-
7/26/2019 Recip Compressor Capacity Control Methods
1/8
Engineering Practice
CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012 51
T
here are two main reasons whycompressor capacity regulationis
used. The most prevalent rea-
son is to adjust the suction flowto match the process demand.
The sec-ond reason is to save energy. As a rule,capacity control is
determined by thecompressor discharge pressure. Com-pressor
capacity-control methods areutilized to maintain a required
deliveryunder variable process conditions [1].
In this article, methods for control-ling the capacity of
reciprocating com-pressors are presented in detail. Thesemethods
are bypass recycling, un-loader valves, clearance pockets,
step-
less valves and variable-speed drives.The advantages and
disadvantages ofeach method, as well as their applica-tions, are
presented.
In addition, auxiliary devices andpackages used under transient
condi-tions (namely, during startup, shut-down and maintenance) and
duringnormal operation are described. Bar-ring devices (gear),
hydro-jackingsystems, frame lubrication systemsand cylinder lube
oil systems are ex-plained. Finally, a recommended pro-cedure for
starting up and stopping areciprocating compressor in single
andparallel operation is presented, along
with some major points that shouldbe taken into consideration by
plantoperators.
Capacity control methodsBypass control.As the name implies,this
control method uses an externalbypass around the compressor to
recy-cle gas from the compressor discharge
to the inlet, or to the atmosphere inthe case of an air
compressor. Thetake-off point for the bypass must bedownstream of a
heat exchanger sothat cooled gas will be spilled back tothe
suction. If there is no exchangerin the discharge, the bypass
mustbranch into the suction line upstreamof an exchanger.
Alternatively, a cooler may beplaced in the bypass line. In any
case,the bypass should tie-in upstreamof a suction knockout drum so
that
any condensate resulting from theexpansion cannot enter the
compres-sor. Bypass control is preferred overother control methods
because of itssmoothness, simplicity and low ini-tial costs. It is,
however, inefficientbecause excess compressor capacity isexpanded
across the control valve inthe recycle line. For this reason,
thismethod is commonly accompaniedby the use of inlet valve
unloaders orclearance pockets, which reduce com-pressor capacity in
discrete predeter-mined steps [15].
In multistage compressors, a bypassaround the first stage or a
partial by-
pass can be used. Because of decreas-ing discharge pressure, the
absolutepower input would be reduced in thisway, although the mass
flowrate is
increased as shown in Equations (1)and (2).
(1)
(2)
Where:W = Compressor power
m
= Rated mass flowMw = Gas molecular weightp2/p1= Compressor
ratioK = Gas specific-heat ratioTin = Gas inlet temperaturePD =
Compressor piston
displacementQ = Compressor flowC = Compressor clearance
volumeR = Ideal gas constantIt must be remembered that a
reduc-tion in the flow to the second stage
causes a drop of all inter-stage pres-sures, and consequently it
can lead toexcessively high-pressure ratios anddischarge
temperatures in subsequentstages. Moreover, this pressure shift-ing
may cause an overload in the laststage. Thus, there should be a
limita-tion on the maximum by-passed flowin multistage equipment.
The mini-mum capacity that can be obtaineddepends on the number of
compres-sion stages.
The more stages used for a givenoverall compression ratio, the
widerthe achievable control range.Inlet valve unloaders.Valve
unload-
Feature ReportEngineering Practice
Ali Ghanbariannaeeni
Nargan Engineersand ConstructorsGhazalehsadat
Ghazanfarihashemi
Sazeh Consultants
Reciprocating Compressors
Startup and CapacityControl Methods
Procedures and guidelines that will help operators
minimize energy consumption and maintenance
requirements of compressor systems
-
7/26/2019 Recip Compressor Capacity Control Methods
2/8
Engineering Practice
52 CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012
ers are mechanisms that are held openor bypass one or more
cylinders inlet
valves at each end of double-actingcylinders. This provides
complete un-
loading of one or both ends of the cyl-inder. For a
single-cylinder compres-sor stage, valve unloaders can
achievethree-step unloading that providesnominal cylinder
capacities of 100, 50and 0%; and two-step unloading thatprovides
cylinder capacities of 100and 0%. Thus, considering two cylin-ders
per compressor, the capacity canbe controlled in five stages 100,
75, 50,25 and 0%.
Three-step (100, 50 and 0%) capacitycontrol is used on some
general pur-
pose machines, such as air compres-sors. This method of control
requiresmore cyclic actuation of the unload-ers than five-step
control. Therefore,three-step control is more detrimentalto machine
components especiallyto valves.
Standard API 618 [6] introducesthree unloader types: finger,
plug andport. The finger type unloader is notrecommended when other
types are
viable. Plug type unloaders shouldbe installed on extra suction
ports. A
minimum number of valve unloadersteps should be considered in
order tomaximize compressor reliability.
Unloaders should be pneumati-cally operated by instrument air
andequipped with positioner indication.The unloader actuator should
be sizedto operate on minimum air pressureas well. Nitrogen purge
ports shouldbe provided for all types. The unloaderstem packing
should be provided witha lantern ring and a nitrogen connec-tion
for the purging of leak gas. All
purge and vent connections should bepiped up to a single purge
and ventconnection. All lines to and from un-loaders are to be AISI
316 L stainlesssteel [6, 7].
It should be noted that there aresome restrictions on actuator
sizing atsuction pressures higher than 70 barg.Clearance pockets.
