Embed Size (px)
Citation preview

Rf
VSa
b
a
ARR1AA
KFSCB
1
alsewwritmrs
biot
lT
(
0d
Chemical Engineering and Processing 52 (2012) 41– 46
Contents lists available at SciVerse ScienceDirect
Chemical Engineering and Processing:Process Intensification
jo u rn al hom epage: www.elsev ier .com/ locate /cep
ecovery of surfactant from an aqueous solution using continuous multistageoam fractionation: Influence of design parameters
isarut Rujirawanicha , Nopparat Chuyingsakultipa , Manutchanok Triroja , Pomthong Malakula,b,∗ ,umaeth Chavadeja,b,∗
The Petroleum and Petrochemical College, Chulalongkorn University, Soi Chula 12, Phyathai Road, Pathumwan, Bangkok 10330, ThailandCenter for Petroleum, Petrochemicals, and Advanced Materials, Chulalongkorn University, Soi Chula 12, Phyathai Road, Pathumwan, Bangkok 10330, Thailand
r t i c l e i n f o
rticle history:eceived 10 March 2011eceived in revised form6 September 2011ccepted 4 December 2011
a b s t r a c t
A multistage foam fractionation column with bubble cap trays was used to recover a surfactant from waterat low concentrations. The effects of design parameters—including the number of bubble caps, foamheight, and tray spacing—were first investigated under steady state conditions using cetylpyridiniumchloride (CPC) as the model surfactant. An increase in bubble caps per tray significantly increased theseparation efficiency, both in terms of the enrichment ratio and recovery of the CPC and of the separation
vailable online 13 December 2011eywords:oam fractionationurfactant recoveryetylpyridinium chloride
factor (ratio of foamate concentration to effluent concentration). The increase in bubble caps per tray alsoincreased the foam production rate, leading to increasing the adsorptive transport. An increase in trayspacing increased both the enrichment ratio and the residual factor of the CPC, whereas the CPC recoveryand liquid entrainment in foam were reduced. An increase in foam height produces drier foams, leadingto decreasing bulk liquid transport.
ubble caps
. Introduction
The total amount of surfactants, not including soaps, consumedround the world in 2003 was about 9.2 million tons [1]. Hence, aarge number of industrial plants generate wastewater containingignificant amounts of surfactants, which can directly impact bothxisting wastewater treatment plants as well as natural receivingaters. Surfactants can retain their foaming properties in naturalaters in concentrations as low as 1 mg/L, leading to some envi-
onmental problems [2]. Apart from the pollution point of view,t is worthwhile to recover the surfactants for reuse, which, inurn, would make surfactant-based separation processes—such as
icellar-enhanced ultrafiltration (MEUF) and surfactant-enhancedemediation of contaminated soil—become more economically fea-ible [3,4].
Foam fractionation is a surfactant adsorptive process that cane used to concentrate and usually remove dissolved materials,
ncluding surfactants, from homogeneous solutions [5]. The processffers several advantages for the treatment of industrial wastewa-ers with low solute concentrations compared to other treatment
∗ Corresponding authors at: The Petroleum and Petrochemical College, Chula-ongkorn University, Soi Chula 12, Phyathai Road, Pathumwan, Bangkok 10330,hailand. Tel.: +662 2184139; fax: +662 2184139.
E-mail addresses: [email protected] (P. Malakul), [email protected]. Chavadej).
255-2701/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.cep.2011.12.002
© 2011 Elsevier B.V. All rights reserved.
processes, including: low space and energy requirements; simpleplant design, operation, and scale-up; and low capital and oper-ating costs [6]. Unlike biological treatment, it also allows for theimmediate reuse of both water and surfactants.
In a foam fractionation operation, air is introduced into thesystem to generate air bubbles where the surfactant will adsorbpreferentially at the air–liquid interface of the air bubbles. The bub-bles proceed upwards to the top of the column to produce foam.This foam layer (froth) can be separated physically from the bulkliquid phase, resulting in the removal of the surfactant and anyother soluble solutes that adsorb preferentially at the foam sur-face. Only a small volume of entrained liquid is generally carriedwith the foam due to liquid film drainage. After the foam is col-lapsed, the collapsed foam solution (foamate) contains the surfaceactive solute at a much higher concentration than that found inthe feed because surfactant molecules adsorb preferentially at theair–water interface of the produced foam whereas entrained liquid,containing much less surfactant molecules, is drained out from theproduced foam.
