Embed Size (px)
Citation preview
Keeping the Customer First
T-diaAL
알루미늄 터닝 가공용 TAC 인서트
알루미늄 터닝 가공의 최강 솔루션 등장 !!
Tungaloy Report No. 351-K
칩브레이커
2
AL
AL
AC4C
VCGT160404-��
Vc = 800 m/min
ap = 1 mm
f = 0.15 mm/rev
AC4C
RCGT0803M0-��
Vc = 1500 m/min
ap = 2.0 mm
f = 0.4 mm/rev
KS05F
(GP
a)
(HRA)
5.0
4.5
4.0
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0
88 89 90 91 92 93 94
VB (m
m)
0.5
0.4
0.3
0.2
0.1
00 2 4 6 8 10
칩브레이커
특징
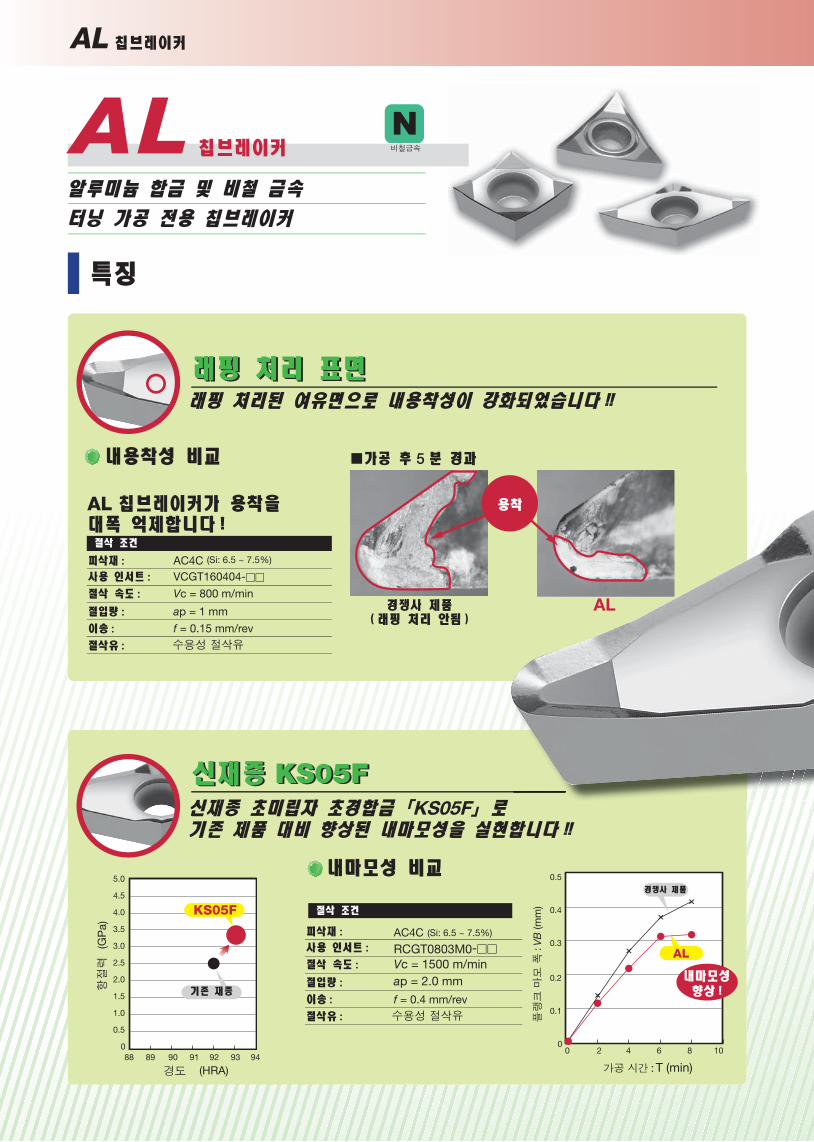
알루미늄 합금 및 비철 금속
터닝 가공 전용 칩브레이커
비철금속
래핑 처리된 여유면으로 내용착성이 강화되었습니다 !!
래핑 처리 표면래핑 처리 표면
AL 칩브레이커가 용착을대폭 억제합니다 !
내용착성 비교
절삭 조건
피삭재 :사용 인서트 :절삭 속도 :
절입량 :이송 :절삭유 :
(Si: 6.5 ~ 7.5%)
수용성 절삭유
용착
경쟁사 제품( 래핑 처리 안됨 )
■가공 후 5 분 경과
AL
신재종 초미립자 초경합금「KS05F」로기존 제품 대비 향상된 내마모성을 실현합니다 !!
신재종 KS05F신재종 KS05F
내마모성 비교
절삭 조건
피삭재 :사용 인서트 :절삭 속도 :
절입량 :이송 :절삭유 :
(Si: 6.5 ~ 7.5%)
수용성 절삭유
기존 재종
경도
항절
력
경쟁사 제품
AL
내마모성향상 !
가공 시간 :
플랭
크 마
모 폭
:
T (min)
칩브레이커
3
0.3 0.4 0.5 0.6
1.0
2.0
3.0
4.0
5.0
0.3 0.4 0.5 0.6
1.0
2.0
3.0
4.0
5.0
ap (m
m)
AC4C
VCGT220520-��
Vc = 1500 m/min
f (mm/rev)
AC4C
VCGT220520-��
Vc = 800 m/min
ap = 4.0 mm
f = 0.4 mm/rev
1800
1200
600
0
ap (m
m)
f (mm/rev)
(N) 30% down
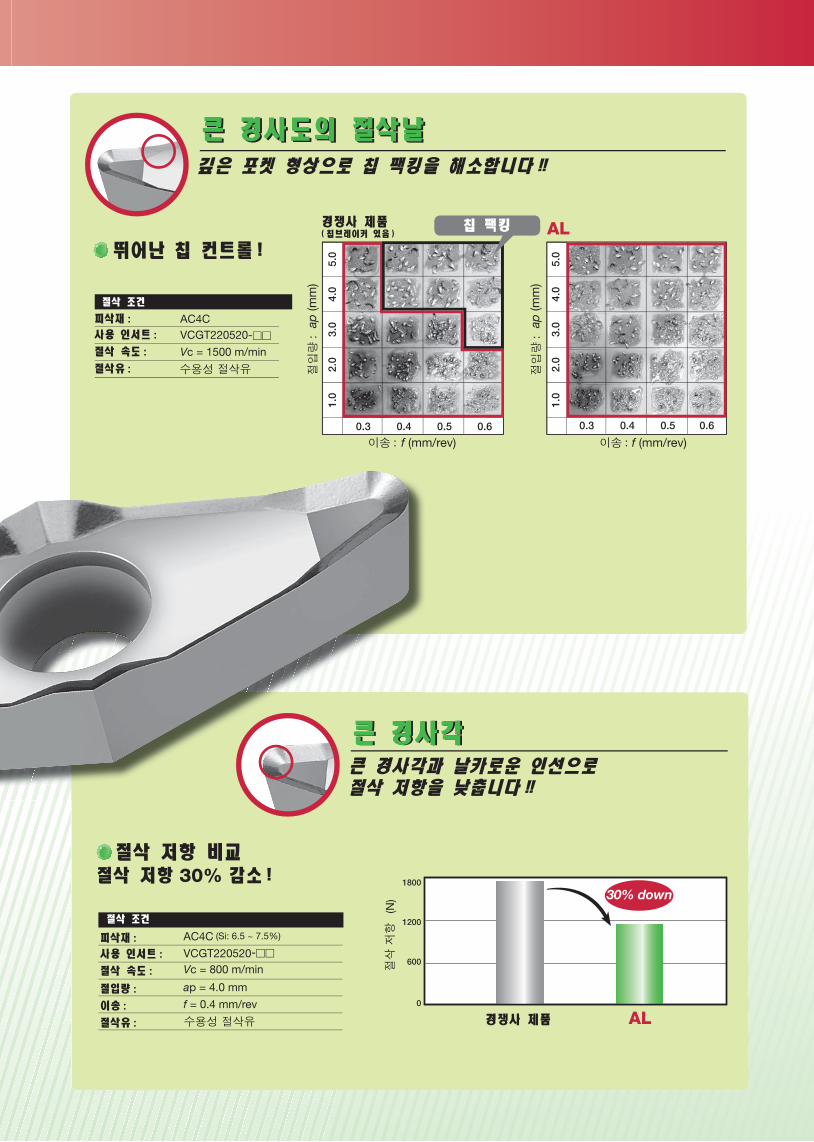
깊은 포켓 형상으로 칩 팩킹을 해소합니다 !!
