Embed Size (px)
Citation preview

Quality Improvement of a �-Type Titanium Alloy Cast
for Biomedical Applications by Using a Clacia Mold
Harumi Tsutsumi1, Mitsuo Niinomi1, Toshikazu Akahori1,Masaaki Nakai1, Tsutomu Takeuchi2 and Shigeki Katsura3
1Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan2Takeuchi Katan, Ltd., Toyohashi 441-8132, Japan3Yamahachi Dental Mgf., Co., Gamagori 443-0105, Japan
The applicability of a calcia mold to casting a �-type titanium alloy, Ti-29Nb-13Ta-4.6Zr (TNTZ), was evaluated with focusing on thedimensional accuracy of the casting in this study. Pure zirconium particles were added to a calcia mold to take advantage of the expansion ofoxidized zirconium during the baking process in order to compensate for the solidification shrinkage of TNTZ. The morphologicalcharacteristics of the casting surface, such as the roughness and dimensional accuracy, of the cast TNTZ were investigated.
The dilation ratio of the calcia mold is found to increase with increasing the number of pure zirconium particles. The addition of 12mass%or 14mass% pure zirconium particles compensates for not only the solidification of TNTZ but also the occurrence of shrinkage of the calciamold. In addition, the formation of a surface reaction layer in TNTZ is restrained to a larger extent by casting into a calcia mold than into amagnesia mold, which is the conventional investment mold for titanium casting. Furthermore, the volume fraction and number of casting defectsare also restrained to a larger extent by casting into a calcia mold than into a magnesia mold. The results of this study should lead toenhancements in the creation of cast TNTZ for dental products. [doi:10.2320/matertrans.L-M2009827]
(Received June 19, 2009; Accepted September 29, 2009; Published December 25, 2009)
Keywords: �-type titanium alloy, dental precision casting, calcia mold, magnesia mold, dimensional accuracy
1. Introduction
In the dental field, ion elution induced by corrosion fromthe surface of dental products is a suspected cause of physicalallergic reactions and/or damage to dental products. At-tempts have been made to overcome these problems; there-fore, the demand for titanium (Ti) and its alloys in dentalproducts has gradually increased due to their high corrosionresistance and other excellent properties.1–3) Especially,a Ti-29Nb-13Ta-4.6Zr (TNTZ) alloy composed of non-toxic and non-allergenic elements, such as Nb, Ta and Zr,has been predicted to be the next-generation biomaterial forprosthetic appliances and dental implants.4–7) The dentalproducts are designed to fit diseased areas based on anindividual patient’s condition. Therefore, dental productsare usually fabricated using a dental precision castingtechnique. However, the melting point of TNTZ is muchhigher than that of a conventional Ti alloy, Ti-6Al-4V ELI,because TNTZ contains a significant amount of Ta and Nb,which have melting points of 3290K and 5017K, respec-tively.8) Molten TNTZ is very active at high temperatures,and TNTZ easily reacts with the mold and formed surfacereaction layer. It is difficult to obtain cast TNTZ usinggeneral mold materials, such as alumina and magnesia.The development of mold materials that are stable at hightemperatures for dental precision casting of the titaniumalloys such as TNTZ with high melting point is, therefore,essential.
Researchers have focused on calcia particles as heat-resistant investments.9,10) Calcia particles are among the moststable oxides in terms of the free energy of formation, thus,inhibition of the interface reaction is expected.11–13) In ourprevious research, it was confirmed that calcia-based invest-ments inhibited the interfacial reaction and decreased thethickness of the surface reaction layer more than conven-
tional investments.14) Furthermore, the surface of cast TNTZmade using a duplex-coated wax pattern with a fine purecalcia slurry and a crushed silica fiber-reinforced fine calciaslurry was very fine. These results indicated that calciaparticles were suitable for the dental precision castingof TNTZ. However, it is still difficult to obtain high-dimensional accuracy of cast TNTZ using a calcia mold. Thesolidification shrinkage of the cast TNTZ fabricated using acalcia mold cannot be compensated for, becuase the calciamold shrinks 2% during the baking processes. In this study,in order to compensate for the solidification shrinkage of thecast TNTZ, cast TNTZ was fabricated using a calcia moldto which an intumescent agent had been added. In order toevaluate the applicability of the dental precision castingtechnique using the calcia mold for TNTZ, the surfaceroughness and dimensional accuracy of the cast TNTZfabricated using a calcia mold was investigated.
2. Materials and Methods
2.1 MaterialsTNTZ disks with a diameter of 30mm or 6mm and a
thickness of 13mm were prepared from a hot forged TNTZbar (Nb: 29.2mass%, Ta: 12.2mass%, Zr: 4.3mass%, Fe:0.05mass%, N: 0.04mass%, O: 0.01mass% and Ti: balance)with a diameter of 30mm and a length of 1000mm.
