Embed Size (px)
Citation preview

Powder Metallurgy Progress, Vol.8 (2008), No 3 183
RATIO TENSILE STRENGTH-VICKERS HARDNESS IN SINTERED STEELS AS A FUNCTION OF THE SINTERING TEMPERATURES
M. Momeni, Ch. Gierl, H. Danninger
Abstract It is well known that for wrought steels with bcc lattice there is a reasonably good correlation between the tensile strength, UTS and the Vickers hardness HV. The ratio UTS/HV given in the literature is usually in the range 3.0 to 3.8; in DIN 50150 it is reported as about 3.2. For PM steels sintered at 1120°C minimum it has been found that the range 3.0 to 3.8 is also well applicable; for lower sintering temperature the factor is less well defined. In this research work, the relationship UTS-HV has been investigated for the sintering temperature range 700-1300°C, unalloyed and Mo prealloyed steels being prepared. It has been found that UTS/HV in fact decreases with lower sintering temperature; this effect is more pronounced with the Mo prealloyed steel than with plain Fe-C. Keywords: tensile strength, Vickers hardness, sintering temperature, sintered steels
INTRODUCTION Effects of the sintering process on mechanical properties of ferrous PM materials
were studied frequently [1-3]. Some researchers have compared these results with wrought steels. For instance, it has been stated that at relative density levels ≤0.9, fracture toughness and strength are both governed by the proportion of the material that is actually used to absorb strain energy in the sinter necks between particles [4], but at ρrel ≥ 0.95, the relationship between toughness and strength is similar to those for wrought steels, This can be attributed to the change of microstructural type, from the “sponge” structure with interconnected porosity to the “swiss cheese” type with isolated pores [5]. On the other hand, fracture toughness generally diminishes as strength increases [6]. It is commonly known by mechanical design engineers that the tensile strength of steel can be estimated by its hardness value [7], in DIN50150 this ratio, i.e. tensile strength-Vickers hardness was reported as about 3.2[8]. Many researchers have investigated these two mechanical properties in PM steels, but there has been little research to obtain the ratio Rm/HV in a wide range of manufacturing parameters, especially at low sintering temperatures. It was presented previously [9], that for plain iron with widely varying porosity and different sintering parameters the ratio Rm/HV is found to be between 3.0 and 4.0, only at very low density, <6.2 g.cm-3 , slightly lower values being recorded. Some researchers [10-13] investigated tensile and hardness values but did not give the ratio. In this work, the influence of the sintering temperature on contact formation, microstrutural changes and finally calculating tensile strength-Vickers hardness ratio was to be assessed. Sintering runs were performed at widely varying temperatures to obtain a reasonable comparison between Mohammad Momeni, Christian Gierl, Herbert Danninger, Institute of Chemical Technologies and Analytics, Vienna University of Technology, Vienna, Austria
Powder Metallurgy Progress, Vol.8 (2008), No 3 184 two sintered steels, i.e. Fe-0.5%C and prealloyed Fe-1.5%Mo-0.7%C. It is clear that for studying the effect of sintering temperatures, materials with homogeneous microstructure are better suited, because separation of the pore effect and the heterogeneity effect is difficult in practice [14].
EXPERIMENTAL PROCEDURES Water atomised iron powder grade (Höganäs ASC 100.29) and prealloyed powder
Fe-1.5% Mo (Höganäs Astaloy Mo) were used for this experiment. Natural graphite UF4 was used as an additive and 0.5% HWC as a lubricant, and two chemical compositions were produced, i.e. Fe – 0.5% C and Astaloy Mo – 0.7% C. Powders were mixed in a tumbling mixer for 60 min. Tensile test bars (ISO 2740) were prepared by compacting at 600 MPa. The specimens were first dewaxed at 600ºC for 30 min in flowing high purity N2 in a small tube furnace. After that they were sintered in N2 at widely varying temperatures, between 700 and 1300°C with 100°C interval, in a large pusher furnace with gas tight superalloy retort, isothermal sintering time was 60 minutes. The cooling rate was approx. 0.5ºC/s average. Green and sintered densities were measured using the Archimedes method (DIN ISO 3369). Dimensions were measured with precision of 0.01 mm for each sample, and the dimensional change during sintering was calculated. Tensile tests were conducted using a Zwick 1474 universal testing machine with crosshead speed of 5 mm/min. From the test results, ultimate tensile strength (Rm), yield strength (Rp0.2) and elongation (α) were calculated. Hardness HV30 was measured on both punch and die surfaces and also on the cross section; each value is a mean of at least 3 hardness measurements, and then tensile strength- Vickers hardness ratio was calculated. Metallographic sections were prepared by grinding and polishing, and the samples were etched with 1% Nital reagent [15]. Tensile fracture surfaces were studied by SEM.