큰 경사도의 절삭날큰 경사도의 절삭날
칩 팩킹
뛰어난 칩 컨트롤 !
절삭 조건
피삭재 :사용 인서트 :절삭 속도 :절삭유 : 수용성 절삭유
경쟁사 제품( 칩브레이커 있음 ) AL
절입
량:
이송 :
절입
량:
이송 :
큰 경사각과 날카로운 인선으로절삭 저항을 낮춥니다 !!
큰 경사각큰 경사각
절삭 저항 비교절삭 저항 30% 감소 !
절삭 조건
피삭재 :사용 인서트 :절삭 속도 :
절입량 :이송 :절삭유 : 수용성 절삭유
(Si: 6.5 ~ 7.5%)
경쟁사 제품 AL
절삭
저항
4
AL
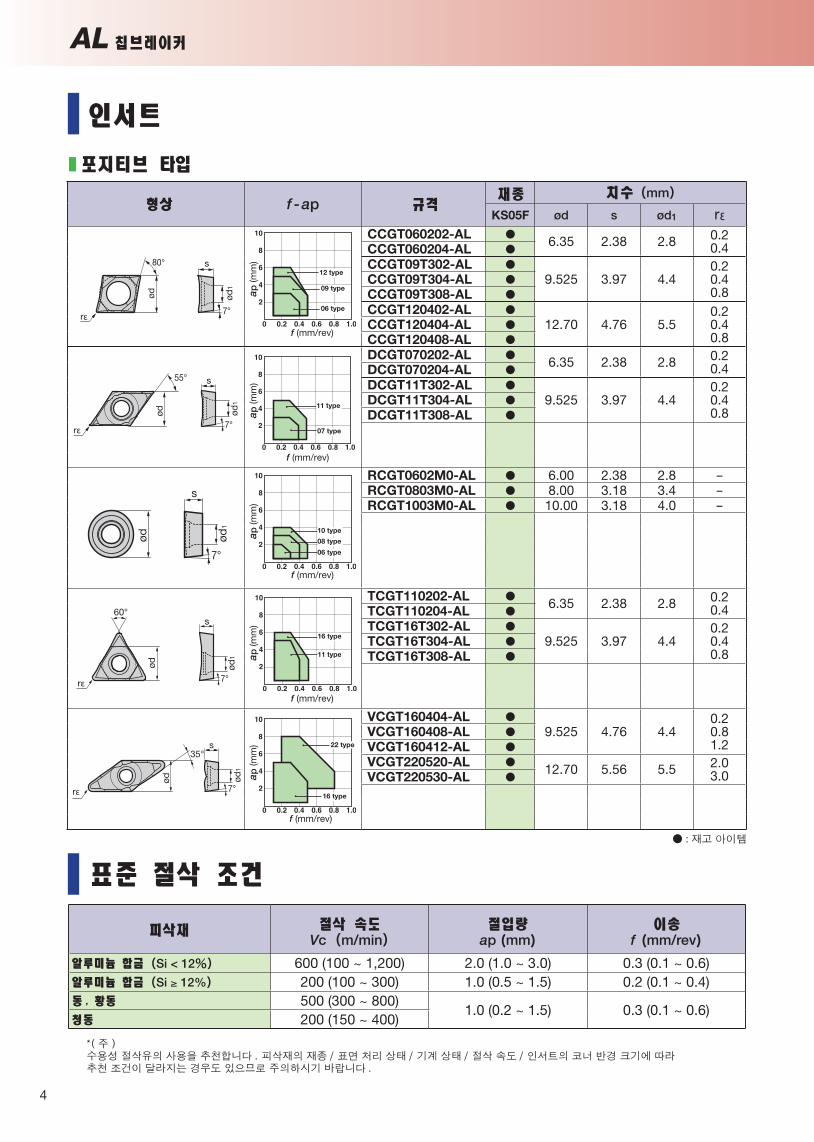
Vc (m/min) ap (mm) f (mm/rev)600 (100 ~ 1,200) 2.0 (1.0 ~ 3.0) 0.3 (0.1 ~ 0.6)
200 (100 ~ 300) 1.0 (0.5 ~ 1.5) 0.2 (0.1 ~ 0.4)
500 (300 ~ 800)1.0 (0.2 ~ 1.5) 0.3 (0.1 ~ 0.6)
200 (150 ~ 400)
f - apKS05F ød s ød1 rε
CCGT060202-AL �6.35 2.38 2.8
0.20.4CCGT060204-AL �
CCGT09T302-AL �
9.525 3.97 4.40.20.40.8
CCGT09T304-AL �
CCGT09T308-AL �
CCGT120402-AL �
12.70 4.76 5.50.20.40.8
CCGT120404-AL �
CCGT120408-AL �
DCGT070202-AL �6.35 2.38 2.8
0.20.4DCGT070204-AL �
DCGT11T302-AL �
9.525 3.97 4.40.20.40.8
DCGT11T304-AL �
DCGT11T308-AL �
RCGT0602M0-AL � 6.00 2.38 2.8 -RCGT0803M0-AL � 8.00 3.18 3.4 -RCGT1003M0-AL � 10.00 3.18 4.0 -
TCGT110202-AL �6.35 2.38 2.8
0.20.4TCGT110204-AL �
TCGT16T302-AL �
9.525 3.97 4.40.20.40.8
TCGT16T304-AL �
TCGT16T308-AL �
VCGT160404-AL �
9.525 4.76 4.40.20.81.2
VCGT160408-AL �
VCGT160412-AL �
VCGT220520-AL �12.70 5.56 5.5
2.03.0VCGT220530-AL �
ød
ød
1
s
7°rε
55°
ød
ød
1
s
7°
ød ød
1
s
7°rε
35°
80°
ød
ød
1
s
7°rε
ød
s
ød
1
7°rε
60°
0 0.2 0.4 0.6 0.8 1.0
10
8
6
4
2
0 0.2 0.4 0.6 0.8 1.0
10
8
6
4
2
0 0.2 0.4 0.6 0.8 1.0
10
8
6
4
2
0 0.2 0.4 0.6 0.8 1.0
10
8
6
4
2
0 0.2 0.4 0.6 0.8 1.0
10
8
6
4
2
a p (m
m)
f (mm/rev)
a p (m
m)
f (mm/rev)
a p (m
m)
f (mm/rev)
a p (m
m)
f (mm/rev)
a p (m
m)
f (mm/rev)
칩브레이커
● : 재고 아이템
인서트
■ 포지티브 타입
형상 규격재종 치수(mm)
12 type
09 type
06 type
11 type
07 type
10 type
08 type
06 type
16 type
11 type
22 type
16 type
표준 절삭 조건
피삭재 절삭 속도 이송절입량
알루미늄 합금(Si < 12%)알루미늄 합금(Si ≥ 12%)동 , 황동
청동
*( 주 )수용성 절삭유의 사용을 추천합니다 . 피삭재의 재종 / 표면 처리 상태 / 기계 상태 / 절삭 속도 / 인서트의 코너 반경 크기에 따라추천 조건이 달라지는 경우도 있으므로 주의하시기 바랍니다 .
