Embed Size (px)
DESCRIPTION
Nuclear Power Plant design
Citation preview
NUCLEAR PRESSURE EQUIPMENT RCC-M Code
R. Palengat
Milan June 17th, 2009

Content
3Bureau Veritas Presentation _ Date
Content
1 Generals
2 RCC M structure
3 Section I
4 Section II materials
5 Section III examination methods
6 Section IV welding
7 Quality assurance
8 Conclusions
1 Generals
5Bureau Veritas Presentation _ Date
1 Which requirements for a NPP ?
►
A construction code is a part of several requirements applicable
to manufacture a Nuclear Power Plant
Construction code and associated standards (European, ASTM, national standards )
Regulatory requirements
Equipment specification
6Bureau Veritas Presentation _ Date
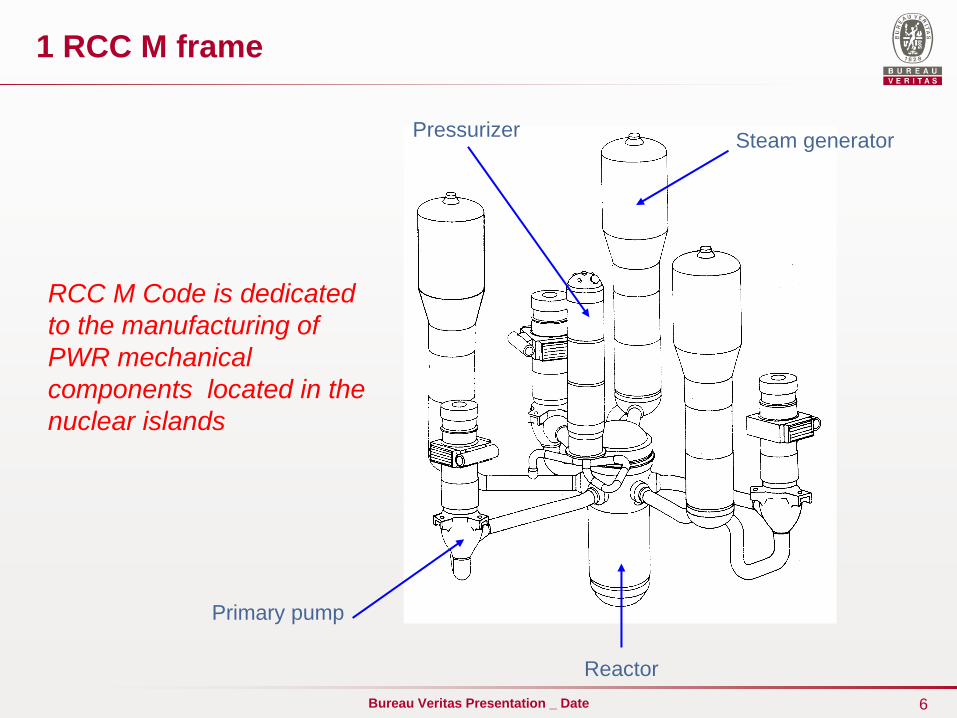
1 RCC M frame
RCC M Code is dedicated to the manufacturing of PWR mechanical components located in the nuclear islands
Steam
generator
Reactor
Primary
pump
Pressurizer
7Bureau Veritas Presentation _ Date
1 Why a construction code ?
►
To take into account :