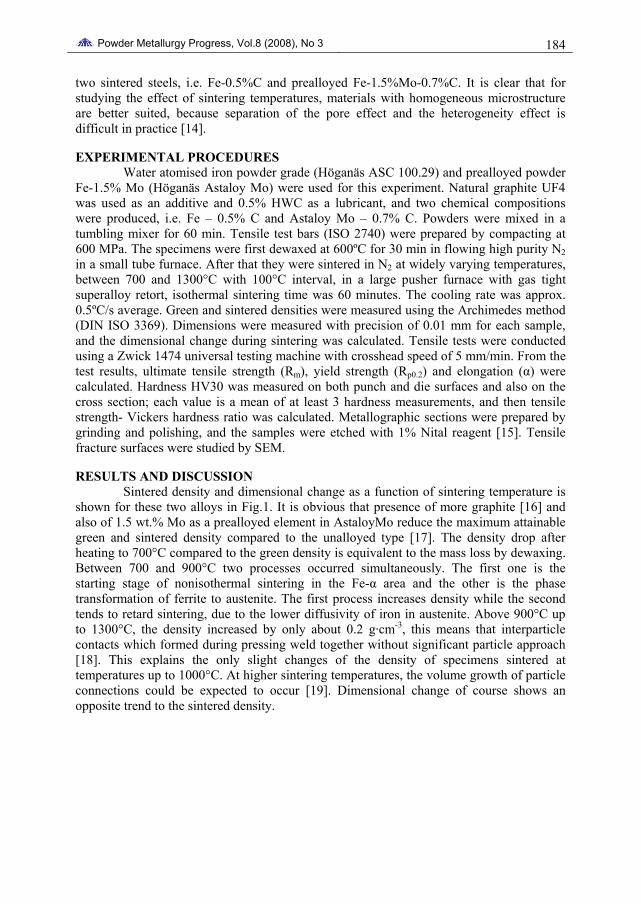
RESULTS AND DISCUSSION Sintered density and dimensional change as a function of sintering temperature is
shown for these two alloys in Fig.1. It is obvious that presence of more graphite [16] and also of 1.5 wt.% Mo as a prealloyed element in AstaloyMo reduce the maximum attainable green and sintered density compared to the unalloyed type [17]. The density drop after heating to 700°C compared to the green density is equivalent to the mass loss by dewaxing. Between 700 and 900°C two processes occurred simultaneously. The first one is the starting stage of nonisothermal sintering in the Fe-α area and the other is the phase transformation of ferrite to austenite. The first process increases density while the second tends to retard sintering, due to the lower diffusivity of iron in austenite. Above 900°C up to 1300°C, the density increased by only about 0.2 g·cm-3, this means that interparticle contacts which formed during pressing weld together without significant particle approach [18]. This explains the only slight changes of the density of specimens sintered at temperatures up to 1000°C. At higher sintering temperatures, the volume growth of particle connections could be expected to occur [19]. Dimensional change of course shows an opposite trend to the sintered density.
Powder Metallurgy Progress, Vol.8 (2008), No 3 185
6,8
6,9
7,0
7,1
7,2
700 800 900 1000 1100 1200 1300Temperature (°C)
Den
sity
(g/c
m3 )
Fe-0.5%CAstMo-0.7%C
Green density
A - Sintered and green density
-0,6
-0,4
-0,2
0,0
0,2
0,4
700 800 900 1000 1100 1200 1300Temperature (°C)
Dim
ensi
onal
cha
nge
(%)
Fe-0.5%CAstMo-0.7%C
B - Dimensional change
Fig.1. Dimensional properties as a function of sintering temperatures, compacted at 600 MPa, sintered 60 min in N2, A - sintered and green density, B - dimensional change.