Cylinder de-livered capacity can be reduced byincreasing the
cylinder clearance
volume; this is done by a clearancepocket. There are two types
of pockets:
fixed and variable. Opening the pocketreduces the cylinders
inlet volumetricflow by trapping additional gas in the
larger clearance volume at the end ofthe piston stroke.
Consequently, clear-ance-pocket flow adjustment is fre-quently
applied to the head end only,
leading to a maximum of 5060% re-duction in the head end
capacity and a2530% overall capacity reduction ina double acting
cylinder [8].
Valve unloaders combined withclearance pockets can provide
five-step unloading leading to nominal cyl-inder capacities of 100,
75, 50, 25 and0% in a compressor with only one cyl-inder. This
means that 75% capacityis achieved by opening the head-endclearance
pocket, 50% load makes useof the crank-end valve unloader, 25%
load makes use of the crank-end valveunloader and head-end
clearancepocket simultaneously and 0% load isachieved by activating
the valve un-loaders on both ends of the cylinder.
At compression ratios below 1.7, thepocket volume becomes very
large rel-ative to cylinder size, thus, it shouldnot be used in
this case [2].
Clearance pockets can be arrangedfor local manual operation,
manual/pneumatic operation, or automatic/pneumatic operation.
However, the au-
tomatic/pneumatic type is preferred.Using clearance pockets is
usually
restricted to services with cylinderinlet pressures less than 70
barg.Stepless capacity control. A step-less capacity control
system, known asreverse flow control, can provide a ca-pacity range
of approximately 100 to40% of rated capacity; however, moreturndown
ratios have become feasiblerecently. In this system, an
unloadingdevice is fitted to each suction valve.
At partial loads, the unloading device
does not allow the inlet valve to closewhen the piston is at its
bottom deadcenter position, but rather delays theclosing in a
controlled way. Conse-quently, an amount of gas, which canbe
adjusted, is allowed to return tothe compressor inlet manifold
beforethe compression starts. As the piston
velocity increases in the compressionstroke, it pushes gas in
reverse flowback out the inlet valve faster andfaster. This creates
a larger and largergas drag force on the inlet valve plate
that eventually overcomes the un-loader force and closes the
inlet valve.
Applying this type of control requires
economic justification. In general it isnot recommended because
of limita-tions in performance accuracy and fa-tigue consequences
on the valve plate
and seat [7].Inlet throttling. This method of ca-pacity control
is not recommendedbecause pressures lower than normalinlet
pressures cause higher piston-rod loads and discharge
temperatures.Consequently, the mass flow rangethat can be safely
achieved in this re-gard is normally too low to suit pro-cess
needs.Variable speed drive. Reciprocatingcompressors should
normally be speci-fied for constant-speed operation in
order to avoid excitation of torsional,acoustic and mechanical
resonances.When variable-speed drivers are used,all equipment
should be designed torun safely throughout the operat-ing speed
range, up to and includingthe trip speed [6]. Gas engine
drives,which could operate in a 75 to 100%speed range, make use of
variablespeed method for flow control. Opera-tion below 75% is
normally done bybypass control and inlet valve unload-ers or
clearance pockets [912].
Startup unloading. Some meansof unloading for startup is
usuallyrequired because drivers lack suf-ficient torque to
accelerate the trainrotating parts under positive displace-ment
compression loads. Inlet valveunloaders and external bypasses
arethe two most commonly used methodsfor startup unloading. The
machineshould be capable of starting with op-erating suction
pressure on each stage.
An unloading system may be designedto operate automatically on a
voltage
dip for service continuity where auto-matic reacceleration of
motor drivencompressors is required.
Compressor operation modesAuto mode. In the automatic (auto)mode
of operation, the compressormeets the demand of all the main
pro-cesses, including all cases of operationrequested by the
equipment datasheet.In some cases, operation with nitrogenis also
requested for pre-commission-ing, cleaning purposes, testing of
theautomatic functions and leak testingof other equipment. In this
mode, themachine is controlled automatically.
-
7/26/2019 Recip Compressor Capacity Control Methods
3/8
CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012 53
When the compression gas is changed,set point values are only
adjusted forthe new condition with no change incontrol
procedure.
Maintenance mode. In this mode,during which the compressor is
atstandstill, all auxiliary drivers (suchas auxilliary oil pump,
water pumps,and bypass valves) can be manuallystarted by
operators.Off mode. In this mode, all driversare out of operation,
and standby func-tions are disabled. This mode will beactivated
only when the compressor isnot running; otherwise, selecting theoff
mode will have no effect on theoperation of the compressor.
Mode selection between auto, offand maintenance is done within
thedistributed control system (DCS). Acompressor is provided with
severallocal instrument boards (LIBs), withgages for indicating
pressure, tem-perature, flowrate and level of processgas,
lubrication oil and other utilities(such as water, air and
nitrogen), dur-ing compressor operation in all modes.