Pressure risks
Safety concerns
►
For a economical interest
►
To integrate feed-back experience
8Bureau Veritas Presentation _ Date
1 Historical recall
►
First French 900 MW and 1300 MW were manufactured under Westinghouse licence
Design based on ASME III Code
Construction based EDF specifications
Issuing of the 1974 Order on Main Primary Systems
•
Safety margins defined so as to be globally compatible with ASME
III provisions
Technical specifications issued with adaptations and FRA + EDF approval needed
►
In 1978
30 nuclear plants in operation or under construction
Practices well
established
and technical
performances knownDecision
to write
the rules
corresponding
to these
practices
9Bureau Veritas Presentation _ Date
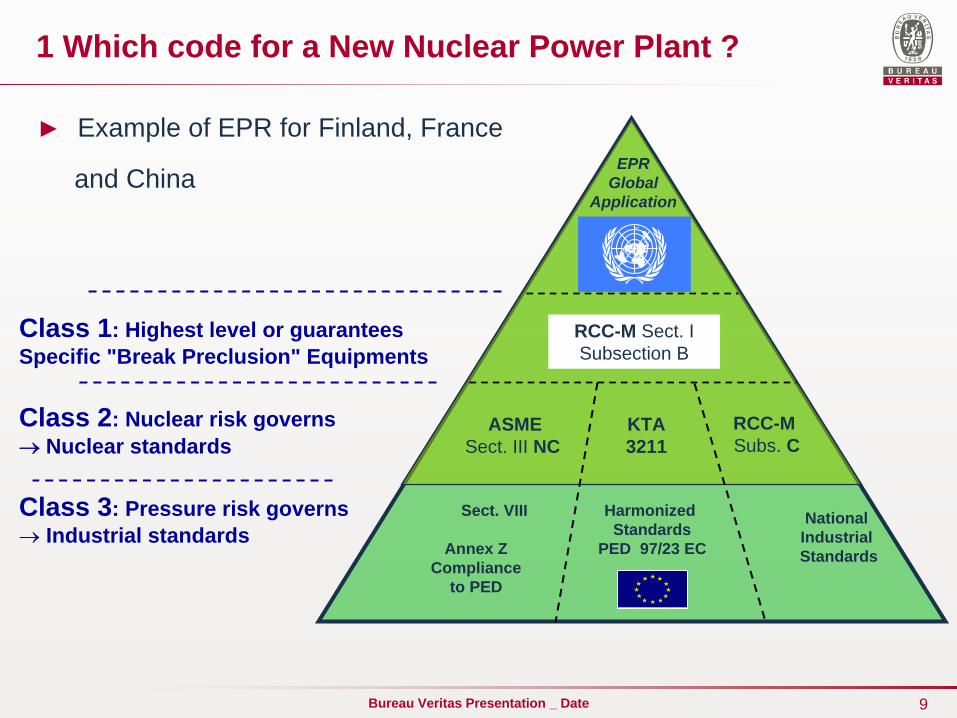
1 Which code for a New Nuclear Power Plant ?
►
Example of EPR for Finland, France
and China
ASMESect. III
NC RCC-MSubs. C
KTA 3211
Class 1: Highest level or guarantees Specific "Break Preclusion" Equipments
Class 2: Nuclear risk governs→ Nuclear standards
Class 3: Pressure risk governs→ Industrial standards
Sect. VIII
Annex ZCompliance
to PED
Harmonized Standards
PED 97/23 EC
EPRGlobal
Application
RCC-M Sect. ISubsection B
National Industrial Standards
10Bureau Veritas Presentation _ Date
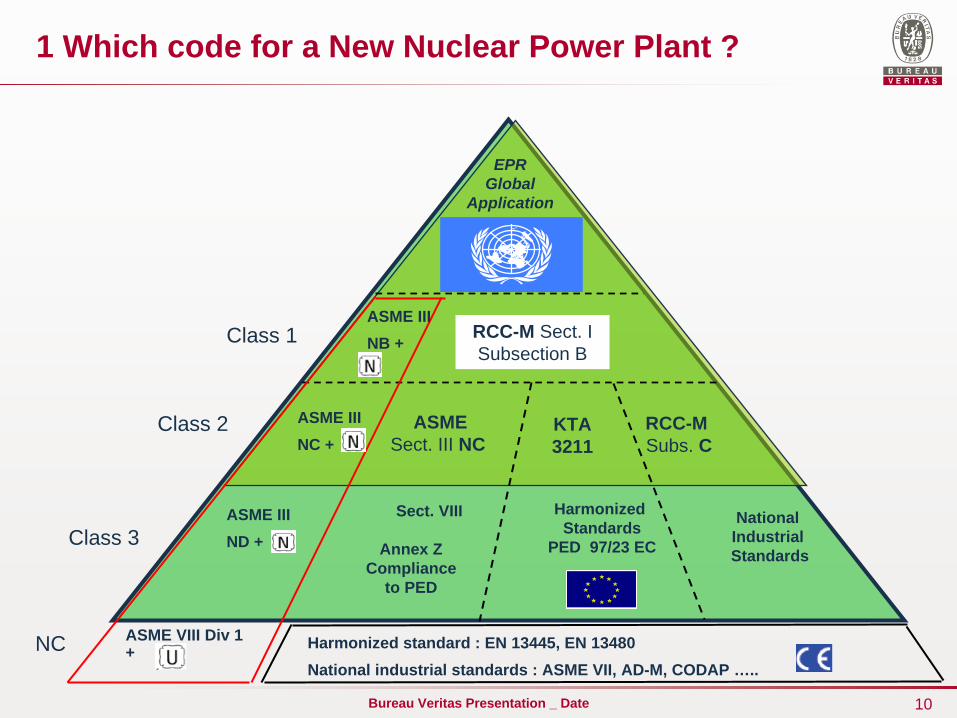
1 Which code for a New Nuclear Power Plant ?
ASMESect. III
NC RCC-MSubs. C
KTA 3211
Sect. VIII
Annex ZCompliance
to PED
Harmonized Standards
PED 97/23 EC
EPRGlobal
Application
RCC-M Sect. ISubsection B
National Industrial Standards
ASME IIINB +
ASME IIINC +
ASME IIIND +
ASME VIII Div 1 +
Class 1
Class 2
Class 3
NC Harmonized standard : EN 13445, EN 13480National industrial standards : ASME VII, AD-M, CODAP …..
