Embed Size (px)
Citation preview

TREATMENT OF COAL SURFACES
BY RALPH A. SHEEMAN* AND J. M. PILCBER,~ JUNIOR M E ~ E B A.I.M.E.
Y surface treatment of coal is meant the application of a material, either solid or liquid, to the surface of pieces of coal. The purposes of surface treatment are varied. They may be to
identify or "trade-mark" the coal, to modify the burning characteristics, the coking tendencies, or the behavior of the ash, to prevent the freezing of wet coal, or to control the dust. The control of dust is the usual purpose of surface treatment.
TRADE-MARKING COAL
The application of color to the surface of coal for the purpose of identification and registration of the trade-mark has been practiced to some extent. In 1028, the Glen Alden Coal Co. began to color its coal and adopted the trade-mark, "Blue Coal." The Old Ben Coal Co. later followed a similar practice with "Green Coal." A commoner means of identification of coal has been the stenciling of designs or pasting labels on large lumps or in the distribution of small cardboard tags through the smaller sizes.
The details of the method used to color coal have not been revealed. Usually all of the coal is not treated, because of the expense. Only enough pieces are colored to show clearly when distributed through the coal.
The patent literature gives information on some of the methods proposed. Esselen and Weissl have patented the deposition of a coloring material in the valleys of the surface of the coal. Sperr2 covers the quenching of coke with water containing a pigment or dye that will deposit on the coke. He also suggests electroplating with copper or nickel. Glinsmann3 subjects the freshly fractured coal surface to the action of an alkali or alkali earth ferricyanide and a ferric salt. Barsky and Hanson4 specify a method for the application of the same chemicals covered by Glinsmann.
* Supervisor. Fuels Division, Battelle Memorial Institute, Columbus, Ohio. t Research Assistant, Mineral Industries Experiment Station, The Pennsylvania State
College, State College, Pa. ' References are at the end of the chapter.
663

1 654 COAL PREPARATION
I COATINGS FOR IMPROVEMEKT OF APPEARANCE
As a purchaser often judges coal by its appearance, modification of the surface has been attempted from time to time, particularly of the surface of outcrop or stored coal, which has become covered with a brown film of iron oxides, but information is lacking as to the extent or success of the practice. A few patents disclose methods for improvement of the appearance. Farley and Landons treat coal with a one per cent oxalic acid solution. Landon6 proposes the application of a glossy coat- ing by a water solution of glycerin or dextrin. Collins, in one patent,7 specifies the treatment of the coal with a solution of ammonium per- sulphate, and in another ~ a t e n t , ~ the use of a solution of hydrochloric acid and titanium chloride.
I CHEMICAL TREATMENT OF COAL
The burning of coal in poorly designed equipment and by careless methods, which was all too common for many years, led to difficulty with smoke, soot, clinker and slag, and poor efficiency in the utilization of the heat in the coal. The logical way to overcome the difficulties would be to change the equipment or the method of use, hut many inventors have sought an easy or "magical" method, which frequently has consisted of the application to the coal of a small amount of a chemical in powdered form or in solution. According to the Bureau of Mines, English and French patents were issued for such treatments as early as 1845.
Wide claims usually are made for the benefits to be derived from the chemical treatment. Although a particular treatment may obtain favorable publicity for a time, because the methods suggested for firing the treated coal usually lead to better results than those previously followed with untreated coal, no promoters of such treatments have pro- duced authoritative engineering data that conclusively prove the merits of their materials.
Te.rt.7 by Bureau of Mines
To determine whether or not chemical treatment of coal and coke has any effect on their burning characteristics and performance, the Bureau of Mines has made a thorough investigation of the subject. The results of the investigation were published in 193'7 in Bulletin 404,9 which should be read for detailed information.
The tests included 25 different chemicals with and without water, which were used in amounts of 0.2 to 2 per cent, 4 to 40 Ib. per ton of coal, in various combinations on three high-temperature and one low- temperature coke and 11 coals of 27 to 40 per cent volatile content. Some of the chemicals used were: common salt, calcium chloride, sodium
TREATMENT OF COAL SURFACES
carbonate (soda ash), potassium nitrate, chlorate, dichromate, per- manganate, sodium silicate, lead, copper and zinc salts, boric acid and borax, and molybdenum oxide. Others were used for special purposes. The results were, briefly, as follows:
1. The caking of coals that are weakly caking was somewhat reduced by somd of the treatments but treatment with water alone also reduced the caking.
a. No indication was found that the chemicals influenced the rate of evolution of the volatile matter from the coal or that there was an increase in the rate of burning of the coals, except for those coals in which the caking was decreased.
3. Sodium carbonate or soda ash and molybdenum oxide increased the rate of burning of high-temperature coke. The findings on the effect of sodium carbonate on the combustion of coke confirmed data pre- viously obtained by Fox and White.lo
4. The rate of "pick-up" of the coals in overfeed burning was not increased by treatment except with sodium carbonate. In fact, the heavy treatments with common salt, 40 lb. per ton, decreased the pick-up because of the shielding effect of the salt on the coal.
5. In underfeed burning of coal, the shielding effect of the chemicals was also evident but both copper chromate and sodium carbonate increased the rate of ignition.
6. None of the treatments decreased the tar and soot in the products of combustion or decreased the density of the smoke. The average tendency was for an increase with treatment.
7. Certain chemicals, as salts of copper and lead, and common salt to some extent, increased the ease of burning of soot deposited in the flues and chimneys. This had been shown also in Bureau of Mines Bulletin 360."
8. None of the chemicals used reduced the slagging and clinkering of the coal ash. The heavy treatments, 40 lb. per ton, materially increased the ash content of the coal and thus increased the clinker.
9. The treatments did not materially affect the distribution of the sulphur between the gases and the slag or clinker.
The methods of measurement used in these investigations were much more precise than those used in ordinary observations of the performance of chemically treated coal. Such effects as were noted might pass unnoted in field trials. I t must be concluded, therefore, that no useful result may normally be expected from the treatment of coal or coke with the chemicals used except from the use of sodium carbonate with coke.
Despite these findings, "hope springs eternal in the human breast" that someone may find a chemical that will accomplish useful results and ' 6 inventors" and "chemists" will continue to find those who are willing to try chemical treatments. Even the well-informed technologist