2.2 Wax patternFour types of wax patterns were formed using commer-
cially available paraffin wax. Schematic drawings of asquare-type wax pattern with markers for the evaluation ofdimensional accuracy, a dog-bone-type wax pattern for theevaluation of the microstructure and hardness distribution, acubic-type wax pattern for evaluating phase constitutionsusing an X-ray diffractometry (XRD), and a plate-type wax
Materials Transactions, Vol. 51, No. 1 (2010) pp. 128 to 135#2010 The Japan Institute of Light Metals
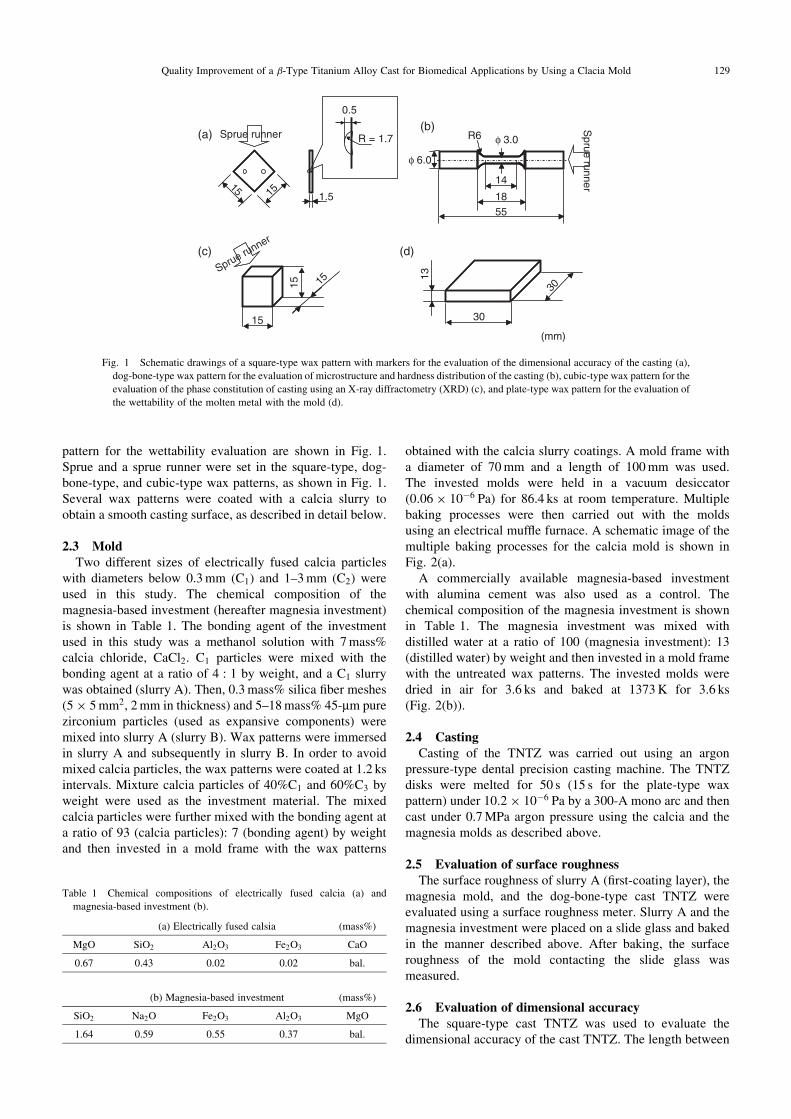
pattern for the wettability evaluation are shown in Fig. 1.Sprue and a sprue runner were set in the square-type, dog-bone-type, and cubic-type wax patterns, as shown in Fig. 1.Several wax patterns were coated with a calcia slurry toobtain a smooth casting surface, as described in detail below.
2.3 MoldTwo different sizes of electrically fused calcia particles
with diameters below 0.3mm (C1) and 1–3mm (C2) wereused in this study. The chemical composition of themagnesia-based investment (hereafter magnesia investment)is shown in Table 1. The bonding agent of the investmentused in this study was a methanol solution with 7mass%calcia chloride, CaCl2. C1 particles were mixed with thebonding agent at a ratio of 4 : 1 by weight, and a C1 slurrywas obtained (slurry A). Then, 0.3mass% silica fiber meshes(5� 5mm2, 2mm in thickness) and 5–18mass% 45-mm purezirconium particles (used as expansive components) weremixed into slurry A (slurry B). Wax patterns were immersedin slurry A and subsequently in slurry B. In order to avoidmixed calcia particles, the wax patterns were coated at 1.2 ksintervals. Mixture calcia particles of 40%C1 and 60%C3 byweight were used as the investment material. The mixedcalcia particles were further mixed with the bonding agent ata ratio of 93 (calcia particles): 7 (bonding agent) by weightand then invested in a mold frame with the wax patterns
obtained with the calcia slurry coatings. A mold frame witha diameter of 70mm and a length of 100mm was used.The invested molds were held in a vacuum desiccator(0:06� 10�6 Pa) for 86.4 ks at room temperature. Multiplebaking processes were then carried out with the moldsusing an electrical muffle furnace. A schematic image of themultiple baking processes for the calcia mold is shown inFig. 2(a).
A commercially available magnesia-based investmentwith alumina cement was also used as a control. Thechemical composition of the magnesia investment is shownin Table 1. The magnesia investment was mixed withdistilled water at a ratio of 100 (magnesia investment): 13(distilled water) by weight and then invested in a mold framewith the untreated wax patterns. The invested molds weredried in air for 3.6 ks and baked at 1373K for 3.6 ks(Fig. 2(b)).
2.4 CastingCasting of the TNTZ was carried out using an argon
pressure-type dental precision casting machine. The TNTZdisks were melted for 50 s (15 s for the plate-type waxpattern) under 10:2� 10�6 Pa by a 300-A mono arc and thencast under 0.7MPa argon pressure using the calcia and themagnesia molds as described above.
2.5 Evaluation of surface roughnessThe surface roughness of slurry A (first-coating layer), the
magnesia mold, and the dog-bone-type cast TNTZ wereevaluated using a surface roughness meter. Slurry A and themagnesia investment were placed on a slide glass and bakedin the manner described above. After baking, the surfaceroughness of the mold contacting the slide glass wasmeasured.