Additionally, the LIB shows whetherlocal motor-control stations
are alsoavailable for local starting and stop-
ping of auxiliary equipment in main-tenance mode. Auxiliary
motors alsohave local motor-control stations lo-cated within a few
meters from the as-sociated auxiliary-drive motor. Visual-ization
and control of the compressoroperation is normally done from a
cen-tral control room (CCR) station.
Compressor auxiliary systemsHydro jacking device.For large
re-ciprocating compressors and motors,manufacturers consider adding
an ad-
ditional system to the equipment inorder to lessen the breakaway
torquein the bearings in transient conditions(startup, shutdown or
maintenance).For this purpose, one oil pump is usu-ally added in
series after the lubrica-tion pump. A jacking oil pump
assureslasting oil film existence betweenbearing and journal
(shaft) surfaces atthe instant a rotation commences.Barring device.
The compressorshould be fitted with a barring device(barring gear),
which can be manual,electrical or pneumatic. This device isused
only for maintenance, while thecompressor is stopped. For
compres-
sors with a rated power equal to orgreater than 750 kW (1,000
hp), andtorque requirement equal to or greaterthan 1,600 Nm (1,200
ft-lb), either the
electrical or pneumatic type should beconsidered. Manual barring
may beachieved by turning the flywheel. Thebarring device should be
designed sothat gas forces acting on the pistonscannot cause the
compressor either toaccelerate or to rotate in the
reversedirection. With the barring deviceengaged, it should not be
possible tostart the compressor [6].
Manual barring devices should havea locking feature, whereas
pneumaticand electrical devices should incorpo-
rate appropriate safety switches ormeasures for interlocking
with themain driver. Moreover, a pneumaticsystem should be equipped
with anair-supply inlet filter and oiler, and afour-way control
valve for operation inforward or reverse directions.
The barring device should be de-signed to enable barring over
thepressurized machine at suction pres-sure. Before the barring
device is en-abled to start, the hydro jacking ofcompressor and
main motor have to
be started, and the minimum pres-sure must be obtained.
The barring device operates with alocal push button (forward and
reverse)on the local panel near the motor. Thebarring device motor
works only whileone of the push buttons is pressed; re-lease of the
button stops the barringdevice and locks the crank gear.
Whenmaintenance is finished, the stoppedbarring gear must be moved
back inthe turn wheel free position, which isdisplayed on the DCS
system.
Compressor frame lubricationsystem. A frame lubrication systemis
pressurized through two electri-cally driven oil pumps. One is
usedfor normal operation (main pump)and the second is in standby
modeas an auxiliary pump for necessaryconditions. A
crankshaft-driven mainpump is allowed per API 618, but forlarge
machines, each oil pump shouldbe individually equipped with
anelectrical motor.
In auto mode, the main oil pump
has to be started before starting thecompressor main motor.
Generally,pre-lubrication time is set for approxi-
mately one minute. When pre-lubrica-tion time has passed, the
startup con-dition Pre-lubrication time passed isactivated and
displayed on the DCS.
When neither the low-lube-oil pres-sure alarm nor the low
low-lube-oilpressure alarm is activated, the hydro
jacking pump and subsequently themain motor are permitted to
start.During normal operation of the com-pressor, the standby oil
pump shouldbe in auto mode and start automati-cally when a
low-oil-pressure alarm istriggered on the DCS.
If the low low-oil-pressure signallasts more than a specified
time (usu-ally 2 s), the compressor main motor
should be stopped immediately by ashutdown (trip).
Since the compressor is stopped nor-mally, post lubrication is
started; thismeans that the lubrication oil pumpwill continue to
run for a minimum ofapproximately 2 min. When post lubri-cation
time has passed and the normalstop sequence is accomplished, the
oilpump can either be stopped by the op-erator or continues
running. Note thatin maintenance mode, the frame oilpump can be
started individually.
Moreover, the operator can enablethe oil heater by pushing a
button inthe DCS. If the heater is enabled, thetemperature of the
frame lubricationoil is controlled by the switch control-ler inside
the heater. Note that thecrankcase oil temperature should notexceed
70C (160F).
For safety reasons, the heater isinterlocked and must be
switched offwhen the low low oil level is acti-
vated. It should be noted that duringcompressor operation, the
heater shall
always be stopped.Compressor cylinder lubricationsystem. The
cylinder lubricationsystem is pressurized by electricallydriven
multiple-plunger-type oilpumps (plunger per point) or by thedivider
block method. However, usinga divider block system is not
recom-mended because of complexity andlow reliability.
The cylinder lubrication system willbe started locally if the
cylinder oil-tank level is fulfilled (above low level).
When the pre-lubrication time (ap-proximately 2 min) has
elapsed, thecompressor start condition cylinder
-
7/26/2019 Recip Compressor Capacity Control Methods
4/8
Engineering Practice
54 CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012
pre lubrication time passed is ful-filled and displayed in the
DCS, andthe over lubrication time starts. Thetotal time of the
cylinder lubrication
pumps running without the mainmotor running is cumulative via
cyl-inder lubrication time.
