7/30/2019 Quality - Grindability
1/3
GRINDABILITY
1. Particle sizeObjective of milling coal before feeding to
boiler is to make the coal burned out
completely. Followings are general yardstick about acceptable
level of over 200-mesh fraction for different type of coal.
Anthracite < 10% ~ 15% Bituminous Coal < 15% ~ 35%
Subbituminous Coal < 35% ~ 45% Lignite < 45% ~
55%Grindability of coal is normally evaluated by moisture content
and HGI
(Hardgrove Grindability Index) based on ASTM.
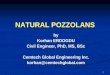
0.6
0.8
1.0
1.2
1.4
20 30 40 50 60 70 80
HGI
EFF
Graph. 1.
2. HGIFollowings are general criteria to achieve favorable
grindability.
Coal with fuel ratio 1.0 HGI : 35 ~ 45 Coal with fuel ratio 2.0
HGI : 45 ~ 75 Coal with fuel ratio 3.0 HGI : 75 ~ 100As HGI becomes
smaller, grindability would become inferior and larger capacity
pulverizer is needed. Coal with HGI higher than 40 would be
desirable in general.
3. HGIs influence on pulverizing capacityGraph 1. demonstrates
relationship between HGI and pulverizing capacity based
on following conditions.
Constant power at pulverizer (kWh) Take Chinese coal with HGI 50
as standard
4. HGIs influence on power requirement at pulverizerGraph on
page 3/5 demonstrate relationship between power requirement and
HGIto achieve same pulverizing capacity. Left curve is the result
of theoretical
7/30/2019 Quality - Grindability
2/3
calculation but right curve is the actual performance record at
EPDC power
station.
Pulverizing capacity 70 ton/H 200 P % means 200 mesh pass weight
%The graph shows that more power is required at pulverizer as HGI
goes down
taking South African Witbank coal with 54 ~ 56 HGI as standard,
coal in order tomaintain same pulverizing capacity.
It is noted that HGIs increase by 10 ( say from 50 to 60 for
example ) would
result in 10% power cost saving at pulverizer.
5. TMs influence on pulverizing capacityMost high moisture
content coal would act as a cushion between rollers and
rotating table in the pulverizer during grinding process and
reduce pulverizing
capacity.
In order to get rid of surface moisture and dry coal, most power
stations these days
use hot air supplied from air heater. Specific temperature, say
80oC, is being set up
at the outlet of pulverizer to ensure dried coal to boiler is to
be fed.If the temperature goes down below the set up temperature,
more volume of hot
air using additional fans is needed or alternatively reduce the
volume of coal by
regulating coal feeder when volume of hot air reaches the
maximum capacity, thus
reduces generating capacity.
Graph 2. demonstrates relationship between surface moisture
content and
pulverizing capacity on the basis of constant power requirement
and constant size
distribution of pulverized coal.
Graph 3. demonstrates relationship between surface moisture
content and power
requirement at pulverizer based on constant pulverizing
capacity. It is noted that
1% additional moisture in pulverized coal would reduce boiler
efficiency by
0.1%.
Graph. 2.
0.92
0.94
0.96
0.98
1.00
1.02
4 6 8 10 12 1
Surface Moisture
E
ff
4