Unlike other separation processes, foam fractionation hasproven high separation efficiencies—especially at low surfactantconcentrations [6]—because maximum equilibrium adsorptiondensity of typical surfactant can be obtained in millimolar level
[7]. For kinetic aspect of foam fractionation, the short residencetime of air bubbles in the column does not significantly affectthe separation performance of the foam fractionation becauseboth the transport rates by diffusion and the convection of the
4 ineering and Processing 52 (2012) 41– 46
sfwc(u
wachfpcur
utt
C
w(ucfe(ftflfrfsidttmml
opafft(bttestpcr(tsev
2 V. Rujirawanich et al. / Chemical Eng
urfactant from the bulk liquid phase to the air–water inter-ace of the produced bubble are relatively fast [8]. Therefore, aastewater—which typically contains very low surfactant con-
entrations, around or below the critical micelle concentrationCMC)—can be treated to separate the surfactants physically bysing foam fractionation.
Foam fractionation may be operated in simple mode (batch-ise or continuous), or in a more complex mode with enriching
nd/or stripping [5,9,10]. Foam fractionation columns can also belassified as either single-stage or multistage. A number of studiesave investigated the effects of operational parameters of the foam
ractionation on the separation efficiency of proteins [11,12]. Mostrevious studies used either batch mode in single-stage flotationolumns [13–15] or simple continuous mode [16–19], whereas these of multistage pilot plants with continuous mode operation hasarely been reported [20].
Material balance of CPC in the collapsed foam at the top of col-mn, which is the molar flow rate of foamate (CfVf), is equal tohe sum of the mass transfer by the bulk liquid and the adsorptiveransports [20]:
f Vf = CeVf + A� , (1)
here Vf is the volumetric flow rate of collapsed foam (foamate)dm3/min), Ce is the CPC molar concentration in the lamellae liq-id assumed to be equal to that in effluent, Cf is the CPC molaroncentration in the collapsed foam, A is the flow rate of the inter-acial area of the generated foam (m2/min), and � is the surfacexcess concentration or adsorption density (mol/m2). The term A�mol/min) indicates the amount of CPC adsorbed on the bubble sur-ace, known as adsorptive transport whereas the CeVf (mol/min) ishe product of the CPC concentration and the liquid volume in theoam lamella, known as bulk liquid transport. The increasing bulkiquid flow rate not only increases the molar flow rate of CPC inoamate but also causes a dilution of adsorbed component whichesults in a decrease in the enrichment of CPC (concentration inoamate/concentration in feed). The adsorptive transport is respon-ible for the reduction in the residual factor of CPC (concentrationn effluent/concentration in feed) whereas the bulk liquid transportoes not reduce the residual factor of CPC if the concentration ofhe component in the lamellae liquid is not significantly larger thanhat in the effluent (i.e. single stage foam fractionation) but it does in
ultistage foam fractionation due to the fact that material enrich-ent between stages increase concentration of the component in
iquid pool of the upper tray.Multistage foam fractionation with bubble caps is basically anal-
gous to a distillation unit. For the ideal distillation unit, a vaporhase is in equilibrium with an aqueous phase in each tray, while
foam phase is in equilibrium with an aqueous phase for the foamractionation system, as illustrated in Fig. 1a. In multistage foamractionation with feed position on the top tray (Fig. 1b), surfac-ant molecules found in a lower tray derived from draining liquidcontaining residual surfactant) via downcomer can be recoveredack to the top tray. The rising foam from the lower tray will passhe bubble caps of the upper tray, resulting in increasing surfac-ant concentration in the liquid pool of the upper tray. Thus, theffluent surfactant concentration becomes very low while most ofurfactant molecules will be carried upward by rising foam to theop tray. Internal bubble coalescence within the rising foam beforeassing through the bubble caps is also likely to occur due to suddenhange in flow cross sectional area, resulting in increasing internaleflux and enhanced enrichment ratio [21]. Hence, the more traysor stages) there are, the higher the surfactant concentration in the
op stage and the foamate [22]. Our previous study [22,23] demon-trated that the multistage foam fractionation system could providenrichment ratio up to 240 which is much higher than that of a pre-ious work [17] in single stage, 21.5 in enrichment ratio. Moreover,Fig. 1. Schematic of bubble caps tray (a) and a multistage foam fractionation unit(b).
it demonstrated that a multistage foam fractionation column withbubble caps could be operated without the problems of excessivepressure drop and flooding.