2.6 Evaluation of dimensional accuracyThe square-type cast TNTZ was used to evaluate the
dimensional accuracy of the cast TNTZ. The length between
(a)
15 15 1.5
R6
5518
14
(b)
15
15 15
(c)
30
30
13
(d)
0.5
R = 1.7
(mm)
φ 3.0
φ 6.0
Sprue runner
Sprue runner
Sprue runner
Fig. 1 Schematic drawings of a square-type wax pattern with markers for the evaluation of the dimensional accuracy of the casting (a),
dog-bone-type wax pattern for the evaluation of microstructure and hardness distribution of the casting (b), cubic-type wax pattern for the
evaluation of the phase constitution of casting using an X-ray diffractometry (XRD) (c), and plate-type wax pattern for the evaluation of
the wettability of the molten metal with the mold (d).
Table 1 Chemical compositions of electrically fused calcia (a) and
magnesia-based investment (b).
(a) Electrically fused calsia (mass%)
MgO SiO2 Al2O3 Fe2O3 CaO
0.67 0.43 0.02 0.02 bal.
(b) Magnesia-based investment (mass%)
SiO2 Na2O Fe2O3 Al2O3 MgO
1.64 0.59 0.55 0.37 bal.
Quality Improvement of a �-Type Titanium Alloy Cast for Biomedical Applications by Using a Clacia Mold 129
the markers on the square-type cast TNTZ was measuredusing digital microscopy. In addition, the dimensionalaccuracy of the mold was also evaluated. The mold was cutafter baking, and the length between the transcribed markersin the mold was measured. The dilation ratio of the castTNTZ and the mold, Dcast and Dmold, respectively, wascalculated by the following equations:
Dcast ¼ 100� ðl1 � l0Þ=l0 ð1ÞDmold ¼ 100� ðl2 � l0Þ=l0 ð2Þ
where l1, l2, and l0 are the length between the markers ofthe cast TNTZ, the length between the markers of the mold,and the length between the markers of the wax pattern,respectively.
2.7 Evaluation of microstructure and hardness distri-bution of cast TNTZ
Cast TNTZ disks were mechanically cut from the gaugepart of the dog-bone-type cast TNTZ. The cast TNTZ diskswere polished with 320–1500 grid SiC paper in waterfollowed by buffering with 0.3-mm Al2O3 and SiO2. Castingdefects, mainly shrinkage (infinite form) and pore (sphericalshape and below 10 mm), on the cast TNTZ disks wereobserved using an optical microscopy (OM) and a scanningelectron microscopy (SEM), and the volume fraction of thecasting defects was calculated.
The cast TNTZ disks were etched in a 5%HF solution, andthe microstructure of the cast TNTZ disks was observedusing an OM.
The Vickers hardness (Hv) of the cast TNTZ disks wasmeasured using a Vickers hardness tester in air at roomtemperature under a constant loading condition (load: 1.96N,holding time 15 s). The Vickers hardness was measured fromthe surface to the inside (425 mm) at intervals of 25 mm in azigzag manner.
The element profile of the cast TNTZ was measured. Across section of the cast cubic-type TNTZ was polished with320–1500 grid SiC paper in water followed by buffering with0.3-mm Al2O3 and SiO2. The element profiles of the crosssection of the cubic-type cast TNTZ were measured using anenergy dispersive X-ray fluorescence spectrometer (EDX).In addition, the phases of the cross section of the cubic-type
cast TNTZ were identified using an XRD. Cu-K� radiationwith an accelerating voltage of 40 kV and a current of 30mAwas used.
2.8 Evaluation of wettability of moldThe wettability of the mold was evaluated using a mold
fabricated with the plate-type wax pattern. After castingTNTZ into the center of the mold, the contact angle wasmeasured.
3. Results and Discussion
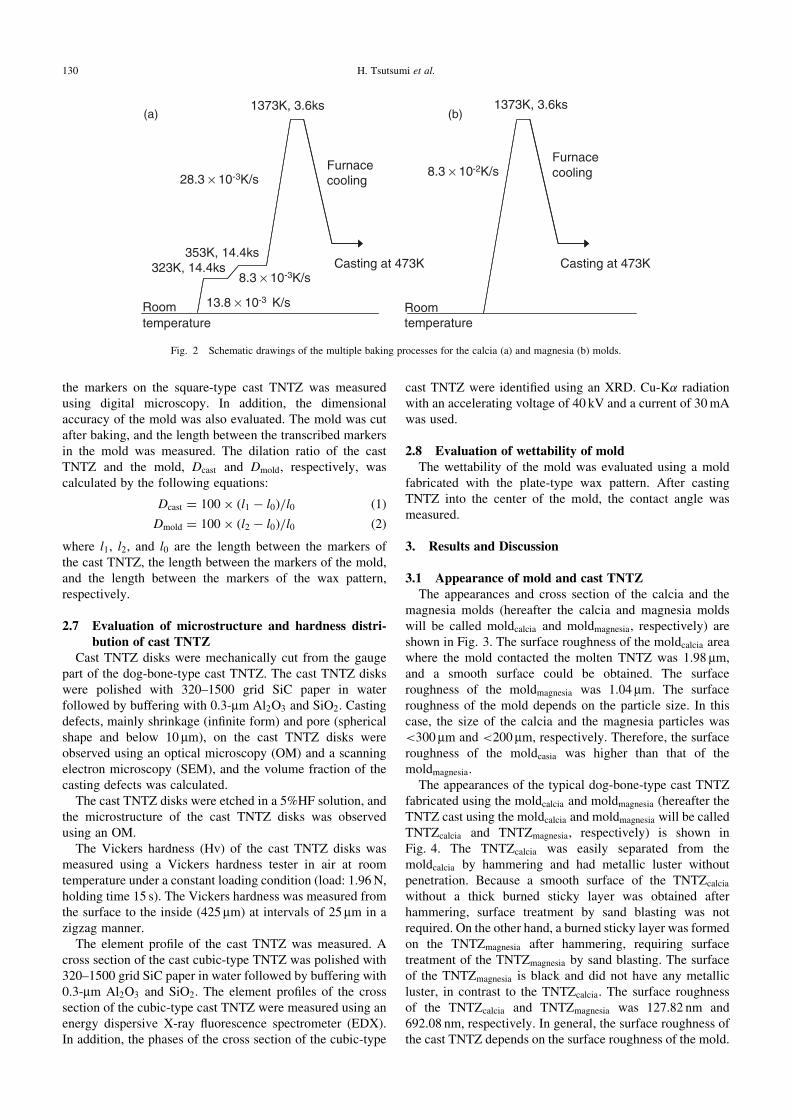
3.1 Appearance of mold and cast TNTZThe appearances and cross section of the calcia and the
magnesia molds (hereafter the calcia and magnesia moldswill be called moldcalcia and moldmagnesia, respectively) areshown in Fig. 3. The surface roughness of the moldcalcia areawhere the mold contacted the molten TNTZ was 1.98 mm,and a smooth surface could be obtained. The surfaceroughness of the moldmagnesia was 1.04 mm. The surfaceroughness of the mold depends on the particle size. In thiscase, the size of the calcia and the magnesia particles was<300 mm and <200 mm, respectively. Therefore, the surfaceroughness of the moldcasia was higher than that of themoldmagnesia.