The compressor main motor mustbe started within the over
lubricationtime (approximately 5 min) to preventaccumulation of oil
in the cylinder.
If the total over-lubrication time haselapsed and the main motor
is still notrunning, a compressor main-motor-start inhibit will be
activated and analarm remove oil collected in cylindersbefore
re-start appears on the DCS.
Resetting the over lubricationtime alarm will be done by slowly
ro-tating the compressor for a number ofrevolutions (usually two or
three) by abarring device to distribute the accu-mulated lube oil
among the compres-sor cylinders. At this time, the alarmcan be
reset in the DCS manually.
During cylinder barring-over ormaintenance operations, the
cylinderlubrication should not be activated.
At compressor normal stop, postlubrication time starts for
approxi-
mately 2 min, and the cylinder oilpump switches off
automatically af-terwards. By pressing the emergencystop, the
cylinder oil pump stops im-mediately and no post lubrication
iscarried out. The cylinder lubrication-oil pumps should run while
the com-pressor main motor is running. In theevent of low flow, an
alarm will be trig-gered in the DCS and in the case oflow low-flow,
compressor trip actionwill be activated.
Moreover, the operator can enable
the oil heater by pushing a button inthe DCS. If the heater is
enabled, thetemperature of the cylinder lubrica-tion oil is
controlled by a switch con-troller inside the heater body. The
heatdensity of the heater should be limitedto 2.3 W/cm2 (15
W/in.2). A tempera-ture switch prevents overheating. Anover
temperature switch activatesan alarm and switches off the
heater.For safety reasons, the heater is inter-locked and must be
switched off whenthe low low-oil level is activated.Compressor
cooling water system.Minimum cooling water flow to thecylinders and
packings is one of the al-
lowed conditions for starting the mainmotor. As long as low flow
is detectedduring normal running, an alarm willbe triggered in the
DCS. In a closed
cooling cycle, the system is pressurizedthrough two electrically
driven waterpumps. One pump is used for normaloperation (main pump)
and the secondis in standby mode as an auxiliary fornecessary
conditions. For the compres-sor to get a permissive start, it is
nec-essary to run the main water pump inorder to deliver a minimum
requiredflow of cooling water. Auxiliary waterpumps can be started,
as long as thewater-pressure or low-flow alarm isactivated in the
DCS.
Main motor purging system. Themain-motor purge system is an
inde-pendent working system. In EExpdrivers, the motor becomes
explosion-proof by pressurizing its cage. Themain drive motor
should be startedonly if it has been purged with air fora period of
time specified by the motormanufacturer. (Purge time is
approxi-mately between 30 to 60 min).
Preparation before startingBefore the compressor is allowed to
be
started,the following checks and con-ditions have to be
fulfilled in the field:
Check if the cooling-water supplyvalves are open (for
inter-stage gas-and oil-system coolers). Moreover, thecooling water
specifications, such asflowrate, temperature and pressure,should be
verified with design con-ditions by local instrument devices.Check
the oil level in the tanks; it hasto be above the minimum level on
theoil sight glass.
Check if the lube oil systems are
ready for operation and the manualvalves are in the correct
position.
Drain valves of all process pipes andvessels (including
pulsation dampen-ers, inter-stage coolers and separa-tor drums)
have to be checked for thepresence of liquid. If liquid is
present,it should be drained. Otherwise, liquidwould be carried
over to the cylinderand damage the compressor whenstarting the main
motor.
Check if all utilities including in-strument air, hydraulic oil
(for high-pressure valves actuation) and nitro-gen for purging of
pressure packingsare available.
The main drive motor should bestarted only if it has been purged
andthe pre-lubrication time of the crankgear and cylinder have
passed. This
should be considered at the time ofstarting the compressor.
Check the operability of all voltagecircuits and the shut down
system.
The oil pumps can be started at min-imum ambient temperature,
whereasthe compressor only when the lube oiltemperature is above
the minimumtemperature recommended by themanufacturer (about 15C).
Hence,frame and cylinder lubrication heaterand tracing system
should be on (tem-perature start permissive of motors).
The compressor should be barredover by a barring device (for two
tothree revolutions) to ensure that liq-uid is not present in
cylinders.Start inter-lock system.Before com-pressor startup,
several parameters(such as level, pressure, temperatureand
flowrates) are checked and com-pared with set point values,
specifiedby the compressor manufacturer in theset point list (set
point lists include allinstrument devices set values specify-ing
alarm or trip signals). Afterwards,
compressor start permission can bepassed by the DCS and the next
stepwill be executed. Note that interlockswill only prevent the
start sequencefrom continuing, or will interrupt thestart sequence
unless all specifiedconditions are fulfilled; interlocks arenot
trip signals.
Depending on the manufacturerand user concerns, an interlock
sys-tem could be varied, but interlocks(alarm conditions) below are
consid-ered in most applications. An alarm is
a signal generated automatically froman irregular state, which
does not leadto a compressor shutdown.
