gsm onan 80% solid, with the coating
volume for primer, aqueous and UV coating assumed to bethe same for simplicity’s sake;
• average run length: 10,000 sheets, which in the 3,000 hours of production time avail-able – allowing for makeready and an average printing speed of 11,500sph (two-coater press) or 13,000sph (UV, hybrid press) – corresponds to1,500 or 1,800 runs respec-tively per year;
Comparative cost analysis of hybrid,pure UV and two-coater presses‘Reduced costs, enhanced flexibility = greater impact’ – this was the conclusion reached by a comparative cost analy-
sis of hybrid and other types of press in KBA Process No. 1, ‘Focus: direct offset printing on corrugated board’ pub-
lished in 2003.The analysis compared the cost-efficiency of three different versions of a Rapida 105 five-colour press:
hybrid, pure UV and with two coaters. As more recent studies have shown, the findings apply equally well to the new
18,000sph press generation. In some respects the absolute cost disadvantages of a two-coater press have become
even greater, largely due to increased energy prices. On the other hand, the cost differences between hybrid and UV
presses have virtually disappeared, so any decision in favour of the hybrid process is now based primarily on the
value-added benefits it can deliver in the form of special visual effects.
Comparison of three coater configurations
Basic press: KBA Rapida 105 with one coater and double delivery extension (including powder bar and air-cleaning system) plusimpression cylinder, blanket and roller washing
Two-coater version (T): basic press plus7 two IR and thermal air interdeck dryers8 a second coater with doctoring blade and UV capability9 a dual-circuit system for aqueous and UV coating10 several end-of-press dryers for conventional inks plus protective coating or conventional inks plus gloss or UV coating
(actuated on demand)
Hybrid version (H): basic press plus1 UV capability for the coater4 two interdeck UV dryers9 a dual-circuit system for aqueous and UV coating10 several end-of-press dryers for conventional inks plus aqueous coating or hybrid inks plus UV coating
Pure UV version (UV): basic press plus1 UV capability for all printing units plus coater2 UV rollers and ink agitators for all printing units3 a circulating system for UV coating4 two interdeck UV dryers5 three additional ports for interdeck UV dryers6 a final dryer for UV inks plus UV coating
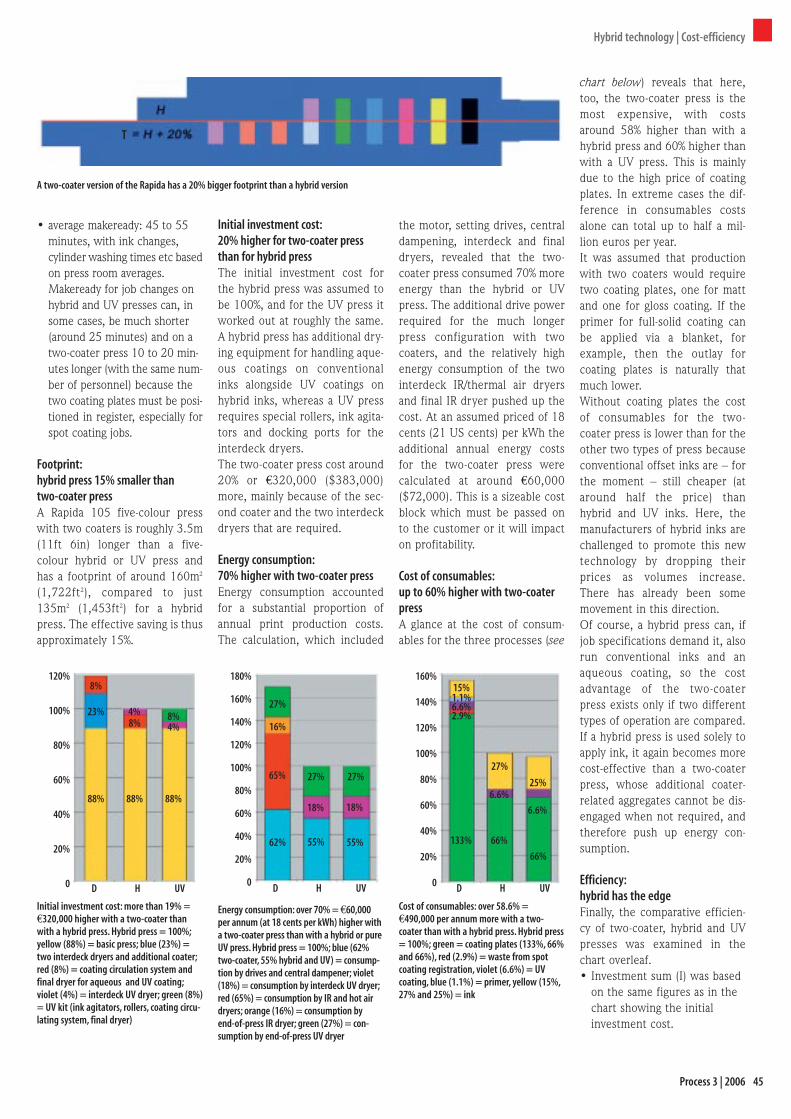
Hybrid technology | Cost-efficiency
• average makeready: 45 to 55 minutes, with ink changes, cylinder washing times etc basedon press room averages. Makeready for job changes on hybrid and UV presses can, in some cases, be much shorter (around 25 minutes) and on a two-coater press 10 to 20 min-utes longer (with the same num-ber of personnel) because the two coating plates must be posi-tioned in register, especially forspot coating jobs.
Footprint:hybrid press 15% smaller than two-coater pressA Rapida 105 five-colour presswith two coaters is roughly 3.5m(11ft 6in) longer than a five-colour hybrid or UV press andhas a footprint of around 160m2
(1,722ft2), compared to just135m2 (1,453ft2) for a hybridpress. The effective saving is thusapproximately 15%.
Initial investment cost:20% higher for two-coater pressthan for hybrid pressThe initial investment cost forthe hybrid press was assumed tobe 100%, and for the UV press itworked out at roughly the same.A hybrid press has additional dry-ing equipment for handling aque-ous coatings on conventionalinks alongside UV coatings onhybrid inks, whereas a UV pressrequires special rollers, ink agita-tors and docking ports for theinterdeck dryers.The two-coater press cost around20% or €320,000 ($383,000)more, mainly because of the sec-ond coater and the two interdeckdryers that are required.
Energy consumption:70% higher with two-coater pressEnergy consumption accountedfor a substantial proportion ofannual print production costs.The calculation, which included
the motor, setting drives, centraldampening, interdeck and finaldryers, revealed that the two-coater press consumed 70% moreenergy than the hybrid or UVpress. The additional drive powerrequired for the much longerpress configuration with twocoaters, and the relatively highenergy consumption of the twointerdeck IR/thermal air dryersand final IR dryer pushed up thecost. At an assumed priced of 18cents (21 US cents) per kWh theadditional annual energy costsfor the two-coater press werecalculated at around €60,000($72,000). This is a sizeable costblock which must be passed onto the customer or it will impacton profitability.
Cost of consumables:up to 60% higher with two-coaterpressA glance at the cost of consum-ables for the three processes (see
chart below) reveals that here,too, the two-coater press is themost expensive, with costsaround 58% higher than with ahybrid press and 60% higher thanwith a UV press. This is mainlydue to the high price of coatingplates. In extreme cases the dif-ference in consumables costsalone can total up to half a mil-lion euros per year.It was assumed that productionwith two coaters would requiretwo coating plates, one for mattand one for gloss coating. If theprimer for full-solid coating canbe applied via a blanket, forexample, then the outlay forcoating plates is naturally thatmuch lower.Without coating plates the costof consumables for the two-coater press is lower than for theother two types of press becauseconventional offset inks are – forthe moment – still cheaper (ataround half the price) thanhybrid and UV inks. Here, themanufacturers of hybrid inks arechallenged to promote this newtechnology by dropping theirprices as volumes increase.There has already been somemovement in this direction.Of course, a hybrid press can, ifjob specifications demand it, alsorun conventional inks and anaqueous coating, so the costadvantage of the two-coaterpress exists only if two differenttypes of operation are compared.If a hybrid press is used solely toapply ink, it again becomes morecost-effective than a two-coaterpress, whose additional coater-related aggregates cannot be dis-engaged when not required, andtherefore push up energy con-sumption.
Efficiency:hybrid has the edgeFinally, the comparative efficien-cy of two-coater, hybrid and UVpresses was examined in thechart overleaf.• Investment sum (I) was based
on the same figures as in the chart showing the initial investment cost.
45Process 3 | 2006
A two-coater version of the Rapida has a 20% bigger footprint than a hybrid version
Initial investment cost: more than 19% =€320,000 higher with a two-coater thanwith a hybrid press. Hybrid press = 100%;yellow (88%) = basic press; blue (23%) =two interdeck dryers and additional coater;red (8%) = coating circulation system andfinal dryer for aqueous and UV coating;violet (4%) = interdeck UV dryer; green (8%)= UV kit (ink agitators, rollers, coating circu-lating system, final dryer)
Energy consumption: over 70% = €60,000per annum (at 18 cents per kWh) higher witha two-coater press than with a hybrid or pureUV press. Hybrid press = 100%; blue (62%two-coater, 55% hybrid and UV) = consump-tion by drives and central dampener; violet(18%) = consumption by interdeck UV dryer;red (65%) = consumption by IR and hot airdryers; orange (16%) = consumption by end-of-press IR dryer; green (27%) = con-sumption by end-of-press UV dryer
Cost of consumables: over 58.6% =€490,000 per annum more with a two-coater than with a hybrid press. Hybrid press= 100%; green = coating plates (133%, 66%and 66%), red (2.9%) = waste from spotcoating registration, violet (6.6%) = UVcoating, blue (1.1%) = primer, yellow (15%,27% and 25%) = ink
120%
100%
80%
60%
40%
20%
0 D H UV
88% 88% 88%
23%
8%
8%4%
4%8%
D H UV D H UV
180%
160%
140%
120%
100%
80%
60%
40%
20%
0
62% 55% 55%
65%
16%
27%
27% 27%
18% 18%
160%
140%
120%
100%
80%
60%
40%
20%
0
133% 66%
66%
2.9%6.6%1.1%15%
27%
25%6.6%
6.6%
T
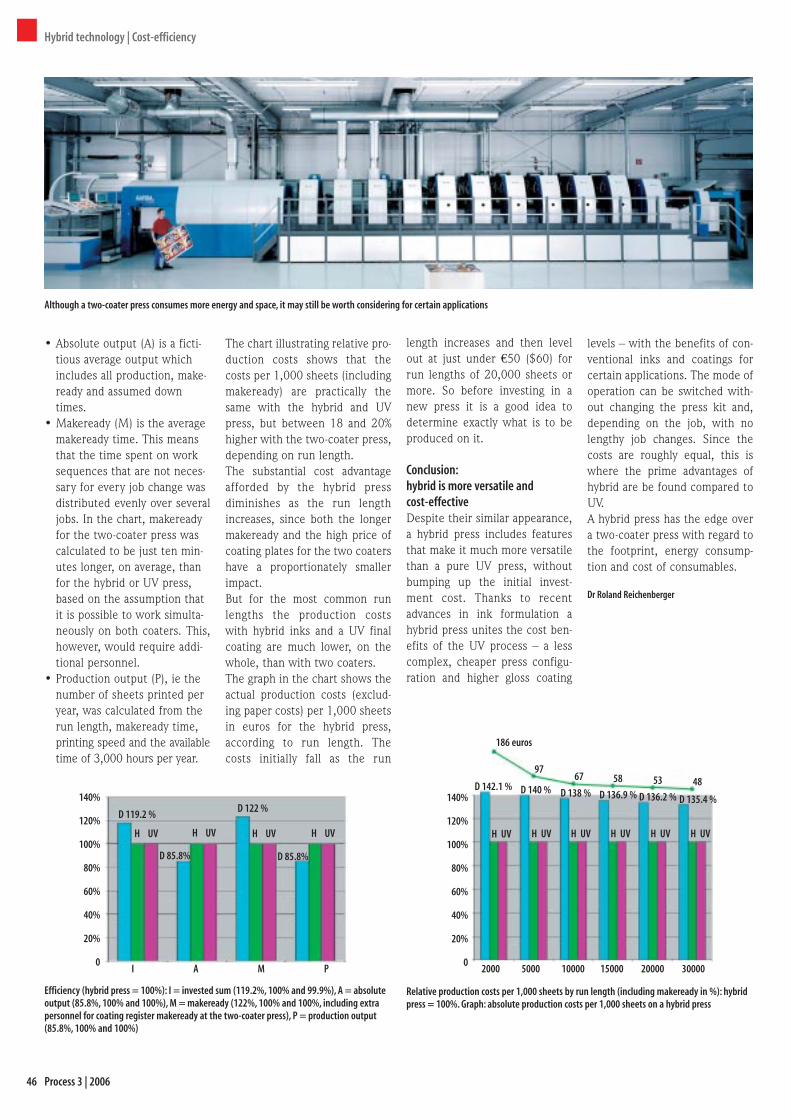
Hybrid technology | Cost-efficiency
46 Process 3 | 2006
• Absolute output (A) is a ficti-tious average output which includes all production, make-ready and assumed down times.