656 COAL PREPARATION
cannot deny that an effective treatment may be found, but all should be skeptical unless well-established data are presented.
One of the common claims for treatments is that the treated coal will burn without draft; the inference is that the oxygen required for com- bustion is supplied by the chemical. When i t is recalled that a t least 2 to 3 lb. of oxygen is required to burn each pound of coal; that a mini- mum expected cost of a chemical is one cent per pound; that the oxygen content of the chemical may not be over 25 per cent by weight; it can be seen that the cost of oxygen would a t the least be about 10 cents per pound of coal, or $200 per ton.
CONTROL OF CLINKER AND SLAG
If the ash of a coal makes troublesome clinkers on a stoker, or if an ash forms a slag too viscous for easy removal as molten slag from a slag-tap pulverized-coal furnace, it would often be desirable if materials could be added to the coal to modify the fusion characteristics in the proper direction. If the choice of addition agents is based on a consider- ation of the composition of the ash, this type of coal treatment falls into a category different from that of chemical treatment just discussed.
The possibility of the addition of fluxes to coals or directly into the hearth in the combustion of pulverized coal in slag-tap furnaces has been investigated by Sherman, Nicholls, and Taylor12 and by Nicholls and Reid.ls As the principal constituents of coal ash that act as fluxes for the silica and alumina are the iron and the lime, the addition of these would appear most promising. Lime, although widely available, does not enter rapidly into combination with viscous slag, and iron is not usually so available. Calcium fluoride, fluorspar, which is commonly used to thin out slags in open-hearth steel furnaces, is a good material to put into the hearth for temporary relief of a "frozen" slagging bottom. The best solution usually is to change the design or the method of oper- ation of the furnace to obtain higher temperatures, or the selection of a coal whose ash-fusion characteristics are better suited to the design and operating conditions of the furnace.
Small underfeed stokers used for residential heating commonly operate with removal of the ash as a clinker. Coal whose ash has a softening temperature of 2600°F. or higher may not form a hard clinker that can be readily removed with clinker tongs, particularly in mild weather. Sherman and Kaiser14 have reported the results of an investi- gation to determine the possibility of adding commonly available mate- rials to the coal or to the furnace to promote the formation of clinker in an emergency. The action of five materials-sodium silicate or water glass, sodium metasilicate, Portland cement, sodium sulphate or Glauber's salts, sodium carbonate or soda ash, and borax-on the coal was investi-
TREATMENT OF COAL SURFACES 657
gated by determination of the amount of clinker formed without and with additions varying from 1 to 4 per cent for the several materials.
The findings were that the effect of the additions was not as great as would be predicted from the chemical composition of the coal ash after addition of the material. Of the five materials tried, borax and sodium silicate were the most effective but the cost at ordinary prices for the materials in small lots might be 50 cents per ton of coal treated. Such treatment can be justified only in an emergency, when the cost of removal of the coal and replacement by another would exceed the cost of the treatment.
Any addition agents have the undesirable feature of increasing the ash content of the coal. This increase may not be excessive when fluxes are added to the coal, as the percentages required should not be large. If, however, the effect desired is an increase in the refractory properties of the ash to avoid slagging or clinkering di5culties, the amount of added materials required is likely to be greater. For example, consider an ash having 80 per cent silica and alumina and 20 per cent total fluxes. If 20 parts of a flux are added the ratio of silica plus alumina to the fluxes will be changed from 4 : l to %:I, a decidedly major change that should markedly affect the fusion characteristics. On the other hand, the addition of $20 parts of silica and alumina would change the ratio only to 5 : 1, a much lower percentage change than before.
An example of success in the addition of materials to reduce the di5culty from clinkering of the ash of coals from the northern Illinois field has been given by Harrington.16 He shows that additions of silica in the form of sand 1 to 5 per cent by weight of the dry coal did not materially effect the temperature of initial deformation or of softening of the ash in the standard cone test but did appreciably increase the fluid temperature. I n use on industrial underfeed stokers, the additions have changed the clinker from a dense, troublesome clinker to a spongy, porous mass that causes little difficulty.
Dunningham and Grumelllo have conducted' experiments similar to those of Harrington, adding shale and sand to North Staffordshire and Lancashire coals. They found that a more open and porous clinker was formed that led to a better distribution of the air and a higher net burning rate.
Such additions are practical only where the ash content of the coal is initially low or where the increase in ash content is more than offset by the decrease in difficulty with the clinker. Adoption of the practice should be preceded by carefully conducted laboratory experiments and field trials.
THE DUST PROBLEM
Because coal is relatively friable, the mining and handling breaks a part into dust that is readily carried by currents of air. Although the

658 COAL PREPARATION
fraction by weight of the coal represented by the dust may be negligible, it is often carried where i t is not wanted and may create a nuisance, or even a hazard of varying degree. In the mine, in the tipple or a t a coal dock, the dust may create discomfort, and when present in high densities it creates a hazard from explosion. In factories, it increases the difficulty of good housekeeping and may damage the product, as in paper, textile, chemical or food plants. In the home, dust raised in the delivery of coal
/ COVER
TOP SLIDE
STOP WATCH
I / GUIDES FOR POLISHED SLIDES
/ / SLIDE FOR COARSE DUST
I
-0 GUIDES FOR
-N POLISHED SLIDES
SLIDE FOR COARSE DUST
- - - - - - - - - - - - -
0 - - - - - - - - - -----.
DRAWER FOR 1 - TESTED COAL
FIG. 1.-CABINET FOR TEBTING DUSTINESS.
or in firing the furnace is a nuisance to the homemaker and increases cost of cleaning.
Measurement of Dustiness
The standard method for the measurement of the dustiness of coal and coke is that described in the A.S.T.M. Standard D547-41 originally developed by Powell and Russell.17 Fig. 1 is a dimensioned elevation drawing of the dust-testing cabinet.
A 50-lb. sample of the coal to be tested, air-dried until the rate of loss of moisture is less than 0.1 per cent per hour, is placed on the top slide and the cover is put in place. This slide is rapidly withdrawn by hand, allow- ing the coal to drop 4 ft. into a drawer a t the bottom. Exactly 5 sec. later, two polished stainless-steel slides, one on top of the other, are inserted 2 ft. from the bottom of the cabinet. The dust that remained in suspen- sion and that which rose from the bottom and sides of the cabinet begins to settle on the upper of these two slides. After 2 min. have elapsed, the

TREATMENT OF COAL SURFACES 659
upper slide is withdrawn and the settled dust swept off through a funnel into a weighing bottle. This is termed "coarse dust." After 8 additional minutes have passed, the lower slide is removed and the dust brushed from i t into a separate bottle. This is termed "float dust." The dust from each of the two slides is weighed separately to the nearest miligram, and the dust index is calculated as the weight in grams multiplied by 40.
All tests of dustiness are made in duplicate and the average results are used to calculate the reported dustiness indexes. The test is reasonably accurate; an individual test seldom varies from the average of the two by more than 10 per cent and usually by much less.
By. photomicrographic studies of the dust collected on the slides of the testing apparatus and of dust collected in a house when coal was being delivered, Sherman and Pilcherl8 have shown that the maximum equiva- lent diameter of particles of the coarse dust from the first slide was about 55 microns and of the float dust on the second slide 11 microns. These correspond, respectively, to the dust that settles near the coal bin and to that reaching the first floor of the house.
USE OF WATER TO ALLAY DUST
Because i t is readily available and its cost is low, water has long been widely used to settle the dust on coal, both in and a t the mine and in deliveries for industrial and household use. In the mine, the use of water often starts a t the face, where i t is continuously supplied to the cutting bars of the cutting machine, Water, however, has a number of disad- vantages. It does not "wet" coal readily and an excessive amount is often added to obtain rapid action. The water may drain off later and cause a nuisance, and i t will freeze in cars or in outdoor storage in winter. Although a certain amount of water is beneficial in some methods of burning coal, i t must be evaporated, and increases the loss of heat in the flue gases. The treatment is not permanent and after drying out the coal will be as dusty or dustier than before.
Few data are available on the relation of the water content of coal to the dustiness. Fig. 2 shows.'some previously unpublished data of Sher- man and Pilcher.lg Water was added to the coal and allowed to dry in the air for various periods of time. After the samples had been dropped in the testing cabinet, the total moisture a t 105OC. was determined.
The inherent, or equilibrium, moisture content of this coal is not known but apparently i t is about 2 per cent, as up to this amount there was only a slight decrease in the dustiness. Above 2 per cent, the dusti- ness index decreased sharply; a t 4 per cent total moisture, the coal was completely dustless.
Although the decrease in dustiness appears to be sharp when the moisture is expressed as a weight percentage, i t is not so sharp if con- sidered on the basis of quarts per ton, which is the common basis for

660 COAL PREPARATION
expression of the amount of oil and similar testing materials. Each per cent by weight is equivalent to 10 quarts per ton. Therefore, the addi- tion of 2 per cent of water, from 2 to 4 on Fig. 2, was equivalent to 20 quarts per ton. As will be shown later, this would be considered an excessive amount of oil.
0 I 2 3 4 5 6
MOISTURE AT 105 .C . PER CENT
FIG. %.--RELATION OF DUBTINESS INDEX OF COAL AND COKES TO TOTAL MOISTURE CONTENT.
Fig. R also includes data by Fuidge and NotonZ0 on the relation of the dustiness indexes of four cokes to their moisture contents as they decreased on drying. The dustiness of the dry cokes was less than that of the coal because the cokes were closely sized and less friable than the coal. The dustiness of cokes 2, 3 and 4 dropped quite sharply with increase in moisture content but coke No. I decreased only gradually. It can be suspected that the absorption of water intc coke No. 1 was higher than into the others.

