Embed Size (px)
Citation preview
Holzforschung, Vol. 65, pp. 81–87, 2011 • Copyright � by Walter de Gruyter • Berlin • New York. DOI 10.1515/HF.2010.105
2011/010
Article in press - uncorrected proof
Reactive maleic anhydride polyolefins (MAPOs) in oriented
strand board. Part 1: Dynamic thermomechanical properties
of phenol formaldehyde resins blended with two MAPOs
Sudip Chowdhury1, Vikram Yadama2,* andMarie-Pierre Laborie3
1 Department of Wood Science and Forest Products,Virginia Tech, Blacksburg, VA, USA
2 Composite Materials and Engineering Center, Departmentof Civil and Environmental Engineering, WashingtonState University, Pullman, WA, USA
3 Institut fur Forstbenutzung und ForstlicheArbeitswissenschaft, Freiburg, Germany
*Corresponding author.Composite Materials and Engineering Center, Department ofCivil and Environmental Engineering, Washington StateUniversity, P.O. Box 641806, Pullman,WA 99164-1806, USAPhone: q1-509-335-6261E-mail: [email protected]
Abstract
A mechanism to improve the toughness of phenol formal-dehyde (PF) resin for wood composites is investigated. It ishypothesized that addition of maleic anhydride polyolefins(MAPO), namely maleic anhydride polypropylene (MAPP)and maleic anhydride polyethylene (MAPE), to PF resin willtoughen it owing to phase separation between the resin andMAPO. Dynamic mechanical analysis of resin with a lowlevel of MAPP (0.5%) showed an improvement in the stor-age modulus (E9) or stiffness of the resin system during cur-ing. Similarly, the damping property, tand, examined at threediscrete temperatures, improved with blends of low levels ofMAPP (0.5%). The fracture energies (GIc and GIa) at 12%moisture content were increased with the addition of MAPPat lower proportions (1.5%, 3%, and 4.5%); whereas theaddition of MAPE showed a reduction in fracture energies,although not significant, particularly at lower levels. After24 h soaking, specimens with MAPP showed significantimprovements in GIc only at the 3% level; however, additionof MAPE resulted in a reduction of both the fracture ener-gies. On the basis of these results, PF resin was blended withMAPP anionic emulsion for fabrication of oriented strandcomposites (OSC) test boards in Part 2 of the study.
Keywords: dynamic mechanical analyzer; maleic anhydridepolyethylene; maleic anhydride polypropylene; mode I frac-ture toughness; oriented strand board; phenol formaldehyde;reactive polymer; resin toughness.
Introduction
Oriented strand board (OSB), as a sheathing material in low-rise building construction, has the ability to absorb and dis-sipate moisture if allowed to breathe. However, often it canbe exposed to extended periods of high humidity or repeatedwet-dry cycles (owing to poor construction practices) result-ing in its rapid degradation. Improving the moisture resis-tance of OSB panels is crucial in improving their durability.Phenol formaldehyde (PF) is a widely used resin for manu-facture of OSB because it imparts excellent bond strengthbetween strands, and moisture resistance to the finishedpanels.
It is well-established that increasing the PF resin contentin OSB results in improved moisture resistance and durabil-ity (Haygreen and Gertjejansen 1972; Beech 1975; Hizirogluand Kamdem 1995). Increasing the proportion of PF in theproduct, however, leads to higher production costs and mate-rial that is highly brittle in nature and significantly lower intoughness (Chen and Lee 1995). The low toughness of PFis inherent from the rigid nature of the highly crosslinkedphenolic network structure.
The toughness and flexibility of thermosetting adhesivessuch as PF can be increased with the addition of rubberymodifiers such as acrylonitrile butadiene styrene (ABS),methacrylate butadiene styrene (MBS), polyaryl ethers,phenylene oxide, and other rubber particles (Kim and Rob-ertson 1992a,b; Pearson and Yee 1993; Romano et al. 1994;Chen and Lee 1995; Boogh et al. 1999; Gardziella et al.2000; Mezzenga and Manson 2001). In fact, addition of arubbery phase in epoxy resin is a well-established practiceto improve adhesive toughness (Kinloch 1987). Boogh et al.(1999) found that addition of hyper-branched polymers(HBP) in the brittle thermoset system causes improvementin the toughness of the cured system. Moreover, it increasedthe tensile strength up to 25% and reduced the internal stressgeneration during curing of the thermoset. Phase separationand dispersion of modifier particles were determined to bekey factors in effectively toughening thermoset resins.
Zheng et al. (2004) studied the rheological behavior, pen-etration characteristics, and fracture performance of liquid PFresole and polymeric diphenylmethane diisocyanate (pMDI)hybrid mixtures. They observed that hybrid properties are afunction of simple emulsion effects. Improvement in tough-ness of the PF matrix was significant at low pMDI levelsowing to a dispersed urethane/urea/biuret phase; however, adispersed-PF phase resulting from addition of small quanti-ties of PF to urethane/urea/biuret matrix did not result in asignificant improvement in resin toughness.
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM

82 S. Chowdhury et al.
Article in press - uncorrected proof
Table 1 Properties of MAPE and MAPP anionic emulsionsinvestigated.