In this present study, a continuous multistage foam fractionatorwith bubble caps was tested to remove a cationic surfactant fromwater. The study focused on an analysis of the effects of designparameters (tray spacing and number of bubble caps) on the overallperformance of the multistage foam fractionation. In addition, theeffects of air flow rate and feed flow rate were also investigated attwo different numbers of bubble caps per trays.
2. Experimental
2.1. Materials and methods
The surfactant used in this study was cetylpyridinium chloride(CPC), molecular weight of 339.99 g/mol, obtained from ZealandChemical with >99% purity. The surfactant was used as receivedwithout further purification. Distilled water was used in all exper-iments.
The multistage foam fractionation apparatus used in this study
(Fig. 1b) had two multistage foam fractionation columns that weremade of an acrylic cylinder with an inner diameter of 18 cm buthaving two different tray spacings (15 cm and 30 cm), which couldbe assembled to 5 trays. At the top tray, the foam column, which was
V. Rujirawanich et al. / Chemical Engineering and Processing 52 (2012) 41– 46 43
Downcomer
Bubble cap
Ø = 1 cm
Ø= 4 cm
Ø = 1 cm
Ø = 4 cm Ø = 4 cm
I.D. Ø= 18 cm I.D. Ø= 18 cm
Ø= 4 cm
and d
mfEaohtfldl
tifpl(tcfc
amaeCerfctetb
cref
E
%
22 bubble caps/tray a)
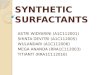
Fig. 2. Positions and dimensions of bubble caps
ade of an acrylic cylinder with the same inner diameter, had threeoam outlets to obtain different foam heights of 30, 60, and 90 cm.ach tray had either 8 or 22 bubble caps with a weir height of 6 cmnd a cap diameter of 2 cm. The clearance between the lower edgef bubble cap and each tray was equal to 1.5 cm. The downcomer,aving a diameter of 4 cm with a weir height of 3.0 cm was usedo control the liquid level in each tray and to allow the liquid toow down to a lower tray (Fig. 2 shows the configurations andimensions of the bubble caps and downcomer). A sample port was
ocated at the base of each tray for taking liquid samples.A surfactant solution was prepared at different CPC concentra-
ions of 0.25, 0.5, and 0.75 times the CMC and was continuously fednto the top of the column at a constant flow rate that was variedrom 0.98 to 3.93 kg/m2/min (25–100 cm3/min) using a peristalticump. The pressurized air from an air compressor was regu-
ated to have any desired flow rate in the range of 1.96–6.55 cm/s30–100 dm3/min) using a rotameter and it was introduced belowhe bottom tray. The generated foam at the top of the column wasollected at three different foam heights of 30, 60, and 90 cm. Theoam was collected, frozen, thawed, and then measured to get theollapsed foam (foamate) volume at room temperature (25–27 ◦C).
The time needed to establish steady state was found to bepproximately 7 h, and the steady state time was justified by alleasured parameters invariant with time. After steady state was
chieved, samples of the feed solution, the foamate, and the efflu-nt were collected and analyzed for surfactant concentration. ThePC concentrations were measured by UV/visible spectrophotom-try (Perkin Elmer, Lambda 10) at a wavelength of 260 nm. For eachun under steady state condition, the samples were taken at least aew times and the data were averaged and used to assess the pro-ess separation performance. The foam fractionation column washoroughly cleaned with distilled water before starting the nextxperiment. Overall material balance calculations were performedo check the validity of the experimental data. The surfactant massalance showed less than 10% error for all runs.