• Makeready (M) is the average makeready time. This means that the time spent on work sequences that are not neces-sary for every job change was distributed evenly over severaljobs. In the chart, makeready for the two-coater press was calculated to be just ten min-utes longer, on average, than for the hybrid or UV press, based on the assumption that it is possible to work simulta-neously on both coaters. This,however, would require addi-tional personnel.
• Production output (P), ie the number of sheets printed per year, was calculated from the run length, makeready time, printing speed and the availabletime of 3,000 hours per year.
The chart illustrating relative pro-duction costs shows that thecosts per 1,000 sheets (includingmakeready) are practically thesame with the hybrid and UVpress, but between 18 and 20%higher with the two-coater press,depending on run length.The substantial cost advantageafforded by the hybrid pressdiminishes as the run lengthincreases, since both the longermakeready and the high price ofcoating plates for the two coatershave a proportionately smallerimpact.But for the most common runlengths the production costswith hybrid inks and a UV finalcoating are much lower, on thewhole, than with two coaters.The graph in the chart shows theactual production costs (exclud-ing paper costs) per 1,000 sheetsin euros for the hybrid press,according to run length. Thecosts initially fall as the run
length increases and then levelout at just under €50 ($60) forrun lengths of 20,000 sheets ormore. So before investing in anew press it is a good idea todetermine exactly what is to beproduced on it.
Conclusion:hybrid is more versatile and cost-effectiveDespite their similar appearance,a hybrid press includes featuresthat make it much more versatilethan a pure UV press, withoutbumping up the initial invest-ment cost. Thanks to recentadvances in ink formulation ahybrid press unites the cost ben-efits of the UV process – a lesscomplex, cheaper press configu-ration and higher gloss coating
levels – with the benefits of con-ventional inks and coatings forcertain applications. The mode ofoperation can be switched with-out changing the press kit and,depending on the job, with nolengthy job changes. Since thecosts are roughly equal, this iswhere the prime advantages ofhybrid are be found compared toUV.A hybrid press has the edge overa two-coater press with regard tothe footprint, energy consump-tion and cost of consumables.
Dr Roland Reichenberger
Although a two-coater press consumes more energy and space, it may still be worth considering for certain applications
Relative production costs per 1,000 sheets by run length (including makeready in %): hybridpress = 100%. Graph: absolute production costs per 1,000 sheets on a hybrid press
Efficiency (hybrid press = 100%): I = invested sum (119.2%, 100% and 99.9%), A = absoluteoutput (85.8%, 100% and 100%), M = makeready (122%, 100% and 100%, including extrapersonnel for coating register makeready at the two-coater press), P = production output(85.8%, 100% and 100%)
140%
120%
100%
80%
60%
40%
20%
0
D 119.2 %
H UV H UV H UV H UV
I A M P
D 85.8%
D 122 %
D 85.8%
140%
120%
100%
80%
60%
40%
20%
02000 5000 10000 15000 20000 30000
186 euros
9767 58 53 48
H UV H UV H UV H UV H UV H UV
D 142.1 % D 140 % D 138 % D 136.9 % D 136.2 % D 135.4 %

Hybrid technology | Waterless offset
KBA pioneers waterless hybridThe two-day hybrid user meet-ing, which opened on 20 April inDresden, served as a platform forKBA and the European WaterlessPrinting Association (EWPA) topromote the use of hybrid inks inwaterless offset. The demonstra-tion on the Rapida 74 furnishedcompelling proof that the hybridprocess not only functions with-out fount solution – it even deliv-ers a quality that need shun nocomparison with wet offset.Various contrasting gloss effectshad been created on a number ofdifferent images two days earlier,during preparations for the pressdemonstration, and these printswere also much admired by thetrade professionals and Rapidausers present.Once again, KBA has lived up toits role as a driver of innovation,not just in the field of hybridcoating but also in waterless off-set, for which it has developed aunique keyless inking unit. Theelimination of two process vari-ables – water, which is relativelyunstable, and key-by-key inking,which is heavily influenced bythe subjective perceptions of theoperator – lays the foundationsfor standardising print produc-tion. KBA has already implement-ed this technology in digital andconventional sheetfed offset (inthe form of the Gravuflow inkingunits for the 74 Karat and Rapida74 G, and the keyless inkingunits for the Genius 52 and otherKBA-Metronic presses used toprint film and data storagedevices) and in newspaper offset(the Newsflow inking units forthe Cortina).
The outlookThe ink that was used, FD HybridAqualess Soy M supplied by Jap-
anese manufacturer Toyo Ink, iscurrently the only waterlesshybrid ink on the market.However, some European inkmanufacturers are working onsimilar inks, and this is sure toenhance the appeal of hybrid off-set in the near future – especial-ly in tandem with Gravuflow ver-
47Process 3 | 2006
Waterless offset with hybrid inksOn 21 April 2005, a Rapida 74 waterless sheetfed offset press in KBA’s Radebeul showroom scored a first in Europe by printing hybrid inks. Under the critical
gaze of 280-plus print media professionals attending the second KBA hybrid user meeting, the press proved that hybrid inks formulated for waterless offset
have excellent runability. It also proved that some superb matt-gloss effects can be achieved with inline coating.
sions of Rapida presses, whichare already a popular tool forexpanding the range of applica-tions possible.Forum participants seized theopportunity to address questionsconcerning dampener-free offsetto Detlef Braun, the first chair-man of EWPA and the author of
Waterless UV specialist
The author of this article, Detlef Braun, isnot only an active member of the EWPAbut also runs his own company, Druck &Beratung. D&B is a consultancy specialis-ing in the provision of training and sup-port in waterless offset production withUV inks, a sector of the packaging andplastic printing market that is experienc-ing strong growth. As a result D&B hasrelocated to bigger premises (Lahn-strasse 31, 45478 Mülheim an der Ruhr,Germany. Tel: +49 208 594482-10,Fax: -12, www.wluv.de).Waterless UV offset is a challengingprocess that requires meticulous plan-ning and preparation if the risk of invest-ing in the wrong equipment, and thusprovoking customer dissatisfaction, is tobe eliminated. Braun knows what he istalking about: at Druck & Beratung apress has been printing plastic cards formany years. The dual drying propertiesof waterless hybrid inks place them firm-ly in his remit.A major printing aid that Braun hasdeveloped is a dedicated control strip,the H-1/04, for checking density and inktrapping. The individual patches are tri-angular, which is a more appropriateshape for the ink-splitting properties ofhighly viscose waterless UV inks. Itremains to be seen whether this stripwill need to be used with waterlesshybrid inks.
this article. They were particular-ly keen to know whether hybridinks can be used to print film.Since film printing, which is cur-rently the domain of pure UV andwaterless UV, is a challenge thathybrid must still overcome, theanswer was no, and other inkspecialists would say the same.
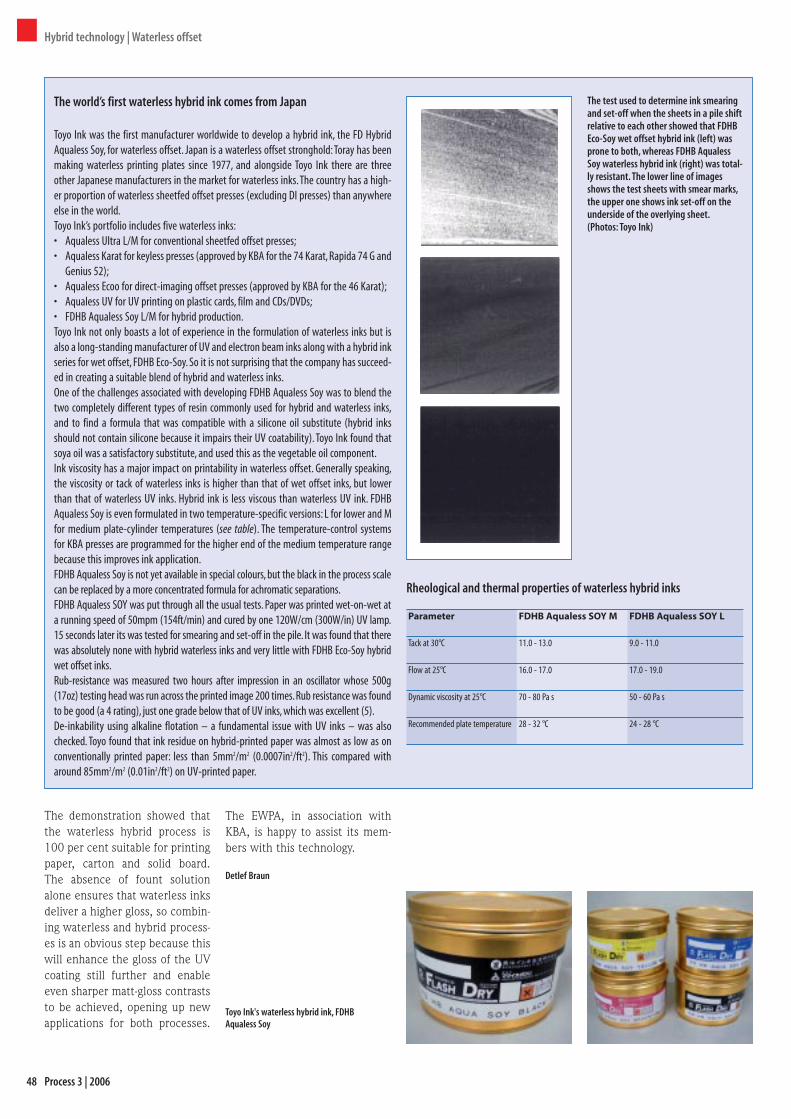
Hybrid technology | Waterless offset
48 Process 3 | 2006
The demonstration showed thatthe waterless hybrid process is100 per cent suitable for printingpaper, carton and solid board.The absence of fount solutionalone ensures that waterless inksdeliver a higher gloss, so combin-ing waterless and hybrid process-es is an obvious step because thiswill enhance the gloss of the UVcoating still further and enableeven sharper matt-gloss contraststo be achieved, opening up newapplications for both processes.