MAPO Solid content Maleic anhydride Viscositytype (%) content (%) pH (cps)
MAPE 25 3.06 8.5 25.6MAPP 30 6.99 8.5 14.5
Maleic anhydride is extensively used in wood plastic com-posites (WPC) in the form of a grafted co-polymer with pol-ypropylene or polyethylene wmaleic anhydride polypropylene(MAPP); maleic anhydride polyethylene (MAPE)x. Maleicanhydride is speculated to form a bond between wood flourand polymer matrix enhancing the performance of the com-posite (Felix and Gatenholm 1991; Maldas and Kokta 1991;Simonsen et al. 1998; Stark 1999; Lu et al. 2002). As Cle-mons et al. (1992) showed, there was a primary bond for-mation between the hydroxyl group of wood and maleicanhydride. Rude and Laborie (2008) studied the interactionof MAPP with isolated cellulose and lignin, as well as, withmaple wood by CP/MAS NMR spectroscopy. They reportedthat both cellulose and lignin reacted with the carbonyl groupof MAPP. Garcia et al. (2005) described a reduction in thick-ness swelling and water absorption and an improvement inmechanical properties of medium density fiberboard (MDF)made with fibers treated with MAPP.
There is a lack of understanding as to the effect of blend-ing small proportions of maleic anhydride polyolefin(MAPO) on PF behavior in terms of its toughness and bondstrength. In this study, it is hypothesized that adding MAPOas reactive co-polymers to PF resin would impart toughnessto the resin by minimizing brittleness through phase sepa-ration. By contrast, owing to the hydrophobic nature ofpolyolefins, addition of MAPP might also be detrimental toadhesion between the modified resin and wood flakes, par-ticularly if MAPP concentrates at the interface. An under-standing of this behavior will aid in determining the typeof MAPO that will be effective in blending with PF dur-ing hot-pressing of wood-strand composites to improvetheir durability without compromising strength and stiff-ness. Durability of composites is thought to improve withincreased amounts of PF toughened by MAPO and potentialbarrier to moisture infiltration created by the presence ofMAPO introduced into the voids through PF.
The present study deals with reactive MAPO/PF resinblends aiming at the reduction of the inherent hygroscopicityof OSB panels and maintaining their strength properties. PFwas blended with MAPO at different proportions. The resultsof this study will be used to determine the processing para-meters for hot-pressing wood-strand panels to investigate theinfluence of blending MAPO into the liquid PF as a binderon the physical and mechanical properties of the end product(OSB).
Specifically, MAPP and MAPE will be the focus as blendsfor PF resin. The dynamic thermomechanical properties ofresin blends (resin toughness, bond performance, and frac-ture toughness) will be described as a function of varyingproportions of reactive co-polymers.
Materials and methods
Materials
OSB PF face resin (50% solid content) was obtained from DyneaChemicals (Mississaugo, Canada). MAPE and MAPP anionic emul-sions (supplied by Honeywell Specialty Chemicals, Morristown, NJ,
USA) had a particle size of 1 mm with diethylaminoethanol asemulsifier (Table 1). In a cured adhesive system containing anionicMAPO emulsions, MAPO will not return to an emulsion form and,thus, will not leach out when it comes in contact with moisture.
Resin blend ratios tested: neat PF and PF blended with 0.5%,1.5%, and 6% MAPE and MAPP anionic emulsion. Preparation ofall formulations: MAPE and MAPP (amounts calculated on thebasis of solid content of PF resin) were added to 100 g of liquidPF resin placed in a 250-ml beaker mixed for 15 min to obtainuniformly blended resin formulations. Changes at the molecular lev-el, interactions, and energy dissipation were monitored with three-point bending specimens in a dynamic mechanical analyzer (DMA).Dynamic properties of laminates bonded with different resin blendswere tested during and after curing. Mode I fracture cleavage testswere performed to evaluate and compare the effects of MAPO onthe fracture toughness of the resin system.
Dynamic properties of specimens during and after
curing
Basswood (Tilia americana L.) strips were cut to a length of 52 mmfor test specimens and conditioned to 12% moisture content (MC).The nominal width and thickness of the strips were 6 mm and1.5 mm, respectively. After conditioning, a thin uniform layer ofblended resin (approx. 11% based on wood weight) was applied toone side of each strip, and two strips were then consolidated to forma laminate with the resin layer in the middle. The laminates werethen gently pressed to squeeze out the excess resin, which wasremoved by wiping.
Three replicates for each blend were tested in a RheometricsDMA (Solid Analyzer RSA II). Tests were performed in three-pointbending mode with a pre-load static force of 0.01 N. Based on adynamic strain sweep test, 0.002% strain was found to be suitableto maintain the test within the linear viscoelastic region throughoutthe experimental temperature range (25–1808C). Dynamic moduli(storage and loss) and tand were monitored using dynamic thermalscans (28C min-1; frequency: 1 Hz).
Laminates were tested in two sequential steps. First, laminateswith uncured resin blends were subjected to the testing schedulementioned previously and thermomechanical properties wereobserved during the resin curing process. In the second step, curedlaminates from the preceding step were conditioned to 12% MC,and then were subjected to the same testing schedule as in the firststep. Changes in the dynamic moduli and tand were monitored dur-ing the test.
