Embed Size (px)
Citation preview

Recent Developments in Friction Stir Welding of Al-alloysGurel Cam and Selcuk Mistikoglu
(Submitted January 21, 2014; in revised form March 12, 2014; published online April 8, 2014)
The diversity and never-ending desire for a better life standard result in a continuous development of theexisting manufacturing technologies. In line with these developments in the existing production technologiesthe demand for more complex products increases, which also stimulates new approaches in productionroutes of such products, e.g., novel welding procedures. For instance, the friction stir welding (FSW)technology, developed for joining difficult-to-weld Al-alloys, has been implemented by industry in manu-facturing of several products. There are also numerous attempts to apply this method to other materialsbeyond Al-alloys. However, the process has not yet been implemented by industry for joining thesematerials with the exception of some limited applications. The microstructures and mechanical propertiesof friction stir welded Al-alloys existing in the open literature will be discussed in detail in this review. Thecorrelations between weld parameters used during FSW and the microstructures evolved in the weld regionand thus mechanical properties of the joints produced will be highlighted. However, the modeling studies,material flow, texture formation and developments in tool design are out of the scope of this work as well asthe other variants of this technology, such as friction stir spot welding (FSSW).
Keywords Al-alloys, friction stir welding, grain refinement,hardness loss, joining, joint performance
1. Introduction
Welding is a unique manufacturing method, which allowsthe production of complex parts from the materials that aredifficult to be formed. In these cases, the individual pieces areproduced separately, and then joined by means of a suitablejoining technique. Besides, welding technology, generally, isnot an alternative to other manufacturing methods but acomplementary process. Therefore, weldability is one of themost important factors determining the application of novelmaterials. Nowadays, with the advancing technology, thedemand for complex products, that are impossible to manufac-ture as a single piece or their manufacturing is too costly, hasincreased. High speed trains, for which fuel consumption isobviously important, are examples of such products.
The advances made regarding the weldability of materialsused in the engineering applications through development of newwelding technologies such as FSW have increased the impor-tance of welding technology. Welding of Al-, Mg-, Cu-alloys,stainless steels, which are difficult-to-weld through conventionalwelding methods such as arc welding or impossible to weld suchas non-weldable Al 7075 alloy, is now possible by laser weldingor FSW, which is a novel solid state welding method.
Friction stir welding is still considered to be the mostsignificant development in joining of materials in last 20 years(Ref 1-18). Presently, this welding technique is commerciallyused in several industries, such as ship-building (Ref 2, 3, 19),
high-speed train manufacturing (Ref 2, 19), and aviationindustry (Ref 2, 20, 21).Some FSW variants have recently beendeveloped for improved joint performance. For example, thedual-rotation FSW variant was developed at TWI, whereby theprobe and shoulder rotate separately (Ref 22). The dual-rotationFSW variant provides for a differential in speed and/or directionbetween the independently rotating probe and the rotatingsurrounding shoulder. Another FSW variant recently developedis Twin-stirTM technique which involves a pair of tools appliedon opposite sides. This FSW variant offers certain advantagesover conventional FSW, such as a reduction in reactive torqueand a more symmetrical weld and heat input through thethickness (Ref 23-25). Similarly, recently developed friction stirspot welding is a candidate to replace conventional resistancespot welding (Ref 26). This method is successfully used inoverlap-joining of Al-alloys plates, which are not weldable byresistance spot welding. Thus, this will make the use lightweightAl-alloys in the manufacturing of cars possible. This techniqueis at the stage of industrial use in automobile industry in lapjoining of Al-alloys sheets. The method also presents itself as apotential candidate to replace riveting. Therefore, intenseresearch is currently being conducted in FSSW of other alloys,such as Ti-alloys and steels. Moreover, with the application ofhybrid laser-friction stir welding (laser-assisted friction stirwelding); it is also possible to weld steels that have highermelting temperatures (Ref 27). This hybrid welding method isstill in the development phase and it is expected to be used inindustrial applications in near future.
2. Friction Stir Welding Technique
Friction stir welding, which was developed and patented inthe UK in early 1990�s by The Welding Institute (TWI), isusually used in welding of plates and is different fromconventional friction welding (Ref 1-18). In this method, the
Gurel Cam and Selcuk Mistikoglu, Faculty of Engineering, MustafaKemal University, 31200 Iskenderun, Hatay, Turkey. Contact e-mail:[email protected].
JMEPEG (2014) 23:1936–1953 �ASM InternationalDOI: 10.1007/s11665-014-0968-x 1059-9495/$19.00
1936—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

plates-to-be-welded clamped together rigidly in butt or overlapcondition and a stirring tool with a suitable geometry movesalong them, while the pieces-to-be-joined are moved over eachother in conventional friction welding method. In this method,the stirring tool rotating at a high rate is plunged into theclamped plates causing friction. The heat caused by the frictionbetween the tool shoulder and the workpiece results in anintense local heating that does not melt the plates to be joined,but plasticizes the material around the tool. The shoulder of thetool also prevents the plasticized material from being expelledfrom the weld. The friction at the pin surface providesadditional frictional heat to the workpieces to a lesser extent.Then, the rotating tool moves along the plates transferring thesoftened material around itself, stirring the plates together. Theplasticized material is pressed downwards by the tool shoulder,preventing the material from flowing out from the surface. Thematerial is transported from the front of the tool to the trailingedge where it is forged into a joint. Thus, the workpieces aremechanically mixed under severe deformation conditionsduring this solid state joining technique. The application ofthis method is shown schematically in Fig. 1 (Ref 1-16). Thisjoining technique is originally regarded to display similar solid-state bonding conditions as the extrusion process (Ref 28, 29).However, it was reported that the solid-state bonding conditionsare different in these processes. In extrusion, welding occursbetween two oxide-free surfaces and the determining parameteris extrusion rate whereas the flowing material bonds on acontaminated surface which is heated and compressed by theaction of the tool shoulder and the determining parameters aretool rotational speed and traverse speed (Ref 29).
Generally, in friction stir butt-welding of thin plates acylindrical tool (a pin-type probe) is employed, whereas in butt-welding of thicker plates a conical tool should be used. In bothcylindrical and conical tools, the tool surfaces are threaded. Onthe other hand, lap-welding requires a modified tool to ensurefull disruption of the tenacious oxide layer present on thesurfaces of Al-alloys and a wider stir zone than butt-welding(Ref 30, 31). Hence, more complex-shaped tools must be usedin lap-welding applications to break the stable oxide layers andto obtain a better metallurgical bond, Fig. 2 (Ref 31). Variousfriction stir welding tools have been developed and patented fordifferent applications. More information regarding the devel-opments in stirring tool design can be found in excellentreviews of Ma and Mishra (Ref 11), Nandan et al. (Ref 15),Thomas et al. (Ref 31), and Rai et al. (Ref 32).
This welding process can be performed using specialfriction stir welding equipments or a conventional vertical
milling machine. There exist different sizes of friction stirwelding devices manufactured for commercial purposes, cost-ing as much as $1 million. Even though the method wasspecifically developed for Al-alloys, it is also used successfullyfor Al-Li alloys, 7075 Al-alloy and 0.8 mm thick zinc plates,which are either difficult-to-weld or non-weldable throughconventional welding methods (Ref 11, 33-35). The methodalso has potential for welding of Mg-, Cu-, Ti-, Al-alloy matrixcomposites, lead, steels, stainless steels, thermoplastics, anddifferent materials with similar melting temperatures (weldingof Al-alloys with different Al-alloys and Al-alloys with Mg-alloys). The state of art of friction stir welding of structuralalloys beyond Al-alloys has been discussed in detail in anexcellent recent review by Cam (Ref 36). Therefore, this issueis out of the scope of this current work.
With this method, 50 mm thick Al-alloys plates can be butt-welded and plates up to 100 mm thickness can also be butt-joined by double-sided welding (Ref 11, 22-24, 37). Thedouble-sided friction stir welding application is shown sche-matically in Fig. 3.
This welding method can also be used successfully in lap-welding of plates. Moreover, the joining of plates with differentthickness can be achieved with this welding method byplunging the tilted tool into the plates. Owing to the fact that
Fig. 1 Schematic presentation of friction stir welding technique
Fig. 2 Various friction stir welding pins: (a) a cylindrical pin usedin welding of thin plates, (b) a conical shape pin in welding of thickplates and (c) TrifluteTM type pin developed for friction stir overlap-welding (Ref 31)
Fig. 3 Schematic illustration of double-sided friction stir weldingapplied to thicker plates (Ref 22-24, 36)
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1937

it is a mechanical solid state welding technique, it can also beapplied under water. The welding speed is dependent on thethickness of the plate to be welded, typically 600 mm/min for6 mm thick Al-alloy plates.
The advantages of friction stir welding over conventionalfusion welding processes are as follows (Ref 3, 11, 31, 33, 34):
• 2XXX and 7XXX series Al-alloys and Al-Li alloys,which are difficult-to-weld through conventional weldingmethods, can be successfully joined,
• The heat input during the welding is lower, therefore, theloss in the mechanical properties is less,
• Shrinkage, distortion and residual stresses are very smallespecially in thin plates,
• Surface preparation prior to welding is not too critical asthin oxide films are tolerated,
• Because it is a solid state welding, problems encounteredin conventional fusion welding methods, such as crackingand porosity formation are not experienced,
• There is no need for filler material,• After the welding there is no need for further surface
treatment as it produces clean surfaces,• Butt- and lap-welding are possible,• Typically 1 km long welding can be achieved with the
same tool,• It is environmentally friendly as there is no emission of
gas, dust or arc,• It is highly energy-efficient,• It is very suitable for automation and robotic applications.
The disadvantages are:
• It cannot be applied to every material. It can only beapplied to materials with low strength and low meltingpoint (higher melting point materials require special tools),
• The plates to be welded have to be fixed firmly,• The speed of welding is relatively low (typically 750 mm/
min for 5 mm thick Al-alloy plates of 6XXX series),• Powerful machines are needed for joining thicker plates.
Presently, this welding technique is commercially used in ship-building (Ref 2, 3, 19), high-speed trainmanufacturing (Ref 2, 19),and aviation industry (Ref 2, 20, 21) as pointed out earlier.Standard length Al-extrusion panels used in high speed cruises arepresently joined by this method, Fig. 4. Furthermore, this methodis successfully used in welding of fuel tanks of Al-Li 2195 alloyspace shuttles (Ref 21). Friction stir welding has a great potentialfor light-weight Al-structures such as some parts in passengeraeroplanes and further research is conducted in this field (Ref 19,34). This welding technique is used in carriage manufacturing ofhigh speed trains in Japan, in the production of honeycombstructures from Al extrusions (Fig. 5, 6) (Ref 19).
3. Process Parameters of Friction Stir Joining
General characteristics of FSW, namely weld variables, welddefects encountered, plastic flow, microstructural evolution, and
Fig. 4 Friction stir joining of Al-extrusion panels used in high speed cruises (Ref 2, 3, 19)
Fig. 5 Friction stir joining of Al-panels in manufacturing of high speed trains in Japan (Ref 19)
1938—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

