Embed Size (px)
Citation preview

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Quality of manufactureand construction
Kenichi YasudaSenior Engineer, Hitachi GE
INPRO Dialogue Forum
November 19-23, 2013

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Evaluation parameter EP1.1.1.3: Quality of manufacture and constructionQuality of manufacture and constructionQuality of manufacture and constructionQuality of manufacture and constructionEvery weld in a pipe or vessel could be a source of failure; therefore a reduction of welds in
piping or vessels clearly results in an increase of robustness of the design of an INS. In addition,
fewer welds require less in service inspections und thus should lead to reduced doses for the
personnel. As in other areas, progress in welding engineering and fabrication of pipes exists.
Progress of welding engineering includes the application of automatic welding machines during
manufacturing, which results typically in a higher quality of welds compared
to manual welding procedures. Progress in fabrication of pipes includes the elimination of
longitudinal welds by use of a cold-draw (extrusion) process.
Acceptability of EP1.1.1.3: Evidence available to the INPRO assessor that demonstrates increased quality of manufacturing
and construction of the INS in comparison to existing designs.
INPRO Manual
2

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Overview
1. Welding Technology Development
2. Other Manufacturing Technology
3
Manufacture technology such as welding, water jet peening and large/small size machining have been developed to increase the quality of manufacture.

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
1. Welding Technology Development
2. Other Manufacturing Technology
4

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Target of the Welding Technology Development
5
� To Minimize Deformation after Welding
� To Suppress Residual Stress to minimize the SCC Risk
(To Improve the Stress Distribution at the Welding Part)
� To Improve the Reliability
� To Improve the Work Efficiency and Work Environment
Precise Welding Structures with - Higher Reliability and Accuracy- Lower Maintenance Requirement
SCC: Stress Corrosion Cracking
Example of Reactor Internals

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Development of Welding Method
6
Reliability
Efficiency
Conventional
Arc Welding
GMAW
Automatic
GMAW
Laser +Arc((((GMAW/GTAW))))Hybrid Welding
Laser Welding
70´s1960´s 80´s 90´s 2000´s
Laser MIG Hybrid
+ =
Hybrid Welding

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Development of Narrow Gap Welding
7
The latest welding technologies in the world are
continuously studied and developed by Hitachi.
For many years, Narrow Gap Welding Technology have been
developed to increase reliability and reduce welding cost.
1970 1980 1990 2000 2010
years
V-shape groove
Narrow Gap Groove
Super Narrow
Gap Groove
Limited of GTAW
LASER Welding
Narrower
Gap Groove
Gro
ove
cross
sec
tion
nar
row
wid
e GTAWSMAW or GTAW

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Welding Technologies for ABWR RPV
8
Narrow Gap MIG Welding
Hot Wire Switching TIG(HST) Welding
Single Layer Stainless Steel Cladding by ESW
Automatic TIG Welding of CRD Stub Tubes
Small Weld Deposit and High Toughness by Low Heat Input
Weld Cross Section
SAW
Narrow MIG
High Efficiency & High Quality TIG Welding
Electro Slag Welding by 150 mm Width Wide Strip
Full Automatic 3-D Welding
Machine Developed by BHK
Base Material4mm
150mm
Stainlesscladding
Conventional SMAW
Automatic TIG Welding