11Bureau Veritas Presentation _ Date
1 Regulatory requirements
►
In addition to the RCC-M Code regulatory requirements providing from the country where the nuclear equipments are installated
(if existing)
In Finland YVL are mandatory
In France ESPN is now mandatory for new NPP (ESPN Order 2005)
•
ESPN is based on European PED (to take account the pressure risk)
•
ESPN complete PED to take into account the radiological risk
12Bureau Veritas Presentation _ Date
1 Regulatory requirements
►
RCC M edition 2007 integrates
Standards updating : more and more European Standards are now referenced in the last edition
Regulatory evolutions coming from PED and ESPN Order : for example for the procurement of materials
Addition of 2 appendices to integrate PED and ESPN
•
Appendix ZU for PED
•
Appendix ZT for ESPN
13Bureau Veritas Presentation _ Date
1 Integration of PED (section I, subsection Z, appendix ZU)
►
ZU 200: hazard analysis
►
ZU 300: actions by Notified Bodies and Recognized Third Party Organizations
►
ZU 400: service instruction
►
ZU 500: identification of equipment items
►
ZU 600: equipment items and assemblies
►
ZU 700: materials
►
ZU 800: small components
14Bureau Veritas Presentation _ Date
1 Integration of ESPN (section I, subsection Z, appendix ZT)
►
ZT 200: hazard analysis
►
ZT 300: actions by Notified Bodies, Accepted Bodies, Accepted Organizations and Recognized Third Party Organizations
►
ZT 400: service instruction
►
ZT 500: identification of equipment items
►
ZT 600: equipment items and assemblies
►
ZT 700: materials
►
ZT 800: small components
►
ZT 900: radiological protection
2 Structure of RCC M Code
16Bureau Veritas Presentation _ Date
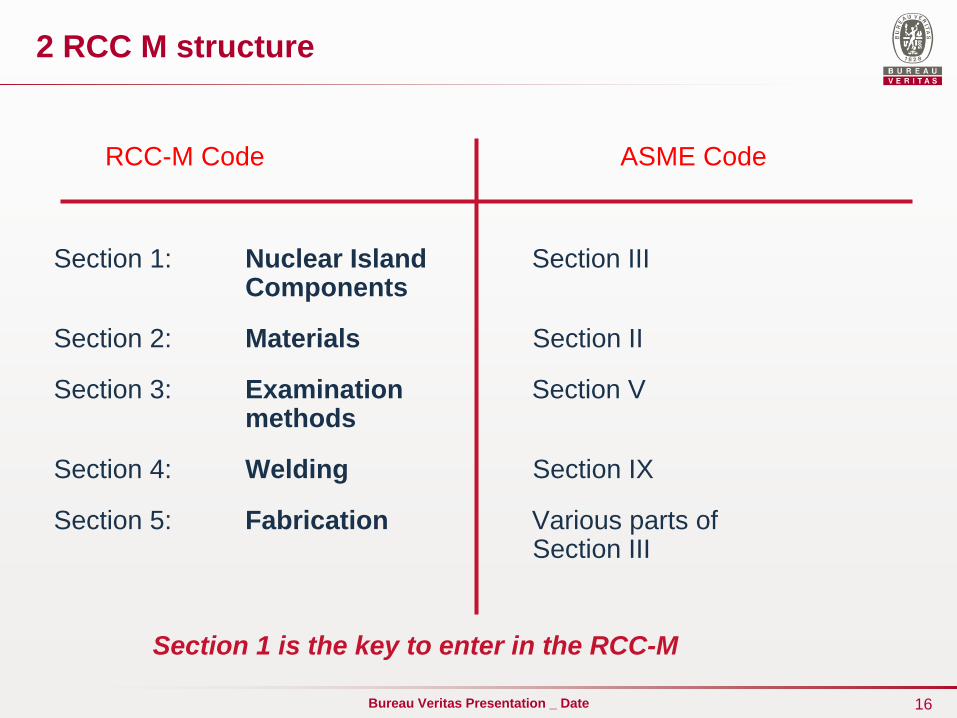
2 RCC M structure
RCC-M Code
ASME Code
Section 1: Nuclear Island Section III Components
Section 2:
Materials Section II
Section 3:
Examination Section V methods
Section 4:
Welding Section IX
Section 5: Fabrication Various
parts of Section III
Section 1 is the key to enter in the RCC-M
3 Section I
18Bureau Veritas Presentation _ Date
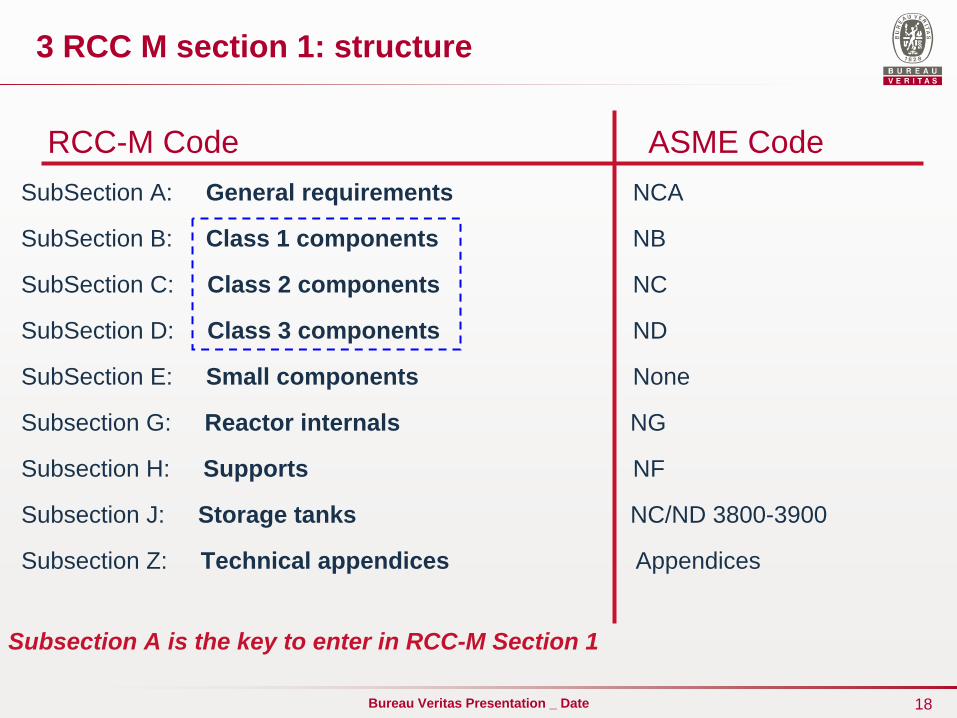
3 RCC M section 1: structure
RCC-M Code
ASME CodeSubSection
A: General requirements NCA
SubSection
B: Class 1 components NB
SubSection
C: Class 2 components NC
SubSection
D: Class 3 components ND
SubSection
E: Small components None
Subsection
G: Reactor internals NG
Subsection
H: Supports NF
Subsection
J: Storage tanks NC/ND 3800-3900
Subsection
Z: Technical appendices Appendices
Subsection A is the key to enter in RCC-M Section 1
19Bureau Veritas Presentation _ Date
3 Classification of components : safety requirements