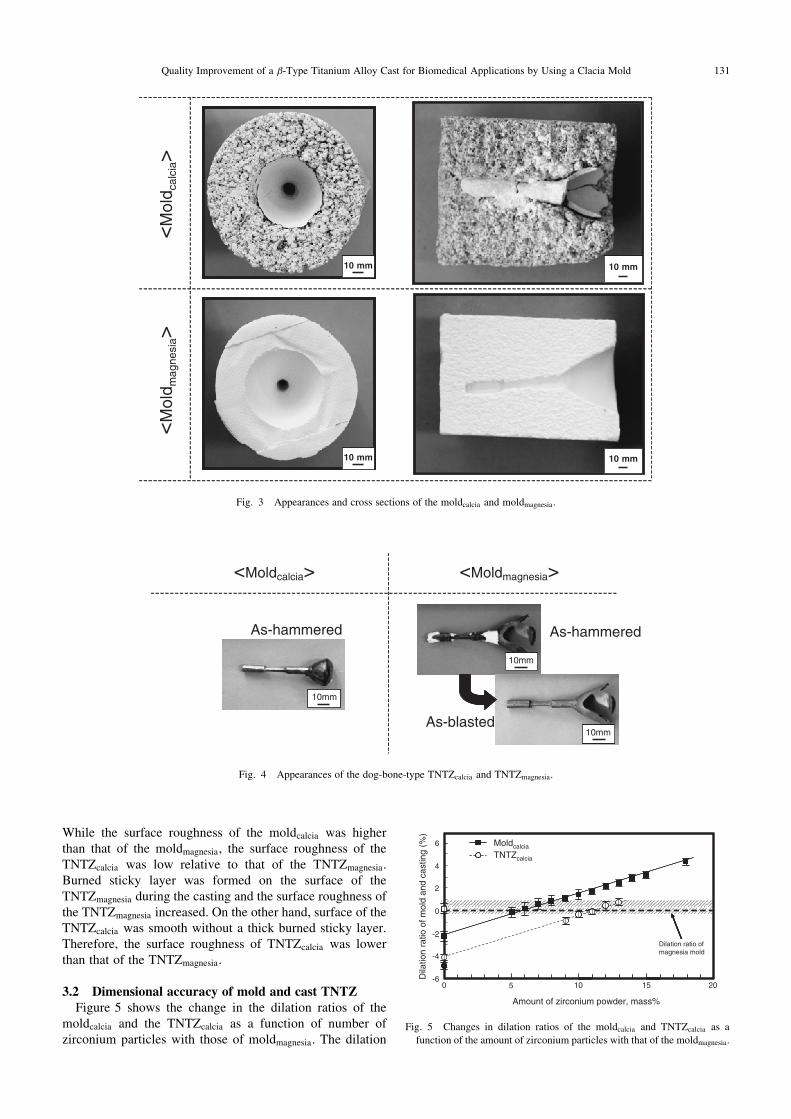
The appearances of the typical dog-bone-type cast TNTZfabricated using the moldcalcia and moldmagnesia (hereafter theTNTZ cast using the moldcalcia and moldmagnesia will be calledTNTZcalcia and TNTZmagnesia, respectively) is shown inFig. 4. The TNTZcalcia was easily separated from themoldcalcia by hammering and had metallic luster withoutpenetration. Because a smooth surface of the TNTZcalcia
without a thick burned sticky layer was obtained afterhammering, surface treatment by sand blasting was notrequired. On the other hand, a burned sticky layer was formedon the TNTZmagnesia after hammering, requiring surfacetreatment of the TNTZmagnesia by sand blasting. The surfaceof the TNTZmagnesia is black and did not have any metallicluster, in contrast to the TNTZcalcia. The surface roughnessof the TNTZcalcia and TNTZmagnesia was 127.82 nm and692.08 nm, respectively. In general, the surface roughness ofthe cast TNTZ depends on the surface roughness of the mold.