grain refinement, are very briefly discussed in this section forthe sake of a better understanding. The readers may find moredetailed discussions on these issues in the following reviewsand books (Ref 11, 15, 16, 19, 20).
3.1 Weld Variables
The welding (traverse) speed, the tool rotational speed, thevertical pressure on the tool (axial pressure), the tilt angle of thetool, and the tool design are the main independent variables thatare used to control the FSW process (Ref 15). These variablesdetermine the peak temperature, x-direction force, torque, andthe power.
Peak temperature significantly increases with the increase intool rotational speed and decreases slightly with increasingtraverse speed. Figure 7 illustrates the effect of tool rotationalspeed on the nugget formation at constant welding speed andaxial force (Ref 38). It also increases with increase in the axialpressure. Axial pressure also influences the joint quality. Veryhigh pressures lead to overheating and thinning of the jointwhile very low pressures may lead to insufficient heating and inturn void formation. Higher traverse speeds may causeexcessive x-direction force, which may in turn lead to toolerosion and, in extreme cases, tool breakage. Power require-ment also increases with increasing axial pressure (Ref 15).
The torque depends on several parameters such as theapplied vertical pressure, tool design, the tilt angle, local shearstress at the tool-workpiece interface, the friction coefficientand the extend of slip between the tool and the workpiece. Thetorque decreases with the increase in tool rotational speedowing to the increase in peak temperature when other variablesare kept constant. On the other hand, torque is not significantlyaffected by the change in traverse speed. The relative velocitybetween the tool and the workpiece is mainly determined by thetool rotational speed. Thus, the peak temperature is notsignificantly affected by the traverse speed. High traversespeeds tend to reduce heat input applied to the workpiecesduring FSW. Therefore, the torque increases only slightly withincreasing traverse speed since material flow becomes some-what more difficult at slightly lower temperatures (Ref 15).
3.2 Weld Defects
The joints obtained by friction stir welding usually exhibit abetter weld profile and surface quality than those obtained byconventional fusion welding techniques. With this novelmethod, defect-free joints are possible provided that the welding
is conducted properly and optimal welding parameters are used.Surface irregularity, which is caused by unbalanced motion ofthe tool, and kissing-bond type defects at the vicinity of the weldroot, that are encountered due to insufficient hydrostaticpressure levels obtained during joining, are the characteristicdifficulties observed in this joining process (Ref 14). Anothersurface defect encountered in FSW is in the form of excess flash,caused by surface overheating as a result of significantheterogeneity in heat generation at the interface between thetool shoulder and the workpiece (Ref 39, 40).
Another possible welding flaw is the formation of a channel-like void (wormhole defect) in the stir zone near the bottom ofthe weld (Ref 14, 15). The flow of the plasticized material fromthe stir zone beneath the shoulder may result in the formation ofthis defect. This can be prevented by machining suitablecontours on the tool surface and under the tool shoulder, whichsupports the material flow towards the bottom of the weld andby keeping the depth of tool penetration constant throughoutthe joining. It was found out that an increase in traverse speed,at a constant rotational speed, leads to the formation ofwormhole defect near the bottom of the stirred zone (Ref 15,39). Moreover, the size of the wormholes increases with thetravel speed (Ref 39) due to the inadequate material flowtowards the bottom of the weld. There are indications that theratio of travel speed to rotational speed is an important variable
Fig. 6 Schematic illustration of friction stir welding application inthe manufacturing of honeycomb structures (Ref 19)
Fig. 7 Macrographs showing the effect of tool rotation rate on thenugget zone shape of friction stir welded AA2524-T351 (constantwelding speed and axial force). Note reduction in the size of nuggetzone with decreasing rotation rate (Ref 38)
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1939

affecting the formation of the wormhole defect (Ref 15, 41, 42).Long and Khanna (Ref 42) reported that a high travel-speed torotational-speed ratio for the same material and tool geometrytends to favor the formation of these defects. It is also worthpointing out that the propensity for voids or cracks generallyincreases with the welding speed although there is an alloy-dependence (Ref 39, 43).
It is obvious that tool design and welding variables affectmaterials flow patterns. However, no relation between thematerial flow and the formation of voids has yet beenestablished and no unified mechanism of void formation exists.However, Elangovan and Balasubramanian (Ref 44) investi-gated the effects of rotational speed and tool design on defectformation in friction stir processing of AA2219. Five pinprofiles, namely straight cylindrical, tapered cylindrical,threaded cylindrical, triangular and square, and were employedto fabricate joints at various tool rotational speeds. It was foundout that the square tool pin profile resulted in the least defectcontent in the weld as the flat faces produced a pulsating actionwhich led to more effective stirring. Moreover, a square toolhas higher eccentricity, which is defined as the ratio of thedynamic volume swept by the tool to the static volume of thetool. For instance, the eccentricity of a square tool is pd2/4:d2/2 = p/2 = 1.57, where d is the diagonal of the square.
3.3 Microstructural Evolution
Typical microstructures observed in friction stir welded jointare two types as schematically shown in Fig. 8 (Ref 36). In thefirst type, the weld area consists of three distinct zones, namelystirred (nugget) zone (also called dynamically recrystallizedzone, DXZ), thermo-mechanically affected zone (TMAZ) andheat-affected zone (HAZ), as seen in Fig. 8(a) (Ref 11, 14, 15,36, 45). This three-zone weld area is typically observed inFSWed materials with low rates of recrystallization, such as Al-alloys. However, the second type exhibits a weld cross-sectionconsisting of only two regions, namely stirred zone (also calleddynamically recrystallized zone) and HAZ, as shown inFig. 8(b). This type of microstructural evolution in the weld
area is usually observed in FSW of materials with a higherrate of recrystallization, such as austenitic stainless steels andTi-alloys (Ref 36). Thus, there is no DXZ or TMAZ in this casesince both the entire DXZ and TMAZ regions are completelyrecrystallized when the recrystallization is easily induced(Ref 36).
The frictional heat and intense plastic deformation occurringwithin the stirred zone result in dynamic recrystallization andtexture formation. The heat generated within the stirred zone isdetermined by two factors, namely tool rotational speed andtraverse speed. The tool geometry plays an important role andis the third factor affecting the heat generated within the stirzone. Another important factor affecting the heat generatedwithin the stir zone is the thermal conductivity of the material-to-be-welded. These factors, namely tool geometry, rotationaland traverse speeds, and thermal conductivity of the material,also determine the shape of the stir zone (Ref 15). Furthermore,parameters such as plate thickness and heat dissipation mayalso influence the microstructural evolution in and around theweld nugget.
The microstructural changes in various zones of a FSW jointhave significant effect on the joint performance. Therefore,several investigations have been conducted on the microstruc-tural changes within the stir zone of friction stir welds (Ref 4-7,9, 10, 46-84). One has to balance the heat generated duringwelding by optimizing the weld parameters, such as toolrotational speed and traverse speed for a given tool geometry.Low frictional heating results in undesirable material flowleading to weld defects such as voids particularly in joining ofhigh melting point materials, whereas high frictional heatingleads to extensive growth of the recrystallized grains in andaround the stirred zone and dissolution of strengtheningprecipitates in precipitation hardened materials such as highstrength Al-alloys.
Intense frictional heating and plastic deformation within thestir zone leads to dynamic recrystallization resulting in fine-grained microstructure unless excessive heat generated (Ref 6,9, 11, 46-48, 64, 65). This region is referred to as stirred zone(SZ) or dynamically recrystallized zone (DXZ). Under someconditions, onion ring structure was observed within the stirredzone (Ref 28). The formation of the onion rings is considered tobe due to the process of friction heating as a result of therotation of the tool and the forward movement extruding thematerial around to the retreating side of the tool (Ref 28). Thespacing of the rings is found to be equal to the forwardmovement of the tool in one rotation (Ref 28). The excessiveheat input to the material during joining due to very highrotational speeds and/or large tool shoulder diameter andsurface area results in vanishing of the onion rings. The stirredzone generally comprises the material most strongly affected bythe tool rotation. The peak temperatures in this region isthought to be in the range of 0.6-0.95 Tm, depending on thematerial, tool design and operating conditions (weld parame-ters) (Ref 5, 52, 71-79). The upper portions of the stirred zoneexperience heating and deformation effects from the toolshoulder as well as from the tool pin. In the SZ, the materialundergoes dynamic recrystallization due to intense frictionalheat and plastic deformation as mentioned earlier.
Some researchers proposed on the other hand that the reasonfor grain refinement within the SZ is extensive plasticdeformation and dynamic recovery, not the dynamic recrystal-lization (Ref 72, 80). However, a mixture of recovery andrecrystallization phenomena occurs simultaneously (Ref 15).
Fig. 8 Schematical presentation illustrating the cross-sections of thejoint area obtained in friction stir welding: (a) in materials withslower recrystallization rate (e.g., Al-alloys) and (b) in materials withfaster recrystallization rate (e.g., austenitic stainless steels or Ti-al-loys). A: stirred zone (SZ), B: thermo-mechanically affected zone(TMAZ), C: heat affected zone (HAZ)
1940—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

The second region next to the SZ is the thermo-mechanicallyaffected zone (TMAZ), where the material experiences lesserstrains and strain rates as well as lower peak temperatures. Thisregion is often characterized by a pattern of grain distortion thatsuggests shearing and flow of material about the rotating tool.The grain distortion is believed to lead to fragmentation andformation of fine equiaxed grains near the interface betweenTMAZ and SZ (Ref 73). Next to the TMAZ, HAZ exists oneither side of the SZ, where the material experiences only athermal cycle.
3.4 Grain Refinement
Several investigations have well demonstrated that grainrefinement in the stir zones of Al-alloys (Ref 4-7, 9-11, 46-48,51-97), carbon steels (Ref 98-106), and brasses (Ref 107-110)is achieved in friction stir welding provided that the heat inputduring welding is not excessively high. The reason for this is
the intense plastic deformation taking place within the stir zoneas pointed out earlier. Even ultra-fine grained microstructure(average grain size <1 lm) can be achieved within stirredzone by employing special tool geometries and external coolingduring welding (Ref 11, 47, 48, 51, 53-55, 70).
FSW parameters, namely tool rotational and traverse speeds,tool geometry, vertical pressure applied, the heat generated,materials properties such as thermal conductivity and externalcooling are the important factors influencing the grain sizeevolving within the stirred zone. The degree of deformation isthe crucial factor determining the grain size of the recrystallizedgrains (Ref 11). As the degree of deformation increases thegrain size decreases according to the general principles ofrecrystallization. On the other hand, the heat input (energyinput per unit weld length) applied to the material duringwelding results in grain coarsening. Increasing tool rotationalspeed or ratio of tool rotational speed to traverse speed leads toan increase both in the degree of deformation and the heat input
Fig. 9 The influence of tool rotation rate on the size of the recrystallized grains in the SZ of friction stir welded AA2524-T351 alloy with con-stant welding speed and axial force. Note reduction in the grain size with decreasing rotation rate (Ref 38)
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1941