Fracture testing methodology
Yellow poplar (Liriodendron tulipifera) boards (300 mm=200mm=thickness) were sliced along the thickness to obtain 16–17-mm-thick plates while maintaining an approximately 58 grain anglewith the longitudinal axis. After conditioning to 12% MC and plan-ning to a final thickness of 10 mm, a continuous layer of resin (4%based on oven-dried wood weight) was applied on the surface. A35-mm wide Teflon� film w13 mm thick as suggested by Kinloch
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM
Dynamic thermomechanical properties of PF-MAPO blends 83
Article in press - uncorrected proof
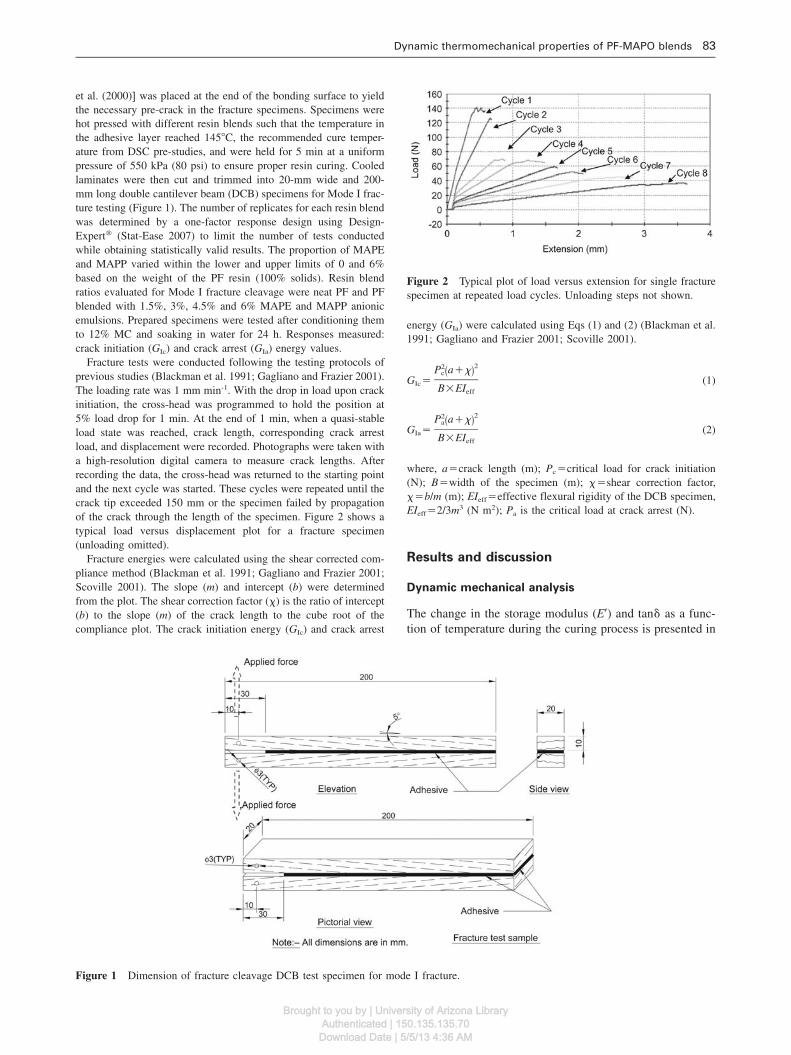
Figure 2 Typical plot of load versus extension for single fracturespecimen at repeated load cycles. Unloading steps not shown.
Figure 1 Dimension of fracture cleavage DCB test specimen for mode I fracture.
et al. (2000)x was placed at the end of the bonding surface to yieldthe necessary pre-crack in the fracture specimens. Specimens werehot pressed with different resin blends such that the temperature inthe adhesive layer reached 1458C, the recommended cure temper-ature from DSC pre-studies, and were held for 5 min at a uniformpressure of 550 kPa (80 psi) to ensure proper resin curing. Cooledlaminates were then cut and trimmed into 20-mm wide and 200-mm long double cantilever beam (DCB) specimens for Mode I frac-ture testing (Figure 1). The number of replicates for each resin blendwas determined by a one-factor response design using Design-Expert� (Stat-Ease 2007) to limit the number of tests conductedwhile obtaining statistically valid results. The proportion of MAPEand MAPP varied within the lower and upper limits of 0 and 6%based on the weight of the PF resin (100% solids). Resin blendratios evaluated for Mode I fracture cleavage were neat PF and PFblended with 1.5%, 3%, 4.5% and 6% MAPE and MAPP anionicemulsions. Prepared specimens were tested after conditioning themto 12% MC and soaking in water for 24 h. Responses measured:crack initiation (GIc) and crack arrest (GIa) energy values.
Fracture tests were conducted following the testing protocols ofprevious studies (Blackman et al. 1991; Gagliano and Frazier 2001).The loading rate was 1 mm min-1. With the drop in load upon crackinitiation, the cross-head was programmed to hold the position at5% load drop for 1 min. At the end of 1 min, when a quasi-stableload state was reached, crack length, corresponding crack arrestload, and displacement were recorded. Photographs were taken witha high-resolution digital camera to measure crack lengths. Afterrecording the data, the cross-head was returned to the starting pointand the next cycle was started. These cycles were repeated until thecrack tip exceeded 150 mm or the specimen failed by propagationof the crack through the length of the specimen. Figure 2 shows atypical load versus displacement plot for a fracture specimen(unloading omitted).
Fracture energies were calculated using the shear corrected com-pliance method (Blackman et al. 1991; Gagliano and Frazier 2001;Scoville 2001). The slope (m) and intercept (b) were determinedfrom the plot. The shear correction factor (x) is the ratio of intercept(b) to the slope (m) of the crack length to the cube root of thecompliance plot. The crack initiation energy (GIc) and crack arrest
energy (GIa) were calculated using Eqs (1) and (2) (Blackman et al.1991; Gagliano and Frazier 2001; Scoville 2001).