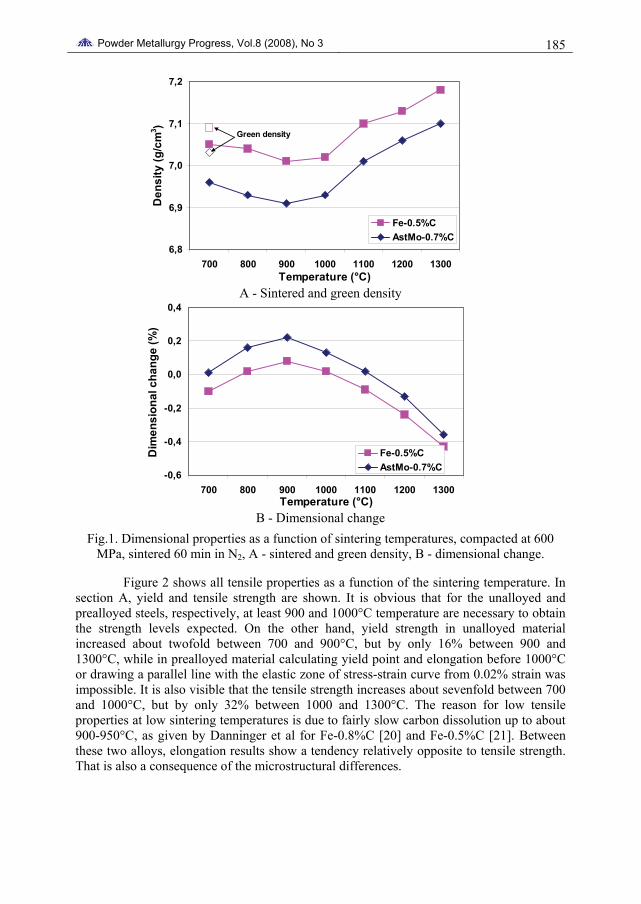
Figure 2 shows all tensile properties as a function of the sintering temperature. In section A, yield and tensile strength are shown. It is obvious that for the unalloyed and prealloyed steels, respectively, at least 900 and 1000°C temperature are necessary to obtain the strength levels expected. On the other hand, yield strength in unalloyed material increased about twofold between 700 and 900°C, but by only 16% between 900 and 1300°C, while in prealloyed material calculating yield point and elongation before 1000°C or drawing a parallel line with the elastic zone of stress-strain curve from 0.02% strain was impossible. It is also visible that the tensile strength increases about sevenfold between 700 and 1000°C, but by only 32% between 1000 and 1300°C. The reason for low tensile properties at low sintering temperatures is due to fairly slow carbon dissolution up to about 900-950°C, as given by Danninger et al for Fe-0.8%C [20] and Fe-0.5%C [21]. Between these two alloys, elongation results show a tendency relatively opposite to tensile strength. That is also a consequence of the microstructural differences.
Powder Metallurgy Progress, Vol.8 (2008), No 3 186
50
250
450
650
600 800 1000 1200 1400
Temperature (°C)
Rp0
.2, R
m (M
Pa)
Fe-0.5%CAstMo-0.7%C
Rp0.2
Rp0.2
A - Tensile and yield strength
0
2
4
6
700 800 900 1000 1100 1200 1300
Temperature (°C)
Elon
gatio
n (%
)
Fe-0.5%CAstMo-0.7%C
B - Elongation
Fig.2. Tensile properties versus sintering temperature for specimens compacted at 600 MPa, sintered 60 min in N2, A - Rp0.2, Rm; B - elongation (α).