(Ref 11, 81). Thus, the recrystallized grain size is determinedby the dominating factor between the tool rotational andtraverse speeds, in other words by the competition between thedegree of deformation and heat input. Several investigationshave well demonstrated that the grain size in the stirred zonesof Al-alloys can be reduced by decreasing the tool rotationalspeed at a constant traverse speed or increasing weld speed at aconstant rotational speed or decreasing the ratio of toolrotational speed to traverse speed (Fig. 9, 10, 11) (Ref 11, 35,38, 50-54, 108, 109). Studies conducted on FSW of Al-alloyshave also revealed that the grain size varies within the stirredzone, from the top to the bottom as well as from the weldcenterline to the sides (Ref 6, 11, 64). The variation of grainsize from the weld centerline to the edge of the stirred zone isconsistent with the temperature variation across the weldnugget, being maximum at the centerline and decreasing withdistance on either side of it (Ref 6, 11). The grain size is alsofound to decrease from the top to the bottom of weld nugget,
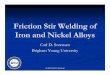
Fig. 10 Grain refinement in friction stir welds of 3 mm thick Cu-Zn30 and Cu-Zn37 alloys (i.e., 73/30 and 63/37 brasses): (a) macrographshowing the cross-section of the joint, and microstructures of (b) base material (BM) and (c) stir zone (SZ) of 70/30 brass joint, and microstruc-tures of the SZs of the 63/37 brass joints produced at a rotational rate of 1250 rpm with different traverse speeds: (d) 100 mm/min, (e) 125 mm/min and (f) 150 mm/min. Note grain refinement in the SZ after FSW and reduction of grain size with increasing travel speed at a constant rota-tion rate (Ref 36, 108, 109)
Fig. 11 The grain size in the weld nugget of FSWed AA2524 Al-alloy joints as a function of rotation rate at constant weld speed andvertical force (Ref 35)
1942—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

which is believed to be due to temperature profile and heatdissipation in the weld nugget (Ref 11). Since the bottoms ofthe workpiece is in contact with the backing plate, the peaktemperature is lower and the thermal cycle is shorter comparedto the top region of the weld nugget, thus retarding the graincoarsening and leading to finer grain sizes (Ref 11). In thisrespect, the plate thickness is also an important factordetermining the grain size variation within the weld nugget.
4. Friction Stir Welding Of Al-Alloys
The technique has initially been widely investigated formostly low melting materials, such as Al, Mg, and Cu alloys. Ithas proven to be very useful, particularly in the joining of thedifficult-to-fusion join high strength Al-alloys used in aero-space applications, such as highly alloyed 2XXX and 7XXXseries aluminum alloys. The difficulty of making high-strength,fatigue and fracture resistant welds in these aluminum alloyshas long inhibited the use of welding processes for joiningaerospace structures. Instead, mechanical fastening (e.g., rivet-ing) has been the usually preferred joining method except inproduction of pressure vessels for rocket propellant andoxidizer tanks. Many of the problems with welds in aerospaceAl-alloys stem from the unfavorable distribution of brittlesolidification products, cracking and porosity in the weldregion. Encouraging results obtained in FSW of high-strengthaerospace aluminum alloys, that are typically difficult-to-weld,have expanded the practical use of this technique. Friction stirwelding of Al-alloys will be discussed in two subsections,namely FSW of non-heat-treatable alloys and of heat-treatable(precipitation strengthened) alloys since the welding metallurgydiffers in these alloys significantly.
Al-alloys have a face-centered cubic crystal structure at alltemperatures up to their melting point. Thus, they do notundergo an allotropic phase transformation. Al-alloys have lowdensity, about one third of steel or copper, and excellentcorrosion resistance. They are classified into two groups,namely non-heat-treatable and heat-treatable alloys, dependingon their strengthening mechanism (Ref 111-113).
4.1 FSW of Non-heat-treatable Al-Alloys
4.1.1 Physical Metallurgy of Non-heat-treatable Al-alloys. Non-heat-treatable Al-alloys are strengthened by solidsolution hardening (i.e., alloying) and cold-work hardening (bycold rolling of plates at the last forming stage to certain levels)mechanisms (Ref 113). Solid solution strengthened Al-alloysexhibit the fewest problemswith respect to the HAZ if they are notcold-worked. They do not undergo a solid state transformationand, therefore, the effect of the thermal cycle during welding issmall, and the properties of the HAZ are almost unaffected by thewelding. A slight grain coarsening in this region may take placewhich does not usually alter the properties significantly. On theother hand, the heat input applied to the material during fusionwelding may lead to the segregation and/or evaporation of soluteatoms in the FZ, which results in a loss of strength. The loss ofstrength in the FZ of these alloys is negligible if the alloy is weldedin the annealed condition. The effect of the thermal cycle of fusionwelding is much more pronounced when the material is strain-hardened. In this case, recrystallization and grain growth takeplacein the HAZ as the temperature exceeds that of recrystallization
leading to a significant loss of strength, i.e., softening. The loss ofstrength is particularly higher at regions near the FZ experiencinghigher temperatures where grain coarsening is more remarkable.The FZ strength can, on the other hand, be increased by usingadequate filler wires in arcwelding. Hence, the hardnessminimumlies within the HAZ next to the FZ. The strength of the fusionwelded joints of cold-worked alloys is generally lower than that ofthe base material, which is another problem encountered in fusionwelding. The loss of strength in the weld region can be eliminatedby welding these alloys in annealed condition. Furthermore, thestrength loss in the fusion zone is much more pronounced in heat-treatable Al-alloys (Ref 111-113).
Non-heat-treatable Al-alloys can readily be fusion-welded.However, these alloys possess certain characteristics inherent toall Al-alloys, such as a tenacious oxide layer, high thermalconductivity, a high coefficient of thermal expansion, highreflectivity, solidification shrinkage almost twice that of ferrousalloys, relatively wide solidification temperature ranges, atendency to form low melting constituents, and high solubilityof hydrogen in molten state (Ref 111-113). Therefore, apropensity for porosity formation may be encountered in fusionwelding of these alloys. Furthermore, the high reflectivity ofthese alloys leads to difficulties in laser beam welding (Ref 113).
One of the difficulties encountered in fusion welding of non-heat-treatable Al-alloys is the formation of porosity in fusionzone as already mentioned. The porosity in aluminum alloysweldments is mainly caused by hydrogen gas entrapped duringsolidification, which has much higher solubility in liquid statethan solid state (Ref 111-113). In order to avoid the problem ofporosity formation, pre-weld joint preparation requires specialcare. The surfaces should be thoroughly cleaned chemically ormechanically prior to joining. Porosity formation is not aconcern in FSW due to its solid-state nature. Thus, surfacepreparation is not critical in FSW of Al-alloys in contrast tofusion welding.
Al-alloys are generally sensitive to weld metal cracking dueto their large solidification temperature range, high coefficientof thermal expansion, and large solidification shrinkage. Thesensitivity of non-heat-treatable grades to cracking is lowerthan that of the heat-treatable grades owing to the fact that theyare not as much heavily alloyed.
4.1.2 Weld Microstructure and Properties of Non-heat-treatable Al-alloys. Generally, FSW does not lead to the lossstrength in the joint area in the solid-solution hardenedAl-alloys (Ref 114-117) since fine recrystallized grains are formedin the SZ resulting in maintenance of the strength (Ref 3, 46,51-54, 76, 86-97) (Tables 1, 2). Several studies (Ref 46, 76, 87-97, 117, 118) have suggested that microstructural factorsgovern the hardness within the joint area in FSW of thesolution-hardened Al-alloys. These studies have indicated thatthe hardness is mainly determined by the grain size in frictionstir welds of solution hardened Al-alloys. Kwon et al. (Ref 51,53, 54) adopted a cone-shaped pin with a sharpened tip toreduce the amount of frictional heat generated during frictionstir processing (FSP) of Al 1050, hence to obtain ultra-finegrains. A peak temperature of only 190 �C was recorded in theFSP zone at a tool rotational speed of 560 rpm and a traversespeed of 155 mm/min, which resulted in a grain size of 0.5 lm.In an investigation on FSW of Al-alloy 5083-O, Svesson et al.(Ref 117) proposed that the hardness profile depends mainly ondislocation density, because the dominant hardening mecha-nism for this alloy is strain hardening. However, a detailedstudy more recently conducted on FSW of Al alloys 1080-O
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1943

and 5083-O (Ref 115) has revealed that the factors governingthe hardness within the joint area is different in particlecontaining and particle-free solution-hardened alloys althoughthe grain refinement occurs in both. For instance, a hardnessincrease within the stirred zone was observed in the particle-free Al-alloy 1080-O and the hardness can be explained byHall-Petch relation, indicating that the factor affecting thehardness is grain size. On the other hand, it was observed thatthe hardness could not be explained by the grain size in frictionstir welded Al-alloy 5083-O which contains a high density ofsmall particles. This study has suggested that the hardnessprofiles are mainly governed by the particle distribution(Orowan strengthening) in the friction stir welded Al alloycontaining many small particles (Ref 115). Attallah et al. (Ref18) also proposed that the intermetallic particle distribution hasa greater effect on the onion ring formation than variations inthe processing parameters.
A recent work was conducted by Etter et al. (Ref 93) todetermine the effect of initial sheet microstructure on thedynamic recrystallization mechanisms. For this purpose, Alalloy 5251 sheets were friction stir welded in both cold-worked(H14) and annealed (O) conditions. They proposed that therecrystallization mechanisms are different in friction stir weldedcold-rolled (pre-strained) and annealed sheets, i.e., a continuousdynamic recrystallization and a geometric dynamic recrystal-lization, respectively.
It is also worth pointing out that the hardness profiles offriction stir welded non-heat-treatable Al-alloys are alsogoverned by whether the material cold-rolled or annealed,depending on the heat input during welding, as clearly
indicated in Fig. 12 (Ref 35). Generally, no loss of strength isexperienced; even higher strength levels can be obtained in theweld zone as mentioned earlier when the material is annealed.However, a hardness decrease may be observed in the stirredzone of these alloys when welded in cold-rolled conditionunless the heat input is sufficiently low, due to the loss of cold-work hardening (Table 2). For instance, a significant reductionin hardness was reported in weld region of FSWed 5454-H32alloy (Ref 35). Similarly, Cam et al. (Ref 94) observed a
Table 1 A summary of grain size in stirred zone of FSW non-heat-treatable Al-alloys
Material Thickness, mm Tool geometry Rotation rate, rpm Feed rate, mm/min Grain size, lm Ref.
AA 1050 5.0 Conical (no thread) 560 155 0.5 (Ref 51, 53, 54)AA 1050 1.0 … … 400, 1320 <1 (Ref 88)AA 1080-O 4.0 … … … 20 (Ref 115)AA 1100 6.0 Cylindrical 400 60 4 (Ref 87)AA 5052-O 2.0 Standard (a) 2000-4000 500-2000 3-16.1 (Ref 89)AA 5083-Hxx 6.35 Standard 400 25.4-50.8 6.5-8.5 (Ref 11)AA 5083-O 6.0 … … … 4 (Ref 115)AA 5083-O 6.0-10.0 … … 46-132 10 (Ref 117)AA 5083-H116 5.0 MX-Triflute 200 300 2-15 (Ref 18)AA 5251-O 6.0 Standard 800 150 10 (Ref 76)AA 5251-H34 5.0 MX-Triflute 500 500 2-10 (Ref 18)AA 5754-Hxx 2.0 … … 100 6.4-13.5 (Ref 11)AA 5754-O 2.3 Frustum-shaped 500 500 2-9 (Ref 18)
(a) Cylindrical threaded tool
Table 2 A summary of FSW joint efficiency values for non-heat-treatable Al-alloys
Material Thickness, mm Rm of BM, MPa Rm of FSW, MPa Joint efficiency, % Ref.
AA 1050-H24 5.0 117 85 73 (Ref 84)AA 5005-H14 3.0 158 118 75 (Ref 13, 95)AA 5083-O 5.0 309 300-320 97-104 (Ref 84)AA 5083-O 6.0-15.0 285-298 271-344 95-119 (Ref 3, 11, 117)AA 5083-O 3.0 285-298 316-334 95-119 (Ref 92)AA 5086-H32 3.0 354 231-265 65-75 (Ref 94)AA 5182-H111 1.0 275 278 101 (Ref 97)AA 5754 1.0 230 �210 91 (Ref 118)
Fig. 12 Hardness distributions on transverse cross sections of fric-tion stir welds in Al-alloy 5454 both in annealed, i.e., O (opensysmbols) and cold worked conditions, i.e., H32 (closed sysmbols)(Ref 35)
1944—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