Room 13.8 × 10-3 K/s
28.3 × 10-3K/s
8.3 × 10-3K/s
353K, 14.4ks
1373K, 3.6ks
Furnacecooling
Casting at 473K
8.3 × 10-2K/s
1373K, 3.6ks
Furnacecooling
(a) (b)
Roomtemperature
323K, 14.4ks Casting at 473K
temperature
Fig. 2 Schematic drawings of the multiple baking processes for the calcia (a) and magnesia (b) molds.
130 H. Tsutsumi et al.
While the surface roughness of the moldcalcia was higherthan that of the moldmagnesia, the surface roughness of theTNTZcalcia was low relative to that of the TNTZmagnesia.Burned sticky layer was formed on the surface of theTNTZmagnesia during the casting and the surface roughness ofthe TNTZmagnesia increased. On the other hand, surface of theTNTZcalcia was smooth without a thick burned sticky layer.Therefore, the surface roughness of TNTZcalcia was lowerthan that of the TNTZmagnesia.
3.2 Dimensional accuracy of mold and cast TNTZFigure 5 shows the change in the dilation ratios of the
moldcalcia and the TNTZcalcia as a function of number ofzirconium particles with those of moldmagnesia. The dilation
<M
old c
alci
a>
10 mm 10 mm
10 mm 10 mm
<M
old m
agne
sia>
Fig. 3 Appearances and cross sections of the moldcalcia and moldmagnesia.
10mm
10mm
10mm
As-hammered As-hammered
<Moldcalcia> <Moldmagnesia>
As-blasted
Fig. 4 Appearances of the dog-bone-type TNTZcalcia and TNTZmagnesia.
TNTZcalcia
Moldcalcia
10 15 20
4
6
Amount of zirconium powder, mass%
Dila
tion
ratio
of m
old
and
cast
ing
(%)
-6
-4
-2
0
2
0
Dilation ratio ofmagnesia mold
5
Fig. 5 Changes in dilation ratios of the moldcalcia and TNTZcalcia as a
function of the amount of zirconium particles with that of the moldmagnesia.
Quality Improvement of a �-Type Titanium Alloy Cast for Biomedical Applications by Using a Clacia Mold 131
ratio of the moldcalcia and the TNTZcalcia increases withincreasing the amount of zirconium particles. The dilationratio of the moldmagnesia is 0.2mass%; in order to obtain thesame dilation ratio, a 5mass% zirconium addition to themoldcalcia is required. Furthermore, in order to obtain thesame size of the TNTZcalcia and the wax pattern, 12mass%zirconium particles must also be added to the moldcalcia.Therefore, the moldcalcia with 12mass% zirconium particleswas used for TNTZ casting in the following experiment.
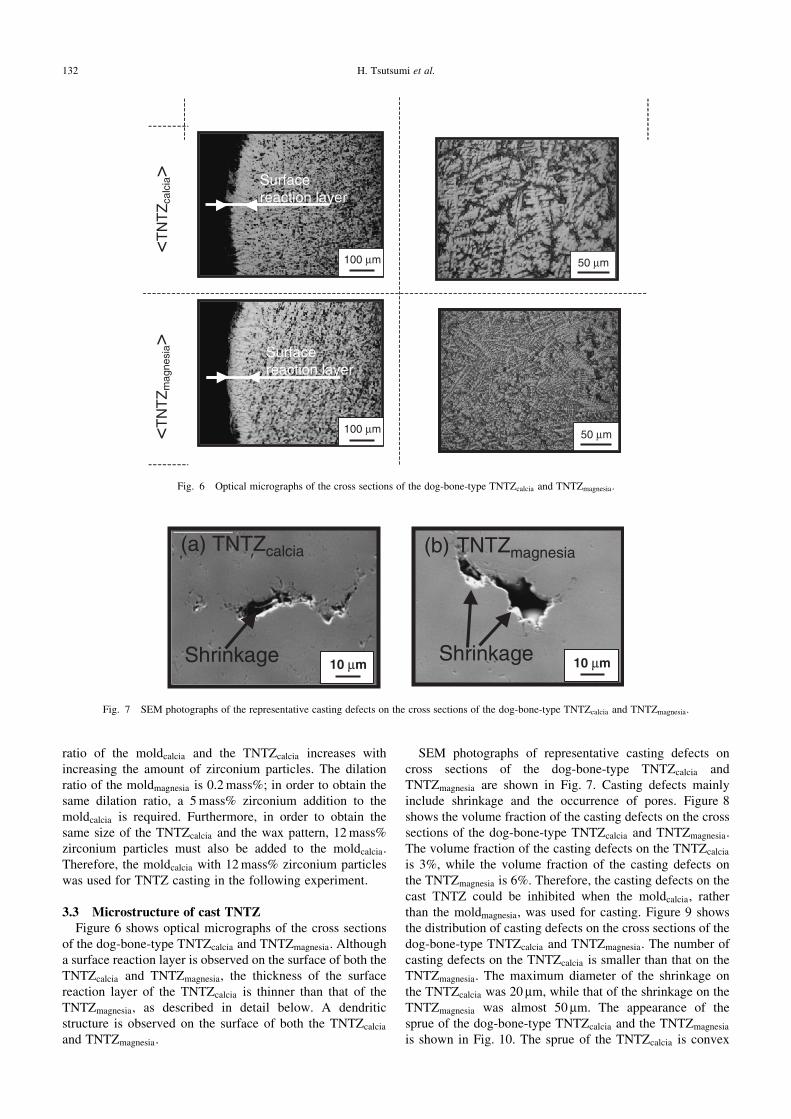
3.3 Microstructure of cast TNTZFigure 6 shows optical micrographs of the cross sections
of the dog-bone-type TNTZcalcia and TNTZmagnesia. Althougha surface reaction layer is observed on the surface of both theTNTZcalcia and TNTZmagnesia, the thickness of the surfacereaction layer of the TNTZcalcia is thinner than that of theTNTZmagnesia, as described in detail below. A dendriticstructure is observed on the surface of both the TNTZcalcia
and TNTZmagnesia.