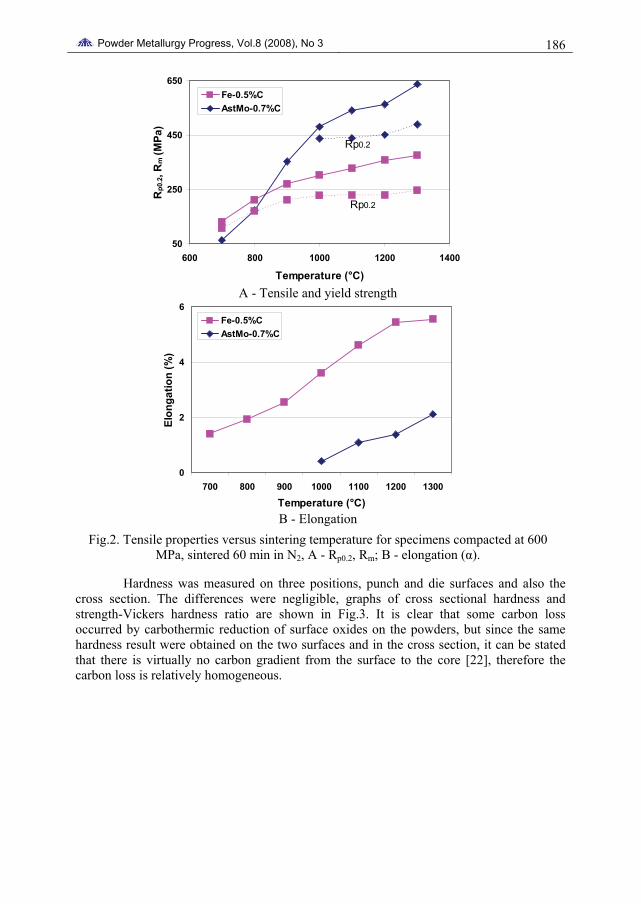
Hardness was measured on three positions, punch and die surfaces and also the cross section. The differences were negligible, graphs of cross sectional hardness and strength-Vickers hardness ratio are shown in Fig.3. It is clear that some carbon loss occurred by carbothermic reduction of surface oxides on the powders, but since the same hardness result were obtained on the two surfaces and in the cross section, it can be stated that there is virtually no carbon gradient from the surface to the core [22], therefore the carbon loss is relatively homogeneous.
Powder Metallurgy Progress, Vol.8 (2008), No 3 187
0
50
100
150
200
600 800 1000 1200 1400Temperature (°C)
har
dnes
s(H
V30)
Fe-0.5%CAstMo-0.7%C
A - Hardness
y = 1,898Ln(T) + 0,572R2 = 0,974
y = 0,796Ln(T) + 2,429R2 = 0,949
0
1
2
3
4
5
700 800 900 1000 1100 1200 1300Temperature (°C)
Rm/H
V cro
ss
Fe-0.5%CAstMo-0.7%C
B - Rm/HV30 ratio
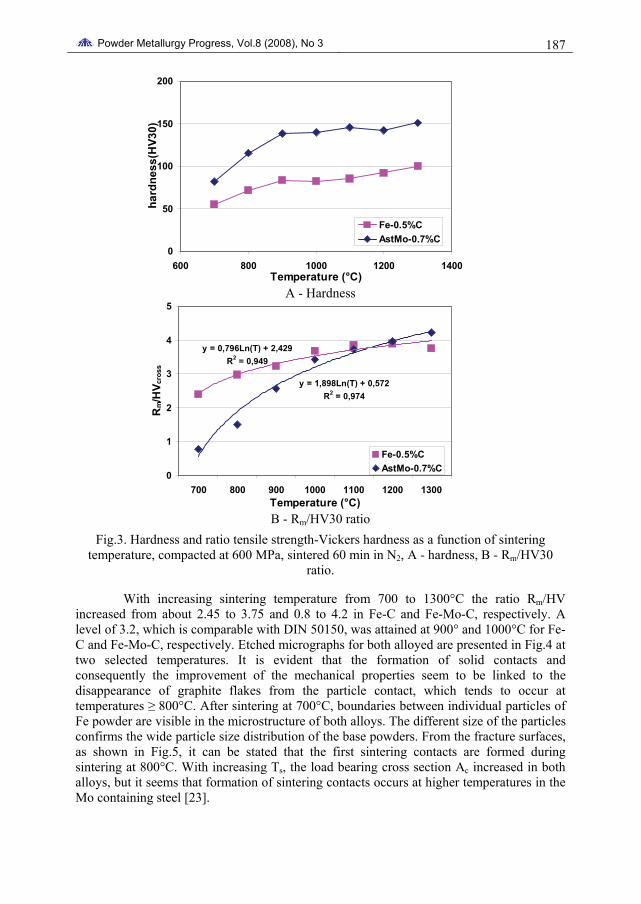
Fig.3. Hardness and ratio tensile strength-Vickers hardness as a function of sintering temperature, compacted at 600 MPa, sintered 60 min in N2, A - hardness, B - Rm/HV30
ratio.