5
6000
5000
4000
3000
2000
1000
0
f (mm/rev)
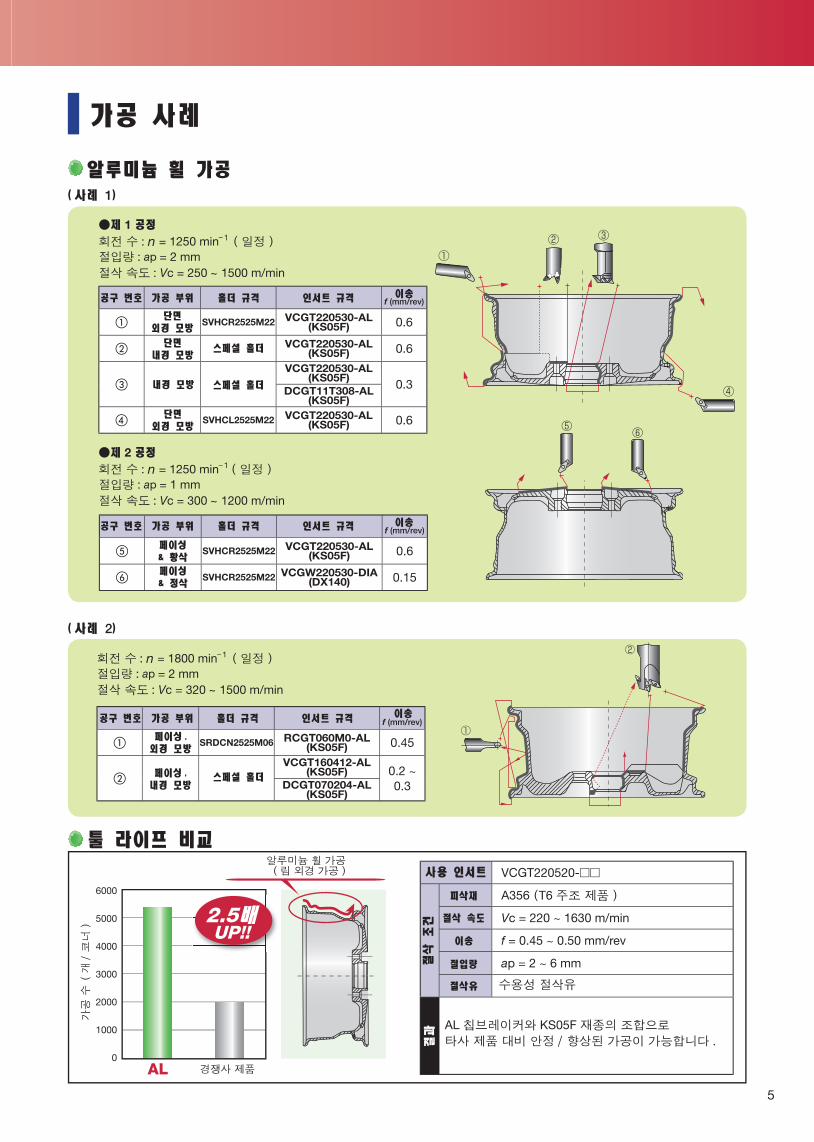
� SVHCR2525M22 VCGT220530-AL (KS05F) 0.6
� VCGT220530-AL (KS05F) 0.6
�VCGT220530-AL
(KS05F)0.3
DCGT11T308-AL (KS05F)
� SVHCL2525M22 VCGT220530-AL (KS05F) 0.6
f (mm/rev)
� SVHCR2525M22 VCGT220530-AL (KS05F) 0.6
� SVHCR2525M22 VCGW220530-DIA(DX140) 0.15
f (mm/rev)
� SRDCN2525M06 RCGT060M0-AL (KS05F) 0.45
�VCGT160412-AL
(KS05F) 0.2 ~
0.3DCGT070204-AL (KS05F)
VCGT220520-��
A356
Vc = 220 ~ 1630 m/min
f = 0.45 ~ 0.50 mm/rev
ap = 2 ~ 6 mm
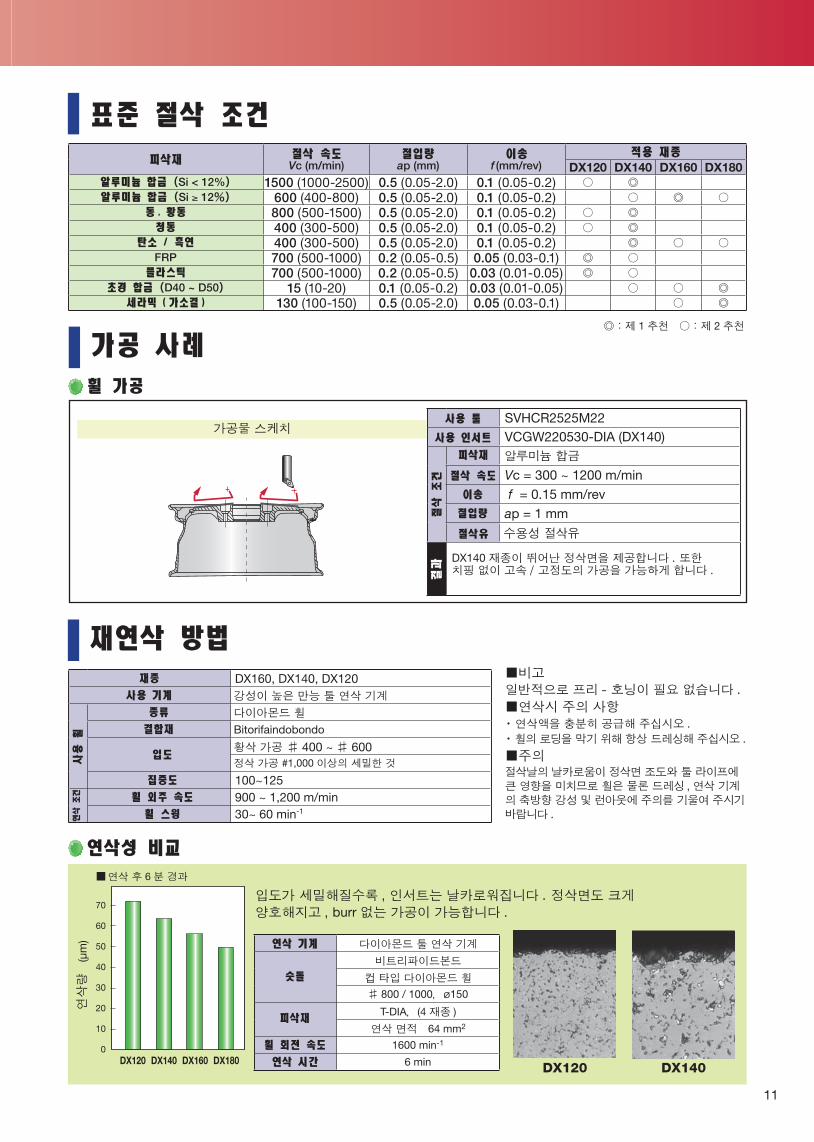
가공 사례
알루미늄 휠 가공( 사례 1)
●제 1 공정
회전 수 : n = 1250 min-1 ( 일정 )절입량 : ap = 2 mm
절삭 속도 : Vc = 250 ~ 1500 m/min
공구 번호 가공 부위 홀더 규격 인서트 규격 이송
단면외경 모방
단면내경 모방
내경 모방
단면외경 모방
스페셜 홀더
스페셜 홀더
스페셜 홀더
공구 번호 가공 부위 홀더 규격 인서트 규격 이송
공구 번호 가공 부위 홀더 규격 인서트 규격 이송
페이싱 ,외경 모방
페이싱 ,내경 모방
페이싱& 황삭
페이싱& 정삭
●제 2 공정
회전 수 : n = 1250 min-1 ( 일정 )절입량 : ap = 1 mm