The process separation performance of the foam fractionationolumn was assessed by using the enrichment ratio of CPC, theesidual factor of CPC, the separation factor of CPC, and the recov-ry of CPC, and the foamate volumetric ratio [24,25], described asollows:
nrichment ratio = Cf, (2)
Ci
CPC recovery = ViCi − VeCe
ViCi× 100, (3)
8 bubble caps/tray b)
owncomer: 8 caps/tray (a) and 22 caps/tray (b).
Residual factor = Ce
Ci, (4)
Foamate volumetric ratio = Vf
Vi, (5)
Separation factor = Cf
Ce, (6)
where Ce, Cf, and Ci are the CPC concentrations in the effluent solu-tion, the foamate (collapsed foam solution), and the influent (feed),respectively. Ve, Vi, and Vf are the volumetric flow rate of effluent,feed, and foamate, respectively.
2.2. Surface tension measurement
Measurement of the surface tension of surfactant solutionsat different CPC concentrations was carried out by using a dropshape analysis instrument (Krüss, DSA 10) at room temperature(25–27 ◦C).
3. Results and discussion
3.1. The CMC of CPC
From the plot of surface tension versus the log of the initialCPC concentration, the critical micelle concentration (CMC) andthe surface tension at the CMC (�cmc) can be determined from thereflection point in a �–log C curve. The CMC and �cmc were found tobe 0.9 mM and 42.6 mN/m, respectively. Feed CPC concentrationsof 0.25, 0.5, and 0.75 times the CMC, corresponding to 0.225, 0.450,and 0.675 mM, respectively, were used to operate the multistagefoam fractionation unit in this study.
3.2. Effects of tray spacing and foam height
As mentioned above, both tray spacing and foam height werefound to be the main factors affecting the process separation perfor-mance of the studied multistage foam fractionation unit. As shownin Fig. 3, either increase in tray spacing or foam height increasesthe enrichment ratio of CPC but decreases the foamate volumetricratio. With increasing foam height, the increasing enrichment ratioof CPC results from the longer foam residence time, causing moreliquid film drainage, leading to drier foam flowing out from the col-
umn, as evidenced experimentally by the reduction of the foamatevolumetric ratio. From the tray spacing results, it can be explainedby the fact that the decreasing amount of lamellae liquid contain-ing in rising foam passing the bubble caps of an upper tray with
44 V. Rujirawanich et al. / Chemical Engineeri
Foam height (cm)906030
Foam
ate
volu
met
ric ra
tio
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.20
0.22
0.24
Res
idua
l fac
tor
0.02
0.04
0.06
0.08
0.10
0.12
Sep
arat
ion
fact
or
40
60
80
100
120
140
160
180
200
220
240
Residual
Residual
Separation
b
Foam height (cm)906030
% C
PC
reco
very
86
88
90
92
94
96
98
100
Enr
ichm
ent r
atio
0
2
4
6
8
10
12
14
Tray spacing= 30 cmTray spacing= 15 cm
a
Separation
Tray spacing = 15 cmTray spacing = 30 cm
Fig. 3. (a and b) Effect of foam height on different separation performance param-eters at two tray spacings (15 and 30 cm) of the multistage foam fractionation unit(c
icit
stitteChlmuaihcfbfutfsbac
air flow rate. Hence, the column with higher number of bubble
conditions: feed flow rate = 50 cm3/min; air flow rate = 60 dm3/min; feed CPC con-entration = 0.75 CMC; number of bubble caps per tray = 8; and number of trays = 5).
ncreasing tray spacing results from increasing liquid film drainageaused by an increasing foam residence time. The results are ver-fied by the decrease in foamate volumetric ratio with increasingray spacing (see Fig. 3b).