The start sequence will be abortedif an alarm occurs. In other
words,an alarm will inhibit the start of themachine as long as it
is active. Alarmsand warnings do not stop the compres-sor. Causes
of alarms must be inves-tigated and rectified immediately
byoperators, or else they could cause themachine to trip
(shutdowns). The com-pressor is ready to start if none of the
following alarms are active: Low lube-oil tank level Low
cylinder oil-tank level
-
7/26/2019 Recip Compressor Capacity Control Methods
5/8
CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012 55
Low suction pressure High discharge pressure Low packing-purge
pressure Low cylinder lube-oil flow
Low crank-gear oil pressure Low crank-gear oil temperature High
oil-filter differential
pressure Bypass valves over stages are
opened Barring gear is in safe position
(barring gear disengaged) High level in separators Low
compressor cooling-system
flow Compressor has been barred over
for a minimum of 1 min (mandatory
if cylinder over-lubrication time haselapsed before)
Crank-gear lube-oil pump pre-lubri-cation time has passed
Cylinder pre-lubrication time haspassed
A trip is an irregular state that re-quires an immediate and
automaticshutdown of the compressor in orderto avoid damage to the
equipment andpersonnel. Note that prior to shutdownan alarm will be
indicated in the DCSto warn the operators. The following
trips commence the normal stop pro-cedure at any time of
operation.
The compressor is ready to start ifnone of the following
shutdown condi-tions are active. The start sequencewill be aborted
if a trip occurs. High high-suction-gas temperature High
high-discharge-gas tempera-
ture Low low-gas pressure on suction
side High high-level in separators High high-main-bearing
tempera-
ture High high-vibration on compressor
casing and rod drop low low-up-stream-bearings oil pressure
Low low-cylinder lube-oil flowStarting sequence of the
compres-sor in auto mode. Regarding com-pressor-package control
philosophy, itcould be started from the DCS or LCS(local control
station). After startup, allfunctions will be carried out
throughthe DCS automatically. Bypass valvecontrollers should be
activated by the
operator when the compressor startsequence has been completed
success-fully. For the compressor starting pro-
cedure to be deemed successful, theposition of the manual valves
must beas follows: Gas suction isolating valves are
open Gas discharge isolating valves are
open Blow-off valve and vent valve to safe
location, flare, and atmosphere areclosed
Control valves and isolation valveon separator drain are
open
Shut-off valves for pressure instru-ments are open
Bypass of separator drain is closed Separator drain valves have
been
put in auto mode, and their relevant
interlocks are activatedThe preconditions for startup
sequenceare as follows:1. All heaters, including oil heaters
and the motor space heater, must beswitched on.
2. Purge air must be available. If thepurge time of the main
motor haselapsed, the message purge end isdisplayed in the DCS.
3. The compressor has been barredover. To do this, first the
compressorsoperating mode should be changed
to maintenance mode in the DCS,and the operator in the field
shouldengage the barring device manually.Then, the frame oil pump
is startedand compressor/motor jacking oilpumps will be started
(with delay)afterwards because barring deviceoperation is only
possible as long asthe hydro-jacking inlet-oil pressurealarm is not
activated. At this time,barring over should be enabled fromthe
local panel by pressing two but-tons for operation of barring gear
in
clockwise and reverse direction. Itshould be noted that, none of
pre-lubrication time, low-oil-tempera-ture, or the
lube-oil-pressure alarmsshould be activated. When barringover time
(approximately 5 min) haselapsed, the operator should de-en-gage
the barring device and removeany oil.
4. No low cooling-water-flow alarm.5. No low-level alarm on
interstate
separators.6. No low-level alarm on oil tanks.
7. No high-temperature alarm on themain motor.
Permission to start. At this stage,
the frame oil pump is started, andthe jacking pumps of the main
motorand compressor will be started if pre-lube time, low oil
temperature and
low-pressure alarms are not active.Additionally, the following
conditionsshould be satisfied: No low-suction-pressure alarm No
high-discharge-pressure alarm Barring device in safe position
(dis-
engaged)Next, the cylinder lubrication pumpwill be started if
all preconditions arefulfilled. This will also start the cylin-der
pre-lubrication timer. If the cylin-der pre-lubrication time has
elapsed,the compressor start condition cyl-
inder pre-lubrication time passed isfulfilled and will be
displayed in theDCS and over-lubrication time startsafterwards. The
cylinder lubricationtimer should be programmed as a cu-mulative
timer. If it is not reset, it willaccumulate the total time of the
cyl-inder lubrication pump running whilethe main motor is not
running up tothe over-lubrication time limit. Dur-ing this time
range, it allows multiplestartups as long as they are within
theover-lubrication time.
If the over-lubrication time haselapsed and the main motor is
not run-ning, the start-up sequence will be can-celled and an alarm
to remove collectedoil appears in DCS. Accumulated oil inthe
cylinders has to be removed by turn-ing the barring device before
anotherstarting sequence commencement.
Since cylinder lube-pump start is thelast step in the start
sequence prior tomotor starting, impact on plant avail-ability is
minimized.
If the main motor starts while over-
lubrication time has not elapsed, motorspace heaters and lube
oil heaters willbe stopped at the same time. More-over, for
approximately 2 min, the lowlow-pressure trip on the
compressorsuction will be overridden to allow astable condition
without tripping themachine. After that, the overriddenfunction
will be deactivated.