절삭 속도 : Vc = 300 ~ 1200 m/min
( 사례 2)
회전 수 : n = 1800 min-1 ( 일정 )절입량 : ap = 2 mm
절삭 속도 : Vc = 320 ~ 1500 m/min
툴 라이프 비교
수용성 절삭유
(T6 주조 제품 )사용 인서트
AL 칩브레이커와 KS05F 재종의 조합으로타사 제품 대비 안정 / 향상된 가공이 가능합니다 .
알루미늄 휠 가공 ( 림 외경 가공 )
가공
수 (
개/코
너)
경쟁사 제품
2.5배UP!!
AL
절삭 조
건
피삭재
절삭 속도
이송
절입량
절삭유
결과
T-DIA
6
1000500
50
5 10 50 100 500
100
K10 DX140
1.0
0.5
500 100 1000750500
DX140
T-DIA
T (min) Vc (m/min)
Ra
(µm
)
Vc
(m/m
in)
6
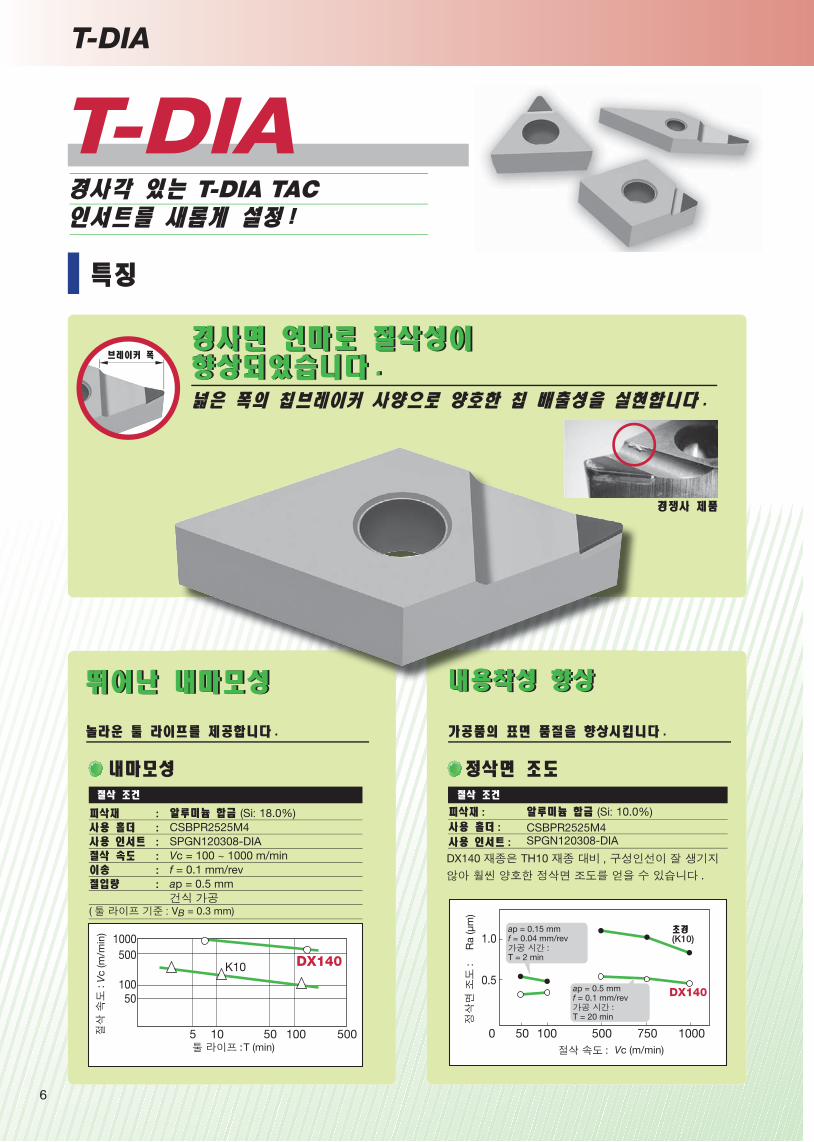
특징
경사각 있는 T-DIA TAC인서트를 새롭게 설정 !
넓은 폭의 칩브레이커 사양으로 양호한 칩 배출성을 실현합니다 .
경사면 연마로 절삭성이 향상되었습니다 .경사면 연마로 절삭성이 향상되었습니다 .
브레이커 폭
경쟁사 제품
뛰어난 내마모성뛰어난 내마모성 내용착성 향상내용착성 향상
놀라운 툴 라이프를 제공합니다 .
내마모성
피삭재 :사용 홀더 :사용 인서트 :절삭 속도 :이송 :절입량 :
알루미늄 합금 (Si: 18.0%)CSBPR2525M4SPGN120308-DIAVc = 100 ~ 1000 m/minf = 0.1 mm/revap = 0.5 mm건식 가공
( 툴 라이프 기준 : VB = 0.3 mm)
절삭 조건
툴 라이프 :
절삭
속도
:
가공품의 표면 품질을 향상시킵니다 .
정삭면 조도절삭 조건
DX140 재종은 TH10 재종 대비 , 구성인선이 잘 생기지않아 훨씬 양호한 정삭면 조도를 얻을 수 있습니다 .