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
1. Welding Technology Development
2. Other Manufacturing Technology
9
Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
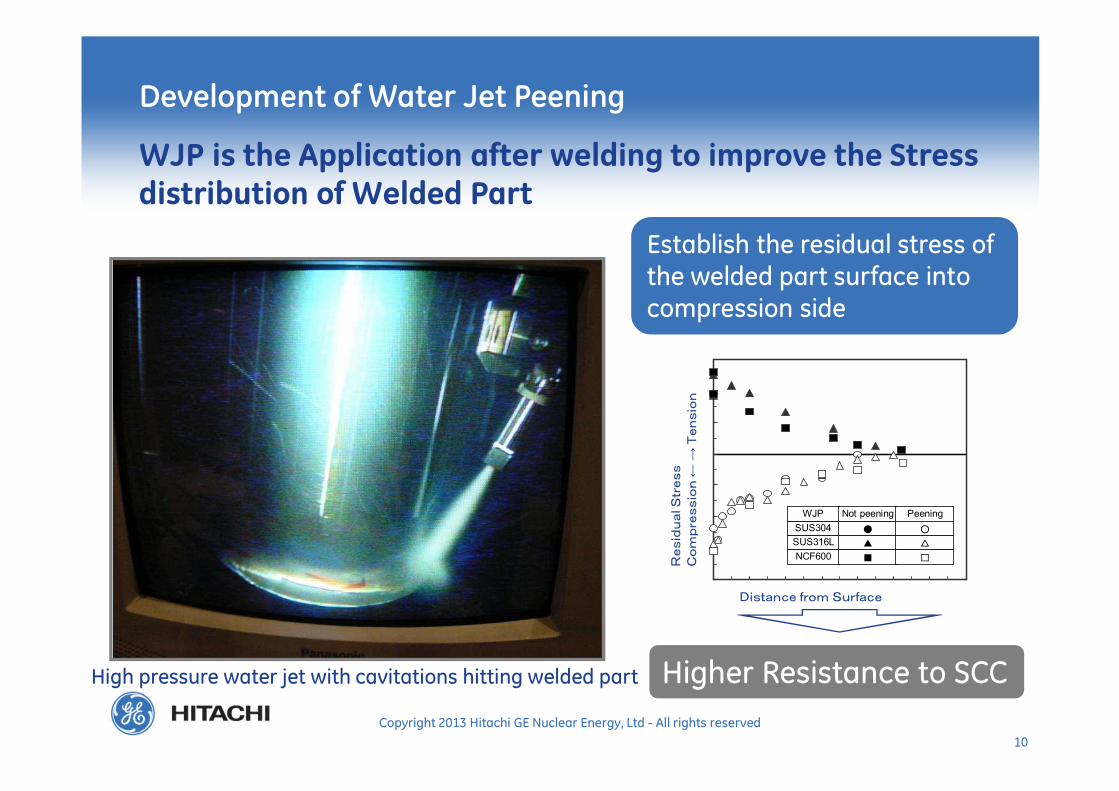
WJP is the Application after welding to improve the Stress distribution of Welded Part
10
Establish the residual stress of
the welded part surface into
compression side
-800
-600
-400
-200
0
200
400
600
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
Resid
ual stress σ
y (M
Pa)
SUS304
SUS316L
NCF600
●
▲
■
WJP Not peening Peening
○
△
□
Distance from surface Z (mm)
ResidualStress
Compression
← →
Tension
Distance from Surface
Higher Resistance to SCCHigh pressure water jet with cavitations hitting welded part
Development of Water Jet Peening
Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
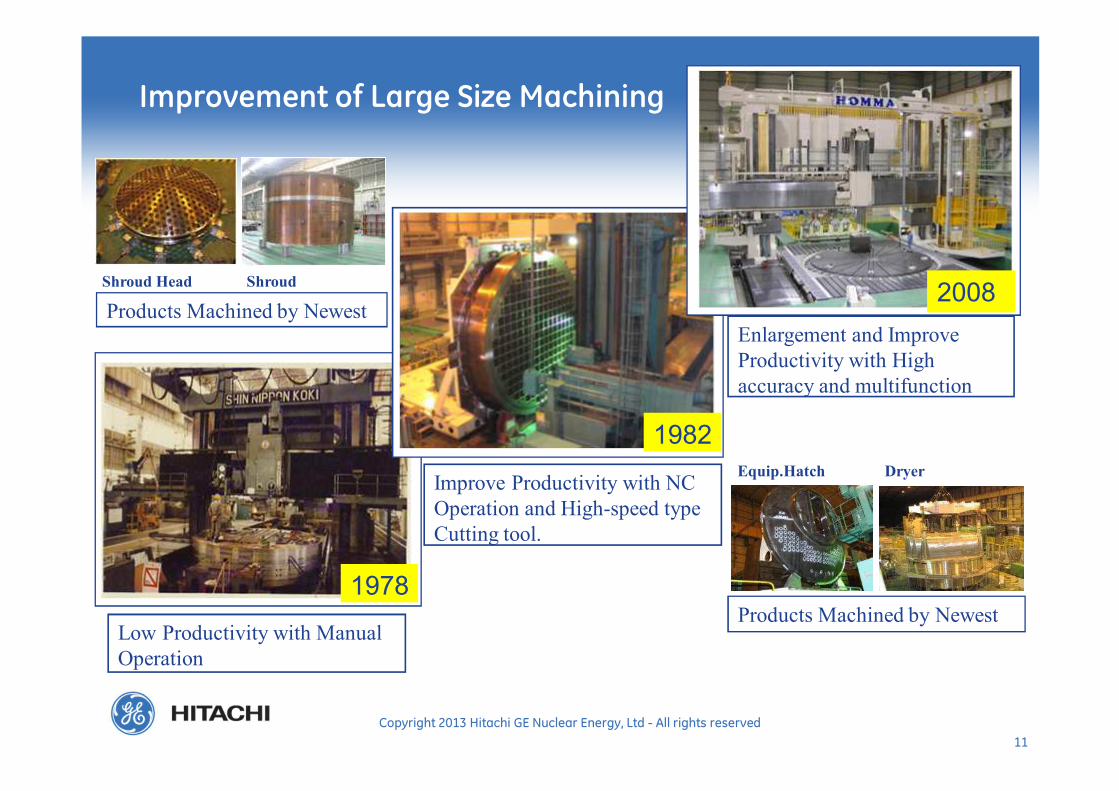
Improvement of Large Size Machining
11
Low Productivity with Manual
Operation
Improve Productivity with NC
Operation and High-speed type
Cutting tool.
Enlargement and Improve
Productivity with High
accuracy and multifunction
1978
Products Machined by Newest
Shroud Head Shroud
Products Machined by Newest
Equip.Hatch Dryer
1982
2008

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
Improvement of Small Size Machining
12
-Decrease Machining Lead time -Increase Machining Capacity -Improve Machining Quality
1st NC Lathe 2nd Machining Center 3rd NC Lathe
Integrated Mill Turn Center
Only 1 Step
BeforeImprovement
AfterImprovement
Integrated Mill Turn Center can:

Copyright 2013 Hitachi GE Nuclear Energy, Ltd - All rights reserved
� Manufacture technology such as welding, water jet peeningand large/small size machining have been developed to increase the quality of manufacture for ABWR.
� For many years, Narrow Gap Welding Technology have been developed to increase reliability and reduce welding cost.
� Water Jet Peening achieves higher resistance to Stress Corrosion Cracking
� In conclusion, ABWR is evaluated to meet AC1.1.1.3.
Summary
13