SEM photographs of representative casting defects oncross sections of the dog-bone-type TNTZcalcia andTNTZmagnesia are shown in Fig. 7. Casting defects mainlyinclude shrinkage and the occurrence of pores. Figure 8shows the volume fraction of the casting defects on the crosssections of the dog-bone-type TNTZcalcia and TNTZmagnesia.The volume fraction of the casting defects on the TNTZcalcia
is 3%, while the volume fraction of the casting defects onthe TNTZmagnesia is 6%. Therefore, the casting defects on thecast TNTZ could be inhibited when the moldcalcia, ratherthan the moldmagnesia, was used for casting. Figure 9 showsthe distribution of casting defects on the cross sections of thedog-bone-type TNTZcalcia and TNTZmagnesia. The number ofcasting defects on the TNTZcalcia is smaller than that on theTNTZmagnesia. The maximum diameter of the shrinkage onthe TNTZcalcia was 20 mm, while that of the shrinkage on theTNTZmagnesia was almost 50 mm. The appearance of thesprue of the dog-bone-type TNTZcalcia and the TNTZmagnesia
is shown in Fig. 10. The sprue of the TNTZcalcia is convex
<T
NT
Zm
agne
sia>
Surface reaction layer
100 µm
50 µm
50 µm
Surface reaction layer
<T
NT
Zca
lcia>
100 µm
Fig. 6 Optical micrographs of the cross sections of the dog-bone-type TNTZcalcia and TNTZmagnesia.
10 µmShrinkage
(a) TNTZcalcia
10 µmShrinkage
(b) TNTZmagnesia
Fig. 7 SEM photographs of the representative casting defects on the cross sections of the dog-bone-type TNTZcalcia and TNTZmagnesia.
132 H. Tsutsumi et al.
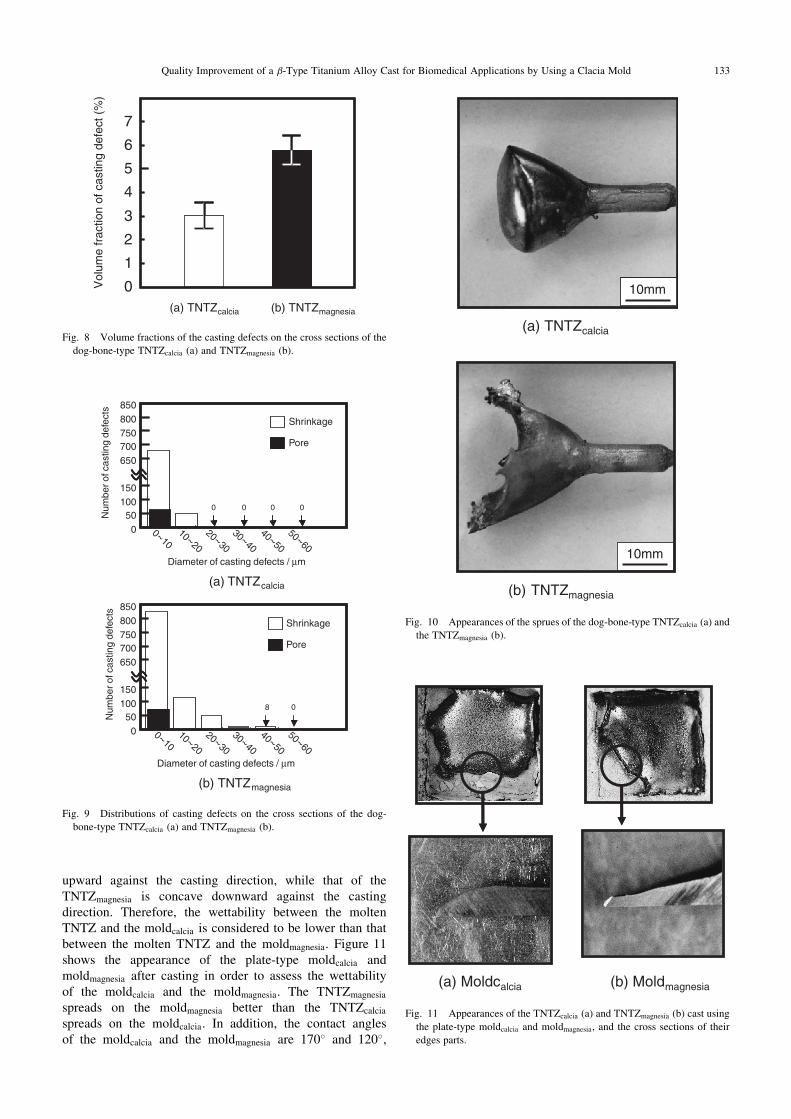
upward against the casting direction, while that of theTNTZmagnesia is concave downward against the castingdirection. Therefore, the wettability between the moltenTNTZ and the moldcalcia is considered to be lower than thatbetween the molten TNTZ and the moldmagnesia. Figure 11shows the appearance of the plate-type moldcalcia andmoldmagnesia after casting in order to assess the wettabilityof the moldcalcia and the moldmagnesia. The TNTZmagnesia
spreads on the moldmagnesia better than the TNTZcalcia
spreads on the moldcalcia. In addition, the contact anglesof the moldcalcia and the moldmagnesia are 170� and 120�,
(b) TNTZ
0
1
2
3
4
5
6
7
Vol
ume
frac
tion
of c
astin
g de
fect
(%
)
(a) TNTZcalcia magnesia
Fig. 8 Volume fractions of the casting defects on the cross sections of the
dog-bone-type TNTZcalcia (a) and TNTZmagnesia (b).