피삭재 :사용 홀더 :사용 인서트 :
알루미늄 합금 (Si: 10.0%)CSBPR2525M4SPGN120308-DIA
절삭 속도 :
ap = 0.5 mmf = 0.1 mm/rev가공 시간 : T = 20 min
ap = 0.15 mmf = 0.04 mm/rev가공 시간 : T = 2 min
초경(K10)
정삭
면 조
도:
7
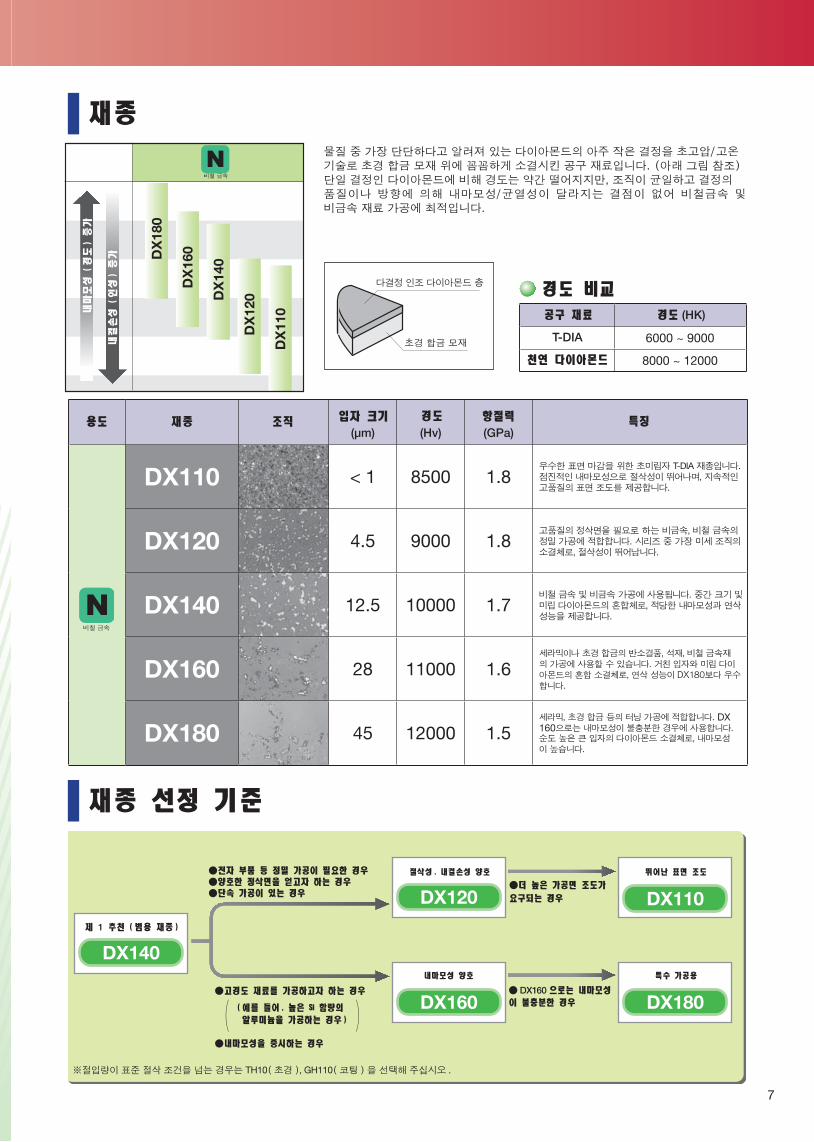
(µm) (Hv) (GPa)
DX110 < 1 8500 1.8
DX120 4.5 9000 1.8
DX140 12.5 10000 1.7
DX160 28 11000 1.6
DX180 45 12000 1.5
DX
180
DX
160
DX
140
DX
120
DX
110
DX140
DX120
DX160 DX180
DX110
6000 ~ 9000
8000 ~ 12000
( )
재종
비철 금속
물질 중 가장 단단하다고 알려져 있는 다이아몬드의 아주 작은 결정을 초고압/고온기술로 초경 합금 모재 위에 꼼꼼하게 소결시킨 공구 재료입니다. (아래 그림 참조) 단일 결정인 다이아몬드에 비해 경도는 약간 떨어지지만, 조직이 균일하고 결정의품질이나 방향에 의해 내마모성/균열성이 달라지는 결점이 없어 비철금속 및 비금속 재료 가공에 최적입니다.
다결정 인조 다이아몬드 층
초경 합금 모재
경도 비교
공구 재료 경도 (HK)
T-DIA
천연 다이아몬드
용도 재종 조직 입자 크기 항절력 특징경도
고품질의 정삭면을 필요로 하는 비금속, 비철 금속의정밀 가공에 적합합니다. 시리즈 중 가장 미세 조직의소결체로, 절삭성이 뛰어납니다.
비철 금속 및 비금속 가공에 사용됩니다. 중간 크기 및 미립 다이아몬드의 혼합체로, 적당한 내마모성과 연삭성능을 제공합니다.
세라믹이나 초경 합금의 반소결품, 석재, 비철 금속재의 가공에 사용할 수 있습니다. 거친 입자와 미립 다이아몬드의 혼합 소결체로, 연삭 성능이 DX180보다 우수합니다.
세라믹, 초경 합금 등의 터닝 가공에 적합합니다. DX160으로는 내마모성이 불충분한 경우에 사용합니다.순도 높은 큰 입자의 다이아몬드 소결체로, 내마모성이 높습니다.
우수한 표면 마감을 위한 초미립자 T-DIA 재종입니다.점진적인 내마모성으로 절삭성이 뛰어나며, 지속적인고품질의 표면 조도를 제공합니다.
재종 선정 기준
제 1 추천 ( 범용 재종 )
절삭성 , 내결손성 양호
내마모성 양호
●전자 부품 등 정밀 가공이 필요한 경우
●양호한 정삭면을 얻고자 하는 경우
●단속 가공이 있는 경우
●고경도 재료를 가공하고자 하는 경우
●내마모성을 중시하는 경우
( 예를 들어 , 높은 Si 함량의
알루미늄을 가공하는 경우 )
※절입량이 표준 절삭 조건을 넘는 경우는 TH10( 초경 ), GH110( 코팅 ) 을 선택해 주십시오 .