TREATMENT OF COAL SURFACES
Addition of Wetting Agents to Water
Because of the disadvantages of the large amounts of water required to make coal dustless, the addition of wetting agents to the water has become common practice, particularly on cutter bars, in mine haulage- ways, and in tipples. The.composition of wetting agents varies widely. In general, they are organic chemical compounds whose molecular struc- ture is that of a long chain. The structures a t the two ends of the chain differ; one end is of such a nature that it will adhere to coal and the other end to water. The addition of a small amount of the proper material to water will make the water wet the coal readily. For example, finely ground coal will float on water, but with the addition of the proper wetting agent, the coal will sink a t once.
Many wetting agents have been proposed and used with coal. A few of the trade names are Aerosol, Compound M, Ninol, Perminal, Santo- merse, Sealtite, Tergitol Penetrant, and Wetsit. The amounts used depend on the concentration of the material as supplied and on its effec- tiveness; it may range from 0.1 to 1.0 per cent, 1 to 10 gal. of agent to 1000 gal. of water.
TABLE 1.-Comparative Dust Counts Without and With Wetting Agent . .
Operation
Cutting.. . . . . . . . . . . . . . . . . .
Loading. . . . . . . . . . . . . . . . . . . . .
Roadwaya. . . . . . . . . . . . . . . . . . .
Dry Water Compound M Dry Compound M Dry Compound M
I 1 I I Test on roadway made as shuttle cars passed. Roadway sprayed with 0.5 gal. 1: 1000 solution per 100 sq. ft.
Because the water with the added agent wets the coal readily, less water is required to obtain the same reduction in dustiness, and because the water spreads in a thin film on the particles rather than collecting in drops, water drains from the coal more rapidly. On these two points, the Johnson-March Corporation presents data2' showing that with their wet- ting agent less than one fourth of the amount of water was required to reduce dust to the same degree as without the agent and that % to 96-in. Pennsylvania coal soaked in water drained the same degree in min. with the wetting agent as i t did in 3 hr. without the agent. Data on another coal of unnamed size and source showed relative times of 10 and 30 min., respectively, with and without the agent, for the drainage of 35 per cent of the original water added.
666 COAL PREPARATION
The Johnson-March Company also gives information21 on the dust concentration of the air in a West Virginia mine without and with sprays of water containing their wetting agent in the ratio of one part to 1000 parts of water (Table 1). The dust counts were made with the Bureau of Mines Midget Impinger dust counter.
Hartman and G r e e n ~ a l d ? ~ have summarized some experiments of the Bureau of Mines and of British workers on the use of wetting agents to allay dust and prevent explosions. Their conclusions are that the nui- sance of dust clouds can be abated by use of water and that the use of wetting agents can help. The experience of the Bureau was that the wetting agents would not ensure against coal-dust explosions but they would greatly extend the life of rock dust.
Wetting agents do not evaporate a t ordinary temperatures and remain on the coal after i t has dried. Thus, the coal is readily re-wet when more water is applied. The wetting agents do not, however, retard the evaporation of water and therefore do nothing to make the coal perma- nently dustless.
CALCIUM CHLORIDE
Calcium chloride is a hygroscopic and deliquescent salt; that is, the vapor pressure of water is so lowered by solution of the salt that the dry salt will take up moisture from the atmosphere under normal conditions of relative humidity. If the humidity is high enough, the salt will take up enough water to dissolve the salt. The action of calcium chloride in allaying dust on coal, therefore, is one of attracting and retaining moisture on the coal.
Calcium chloride also markedly lowers the freezing point of water when in solution. For example, a 26 per cent solution of anhydrous calcium chloride in water has a freezing point of -28"F., therefore coal treated with the normal amounts of calcium chloride used for dustproof- ing will be insured against freezing to quite low temperatures.
The use of calcium chloride to treat coal for allaying dust and for preventing freezing started about 1926.23 The early users obtained the material in the form of mixed calcium and magnesium chlorides, which are by-products of salt plants. It came in drums in solid form. The cake was broken up, dissolved in water, and allowed to flow onto the coal as i t passed over the loading boom. The use spread rapidly in the West Virginia coal fields and this market attracted the attention of other producers of calcium chloride, who shipped i t in the form of flakes; flakes are much simpler to handle a t the mines. Calcium chloride is also shipped in concentrated solution of 1.4 to 1.5 sp. gr. in tank cars. The solution is readily diluted a t the point of use to the concentration desired for application to the coal.
TREATMENT OF COAL SURFACES 663
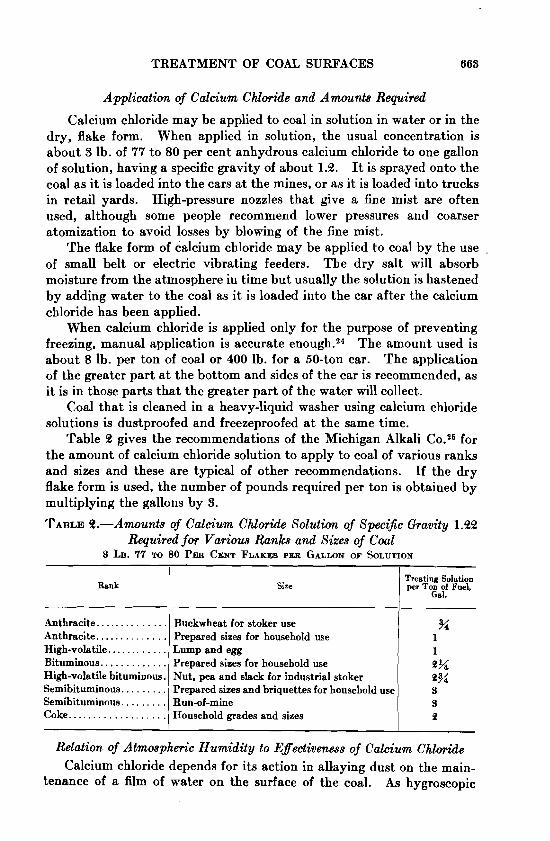
Application of Calcium Chloride and Amounts Required
Calcium chloride may be applied to coal in solution in water or in the dry, flake form. When applied in solution, the usual concentration is about 3 lb. of 77 to 80 per cent anhydrous calcium chloride to one gallon of solution, having a specific gravity of about 1.9. It is sprayed onto the coal as it is loaded into the cars a t the mines, or as it is loaded into trucks in retail yards. High-pressure nozzles that give a fine mist are often used, although some people recommend lower pressures and coarser atomization to avoid losses by blowing of the fine mist.
The flake form of calcium chloride may be applied to coal by the use .
of small belt or electric vibrating feeders. The dry salt will absorb moisture from the atmosphere in time but usually the solution is hastened by adding water to the coal as it is loaded into the car after the calcium chloride has been applied.
When calcium chloride is applied only for the purpose of preventing freezing, manual application is accurate enough.24 The amount used is about 8 lb. per ton of coal or 400 lb. for a 50-ton car. The application of the greater part at the bottom and sides of the car is recommended, as it is in those parts that the greater part of the water will collect.
Coal that is cleaned in a heavy-liquid washer using calcium chloride solutions is dustproofed and freezeproofed a t the same time.
Table 2 gives the recommendations of the Michigan Alkali Co.26 for the amount of calcium chloride solution to apply to coal of various ranks and sizes and these are typical of other recommendations. If the dry flake form is used, the number of pounds required per ton is obtained by multiplying the gallons by 3.
TABLE 2.-Amounts of Calcium Chloride Solution of SpeciJic Gravity 1.99 Required for Various Ranks and Sizes of Coal
3 LB. 77 TO 80 PER CENT FLAKEB PER GALLON OF SOLUTION
Rank 1 Size Treating Solution ) per 5;; h e , ,
% 1 1 2% %% 3 9 2
Anthracite.. . . . . . . . . . . . . Anthracite.. . . . . . . . . . . . . High-volatile.. . . . . . . . . . . Bituminous.. . . . . . . . . . . . High-volatile bituminous. Semibituminous. ........ Semibituminous.. . . . . . . . Coke.. . . . . . . . . . . . . . . . . .
Relation of Atmospheric Humidity to Effectiveness of Calcium Chloride Calcium chloride depends for its action in allaying dust on the main-
tenance of a film of water on the surface of the coal. As hygroscopic
Buckwheat for stoker use Prepared sizes for household use Lump and egg Prepared sizes for household use Nut. pea and slack for industrial stoker Prepared sizes and briquettes for household use Run-of-mine Household grades and sizes