The EWPA, in association withKBA, is happy to assist its mem-bers with this technology.
Detlef Braun
The world’s first waterless hybrid ink comes from Japan
Toyo Ink was the first manufacturer worldwide to develop a hybrid ink, the FD HybridAqualess Soy, for waterless offset. Japan is a waterless offset stronghold:Toray has beenmaking waterless printing plates since 1977, and alongside Toyo Ink there are threeother Japanese manufacturers in the market for waterless inks.The country has a high-er proportion of waterless sheetfed offset presses (excluding DI presses) than anywhereelse in the world.Toyo Ink’s portfolio includes five waterless inks:• Aqualess Ultra L/M for conventional sheetfed offset presses;• Aqualess Karat for keyless presses (approved by KBA for the 74 Karat, Rapida 74 G and
Genius 52);• Aqualess Ecoo for direct-imaging offset presses (approved by KBA for the 46 Karat);• Aqualess UV for UV printing on plastic cards, film and CDs/DVDs;• FDHB Aqualess Soy L/M for hybrid production.Toyo Ink not only boasts a lot of experience in the formulation of waterless inks but isalso a long-standing manufacturer of UV and electron beam inks along with a hybrid inkseries for wet offset, FDHB Eco-Soy. So it is not surprising that the company has succeed-ed in creating a suitable blend of hybrid and waterless inks.One of the challenges associated with developing FDHB Aqualess Soy was to blend thetwo completely different types of resin commonly used for hybrid and waterless inks,and to find a formula that was compatible with a silicone oil substitute (hybrid inksshould not contain silicone because it impairs their UV coatability). Toyo Ink found thatsoya oil was a satisfactory substitute, and used this as the vegetable oil component.Ink viscosity has a major impact on printability in waterless offset. Generally speaking,the viscosity or tack of waterless inks is higher than that of wet offset inks, but lowerthan that of waterless UV inks. Hybrid ink is less viscous than waterless UV ink. FDHBAqualess Soy is even formulated in two temperature-specific versions: L for lower and Mfor medium plate-cylinder temperatures (see table). The temperature-control systemsfor KBA presses are programmed for the higher end of the medium temperature rangebecause this improves ink application.FDHB Aqualess Soy is not yet available in special colours, but the black in the process scalecan be replaced by a more concentrated formula for achromatic separations.FDHB Aqualess SOY was put through all the usual tests. Paper was printed wet-on-wet ata running speed of 50mpm (154ft/min) and cured by one 120W/cm (300W/in) UV lamp.15 seconds later its was tested for smearing and set-off in the pile. It was found that therewas absolutely none with hybrid waterless inks and very little with FDHB Eco-Soy hybridwet offset inks.Rub-resistance was measured two hours after impression in an oscillator whose 500g(17oz) testing head was run across the printed image 200 times.Rub resistance was foundto be good (a 4 rating), just one grade below that of UV inks, which was excellent (5).De-inkability using alkaline flotation – a fundamental issue with UV inks – was alsochecked. Toyo found that ink residue on hybrid-printed paper was almost as low as onconventionally printed paper: less than 5mm2/m2 (0.0007in2/ft2). This compared witharound 85mm2/m2 (0.01in2/ft2) on UV-printed paper.
The test used to determine ink smearingand set-off when the sheets in a pile shiftrelative to each other showed that FDHBEco-Soy wet offset hybrid ink (left) wasprone to both, whereas FDHB AqualessSoy waterless hybrid ink (right) was total-ly resistant. The lower line of imagesshows the test sheets with smear marks,the upper one shows ink set-off on theunderside of the overlying sheet.(Photos: Toyo Ink)
Rheological and thermal properties of waterless hybrid inks
Parameter FDHB Aqualess SOY M FDHB Aqualess SOY L
Tack at 30°C 11.0 - 13.0 9.0 - 11.0
Flow at 25°C 16.0 - 17.0 17.0 - 19.0
Dynamic viscosity at 25°C 70 - 80 Pa s 50 - 60 Pa s
Recommended plate temperature 28 - 32 °C 24 - 28 °C
Toyo Ink's waterless hybrid ink, FDHB Aqualess Soy

Ecology | Emission testing
Emerging emphasis on the environmentThere is an emerging emphasis insociety today on environmentalprotection, and more specificallyon the reduction of emissions. Inrecent years there has been a lotof debate, sometimes with mediaexposure, on what has becomeknown as emissions trading, andthis has focused the spotlight ofpublic interest more intensely onthis particular aspect.In fact environmental protectionhas been an ongoing issue formore than thirty years. Just thinkback to studies like those by theClub of Rome on growth thresh-olds (1973), or the Global 2000paper published by the US gov-ernment in 1980. While environ-mental objectives or initiativesare often the object of controver-sy, it may safely be said that, inessence, the political powers-that-be have all expressed a firmcommitment to reducing and lim-iting emissions.In general, society’s response toenvironmental issues has under-gone a sea-change, and as a resultthere has been an increasingdemand for greener products. Inthe graphic arts industry this wasinitially expressed in a desire forecologically manufactured paper,eg recycled. In the course of timecustomers have steadily raisedtheir expectations regarding the
sustainability of printed products.But environmental protectionalso means safeguarding health,both of employees in the work-place and of the general public.Back in the early 1990s the BGsquared up to this challenge andassumed a pioneering role in theprint media industry. An industryinitiative, ‘solvents in offset’, setabout tackling the hazards posedby solvent emissions in the pressroom.The BG is committed to minimis-ing emissions. Day in and day outprinters are exposed both tophysical emissions like noise orradiation and to material oneslike powder or solvents. Theseare often associated with pollu-tion of the ambient air in thepress room and at the press.Optimising the printing processby developing low-emissionpresses is a vital approach toaddressing these issues.
‘Emission tested’ accreditationThe first press to receive theBG’s ‘emission tested’ certificatefor exceptionally low-emissiontechnology was a KBA Rapida 105at Drupa 2000, precursor to thenew 18,000sph generation un-veiled at Drupa 2004.To qualify for accreditation, thepress design and operation mustbe proven to reduce emissionlevels to substantially below the
lowest thresholds permissible inthe EU. The emissions measuredare of solvents (volatile carbonsin washes, fount solutions, inksand coatings), aerosols (eg inkand coating mist), dust (powder),ozone, UV radiation and noise.The first step towards determin-ing emission levels is to obtaindata on the various aspects of off-set print production on the shopfloor. For this purpose a series oftests is conducted on differenttypes of substrate. The inks usedmay be conventional, UV or spe-cial inks such as hybrid inks.Applications involving aqueousor UV coatings are tested in thesame way. The certificate indi-cates the applications for whichthe specified press has beenapproved.Safety features are, of course,another aspect that is closelyscrutinised: checking for compli-
ance with European safety regu-lations is part and parcel of theaccreditation procedure.
Testing emissions at the new KBA Rapida 105The BG subjected the 18,000sphnew-generation KBA Rapida 105to a series of challenging tests.Among other things, the purposeof these tests was to determinewhether the criteria for awardingan ‘emission tested’ certificatehad been met. The metrologicalexamination, which was carriedout at the end of 2004, entailedrunning a series of tests on bothpaper and board. Two hybridinks, one UV and two conven-tional inks were used, as werediverse UV coatings, one aque-ous coating and a number of dif-ferent washes.It should be noted that all theprint tests were run at an output
49Process 3 | 2006
Testing press emissions
The BG’s accreditation procedure for the new Rapida 105 entailed recording emission levelsat all the printing units and the delivery
For the past five years the Berufsgenossenschaft Druck und Papierverarbeitung
(BG), the German print industry’s equivalent of the HSE in the UK and OSHA in
the US, has been busy promoting low-emission technologies by awarding
exemplary systems ‘emission tested’ accreditation through the testing and cer-
tification centre attached to its Expert Committee on Printing and Paper
Processing. The first 18,000sph press to receive this accolade was the KBA
Rapida 105. The consumables used in the tests included hybrid inks and the
appropriate washes.

Ecology | Emission testing
50 Process 3 | 2006
of 14,400 sheets per hour, equiv-alent to 80% of the rated maxi-mum, and with no alcohol in thefount solution.An analysis of the findingsrevealed the following:• Ink mist at each of the printing
units was well below the stipu-lated threshold of 1.5mg/m3,and in many cases more than 30% lower.
• As expected, the 105 cleared the ‘IPA concentration’ hurdlewith flying colours, since the absence of alcohol in the fountsolution made the entire ques-tion of IPA emissions superflu-ous. For users this brings a number of cost benefits: although advances have been made in reducing IPA levels, the mere fact of using alcohol generates costs beyond the actual price, eg with regard tohealth and safety (storage, fireprevention etc).
• Other emissions, eg carbons, ozone, UV radiation, powder and noise, were also well below the permitted levels.
It is good to know that the newgeneration KBA Rapida 105 alsomeets the criteria for the ‘emis-sion tested’ certificate, eventhough it has a higher output of18,000 sheets per hour. This isall the more remarkable becausehigher press speeds generallygive rise to increased levels ofparticulate and non-particulateemissions, especially noise.
Hybrid technology a stable processSubjecting the new Rapida 105to such a rigorous examinationby the BG’s testing and certifica-tion centre served two purposes.The first was to ensure compli-ance with all national andEuropean environmental, healthand safety standards. The sec-ond, in conjunction with materi-als testing (eg monitoring theimpact of inks and washes on thevolume of rubber consumables,conducted by Fogra on behalf ofKBA) was to promote process sta-bility and the proper applicationof hybrid technology. In future,users will be able to recognise at
a glance which products fulfil therelevant criteria for hybrid pro-duction. This will also help pre-vent products being utilised thatcan have harmful side effects onpersonnel and/or materials.
Health protection is environmentalprotection – and vice versaIt is not only public authoritieswho expect printing plants toplay an active role in protectingthe environment: customers areincreasingly making the samedemands. Presses boasting theBG’s ‘emission tested’ seal ofapproval are a crucial componentsince they furnish the technologyfor compliance.The key to success, however, isresponsible behaviour on thepart of users. Here, educationand training are essential inenabling them to choose theappropriate technology andchemistry, and deploy them asintended.Today, presses bearing the ‘emis-sion tested’ seal are oftendubbed ‘eco-presses’. In thisinstance ‘eco’ stands for bothecology and economy. Ecology,because the press enables theoperator to print with reducedemissions by optimising theprinting process. Economy,because the press has the tech-nology to utilise the necessaryauxiliaries more efficiently thanever before, substantially reduc-ing costs. The printing processcan thus be made much moreprofitable. What is more, low-emission presses may even be eli-gible for state subsidies in certainEuropean countries.In addition to fulfilling its origi-nal purpose, environmental andhealth protection can, if properlyimplemented, also reduce costsand enhance productivity.