●DX160 으로는 내마모성
이 불충분한 경우
특수 가공용
뛰어난 표면 조도
●더 높은 가공면 조도가
요구되는 경우
비철 금속
내마모성 (
경도
) 증가
내결손성 (
인성
) 증가
T-DIA
8
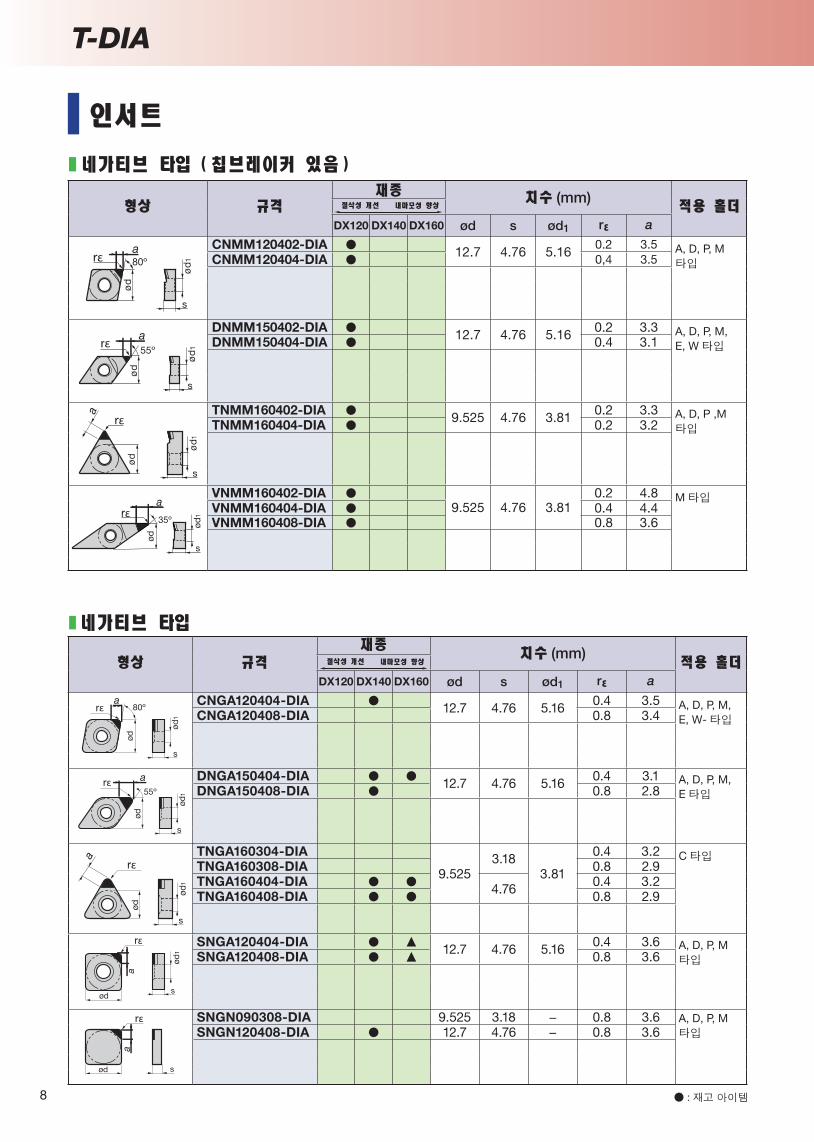
DX120 DX140 DX160 ød s ød1 rε a
CNMM120402-DIA � 12.7 4.76 5.160.2 3.5
CNMM120404-DIA � 0,4 3.5
DNMM150402-DIA � 12.7 4.76 5.16 0.2 3.3DNMM150404-DIA � 0.4 3.1
TNMM160402-DIA � 9.525 4.76 3.81 0.2 3.3TNMM160404-DIA � 0.2 3.2
VNMM160402-DIA �9.525 4.76 3.81
0.2 4.8VNMM160404-DIA � 0.4 4.4VNMM160408-DIA � 0.8 3.6
ød
s
rε 80ºa
ød
1
ød
s
rε55ºa
ød
1
ød
s
rε
a
ød1
ød
s
rε35º
a
ød
1
DX120 DX140 DX160 ød s ød1 rε a
CNGA120404-DIA � 12.7 4.76 5.16 0.4 3.5CNGA120408-DIA 0.8 3.4
DNGA150404-DIA � � 12.7 4.76 5.16 0.4 3.1DNGA150408-DIA � 0.8 2.8
TNGA160304-DIA
9.5253.18
3.81
0.4 3.2TNGA160308-DIA 0.8 2.9TNGA160404-DIA � � 4.76 0.4 3.2TNGA160408-DIA � � 0.8 2.9
SNGA120404-DIA � � 12.7 4.76 5.16 0.4 3.6SNGA120408-DIA � � 0.8 3.6
SNGN090308-DIA 9.525 3.18 − 0.8 3.6SNGN120408-DIA � 12.7 4.76 − 0.8 3.6
ød
ød1
s
rε
a
ød
s
rε55º
a
ød1
øds
rε
a
ød
1
80º
ød
s
rεa
ød1
ød s
rε
a
● : 재고 아이템
인서트
■ 네가티브 타입 ( 칩브레이커 있음 )
형상 규격재종 치수 (mm)
적용 홀더절삭성 개선 내마모성 향상
A, D, P, M타입
A, D, P, M, E, W 타입
A, D, P ,M타입
M 타입
형상 규격재종
치수 (mm)적용 홀더
A, D, P, M,E, W- 타입
A, D, P, M, E 타입
C 타입
A, D, P, M타입
A, D, P, M타입
■ 네가티브 타입
절삭성 개선 내마모성 향상
9
DX120 DX140 DX160 θ ød s ød1 rε a
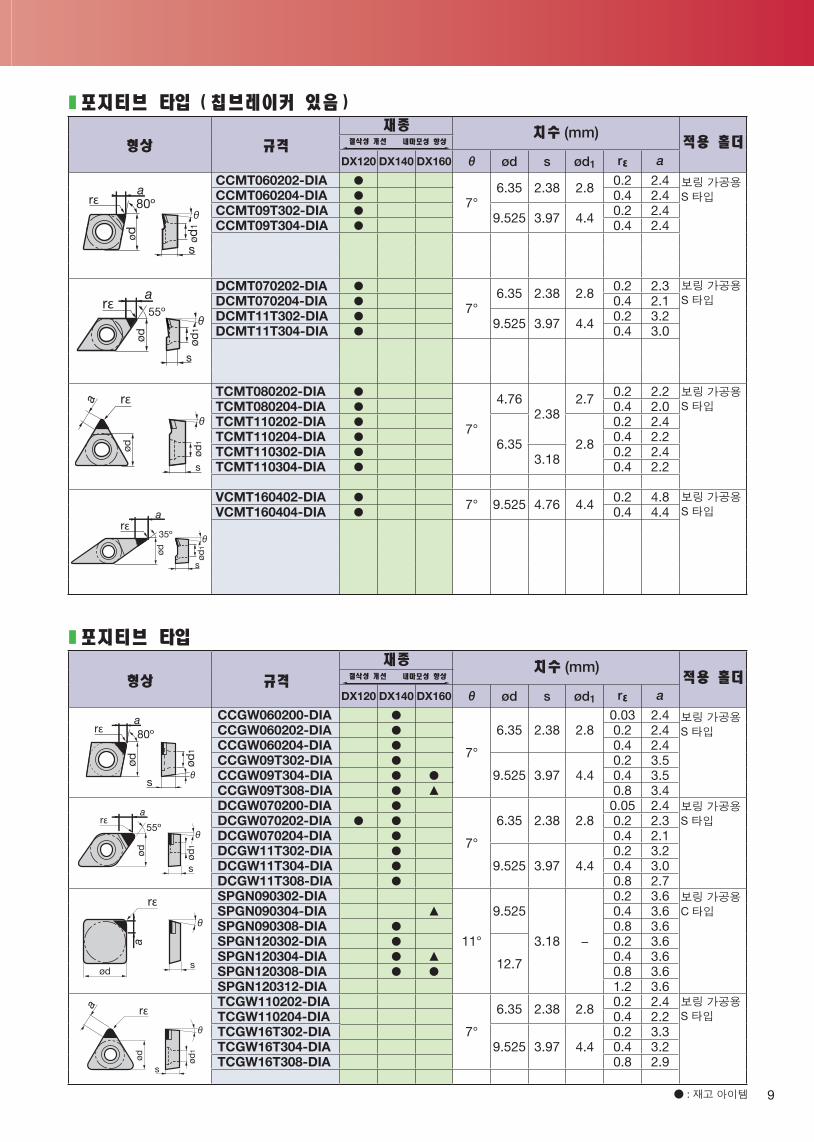
CCMT060202-DIA �
7°6.35 2.38 2.8 0.2 2.4
CCMT060204-DIA � 0.4 2.4CCMT09T302-DIA �
9.525 3.97 4.4 0.2 2.4CCMT09T304-DIA � 0.4 2.4
DCMT070202-DIA �
7° 6.35 2.38 2.8 0.2 2.3
DCMT070204-DIA � 0.4 2.1DCMT11T302-DIA �
9.525 3.97 4.4 0.2 3.2DCMT11T304-DIA � 0.4 3.0
TCMT080202-DIA �
7°
4.762.38
2.7 0.2 2.2TCMT080204-DIA � 0.4 2.0TCMT110202-DIA �
6.35 2.8
0.2 2.4TCMT110204-DIA � 0.4 2.2TCMT110302-DIA �
3.18 0.2 2.4TCMT110304-DIA � 0.4 2.2
VCMT160402-DIA �7° 9.525 4.76 4.4 0.2 4.8
VCMT160404-DIA � 0.4 4.4
DX120 DX140 DX160 θ ød s ød1 rε a
CCGW060200-DIA �
7°
6.35 2.38 2.80.03 2.4
CCGW060202-DIA � 0.2 2.4CCGW060204-DIA � 0.4 2.4CCGW09T302-DIA �
9.525 3.97 4.40.2 3.5
CCGW09T304-DIA � � 0.4 3.5CCGW09T308-DIA � � 0.8 3.4DCGW070200-DIA �
7°
6.35 2.38 2.80.05 2.4
DCGW070202-DIA � � 0.2 2.3DCGW070204-DIA � 0.4 2.1DCGW11T302-DIA �
9.525 3.97 4.40.2 3.2
DCGW11T304-DIA � 0.4 3.0DCGW11T308-DIA � 0.8 2.7SPGN090302-DIA
11°
9.525
3.18 −
0.2 3.6SPGN090304-DIA � 0.4 3.6SPGN090308-DIA � 0.8 3.6SPGN120302-DIA �
12.7
0.2 3.6SPGN120304-DIA � � 0.4 3.6SPGN120308-DIA � � 0.8 3.6SPGN120312-DIA 1.2 3.6TCGW110202-DIA
7°
6.35 2.38 2.8 0.2 2.4TCGW110204-DIA 0.4 2.2TCGW16T302-DIA
9.525 3.97 4.40.2 3.3
TCGW16T304-DIA 0.4 3.2TCGW16T308-DIA 0.8 2.9ød
s
rεa
ød1
θ
ød
s
rε 80ºa
ød1
θ
ød
s
rε55º
a
ød1
θ
ød
s
rεa
ød1
θ
ød
rε35º
a
ød1
s
θ
ød
s
rε 80ºa
ød1
θ
ød
θ
s
rε55º
a
ød1
øds
rε
a
θ
● : 재고 아이템
형상 규격
재종 치수 (mm)적용 홀더
보링 가공용S 타입
보링 가공용S 타입
보링 가공용S 타입
보링 가공용S 타입
형상 규격
재종 치수 (mm)적용 홀더
보링 가공용S 타입
보링 가공용S 타입
보링 가공용C 타입
보링 가공용S 타입
■ 포지티브 타입 ( 칩브레이커 있음 )
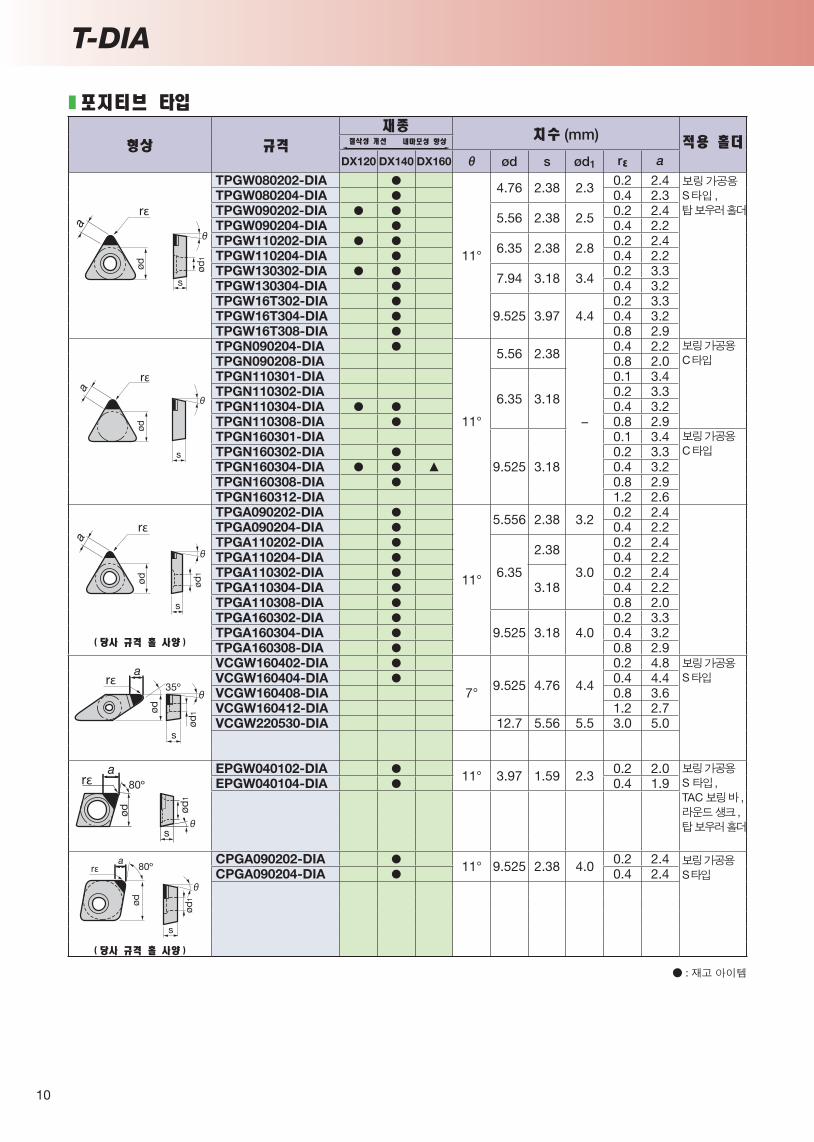
■ 포지티브 타입
절삭성 개선 내마모성 향상
절삭성 개선 내마모성 향상
T-DIA
10
DX120 DX140 DX160 θ ød s ød1 rε a
TPGW080202-DIA �
11°
4.76 2.38 2.3 0.2 2.4TPGW080204-DIA � 0.4 2.3TPGW090202-DIA � � 5.56 2.38 2.5 0.2 2.4TPGW090204-DIA � 0.4 2.2TPGW110202-DIA � � 6.35 2.38 2.8 0.2 2.4TPGW110204-DIA � 0.4 2.2TPGW130302-DIA � � 7.94 3.18 3.4 0.2 3.3TPGW130304-DIA � 0.4 3.2TPGW16T302-DIA �
9.525 3.97 4.40.2 3.3
TPGW16T304-DIA � 0.4 3.2TPGW16T308-DIA � 0.8 2.9TPGN090204-DIA �
11°
5.56 2.38
−
0.4 2.2TPGN090208-DIA 0.8 2.0TPGN110301-DIA
6.35 3.18
0.1 3.4TPGN110302-DIA 0.2 3.3TPGN110304-DIA � � 0.4 3.2TPGN110308-DIA � 0.8 2.9TPGN160301-DIA
9.525 3.18
0.1 3.4TPGN160302-DIA � 0.2 3.3TPGN160304-DIA � � � 0.4 3.2TPGN160308-DIA � 0.8 2.9TPGN160312-DIA 1.2 2.6TPGA090202-DIA �
11°
5.556 2.38 3.2 0.2 2.4TPGA090204-DIA � 0.4 2.2TPGA110202-DIA �
6.35
2.38
3.0
0.2 2.4TPGA110204-DIA � 0.4 2.2TPGA110302-DIA �
3.180.2 2.4
TPGA110304-DIA � 0.4 2.2TPGA110308-DIA � 0.8 2.0TPGA160302-DIA �
9.525 3.18 4.00.2 3.3
TPGA160304-DIA � 0.4 3.2TPGA160308-DIA � 0.8 2.9VCGW160402-DIA �
7° 9.525 4.76 4.4
0.2 4.8VCGW160404-DIA � 0.4 4.4VCGW160408-DIA 0.8 3.6VCGW160412-DIA 1.2 2.7VCGW220530-DIA 12.7 5.56 5.5 3.0 5.0
EPGW040102-DIA � 11° 3.97 1.59 2.3 0.2 2.0EPGW040104-DIA � 0.4 1.9
CPGA090202-DIA � 11° 9.525 2.38 4.0 0.2 2.4CPGA090204-DIA � 0.4 2.4
ød
s
rε
a
ød
1
θ
ød
s
rε
a
ød1
θ
80º
ød
s
rεa
ød1
θ
ød
s
rε
a
θ
35º
ød
s
rεa
ød1
θ
ød
s
rε 80ºa
ød1
θ
● : 재고 아이템
형상 규격