►
General approach
Three barriers
•
Fuel enveloppe
•
Integrity of the cooling system
•
containment
Defense-in-depth approach
•
Prevention : quality of design and manufacturing
•
Protection :
•
Mitigation of postulated accident
Safety classification depending on equipment importance for the following three objectives
•
Core reactivity control
•
Evacuation of produced energy
•
Limitation of radioactive wastes
20Bureau Veritas Presentation _ Date
3 Classification of components
Safety
report
Class 1 Class 2 Class 3
Section 1 and various
subsections
21Bureau Veritas Presentation _ Date
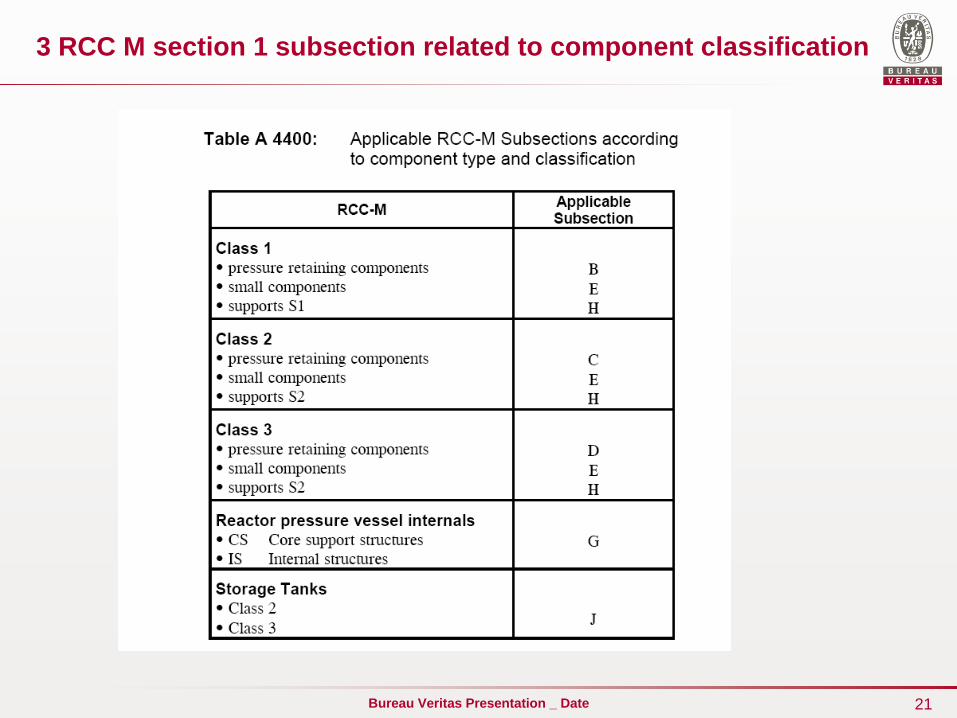
3 RCC M section 1 subsection related to component classification
22Bureau Veritas Presentation _ Date
3 Damages risks taken into account by RCC M Code
►
Mechanical damages
Excessive deformation
Plastic instability
Elastic or elastic plastic instability
Progressive deformation
Fatigue
Fast fracture
►
Other damages
Corrosion : generalized, localized, stress corrosion, corrosion erosion
Release of the primary circuit in link with Cobalt content
23Bureau Veritas Presentation _ Date
3 RCC M section 1 subsection A
►
A 1000 chapters dedicated to standards editions applicable
►
A 2000 chapters are general provisions
Definition of responsibilities
Handling of non conformances
►
A 3000 chapters dedicated to documents
►
A 4000 chapters concerns RCC M classes of equipments
►
A 5000 chapters for Quality Assurance
24Bureau Veritas Presentation _ Date
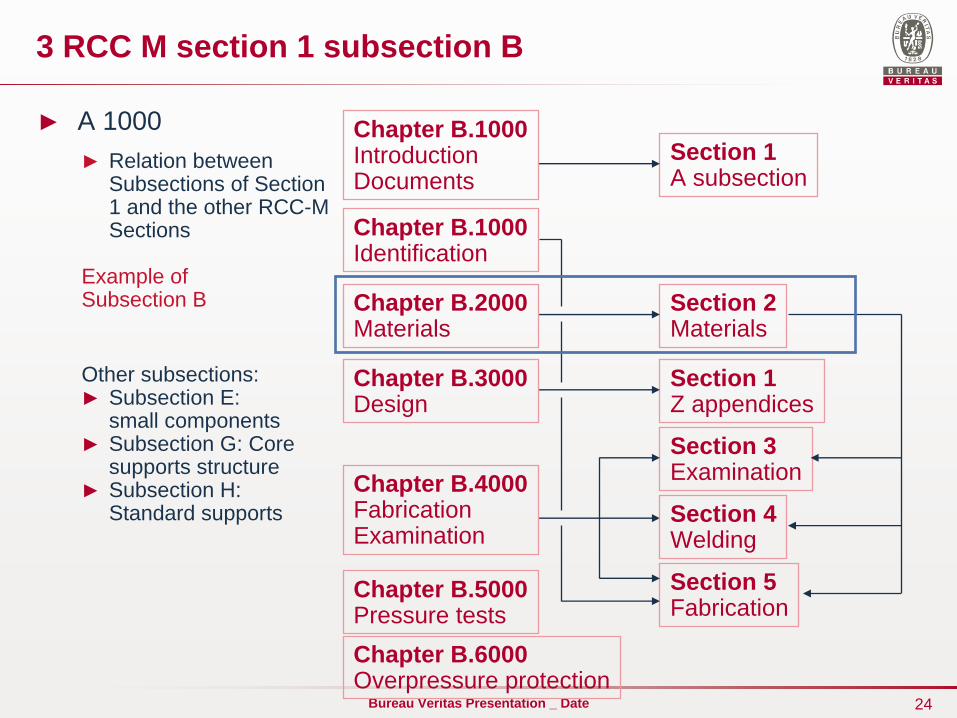
3 RCC M section 1 subsection B
►
A 1000 ►
Relation between
Subsections
of Section 1 and the other
RCC-M Sections
Example
of Subsection
B
Other
subsections:►
Subsection
E: small
components►
Subsection
G: Core
supports structure►
Subsection
H: Standard supports
Chapter B.1000 Introduction
Documents
Chapter B.1000 Identification
Chapter B.3000 Design
Chapter B.4000 Fabrication
Examination
Chapter B.5000 Pressure tests
Section 1 A subsection
Section 2 Materials
Section 1 Z appendices
Section 3 Examination
Section 5 Fabrication
Chapter B.2000 Materials
Chapter B.6000 Overpressure
protection
Section 4 Welding
4 Section II Materials
26Bureau Veritas Presentation _ Date
4 RCC M section 2 (materials) : structure
►
RCC M technical requirements (at the procurement stage) allow to prevent any risk of degradation during :
Manufacturing
Operating
►
Structure of section 2
M 000 : general provisions
M 1000 : carbon steels
M 2000 : low alloy steels
M 3000 : stainless steels
M 4000 : special alloys as Inconel alloys
M 5000 : miscellaneous