Dr Bernhard Küter, Dr Axel Mayer,BG Druck und Papierverarbeitung
KBA sheetfed marketing manager Jürgen Veil accepting the BG’s ‘emission tested’ certificatefrom Albrecht H Glöckle in April 2005 at the second hybrid user meeting
In black and white: KBA’s 18,000sph new-generation Rapida 105 satisfies all the criteria forthe ‘emission tested’ certificate issued by the BG Druck und Papierverarbeitung

Press ecology | Fount solution
It is a well-known fact that, in off-set, the ink/water balance is moreof an issue with UV inks than withconventional inks. The more sen-sitive reaction of UV inks isexpressed in higher levels of make-ready waste and in an extremelynarrow dampening tolerancerange during print production,which means that the printingprocess must be constantly moni-tored and the dampening andprinting units repeatedly adjusted.In many cases this leads to areduction in production speed,which makes it an economicissue. In a government-sponsoredresearch project, ‘Enhancing theink/water balance in offset withUV inks’, Fogra Forschungs-gesellschaft Druck in Munich hasexamined the problems arisingboth with UV and with hybridinks.
Dampening adjustment with newtest chartThe project kicked off by askinghow the stability of the dampeningprocess can be measured at thepress. Because the printing unitsare set individually they all reactdifferently. So although the pressoperators adjusted the dampeningunits with the utmost care, usingthe customary roller proof, testsrevealed significant variationsfrom one printing unit to the next.It was soon concluded that a new,more sensitive instrument wasneeded to check and adjust damp-ening. Fogra developed such aninstrument in the form of a damp-ening test chart (see box).
This enabled informative dot gaincurves (ie dot gain as a percent-age in the printed image againsttonal values as a percentage inthe test chart data file) to be cal-culated during the print tests. AUV ink and two hybrid inks werecompared in conjunction with analcohol-based fount solution (IPAconcentration 10%) that is al-ready in widespread use and anew alcohol-free fount solution.
UV print production with IPA fountsolution ‘a tightrope walk’A comparison of graphs 1 and 2overleaf reveals perceptible differ-ences in dot gain. Graph 1 clearlyshows why the ink/water balanceis so critical in this specific per-mutation of UV ink and IPA fountsolution. A duct roller setting of60 was the only setting at whichthe dot gain curve complied withthe offset standards laid down bythe BVDM (German Printing andMedia Industries Federation).Minimal changes in dampeningfeed, which on a running presscan easily be caused by a build-upof deposits on the rollers orchanges in temperature etc, ledalmost immediately to dramatic
Impact of fount solution on print production with hybrid inksHybrid inks can be applied easily at maximum press speed without the need
for isopropyl alcohol (IPA) in the fount solution because the dampening tol-
erance range is not as narrow as with UV inks. This has been confirmed by
Fogra in studies conducted using new IPA-free two-component hybrid inks
formulated by DC DruckChemie.
Fogra fount control test chart
The test chart contains highly sensitivescan elements for monitoring the unifor-mity of the dampening film across theentire plate.With the aid of this chart it ispossible to adjust all the dampeningunits uniformly, while at the same timemonitoring and logging press status. Itenables technical problems such as rub-ber roller shrinkage in the inking unit,wrongly adjusted potentiometers in theprinting units, deformed or worn damp-ening rollers in individual printing unitsand technical differences in the variouscombinations of ink and fount solutionto be detected easily and simply.To determine the ink/water balance, pro-ceed as follows. After loading the platewith the test chart, run off a proof printin the usual fashion until a referencecolour density (generally 1.4) has beenachieved in the solid. Then progressivelyreduce duct roller speed (and thus thevolume of fount solution applied to theplate) until the image begins to smear.As a rule smearing will only be percepti-ble on one side of the sheet. Increase theroller gap in the dampening unit andprint a fresh proof. Reduce duct rollerspeed again until smearing occurs. If the
smearing is distributed evenly across theentire plate width, this indicates that thevolume of fount solution being applied tothe plate is uniform and that the dampen-ing unit is therefore evenly adjusted. Thenext step is to increase duct roller speed inpredefined increments. After that, pull anumber of printed sheets, measure the dotgain and compare the results for this par-ticular combination of ink and fount solu-
tion with other combinations. The testchart also allows ghosting effects andother flaws to be assessed, but these arenot the subject of this article.The test chart data file is available toFogra members and non-members(www.fogra.org) as part of a servicepackage which includes practical train-ing in applying the test chart, and basicon-site press setting by Fogra personnel.
51Process 3 | 2006
deviations in colour reproductionwithin the image. So with thiscombination of ink and fountsolution the press operator mustmonitor the process constantlyand make any adjustments neces-sary to produce saleable prints.The behaviour of the same UV inkwith an alcohol-free fount solu-tion (graph 2) was far less critical.Here, changes in duct roller set-tings produced little variation indot gain, which remained closeto the standard. The fountsolution used was supplied byDC DruckChemie in Ammer-buch, and has since been devel-oped to market maturity. It isdescribed as a two-componentversion with no associated health
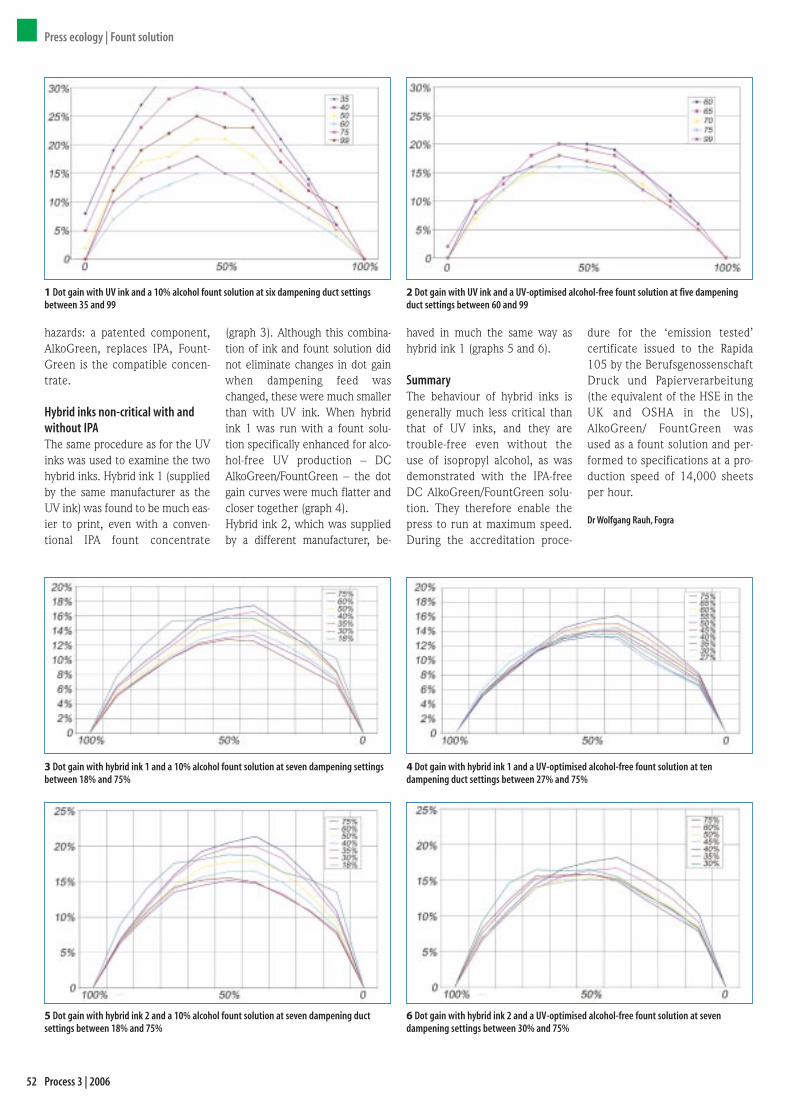
52 Process 3 | 2006
Press ecology | Fount solution
hazards: a patented component,AlkoGreen, replaces IPA, Fount-Green is the compatible concen-trate.
Hybrid inks non-critical with andwithout IPAThe same procedure as for the UVinks was used to examine the twohybrid inks. Hybrid ink 1 (suppliedby the same manufacturer as theUV ink) was found to be much eas-ier to print, even with a conven-tional IPA fount concentrate
(graph 3). Although this combina-tion of ink and fount solution didnot eliminate changes in dot gainwhen dampening feed waschanged, these were much smallerthan with UV ink. When hybridink 1 was run with a fount solu-tion specifically enhanced for alco-hol-free UV production – DCAlkoGreen/FountGreen – the dotgain curves were much flatter andcloser together (graph 4).Hybrid ink 2, which was suppliedby a different manufacturer, be-
haved in much the same way ashybrid ink 1 (graphs 5 and 6).
SummaryThe behaviour of hybrid inks isgenerally much less critical thanthat of UV inks, and they aretrouble-free even without theuse of isopropyl alcohol, as wasdemonstrated with the IPA-freeDC AlkoGreen/FountGreen solu-tion. They therefore enable thepress to run at maximum speed.During the accreditation proce-
dure for the ‘emission tested’certificate issued to the Rapida105 by the BerufsgenossenschaftDruck und Papierverarbeitung(the equivalent of the HSE in theUK and OSHA in the US),AlkoGreen/ FountGreen wasused as a fount solution and per-formed to specifications at a pro-duction speed of 14,000 sheetsper hour.
Dr Wolfgang Rauh, Fogra
1 Dot gain with UV ink and a 10% alcohol fount solution at six dampening duct settingsbetween 35 and 99
2 Dot gain with UV ink and a UV-optimised alcohol-free fount solution at five dampeningduct settings between 60 and 99
5 Dot gain with hybrid ink 2 and a 10% alcohol fount solution at seven dampening duct settings between 18% and 75%
6 Dot gain with hybrid ink 2 and a UV-optimised alcohol-free fount solution at seven dampening settings between 30% and 75%
3 Dot gain with hybrid ink 1 and a 10% alcohol fount solution at seven dampening settingsbetween 18% and 75%
4 Dot gain with hybrid ink 1 and a UV-optimised alcohol-free fount solution at ten dampening duct settings between 27% and 75%

Handling | Benefits and practical tips
Mode change: quick and simpleKBA hybrid presses have a lot ofingenious features for makingmakeready, cleaning and produc-tion changeover easier, faster andsafer – provided, as has beenemphasised several times in thispublication, that only the con-sumables and aids approved andaccredited by KBA are used. Onekey advantage is that the pressoperator does not have to changethe blankets and rollers whenconverting between hybrid andconventional production.In hybrid mode, hybrid inks arerun in conjunction with a finalUV gloss coating applied in thecoater. For spot effects, anoptional matt overprint varnishcan be applied in the final print-ing unit. In conventional mode,ink application can be followedby an aqueous coating, which canalso contain special-effect pig-ments.The interdeck and end-of-pressdryers are all plug-in modules, sothey can be positioned freely,activated or deactivated selec-tively and reduced or increasedin number in just a few quickmovements to suit job specifica-tions and the relevant mode ofoperation (see chapter on KBAdrying and curing systems, pages6 - 9).For easier conversion, standardequipment includes a coatingfeed system with two separatecircuits and time-variable wash-ing programs, with the wash forthe coating recovered andreturned to two separate tanks.