The jacking oil pump will be stopped1 min after a successful
start of thecompressor. In this position, the com-pressor is now
running at no load con-
dition. In order to obtain the desireddischarge pressure for
each stage,the bypass valve setting must be per-
-
7/26/2019 Recip Compressor Capacity Control Methods
6/8
Engineering Practice
56 CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012
formed manually. For this purpose, thefirst stage bypass valve
shall be en-abled to control suction pressure au-tomatically. Note
that automatic con-
trol capability of all bypass valves willhave been deactivated
during startup.
At this time, close the second-stagedischarge to first stages
dischargebypass valve gradually until the de-sired second-stage
discharge pressureis obtained. For the last stage, the de-sired
pressure is obtained by closingthe discharge isolating valve. In
thisway, the stroke position of the previ-ous bypass valves are
slowly adjustedto control pressure between eachstage. Thus, the
compressor runs in
0% capacity continuously and bypassvalve positions are set for
0% capac-ity (or 100% turndown). It is of highimportance to close
the bypass valvesslowly and gradually to stabilize theconditions
and prevent overshootingof discharge pressure.
Note that in compressors, whichare only started by bypass
method,the starting procedure is performedwith bypass valves fully
open. If anunloader valve also exists, the bypass
valves are fully closed and unloader
devices open the inlet valves, untilcompressor reaches the rated
speedat 0% capacity. Due to increasing suc-tion-valve temperature
in this condi-tion, the compressor is usually runbetween 5 to 10
min as maximum.
After that, the performance step is in-creased by loading each
cylinder cham-ber in the sequence shown in Table 1for a compressor
with two double-act-ing cylinders (HE = cylinder head end,CE =
crank case cylinder end).
After a period of time (adjustable
between 5 to 15 min), in each perfor-mance step, solenoid valve
activationon unloaders will be automaticallyswitched over. This
switching pre-
vents increasing the temperature ofthe suction valve. Moreover,
if pur-chase requisition states that the com-pressor shall run at
0% capacity for along time, the compressor should runat 25% step
capacity, and total flow isrecycled by bypass valve thereafter.Due
to unbalance matters, minimumload on each stage could be changed
to
50%. Note that compressor mechani-cal stability must have
priority overenergy consumption.
Bypass valvesIn this section, we investigatethe capacity control
procedure ofa reciprocating compressor with
bypass valves in two stages. As aprinciple rule, each stage is
con-trolled with one bypass valve,which is independent of the
otherbypass valves, but valve set-points are adjusted together
andfinalized during the compressorcommissioning period. Per
APIrecommendation, the maximumpredicted discharge temperatureon
each stage should not exceed150C (300F). This limit appliesto all
specified operating and load
conditions. However, in actualdesignation, this limitation is
de-creased to 135C (275F) by com-pressor manufacturers.
To control discharge tempera-ture, pressure ratio or
differentialpressure is a parameter that isconsidered as a
controlling value.Designers mention relevant set-tings in the
instrument set-point-list document.
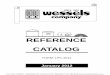
Figure 1 shows an example of atypical capacity-control
diagram.
In this figure, PCV is pressurecontrol valve and PT is
pressuretransmitter. The main objective ofthe capacity control is
to maintainconstant suction pressure (PT1).The capacity of the
compressor iscontrolled by bypass over the firststage (PCV1) and
bypass overthe second stage (PCV2). If compres-sor suction pressure
PT1 is decreased,the first stage bypass valve (PCV1)could be opened
continuously up to apercent of stroke (between 50 to 60%)
until suction pressure (PT2) is abovethe setpoint of the minimum
suctionpressure in the second stage.
If suction pressure (PT1) still falls,controller will open the
second to firststage bypass valve PCV2. This bypass
valve will open continuously to 100%.Now the first stage bypass
(PCV1) willbe able to control the main suction pres-sure (PT1) with
PCV2 in parallel. Thus,the desired pressure is obtained by
high-pressure gas, which is recycled throughfirst- and second-stage
bypass valves.
When both valves are fully open,the compressor will operate in
full re-cycle mode, until suction pressure is
increasing again. When suction pres-sure is increasing, the
bypasses willclose in reverse.
Rapid valve movement causes rapidload change on the compressor.
To pre-
vent this from happening, the bypasscharacteristic is linear and
the stroketravel rate is approximately 2 min;however, this rate can
be adjustedduring compressor commissioning.
Please note that, in case of highercapacity requirements,
increasing thesuction pressure (PT1) could increasethe compressor
capacity.