22P aqxŽ .cG s (1)Ic B=EIeff
22P aqxŽ .aG s (2)Ia B=EIeff
where, ascrack length (m); Pcscritical load for crack initiation(N); Bswidth of the specimen (m); xsshear correction factor,xsb/m (m); EIeffseffective flexural rigidity of the DCB specimen,EIeffs2/3m3 (N m2); Pa is the critical load at crack arrest (N).
Results and discussion
Dynamic mechanical analysis
The change in the storage modulus (E9) and tand as a func-tion of temperature during the curing process is presented in
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM
84 S. Chowdhury et al.
Article in press - uncorrected proof
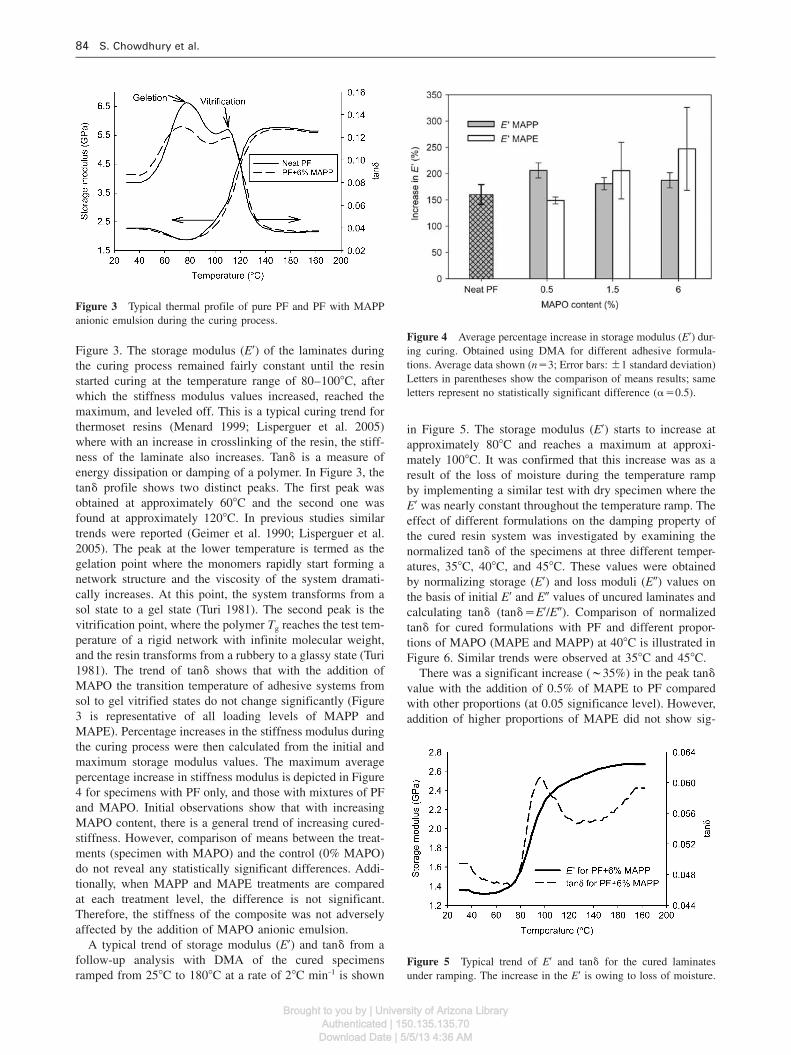
Figure 3 Typical thermal profile of pure PF and PF with MAPPanionic emulsion during the curing process.
Figure 4 Average percentage increase in storage modulus (E9) dur-ing curing. Obtained using DMA for different adhesive formula-tions. Average data shown (ns3; Error bars: "1 standard deviation)Letters in parentheses show the comparison of means results; sameletters represent no statistically significant difference (as0.5).
Figure 5 Typical trend of E9 and tand for the cured laminatesunder ramping. The increase in the E9 is owing to loss of moisture.
Figure 3. The storage modulus (E9) of the laminates duringthe curing process remained fairly constant until the resinstarted curing at the temperature range of 80–1008C, afterwhich the stiffness modulus values increased, reached themaximum, and leveled off. This is a typical curing trend forthermoset resins (Menard 1999; Lisperguer et al. 2005)where with an increase in crosslinking of the resin, the stiff-ness of the laminate also increases. Tand is a measure ofenergy dissipation or damping of a polymer. In Figure 3, thetand profile shows two distinct peaks. The first peak wasobtained at approximately 608C and the second one wasfound at approximately 1208C. In previous studies similartrends were reported (Geimer et al. 1990; Lisperguer et al.2005). The peak at the lower temperature is termed as thegelation point where the monomers rapidly start forming anetwork structure and the viscosity of the system dramati-cally increases. At this point, the system transforms from asol state to a gel state (Turi 1981). The second peak is thevitrification point, where the polymer Tg reaches the test tem-perature of a rigid network with infinite molecular weight,and the resin transforms from a rubbery to a glassy state (Turi1981). The trend of tand shows that with the addition ofMAPO the transition temperature of adhesive systems fromsol to gel vitrified states do not change significantly (Figure3 is representative of all loading levels of MAPP andMAPE). Percentage increases in the stiffness modulus duringthe curing process were then calculated from the initial andmaximum storage modulus values. The maximum averagepercentage increase in stiffness modulus is depicted in Figure4 for specimens with PF only, and those with mixtures of PFand MAPO. Initial observations show that with increasingMAPO content, there is a general trend of increasing cured-stiffness. However, comparison of means between the treat-ments (specimen with MAPO) and the control (0% MAPO)do not reveal any statistically significant differences. Addi-tionally, when MAPP and MAPE treatments are comparedat each treatment level, the difference is not significant.Therefore, the stiffness of the composite was not adverselyaffected by the addition of MAPO anionic emulsion.