664 COAL PREPARATION
materials absorb or lose water until the vapor pressure of the solution is equal to that of the water vapor in the atmosphere, the amount of water absorbed by calcium chloride for given atmospheric conditions can be calculated from the vapor pressures of solutions of calcium chloride of varying concentration.
If coal were a nonporous material and absorbed no moisture, the amount of moisture resulting from the addition of a given amount of calcium chloride could be calculated. Knowing the relation between the moisture content and the dustiness for the coal, the dustiness could be predicted for the given treatment.
Coal, however, is a porous material and is hygroscopic. It also absorbs or loses moisture until the vapor pressure of the water in the coal is equal to that of the water in the atmosphere. Moreover, coals vary widely in the quantity of moisture they will absorb. In saturated atmospheres, the moisture content of some coals will be less than 2 per cent; under the same conditions, that of other coals will be as much as 20 per cent.
Because the application of calcium chloride to coal involves the combination of two hygroscopic effects, the moisture content of treated coal cannot be predicted but must be determined experimentally. We do know that only surface moisture, and not that within the body of the coal, is effective in allaying dust. It is also evident that moisture absorbed from the atmosphere by calcium chloride onto the surface of coal may be absorbed into the coal; and by diffusion and osmosis, the concentration of calcium chloride in the water in the coal and on the surface will be expected to equalize until the vapor pressure is in equilib- rium with that of the water vapor in the atmosphere.
The conclusion also follows that the moisture content of a treated coal a t equilibrium with a given atmosphere is dependent on only the hygro- scopic nature of the coal, the amount of calcium chloride applied, and the vapor pressure of the water vapor in the air-not on the moisture content of the coal a t the time of treatment. For example, if the moisture content of a treated coal a t equilibrium is 5 per cent it will reach this value whether the moisture content a t the time of treatment is 1, 3, or 10 per cent. For this reason, also, i t is immaterial as to the final result whether calcium chloride is applied in the form of dry flakes or in solu- tion, if the amount applied is the same and if it is uniformly distributed.
Figs. 3 and 4 have been prepared to show the amount of water that will be absorbed by calcium chloride under various conditions of atmos- pheric humidity. Fig. 3 shows the vapor pressure of solutions of calcium &loride of various concentrations for various atmospheric temperatures calculated from data presented by Baker and WaiteSz8 This figure can be used as follows: Assume that a lot of coal is treated with 8 lb. of 80 per cent flake calcium chloride per ton and is stored in an atmosphere having

TREATMENT OF COAL SURFACES 665
a dry-bulb temperature of 80" and a wet-bulb temperature of 74°F. A psychrometric chart will show that the relative humidity is 75 per cent and that the vapor pressure of the water vapor is 0.77 in, of mercury. Fig. 3 shows that a vapor pressure of 0.77 in. is that of a solution having 33.33 lb. of calcium chloride per 100 Ib. of water st a temperature of 80". Thus, 3 Ib. of water will be absorbed per pound of calcium chloride.
SATURATED SOLUTION 0 TEMPERATURE, .F.
Fro. 3.-RELATION OF VAPOR PREBBWE OF CALCIUM CHLORIDE BOLUTIONB TO CONCEN- TRATION AND TEMPERATURE.
The 8 lb. of flake salt used per ton contained 0.8 X 8 = 6.4 lb. of anhy- drous calcium chloride. The total water absorbed by the calcium chloride, therefore, will be 3 X 6.4 = 19.2 Ib., or 0.96 per cent by weight of the coal.
Calcium chloride solutions have the characteristic that the ratio of their vapor pressures to those of water a t the same temperature remains virtually constant over a wide range of temperatures. Because of this, the water absorbed by calcium chloride will depend on the relative humidity of the atmosphere rather than on the temperature.
Fig. 4 shows the relation of the amount of moisture absorbed by the calcium chloride as a percentage by weight of the coal for various rates of application and various percentages of relative humidity. It is again

666 COAL PREPARATION
emphasized that this does not give the total moisture content of the coal nor the moisture added to the coal. Fig. 4 is of value in showing the necessity of rather high relative humidities if calcium chloride is to be effective in adding much water to the coal. If as much as 1.5 per cent of moisture must be added by the calcium chloride to keep a coal satis-
APPLIED
factorily dustless, it will be dustless only under conditions of high humidity; that is, 80 per cent or higher relative humidity when 10 lb. of calcium chloride is applied per ton. Such relative humidities are common in summer but in winter storage in dwelling basements, the relative humidity may fall to considerably lower quantities. Under such conditions the moisture content of the coal will decrease and the dustiness index will increase.
Waldeck27 has furnished data on the relative humidity of 19 basements in Michigan, New York, and Ohio, as obtained from daily or weekly readings during the heating season. One reading as high as 90 per cent

TREATMENT OF COAL SURFACES 667
was found in a very cold basement; the lowest was 21 per cent. The average maximum was 64, the average minimum was 43, and the average of all readings was 54 per cent relative humidity. Waldeck says that the humidity within the coal bins was found to be 70 per cent. Condi- tions, therefore, are relatively favorable to the maintenance of the mois- ture content of the coal.
7 0
6 0
5 0
X W p 4 0 - m 3 E 5 30 P
2 0
10
0 I M Y I WEEK l MONTH 2 MONTHS 3 MONTHS
TIME AFTER TREATMENT FIG. 5.-RELATION OF DUBTINEBB INDEX OF COKE, UNTREATED, AND COKE TREATED WITH
CALCIWM CHLORIDE TO TIME OF BTORAQE. (Data from Fuidge and Noton.lo)
Fig. 5 presents data by Fuidge and Noton20 on the dustiness of coke untreated and of coke treated with 3 ,5 and 8 Ib. of calcium chloride per ton after several different periods of storage. Unfortunately, no data were given on the moisture content of the coke nor on the humidity of the atmosphere in which the coke was stored. The untreated coke increased rapidly in dustiness through drying out. The dustiness of that treated with 3 lb. of calcium chloride per ton increased almost as rapidly as that of the untreated coal. As a dustiness index of 90 was taken as satis- factory, only the coke treated with 8 lb. per ton was properly treated after storage for one month.
Additional research is required to give the relation between the mois- ture content and the dustiness of different coals, and to fix the relation of