hardness decrease in the weld region of friction stir welded Al-alloy 5086-H32, indicating that the heat input was highresulting in loss of cold-work hardening and coarsening ofrecrystallized grains within the SZ. The joint efficiency wasabout 75%. Similar joint performance values were also reportedby von Strombeck et al. (Ref 13, 95), i.e., 75%, for friction stirwelded Al-alloy 5005-H14. The strength of FSWed coldworked non-heat-treatable Al-alloys can somewhat increasedby increasing weld speed at a constant rotation rate. Forinstance, Fig. 13 shows the variation of yield and tensilestrengths with increasing weld speed (Ref 35). On the otherhand, joint efficiencies between 95 and 120% were obtained infriction stir welded Al-alloy 5083-O, indicating that the jointsperform as good as the base material when the alloy is weldedin annealed condition (Ref 3, 117).
4.2 FSW of Heat-treatable Al-Alloys
4.2.1 Physical Metallurgy of Heat-treatable Al-alloys.A majority of the heat-treatable Al-alloys can be fusion-weldedreadily. However, the propensity for porosity formation in fusionjoining is also the case in these alloys as in non-heat-treatable Al-alloys. However, the porosity formation is not a concern in FSWas it is a solid-state joining technique asmentioned earlier in FSWof non-heat-treatable Al-alloys. The heat-treatable Al-alloys aremuch more sensitive to weld metal cracking than non-heat-treatable grades, as mentioned above (Ref 111-113). Weldcracking in heat-treatable Al-alloys may be classified into twogroups, namely solidification cracking and liquation cracking.Solidification cracking occurs within the fusion zone and iscaused by solidification shrinkage. Liquation cracking, on theother hand, takes place in the HAZ next to the fusion zone and iscaused by the formation of lowmelting constituents as a result ofhigher amount of alloying additions in these alloys. Theseconstituents have lowmelting points and so liquate (melt) duringwelding, accompanied by tears provided that sufficient stress ispresent (Ref 111-113, 119, 120). Higher heat input widens thepartially melted region and makes it more prone to tearing. Thus,solidification cracking is not encountered in FSW, which is asolid-state joining process.Moreover, liquation cracking is not anusual problem in low-heat input FSWowing to its nature, as thecase in low heat input power beam welding (i.e., laser andelectron beam welding) (Ref 111, 112).
Heat-treatable Al-alloys differ from non-heat-treatableAl-alloys in terms of strengthening mechanisms. These alloysare capable of forming second-phase precipitates for improvedstrength (Ref 15, 111-113). These alloys derive their strengthby virtue of precipitation hardening via natural or artificialaging from the solution-treated condition. However, the HAZof these alloys undergoes an annealing cycle in the samemanner as work-hardened alloys. But, the microstructuralchanges in this case are much more complex. The heat inputapplied to the material during fusion welding also results in thedissolution and coarsening of precipitates in the HAZ as well asin the dissolution and segregation and/or evaporation of somealloying elements in the FZ, i.e., base metal degradation,. Themaximum loss of strength is usually experienced in the HAZregion of arc welds where overaging takes place resulting incoarsening of precipitates as the strength of the FZ iscommonly increased via alloying by the use filler wires (Ref111-113).
Most of the precipitation hardened Al-alloys can be fusionwelded, but the welds exhibit lower strength levels than thoseof the base materials due to the fact that the thermal cycle of ajoining operation degrades the base material properties. Theextent of base metal degradation is determined by the weldingprocess and parameters (Ref 111-113, 121). Conventional arc-welding processes involve the application of 103-104 W/cm2
arc intensity and slow weld speeds (i.e., <15 mm/s) whichlead to excessive heat input into the base metal, thus resultingin a coarse weld microstructure and a wide HAZ. The extent ofoveraging, hence the loss of strength, in the HAZ region of thelow-heat input welds, such as autogenously laser beam (LB) orelectron beam (EB) welded joints, is not as high as that in arcweldments (Ref 122-124). In these welds, the minimumstrength is usually observed in the FZ, where the dissolutionof precipitates takes place. Therefore, base metal degradation inthe HAZ (HAZ degradation) of heat-treatable Al-alloys is ofprime concern in arc welding. Generally, the loss of strength inheat-treatable alloys is much more pronounced than that in non-heat-treatable alloys (Ref 111-113).
As pointed out above, metallurgical transformations in theweld region of heat-treatable alloys during fusion welding leadto base metal degradation in this region. Post-weld solutiontreating and aging provides the greatest improvement in jointstrength, but this practice involves use of water quenchingwhich may result in intolerable distortion in the workpiece.Post-weld aging at lower temperatures provides, on the otherhand, moderate recovery of joint strength and does not requirewater quenching (Ref 111, 112). An alternative way ofeliminating the loss of strength in the weld region is to weldthese alloys in solution-treated condition (T4) and age themafter welding (Ref 98). To accomplish this effectively, awelding procedure that keeps the heat input relatively low andshort in duration, such as LB or EB welding, should beemployed (Ref 111, 112).
4.2.2 Weld Microstructure and Properties of Heat-treat-able Al-alloys. FSW results in the temperature increase up to400-550 �C within the nugget zone due to friction between thetool and the workpiece and plastic deformation around therotating tool (Ref 5-7, 9, 11, 46, 51, 52, 56). At such a hightemperature, the base metal degradation, i.e., precipitatedissolution and coarsening, occurs in and around the stir zone(SZ) of friction stir welding of heat-treatable Al-alloys, leadingto loss of strength in the joint area (Ref 6, 11, 51, 56, 58, 65,69). For instance, Liu et al. (Ref 46) examined microstructural
Fig. 13 Variation of transverse yield and tensile strengths of 5454-H32 friction stir welds with the increase in weld speed at a constantrotation rate (Ref 35)
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1945

evolution in FSW Al 6061-T6 and reported that the homog-enously distributed precipitates are generally smaller in the baseplate than in the joint area, implying the coarsening of theprecipitates. Similarly, Sato et al. (Ref 9) investigated themicrostructural evolution during FSW of Al 6063-T5 and theycould not observe any precipitates within the weld nugget inTEM, indicating that all the precipitates dissolved (Ref 11).Woo et al. (Ref 125) also reported that they did not observe anyprecipitates within the weld nugget of friction stir processed Al6061-T6 alloy plate indicating that they dissolved uponwelding thus leading to strength loss in weld region(Fig. 14). More recently, Heinz and Skrotzki (Ref 58) alsoreported complete dissolution of the precipitates in FSW Al6013-T4 and T6. Su et al. (Ref 65) also observed that thecoarsening and coarsening/dissolution of the strengtheningprecipitates take place in the HAZ and TMAZ of FSWAl 7075-T651, respectively. Similarly, Jata et al. (Ref 69) also observedthe absence of the precipitates in the stir zone of FSWAl 7075-T7451.
Grain refinement in the SZ also takes place in FSW of heat-treatable Al-alloys (Ref 5, 7, 10, 11, 18, 47-49, 52, 55, 58, 61-65, 67-70, 125-133), Table3. In order to obtain finer grains, thusto achieve higher strength values within the SZ, externalcooling has been employed during welding (Ref 11, 47, 51, 53-55). For instance, Benavides et al. (Ref 47) investigated theeffect of workpiece temperature on the grain size of FSW Al-2024 and reported that the cooling the workpiece from 30 to�30 �C with liquid nitrogen resulted in a decrease in the peaktemperature from 330 to 140 �C at a location 10 mm away
from the weld centerline, thereby leading to a reduction in thegrain size from 10 to 0.8 lm. Following a similar approach, Suet al. (Ref 55) prepared bulk nanostructured Al7075 with anaverage grain size of approx. 100 nm via FSP, using a mixtureof methanol and dry ice for cooling the plate rapidly behind thetool. Similarly, Rhodes et al. (Ref 70) also produced a grain sizeof about 25-100 nm within the SZ of friction stir processedAl7050-T76 alloy by cooling the workpiece with a mixture ofdry ice and isopropyl alcohol.
However, the grain refinement cannot recover the loss ofstrength due to precipitate dissolution and coarsening in thesehigh strength alloys and hence much lower joint efficiencies aregenerally obtained (Table 4) (Ref 6, 11, 13, 49, 58, 67, 85, 95-97, 126, 129-159). FSW does not lead to the loss of strength inthe joint area in these age-hardenable alloys if the welding isconducted in annealed (i.e., O-treated) condition (Fig. 15, 16)(Ref 144, 145, 147, 148), as it is the case in the solid-solutionhardened Al-alloys. On the other hand, as it is clearly seen fromFig. 15 and 17, it leads to a softened zone in the joint area if thealloy is friction stir welded in age-hardened condition (Ref 11,15, 111, 112, 144, 145, 147, 148). Maximum joint efficienciesof 75 and 80% were reported for FSWed Al6061-T6 and Al7075-T6 alloys, respectively (Ref 144, 145). However, thesejoint efficiency values were restored to about 90 and 100% bysubsequent artificial aging treatments (i.e., 6 h at 170 �C and6 h at 140 �C, respectively) (Ref 147, 148). Similarly, Mahon-ey et al. (Ref 6) investigated the joint efficiency of FSW Al7075-T651 by transverse tensile testing at room temperatureand reported a joint efficiency of 75% for this alloy, indicating a
Fig. 14 TEM bright-field images of friction stir processed Al 6061-T6 alloy plate: (a) base material, (b) DXZ, (c) HAZ, and (d) TMAZ regions(Ref 125)
1946—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

significant loss of strength in the nugget zone, Table 4. Theyalso tried to improve the joint strength by applying a post-weldaging (121 �C/24 h), which however further decreased thestrength, which is likely to be due to the high aging temperatureand long aging time used. Sato et al. (Ref 115) also investigatedthe effect of post-weld heat treatments on the joint performanceof FSW Al 6063-T5. They observed that the post-weld aging(175 �C/12 h) resulted in a slight recovery of the strength whilethe post-weld solution heat treatment and aging (SHTA,530 �C/1 h + 175 �C/12 h) increased the strength of the jointto above that of the base plate with almost completely restoredductility. Furthermore, the hardness and strength obtained in theweld region of age-hardened alloys can somewhat increased byincreasing weld speed at constant rotation rate or increasingrotation rate at constant weld speed as clearly shown in Fig. 18and 19.
FSWed joints of age-hardened Al-alloys exhibit significantstrength loss in the weld region in the as-welded condition asthe case in fusion welding. It is thus proposed that it does notoffer any advantage over arc welding in joining of these alloyswith respect to the strength of the weld zone (Ref 15). The FZstrength can be restored to some extent in arc welding by usingappropriate filler wires which is not possible in this solid statewelding method. However, the strength of HAZ cannot berestored in fusion welding (Ref 111, 112). Moreover, the basemetal degradation in the FZ and HAZ of these alloys is not thatsignificant in low heat input welding methods, i.e., pulsed arc,laser, or electron beam welding (Ref 15, 111, 112, 122-124,
160). It is, however, worth pointing out that the degree ofstrength loss in friction stir welds of age-hardened alloys can beminimized by using optimum weld parameters. In order toincrease the joint efficiency values of FSWed heat-treatablealloys, higher traverse speeds at a constant ratio of rotationalspeed to traverse speed can be used, which in turn reduces theheat input applied to the workpieces. Moreover, the alloy canbe friction stir welded in the annealed condition, which is acommon approach to overcome the problem of strength lossduring arc welding welding (Ref 111, 112).
5. General Remarks
Most of FSW studies reported in the literature up to dateconcentrated on FSW of Al-alloys, for which the method isoriginally developed. As pointed out earlier, FSW does notgenerally result in the loss strength in the joint area in the solid-solution hardened Al-alloys provided that it is not heavily cold-worked prior to joining. FSW only results in the formation ofrecrystallized grains in the weld area of solid solutionstrengthened Al-alloys due to the dynamic recrystallization,provided that the plates are in the annealed condition prior tojoining. The size of recrystallized grains is determined bywelding conditions, hence by the heat input applied to theworkpiece during joining. If the alloy is in the cold-workedcondition, then there is a much more significant loss of strength
Table 3 A summary of grain size in stirred zone of FSW heat-treatable Al-alloys
Material Thickness, mm Tool geometry Rotation rate, rpm Feed rate, mm/min Grain size, lm Ref.
AA 2017-T6 3.0 Standard (a) 1250 60 9-10 (Ref 11)AA 2024 6.35 Standard 200-300 25.4 2.0-3.9 (Ref 65)AA 2024-T3 1.6, 4.0 … … … 5-10 (Ref 126)AA 2024-T351 6.0 … … 80 2-3 (Ref 61)AA 2024-T351 6.3 Frustum-shaped 468 75 2-7 (Ref 18)AA 2024-T4 (b) 6.5 Standard 650 60 0.5-0.8 (Ref 45)AA 2095 1.6 … 1000 126-252 1.6 (Ref 59)AA 2219-T6 5.6 Standard 400-1200 100-800 8-15 (Ref 130)AA 2519-T87 25.4 … 275 101.6 2-12 (Ref 11)AA 6013-T4, T6 4.0 … 1400 400-450 10-15 (Ref 56)AA 6013-T4 1.6, 4.0 … … … 15 (Ref 126)AA 6061-T6 6.3 Standard 300-1000 90-150 10 (Ref 44)AA 6063-T5 4.0 Standard 800-3600 180 5.9-17.8 (Ref 50)AA 6082-T6 4.0 Standard 1600 40-460 2.0-2.8 (Ref 128)AA 6082-T6 1.5 Non-threaded cylindrical 1810 460 2.8-3.9 (Ref 131)AA 6181-T4 1.0, 2.0 Standard 1300-2000 800-1125 8.8-14.0 (Ref 129)AA 7010-T7651 6.4 … 180, 450 95 1.7, 7.0 (Ref 62)AA 7020-O 8.0 Standard 1120, 1400, 1800 20, 40, 80 1.0-9.0 (Ref 132)AA 7039-T6 5.0 Standard 635 190 8.0 (Ref 133)AA 7050-T7451 6.35 … 400 100 1-5 (Ref 67)AA 7050-T651 6.35 … 350 15 1-4 (Ref 63)AA 7075-T6 3.0 … 1500 300 3 (Ref 127)AA 7075 (c) 2.0 … 1000 120 0.1 (Ref 53)AA 7475 6.35 … … … 2.2 (Ref 66)Al-Li-Cu 7.6 … … … 9 (Ref 10)Cast Al-Cu-Mg-Ag-T6 4.0 … 850 75 3-5 (Ref 60)Cast Al-Zn-Mg-Sc 6.7 Standard 400 25.4 0.68 (Ref 11)
(a) Cylindrical threaded tool(b) Cooled with liquid nitrogen(c) Cooled with water, methanol, dry ice
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1947