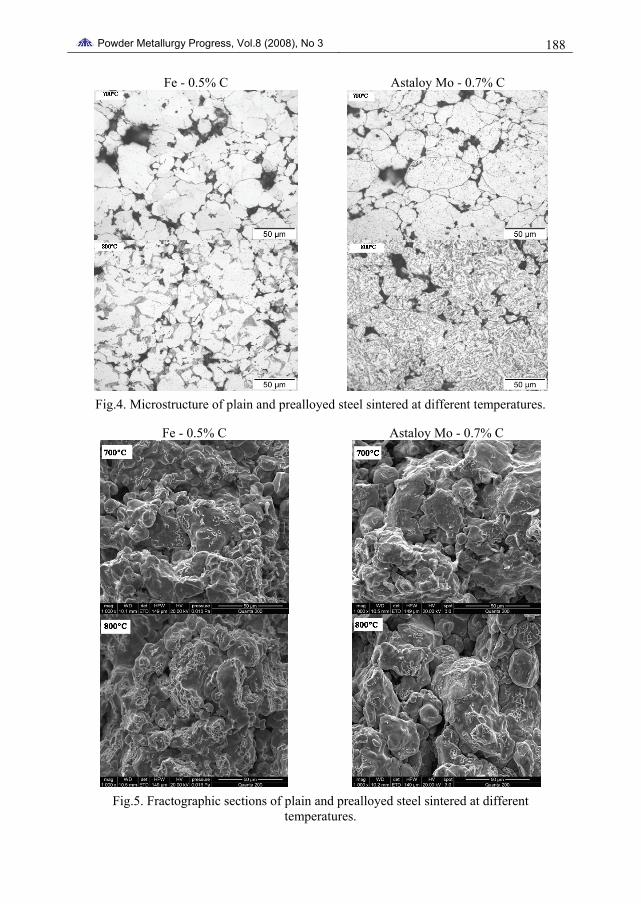
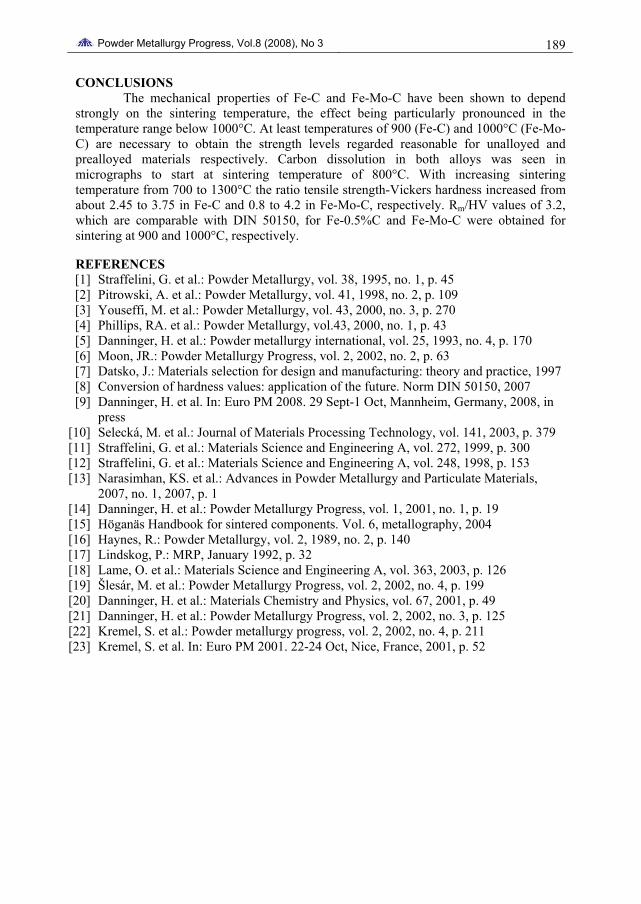
With increasing sintering temperature from 700 to 1300°C the ratio Rm/HV increased from about 2.45 to 3.75 and 0.8 to 4.2 in Fe-C and Fe-Mo-C, respectively. A level of 3.2, which is comparable with DIN 50150, was attained at 900° and 1000°C for Fe-C and Fe-Mo-C, respectively. Etched micrographs for both alloyed are presented in Fig.4 at two selected temperatures. It is evident that the formation of solid contacts and consequently the improvement of the mechanical properties seem to be linked to the disappearance of graphite flakes from the particle contact, which tends to occur at temperatures ≥ 800°C. After sintering at 700°C, boundaries between individual particles of Fe powder are visible in the microstructure of both alloys. The different size of the particles confirms the wide particle size distribution of the base powders. From the fracture surfaces, as shown in Fig.5, it can be stated that the first sintering contacts are formed during sintering at 800°C. With increasing Ts, the load bearing cross section Ac increased in both alloys, but it seems that formation of sintering contacts occurs at higher temperatures in the Mo containing steel [23].