668 COAL PREPARATION
the amount of calcium chloride required to give various moisture contents of coals of varying hygroscopic characteristics in atmospheres of varying relative humidity. Such information would place the treatment of coal with calcium chloride on a better basis than the present empirical one.
Disadvantages of Calcium Chloride
Scollon2* has listed five disadvantages that have been claimed but not definitely proved :
1. All chemical treatments using hygroscopic salts are of a corrosive nature.
2. Rain washes off the treatment. 3. Men object to working around calcium chloride mist. 4. Treating solution must be dissolved or diluted a t the place of
treatment. 5. Porous coals absorb calcium chloride and become as dusty as ever. The corrosion produced by calcium chloride is the most frequently
cited disadvantage of this material. That a material that would keep metal surfaces wet would lead to corrosion of these surfaces is a natural conclusion. Against this reasoning is cited the fact that calcium chloride brine is used in iron pipes in refrigerating plants without corrosion. The reason that there is no corrosion under these conditions is that the metal is wet continuously and does not come into contact with oxygen. On the contrary, metal surfaces that are alternately wet and dry, as almost always occurs when a calcium chloride spray is used to wet metal surfaces, are likely to corrode. Many coal producers, however, have used calcium chloride for years without difficulty with corrosion of the metal about the tipples.
Some producers of calcium chloride add to it corrosion inhibitors such as chromates and, recognizing the danger of corrosion, all recom- mend cleaning of coal-handling equipment a t regular intervals and paint- ing with chromatic primer or red lead and chromate paint.
Manufacturers of stokers, particularly the residential stokers, fre- quently have complaints from owners of the failure of the feed screw and some claim definitely to have established that the failures are due to the use of coal treated with calcium chloride. The possibility that the corro- sion may be due to calcium chloride cannot be denied. It is also apparent that inhibitors are not likely to be effective because these depend for their action on the formation of a passive film; such a film would tend to be removed as fast as formed by the abrasion of the coal moving over the metal surface. Despite these possibilities, no authoritative data have been published that prove that calcium chloride is the principal cause of the corrosion. Research on this problem is understood to be underway a t present a t West Virginia University under the sponsorship of the Calcium Chloride Association.

TREATMENT OF COAL SURFACES 669
Because of its a$nity for water, calcium chloride has a drying effect on the skin and on leather, which explains the aversion of workmen to the use of the material. The use of rubber or cotton instead of leather gloves and the wearing of rubber boots instead of leather shoes, or the regular oiling of leather shoes, are recommended.
OIL. AND OTHER PETROLEUM PRODUCTS
The mechanism by which oil and other petroleum products reduce the dustiness of coal is a simple one. Owing to the stickiness or gummi- ness of the oil film, fine particles of dust adhere to the larger pieces of coal and small particles of dust agglomerate into larger units that are too heavy to float away in air currents.
The action is much like that of water except that it is of a more permanent nature and smaller amounts are required. Oil is not washed off the coal by rain to any appreciable extent and sticks to the coal sur- face better than does water. The rate of evaporation of any of the petroleum products commonly used for treating coal is negligible.
Oil treatment was first carried out on a commercial scale in the Pocahontas fields in 198Q.29.30 An Illinois preparation plant began similar treatment in 1934,81 principally for domestic coals, but the prac- tice spread to industrial markets about 1935. During the past five years the growth of dustless treatment has been rapid and in 1940 approxi- mately 60 per cent of the number of shipping mines of Illinois were equipped with dust-treating eq~ipment.~' Comparable figures for other states for the same year are: West Virginia, 34 per cent; Kentucky, aa per cent; Pennsylvania, 10 per cent; Iowa, 8 per cent; Ohio, 7 per cent; and Alabama, 6 per cent.
Emulsions of oil and water were used in the early year@ to accomplish uniform distribution of a small quantity of oil over the coal. The method was satisfactory during warm weather, but during cold weather freezing of emulsion in equipment and of coal in cars or trucks caused much difficulty. Straight oilsla are now used almost exclusively.
MethaE of Application of Oil
The objective in applying oil to coal is to distribute uniformly over the surface a sufficient amount of oil to prevent dust. Excess oil is both costly and technically objectionable, and insufficient treating material gives poor results. Proper methods of application will materially reduce the quantity of oil required per ton.
Equipment necessary to treat coal properly with oil consists of: (1) a storage tank; (2) pressure pump and motor; (3) supply lines, includ- ing valves and meters; (4) nozzles; (5) heating unit if hot-oil system is used. Fig. 6 shows a sketch of a typical in~tal la t ion~~ for treating coal with oil.

670 COAL PREPARATION
If the tank is aboveground, and in cold weather when the tank is below ground, a small unloading pump should be available.
The storage tank should have a capacity of about 50 per cent more than the quantity of oil received on a shipment, usually 6500, 8000, or 10,000 gal. Location underground is r e ~ o m m e n d e d , ~ ~ to decrease fire hazard. If aboveground, in the open, it should be a t least 50 ft. from all important buildings, and should be diked.
TIPPLE -
t -
I PUMP HOUSE
__C m
FROM TIPPLE
OIL METER ---a HEATER OIL FLOW -
FIG. 6.-DIAGRAMMATIC SKETCH OF TYPICAL INSTALLATION FOR TREATING COAL WITH OIL. (Fig. 13 from Bit. Coal Research Tech. a p o r t No. VI.)
The proper size of pipe lines varies greatly with the amount of coal treated per hour and the length of the pipe lines. Table 3 shows recom- mended sizes for hot-oil lines.35
TABLE 3.-Recommended Sizes of Hot-oil Lines36
Suction lines and cold-oil pressure lines require pipes of larger diameter than are indicated in Table 3. For more detailed information, manufac-
------ eo 60
100 eoo 400 600 800
1000
Circulatinga (Maximum Length 800 Ft.), Inches Rate of Treatment, Tons per Hr.
Noncirculatin . (Maximum Length 40 fit.), Inches
0 These #ises apply for a system in which circulation is accomplished by the main pressure pump.
-
W % W W ?4
1
148 a
-
% K %
1% 1% a a

TREATMENT OF COAL SURFACES 671
turers of equipment for spraying oil should be consulted. All oil lines should be of galvanized pipe and properly insulated.
Filters of about 60-mesh screen should be installed in the pipe system, and small filters may be placed in each nozzle.
The choice of nozzles is an important consideration and will depend largely on the type of treating system. Four types of nozzles ~ s e d ~ ~ , ~ ~ are :
1. The flat spray type, in which the oil passes through a narrow slit. a. The tangential type, in which the oil is subjected to tangential
whirling forces in a small chamber, producing a cone spray. 3. The thin plate, or impact type, in which the oil issues as a solid
stream through an orifice in a thin plate and is atomized by striking a ball or cone opposite the orifice.
4. The atomizing type, in which compressed air is mixed with the oil in a chamber before the orifice.
All four types may be used with hot oil, whereas the types 3 and 4 are designed particularly for cold oil.
After deciding upon the quantity of oil required per ton of coal, the proper nozzle may be selected by correlating rates of coal flow with rates of nozzle delivery. Charts are available from the manufacturers of nozzles, giving the ratings for various pressures. An oil meter should be installed a t each treating point to check the amount of oil applied to each carload.
Nozzles should be placed so that the spray just reaches to both sides of the coal stream.
The viscosity of most spray oil now being used for coal varies from 100 to 800 seconds Saybolt universal a t 100°F., though oils as high as 2500 seconds have been used recently. By "viscosity" is meant the resistance to flow; it is measured by determining the rate of flow of the oil a t the specified temperature. In the units reported above, the vis- cosity indicates the number of seconds required for 60 cu. cm. of oil heated to 100°F. to pass through a small standard orifice of a Saybolt Universal Viscosimeter.
TABLE 4.--Change in Viscosity of Oil with Change in Temperaturez9 - - -
Viscosity s t S.U. Viscosity
s t 100°F. ) BO°F. POO°F.
As the temperature is increased the oil becomes thinner, less vis- cous, and when it is decreased the oil becomes more viscous. Table 4