both in the SZ and HAZ due to the heat input during joining,which anneals and softens the material
The situation is much more complicated in FSW of heat-treatable Al-alloys. A significant loss of strength takes place inthe weld area of these alloys after FSW, Table 4, both in theHAZ and SZ. The loss of strength in the HAZ region is due tothe overaging in this region as a result of heat input. Overagingalso takes place in the HAZ of these alloys when they arefusion welded, rendering this region the weakest location acrossthe joint Moreover, the degree of overaging is more pronouncedin fusion welding due to the higher heat inputs involved. Thisdifficulty is, however, inherent to precipitation hardened Al-alloys and encountered in almost all welding processes.Furthermore, the base metal degradation in FSW is not as highas that in fusion welding processes involving higher heat inputs
provided that optimum welding conditions for relatively lowerpeak temperatures are employed. That is why FSW has alreadyfound remarkable industrial application for Al-alloys and itsindustrial use is expected to increase.
Presently, friction stir welding (similar butt-, lap-, and spot-welding applications in Al-alloys) is already used industrially inmanufacturing of ships, aeroplanes and space shuttles, trains,and other vehicles. The applicability of FSW to join dissimilarAl-alloys plates or Al-alloys plates with other materials (such asMg-alloys) is being currently investigated intensively. Thus, theadvancement achieved in this area (namely the progress madein friction stir butt- and spot-welding of Al- and Mg-alloys,particularly in dissimilar combinations) will make the massproduction of light transportation systems possible and hencesignificant reduction in fuel consumption will be achieved. The
Table 4 A summary of FSW joint efficiency values for heat-treatable Al-alloys
Material Thickness, mm Rm of BM, MPa Rm of FSW, MPa Joint efficiency, % Ref.
AFC458-T8 … 545 362 66 (Ref 11)AA 2014 8.0 459 344 75 (Ref 134)AA 2014-T651 6.0 479-483 326-338 68-70 (Ref 11)AA 2017-T351 5.0 428 351 82 (Ref 85)AA 2024-T351 5.0 483-493 410-434 83-90 (Ref 11, 13, 95)AA 2024-T3 3.0 457 402 88 (Ref 49)AA 2024-T3 4.0 478 425-441 89-90 (Ref 11)AA 2024-T3 1.6 417 369 89 (Ref 126)AA 2024-T3 4.0 497 413 83 (Ref 126)AA 2024-T8 3.0 476 397-453 83-95 (Ref 135)AA 2195-T8 … 593 406.8 69 (Ref 11)AA 2219-T87 … 475.8 310.3 65 (Ref 11)AA 2219-O 5.0 159 159 100 (Ref 136)AA 2219-T6 5.0 416 341 82 (Ref 136)AA 2219-T6 5.0 416 295-329 80 (Ref 141)AA 2519-T87 25.4 480 379 79 (Ref 11)AA 6013-T4 1.6 346 252 73 (Ref 126)AA 6013-T4 4.0 320 249 78 (Ref 126)AA 6013-T4 4.0 320 300 94 (Ref 58)AA 6013-T6 4.0 394 295 75 (Ref 58)AA 6016-T4 1.0 226 185 82 (Ref 97)AA 6056-T78 6.0 332 247 74 (Ref 96)AA 6056-T4 4.0 316 180-280 57-88 (Ref 137)AA 6056-T6 10.0 330 280 85 (Ref 138)AA6060-T6 5.0 215 186 86 (Ref 143)AA 6061-O 3.17 123 123 100 (Ref 144, 145)AA 6061-T6 3.17 345 257 75 (Ref 144, 145)AA 6061-T6 5.0 319-324 217-252 67-79 (Ref 11, 13, 95)AA 6061-T6 3.0 342 231.6 64.2 (Ref 139)AA 6063-T5 4.0 216 155 72 (Ref 115)AA 6082-T6 3.0 322.9 221.3 68.5 (Ref 139)AA 6082-T6 1.5 331 252 76 (Ref 140)AA 6082-T6 1.5 331 252-254 76-77 (Ref 131)AA 6181-T4 1.0, 2.0 274 249-258 91-94 (Ref 129)AA 7020-O 8.0 251 251 100 (Ref 132)AA 7020-T6 5.0 385 325 84 (Ref 13, 95)AA 7020-T6 4.4 405 340 84 (Ref 146)AA 7039-T6 5.0 414 354 86 (Ref 133)AA 7050-T7451 6.4 545-558 427-441 77-81 (Ref 11, 67, 141)AA 7075-O 3.17 216 216 100 (Ref 147, 148)AA 7075-T6 3.17 580 474 82 (Ref 147, 148)AA 7075-T6 5.0 485 373 77 (Ref 149)AA 7075-T7351 … 472.3 455.1 96 (Ref 11)AA 7075-T651 6.4 622 468 75 (Ref 6)AA 7475-T76 … 505 465 92 (Ref 11)
1948—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

application of this novel welding method will increase in thecoming days particularly in ship building, aeroplane and spaceindustry, automotive sector and other manufacturing sectors.Similarly, industrial application of hybrid friction stir-laserwelding (laser-assisted friction stir welding) method is highlypossible in a near future.
Friction stir spot welding of Al-alloys plates led to thedesign and manufacturing of vehicles using lighter materialsand, thus, is a candidate to replace steel bodies of carsmanufactured using resistance spot welding. Similarly, spot
Fig. 15 Hardness variations across transverse cross sections of fric-tion stir welds produced in O- and T6-temper conditions: (a)AA6061 and (b) AA7075 alloys (Ref 144, 145)
Fig. 16 Comparison of stress-elongation (in percent) curves of jointsproduced in O-temper condition to those of the as-received O and T6base plates: (a) AA6061 and (b) AA7075 alloy (Ref 147, 148)
Fig. 17 Comparison of stress-elongation (in percent) curves ofjoints produced in T6-temper condition to those of the as-receivedT6 base plate: (a) AA6061 and (b) AA7075 alloy (Ref 147, 148)
Fig. 18 Hardness in the weld nugget and HAZ of FSWed AA2524Al-alloy joints as a function of rotation rate at constant weld speedand vertical force (Ref 35)
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1949