M 6000 : iron castings
27Bureau Veritas Presentation _ Date
4 RCC M section 2 (materials) : peculiarities
►
RCC M contains a Technical Procurement Specification for a lot of class 1, class 2 and class 3 parts
TPS are applicable to issue procurement specifications
►
RCC M requires 3 kinds of qualifications
Product and shop qualification (chapter M 140)
Prototype parts dedicated to castings (chapter M 160)
Prototype series of heat exchanger tubes (chapter M 170)
28Bureau Veritas Presentation _ Date
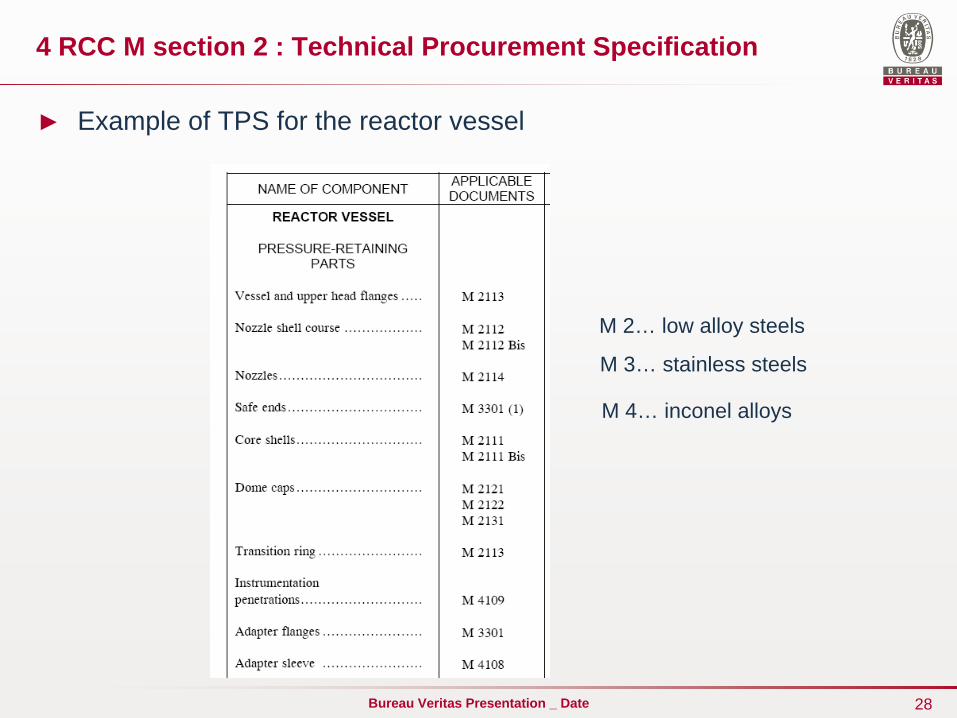
4 RCC M section 2 : Technical Procurement Specification
►
Example of TPS for the reactor vessel
M 2…
low
alloy
steels
M 3…
stainless
steels
M 4…
inconel alloys
29Bureau Veritas Presentation _ Date
4 RCC M section 2 : product and shop qualifications
►
Product qualification is mandatory for all the parts listed in the chapter M 140
The qualification part is performed to check that a product, manufactured in accordance with a specified technical manufacturing program, will respond satisfactorily to fabrication operations and service operations. The homogeneity and the singularities identified have to be mainly studied in detail
Qualification process:
•
Description of the manufacturing program with identification of the major parameters
•
Description of the testing program for approval
•
Manufacturing of the part
•
Qualification report and approval
30Bureau Veritas Presentation _ Date
4 RCC M section 2 : product and shop qualifications
►
Shop qualification is also required by chapter M 140
The purpose of this qualification is to check that a supplier is capable of successfully, manufacturing a satisfactory product within an adequate margin, whilst meeting the requirements of the equipment specification and the criteria of the acceptance tests
The qualification report contains:
•
The description of facilities
•
Information about the personnel and management
•
The description of industrial experience
31Bureau Veritas Presentation _ Date
4 RCC M section 2 : prototype casting parts
►
Purpose
Test the manufacturing method choosen for the production of a series of castings for a given design
►
NDT and eventually DT are performed to test 100% of the volume
►
Surface examinations are performed as required by the Technical Procurement Specification
32Bureau Veritas Presentation _ Date
4 RCC M section 2 : prototype serie of heat exchangers tubes
►
Production of this prototype series of tubes allows
To specify real manufacturing conditions and parameters, establish NDE methods required in the prototype series and observe any encountered difficulties