As shown in Fig. 3, both recovery and residual factor of CPChow insignificant change with increasing foam height at any givenray spacing. The results can be explained by the fact that withncreasing foam height, an increase in liquid film drainage leadso decreasing both the volumetric flow rate of the foamate andhe molar flow rate of CPC in the foamate. The CPC recovery isxpected to decrease with increasing foam height. However, thePC recovery was found to decrease slightly with increasing foameight instead. The results can be explained in that the draining
iquid contained an insignificant of amount of CPC while the maxi-um adsorption density of CPC at air–water interface was achieved
nder the studied conditions with very low initial concentrationbout 0.75 CMC or 0.675 mM [7]. For any given tray spacing, thensignificant increase in residual factor of CPC with increasing foameight also suggests that, under the studied conditions, the systemould be operated with high foam stability without a significantraction of foam collapse and most CPC molecules were carried outy the adsorptive transport. However, with increasing tray spacingrom 15 cm to 30 cm, the CPC recovery decreased and the resid-al factor of CPC increased substantially. The results suggest thathe system was operated under the existence of foam collapse. Theoam collapse can happen if the generated foam has insufficienttability to experience bubble coalescence within the rising foam
efore passing through the bubble cap of the upper tray becauselonger liquid film drainage time can reduce foam stability, espe-ially at a low CPC concentration in liquid pool of the lower tray.
ng and Processing 52 (2012) 41– 46
From the present results, both increases in tray spacing and foamheight can provide more liquid film drainage which is an importantmechanism for a multistage foam fractionation system to achieveboth high enrichment ratio and separation factor of the surfactant.To operate a multistage foam fractionation column, tray spacingshould be matched with the ability of surfactant solution to gener-ate foam with sufficient stability to reach an upper tray. Moreover,a highest possible foam height which the generated foam can passthrough the foam exit without foam collapse should be used to pro-duce dry foams, leading to both a high enrichment ratio and a highrecovery of surfactant in multistage foam fractionation.
3.3. Effect of the number of bubble caps per tray, air flow rate,and feed flow rate
The effect of the number of bubble caps per tray was investi-gated at different air and feed flow rates under the conditions: afeed concentration of 25% CMC; tray spacing of 15 cm; foam heightof 30 cm; and number of trays of 5. The impact of the number ofbubble caps per tray on the process separation performance of themultistage foam fractionation unit is shown in Figs. 4 and 5. It can beclearly seen that the column with 22 bubble caps per tray showeda significantly higher separation efficiency in terms of enrichmentratio, recovery, residual factor, and separation factor of CPC at anygiven air and feed flow rates. For any given air and feed flow rates,the foamate volumetric ratio for the column with 22 bubble capsper tray was lower than that of the column with 8 bubble capsper tray, suggesting that the increase in the number of bubble capsdecreases the liquid hold-up in the foam, resulting in drier foamsand thus an increase in the enrichment ratio of CPC. This is, proba-bly, because gas velocity is decreased with increasing the numberof caps at given air and liquid flow rates, reducing the amount ofwater entrained by the bubbles. Both separation factor and recov-ery of CPC were found to increase whereas the residual factor ofCPC was found to decrease with an increasing number of bubblecaps per tray. This can be explained by the fact that an increasein the number of bubble caps per tray simply increases the mass-transfer surface area of the generated foam in each tray as well asallows more foam to pass through from a lower tray to an uppertray, leading to increasing adsorptive transport.
Fig. 4 shows the separation process performance of CPC as afunction of air flow rate. With increasing air flow rate, the CPCrecovery and the foamate volumetric ratio increased whereas theenrichment ratio and the residual factor of CPC decreased for bothnumbers of bubble caps per tray. Interestingly, for the studied col-umn with 22 bubble caps per tray, the decrease in the residualfactor without a significant increase in the foamate volumetric ratiocaused the separation factor to reach a maximum at an air flowrate of 80 dm3/min (Fig. 4). These results suggest that the studiedcolumn with 22 bubble caps per tray has high ability to promoteadsorptive transport with increasing air flow rate without signif-icant increase in bulk liquid transport, especially at low air flowrates (lower than 80 dm3/min). For the column with 8 bubble capsper tray, the separation factor and residual factor of CPC decreasedwhereas the foamate volumetric ratio increased substantially withincreasing air flow rate up to 80 dm3/min. These results suggest thatboth adsorptive transport and bulk liquid transport increase withincreasing air flow rate but the bulk liquid transport tends to bepromoted more substantially. The results presented above suggestthat the studied foam fractionation column with higher numberof bubble caps per tray shows higher ability to increase adsorp-tive transport and reduce liquid hold-up in foam with increasing
caps per tray can provide more increasing adsorptive transport andless increasing bulk liquid transport with increasing air flow rate.The role of the increased number of bubble caps per tray is thus

V. Rujirawanich et al. / Chemical Engineering and Processing 52 (2012) 41– 46 45
Fig. 4. Effect of air flow rate on different separation performance parameters of themultistage foam fractionation unit at two numbers of bubble caps per tray (condi-tC
tfapl
Fig. 5. Effect of feed flow rate on different separation performance parameters of
ual factor of CPC increases. In the case of the column with 22 caps
ions: feed flow rate = 50 cm3/min; foam height = 30 cm; tray spacing = 15 cm; feedPC concentration = 0.25 CMC; and number of trays = 5).