10~20
20~30
30~40
40~50
50~60
Pore
050
100150
650700750800850
Shrinkage
(a) TNTZcalcia
Num
ber o
f cas
ting
defe
cts
0 0 0 0
Diameter of casting defects / µm
0~10
050
100150
650700750800850
Shrinkage
Pore
(b) TNTZmagnesia
Diameter of casting defects / µm
Num
ber o
f cas
ting
defe
cts
8
10~20
20~30
30~40
40~50
50~60
0
0~10
Fig. 9 Distributions of casting defects on the cross sections of the dog-
bone-type TNTZcalcia (a) and TNTZmagnesia (b).
(a) TNTZcalcia
10mm
(b) TNTZmagnesia
10mm
Fig. 10 Appearances of the sprues of the dog-bone-type TNTZcalcia (a) and
the TNTZmagnesia (b).
(a) Moldcalcia (b) Moldmagnesia
Fig. 11 Appearances of the TNTZcalcia (a) and TNTZmagnesia (b) cast using
the plate-type moldcalcia and moldmagnesia, and the cross sections of their
edges parts.
Quality Improvement of a �-Type Titanium Alloy Cast for Biomedical Applications by Using a Clacia Mold 133

respectively. Therefore, the wettability of the moldcalciaagainst the molten TNTZ is lower than that of themoldmagnesia. As a cause of the decrease in the castingdefect of the TNTZcalcia, effect of capillarity pressure may beconsidered. Capillarity pressure, which is attributed to thewettability of the interface between the molten TNTZ andthe mold, is believed to generate while casting. Because ofthe generation of capillarity pressure, the molten TNTZ issubjected to pressure from the surface toward the inside ofthe cast TNTZ. In general, increasing the pressure decreasesthe cast defect. Because of the low wettablity of themoldcalcia, the capillarity pressure of the moldcalcia may begreater than that of the moldmagnesia. Then, the greaterpressure generates between the moldcalcia and the moltenTNTZ, as a result, inhibit the occurrence of shrinkage moresignificantly than the pressure of the moldmagnesia does.Therefore, the moldcalcia may decrease the amount anddiameter of shrinkage more than the moldmagnesia does.However, in the case of the moldcalcia, the wettablity of themoldcalcia is lower than that of the moldmagnesia. Thereforethermal conductivity for moldcalcia may be lower than that ofmoldmagnesia, and the cooling rate of TNTZcalcia may be lowcompared with that in the case of moldmagnesia. In general,slow cooling rate increases casting defects. Therefore, in thecase of the moldcalcia, increasing of capillarity pressure maybe more effective rather than that of decreasing coolingratio. However quantitative analyses are required to confirmabove consideration.
3.4 Evaluation of surface reaction layer of cast TNTZFigure 12 shows the Vickers hardness distribution of the
cross section of the dog-bone-type TNTZcalcia as a function ofthe distance from the surface of specimens. A greaterhardness is found near the specimen surface of the TNTZcalcia
and TNTZmagnesia. However, the hardness near the surface ofthe TNTZcalcia (Hv300) is much lower than that of theTNTZmagnesia (Hv600). The thickness of the hardening layerof the TNTZ calcia was estimated at 150 mm, while that of theTNTZmagnesia was estimated at 275 mm.
Figure 13 shows XRD patterns of the surface of the cubic-type TNTZcalcia and TNTZmagnesia. Only single � phases aredetected from the surface of both the TNTZcalcia andTNTZmagnesia.
SEM micrographs of the cross section of the cubic-typeTNTZcalcia and the TNTZmagnesia, and Ti, Nb, Ta, Zr and O
profiles along the line detected using EDX are shown inFig. 14. Ti, Nb, Ta and O are detected near the surfaces ofboth the TNTZcalcia and TNTZmagnesia. The intensity of Ois the highest at the surface and decreased to the insideuntil 20–50 mm on the surface of both the TNTZcalcia andTNTZmagnesia. On the other hand, the intensity of Ti, Nb, andTa is the lowest at the surface and increased to the insideuntil 20–50 mm. Therefore, the O-graduated layer existednear the surface of TNTZcalcia and the TNTZmagnesia. Inaddition, the O-graduated layer of the TNTZmagnesia isthicker than that of the TNTZcalcia. It is considered thatoxide particles of the mold are reduced and generates theoxygen when oxide particles contact the molten TNTZ, and
200
300
400
500
600
0 100 200 300 400
Vic
kers
har
dnes
s (H
v)
Distance from surface (µm)
TNTZcalciaTNTZmagnesia
Matrix
Fig. 12 Vickers hardness distribution of the cross section of the dog-bone-
type TNTZcalcia as a function of the distance from the surface of specimens
along with that of the dog-bone-type TNTZmagnesia.
2θ / θ
Inte
nsity
/ cp
s
30 40 50 60 70 80
: β
(a) TNTZcalcia
(b) TNTZmagensia
(110)
(200) (211)
Fig. 13 XRD patterns of the surfaces of the cubic-type TNTZcalcia (a) and
TNTZmagnesia (b).