With Harris & Bruno’s LithoCoatsystem, for example, conversionfrom a UV to an aqueous coating,or vice versa, takes just sevenminutes, and from one aqueouscoating to another just two min-utes.Tip: Regularly maintain the rub-ber rollers to improve their serv-ice life. Remove ink residue andlimescale, and give them a thor-ough clean from time to time.Whatever the production mode,rubber rollers are prone to swelland shrink – even with the hybridinks and washes recommendedby KBA, though with these thechange in volume remains withinthe tolerance range (as can beseen in the Fogra tests on pages39 - 43). Nonetheless, dependingon the inks and washes used andthe frequency of mode changes,mixing hybrid and conventionalproduction can cause greaterwear and tear on the rollers thanconventional production alone.
Flexibility: exploit it efficientlyHybrid production accounts for30% to 70% of output by the 250-odd Rapida users worldwide whooperate a hybrid press line, sorapid mode conversion is a key fac-tor in maintaining flexibility. Evenso, for economic reasons it isadvisable to minimise the numberof mode changes by sequencing asmany jobs as possible in one modebefore switching to the other.Tip: Calculate whether it wouldbe more cost-effective to splityour weekly production routineinto hybrid days and conventional
days. Customers could be offereda price incentive to support thiscost-saving regime by deliveringtheir data within the relevantdeadline.
Printing curves:almost identical in both modesPrint entrepreneurs installing ahybrid press as an introduction toUV technology will be glad to
learn that there is no steep learn-ing curve as far as dot gain is con-cerned. With a pure UV pressconsuming UV inks, UV-resistantethylene propylene diene mono-mer (EPDM) blankets and rollers,the characteristic printing curvesand the corrective values for dotgain compensation in pre-presswould have to be completelyrecalculated.
53Process 3 | 2006
Sophisticated, but soon masteredThe number of hybrid coating enthusiasts worldwide is rapidly growing. For some, its simplicity facilitates entry into
UV production, which is much more challenging. For others, the fact that some stunning and highly sophisticated
visual effects can be achieved with surprisingly little effort plays a decisive role. And many have been won over by
the relative ease with which it is possible to switch cost-effectively from one process to another, enabling them to
handle jobs that specify high-end finishing alongside more routine work. The options available, the benefits deliv-
ered by hybrid applications and the limitations to which they are subject were discussed in detail at the second KBA
hybrid user meeting in April 2005, which gave prospective and current users an opportunity to compare notes, come
up to speed with the technology and pick up some useful tips from KBA and its development partners.A touch-screen is essential at the console forthe hybrid Rapida (Photo: Kleeberg)
Kodak Polychrome Graphics’ Excel plates are used for hybrid production on the presses inKBA’s showroom in Radebeul
The dot gain curve with hybrid inks is just as flat as with conventional inks, making it easierboth to adopt hybrid technology and to switch from conventional to hybrid mode. The curvesin the screenshot above were determined using KPG’s new Sword Ultra thermal plates whichdo not need to be baked for UV and hybrid production

Handling | Benefits and practical tips
54 Process 3 | 2006
With hybrid inks, on the otherhand, the low dot gains familiarfrom conventional productionstill apply. Of course, as with anynew press, the printing curvesand an ICC press profile forcolour management must still becalculated or modified. And aswith any change of ink, substrateor blanket, it is advisable tocheck print characteristics whenswitching from conventional tohybrid inks, especially if the jobinvolves images that are prone tocolour fluctuations. If the con-sumables approved by KBA areused as directed, modifying printcharacteristics and dot gainshould be a relatively minor task.This is a big advantage and notonly makes it easier to learn thenew technology in the first placebut also to convert betweenhybrid and conventional produc-tion. The only difference as far aspre-press is concerned is that theplates – whether baked or not –must be UV-resistant (see charton page 20).Tip: Use the same brand of platefor both modes of operation so asto minimise the number of changesnecessary in the relevant parame-ters.
Ink/water balance:more stable than in UV,alcohol-free no problemParticipants at the latest KBAhybrid user meeting confirmedonce again that the ink/water bal-ance in hybrid production is muchmore stable than in pure UV pro-duction, but must be monitoredmore closely than in conventionalsheetfed offset.So the demands made on the qual-ifications of the press operator arenot excessive. As the precedingchapter (‘Impact of fount solutionon print production with hybridinks’) illustrates, the correct bal-ance between dampening and ink-ing can be stabilised still further byusing a compatible alcohol-freesolution. Hybrid inks will pose noproblems if these conditions aremet. What is more, hybrid inkshave the advantage of beingimmune to misting and – unlike
UV inks – will not contaminatethe press.Tip: Further reduce VOC emis-sions at your hybrid press by usingan alcohol-free dampening solu-tion. Although all hybrid Rapidasalready bear an ‘emission tested’seal, dispensing with alcohol willmake the press even greener andimprove the working climate inthe press room.
Anilox roller: easy careOver and above the automationmodules that have become rou-tine items of equipment – pro-grammable plate changing, CIP3/4link, storable and reusable presssettings, automatic blanket androller washing – time- and labour-saving features and design were aprimary focus of KBA’s develop-ment activities. For example, forprinters wishing to play safe dur-ing changes of coating, the aniloxroller and blade duct can be easilyaccessed and cleaned manually injust two minutes, though as a rulethe automatic wash-ups for thecoater and pumping systems areperfectly adequate.Tip: A quick method for testingwhether the anilox coating rollerneeds cleaning after a print run is
to colour the coating with fooddye and apply it as a full solid. Youcan then check its uniformityeither visually or with a densito-meter.Normally the anilox roller in thecoater must be changed onlywhen it is worn, which with thematerials and engraving tech-niques used today is very rarely.But it may need changing if a dif-ferent pick-up volume or type ofaqueous coating (with large spe-cial-effect pigment particles) isspecified. This takes just a fewminutes and does not evenrequire a hoist, because KBA hasintroduced rollers made of light-weight aluminium. All the pressoperator has to do to change theroller is remove the screw on thedoctor chamber and swing it outof the way, open the bushes, lift
out the roller and replace it withthe new one.Tip: Although the anilox roller islight enough for one person tohandle alone, it should always belifted out and carried by two peo-ple, especially if the roller is toowide to allow one person to holdboth the spindles. Balancing theroller on the palm of one handwhile gripping a spindle with theother is risky because the otherspindle or the end of the rollercould easily knock against someobstacle and sustain damage.The lightweight rollers are noless durable than their heavy con-ventional counterparts. Not onlythat, they require less energyinput to revolve at the new-gen-eration Rapida’s maximum pro-duction speed of 18,000 sheetsper hour.
Hybrid inks are also available in cartridges, which is the form Industriedruck Dresden prefersfor its hybrid Rapida 105
Automatic washing systems can cause abuild-up of wash and ink in the blade duct(top). With the appropriate hybrid wash thisdoes not happen (bottom) (Photos: Fuji Hunt DS Druckerei Service)
The aluminium anilox roller developed by KBA for the coater is so light that it can be changedwithout a hoist

Handling | Benefits and practical tips
Hybrid washes:economical and effectiveHybrid washes can be used toclean both hybrid and conven-tional ink off rollers, blankets andcylinders. The challenge for thechemist lies in overcoming theiropposite polarities, since conven-tional inks and the conventionalconstituents in hybrid inks arenonpolar, the UV constituentspolar.Most washes for hybrid produc-tion reflect the current state ofthe art in pressroom chemistry:they enhance the rinsability ofthe rubber, for example, by emul-sifying spontaneously with water,and the stability of the wash-in-water emulsion thus createdmeans that a smaller volume isrequired, cleaning is morethorough and there is no contami-nation of the washing system. Inkparticles and paper dust aretrapped in the emulsion andremoved with it, so there is virtu-ally no build-up on the pipework,blade duct or drip pan. In general,a good wash can be recognised bythe fact that, after cleaning, theblanket and roller surface dry andare operable almost immediatelyand promote an optimum inktake-up or splitting, which helpscut waste.It is also important to choose awash that is appropriate for theautomatic washing systems rou-tinely fitted on KBA hybrid press-
es. The accreditation processtests wash compatibility with therubber (no swelling or shrinkage),but not the risk of corrosion.However, with modern washesthis should be very small.Tip: The same applies to hybridwashes as to hybrid inks: only useproducts that have been tested byFogra and approved by KBA.Always follow ink manufacturers’recommendations with regard tothe compatibility of their productswith specific hybrid washes.
Delivery:minimising contaminationThe double delivery extensioncontaining the various end-of-press dryer modules that supportdual-mode operation (VariDrysystem) with the new-genera-tion Rapida 105 has been elevat-ed to make it easier for the presscrew to insert and repositionthem. In addition, changing thesheet path has increased the dis-tance between the powder barand the final UV dryer, reducingthe risk of contamination of thereflectors in the UV dryer. Thismeans that, on presses with aperfect coating capability, morepowder can be used to eliminatethe form of blocking known asthe glass-plate effect. Straightprinting on a hybrid press nor-mally requires very little powder(eg where contrasting spot/glosseffects have been created with
overprint varnish and UV coat-ing) or none at all.Tip: When giving the reflectors anoccasional clean, avoid touchingthe surface of the mirrors becausedust and powder will tend to clingto the fingerprints.In this connection it may beworth fitting an optional air-cleaning system (ACS) at thedelivery. Positioned directlyabove the delivery pile, this addi-tional extractor prevents powderand paper dust from entering thedryer zone, keeps the gripperchains and sheet jogger clean anddraws off residual vapours thatcan arise after ozone extractionabove the end-of-press UV dryer.With an ACS at the delivery thepress operator will no longer beexposed to ammonia emissionfrom aqueous coatings or the typ-ical ozone emission from UVradiation curing.
IR radiation power level:less is moreAs any printer knows, paper isextremely sensitive. It will warpfrom the edges inwards ifallowed to absorb uncontrolledmoisture from the ambient air,and will shrink and become brit-tle if moisture is withdrawn. Andbecause the pressroom climatethroughout the world varies con-siderably depending on the geo-graphical location and plantsophistication, the condition ofthe paper or board prior to accli-matisation differs accordingly.Tip: Ask your paper vendor not todeliver paper that is shrink-wrapped or sealed in plastic bags,and refuse to accept stockwrapped in this way. Plastic filmcan cause condensation and thuswarping, which even an extendedperiod of acclimatisation cannotremedy.