재종치수 (mm) 적용 홀더
보링 가공용S 타입 ,탑 보우러 홀더
보링 가공용C 타입
보링 가공용C 타입
보링 가공용S 타입
보링 가공용S 타입,TAC 보링 바,라운드 섕크,탑 보우러 홀더
보링 가공용S 타입
■ 포지티브 타입
(당사 규격 홀 사양 )
( 당사 규격 홀 사양 )
절삭성 개선 내마모성 향상
11
DX120
0
10
DX120 DX140 DX160 DX180
20
30
40
50
60
70
DX140
Vc (m/min) ap (mm) f (mm/rev) DX120 DX140 DX160 DX180
1500 (1000-2500) 0.5 (0.05-2.0) 0.1 (0.05-0.2) ○ ◎600 (400-800) 0.5 (0.05-2.0) 0.1 (0.05-0.2) ○ ◎ ○800 (500-1500) 0.5 (0.05-2.0) 0.1 (0.05-0.2) ○ ◎400 (300-500) 0.5 (0.05-2.0) 0.1 (0.05-0.2) ○ ◎400 (300-500) 0.5 (0.05-2.0) 0.1 (0.05-0.2) ◎ ○ ○700 (500-1000) 0.2 (0.05-0.5) 0.05 (0.03-0.1) ◎ ○700 (500-1000) 0.2 (0.05-0.5) 0.03 (0.01-0.05) ◎ ○
15 (10-20) 0.1 (0.05-0.2) 0.03 (0.01-0.05) ○ ○ ◎130 (100-150) 0.5 (0.05-2.0) 0.05 (0.03-0.1) ○ ◎
SVHCR2525M22VCGW220530-DIA (DX140)
Vc = 300 ~ 1200 m/min f = 0.15 mm/revap = 1 mm
DX160, DX140, DX120
100~125900 ~ 1,200 m/min30~ 60 min-1
♯ 800 / 1000,ø150
1600 min-1
6 min
표준 절삭 조건
알루미늄 합금(Si < 12%)알루미늄 합금(Si ≥ 12%)
동 , 황동
청동
탄소 / 흑연
FRP플라스틱
초경 합금(D40 ~ D50)세라믹 ( 가소결 )
적용 재종피삭재 이송절입량절삭 속도
◎:제 1 추천 ○:제 2 추천가공 사례
사용 인서트
사용 툴
알루미늄 합금
DX140 재종이 뛰어난 정삭면을 제공합니다 . 또한치핑 없이 고속 / 고정도의 가공을 가능하게 합니다 .
휠 가공
가공물 스케치피삭재
절삭 속도
이송
절입량
수용성 절삭유
절삭 조
건결과
재연삭 방법재종
사용 기계 강성이 높은 만능 툴 연삭 기계 다이아몬드 휠Bitorifaindobondo
황삭 가공 ♯ 400 ~♯ 600정삭 가공 #1,000 이상의 세밀한 것
■비고일반적으로 프리 - 호닝이 필요 없습니다 .■연삭시 주의 사항・연삭액을 충분히 공급해 주십시오 .・휠의 로딩을 막기 위해 항상 드레싱해 주십시오 .■주의절삭날의 날카로움이 정삭면 조도와 툴 라이프에 큰 영향을 미치므로 휠은 물론 드레싱 , 연삭 기계의 축방향 강성 및 런아웃에 주의를 기울여 주시기바랍니다 .
입도가 세밀해질수록 , 인서트는 날카로워집니다 . 정삭면도 크게양호해지고 , burr 없는 가공이 가능합니다 .
연삭 기계 다이아몬드 툴 연삭 기계비트리파이드본드
컵 타입 다이아몬드 휠
T-DIA,(4 재종 )
연삭 면적 64 mm2
종류
결합재
입도
집중도
휠 외주 속도
휠 스윙
연삭성 비교
연삭 후 6 분 경과
사용 휠
연삭 조
건
■
숫돌
피삭재
휠 회전 속도
연삭 시간
연삭
량(µ
m)
절삭유
Jan. 2011 (TJ)
서울특별시 금천구 가산동 60-73 벽산디지털밸리 5 차 1312 호 Tel: (02)2621-6163 Fax: (02)6393-8952 http://www.tungaloykorea.co.jp/kr/
울산광역시 북구 진장동 285-3 번지 진장디플렉스상가 2024 호Tel: (052)281-1035 Fax: (052)281-1036
대구광역시 달서구 호산동 708-5 유일빌딩 201 호 Tel: (053)585-3484 Fax: (053)585-3484
■ 본사 및 마케팅본부
■ 남부 영업소
■ 중부 영업소
ISO 9001 certifi ed ISO 14001 certifi edQC00J0056 EC97J1123Tungaloy Corporation Tungaloy Group Japan site and Asian production site18/10/1996 26/11/1997
공급처 :





