(b) TNTZmagnesia
100 µm
Detected Line
100 µm
Ti
O
Ti
O
(a) TNTZcalcia
Nb
Ta
Zr
Nb
Ta
Zr
Detected Line
Fig. 14 SEMmicrographs of the cross section of the cubic-type TNTZcalcia
(a) and TNTZmagnesia (b) and Ti, Nb, Ta, Zr, and O profiles along the
detected line using an EDX.
134 H. Tsutsumi et al.

generated oxygen is soluted and diffused into the castTNTZ. The O-graduated layer is then formed on the surfaceof the cast TNTZ. The free energy of the formation of calciaparticles is lower than that of titanium oxide (titania) at theTNTZ melting point (around 2350K).15) Therefore, calciaparticles are stable during casting. On the other hand, thefree energy of the formation of magnesia particles is higherthan that of titanium oxide above 1700K. Since magnesiaparticles are more unstable than titania ones, magnesiaparticles are reduced and generated oxygen. Because theoxygen generated from the moldmagnesia exceeds thatgenerated from the moldcalcia, much of the oxygen diffusesinto the TNTZmagnesia, and a thick O-graduated layer isformed on the TNTZmagnesia. On the other hand, theformation of the O-graduated layer is dramatically inhibitedusing the moldcalcia. Therefore, the hardness of the surface ofthe TNTZmagnesia is greater than that of the TNTZcalcia. ThisO-graduated layer having high degree of hardness is socalled �-case.16) In general, the �-type Ti alloy becomesharder and more brittle by soluting the oxygen, and themechanical properties, such as tensile properties and fatigueproperties, of �-type Ti alloy decrease. The formation of�-case has to be inhibited on the surface of cast TNTZto improve its high degree of mechanical properties. Theinhibition of �-case on the surface of the cast TNTZ isachieved using the moldcalcia.
4. Conclusions
The dimensional accuracy of cast TNTZ using a calciamold for biomedical applications was mainly evaluated inthis study. It could be concluded as follows,(1) The dilation ratio of the moldcalcia increases with anincreasing the number of pure zirconium particles. Moreover,the addition of 12mass% or 14mass% pure zirconiumparticles compensates not only for the solidification shrink-age of the TNTZcalcia but also for the shrinkage of themoldcalcia.(2) The formation of the �-case in TNTZ is restrained to alarger extent by casting into the moldcalcia than into themoldmagnesia.(3) The volume fraction and number of casting defects arealso restrained to a larger extent by casting into the moldcalciathan into the moldmagnesia.
Acknowledgements
This work was supported in part by a Grant-in-Aid forYoung Scientists (21760549), MEXT (Tokyo, Japan); theGlobal COE Materials Integration Program (InternationalCenter of Education and Research), Tohoku University;MEXT (Tokyo, Japan); R&D Institute of Metals andComposites for Future Industries (Tokyo, Japan); Inter-university Cooperative Research Program of the AdvancedResearch Center of Metallic Glasses, Institute for MaterialsResearch, Tohoku University (Sendai, Japan); InteruniversityCooperative Research Program of the Institute for MaterialsResearch, Tohoku University (Sendai, Japan); the LightMetal Educational Foundation (Osaka, Japan); and theproject between Tohoku University and Kyusyu Universityon ‘‘Highly-functional Interface Science: Innovation ofBiomaterials with Highly functional Interface to Host andParasite’’, MEXT (Tokyo, Japan).
REFERENCES
1) K. Ida and I. Miura: Application of Titanium for Denture Field, (1998)
pp. 11–14.
2) Y. Okazaki, A. Ito, T. Tateishi and Y. Ito: J. Japan Inst. Metals 57
(1993) 332–337.
3) T. Hanwa: J. Jpn. Soc. Biomat. 23 (2005) 83–90.
4) M. Niinomi, T. Hattori, K. Morikawa, T. Kasuga, A. Suzuki, H. Fukui
and S. Niwa: Mater. Trans. 43 (2002) 2970–2977.
5) M. Niinomi: Biomaterials 24 (2003) 2673–2683.
6) Y. L. Hao, M. Niinomi, D. Kuroda, K. Fukunaga, R. Yang and A.
Suzuki: Metall. Mater. Trans. A 34 (2003) 1007.
7) S. J. Li, M. Niinomi, T. Akahori, T. Kasuga, R. Yang and Y. L. Hao:
Biomaterials 25 (2004) 3341–3349.
8) M. Niinomi, T. Akahori, T. Manabe, T. Takeuchi, S. Katsura, H. Fukui
and A. Suzuki: Testu-to-Hagane 90 (2004) 154.
9) S. Motoi: Sekko to Sekkai 154 (1978) 123–127.
10) K. Hamano: Sekko to Sekkai 157 (1978) 244–253.
11) A. Sato, N. Matsumoto, Y. Yoneda, T. Takahashi and H. Iwanabe:
Imono 14 (1990) 244–253.
12) M. G. Kim, S. K. Kim and Y. J. Kim: Mater. Trans. 43 (2002) 745–
750.
13) Y. Tamaoki and T. Miyazaki: Prosthodont. Res. Pract. 42 (1998)
528–534.
14) H. Tsutsumi, M. Niinomi, T. Akahori, M. Nakai, T. Takeuchi and
S. Katsura: Mater. Trans. 50 (2009) 2057–2063.
15) F. Nishimura and N. Sunao: J. Stomatol. Soc. 56 (1989) 1–16.
16) O. Miyagawa and N. Siokawa: Quintessence of Dental Technology 16
(1991) 233–241.
Quality Improvement of a �-Type Titanium Alloy Cast for Biomedical Applications by Using a Clacia Mold 135