55Process 3 | 2006
Suction air paths in the Air Clean System
The interdeck UV dryers for the Rapida hybrid press are easily accessible and can be transferred toanother port in a matter of minutes

Handling | Benefits and practical tips
56 Process 3 | 2006
Shrinkage and brittleness causedby IR or UV radiation were amajor issue at the last KBA hybriduser meeting. This is because thefinal IR dryer, which is fitted in ahybrid press to dry aqueous coat-ings when conventional inks areused, can also be activated, ormay still be emitting heat, along-side the end-of-press UV dryerduring hybrid production. Although the heat emitted byinfrared radiation promotes oxi-dation in the hybrid inks, the IRradiation emitted as a by-productof UV radiation is normallystrong enough to support oxida-tion in the delivery pile evenwith extensive ink coverage.Provided no heat-sensitive plasticfilm is being printed, this is adesirable side-effect because italso promotes curing in thehybrid inks and UV coating underUV radiation. In general, theamount of IR heat generated byUV lamps is quite sufficient foroxidation, especially if the imagecontains a lot of dark areas. Exposing cured hybrid ink to IRradiation prior to entry into thefinal UV dryer would cause theink to loosen and this in turnwould attack the UV coatingfrom below, ie from its uncuredside. The result could be block-ing in the pile. However, if theimage is pale, or features largeareas that are print-free or havelow ink coverage, additional IRradiation may well be beneficial.But even here, less may still bemore, ie the IR lamp should beset at its minimum power level.Some printers use a rod hygrom-eter to measure the moisture lev-els in the air between the sheetsin the feeder and delivery piles,and use the difference in mois-ture content to calculate thethresholds for IR radiation.However, it takes a long time forthe relative air humidity in thedelivery pile and the residualmoisture in the paper or board toattain equilibrium. Only a highlyexperienced printer can drawusable conclusions from thismeasurement. A more reliablemethod, but one that is not feasi-
ble at the press, would be tomeasure the absolute water con-tent in the substrate, whichshould be at least 5%.KBA recommends using twin-tube carbon emitters for IR radia-tion, since they are the mostenergy-efficient.Tip: Measuring the pile tempera-ture is better than measuring themoisture content.
UV dryer:no more energy than necessaryExcessive UV radiation can dam-age the coating film in the sameway that excessive IR radiationcan damage the substrate, by mak-ing it brittle, which can cause thefilm and the underlying paper tocrack when folded. The powerlevel of the final UV dryer shouldtherefore be set no higher thanabsolutely necessary. The chapter on ‘Choosing theright testing method’ (page 14),describes the most reliable meth-ods for checking whether the UVcoating has cured properly. Onemethod that was not mentioned,because it is unsuitable, is tocheck the UV intensity with dedi-cated measuring strips which,according to the dryer manufac-turers, respond to both UV and IRradiation.Tip: As far as energy input in IRdrying and UV curing systems isconcerned the following applies:no more than necessary!
Inadequate curing may also beattributable to UV lamps that aretoo old. UV coatings and hybridinks are not formulated for specif-ic wavelengths, so the highestpeak in the UV radiation spec-trum is not necessarily a measureof effectiveness. Make sure thatthe UVC lamp in the final UVdryer is always ‘fresh’, because asthe lamp ages the UV ratioschange. When a lamp needsreplacing, always fit the new lampin the first position and move theothers on. The first lamp is wherethe maximum level of UVC radia-tion is needed because that iswhere the curing process in theUV coating is initiated, whereasthe subsequent two lamps merelysustain and deepen the process.If the paper coating is not UV-compatible it may, in some cases,react undesirably to UV radiationand become brittle, causing it tocrack when the paper is folded.Most paper manufacturers arefamiliar with this issue and canprovide information on the UV-compatibility of specific types ofpaper and board. There is noquick fix to this problem becausesimply reducing the amount ofbinder, or using a more flexibleone, may impair printability.Tip: To prevent heavier coatedstock stock, eg 150gsm (102lbbook) or upwards, from cracking,crease it prior to folding. Also,make sure that finishing equip-
ment is set properly. Some usersrecommend spraying the creaseon difficult substrates with a mix-ture of water and alcohol.
Odour emission:notify or test in good timeBinders may also be responsiblefor odour emission by the papercoating when it is exposed to UVradiation. Odour emissions byhybrid inks have been dramatical-ly reduced in recent years, andUV coatings have long since qual-ified as sufficiently odourless forfood packaging. But even if theindividual substrate, hybrid inkand UV coating normally emit lit-tle or no odour during UV radia-tion, in combination they maystill deliver a nasty surprise in theform of an unpleasant smell.Tip: Many paper manufacturersare happy to test specific combi-nations of substrate, ink and coat-ing for their customers in order toeliminate the risk of unpleasantodours being emitted when theconsumables are used together.
Conclusion:hybrid not a 'mission impossible'At the second KBA hybrid usermeeting in 2005, as at the first in2003, users were united in theirconviction that going hybrid wasa wise move. The willingness toexperiment demonstrated byprint entrepreneurs in search offresh applications for hybrid coat-ing proves that the process hasbeen well and truly mastered andis an inspiration to creativedesign. Adopting hybrid technol-ogy is no great challenge becausethe production method is basical-ly the same as with conventionalinks: it ‘merely’ expands thechoice of inline coating options.Any odours emitted by the paperare caused by the same phenom-ena as in pure UV print produc-tion, but otherwise the pressoperator generally has to contendwith far fewer problems.
Dieter Kleeberg
Sheets printed and coated using the hybrid process share the virtue of UV prints in that theycan be finished without delay, eg on a flatbed die-cutter like this Bobst SP 142-CER II atLeopold Verpackungen in Ludwigsburg

Handling | Benefits and practical tips
57Process 3 | 2006
Second hybrid user meeting, April 2005,Dresden and Radebeul
Jürgen Veil, head of KBA sheetfed offset marketing, and his team were instrumental in honing hybrid technology to its present level of maturity. An accomplished and humoroushost, he displayed a rare level of detailed knowledge not only of hybrid production but of allthe related technologies as well
The 280-plus users who attended the meeting were unanimous in their conviction thathybrid technology is now a viable alternative to double coating and pure UV
Participants could draw on the expertise of specialist panels like this one comprising representatives from dryer manufacturers and KBA
Authentic print jobs boasting some spectacular hybrid coating effects were a focus of interest(Photo: Kleeberg)
A Rapida 105 six-colour coater press with double delivery extension in KBA’s Radebeul showroom demonstrated the ease with which hybrid inks, a matt overprint varnish and ahigh-gloss UV coating can be applied inline
Print demos with waterless hybrid inks on a KBA Rapida 74 were equally impressive

Applications | Examples
58 Process 3 | 2006
Hybrid coating as growth opportunityHybrid print production with aninline UV gloss coating is morethan just an easy introduction intoUV technology – it boasts someunique capabilities that justify itsconscious adoption in preferenceto other processes.High gloss. This can be achievedmuch more economically thanwith a two-coater press and almostas cost-effectively as with a UVpress.Gloss contrasts. These, too, canbe created more simply than witha two-coater press – and in perfectoffset register. Two different typesof coatings can be applied, morespecifically a matt or structuredoverprint varnish (as a spot var-nish) and a UV coating (applied asa full-solid gloss coating, which is
repelled by the spot varnish). Thevisual impact achieved outshineseven such acclaimed alternativesas drip-off and twin-effect coatingon conventional presses equippedwith aqueous coaters. This featureprovides hybrid printers with aunique tool for raising their profilein the marketplace. Many advertis-ing agencies would like to exploitthe potential this capability offersbut have trouble finding a printer.So for printers hybrid represents ameans of winning new custom.Counterfeit protection. Theabove-mentioned contrast coatingcapability developed by KBA’s engi-neers opens up a profitable nichemarket: that of counterfeit protec-tion for packaging using imagesconcealed within the coating.Diversity. Hybrid coating is suit-able for virtually every market
addressed by sheetfed offset. Evensynthetics, metallised and – stillmore challenging – transparentpaper have been found to behybrid-compatible.One exception is food packaging:although the ink industry hasalready developed low-odourhybrid inks, it has not yet come upwith totally odour-free inks orcombinations of inks, coatings andsubstrates, nor is it likely to do soin the immediate future, so thiswill remain a UV domain. Even inpure UV production, odours canbe emitted if the acrylates in theUV ink do not cure properly. PureUV will also maintain its dominantposition in plastic printing becausehybrid inks only adhere to certainsynthetics.Flexibility. Production can beswitched effortlessly between the
two different modes of operation,so if there is not enough hybridwork to keep the press running atmaximum capacity, routine jobsspecifying conventional inks withaqueous coating can be scheduledwithout dot gain having to berecalculated.The fact that the characteristiccurves for hybrid inks are similarto those for conventional inksmakes it much easier for staff totake the new technology on board.In the USA the two types of inkoften differ, making it necessary toequip hybrid presses with specialrollers and blankets, but this is notin keeping with KBA’s hybrid phi-losophy. Even so, KBA is happy togive these customers the samelevel of support it gives its othercustomers in implementing hybridtechnology.
Near-limitless optionsThanks to the creativity of many Rapida users and their advertising clientele, hybrid technology has evolved into a genuine alternative to double coating or
pure UV, and one that furnishes options unparalleled by either of these two processes. It initially captured the interest of packaging printers, who were
delighted to discover that it supports direct offset on folding cartons, displays and corrugated board. But soon the unusual contrasting matt/gloss effects
that could be created fired the imagination of graphic designers specialising in high-grade commercial work, who have since pioneered new applications for
achieving some stunning visual effects. Since then hybrid technology has also been taken on board by a few pioneering film printers. Another new field of
application is counterfeit protection for packaging and labels.There are even one or two interesting examples of 'multi-hybrid' presses – double-coating and
UV presses with hybrid capabilities.
Creating a spot coating forme inoffset register
No matter whether the relevant pageelements have been generated as animage, graphic or layout file: the spotcoating template can simply be generat-ed from the files in the relevant publish-ing program. This can take the form ofindividual levels from a Photoshop or
Illustrator file or diverse elements from anentire page, like this one from a KBA calen-dar. The text, calendar dates and repro-ductions of paintings are stored in aQuarkXPress document and printed in anEPS file (photo left). Once in this form thecalendar page can be opened and edited inAdobe Photoshop, just like any other imagefile. First it is converted into a grey-scaleimage to allow all the relevant tonal values
to be spread as desired. The second photoshows how the highlights, midtones andshadows are shifted together in the three-quarter tone area (marked red). The magicwand tool (red arrow in the third photo) isused to mask, copy and insert the black-looking image areas as a level in a new file(fourth photo). These are the spots towhich the overprint varnish will be appliedduring hybrid coating. The full-solid gloss
UV coating only adheres to the non-spotareas (marked in red). If the spot coatingimage contains real grey levels it is thenstored in Photoshop as a rastered grey-scale image, otherwise it can be storedas a linework bitmap. The file is theninserted in the layout program and sub-sequently output in register as part ofthe workflow.