To evaluate the type of defects that are specifically due to the manufacturing procedure, the nature of the material or the dimensionnal characteristics of the product ,with a view to starting a defect catalogue
To establish the final manufacturing programme for the insdustrial series of tubes
33Bureau Veritas Presentation _ Date
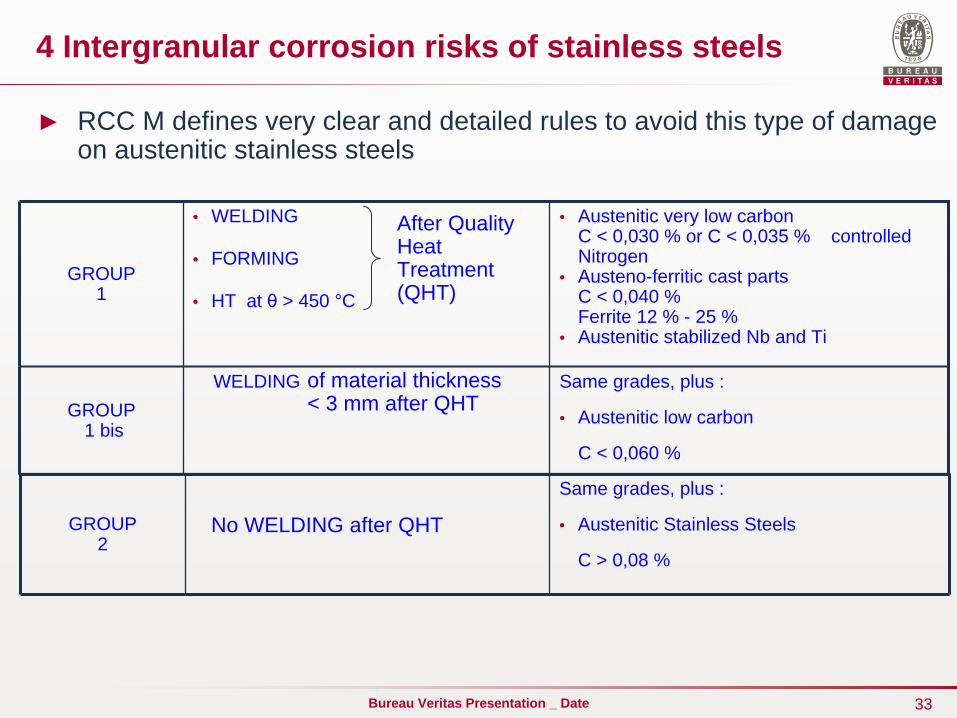
4 Intergranular corrosion risks of stainless steels
►
RCC M defines very clear and detailed rules to avoid this type of damage on austenitic stainless steels
GROUP 1
•
WELDING
•
FORMING
•
HT at θ
> 450 °C
•
Austenitic very low carbonC < 0,030 % or C < 0,035 % controlled Nitrogen
•
Austeno-ferritic
cast partsC < 0,040 %Ferrite 12 % -
25 %•
Austenitic stabilized Nb
and Ti
GROUP
1 bis
WELDING Same grades, plus :
•
Austenitic low carbon
C < 0,060 %
After Quality Heat Treatment (QHT)
of material thickness < 3 mm after QHT
GROUP
2
Same grades, plus :
•
Austenitic Stainless Steels
C > 0,08 %
No WELDING after QHT
5 Section III Examination methods
35Bureau Veritas Presentation _ Date
5 RCC M : Non Destructive Testings
►
NDT are described in various sections of RCC M
Methods are described in section 3
Methods to be used, extent of examination, time of examination and acceptance criteria are defined on
•
Section 2 for the procurement of base materials
•
Section 4 for the production welds
Personnel performing NDT has to be qualified and certified in accordance with European standard (EN 473)
37Bureau Veritas Presentation _ Date
6 RCC M section 4 : welding
►
Structure of this section
S 2000 acceptance of filler materials
S 3000 welding procedure qualification
S 4000 qualification of welders and operators
S 5000 qualification of filler materials
S 6000 technical qualification of production workshops
S 7000 production welds
S 8000 weld deposit hardfacings
Peculiarities
38Bureau Veritas Presentation _ Date
6 RCC M section 4 : welding procedure qualification
►
Several cases are taken into account
General cases as butt welding
Simulated repairs by welding
Steel cast parts repairs by welding
Special welds
•
Butt welding of dissimilar materials
•
Socket welds
•
Friction welding
Weld overlay cladding of stainless steel on carbon steel and low alloy steels
Weld overlay cladding of Ni base alloy on carbon steel and low alloy steels
Tube to heat exchanger tube plate welds
39Bureau Veritas Presentation _ Date
6 RCC M section 4 : welding procedure qualification
►
General cases as butt welding
The welding procedure test shall be performed in conformance with all the requirements of standard EN ISO 15614 -1 + RCC M provisions which explain or complete those in the standard