welding method is also candidate to replace riveting in bodiesof airplanes. Moreover, newly developed dual-rotation tech-nique can significantly modify the velocity gradient betweenthe probe center and the shoulder diameter. Early trials confirmthat use of slower shoulder rotational speed lowers the HAZtemperature during the welding operation. This effectivelyreduces thermal softening in the HAZ region. This novelwelding (namely friction stir) technology has already changedthe design and manufacturing approaches in light transportationsystems and will continue to make an revolutionary impact inmanufacturing routes in the future.
References
1. W.M. Thomas, E.D. Nicholas, J.C. Needham, M.G. Murch, P.Temple-Smith, and C.J. Dawes, International Patent Application No. PCT/GB92/02203 and GB Patent Application No. 9125978.8 and USPatent Application No. 5,460,317, Dec 1991
2. W.M. Thomas and E.D. Nicholas, Friction Stir Welding for theTransportation _Industries, Mater. Des., 1997, 18, p 269–273
3. C.J. Dawes and W.M. Thomas, Friction Stir Process Welds AluminumAlloys, Weld. J., 1996, 75, p 41–45
4. W.B. Lee, Y.M. Yeon, and S.B. Jung, The _Improvement ofMechanical Properties of Friction Stir Welded A356 Al Alloy, Mater.Sci. Eng. A, 2003, 355A, p 154–159
5. C.G. Rhodes, M.W. Mahoney, W.H. Bingel, R.A. Spurling, and C.C.Bampton, Effects of Friction Stir Welding on Microstructure of 7075Aluminum, Scripta Mater., 1997, 36, p 69–75
6. M.W. Mahoney, C.G. Rhodes, J.G. Flintoff, R.A. Spurling, and W.H.Bingel, Properties of Friction Stir Welded 7075 T651 Aluminum,Metall. Mater. Trans. A, 1998, 29, p 1955–1964
7. L.E. Murr, G. Liu, and J.C. McClure, A TEM Study of Precipitationand Related Microstructures in Friction-stir Welded 6061 Aluminum,J. Mater. Sci., 1998, 33, p 1243–1251
8. O.V. Flores, C. Kennedy, L.E. Murr, D. Brown, S. Pappu, B.M.Nowak, and J.C. McClure, Microstructural _Issues in a Friction-stir-welded Aluminum Alloy, Scripta Mater., 1998, 38, p 703–708
9. Y.S. Sato, H. Kokawa, M. Enomoto, S. Jogan, and T. Hashimoto,Precipitation Sequence in Friction Stir Weld of 6063 AluminumDuring Aging, Metall. Mater. Trans. A, 1991, 30, p 3125–3130
10. K.V. Jata and S.L. Semiatin, Continuous Dynamic RecrystallizationDuring Friction Stir Welding of High Strength Aluminum Alloys,Scripta Mater., 2000, 43, p 743–749
11. R.S. Mishra and Z.Y. Ma, Friction Stir Welding and Processing,Mater. Sci. Eng. R, 2005, 50, p 1–78
12. G. Cam and M. Kocak, Joining of Advanced Materials, Area 6:Materials Science and Engineering, Topic 6.36.4: Materials Processingand Manufacturing Technologies, Encyclopedia of Life SupportSystems (EOLSS), Developed under the auspices of the UNESCO,R.D. Rawlings, Ed., Eolss Publishers,Oxford, UK (online), 2002-2014.http://www.eolss.net/
13. A. von Strombeck, G. Cam, J.F. dos Santos, V. Ventzke, and M.Kocak, A Comparison Between Microstructure, Properties, andToughness Behavior of Power Beam and Friction Stir Welds in Al-alloys, Proc. of the TMS 2001 Annual Meeting Aluminum, Automotiveand Joining, S.K. Das, J.G. Kaufman, and T.J. Lienert, Eds., Feb 12-14, 2001 (New Orleans, Louisiana, USA), TMS, Warrendale, PA,USA, 2001, p 249-264
14. P.L. Threadgill, A.J. Leonard, H.R. Shercliff, and P.J. Withers,Friction Stir Welding of Aluminium Alloys, Int. Mater. Rev., 2009, 54,p 49–93
15. R. Nandan, T. DebRoy, and H.K.D.H. Bhadeshia, Recent Advances inFriction Stir Welding-Process, Weldment Structure and Properties,Prog. Mater. Sci., 2008, 53, p 980–1023
16. G. Campbell and T. Stotler, Friction Stir Welding of Armor GradeAluminum Plate, Weld. J., 1999, 78, p 45–47
17. P.L. Threadgill, Terminology in Friction Stirwelding, Sci. Technol.Weld. Join., 2007, 12, p 357–360
18. M.M. Attallah, C.L. Davies, and M. Strangwood, Influence of BaseMetal Microstructure on Microstructural Development in AluminiumBased Alloy Friction Stir Welds, Sci. Technol. Weld. Join., 2007, 12,p 361–369
19. S.W. Kallee, J. Davenport, and E.D. Nicholas, Railway Manufacturersimplement friction Stir Welding, Weld. J., 2002, 81, p 47–50
20. M.R. Johnsen, Friction Stir Welding Takes off at Boeing, Weld. J.,1999, 78, p 35–39
21. J. Ding, R. Carter, K. Lawless, A. Nunes, C. Russel, M. Suits, and J.Schneider, Friction Stir Welding Flies High at NASA, Weld. J., 2006,85, p 54–59
22. D.G. Staines, W.M. Thomas, S.W. Kallee, and P.J. Oakley, FrictionStir Technology—Recent Developments in Process Variants andApplications, COM 2006, Oct 1-4 2006
23. W.M. Thomas, Friction Stir Welding and Related Friction ProcessCharacteristics, INALCO 98 7th International Conference, Joints inAluminium, Cambridge, UK, 1998
24. W.M. Thomas, E.D. Nicholas, E.R. Watts, and D.G. Staines, FrictionBased Welding Technology for Aluminium, The 8th InternationalConference on AluminiumAlloys, 2-5 July 2002, Cambridge, UK, 2002
25. Kawasaki Heavy Industries, Ltd., A New Method for Light AlloyJoining—Friction Spot Joining, 2006-2014. www.kawasakirobot.com
27. G. Kohn, Y. Greenberg, I. Makover, and A. Munitz, Laser-assistedFriction Stirwelding, Weld. J., 2002, 81, p 46–48
28. K.N. Krishnan, On the Formation of Onion Rings in Friction StirWelds, Mater. Sci. Eng. A, 2002, 327, p 246–251
29. G. Buffa, L. Donati, L. Fratini, and L. Tomesani, Solid State Bondingin Extrusion and FSW: Process Mechanics and Analogies, J. Mater.Process. Technol., 2006, 177, p 344–347
30. G.M.D. Cantin, S.A. David, W.M. Thomas, E. Lara-Curzio, and S.S.Babu, Friction Skew-Stir Welding of lap Joints in 5083-O Aluminum,Sci. Technol. Weld. Join., 2005, 10, p 268–280
31. W.M. Thomas, K.I. Johnson, and C.S. Wiesner, Friction StirWelding—Recent Developments in Tool and Process Technologies,Adv. Eng. Mater., 2003, 5, p 485–490
32. R. Rai, A. De, H.K.D.H. Bhadeshia, and T. DebRoy, Review: FrictionStir Welding Tools, Sci. Technol. Weld. Join., 2011, 16, p 325–342
33. J. Defalco, Friction Stir Welding vs. Fusion Welding, Weld. J., 2006,85, p 42–44
34. J.W. Arbegast, Friction Stir Welding, Weld. J., 2006, 85, p 28–3535. R.S. Mishra and M.W. Mahoney, Eds., Friction Stir Welding and
Processing, ASM International, Materials Park, Ohio, USA, 200736. G. Cam, Friction Stir Welded Structural Materials Beyond Al-alloys,
Int. Mater. Rev., 2011, 56, p 1–4837. E. Dalder, J.W. Pastrnak, J. Engel, R.S. Forrest, E. Kokko, K.
McTernan, and D. Waldron, Bobbin-Tool Friction—Stir Welding ofThick-Walled Aluminum Alloy Pressure Vessels, Weld. J., 2008, 87,p 40–44
38. J. Yan, M.A. Sutton, and A.P. Reynolds, Process-Structure-PropertyRelationships for Nugget and HAZ Regions of AA2524-T351Friction Stir Welds, Sci. Technol. Weld. Join., 2005, 10, p 725–736
Fig. 19 Hardness in the weld nugget of FSWed AA7050 Al-alloyjoints as a function of weld speed at constant rotation rate and verti-cal force (Ref 35)
1950—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

39. R. Crawford, G.E. Cook, A.M. Strauss, D.A. Hartman, and M.A.Stremler, Experimental Defect Analysis and Force Prediction Simu-lation of High Weld Pitch Friction Stir Welding, Sci. Technol. Weld.Join., 2006, 11, p 657–665
40. Y.G. Kim, H. Fujii, T. Tsumura, T. Komazaki, and K. Nakata, ThreeDefect Types in Friction Stir Welding of Aluminum die Casting Alloy,Mater. Sci. Eng. A, 2006, 415, p 250–254
41. H.J. Liu, H. Fujii, M. Maeda, and K. Nogi, Tensile Properties andFracture Locations of Friction-Stir Welded Joints of 6061-T6Aluminium Alloy, J. Mater. Sci. Technol., 2004, 20, p 103–105
42. X. Long and S.K. Khanna, Modelling of Electrically EnhancedFriction Stir Welding Process Using Finite Element Method, Sci.Technol. Weld. Join., 2005, 10, p 482–487
43. R. Leal and A. Loureiro, Defects Formation in Friction Stir Weldingof Aluminium, Mater. Sci Forum, 2004, 455-456, p 299–302
44. K. Elangovan and V. Balasubramanian, Influences of Pin Profile andRotational Speed of the Tool on the Formation of Friction StirProcessing Zone in AA2219 Aluminium Alloy, Mater. Sci. Eng. A,2007, 459, p 7–18
45. Dong et al., Characteristics and mechanism on the distortion offriction stir welded aluminium alloy sheet. Proc. of the 1st Int. Symp.on Friction Stir Welding, 14-16 June 1999, Thousand Oaks, CA,USA, 1999
46. G. Liu, L.E. Murr, C.-S. Niou, J.C. McClure, and F.R. Vega,Microstructural Aspects of the Friction-Stir Welding of 6061-T6Aluminum, Scripta Mater., 1997, 37, p 355–361
47. S. Benavides, Y. Li, L.E. Murr, D. Brown, and J.C. McClure, LowTemperature Friction Stir Welding of 2024 Aluminum, Scripta Mater.,1999, 41, p 809–815
48. Z.Y. Ma, R.S. Mishra, and M.W. Mahoney, Superplastic DeformationBehaviour of Friction Stir Processed 7075Al Alloy, Acta Mater.,2002, 50, p 4419–4430
49. S.A. Khodir, T. Shibayanagi, and M. Naka, Microstructure andMechanical Properties of Friction Stir Welded AA2024-T3 AluminumAlloy, Mater. Trans., 2006, 47, p 185–193
50. S.R. Ren, Z.Y. Ma, and L.Q. Chen, Effect of Welding Parameters onTensile Properties and Fracture Behavior of Friction Stir Welded Al-Mg-Si Alloy, Scripta Mater., 2007, 56, p 69–72
51. Y.J. Kwon, N. Saito, and I. Shigematsu, Friction Stir Process as a NewManufacturing Technique of Ultrafine-Grained Aluminum Alloy, J.Mater. Sci. Lett., 2002, 21, p 1473–1476
52. Y.S. Sato, M. Urata, and H. Kokowa, Parameters ControllingMicrostructure and Hardness During Friction-Stir Welding of Precip-itation-Hardenable Aluminium Alloy 6063, Metall. Mater. Trans. A,2002, 33, p 625–635
53. Y.J. Kwon, I. Shigematsu, and N. Saito, Production of Ultra-FineGrained Aluminum Alloy Using Friction Stir Process, Mater. Trans.,2003, 44, p 1343–1350
54. Y.J. Kwon, I. Shigematsu, and N. Saito, Mechanical Properties ofFine-Grained Aluminum Alloy Produced by Friction Stir Process,Scripta Mater., 2003, 49, p 785–789
55. J.Q. Su, T.W. Nelson, and C.J. Sterling, Microstructure EvolutionDuring FSW/FSP of High Strength Aluminum Alloys, Mater. Sci.Eng. A, 2005, 405, p 277–286
56. W. Tang, X. Guo, J.C. McClure, and L.E. Murr, Heat _Input andTemperature Distribution in Friction Stir Welding, J. Mater. Process.Manuf. Sci., 1998, 7, p 163–172
57. A.P. Reynolds, Visualisation of Material Flow in Autogenous FrictionStirwelds, Sci. Technol. Weld. Join., 2000, 5, p 120–124
58. B. Heinz and B. Skrotzki, Characterization of a Friction Stir WeldedAluminum Alloy 6013, Metall. Mater. Trans. B, 2002, 33, p 489–498
59. G.S. Frankel and Z. Xia, Localized Corrosion and Stress CorrosionCracking Resistance of Friction Stir Welded Aluminum Alloy 5454,Corrosion, 1999, 55, p 139–150
60. Y.S. Sato, H. Kokowa, K. Ikeda, M. Enomoto, S. Jogan, and T.Hashimoto, Microtexture in the Friction-Stir Weld of an AluminumAlloy, Metall. Mater. Trans. A, 2001, 32, p 941–948
61. H.G. Salem, A.P. Reynolds, and J.S. Lyons, Microstructure andRetention of Superplasticity of Friction Stir Welded Superplastic 2095Sheet, Scripta Mater., 2002, 46, p 337–342
62. L. Litynska, R. Braun, G. Staniek, C. Dalle Donne, and J. Dutkiewicz,TEM Study of Themicrostructure Evolution in a Friction Stir-WeldedAl Cu Mg Ag alloy, Mater. Chem. Phys, 2003, 81, p 293–295
63. A.F. Norman, I. Brough, and P.B. Prangnell, High Resolution EBSDAnalysis of the Grain Structure in a AA2024 Friction Stir Weld,Mater. Sci. Forum, 2000, 331-337, p 1713–1718
64. K.A.A. Hassan, A.F. Norman, D.A. Price, and P.B. Prangnell,Stability of Nugget Zone Grain Structures in High Strength Al AlloyFriction Stir Welds During Solution Treatment, Acta Mater., 2003, 51,p 1923–1936
65. J.Q. Su, T.W. Nelson, R.S. Mishra, and M.W. Mahoney, Microstruc-tural _Investigation of Friction Stir Welded 7050-T651 Aluminum,Acta Mater., 2003, 51, p 713–729
66. Z.Y. Ma, R.S. Mishra, M.W. Mahoney, and R. Grimes, High StrainRate Superplasticity in Friction Stir Processed Al-Mg-Zr Alloy,Mater. Sci. Eng. A, 2003, 351, p 148–153
67. I. Charit and R.S. Mishra, High Strain Rate Superplasticity in aCommercial 2024 Al Alloy via Friction Stir Processing, Mater. Sci.Eng. A, 2003, 359, p 290–296
68. I. Charit, R.S. Mishra, and M.W. Mahoney, Multi-sheet Structures in7475 Aluminum by Friction Stir Welding in Concert With Post-weldSuperplastic Forming, Scripta Mater., 2002, 47, p 631–636
69. K.V. Jata, K.K. Sankaran, and J.J. Ruschau, Friction Stir WeldingEffects on Microstructure and Fatigue of Aluminum Alloy 7075-T7451, Metall. Mater. Trans. A, 2000, 31, p 2181–2192
70. C.G. Rhodes, M.W. Mahoney, W.H. Bingel, and M. Calabrese, Fine-grain Evolution in Friction Stir Processed 7075 Aluminum, ScriptaMater., 2003, 48, p 1451–1455
71. K. Oh-Ishi and T.R. McNelley, Microstructural Modification of As-cast NiAl Bronze by Friction Stir Processing, Metall. Mater. Trans. A,2004, 35, p 2951–2961
72. R.W. Fonda, J.F. Bingert, and K.J. Colligan, Development of GrainStructure During Friction Stir Welding, Scripta Mater., 2004, 51, p243–248
73. T.R. McNelley, S. Swaminathan, and J.Q. Su, RecrystallizationMechanisms During Friction Stir Welding/Processing of AluminumAlloys, Scripta Mater., 2008, 58, p 349–354
74. Z.Y. Ma, S.R. Sharma, and R.S. Mishra, Effect of Friction StirProcessing on the Microstructure of Cast A356 Aluminum, Mater.Sci. Eng. A, 2006, 433, p 269–278
75. K. Kumar and S.V. Kailas, The Role of Friction Stir Welding andMaterial Flow and Weld Formation, Mater. Sci. Eng. A, 2008, 485, p367–374
76. H. Jin, S. Saimoto, M. Ball, and P.L. Threadgill, Characterisation ofMicrostructure and Texture in Friction Stir Welded Joints of 5754 and5182 Aluminium Alloy Sheets, Mater. Sci. Technol., 2001, 17, p1605–1614
77. D.P. Field, T.W. Nelson, Y. Hovanski, and K.V. Jata, Heterogeneity ofCrystallographic Texture in Friction Stir Welds of Aluminum, Metall.Mater. Trans. A, 2001, 32, p 2869–2877
78. H.N.B. Schmidt, T.L. Dickerson, and J.H. Hattel, Material Flow inButt Friction Stir Welds in AA2024-T3, Acta Mater., 2006, 54(4), p1199–1209
79. R.S. Mishra and M.W. Mahoney, Friction Stir Processing: A newGrain Refinement Technique to Achieve High Strain Rate Super-plasticity in Commercial Alloys, Mat. Sci. Forum, 2001, 357,p 507–514
80. M.R. Barnett and F. Montheillet, The Generation of new High-AngleBoundaries in aluminum During Hot Torsion, Acta Mater., 2002, 50,p 2285–2296
81. P.A. Colegrove and H.R. Shercliff, Experimental and NumericalAnalysis of Aluminum Alloy 7075-T7351 Friction Stir Welds, Sci.Technol. Weld. Join., 2003, 8, p 360–368
82. H.J. Liu, H. Fujii, and K. Nogi, Microstructure and MechanicalProperties of Friction Stir Welded Joints of AC4A Cast AluminiumAlloy, Mater. Sci. Techol., 2004, 20, p 399–402
83. H. Fujii, Y.G. Kim, T. Tsumura, T. Komazaki, and K. Nakata,Estimation of Material Flow in Stir Zone During Friction Stir Weldingby Distribution Measurement of Si Particles, Mater. Trans., 2006, 47,p 224–232
84. H. Fujii, L. Cui, M. Maeda, and K. Nogi, Effect of Tool Shape onMechanical Properties and Microstructure of Friction Stir WeldedAluminium Alloys, Mater. Sci. Eng. A, 2006, 419, p 25–31
85. H.J. Liu, H. Fujii, M. Maeda, and K. Nogi, Tensile Properties andFracture Locations of Friction-Stir-Welded Joints of 2017-T351Aluminum Alloy, J. Mater. Process. Technol., 2003, 142, p 692–696
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1951