Powder Metallurgy Progress, Vol.8 (2008), No 3 188
Fe - 0.5% C Astaloy Mo - 0.7% C
Fig.4. Microstructure of plain and prealloyed steel sintered at different temperatures.
Fe - 0.5% C Astaloy Mo - 0.7% C
Fig.5. Fractographic sections of plain and prealloyed steel sintered at different
temperatures.
Powder Metallurgy Progress, Vol.8 (2008), No 3 189
CONCLUSIONS The mechanical properties of Fe-C and Fe-Mo-C have been shown to depend
strongly on the sintering temperature, the effect being particularly pronounced in the temperature range below 1000°C. At least temperatures of 900 (Fe-C) and 1000°C (Fe-Mo-C) are necessary to obtain the strength levels regarded reasonable for unalloyed and prealloyed materials respectively. Carbon dissolution in both alloys was seen in micrographs to start at sintering temperature of 800°C. With increasing sintering temperature from 700 to 1300°C the ratio tensile strength-Vickers hardness increased from about 2.45 to 3.75 in Fe-C and 0.8 to 4.2 in Fe-Mo-C, respectively. Rm/HV values of 3.2, which are comparable with DIN 50150, for Fe-0.5%C and Fe-Mo-C were obtained for sintering at 900 and 1000°C, respectively.
REFERENCES [1] Straffelini, G. et al.: Powder Metallurgy, vol. 38, 1995, no. 1, p. 45 [2] Pitrowski, A. et al.: Powder Metallurgy, vol. 41, 1998, no. 2, p. 109 [3] Youseffi, M. et al.: Powder Metallurgy, vol. 43, 2000, no. 3, p. 270 [4] Phillips, RA. et al.: Powder Metallurgy, vol.43, 2000, no. 1, p. 43 [5] Danninger, H. et al.: Powder metallurgy international, vol. 25, 1993, no. 4, p. 170 [6] Moon, JR.: Powder Metallurgy Progress, vol. 2, 2002, no. 2, p. 63 [7] Datsko, J.: Materials selection for design and manufacturing: theory and practice, 1997 [8] Conversion of hardness values: application of the future. Norm DIN 50150, 2007 [9] Danninger, H. et al. In: Euro PM 2008. 29 Sept-1 Oct, Mannheim, Germany, 2008, in
press [10] Selecká, M. et al.: Journal of Materials Processing Technology, vol. 141, 2003, p. 379 [11] Straffelini, G. et al.: Materials Science and Engineering A, vol. 272, 1999, p. 300 [12] Straffelini, G. et al.: Materials Science and Engineering A, vol. 248, 1998, p. 153 [13] Narasimhan, KS. et al.: Advances in Powder Metallurgy and Particulate Materials,
2007, no. 1, 2007, p. 1 [14] Danninger, H. et al.: Powder Metallurgy Progress, vol. 1, 2001, no. 1, p. 19 [15] Höganäs Handbook for sintered components. Vol. 6, metallography, 2004 [16] Haynes, R.: Powder Metallurgy, vol. 2, 1989, no. 2, p. 140 [17] Lindskog, P.: MRP, January 1992, p. 32 [18] Lame, O. et al.: Materials Science and Engineering A, vol. 363, 2003, p. 126 [19] Šlesár, M. et al.: Powder Metallurgy Progress, vol. 2, 2002, no. 4, p. 199 [20] Danninger, H. et al.: Materials Chemistry and Physics, vol. 67, 2001, p. 49 [21] Danninger, H. et al.: Powder Metallurgy Progress, vol. 2, 2002, no. 3, p. 125 [22] Kremel, S. et al.: Powder metallurgy progress, vol. 2, 2002, no. 4, p. 211 [23] Kremel, S. et al. In: Euro PM 2001. 22-24 Oct, Nice, France, 2001, p. 52





