672 COAL PREPARATION
shows how three typical oils might change viscosity with change in t e m p e r a t ~ r e . ~ ~
Three other properties of oil that are important with respect to oil treatment are:
1. Flash point. This is the temperature a t which a flash appears on the surface of the heated oil when a small gas flame is passed over it. To avoid fire hazard, the flash point should always be above 300°F.
FIG. 7.-TYPICAL VERTICAL HOOD, SHOWING NOZZLE ARRANQEMENT. (Reprinted from Viking Mfg. Co. Hot Vapor Process Booklet.)
2. Pour point. This is the temperature a t which oil in the bottom of a jar will just barely flow when the jar is held horizontal. For straight spray oils it will vary ordinarily from -30' to O°F., although it will run higher for blends of oil with petrolatum or wax. For straight oils, the pour point should be O°F. or lower.
3. Odor. Oil should be free from objectionable odor, and will be so if properly refined.
Oil may be applied hot or cold.a0~3a~36 The cold-oil system employs pressures of 300 to 600 Ib. per sq. in. and uses impact or air atomizing types of nozzles. It is always desirable to place the storage tank below ground for the cold system, to keep the oil from becoming so viscous that i t will not flow into the pump. Advantages of this system are that heat- ing equipment and thermostats are not required. The chief disadvantage is that in cold weather difficulty is experienced with oils of more than 100 to 160 seconds S,U. viscosity at 100°F. Also, the higher pressures involve

TREATMENT OF COAL SURFACES 673
more costly piping, valves and fittings, and increase the difficulty of controlling fog.
The hot system employs pressures of 100 to 150 lb. per sq. in. and has a heater, usually thermostatically controlled, to heat the oil to about 180' to 900°F. Steam, electric or hot-air heaters may be used. The advantages of the hot system are apparent from Table 4. When the oil is maintained a t a constant elevated temperature, its viscosity is both lower and more uniform, making it possible to use oils of high or low vis- cosity and obtain constant flow rates.
In both cases it is desirable to have a loop system of piping, as shown in Fig. 6, with recirculation through the pump to keep the oil a t a relatively constant temperature.
T O O I L L I N E PRCSIGAUGL
0 A I R LINE
P R E S S U R E REDUCING VALVE
A I R O I L N O Z Z L E
L E V E R V A L V E
E c ~ A L CHUTE L I N I N G S T O C K
When fairly heavy spray materials are used, such as a mixture of oil and wax or a high-viscosity oil, the pipe lines must be heated in winter to prevent cooling in transit and to assist in starting up on a cold morning. This may be accomplished by steam-jacketed pipes, by companion pipes carrying steam, or by a "dual" system in which a separate pump and heater are used to circulate a hot, generally low-viscosity, oil through pipe lines in the storage tank and through companion lines attached to the piping of the main spray system. (See Fig. 9.)
Equipment for Treating Coal with Oil
Proper equipment and arrangement of nozzles and hoods is essential to a satisfactory oil-treating system.
Nozzles may be placed at one or more of the following points, the main idea being to treat the coal where it is rolling or tumbling: (1) near the knuckle, middle portion or end of the loading boom; (2) on the inside or outlet of vertical chutes, especially in the case of slack coals; (3) above conveyor equipment; (4) a t the end of shaker screens.
Because mixing and lapse of time increase effectiveness, treatment should occur as far ahead of loading as convenient. In any event, hoods

......... "".'..' FIG. 9.-DUAL SYSTEM FOR APPLYING HEAVY TREATING MA-
TERIALS. (Reprinted from Viking Mfg. Co. Hot Vapor Process Booklet.)
.......................

TREATMENT OF COAL SURFACES 675
should be used to avoid windage loss and maintain the temperature of the oil. The fire and accident hazard is also decreased by preventing the oil mist from collecting on parts of the tipple or on railroad tracks.
The detailed arrangement of nozzles and hoods is a special job for each installation, but certain principles to consider will be pointed out and illustrated.
Fig. 7 shows a typical hood and nozzle arrangement for treating coal as it drops from a chute.
H E A W TREATING OIL LINE- U G H T .HEATING OIL L I N E -
HAND VALVE 7
ELECTRICAL CONDUIT -,.
7 NOZZLE
HOT OIL METER 7
Fig. 8 shows a setup for treating stoker coal with an air-oil nozzle. Notice the lever for automatically operating the valve to maintain a constant ratio of oil to coal flow.
In both arrangements, a fine mist of oil, enclosed by a hood, sur- rounds the tumbling coal.
As previously mentioned, the use of the recently developed heavy treating materials requires a "dual " system to keep the viscous material sufficiently warm and fluid so that i t may be pumped through the system and properly atomized. Fig. 9 shows the complete layout for such a system.

676 COAL PREPARATION
Fig. 10 shows a photograph of a recently developed nozzle manifold heater used to provide uniform application of the heavier bodied treating oils required for some of the low-rank coals. Because of rapid decrease in temperaturela of oil as it leaves an unheated nozzle, such equipment is desirable, especially with the more.viscous materials.
QUARTS PER TON
FIG. 11.-RELATION OF COARSE DUST TO AMOUNT OF VARIOUS SPRAY MATEEIIALB APPLIED T O DRY ILLZNO~B NO. 6 BEAM COAL, ONE MONTH AFTER TBEATMENT.
(Fig. 3 of Bit. Coal Research Tech. Report No. VI.)
Relation of Type and Amount of Spray Material to Type of Coal Treated.-Different types and sizes of coal require markedly different amounts and types of treating material. Much can be saved by a proper analysis of this relationship. Experimental results obtained a t Battelle Memorial I n ~ t i t u t e , ~ ~ presented in Figs. 11 to 16, will serve as a guide in solving this problem. The data were obtained by treating coals with the petroleum products specified and testing for dustiness after vari- ous intervals of storage. The dust index was determined by use of the A.S.T.M. standard method previously described.

TREATMENT OF COAL SURFACES 677
As the rank of the coal increases from Illinois No. 6 seam, through Pittsburgh and Island Creek up to Pocahontas No. 3, the viscosity of the oil becomes less important. For example, the 600 viscosity oil was much more effective than 200 viscosity oil on Illinois No. 6 seam coal, whereas on Pocahontas No. 3 seam coal they were equally effective.
400 SPRAY MATERIAL TEMP.' 200.E
PRESSURE + 128 LB./SQ. IN.
350
300
I- V) 3 0 , 250 ul a a 0 0
' 200 X W 0 P V) g IS0 Z I- V) 3 0
10 0
80
0
QUARTS PER TON FIG. 1%-RELATION OF COARBE DUBT TO AMOUNT OF VARIOUB SPRAY MATERIAL8 APPLIED TO
WET ILLINOIS NO. 6 BEAM COAL, ONE MONTH AFTER TREATMENT. (Fig. 4 of Bit. Coal Research Tech. Report No. VI.)
The lack of effectiveness of the 200 viscosity oil on the Illinois No. 6 coal is attributed to the loss of oil into minute cracks within the structure of the coal. Any oil absorbed into the internal structure of the coal loses its effectiveness in the elimination of dust. Because more viscous materials, including petrolatum, are absorbed a t a lower rate than oils

678 COAL PREPARATION
of low viscosity, they are more permanently effective on the Illinois No. 6 coal treated.
Another important factor to be considered in determining the amount of oil required per ton of coal is size distribution, or amount of fine material present. The practice a t some mines is to apply a certain
number of gallons per carload regardless of the coal size. The fallacy of such a practice is well illustrated in Fig. 17.18
Reduction to a coarse dust index of 80 requires about 0.5 qt. per ton of 1% to %-in. coal, 3.0 qt. per ton of 1%-in. to 0 coal, and 8.0 qt. per ton of %-in. slack. The uniform application of a gallon per ton for all sizes would mean overtreatment of the double-screened coals and under treatment of the small slack sizes.
480
426
360
+ cn 2 3 0 0
W cn
I I I ILLINOIS Na 6, 48 1. X 13/16 INCH
SPRAY MATERIAL TEMR = 200.F. , .." PRESSURE = I I L8./SQ. IN. .:' - 6.0 QUARTS PER TON ,:"
.. ...o
a 8 ?'
240 . U
I
X
180
BLEND . 480 VIS.
0 0 2 4 6 8 10
MONTHS AFTER TREATMENT FIG. 13.-RATE OF CHANGE OF COARSE DUST WITH TIME AFTER TREATMENT OF ILLINOIS
N O . 6 BEAM COAL WITH B M QUARTS O F VARIOUB SPRAY MATERIALS P E R TON. (Fig. 5 of Bit. Coal Research Tech. Report No. VI.)
. OIL "8'; 2 0 0 VIS.