Creating a spot coating forme inoffset register

Applications | Examples
Folding cartons and displays:chromo duplex board the preferredchoiceEver since its introduction,hybrid technology has successful-ly been used to print one-sidecoated board. Medium-volumechromo duplex board, the pre-ferred choice for folding cartons,is also hybrid-compatible because
it has a high inherent gloss. It isheavier than high-volume chro-mo duplex board, whose ply isnot as firmly glazed and is there-fore easier to crease, which helpsprevent the paper coating fromcracking when folded.For more exclusive products it isworth using cast-coated boardwhose inherent high-gloss sur-
face maximises the gloss deliv-ered in hybrid production. It isnot unusual for folding cartonand display sheets to be finishedwith embossed effects, which ofcourse demands a UV coatingwith the flexibility to accommo-date such effects.Roughly a quarter of the 250-oddprinting plants with KBA hybridpresses have opted for large-for-mat versions, the most popularmodels being the Rapida 142 and162/162a. The Rapida 130a and205 are still the exception as faras hybrid production is con-cerned. The Rapida 130a seven-
59Process 3 | 2006
A selection of the products printed on a Rapida 105 six-colour hybrid press at folding-carton and display specialist Hager Papprint in Kirkel, Germany. The press, which came on stream in mid-2005, prints and coats solid and corrugated board weighing up to 700gsm. Like many other companies that have gone hybrid, Hager Papprint commemorated the press inauguration with anopen day, filling its showroom with typical hybrid products and distributing brochures expounding the creative options hybrid technology offers
Above: Pioneer hybrid user STI in Lauterbach, Germany, runs hybrid inks on its Rapida 142 six-colour double-coater press to print film-laminated folding cartons. In the photo, STI’sRainer Buchholz (right) discusses possible applications with KBA’s Horst HörningBelow: Wall in Graz also combines double coating with hybrid printing, but on a Rapida 130a
Jürgen Leopold (2nd left), managing partner of German packaging printer Leopold,Ludwigsburg, with print production manager Hans-Joachim Gonnermann (r) plus KBA’sMarcus Weber (l) and Michael Stürmer at Leopold’s first hybrid press, a 15,000sph six-colourRapida 142 that was installed in 2004 following a string of conventional Rapidas
colour hybrid press installed inOctober 2000 at Wall in Graz,Austria, is exceptional in otherways, too, because it is a two-coater version into the bargain.This ‘multi-hybrid’ configurationsupports the huge diversity ofcoating options – matt, high-gloss, pearlised and metallic –demanded by clients in thetobacco, confectionery and cos-metics industries. A Rapida 142with a similar configuration butsix colours is in operation at amajor German folding-carton andcorrugated specialist, STI inLauterbach.
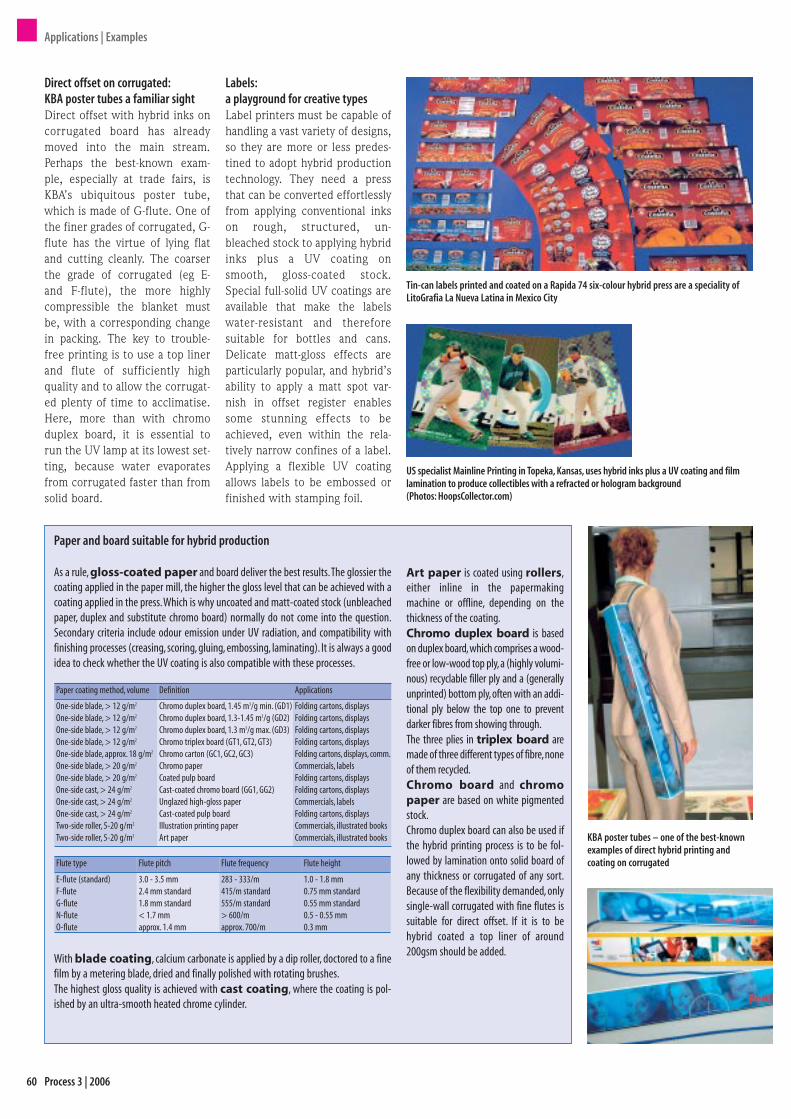
Applications | Examples
60 Process 3 | 2006
Direct offset on corrugated:KBA poster tubes a familiar sightDirect offset with hybrid inks oncorrugated board has alreadymoved into the main stream.Perhaps the best-known exam-ple, especially at trade fairs, isKBA’s ubiquitous poster tube,which is made of G-flute. One ofthe finer grades of corrugated, G-flute has the virtue of lying flatand cutting cleanly. The coarserthe grade of corrugated (eg E-and F-flute), the more highlycompressible the blanket mustbe, with a corresponding changein packing. The key to trouble-free printing is to use a top linerand flute of sufficiently highquality and to allow the corrugat-ed plenty of time to acclimatise.Here, more than with chromoduplex board, it is essential torun the UV lamp at its lowest set-ting, because water evaporatesfrom corrugated faster than fromsolid board.
Tin-can labels printed and coated on a Rapida 74 six-colour hybrid press are a speciality ofLitoGrafia La Nueva Latina in Mexico City
US specialist Mainline Printing in Topeka, Kansas, uses hybrid inks plus a UV coating and filmlamination to produce collectibles with a refracted or hologram background(Photos: HoopsCollector.com)
Paper and board suitable for hybrid production
As a rule, gloss-coated paper and board deliver the best results.The glossier thecoating applied in the paper mill, the higher the gloss level that can be achieved with acoating applied in the press.Which is why uncoated and matt-coated stock (unbleachedpaper, duplex and substitute chromo board) normally do not come into the question.Secondary criteria include odour emission under UV radiation, and compatibility withfinishing processes (creasing, scoring, gluing, embossing, laminating). It is always a goodidea to check whether the UV coating is also compatible with these processes.
Paper coating method, volume Definition Applications
One-side blade, > 12 g/m2
One-side blade, > 12 g/m2
One-side blade, > 12 g/m2
One-side blade, > 12 g/m2
One-side blade, approx. 18 g/m2
One-side blade, > 20 g/m2
One-side blade, > 20 g/m2
One-side cast, > 24 g/m2
One-side cast, > 24 g/m2
One-side cast, > 24 g/m2
Two-side roller, 5-20 g/m2
Two-side roller, 5-20 g/m2
Chromo duplex board, 1.45 m3/g min. (GD1)Chromo duplex board, 1.3-1.45 m3/g (GD2)Chromo duplex board, 1.3 m3/g max. (GD3)Chromo triplex board (GT1, GT2, GT3)Chromo carton (GC1, GC2, GC3)Chromo paper Coated pulp boardCast-coated chromo board (GG1, GG2)Unglazed high-gloss paperCast-coated pulp board Illustration printing paperArt paper
Folding cartons, displaysFolding cartons, displaysFolding cartons, displaysFolding cartons, displaysFolding cartons, displays, comm.Commercials, labelsFolding cartons, displaysFolding cartons, displaysCommercials, labelsFolding cartons, displaysCommercials, illustrated booksCommercials, illustrated books
With blade coating, calcium carbonate is applied by a dip roller, doctored to a finefilm by a metering blade, dried and finally polished with rotating brushes.The highest gloss quality is achieved with cast coating, where the coating is pol-ished by an ultra-smooth heated chrome cylinder.
Flute type Flute pitch Flute frequency Flute height
E-flute (standard)F-fluteG-fluteN-fluteO-flute
3.0 - 3.5 mm2.4 mm standard1.8 mm standard< 1.7 mmapprox. 1.4 mm
283 - 333/m415/m standard555/m standard> 600/mapprox. 700/m
1.0 - 1.8 mm0.75 mm standard0.55 mm standard0.5 - 0.55 mm0.3 mm
Art paper is coated using rollers,either inline in the papermakingmachine or offline, depending on thethickness of the coating.Chromo duplex board is basedon duplex board,which comprises a wood-free or low-wood top ply,a (highly volumi-nous) recyclable filler ply and a (generallyunprinted) bottom ply,often with an addi-tional ply below the top one to preventdarker fibres from showing through.The three plies in triplex board aremade of three different types of fibre,noneof them recycled.Chromo board and chromopaper are based on white pigmentedstock.Chromo duplex board can also be used ifthe hybrid printing process is to be fol-lowed by lamination onto solid board ofany thickness or corrugated of any sort.Because of the flexibility demanded, onlysingle-wall corrugated with fine flutes issuitable for direct offset. If it is to behybrid coated a top liner of around200gsm should be added.
KBA poster tubes – one of the best-knownexamples of direct hybrid printing and coating on corrugated
Labels:a playground for creative typesLabel printers must be capable ofhandling a vast variety of designs,so they are more or less predes-tined to adopt hybrid productiontechnology. They need a pressthat can be converted effortlesslyfrom applying conventional inkson rough, structured, un-bleached stock to applying hybridinks plus a UV coating onsmooth, gloss-coated stock.Special full-solid UV coatings areavailable that make the labelswater-resistant and thereforesuitable for bottles and cans.Delicate matt-gloss effects areparticularly popular, and hybrid’sability to apply a matt spot var-nish in offset register enablessome stunning effects to beachieved, even within the rela-tively narrow confines of a label.Applying a flexible UV coatingallows labels to be embossed orfinished with stamping foil.

The configuration of the world’s first 13-unit B1 sheetfed offset press, a Rapida 105 installedat Ultra Litho in Johannesburg in 2001: 1. mobile sheeter; 2. and 6. five printing units for con-ventional or hybrid inks; 3. and 7. coaters for aqueous or UV coatings; 4. interdeck IR/hot-air/UV dryers; 5. perfector; 8. double delivery extension with IR and hot-air dryers; 9. end-of-press UV dryer in the delivery
Above: Week for week, Industriedruck Dresden prints long runs of glossy magazine covers totight deadlines Below: The main line of business at Warsaw-based Eldruk – one of three KBA hybrid users inPoland – is pharmaceutical packaging, though the company also uses its Rapida 105 universal hybrid press to print magazine covers
Grafica Artistica Meridionale (GAM), inRoccapiemonte near Salerno, makes luxuryhybrid-coated advertising brochures whichmanufacturers of tin cans in southern Italyuse to great effect to promote regional specialities. In addition to the brochuresGAM also prints some 18,000 different labeldesigns for bottles and tin cans
Applications | Examples
Commercials:high-impact advertisingSpot gloss coatings have long beenused to enhance the visual impactof promos, illustrated books, bookcovers, calendars and businessreports by highlighting images,logos and lettering etc. Hybridcoating expands the range ofeffects that can be created toinclude contrasting matt/gloss andgranular/gloss effects. KBA com-pellingly demonstrated this in its2005 calendar (see picture anddescription on page 35 in ‘Inlinecoating systems’), in which a blendof granular and gloss coatingsenables the viewer not just to seethe brush-strokes and linen struc-ture but to feel them as well. Thiseffect would have been impossibleto create with the same precisionand plasticity on a two-coaterpress, let alone at such a low costand with such a short makeready.Benteli Hallwag Druckerei (BHD),a Swiss print provider in Wabern,near Bern, is aiming to exploithybrid’s coating options in orderto raise the stakes in the high-endmarket in which it is a prominentplayer. According to managingdirector Martin Brawand this wasone reason why, when he firststarted checking out the possibili-ties, he soon discarded a long con-figuration in favour of a Rapida105 six-colour with a standardhybrid configuration. At the beginning of 2005, PressR3in Almenno San Bartolomeo (Italy)
pressed the button on a highlyautomated Rapida 105 six-colourhybrid press, which it uses to printadvertising brochures, illustratedbooks, posters, solid board andcorrugated displays and exclusivebranded carrier bags. In this casethe press is being promoted moreas a means of delivering upmarketproducts entailing sophisticatedfinishing, rather than specialisedcommercials or packaging.