o increase the rate of foam production in each tray with a smalloamate volumetric ratio and to allow for the passing of foam from
lower tray to a higher tray. As a result, the increasing rate of foamroduction simply increases the mass-transfer surface area, thus
eading to increased adsorptive transport.
the multistage foam fractionation unit at two numbers of bubble caps per tray (con-ditions: air flow rate = 60 dm3/min; foam height = 30 cm; tray spacing = 15 cm; feedCPC concentration = 0.25 CMC; and number of trays = 5).
As shown in Fig. 5, with increasing feed flow rate, for the columnwith 8 bubble caps per tray, CPC recovery decreases; but the resid-
per tray, both the recovery and the residual factor of CPC remainednearly unchanged in the studied range of feed flow rate. Theseresults suggest that the column with higher number of bubble caps

4 ineeri
pirpatrmptt
4
ah(thwhhst
A
Rt(ota
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[Effect of perforated plate on concentration of poly(vinyl alcohol) by foam frac-tionation with external reflux, J. Chem. Eng. Jpn. 36 (2003) 1107–1110.
6 V. Rujirawanich et al. / Chemical Eng
er tray can separate the CPC more effectively, especially at a higherncreasing CPC input rate. Even at a higher CPC input rate (feed flowate of 80 cm3/min), the column with higher number of bubble capser tray can keep the effluent CPC concentration the same as that at
lower CPC input rate (feed flow rate of 25 cm3/min), contrastingo the column with lower number of bubble caps per tray. Theseesults indicate that an increase in bubble caps per tray can provideore mass-transfer surface area and increasing adsorptive trans-
ort. To obtain a better understanding, our next paper will presenthe interstate data to indicate the tray efficiency as a function ofhe design parameters.
. Conclusions
An increase in the number of bubble caps per tray results in drier foam. Hence, the column with 22 caps per tray providedigher values for all process separation performance parametersenrichment ratio, recovery, separation factor, and residual factor)han that with 8 bubble caps per tray. A highest possible foameight which the generated foam can pass through the foam exitithout foam collapse should be used to produce dry foams withigh foam stability, leading to both a high enrichment ratio and aigh recovery of surfactant in multistage foam fractionation. Traypacing should be matched with the ability of surfactant solutiono generate foam.
cknowledgments
The Thailand Research Fund is acknowledged for providing aoyal Golden Jubilee PhD scholarship (Grant no. PHD/0059/2550)o the first author and an Advanced Research Scholar GrantBRG5080028) to second corresponding author. The Research Unitf Applied Surfactants for Separation and Pollution Control, underhe Ratchadapisak Sompoch Fund, Chulalongkorn University is alsocknowledged.
eferences
[1] B. Brackmann, C.-D. Hager, The statistical world of raw materials, fatty alcoholsand surfactants, in: Proceedings of the 6th World Surfactant Congress CESIO,Berlin, Germany, 2004.
[2] C. Yapijakis, L.K. Wang, Treatment of soap and detergent, in: L.K. Wang, Y. Hung,
H.H. Lo, C. Yapijakis (Eds.), Waste Treatment in the Process Industries, 1st ed.,CRC Press, New York, 2005, pp. 307–362.[3] A. Ahmad, S. Puasa, Reactive dyes decolourization from an aqueous solution bycombined coagulation/micellar-enhanced ultrafiltration process, Chem. Eng. J.132 (2007) 257–265.
[
ng and Processing 52 (2012) 41– 46
[4] C.N. Mulligan, R.N. Yong, B.F. Gibbs, Surfactant-enhanced remediation of con-taminated soil: a review, Eng. Geol. 60 (2001) 371–380.