40Bureau Veritas Presentation _ Date
6 RCC M section 4 : welding procedure qualification
►
Weld overlay cladding of stainless steel on carbon steel and low
alloy steels
In the RCC M code paragraph S 3600 gives detailed information allowing to perform qualifications
Therefore some peculiarities can be underlined
•
The range of validity concerning the chemical composition is not
in relation with the thickness of the cladding but with the number of layers
•
The risk of reheat cracking is taken into account for high energy processes
•
There are specific requests concerning the simulation of cladding repairs
•
The combination of various welding procedures is taken into account (for example SAW and SMAW processes)
41Bureau Veritas Presentation _ Date
6 RCC M section 4 : welding procedure qualification
►
Weld overlay cladding of Ni base alloy on carbon steel and low alloy steels
In the RCC M code paragraph S 3700 gives detailed information allowing to perform qualifications
The structure of this paragraph is quite similar to the structure of stainless cladding. Therefore, there is a sub chapter dedicated to simulated tube to tube plate welds
42Bureau Veritas Presentation _ Date
6 RCC M section 4 : welders and operators qualifications
►
For general cases welders have to be qualified in accordance with
EN 287-1 for steels
EN ISO 9606-4 for base nickel alloys
►
There are specific requirements for special processes
Cladding and buttering of stainless steel and Nickel base alloys
Welding of tubes on tube plates
Socket welds friction welds
43Bureau Veritas Presentation _ Date
6 RCC M section 4 : filler material qualification
►
Chapter S 5000 describes the frame and the process for filler material qualifications
►
S 5000 concerns :
Fluxes associated with wire or strip electrodes
Flux cored wires
Covered electrodes
►
Requirements have to be fulfilled by :
The supplier of filler materials
•
Tests on weld metal deposited
•
Qualification data sheet
The manufacturer
•
Tests on standard test coupon (in accordance with S 3000)
44Bureau Veritas Presentation _ Date
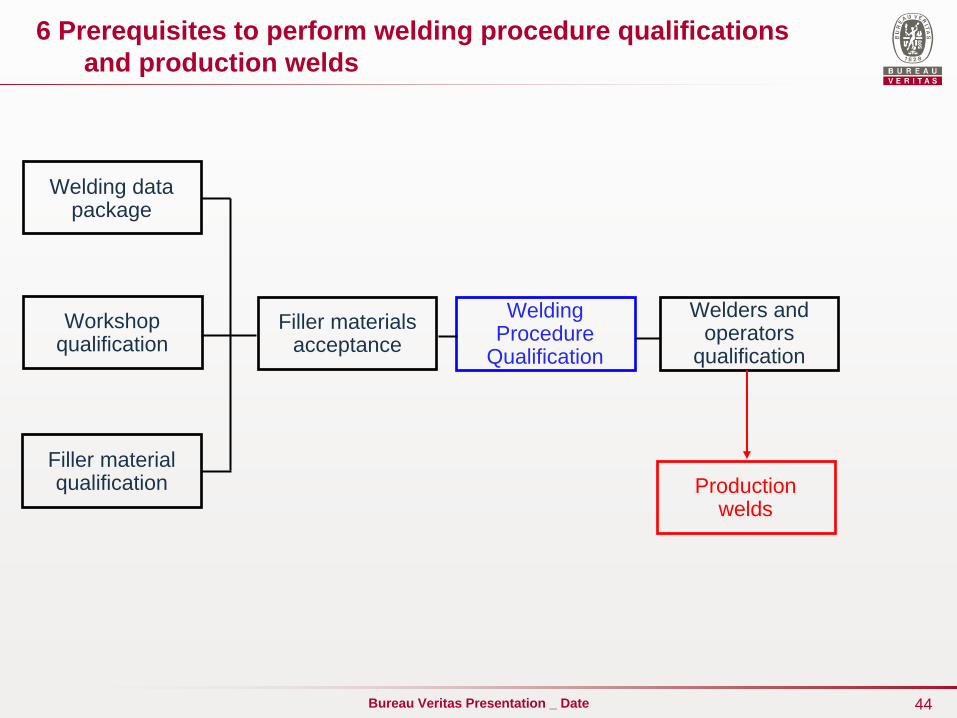
6 Prerequisites to perform welding procedure qualifications and production welds
Welding
data package
Filler material
qualification
Filler materials
acceptanceWelding
Procedure
Qualification
Workshop qualification
Welders
and operators
qualification
Production welds
45Bureau Veritas Presentation _ Date
6 RCC M section 4 : technical qualification of the production workshop
►
Chapter S 6000 describes