Magazines:special-effect coversCompetition for shelf space is asferocious in the packaging indus-try as it is in the publishing trade.The ability to deliver glossy coversis thus an effective tool foraddressing a high-potential nichemarket. In late 2004 German magazineprinter Industriedruck Dresden,for example, installed a Rapida105 five-colour to print covers forhigh-volume titles such as Gala.Any printer wishing to follow itsexample could do no better thanto install an 18,000sph new-gener-ation hybrid press, which supportsa far broader product spectrumthan a pure UV press with its lim-ited, single-process repertoire.Towards the end of 2001 theworld’s first 13-unit medium-for-mat sheetfed offset press, a Rapida105, went live at a leading SouthAfrican print enterprise, UltraLitho in Johannesburg. The pressis freely convertible between ten
colours straight plus single-sidedcoating and five over five plusperfect coating. The challenge indesigning this particular configura-tion, which was the brainchild ofUltra Litho’s production directorHans Kieslich, lay in ensuring thatthe recto side (with either conven-tional inks plus aqueous coating orhybrid inks plus UV coating) is suf-ficiently dry prior to perfecting.This problem was solved by fittinginterdeck IR, thermal air and UVdryers before the perfecting unit.Ultra Litho uses the press to printcovers for business reports andmagazines, even running conven-tional and hybrid inks in the samepass to deliver covers with a high-gloss coating on the outside and anaqueous protective coating or (tomatch the content) a matt coatingon the inside.
61Process 3 | 2006

Applications | Examples
62 Process 3 | 2006
Plastic film:with selected materialsPrinters of plastic film havefound that polypropylene andpolystyrene film are compatiblewith hybrid inks. Ultraprint Impressora, a commer-cial printer in São Paulo, Brazil,operates two Rapida 105s andone Rapida 74, which alternatebetween hybrid production witha UV coating on plastic film andconventional production with anaqueous coating on paper andboard. One of the company’smain lines of business is plasticgiveaways such as bagged orboxed cards and tags for insertionin packaged goods. A Rapida 142 six-colour hybridpress at Ivy Hill Packaging inLouisville, Kentucky, prints vari-ous kinds of plastic film.However, as is customary in theUS, the hybrid inks used moreclosely resemble UV inks.Hybrid technology is not yet suf-ficiently advanced to supportprint production on PVC. Inkmanufacturers are not pursuingthis avenue because pure UVinks are already available for thisapplication. A German printer,Berle:druck in Kaarst, is pursuing
its own methods for boostingflexibility. Its Rapida 74 five-colour coater press has a UV aswell as a hybrid capability.Alongside UV inks for the reverseside of lenticular films it can alsoapply hybrid and conventionalinks.An interesting option developedby US printer Curtis Packaging inSandy Hook, Connecticut, for itsRapida 130a is CurtCHROME, aunique process entailing theinline application of a metallicink to simulate a metal coatingon plastic film or board. This canbe followed by a transparentcoating, up to eight differentcolours and a final coating.A lot of hybrid users have suc-cessfully printed and coated gen-uine metallic substrates such asaluminium-coated plastic film orfoil-laminated paper and board.One such specialist application isprinting on special-effect foils, ieshimmering refractor or micro-embossed hologram foil capableof incorporating customised de-sign features. Mainline Printing, a commercialand label printer in Topeka,Kansas, has evolved into one ofthe leading specialist printers in
the expanding market for memo-rabilia and collectibles such ascards featuring sports stars.Mainline Printing prints both thecards and their fancy boxes ontwo Rapida 105 universal press-es. KBA provided intensive sup-port in addressing the technolog-ical challenges posed by the needto apply as many as ten coloursplus a UV coating to the metallicbackground of the image. Aningenious patented process thatentails no intermediate carrier isused to laminate the special-effect foil onto the board or plas-tic substrate prior to impression.As is often the case in card print-ing, a transparent film is laminat-ed onto the UV coating followingimpression. Around 100 cardscan be stamped out of a medium-format sheet.
Brand protection:concealed imagesA major focus of the 9th sympo-sium organised by Mayr-MelnhofKarton (MMK) at KBA in Rade-beul in November 2004 was theuse of coating as a means ofbrand protection. The processesdiscussed included two based onconcealed image technology(CIT).One, developed by StarBoardTechnologies based in Or Akiva(Israel), enables coded 2-D and 3-D images to be embedded in
Coating compatibility
Coating specifications were a major topic at the second KBA hybrid user meeting.Thecompatibility of UV coatings with hybrid inks, for example, was just one of severalissues discussed in depth. Others included the overprint varnish (OVP) used to createcontrasting gloss effects. Since UV radiation in the end-of-press dryer tends to causeyellowing – OVP only retains its original colour when dried by oxidation – such effectsmust be created without applying spot varnish to a white substrate.Coating manufac-turers are unlikely to roll out a UV-resistant OVP any time soon.However, some adven-turous hybrid users have been busy experimenting and have already come up withnon-yellowing formulas.Cured UV coatings are sensitive to heat, which can cause them to crack, so it is best toavoid using hotmelt glue.Omitting glued areas when printing folding cartons will notsolve the problem because the entire carton is heated as it passes through the dryers.The water-resistance of certain UV coatings is what appeals to printers of drinkslabels. There are even special coatings that are actually washable, but their hybridcompatibility has yet to be tested. There are also special coatings that can be appliedto offset inks. Normal UV coatings can only be applied to solvent-based inks usingsilkscreen.Are aqueous metallic coatings and UV coatings compatible? Dryer manufacturerswarn that reflection off the metal particles can reduce the amount of UVC radiationthat reaches the UV coating. While results with gold have been satisfactory, a lessproblematical alternative is to use pearlescent pigments instead of metallic ones.MetalStar UV-coatable hybrid inks manufactured by Eckart are available in the US.With hybrid presses, of course, it is also possible to apply an aqueous metallic-effectcoating to conventional inks.
The three hybrid Rapidas at UltraprintImpressora in Brazil print plastic film as wellas paper
In the past, concealed images for brand protection, eg of cosmetic packaging, could only beapplied in a raster (top right). Now KBA has developed a process which, for the first time,enables a hidden image to be created on solid black by applying different types of coating
homogeneous screen structures.The images can only be decodedand revealed with the relevantkey, a dedicated lens. The other process, developed byKBA’s sheetfed offset marketingmanager Jürgen Veil and his teamof process engineers, representsa revolution in CIT. For the firsttime images can be concealedwithin full solids, instead ofbeing restricted to screenedareas. CIT can therefore be usedon packaging printed with a solidprocess or special colour. Thislandmark advance was made pos-sible by the ability to apply con-trasting transparent coatings – anability inherent in hybrid presses.
Dieter Kleeberg
Koenig & Bauer AGWürzburg FacilityFriedrich-Koenig-Str. 497080 WürzburgGermanyTel: +49 931 909-0Fax: +49 931 909-4101Web: www.kba-print.comE-mail: [email protected]
Koenig & Bauer AGFrankenthal FacilityJohann-Klein-Str. 167227 FrankenthalGermanyTel: +49 6233 873-3371Fax: +49 6233 873-3222Web: www.kba-print.comE-mail: [email protected]
Koenig & Bauer AGRadebeul FacilityFriedrich-List-Str. 47-4901445 RadebeulGermanyTel: +49 351 833-0Fax: +49 351 833-1001Web: www.kba-print.comE-mail: [email protected]
KBA-Metronic AGBenzstr. 1197209 VeitshöchheimGermanyTel: +49 931 9085-0Fax: +49 931 9085-100Web: www.kba-metronic.comE-mail: [email protected]
KBA Processis a sporadic publication created to facilitate strategic investmentplanning by providing detailed, practical information on the currentstatus and future prospects of new technologies and advances.
Publications to date: KBA Process no.1‘Focus on Direct Offset on Corrugated’ (2002)KBA Process no. 2 ‘Waterless and Keyless’ (2005)
Publisher:KBA Group(www.kba-print.com)
Editors:Jürgen Veil KBA, sheetfed offset marketing manager responsi-
ble for the content ([email protected])Klaus Schmidt KBA, marketing director
([email protected])Dieter Kleeberg (Kleeberg & Stein), trade journalist, PR service
provider to the print industry ([email protected])
Authors:Simon Bornfleth (Day International/Varn Products)Detlef Braun (Druck & Beratung/EWPA)Georg Fritz (Day International/Varn Products)Dieter Kleeberg (Kleeberg & Stein)Dr Bernd Küter (Berufsgenossenschaft Druck und
Papierverarbeitung)Norbert Lenzgeiger (Epple)Dr Axel Mayer (Berufsgenossenschaft Druck und
Papierverarbeitung)Dr Wolfgang Rauh (Fogra)Dr Roland Reichenberger (KBA)Alexander Schiller (Fogra)Albert Uhlemayr (Vegra)Jürgen Veil (KBA)Christoph Weinert (Schneidersöhne)
Layout:Margret Hillmann (KBA)
Translation:Christina Degens-Kupp (KBA)
Product specifications and features may be changed without priornotice. No part of this publication may be reproduced in any waywithout the publisher’s permission and source data. Although regis-tered trademarks, copyrighted and patented products are not speci-fied as such, this does not mean that they are, or may be treated as,public domain.
If you wish to receive our free customer magazine, KBA Report, andare not yet a subscriber, please contact Anja Enders in the marketingdepartment:E-mail: [email protected]: +49 931 909-4518 Fax:+49 931 909-6015
Printed in the Federal Republic of Germany
63Process 3 | 2006
KBA hybrid technology
KBA.
P.32
6 e
A KBA hybrid press saves you money right down the line. 20% on space andrunning costs compared to a two-coater press. Much less waste. Plus ultra-shortmakeready and production times into the bargain. But one thing it never skimpson is quality, which is nothing short of brilliant. Interested? Give us a call.
Koenig & Bauer AG, Radebeul Facility (near Dresden)phone: (+49) 351 833-2552, e-mail: [email protected], www.kba-print.com
Brilliant money-saver
People & Print