[5] M.E. Prudich, Alternative solid/liquid separations, in: R.H. Perry, D.W. Green(Eds.), Perry’s Chemical Engineers’ Handbook, Eighth, McGraw-Hill Profes-sional, New York, 2007.
[6] C. Wong, M. Hossain, C. Davies, Performance of a continuous foam separationcolumn as a function of process variables, Bioprocess Biosyst. Eng. 24 (2001)73–81.
[7] M.J. Rosen, Surfactants and Interfacial Phenomena, 3rd ed., Wiley-Interscience,Hoboken, NJ, 2004.
[8] L. Du, V. Loha, R. Tanner, Modeling a protein foam fractionation process, Appl.Biochem. Biotechnol. 84–86 (2000) 1087–1099.
[9] R. Konduru, Operating a foam fractionating column in simple mode, J. Chem.Eng. Jpn. 25 (1992) 548–554.
10] R. Lemlich, Adsorptive Bubble Separation Techniques, Academic Press Inc., NewYork, 1972.
11] C. Lockwood, P. Bummer, M. Jay, Purification of proteins using foam fractiona-tion, Pharm. Res. 14 (1997) 1511–1515.
12] D. Linke, H. Zorn, B. Gerken, H. Parlar, R.G. Berger, Laccase isolation by foamfractionation—new prospects of an old process, Enzyme Microbial Technol. 40(2007) 273–277.
13] K. Yamagiwa, M. Iwabuchi, H. Tsubomizu, M. Yoshida, A. Ohkawa, Effect ofexternal reflux on foam fractionation of poly(vinyl alcohol), J. Chem. Eng. Jpn.34 (2001) 126–131.
14] C. Brett Neely, J. Eiamwat, L. Du, V. Loha, A. Prokop, R. Tanner, Modeling a batchfoam fractionation process, Biologia 56 (2001) 583–589.
15] V. Loha, A. Prokop, L. Du, R. Tanner, Preserving the activity of cellulase in abatch foam fractionation process, Appl. Biochem. Biotechnol. 77–79 (1999)701–712.
16] F. Uraizee, G. Narsimhan, Effect of coalescence on the performance ofa continuous foam fractionation column, Sep. Sci. Technol. 27 (1992)937–953.
17] N. Tharapiwattananon, J. Scamehorn, S. Osuwan, J. Harwell, K. Haller, Surfac-tant recovery from water using foam fractionation, Sep. Sci. Technol. 31 (1996)1233–1258.
18] P. Stevenson, G.J. Jameson, Modelling continuous foam fractionation withreflux, Chem. Eng. Process. 46 (2007) 1286–1291.
19] B.M. Gerken, A. Nicolai, D. Linke, H. Zorn, R.G. Berger, H. Parlar, Effective enrich-ment and recovery of laccase C using continuous foam fractionation, Sep. Purif.Technol. 49 (2006) 291–294.
20] R.C. Darton, S. Supino, K.J. Sweeting, Development of a multistaged foam frac-tionation column, Chem. Eng. Process. 43 (2004) 477–482.
21] P. Martin, H. Dutton, J. Winterburn, S. Baker, A. Russell, Foam fractionation withreflux, Chem. Eng. Sci. 65 (2010) 3825–3835.
22] S. Boonyasuwat, S. Chavadej, P. Malakul, J.F. Scamehorn, Surfactant recoveryfrom water using a multistage foam fractionator. Part I. Effects of air flow rate,foam height, feed flow rate and number of stages, Sep. Sci. Technol. 40 (2005)1835–1853.
23] S. Boonyasuwat, S. Chavadej, P. Malakul, J.F. Scamehorn, Anionic and cationicsurfactant recovery from water using a multistage foam fractionator, Chem.Eng. J. 93 (2003) 241–252.
24] H. Tsubomizu, R. Horikoshi, K. Yamagiwa, K. Takahashi, M. Yoshida, A. Ohkawa,
25] V. Rujirawanich, S. Chavadej, J.H. O’Haver, R. Rujiravanit, Removal of trace Cd2+
using continuous multistage ion foam fractionation. Part I. The effect of feedSDS/Cd molar ratio, J. Hazard. Mater. 182 (2010) 812–819.