Bypass and unloading valvesIn most process applications,
compres-sor capacity control is established bya suction pressure
controller actingon the bypass valve and step capacitycontrol (0,
25, 50, 75 and 100%). The
TABLE 1. LOADING SEQUENCEFOR A COMPRESSOR WITH TWO
DOUBLE-ACTING CYLINDERS
For 0% load (X = Loaded; 0 = not loaded)
Cylinder A Cylinder B
Time (min) HE CE CE HE
Maximum(5-10 min)
0 0 0 0
For 25% load (X = Loaded):
Cylinder A Cylinder B
HE CE CE HE
0 X 0 0 0
5 0 X 0 0
10 0 0 X 0
15 0 0 0 X
20 Return to 0 Min.
For 50% load (X = Loaded):
Cylinder A Cylinder B
Time (min) HE CE CE HE
0 X 0 X 0
5 0 X 0 X
10 Return to 0 Min.
For 75% load (X = Loaded):
Cylinder A Cylinder B
Time (min) HE CE CE HE
0 X X X 0
5 0 X X X
10 X X 0 X
15 X 0 X X
20 Return to 0 Min.For 0% load (X = Loaded):
Cylinder A Cylinder B
HE CE CE HE
NoLimitation
X X X X
-
7/26/2019 Recip Compressor Capacity Control Methods
7/8
CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012 57
choice of the step depends on the set-points of the bypass
valves.
Up-stepping is one-step increasingin capacity, for example, 25
to 50% anddown-stepping is one step decreasing,for instance, 75 to
50%.
The suction pressure controllerreaches a balance in opening or
clos-ing the bypass valve depending onactually adjusted step load
(02550
75100%) and actual flow through thecompressor. If the actual
bypass flowis smaller than 30% and higher than5%, no up- or
down-stepping action isrequired in the step capacity control.This
means that suction pressure isonly controlled by the stage
bypass
valve in this case.If bypass flow is lower than 1% or
for a time duration (approximately3 min) lower than 5%, bypass
flow is
very small, and therefore, the suctionpressure controller is not
able to main-tain suction pressure with fully closedbypass. The
step capacity control hasto make the up-step, increasing the
compressor performance over 25% byadjusting the next higher
step.
Increasing compressor performancewill cause a momentary suction
pres-sure drop. Hence, time delay (1 min)is considered to prevent
activationof low or low low-suction-pressurealarms or trips. After
a certain time,suction pressure will reach stabilityagain and
restore the suction pres-
sure to its normal value.If bypass flow is higher than 35%
or for a time duration (approximately3 min) higher than 30%,
bypass flowis very high and the compressor iswasting energy. To
avoid unnecessarybypass flow, the step capacity controlshould
perform down-stepping, de-creasing the compressor performanceby
25%. Decreasing compressor per-formance will cause a pressure
peakin suction. Consequently, a time delay(approximately 1 min)
should be con-
sidered to prevent activation of highor high
high-suction-pressure alarmsor trips. After passing a certain
time
PT1
PCV1
Cooler 1
Stage 1
PT2
PCV2
Cooler 2
Stage 2
FIGURE 1. Shown here is a typical setup for capacity control in
a two-stage re-ciprocating compressor using bypass valves (PCV =
pressure control valve; PT =pressure transmitter)
TABLE 2. CONDITIONS FOR UP- AND DOWN-STEPPINGPARALLEL
COMPRESSORS
Up-stepping:
Compressorload B (Slave)
Compressor load A (Master)
25% 50% 75% 100%
25% Upstep A Upstep B Upstep B Upstep B
50% Upstep A Upstep A Upstep B Upstep B
75% Upstep A Upstep A Upstep A Upstep B
100% Upstep A Upstep A Upstep A No Action
Down-stepping:
Compress orload B (Slave)
Compressor load A (Master)
25% 50% 75% 100%
25% No Action Downstep A Downstep A Downstep A
50% Downstep B Downstep B Downstep A Downstep A
75% Downstep B Downstep B Downstep B Downstep A
100% Downstep B Downstep B Downstep B Downstep A
for example:
Sludge drying
Glycol recovery
Used oil recovery
Lubricant recycling
Environmental Applications
Waste
toma
s
e
om
Processing Partners:
www.gigkarasek.at
www.incontech.com
system solutions
for evaporat ion and biopharma
Circle 15 on p. 72 or go to adlinks.che.com/40271-15
-
7/26/2019 Recip Compressor Capacity Control Methods
8/8
Engineering Practice
58 CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2012
duration, the suction pressure willreach stability again and
restore thesuction pressure to its normal value.
The lowest automatic down-step
will be to 25%. The 0% performancestep is only used in
compressor start-up and shutdown sequences.Compressor parallel
working.Gen-erally, 10% increasing flowrate is per-formed by
increasing suction pressure,but in many applications, two
compres-sors are needed to send out enoughflowrate downstream of
the system.For this purpose, one of the compressorcontrollers will
be master and the otherthe slave. The master takes the
controldecisions about suction pressure con-
trol and up- and down-stepping of thecapacity. A slave
compressor alwaysfollows the master decisions.
To start two compressors, when themaster machine is stable at
100% ca-pacity, the slave machine should bestarted in 0% load.
Then, during severalsteps, performance of both are equaledas much
as possible. In this regard, ineach stage, 25% of master
compressorcapacity (one step) will be decreasedand 25% capacity of
slave machine willbe increased subsequently. Meanwhile,
enough time delay (approximately1 min) between each step should
beconsidered so that flow stability is ob-tained at suction of
compressors.
The conditions for up- and down-step criteria are the same as
for singlecompressor operation and are shownin Table 2.