A typical trend of storage modulus (E9) and tand from afollow-up analysis with DMA of the cured specimensramped from 258C to 1808C at a rate of 28C min-1 is shown
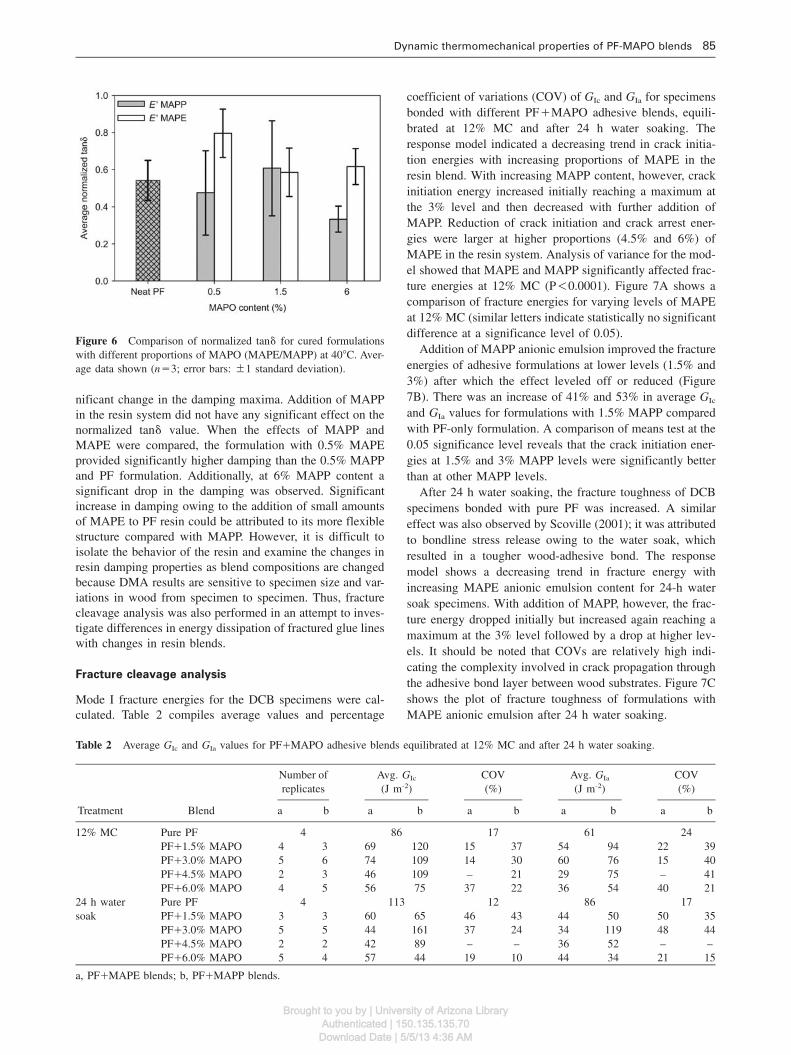
in Figure 5. The storage modulus (E9) starts to increase atapproximately 808C and reaches a maximum at approxi-mately 1008C. It was confirmed that this increase was as aresult of the loss of moisture during the temperature rampby implementing a similar test with dry specimen where theE9 was nearly constant throughout the temperature ramp. Theeffect of different formulations on the damping property ofthe cured resin system was investigated by examining thenormalized tand of the specimens at three different temper-atures, 358C, 408C, and 458C. These values were obtainedby normalizing storage (E9) and loss moduli (E0) values onthe basis of initial E9 and E0 values of uncured laminates andcalculating tand (tandsE9/E0). Comparison of normalizedtand for cured formulations with PF and different propor-tions of MAPO (MAPE and MAPP) at 408C is illustrated inFigure 6. Similar trends were observed at 358C and 458C.
There was a significant increase (;35%) in the peak tand
value with the addition of 0.5% of MAPE to PF comparedwith other proportions (at 0.05 significance level). However,addition of higher proportions of MAPE did not show sig-
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM
Dynamic thermomechanical properties of PF-MAPO blends 85
Article in press - uncorrected proof
Figure 6 Comparison of normalized tand for cured formulationswith different proportions of MAPO (MAPE/MAPP) at 408C. Aver-age data shown (ns3; error bars: "1 standard deviation).
Table 2 Average GIc and GIa values for PFqMAPO adhesive blends equilibrated at 12% MC and after 24 h water soaking.