86. Y.S. Sato, Y. Kurihara, S.H.C. Park, H. Kokowa, and N. Tsuji,Friction Stir Welding of Ultrafine Grained Al Alloy 1100 Produced byAccumulative Roll-Bonding, Scripta Mater., 2004, 50, p 57–60
87. L.E. Murr, G. Liu, and J.C. McClure, Dynamic Recrystallization inFriction-Stir Welding of Aluminum Alloy 1100, J. Mater. Sci. Lett.,1997, 16, p 1801–1803
88. Y.S. Sato, M. Urata, H. Kokowa, K. Ikeda, and M. Enomoto,Retention of Fine Grained Microstructure of Equal Channel AngularPressed Al Alloy 1050 by Friction Stir Welding, Scripta Mater., 1050,45(2001), p 109–114
89. M. Peel, A. Steuwer, M. Preuss, and P.J. Withers, Microstructure,Mechanical Properties and Residual Stresses as a Function of WeldingSpeed in Aluminium AA5083 Friction Stir Welds, Acta Mater., 2003,51, p 4791–4801
90. C. Genevois, A. Deschamps, and P. Vacher, Comparative Study onLocal and Global Mechanical Properties of 2024 T351, 2024 T6 and5251 O Friction Stir Welds, Mater. Sci. Eng. A, 2006, 415, p 162–170
91. Y.S. Sato, M. Urata, H. Kokowa, and K. Ikeda, Hall-PetchRelationship in Friction Stir Welds of Equal Channel Angular PressedAluminium Alloys, Mater. Sci. Eng. A, 2003, 354, p 298–305
92. T. Hirata, T. Oguri, H. Hagino, T. Tanaka, S.W. Chung, Y. Takigawa,and K. Higashi, Influence Offriction Stir Welding Parameters onGrain Size and Formability in 5083 Aluminum Alloy,Mater. Sci. Eng.A, 2007, 456, p 344–349
93. A.L. Etter, T. Baudin, N. Fredj, and R. Penelle, RecrystallizationMechanisms in 5251 H14 and 5251 O Aluminum Friction Stir Welds,Mater. Sci. Eng. A, 2007, 445-446, p 94–99
94. G. Cam, S. Gucluer, A. Cakan, and H.T. Serindag, MechanicalProperties of Friction Stir Butt-Welded Al-5086 H32 Plate, Mat.-wiss.u. Werkstofftech., 2009, 40, p 638–642
95. A. von Strombeck, J.F. dos Santos, F. Torster, P. Laureano, and M.Kocak, Fracture Toughness Behavior of FSW Joints on AluminumAlloys, Proc. 1st Int. Symp. on Friction Stir Welding, Thousand Oaks,CA, USA, June 14-16, 1999
96. A. Denquin, D. Allehaux, M.H. Campagnac, and G. Lapasset,Microstructural and Mechanical Evolutions Within Friction StirWelds of Precipitation Hardened Aluminium Alloys, Mater. Sci.Forum, 2003, 426-432, p 2921–2926
97. C. Leitao, R.M. Leal, D.M. Rodrigues, A. Loureiro, and P. Vilaca,Mechanical Behaviour of Similar and Dissimilar AA 5182-H111andAA6016-T4 Thin Friction Stir Welds,Mater. Des., 2009, 30, p 101–108
98. W.M. Thomas, P.L. Threadgill, and E.D. Nicholas, Feasibility ofFriction Stir Welding Steel, Sci. Technol. Weld. Join., 1999, 4, p 365–372
99. T.J. Lienert, W.L. Stellwag, B.B. Grimmett, and R.W. Warke, FrictionStir Welding Studies on Mild Steel—Process Results, Microstructures,and Mechanical Properties are Reported, Weld. J., 2003, 82, p 1s–9s
100. A.P. Reynolds, W. Tang, M. Posada, and J. DeLoach, Friction StirWelding of DH36 Steel, Sci. Technol. Weld. Join., 2003, 8, p 455–460
101. P.J. Konkol, C.J.A. Mathers, R. Johnson, and J.R. Pickens, FrictionStir Welding of HSLA-65 Steel for Ship Building, J. Ship Prod.,2003, 19, p 159–164
102. A. Ozekcin, H.W. Jin, J.Y. Koo, N.V. Bangaru, R. Ayer, G. Vaughn,R. Steel, and S. Packer, A Microstructural Study of Friction StirWelded Joints of Carbon Steels, Int. J. Offshore Polar Eng., 2004, 14,p 284–288
103. R. Ueji, H. Fujii, L. Cui, A. Nishioka, K. Kunishige, and K. Nogi,Friction Stir Welding of Ultrafine Grained Plain Low-Carbon SteelFormed by the Martensite Process, Mater. Sci. Eng. A, 2006, 423, p324–330
104. H. Fujii, R. Ueji, Y. Takada, H. Kitahara, N. Tsuji, K. Nakata, and K.Nogi, Friction Stir Welding of Ultrafine Grained _Interstitial FreeSteels, Mater. Trans., 2006, 47, p 239–242
105. H. Fujii, L. Cui, N. Tsuji, M. Maeda, K. Nakata, and K. Nogi, FrictionStir Welding of Carbon Steel, Mater. Sci. Eng. A, 2006, 429, p 50–57
106. L. Cui, H. Fujii, N. Tsuji, and K. Nogi, Friction Stir Welding of aHigh Carbon Steel, Scripta Mater., 2007, 56, p 637–640
107. H.S. Park, T. Kimura, T. Murakami, Y. Nagano, K. Nakata, and M.Ushio, Microstructure and Mechanical Properties of Friction StirWelds of 60% Cu-40% Zn Copper Alloy, Mater. Sci. Eng. A, 2004,371, p 160–169
108. G. Cam, H.T. Serindag, A. Cakan, S. Mistikoglu, and H. Yavuz, TheEffect of Weld Parameters on Friction Stir Welding of Brass Plates,Mat.-wiss. u. Werkstofftech., 2008, 39, p 394–399
109. G. Cam, S. Mistikoglu, and M. Pakdil, Microstructural and Mechan-ical Characterization of Friction Stir Butt Joint Welded 63%Cu-37%Zn Brass Plate, Weld. J., 2009, 88, p 225s–232s
110. W.B. Lee and S.B. Jung, The Joint Properties of Copper by FrictionStir Welding, Mater. Lett., 2004, 58, p 1041–1046
111. G. Cam and M. Kocak, Progress in Joining of Advanced Materials,Int. Mater. Rev., 1998, 43, p 1–44
112. G. Cam and M. Kocak, Progress in Joining of Advanced Materi-als—Part II: Joining of Metal Matrix Composites and Joining of OtherAdvanced Materials, Sci. Technol. Weld. Join., 1998, 3, p 159–175
113. ASM International, Welding, Brazing and Soldering, ASM Handbook,D.L. Olson et al., Ed., ASM International, Materials Park, 1993,
114. A.P. Reynolds, Mechanical and Corrosion Performance of TGA andFriction Stir Welded Aluminum for Tailor Welded Blanks: Alloys5454 and 6061, Proc. 5th Int. Conf. on Trends in Welding Research,J.M. Vitek et al., Eds., 1-5 June, 1998 (Pine Mountain, GA), ASMInternational, Materials Park, OH, 1999, p 563-567
115. Y.S. Sato, S.H.C. Park, and H. Kokowa, Microstructural FactorsGoverning Hardness in Friction-Stir Welds of Solid-Solution-Hard-ened Al Alloy, Metall. Mater. Trans. A, 2001, 32, p 3033–3042
116. M. Kumagai and S. Tanaka, Application of Friction Stir Welding toWelded Construction of Aluminum Alloys, J. Light Met. Weld.Constr., 2001, 39, p 22–28
117. L.-E. Svensson, L. Karlsson, H. Larsson, B. Karlsson, M. Fazzini, andJ. Karlsson, Microstructure and Mechanical Properties of Friction StirWelded Aluminium Alloys with Special Reference to AA 5083 andAA 6082, Sci. Technol. Weld. Join., 2000, 5, p 285–296
118. M. Simoncini and A. Forcellese, Effect of the Welding Parameters andTool Configuration on Micro- and Macro-mechanical Properties ofSimilar and Dissimilar FSWed Joints in AA5754 and AZ31 ThinSheets, Mater. Des., 2012, 41, p 50–60
119. P.B. Dickerson and B. Irving, Welding Aluminium: It�s not asDifficult as it Sounds, Weld. J., 1992, 71, p 45–50
120. S. Kou, Welding Metallurgy, Wiley, New York, 1987, p 239121. R.J. Brungraber and F.G. Nelson, Effect of Welding Variables on
Aluminum Alloy Weldments, Weld. J., 1973, 52, p 97s–103s122. G. Cam, V. Ventzke, J.F. dos Santos, M. Kocak, G. Jennequin, and P.
Gonthier-Maurin, Characterisation of Electron Beam Welded Alu-minium Alloys, Sci. Technol. Weld. Join., 1999, 4, p 317–323
123. G. Cam,V.Ventzke, J.F. dos Santos,M.Kocak, G. Jennequin, P. Gonthier-Maurin,M. Penasa, andC. Rivezla, Characterization of Laser andElectronBeam Welded Al Alloys, Pract. Metallogr., 2000, 37, p 59–89
124. G. Cam and M. Kocak, Microstructural and Mechanical Character-ization of Electron Beam Welded Al-alloy 7020, J. Mater. Sci., 2007,42, p 7154–7161
125. W. Woo, H. Choo, D.W. Brown, and Z. Feng, Influence of the Toolpin and Shoulder on Microstructure and Natural Aging Kinetics in aFriction-Stir-Processed 6061-T6 Aluminum Alloy, Metall. Mater.Trans. A, 2007, 38, p 69–76
126. C. Dalle Donne, R. Braun, G. Staniek, A. Jung, and W.A. Kaysser,Mikrostrukturelle, mechanische und korrosive Eigenschaften re-ibruhrgeschweißter Stumpfnahte an Aluminiumlegierungen, Matt.-wiss u Werkstofftech., 1998, 29, p 609–617
127. Y.H. Zhao, S.B. Lin, L. Wu, and F.X. Qu, The _Influence of pinGeometry on Bonding and Mechanical Properties in Friction StirWeld 2014 Al Alloy, Mater. Lett., 2014, 59(2005), p 2948–2952
128. T.S. Srivatsan, S. Vasudevan, and L. Park, The Tensile Deformationand Fracture Behavior of friction Stir Welded Aluminum Alloy 2024,Mater. Sci. Eng. A, 2007, 466, p 235–245
129. Y. Chen, H. Liu, and J. Feng, Friction Stir Welding Characteristics ofDifferent Heat-treated-state 2219 Aluminum Alloy Plates, Mater. Sci.Eng. A, 2006, 420, p 21–25
130. Z. Zhang, B.L. Xiao, and Z.Y. Ma, Effect of Welding Parameters onMicrostructure and Mechanical Properties of Friction Stir Welded2219Al-T6 Joints, J. Mater. Sci., 2012, 47, p 4075–4086
131. A. Scialpi, L.A.C. De Filippis, and P. Cavaliere, Influence of ShoulderGeometry onMicrostructure andMechanical Properties of Friction StirWelded 6082 Aluminium Alloy, Mater. Des., 2007, 28, p 1124–1129
132. A.M. Gaafer, T.S. Mahmoud, and E.H. Mansour, Microstructural andMechanical Characteristics of AA7020-O Al Plates Joined by FrictionStir Welding, Mater. Sci. Eng. A, 2010, A527, p 7424–7429
133. C. Sharma, D.K. Dwivedi, and P. Kumar, Effect of WeldingParameters on Microstructure and Mechanical Properties of Friction
1952—Volume 23(6) June 2014 Journal of Materials Engineering and Performance