If the operator decides to take outone of the two running
compres-sors, the selected compressor will bestopped with the
following automaticsteps with a time delay (approxi-
mately 1 min):The load of the selected compres-
sor will be decreased by 25%. At thesame moment, the load of the
com-pressor that is intended to remain inoperation will be
increased by 25%.This method will be repeated until theselected
compressor is completely un-loaded (at 0% capacity).
Stopping the compressorGenerally, three compressor-stopmethods
are considered regarding thepermitted overhaul time of compres-sion
units and the safety level of themachine for plant protection.
Normal compressor stop.A normalshutdown is manually initiated
bythe operator from the DCS or LCS, ifthe compressor needs to be
stopped
for reasons such as overhauling themachine or unit maintenance.
Thefollowing actions will be taken auto-matically afterwards: All
bypass valves will be opened by a
slow ramp up to fully open position.Note that ramp shall be set
slowlyenough to avoid over pressurizationof lower stages downstream
of thebypass valves
The hydro jacking pump of the mainmotor and the compressor will
bestarted
The main motor will be stopped, andall control valves will be
de-ener-gized and return to their fail posi-tion, especially bypass
valves, whichwill be closed
The isolating suction valve will beforced closed, and the frame
lube-oil pump and cylinder-oil pump willcontinue to run after
post-lubrica-tion time
Oil tank heaters and the motorspace heater will be enabled
At last, the discharge isolating valve
will be closed and the compressorwill be manually depressurized
byrelief valves (vent valves) installedin each stage
Automatic stop based on trip.Theautomatic shutdown of the
compressoris used to avoid damage of equipmentand to ensure
personnel safety. Thisstop sequence is exactly the same asa normal
stop, except that the bypass
valves are not opened at the first step.Emergency stop. In case
of danger,manual actuation of the emergency
push buttons, located around the ma-chine or on the emergency
shut down(ESD) panel, shall switch off all theelectrical consumers
(main motor, oilpumps, heaters, solenoid valves on by-pass valves
and so on). This stop se-quence is similar to automatic trip
stopexcept that no post lubrication is neededby frame and cylinder
oil pumps.
Final remarksMost reciprocating compressors arespecified for
constant speed operationto avoid excitation of torsional criti-cal
speeds. For all constant speed ap-plications, it is recommended
that an
automatic bypass control be provided.For more flexibility of the
system, anunloader valve or pocket may be fur-nished to decrease
power loss during
turndown capacity. Moreover, if thestepless method is employed,
it shouldbe supplemented with a bypass con-trol arrangement.
Edited by Gerald Ondrey
References1. Bloch, Heinz and Soares, Claire, Process
Plant Machinery, 2nd ed., Elsevier Science& Technology
Books, November 1998.
2. Bloch, Heinz P. and John J. Hoefner, Recip-rocating
Compressors Operation & Mainte-nance, Gulf Publishing Co.,
1996.
3. Bloch, Heinz P., A Practical Guide To Com-pressor Technology,
2nd ed., John Wiley andSons, 2006.
4. Hanlon, Paul C., Compressor Handbook,McGraw-Hill, N.Y.,
2001.
5. Chlumsky, Vladamir, Reciprocating and Ro-tary Compressors,
SNTL- Publisher of tech-nical Literature, 1965.
6. Reciprocating Compressor for Petroleum,Chemical and Gas
Service Industries, API618 5th ed., December 2007.
7. Southwest Research Institute, AdvancedReciprocating
Compressor Technology, De-cember 2005.
8. Leonard, Stephen M., Fugitive EmissionsControl Technology For
Reciprocating Com-pressor Cylinders, Dresser-Rand, PaintedPost,
N.Y.
9. Giampaolo, Tony, Compressor Handbook:Principles and Practice,
the Fairmont Press,
2010.10. Forsthoffer, W.E., Forsthoffers Best Practice
Handbook for Rotating Machinery, ElsevierScience &
Technology Books, 2011.
11. Forsthoffer, W.E., Forsthoffers RotatingEquipment Handbooks,
Vol. 3, Elsevier Sci-ence & Technology Books, 2005.
12. Pichot, Pierre, Compressor Application En-gineering, Gulf
Publishing Co. 1986.
AuthorsAli Ghanbariannaeeni is arotating equipment engineerat
Nargan Engineers andConstructors Co. (Tehran CO15 98 98 3116, Iran;
Phone:+98-21-88-908-104-8; Fax
+98-21-88-91-0173; Email:[email protected]
[email protected]). He is specializedin reciprocating,
centrifugaland screw compressors, gas
and steam turbines, process pumps, engines andelectric machines.
He obtained a B.S.M.E. degreefrom Iran University of Science and
Technology(Tehran, Iran).
Ghazalehsadat Ghazan-
farihashemi is a rotatingequipment engineer at SazehConsultants
Co. (Tehran CO1587657413, Iran; Phone:+98-21-88-532-156-7;
Fax+98-21-88-731-503; Email:[email protected]
[email protected]). She is specialized in
reciprocating and centrifugalcompressors, process pumps,engines
and electric machines. She obtainedB.S.ME. and M.S.M.E. degrees
from Sharif Uni-
versity of Technology (Tehran, Iran).