Number of Avg. GIc COV Avg. GIa COVreplicates (J m-2) (%) (J m-2) (%)
Treatment Blend a b a b a b a b a b
12% MC Pure PF 4 86 17 61 24PFq1.5% MAPO 4 3 69 120 15 37 54 94 22 39PFq3.0% MAPO 5 6 74 109 14 30 60 76 15 40PFq4.5% MAPO 2 3 46 109 – 21 29 75 – 41PFq6.0% MAPO 4 5 56 75 37 22 36 54 40 21
24 h water Pure PF 4 113 12 86 17soak PFq1.5% MAPO 3 3 60 65 46 43 44 50 50 35
PFq3.0% MAPO 5 5 44 161 37 24 34 119 48 44PFq4.5% MAPO 2 2 42 89 – – 36 52 – –PFq6.0% MAPO 5 4 57 44 19 10 44 34 21 15
a, PFqMAPE blends; b, PFqMAPP blends.
nificant change in the damping maxima. Addition of MAPPin the resin system did not have any significant effect on thenormalized tand value. When the effects of MAPP andMAPE were compared, the formulation with 0.5% MAPEprovided significantly higher damping than the 0.5% MAPPand PF formulation. Additionally, at 6% MAPP content asignificant drop in the damping was observed. Significantincrease in damping owing to the addition of small amountsof MAPE to PF resin could be attributed to its more flexiblestructure compared with MAPP. However, it is difficult toisolate the behavior of the resin and examine the changes inresin damping properties as blend compositions are changedbecause DMA results are sensitive to specimen size and var-iations in wood from specimen to specimen. Thus, fracturecleavage analysis was also performed in an attempt to inves-tigate differences in energy dissipation of fractured glue lineswith changes in resin blends.
Fracture cleavage analysis
Mode I fracture energies for the DCB specimens were cal-culated. Table 2 compiles average values and percentage
coefficient of variations (COV) of GIc and GIa for specimensbonded with different PFqMAPO adhesive blends, equili-brated at 12% MC and after 24 h water soaking. Theresponse model indicated a decreasing trend in crack initia-tion energies with increasing proportions of MAPE in theresin blend. With increasing MAPP content, however, crackinitiation energy increased initially reaching a maximum atthe 3% level and then decreased with further addition ofMAPP. Reduction of crack initiation and crack arrest ener-gies were larger at higher proportions (4.5% and 6%) ofMAPE in the resin system. Analysis of variance for the mod-el showed that MAPE and MAPP significantly affected frac-ture energies at 12% MC (P-0.0001). Figure 7A shows acomparison of fracture energies for varying levels of MAPEat 12% MC (similar letters indicate statistically no significantdifference at a significance level of 0.05).
Addition of MAPP anionic emulsion improved the fractureenergies of adhesive formulations at lower levels (1.5% and3%) after which the effect leveled off or reduced (Figure7B). There was an increase of 41% and 53% in average GIc
and GIa values for formulations with 1.5% MAPP comparedwith PF-only formulation. A comparison of means test at the0.05 significance level reveals that the crack initiation ener-gies at 1.5% and 3% MAPP levels were significantly betterthan at other MAPP levels.
After 24 h water soaking, the fracture toughness of DCBspecimens bonded with pure PF was increased. A similareffect was also observed by Scoville (2001); it was attributedto bondline stress release owing to the water soak, whichresulted in a tougher wood-adhesive bond. The responsemodel shows a decreasing trend in fracture energy withincreasing MAPE anionic emulsion content for 24-h watersoak specimens. With addition of MAPP, however, the frac-ture energy dropped initially but increased again reaching amaximum at the 3% level followed by a drop at higher lev-els. It should be noted that COVs are relatively high indi-cating the complexity involved in crack propagation throughthe adhesive bond layer between wood substrates. Figure 7Cshows the plot of fracture toughness of formulations withMAPE anionic emulsion after 24 h water soaking.
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM
86 S. Chowdhury et al.
Article in press - uncorrected proof
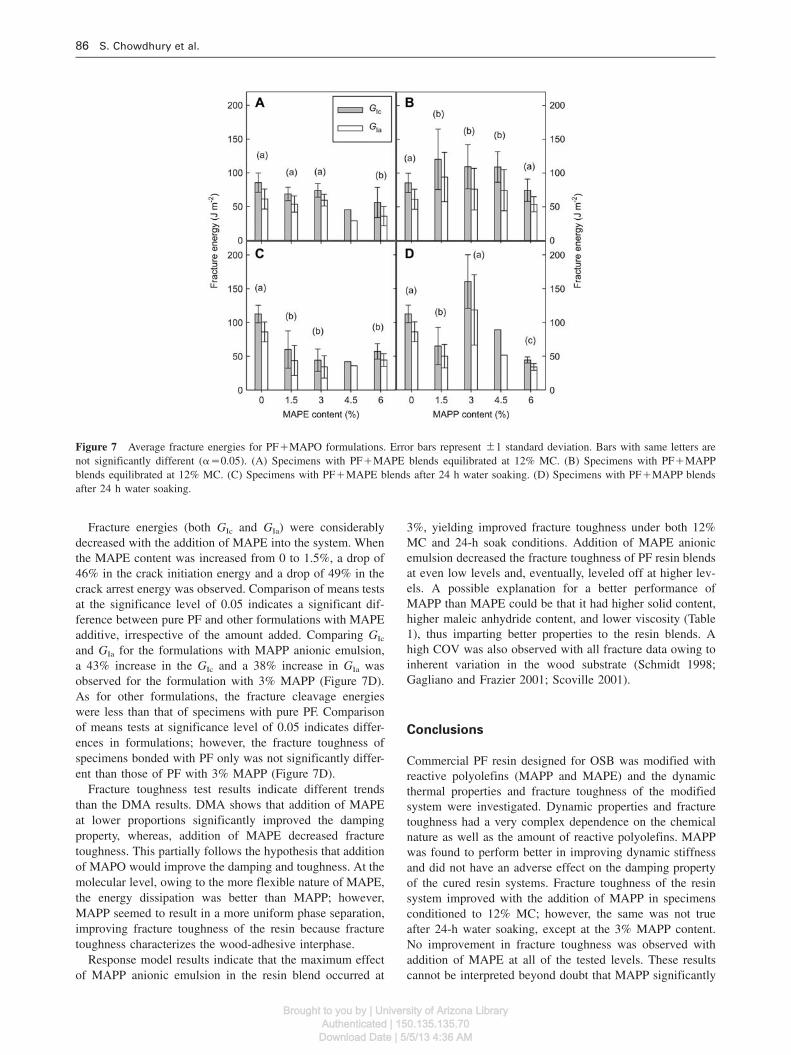
Figure 7 Average fracture energies for PFqMAPO formulations. Error bars represent "1 standard deviation. Bars with same letters arenot significantly different (as0.05). (A) Specimens with PFqMAPE blends equilibrated at 12% MC. (B) Specimens with PFqMAPPblends equilibrated at 12% MC. (C) Specimens with PFqMAPE blends after 24 h water soaking. (D) Specimens with PFqMAPP blendsafter 24 h water soaking.