Stir Welded Joints of AA7039 Aluminum Alloy, Mater. Des., 2012,36, p 379–390
134. Y. Motohashi, T. Sakuma, A. Goloborodko, T. Ito, and G. Itoh, GrainRefinement Process in Commercial 7075-T6 Aluminum Alloy UnderFriction Stir Welding and Superplasticity, Matt.-wiss u Werkstofftech.,2008, 39, p 275–278
135. P. Cavalier, G. Campanile, F. Panella, and A. Squillace, Effect ofWelding Parameters on Mechanical and Microstructure Properties ofAA6056 Joints Produced by Friction Stir Welding, J. Mater.Processing Technol., 2006, 180, p 263–270
136. M. Cabibbo, H.J. McQueen, E. Evangelista, S. Spigarelli, M. di Paola,and A. Falchero, Microstructure and Mechanical Property Studies ofAA6056 Friction Stir Welded Plate, Mater. Sci. Eng. A, 2007, 460-461, p 86–94
137. P.M.G.P. Moreira, T. Santos, S.M.O. Tavares, V. Richter-Trummer, P.Vilaca, and P.M.S.T. de Castro, Mechanical and MetallurgicalCharacterization of Friction Stir Welding Joints of AA6061-T6 withAA6082-T6, Mater. Des., 2009, 30, p 180–187
138. A. Scialpi, L.A.C. de Filippis, and P. Cavalier, Influence of ShoulderGeometry onMicrostructure andMechanical Properties of Friction StirWelded 6082 Aluminium Alloy, Mater. Des., 2007, 28, p 1124–1129
139. P. Cavalier, A. Squillace, and F. Panella, Effect of Welding Parameterson Mechanical and Microstructural Properties of AA6082 JointsProduced by Friction Stir Welding, J. Mater. Process. Technol., 2008,200, p 364–372
140. P.S. Pao, S.J. Gill, C.R. Feng, and K.K. Sankaran, Corrosion-FatigueCrack Growth in Friction Stir Welded Al 7050, Scripta Mater., 2001,45, p 605–612
141. S. Sheikhi and J.F. dos Santos, Effect of Process Parameter onMechanical Properties of Friction Stir Welded Tailored Blanks fromAluminium Alloy 6181-T4, Sci. Technol. Weld. Join., 2007, 12, p370–375
142. W. Xu, J. Liu, G. Luan, and C. Dong, Microstructure and MechanicalProperties of Friction Stir Welded Joints in 2219-T6 AluminiumAlloy, Mater. Des., 2009, 30, p 3460–3467
143. G. D�Urso, E. Ceretti, C. Giardini, and G. Maccarini, The Effect ofProcess Parameters and Tool Geometry on Mechanical Properties ofFriction Stir Welded Aluminum Butt Joints, Int. J. Mater. Forming,2009, 2, p 303–306
144. G. _Ipekoglu, S. Erim, B. Goren Kıral, and G. Cam, Investigation intothe Effect of Temper Condition on Friction Stir Weldability ofAA6061 Al-alloy Plates, Kovove Mater., 2013, 51, p 155–163
145. G. _Ipekoglu, S. Erim, and G. Cam, Investigation into the Influence ofPost-weld Heat Treatment on the Friction Stir Welded AA6061 Al-alloy Plates with Different Temper Conditions, Metall. Mater. Trans.A, 2014, 45A, p 864–877
146. K. Kumar and S.V. Kailas, On the Role of Axial Load and the Effectof _Interface Position on the Tensile Strength of a Friction Stir WeldedAluminium Alloy, Mater. Des., 2008, 29, p 791–797
147. G. _Ipekoglu, B. Goren Kıral, S. Erim, and G. Cam, Investigation ofthe Effect of Temper Condition on Friction Stir Weldability ofAA7075 Al-alloy Plates, Mater. Technol., 2012, 46, p 627–632
148. G. _Ipekoglu, S. Erim, and G. Cam, Effects of Temper Condition andPost Weld Heat Treatment on the Microstructure and MechanicalProperties of Friction Stir Butt Welded AA7075 Al-Alloy Plates, Int.J. Adv. Manuf. Technol., 2014, 70, p 201–203
149. S. Rajakumar, C. Muralidharan, and V. Balasubramanian, Influence ofFriction Stir Welding Process and Tool Parameters on StrengthProperties of AA7075-T6 Aluminium Alloy Joints,Mater. Des., 2011,32, p 535–549
150. C.S. Paglia and R.G. Buchheit, Microstructure, Microchemistry andEnvironmental Cracking Susceptibility of Friction Stir Welded 2219-T87, Mater. Sci. Eng. A, 2006, 429, p 107–114
151. M. Pakdil, G. Cam, M. Kocak, and S. Erim, Microstructural andMechanical Characterization of Laser Beam Welded AA6056 Al-alloy, Mater. Sci. Eng. A, 2011, 528, p 7350–7356
152. Y. Bozkurt, S. Salman, and G. Cam, The effect of Welding Parameterson Lap-Shear Tensile Properties of Dissimilar Friction Stir SpotWelded AA5754-H22/2024-T3 Joints, Sci. Technol. Weld. Join.,2013, 18, p 337–345
153. G. _Ipekoglu and G. Cam, Effects of _Initial Temper Condition and PostWeld Heat Treatment on the Properties of Dissimilar Friction StirWelded Joints Between AA 7075 and AA 6061 Aluminium Alloys,Metall. Mater. Trans. A, 2014, doi:10.1007/s11661-014-2248-7
154. M.A. Safarkhanian, M. Goodarzi, and S.M.A. Boutorabi, Effect ofAbnormal Grain Growth on Tensile Strength of Al-Cu-Mg AlloyFriction Stir Welded Joints, J. Mater. Sci., 2009, 44, p 5452–5458
155. R.K.R. Singh, C. Sharma, D.K. Dwivedi, N.K. Mehta, and P. Kumar,The Microstructure and Mechanical Properties of Friction Stir WeldedAl-Zn-Mg Alloy in as Welded and Heat Treated Conditions, Mater.Des., 2011, 32, p 682–687
156. H. Aydın, A. Bayram, and I. Durgun, The Effect of Post-weld HeatTreatment on the Mechanical Properties of 2024-T4 Friction Stir-Welded Joints, Mater. Des., 2010, 31, p 2568–2577
157. C. Sharma, D.K. Dwivedi, and P. Kumar, Effect of Post Weld HeatTreatments on Microstructure and Mechanical Properties of FrictionStir Welded Joints of Al-Zn-Mg Alloy AA7039, Mater. Des., 2013,43, p 134–143
158. H.J. Liu, J.C. Hou, and H. Guo, Effect of Welding Speed onMicrostructure and Mechanical Properties of Self-Reacting Friction StirWelded 6061-T6 Aluminum Alloy, Mater. Des., 2013, 50, p 872–878
159. L. Wan, Y. Huang, Z. Lv, S. Lv, and J. Feng, Effect of Self-SupportFriction Stir Welding on Microstructure and Microhardness of 6082-T6 Aluminum Alloy Joint, Mater. Des., 2014, 55, p 197–203
160. S.B. Nair, G. Pahanikumar, P. Rao, and P.P. Sinah, Improvement ofMechanical Properties of gas Tungsten arc and Electron BeamWeldedAA2219 (Al-6 wt-%Cu) Alloy, Sci. Technol. Weld. Join., 2007, 12, p579–585
Journal of Materials Engineering and Performance Volume 23(6) June 2014—1953
![Maximizing Strength of Friction Stir Spot Welded ...d.researchbib.com/f/8nnKOup2bho3WaY0yWFx1SY1... · recent times to weld aluminum alloys [5], [6], [7]. Friction stir spot welding](https://img.pdfslide.net/doc/110x75/5f099a157e708231d4279dfb/maximizing-strength-of-friction-stir-spot-welded-d-recent-times-to-weld-aluminum.jpg)