The qualifications conditions
•
Facilities about welding, heat treatments and NDT
•
Personnel and supervision
•
Experience
Qualification report
Workshop qualification period
46Bureau Veritas Presentation _ Date
6 RCC M section 4 : production tests coupons
►
Chapter S 7800 gives details concerning
The rules for numbering the test coupons
•
General cases
•
Special cases : tubes to heat exchangers tube plate welds, pipe welds and claddings
Welding, examinations and tests
Special cases
•
Stainless steel cladding
•
Nickel base alloy cladding
7 Quality assurance
48Bureau Veritas Presentation _ Date
7 RCC M section 1 : quality assurance
Products corresponding to his requirements
The proof, a posteriori, of the quality obtained
COMPANY
The confidence a prioriin the capacity of the supplier
to get the required quality
49Bureau Veritas Presentation _ Date
7 RCC M section 1 : quality assurance
The codes and the standards Assurance Qualitycomplete the codes and the standards Products
The codes and the standards Productspresent the characteristics
and the performances to be satisfied
Objective of "nuclear" codes standards
safety of nuclear installation
Objectiveof ISO 9000 standards
satisfaction of the customer
50Bureau Veritas Presentation _ Date
7 RCC M section 1 : quality assurance
►
Quality assurance requirements
Quality system implementation in accordance with ISO 2001
•
Introduction
•
Scope
•
Normative references
•
Terms and definitions
•
Quality management system
•
Management responsibilities
•
Resources management
•
Product realization
•
Measures, analysis and improvement
51Bureau Veritas Presentation _ Date
7 RCC M section 1 : quality assurance
►
Quality assurance requirements
Additional RCC M requirements
•
Design verification
•
Documents and data verification
•
Purchasing data
•
Product identification and tracability
•
Inspection and testing
•
Control of non conforming product

8 CONCLUSIONS
53Bureau Veritas Presentation _ Date
Conclusions
►
RCC M code is dedicated to the manufacturing of mechanical nuclear equipments
►
Last version integrates a lot of European standards, PED and ESPN requirements (for NPP in France)
►
There is a slight difference with ASME code concerning design
►
For other domains, RCC M code is more detailed and it’s the reason why relevant equipment specifications are “light”
►
This construction code requires very specific qualifications
Qualification parts including castings and tubes for heat exchangers
Filler material
Production workshop
►
Production tests coupons are necessary

54Bureau Veritas Presentation _ Date