Fracture energies (both GIc and GIa) were considerablydecreased with the addition of MAPE into the system. Whenthe MAPE content was increased from 0 to 1.5%, a drop of46% in the crack initiation energy and a drop of 49% in thecrack arrest energy was observed. Comparison of means testsat the significance level of 0.05 indicates a significant dif-ference between pure PF and other formulations with MAPEadditive, irrespective of the amount added. Comparing GIc
and GIa for the formulations with MAPP anionic emulsion,a 43% increase in the GIc and a 38% increase in GIa wasobserved for the formulation with 3% MAPP (Figure 7D).As for other formulations, the fracture cleavage energieswere less than that of specimens with pure PF. Comparisonof means tests at significance level of 0.05 indicates differ-ences in formulations; however, the fracture toughness ofspecimens bonded with PF only was not significantly differ-ent than those of PF with 3% MAPP (Figure 7D).
Fracture toughness test results indicate different trendsthan the DMA results. DMA shows that addition of MAPEat lower proportions significantly improved the dampingproperty, whereas, addition of MAPE decreased fracturetoughness. This partially follows the hypothesis that additionof MAPO would improve the damping and toughness. At themolecular level, owing to the more flexible nature of MAPE,the energy dissipation was better than MAPP; however,MAPP seemed to result in a more uniform phase separation,improving fracture toughness of the resin because fracturetoughness characterizes the wood-adhesive interphase.
Response model results indicate that the maximum effectof MAPP anionic emulsion in the resin blend occurred at
3%, yielding improved fracture toughness under both 12%MC and 24-h soak conditions. Addition of MAPE anionicemulsion decreased the fracture toughness of PF resin blendsat even low levels and, eventually, leveled off at higher lev-els. A possible explanation for a better performance ofMAPP than MAPE could be that it had higher solid content,higher maleic anhydride content, and lower viscosity (Table1), thus imparting better properties to the resin blends. Ahigh COV was also observed with all fracture data owing toinherent variation in the wood substrate (Schmidt 1998;Gagliano and Frazier 2001; Scoville 2001).
Conclusions
Commercial PF resin designed for OSB was modified withreactive polyolefins (MAPP and MAPE) and the dynamicthermal properties and fracture toughness of the modifiedsystem were investigated. Dynamic properties and fracturetoughness had a very complex dependence on the chemicalnature as well as the amount of reactive polyolefins. MAPPwas found to perform better in improving dynamic stiffnessand did not have an adverse effect on the damping propertyof the cured resin systems. Fracture toughness of the resinsystem improved with the addition of MAPP in specimensconditioned to 12% MC; however, the same was not trueafter 24-h water soaking, except at the 3% MAPP content.No improvement in fracture toughness was observed withaddition of MAPE at all of the tested levels. These resultscannot be interpreted beyond doubt that MAPP significantly
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM

Dynamic thermomechanical properties of PF-MAPO blends 87
Article in press - uncorrected proof
toughens the PF resin. Nevertheless, MAPP anionic emulsionwas chosen over MAPE anionic emulsion to blend with PFresin for manufacturing OSBs in the second part of thisstudy.
Acknowledgements
This work was sponsored by the Office of Naval Research, underthe direction of Mr Ignacio Perez, under Grant N00014-03-1-0949.
References
Beech, J.C. (1975) Thickness swelling of wood particleboard. Holz-forschung 29:11–18.
Blackman, B., Dear, J.P., Kinloch, A.J., Osiyemi, S. (1991) Thecalculation of adhesive fracture energies from double-cantileverbeam test specimens. J. Mater. Sci. Lett. 10:253–256.
Boogh, L., Pettersson, B., Manson, J.A.E. (1999) Dendritic hyper-branched polymers as tougheners for epoxy resins. Polymer40:2249–2261.
Chen, J.P., Lee, Y.D. (1995) A real-time study of the phase-sepa-ration process during polymerization of rubber-modified epoxy.Polymer 36:55–65.
Clemons, C., Young, R.A., Rowell, R.M. (1992) Moisture sorptionproperties of composite boards from esterified aspen fiber. WoodFiber Sci. 24:353–363.
Felix, J.M., Gatenholm, P. (1991) The nature of adhesion in com-posites of modified cellulose fibers and polypropylene. J. Appl.Polym. Sci. 42:609–620.