TREATMENT OF COAL SURFACES
Efect of Oil Treatment Other than Laying Dust
Numerous secondary benefits are claimed as a result of oil treatment, in addition to elimination of dust. Some of these claims, listed here, have substantiating data and some are questionable: (1) improved
2 4 0
210
180
I- m 3 P
150 V) a d 0
' 120 X W n Z m
9 0 t I- V) 3 0
6 0
. . . . . . . . . . OIL "H: 2 0 0 VIS. -.-.-.-
3 0 LIGHT PET- OIL - BLEND ----- OIL "J': 4 0 0 VIS. --- OIL "K': 6 0 0 VIS.
0 0 I 2 3
QUARTS PER TON 2.923
F I G . RELATION O F COARSE DUST TO AMOUNT O F VARIOUS BPRAY MATERIALS APPLIED IN LABORATORY TO PITTBBURGH BEAM COAL. TEBTED THREE MONTHS AFTER TREATMENT.
(Fig. 6 of Bit. Coal Research Tech. Report No. VI.)
ignition and burning characteristics; (2) decreased freezing; (3) water- shedding effect; (4) reduced windage loss of fines in transit and during outdoor storage; (5) decreased segregation and arching; (6) preservation of metal parts with which coal comes in contact; (7) reduced tendency toward spontaneous heating during storage; (8) reduced air slacking and disintegration; (9) improved carbonization practice.

680 COAL PREPARATION
Several of these secondary benefits for which authoritative informa- tion is available are discussed briefly in the following paragraphs:
1. Orgain and Edwards36 report that oil treatment can be a cause of smoke by affecting the combustion rate of coal. Easily ignitible, free-
QUARTS PER TON
15.-RELATION OF COARBE DUBT TO AMOUNT OF TWO 100 AND 200-SECOND-VIBCOSITY OILB APPLIED TO IBLAND CREEK BEAM COAL, ONE WEEK AFTER TREATMENT.
(Fig. 7 of Bit. Coal Research Tech. Report No. VI.)
burning coals show the least change from treatment with medium amounts of oil. In general, they found that light oil in limited quantities had little effect, but that heavier oils slowed ignition and rate of moisture release.
Burning testsa3 in underfeed stokers of coals from the Pittsburgh, Island Creek, Thick Freeport, and Pocahontas No. 3 seams indicate that

TREATMENT OF COAL SURFACES 681
oil treatment, in amounts required to eliminate dust nuisance, has no appreciable effect on the performance of the coals.
2. Where there is no great excess of moisture, oil treatment will materially reduce difficulty encountered from freezing of coal in cars and bins.
OIL TEMPERATURE 8 200.F. OIL PRESSURE 8 125 LB./ SO. IN.
TESTED AFTER ONE WEEK'S STORAGE
OIL-D: 100 VIS. * - - - - - - - - - - 0
OIL 'A: 2 0 0 VIS. b-- - - 4 OIL -6: 4 0 0 VIS. - 4
OIL 'IF:' 6 0 0 VIS. -
0 . 0 I 2 3 4 5 6
QUARTS PER TON
F I ~ . 16.- ELATION OF COARSE DUST TO AMOUNT OF 100, %oo, 400, AND 600-SECOND- VIBCOBITY OIL APPLIED TO POCAHONTAB % TO %-INCH COAL, ON* WEEK AFTER TREATMENT.
(Fig. 9 of Bit. Coal Research Tech. Report No. VI.)
3. The protective coating provided by oil treatment leads to a tend- ency to shed water. The true value of this effect is not definitely known.
7. Ambrose and Gasparis7 have shown by laboratory experiments that the rate of absorption of oxygen by coal larger than 10 mesh is materially reduced by the application of oil in amounts that are com- monly used for elimination of dust. They concluded that the film of oil clogged the pores in the coal and thus prevented the absorption of oxygen. Field storage testssa on Illinois No. 5 and Pittsburgh-seam coals indicated

683 COAL PREPARATION
that oil treatment does not tend to increase spontaneous heating of coal and may retard heating.
8. Ramsburg and M ~ G u r 1 ~ ~ found the following advantages from the use of oil during carbonization of coal: ( a ) a definite specific gravity is maintained in the gas with the removal of light oil; ( b ) a high specific
5 6 0 ! ISLAND CREEK SEAM
ONE WEEK AFTER TREATMENT 1
OIL -QUARTS PER TON
FIG. I~.-RE~ATION OF COARSE DUBT TO AMOUNT OF 900-BECOND-VISCOS~TY OIL APPLIED TO THREE DIFFERENT BIZEB OF ISLAND CREEK SEAM COAL, ONE WEEK AFTER TREATMENT.
(Fig. 9 from paper of Amer. Soc. Mech. Engrs., vol. 60, page 102.)
gravity of the gas is maintained; (c) a definite volume of sendout gas is maintained with reduced coke production; (d) plant capacity for gas is increased; (e) bulk density of the coal mix charged to the ovens is increased, thus plant capacity for coal is increased; Cf) dust, moisture pickup, and weathering of coals in storage or transit are decreased. The use of oil on coal is reported as having no deleterious effect on the tar, light oil, or coke.

TREATMENT OF COAL SURFACES
OTHER TREATING MATERIALS
In addition to water, calcium chloride, and oil or asphalts, other treat- ing materials have been suggested, patented, and used. Calcium chloride often is the base of these materials. For example, a patent t o Kleinicke and H e ~ e n o r ~ ~ specifies a treating material made up of calcium chloride, cornstarch containing glutin, and water. Kleinicke40 has patented a
comprising a deliquescent salt with a hygroscopic colloidal solid coated with a nondrying oil. He has also a patent41 covering the use of a mixture of an oil having a viscosity of not less than 100 seconds a t 10O0F. with common rosin in proportions of from one part of rosin to one part of oil to ohe part of rosin to nine parts of oil. Absorption of the oil is claimed to be reduced.
Godwind2 has published data on the dustiness index of stoker and pea coals from the Pocahontas No. 4 seam before and after treatment with Coaladd, formerly called Coalaid, a treating material that does not con- tain oil, marketed by the Johnson-March Corporation, and after storage under a vacuum of 97 in. of mercury, and in atmospheres having relative humidities of 10, 20, 30, and 50 per cent. The duqtiness indexes of the treated coals were markedly lower than those of the untreated coals- for example, 1% and %38, respectively, for one coal-but the data c nnot f be compared with those given for coal treated with water, c cium chloride, or oil because no information was given on the rate of application of the treating material.
The variation in relative humidity of 10 to 30 per cent on the storage under vacuum made little difference in the dustiness but the increase to 50 per cent relative humidity appreciably reduced the dustiness of the coal. If the vapor pressure of the treating material is similar to that of calcium chloride, the results cited are explained from the relation of moisture absorbed by coal to the humidity that was shown in Fig. 4. Changes of humidity in the low percentages made little difference in the moisture content of the coal.
A related report43 also presents the results of tests on the corrosion of metals by solutions of Coalaid in which the conclusion is reached that the material was less corrosive than plain water. The results are not conclusive, however, as the samples were wet continuously both in the bath and spray tests instead of being alternately wet and dried. The extent of corrosion was measured by change in weight of the samples but the products of corrosion were not removed before the second weigh- ing; some samples showed a gain in weight, as would be expected because of the accumulation of products of corrosion.
Another recent patent is that of Work and Z e t t e r ~ t r a n d , ~ ~ who specify the use of bentonite, a hydrous clay, and other materials. One preferred formula given is: bentonite, 208 lb., calcium chloride, 1750 lb., molasses,