Gagliano, J.M., Frazier, C.E. (2001) Improvements in the fracturecleavage testing of adhesively-bonded wood. Wood Fiber Sci.33:377–385.
Garcia, R.A., Cloutier, A., Riedl, B. (2005) Dimensional stability ofMDF panels produced from fibres treated with maleated poly-propylene wax. Wood Sci. Technol. 39:630–650.
Gardziella, A., Pilato, L.A., Knop, A. (2000) Phenolic Resins,Chemistry, Applications, Standardization, Safety and Ecology.Springer, Heidelberg.
Geimer, R.L., Follensbee, R.A., Christiansen, A.W., Koutsky, J.A.,Myers, G.E. (1990) Resin characterization. In: International Par-ticleboard/Composite Materials Symposium. Ed. Maloney, T.M.pp. 65–83.
Haygreen, G., Gertjejansen, R.O. (1972) Influence of the amountand type of phenolic resin on the properties of a wafer-typeparticleboard. Forest Prod. J. 22:30–34.
Hiziroglu, S., Kamdem, D.P. (1995) Physical and mechanical prop-erties of hardboard made of black locust furnish. Forest Prod. J.45:66–70.
Kim, J., Robertson, R.E. (1992a) Possible phase-transformationtoughening of thermoset polymers by poly(butylene terephtha-late). J. Mater. Sci. 27:3000–3009.
Kim, J.K., Robertson, R.E. (1992b) Toughening of thermoset pol-ymers by rigid crystalline particles. J. Mater. Sci. 27:161–174.
Kinloch, A.J. (1987) Adhesion and Adhesives: Science and Tech-nology. Chapman and Hall, London.
Kinloch, A.J., Little, M.S.G., Watts, J.F. (2000) The role of theinterphase in the environmental failure of adhesive joints. ActaMater. 48:4543–4553.
Lisperguer, J., Droguett, C., Ruf, B., Nunez, M. (2005) Differentialscanning calorimetry and dynamic mechanical analysis of phe-nol-resorcinol-formaldehyde resins. J. Chilean Chem. Soc. 50:451–453.
Lu, J.Z., Wu, Q.L., Negulescu, I.L. (2002) The influence of malea-tion on polymer adsorption and fixation, wood surface wetta-bility, and interfacial bonding strength in wood-PVC composites.Wood Fiber Sci. 34:434–459.
Maldas, D., Kokta, B.V. (1991) Surface modification of wood fibersand their performance in polystyrene composites. Abstr. Pap.Am. Chem. Soc. 202:112-PMSE.
Menard, K.P. (1999) Dynamic Mechanical Analysis: A PracticalIntroduction. CRC Press, Boca Raton, FL, pp. 208.
Mezzenga, R., Manson, J.A. (2001) Novel modifiers for thermosetresins: Dendritic hyperbranched polymers. Abstr. Pap. Am.Chem. S. 221:527-PMSE.
Pearson, R.A., Yee, A.F. (1993) Toughening mechanisms in ther-moplastic-modified epoxies. 1. Modification using poly-(phenylene oxide). Polymer 34:3658–3670.
Romano, A.M., Garbassi, F., Braglia, R. (1994) Rubber-toughenedand thermoplastic-toughened epoxy adhesive films. J. Appl.Polym. Sci. 52:1775–1783.
Rude, E., Laborie, M.P.G. (2008) Carbon-13 cross-polarization mag-ic-angle-spinning nuclear magnetic resonance investigation ofthe interactions between maleic anhydride grafted polypropyleneand wood polymers. Appl. Spectrosc. 62:563–568.
Schmidt, R.J. (1998) Aspects of wood adhesion: applications of 13CCP/MAS NMR and fracture testing. (Ph.D.) Wood Science andForest Products. Virginia Tech., Blacksburg, VA.
Scoville, C.R. (2001) Characterizing the durability of PF and pMDIadhesive wood composites through fracture testing. (MS) Vir-ginia Tech., Blacksburg, VA.
Simonsen, J., Jacobsen, R., Rowell, R. (1998) Wood-fiber reinforce-ment of styrene maleic anhydride copolymers. J. Appl. Polym.Sci. 68:1567–1573.
Stark, N.M. (1999) Wood fiber derived from scrap pallets used inpolypropylene composites. Forest Prod. J. 49:39–46.
Stat-Ease (2007) Design-Expert� 7.1 for Windows – Software forDesign of Experiments (DOE). Minneapolis, MN.
Turi, E.A. (1981) Thermal Characterization of Polymeric Materials.Academic Press, New York, pp. 972.
Zheng, J., Fox, S.C., Frazier, C.E. (2004) Rheological, wood pen-etration, and fracture performance studies of PF/pMDI hybridresins. Forest Prod. J. 54:74–81.
Received January 19, 2010. Accepted May 11, 2010.Previously published online October 21, 2010.
Brought to you by | University of Arizona LibraryAuthenticated | 150.135.135.70Download Date | 5/5/13 4:36 AM




![· Web viewIn industry, maleic acid is derived by hydrolysis of maleic anhydride, the latter being produced by oxidation of benzene or butane. [1] Maleic acid is an industrial raw](https://img.pdfslide.net/doc/110x75/5b1f7c077f8b9a34458b574b/-web-viewin-industry-maleic-acid-is-derived-by-hydrolysis-of-maleic-anhydride.jpg)
