684 COAL PREPARATION
1450 Ib., aluminate stearate, 8 lb., Tergitol, 3 lb., water to make 1000 gallons.
Other suggested mixtures are bentonite and calcium chloride, ben- tonite and molasses, bentonite and glycerin or ethylene glycol. Data on the effectiveness of this treatment are not available.
REFERENCES
1. G. J. Esselen. Jr., and M. M. Weiss: Treating Coal with Coloring Matter. U. S. Patent No. 1688695 (1929).
2. F. W . Sperr, Jr.: Coloring Coke to Give it a Distinctive Appearance. U. S. Patent No. 19B214 (1933).
3 . W. F . Glinsmann: Coloring Coal. U. S. Patent No. 2129901 (1938). 4 . G. Barsky and W. C. Hanson: Coloring Coal. U. S. Patent NO. 2129902 (1938). 5. E. Farley, and N. R. Landon: Improving the Appearance of Discolored Coal. U. S.
Patent No. 1748555 (1930). 6 . N. R. Landon: Coating Coal to Improve its Appearance. U. S. Patent No. 1748384
(1930). 7 . E. V. Collins, Jr.: Improving the Appearance of Discolored Coal. U. S. Patent No.
1781102 (1931). 8 . E . V. Collins, Jr.: Improving the Appearance of Discolored Coal. U. S. Patent No.
1781103 (1931). 9 . P. Nicholls, W. E. Rice, B. A. Landry and W. T. Reid: Burning of Coal and Coke
Treated with Small Quantities of Chemicals. U. S. Bur. Mines Bull. 404 (1937). 10. D. 0. Fox and A. H. White: Effect of Sodium Carbonate upon Gasification of Carbon
and Production of Producer Gas. Ind. and Eng. Chem. (1931) 23, 259-266. 11. P. Nicholls and C. W. Staples: Removal of Soot from Furnaces and Flues by the Use
of Salts and Compounds. U. S. Bur. of Mines Bd1.360 (1932). 1%. R. A. Sherman, P. Nicholls and E. Taylor: Study of Some Factors in the Removal of
Ash as Molten Slag from Powdered-coal Furnaces. T ~ a n s . Amer. Soc. Mech. Engrs. (1929) 61,99!3-413.
19. P . Nicholls and W. T. Reid: Fluxing of Ashes and Slags as Related to the Slagging-Type Furnace. T ~ a n s . Amer. Soc. Mech. Engrs. (193%) 64, 167-190; Slags from Slag-Tap Furnaces and Their Properties. Ibid. (1934) 6 4 447-465.
14. R. A. Sherman and E. R. Kaiser: Clinker Formation in Small Underfeed Stokers. Bituminous Coal Research, Inc., Inf. Bd1 .1 (1936) 10.
15. J . Harrington: Controlling Characteristics of Ash. Combustion (1941) 12, 41-45. 16. A. C. Dunningham and E. S. Grumell: Control of the Physical Properties of Clinkers
by Various Additions to the Coal. Jnl . Inst. of Fuel, London (1941) 16, 29-96. 17. A. R. Powell and C. C. Russell: Method for Determining the Dustiness of Coal and
Coke. Ind. and Eng. Chem., Anal. Ed. (1933) 6, 340-341. 18. R. A. Sherman and J. M. Pilcher: Progress Reports on Research on the Oil Treatment
of Coal, unpublished. 19. R. A. Sherman and J. M. Pilcher: An Experimental Investigation of the Use of Oil in
the Treatment of Coal. T ~ a n a . Amer. Soc. Mech. Engrs. (1938) 60, 97-109. go. G . H. Fuidge and C. H. Koton: Some Experiments on the Dustproofing of Coke. Coke
and Smokeless Fuel Age, London (1941) 3, 84-87. 21. Anon,: Mine Dust Can Be Controlled. Sales Booklet, The Johnson-March Corpora-
tion, New York. 22. I . Hartman and H. P. Greenwald: Use of Wetting Agents for Allaying Coal Dust in
Mines. U. S. Bur Mines I . C. 7131 (1940). 23. W . A. Tissue, Mt. Hope, West Virginia. Private communicstion.

TREATMENT OF COAL SURFACES
%. Anon.: A Study of Coal Treating Experience. Calcium Chloride Assn. Bull. 37. 25. Anon.: How to Dustproof Coal and Coke. Trade Bull., The Michigan Alkali Co. 26. E. M. Baker and V. H. Waite: Vapor Pressure of System Calcium Chloride-Water.
Chem. and Met. Eng. (1931) 26, 1174-1176. 37. W. F. Waldeck, Assistant Director of Research, Michigan Alkali Co. Private communi-
cation. 38. R. Scollon: Problems Related to the Dustproofing of Coal. Proc. Fourth Annual Coal
Conf., West Virginia Univ. (1941) 91-95. 39. H. H. Morris: !~evelo~ments in the Oil Treatment of Coal. Proc. Appalachian
Coals, Inc. (1935) 2, 391-299. SO. H. H. Morris: Dustless Treatment of Coal. Univ. Ill. Eng. Expt. Sta. Circular (1937)
36, 187-195. 31. C. M. Smith and C. G. Ball: Supplementary Preparation Facilities. Mechannual
(1940) 163-163; Mechanization. Inc. Washington. D. C. 32. B. N. Beaman: Oil for Dustless Treatment. Proc. Short Course on Coal Utilization,
Univ. 111. (1935) 3 7 4 3 . 33. J. M. Pilcher and R. A. Sherman: The Treatment of Coal with Oil and Other Petroleum
Products. A.I.M.E. Contn'b. 113 (1939). Also as Tech. Report VI, Bituminous Coal Research, Inc.
34. Processes, Hazards, and Protection Involved in the Spraying of Flamable Dedusting Agents on Solid Fuels. Nat. Board of Fire Underwriters, 85 John St., New York (1938) 17-31.
35. Anon.: Quiz Book on the Oil Treatment of Coal. Published by Bituminous Coal Research, Inc.; Standard Oil Company of New Jersey; Sun Oil Co. and Viking Mfg. Co., 1939. Fifty questions and answers.
36. S. Orgain and P. Edwards: The Effect of Oil Treatment on Burning Characteristics. Coal Heat (July 1941) 40 ,4943 .
37. H. A. Ambrose and H. J. R. Gaspari: Oil for the Dedusting of Coal. Polae~ (1937) 81, 378-380.
38. C. J. Ramsburg and G. V. McGurl: Carbonization of Coal-Oil Mixtures. Amer. Ga8 Jnl. (1940) 163 (5), 59-64.
39. W. E. Kleinicke: Composition of Matter. U. S. Patent No. 2338776 (1941). 40. W. E. Kleinicke and G. P. Hevenor: Method and Composition for Treating Coal.
U. S. Patent No. 3116882 (1938). 41. W. E. Kleinicke: Composition for Treating Coal. U. S. Patent No. 3e43Sg8 (1941). 43. F. W. Godwin: Effect of Storage Conditions upon Dust-Allaying Coal Treatment.
Coal Heat (Aug. 1940) 36, 16-18. 43. Anon.: Permanence of Coal Dust Allaying Action of Coalaid and Comparative Corro-
sion Studies of Coalaid on Metals. Published by Johnson-March Corporation, 1039. 44. L. T. Work and R. E. Zetterstrand: Treatment of Solid Fuel to Reduce Dustiness.
U. S. Patent No. 3350387 (1941).